Внешнеугловая стойка и установка для торцевания кромки внешнеугловой стойки - RU2362857C2
Код документа: RU2362857C2
Чертежи








Описание
Область техники
0001
Настоящее изобретение касается внешнеугловых стоек, используемых в качестве внешних декоративных элементов внешнеугловых частей поверхностей стен строений, а также к установке для торцевания кромки внешнеугловой стойки.
Уровень техники
0002
Обычно внешнеугловые стойки А, такие, как показаны на фиг.9, известны как внешние декоративные элементы, используемые на углах стен строений (см. библиографическую ссылку 1).
В изготовлении внешнеугловых стоек А, как правило, используются керамические панели 1, такие, как показано на фиг.10а, имеющие рельефную поверхность (на чертеже она не показана). Панели режут на нужную ширину, получают листы 1а и 1а и на каждом полученном таким образом листе делают срез под углом. Чаще всего величина этого угла составляет 45 градусов, но это необязательно (фиг.10b). Далее из листов изготавливают стойку, соединяя и склеивая листы таким образом, чтобы обе указанные плоскости среза 2 и 2 образовывали одну кромку 3 (фиг.10с).
0003
Клей, используемый при соединении листов, местами выступает за пределы кромки 3, а местами образует по ее длине разрывы, поэтому в целях устранения этого недостатка проводится операция торцевания кромки 3 механическим способом с применением шлифовальной машинки. В результате этой операции на указанной кромке получается отторцованная поверхность (фиг.10d). Поскольку при операциях торцевания с использованием шлифовальной машинки, проводимых до настоящего времени, отторцованная, т.е. обрезанная, часть 4 представляет собой ровную плоскую поверхность в виде широкой полосы шириной порядка 10-20 мм и поскольку поверхность каждого из листов 1а приобретает при этом свой оттенок, в последующем проводят покрытие поверхности с использованием для этого соответствующего оборудования, как, например, указано в библиографической ссылке 1.
0004
При склеивании могут быть использованы различные клеи, относящиеся к группе отверждаемых во влажной среде уретановых клеев или эпоксидных клеев. Поскольку с точки зрения производительности есть некоторые проблемы, связанные с тем, что отверждаемым во влажной среде клеям требуется продолжительное время до момента их отверждения, в этом изобретении предлагается использовать для производства внешнеугловых стоек термоплавкие клеи, способные соединять детали в течение короткого промежутка времени, (см. ссылки 2, 3 и др.)
0005
Библиографическая ссылка 1: «Токкай кохо» 11 [1999]-188294.
Библиографический ссылка 2: «Токкай кохо» 9 [1997]-256594.
Библиографический ссылка 3: «Токкай кохо» 2003-232117.
Описание изобретения
0006
На настоящий момент времени кромки внешнеугловой стойки, как описано выше, торцуют с использованием шлифовальных машинок, и отторцованная часть 4 превращается в ровную широкую плоскость. Из-за этого, даже если это место покрыть каким-либо материалом, оно все равно будет бросаться в глаза. А так как отторцованная часть 4 представляет собой горизонтальную плоскость, непрерывно проходящую вдоль всей длины стойки, тени, отбрасываемые этой частью, будут отличаться от теней, отбрасываемых той частью поверхности, где имеется рельеф.
0007
В тех случаях, когда в целях повышения производительности в качестве клея используются термоплавкие клеи, во время проведения операции торцевания происходит плавление части внешнего слоя термоплавкого клея (обычно температура, при которой происходит размягчение клея, составляет 80-90°С), вызванное нагреванием от трения инструмента, применяемого для торцевания. Инструмент срезает часть поверхности клея, размягченную от работы самого инструмента. Мелкие обрезки прилипают к обрезанной поверхности и, как схематично показано на фиг.11, образуют мелкие неровности Pd на поверхности Рс отторцованной части 4, на которой находится слой клея Р. Неровности Pd бросаются в глаза и проходят по направлению среза или против направления среза. Неровности Pd оказывают влияние на поверхность пленки наносимого затем покрытия. Из-за этого возникают различия между тенью, отбрасываемой отторцованной частью, и тенью, отбрасываемой рельефной частью. Кроме этого, есть и такие неудобства, как налипание на режущий инструмент размягченного термоплавкого клея.
0008
С учетом всего вышесказанного целью настоящего изобретения является создание внешнеугловой стойки, которая имеет кромку, выполненную путем соединения листов с помощью клея, которая имеет на поверхности рельеф, проходящий в направлении, поперечном плоскости соединения листов, в которой даже в случаях, когда для повышения производительности использован термоплавкий клей, не бросаются в глаза отторцованные части кромки, и в которой предотвращено появление мелких неровностей на слое клея, видимых на отторцованной поверхности, а также предотвращено размягчение клея из-за его разогревания при трении, в результате чего обеспечено создание условий получения однородных пленочных покрытий, наносимых в последующем на отторцованную часть, и в которых отсутствует несоответствие между различными отторцованными частями, вызванные указанными выше причинами.
0009
Еще одной целью настоящего изобретения является создание установки для торцевания кромки внешнеугловой стойки, предназначенной для производства внешнеугловых стоек, обладающих вышеперечисленными особенностями.
Сущность изобретения
0010
Внешнеугловая стойка, предлагаемая настоящим изобретением, содержит два листа, соединенных друг с другом путем склеивания с использованием термоплавкого клея и с образованием кромки, проходящей вдоль длинной стороны этой стойки, и отличается от других стоек тем, что на этой кромке создана отторцованная часть, поверхность которой имеет малую ширину и выполнена криволинейной с идущими друг за другом нерегулярными неровностями, при этом внешний вид указанной отторцованной части отличается от вида горизонтальной плоской поверхности, проходящей вдоль длинной стороны стойки, а поверхность слоя клея, использованного для склеивания, в месте соединения на кромке является гладкой и проходит по криволинейной поверхности отторцованной части.
0011
В качестве исходных материалов для получения листов, из которых делаются внешнеугловые стойки, о которых идет речь в настоящем изобретении, могут быть использованы хорошо известные керамические строительные панели, разрезанные на листы соответствующей ширины. Для соединения вместе двух листов их склеивают с использованием термоплавких клеев. Благодаря применению таких клеев сокращается время, необходимое для получения требуемой прочности соединения, и повышается производительность труда. Могут быть использованы различные термоплавкие клеи, такие, например, как хорошо известный термоплавкий клей, состоящий из полиизоционата и полиола (более конкретно, полиуретановые термоплавкие клеи).
0012
На кромке внешнеугловой стойки, получаемой на основе применения настоящего изобретения, образована отторцованная часть, поверхность которой имеет малую ширину. Эта отторцованная часть имеет вид, отличающийся от вида горизонтальной плоской поверхности, проходящей вдоль длинной стороны стойки, например поверхности отторцованной части, полученной путем торцевания с использованием шлифовальной машинки. Более конкретно, отторцованная часть является криволинейной и непрерывной. Благодаря этому изобретению отторцованная часть, получаемая на кромке, не так бросается в глаза по сравнению с широкой отторцованной частью в виде плоской поверхности, получаемой при торцевании по известной технологии. Все это повышает эстетические характеристики внешнеугловой стойки. Кроме того, становится возможным то, что на отторцованной части будет образовываться точно такая же тень, как и тень, образуемая на рельефной поверхности каждого листа.
0013
Кроме того, как описано ниже, при производстве внешнеугловых стоек на основе применения настоящего изобретения операция торцевания их кромок производится с охлаждением, поэтому не происходит размягчения термоплавкого клея, используемого для склеивания стоек, под действием тепла, выделяющегося от трения режущего инструмента. Благодаря этому поверхность отторцованного слоя клея (иными словами, поверхность клея), остающегося в месте соединения на кромке, является гладкой и проходит по криволинейной поверхности отторцованной части. Поскольку мелкие неровности, возникавшие при прежних способах обработки, не появляются на поверхности слоя клея, можно получить равномерную поверхность пленки краски, наносимой впоследствии, и при этом также не нарушается картина образования теней на отторцованной части.
0014
В качестве листов можно использовать листы, имеющие рельефный рисунок, проходящий в направлении, поперечном плоскости их соединения. Более конкретно, рельефный рисунок представляет собой рисунок, образованный чередующимися между собой выступами и канавками, проходящими перпендикулярно плоскости соединения листов. Форма выступов и канавок в целом может быть одинаковой. Возможно также решение, при котором выступы или канавки имеют различную форму. Последнее является более предпочтительным с точки зрения эстетических характеристик. Рельефный рисунок может создаваться как на всей поверхности листа, так и на части его поверхности.
0015
При этом нет каких-либо особых ограничений на высоту от нижней части углубления до высшей части выступа рельефного рисунка, проходящего в направлении, поперечном плоскости соединения пластин, иными словами, нет особых ограничений на расстояние от дна канавки до вершины выступа. Однако исходя из реальной толщины листа и с точки зрения эстетических характеристик эта величина не превышает 15 мм. Расстояние между соседними вершинами рельефного рисунка, проходящего в направлении, поперечном плоскости соединения, т.е. расстояние между вершинами соседних выступов составляет не более 30 мм, лучше всего, с точки зрения обеспечения непрерывности рисунка на отторцованной части, если эта величина будет лежать в пределах 5-20 мм.
0016
Поверхность, образуемая на отторцованной части, выполнена непрерывной и криволинейной. Благодаря тому что отторцованная часть выполнена непрерывной и криволинейной, при попадании на нее света под углом возможно появление точно такой же тени, как и тень, возникающая на рельефном рисунке, образуемом на поверхности отторцованной части. Благодаря этому у стороннего наблюдателя возникает ощущение высокого качества, обусловленное тем, что на внешнеугловых стойках отсутствуют какие-либо нестыковки, а именно не бросается в глаза отторцованная часть, так как она имеет малую ширину, а также имеется ощущение непрерывности рельефного рисунка левого и правого листов.
0017
Лучше всего, если ширина слоя клея на кромке внешнеугловой стойки, выполненной согласно настоящему изобретению, лежит в пределах 0,3-0,5 мм. В том случае когда используются эпоксидные или уретановые клеи, отверждаемые во влажной среде, нанесенный клей, смачивая листы, на месте соединения кромки образует пленку толщиной менее 0,1 мм. В том случае когда в качестве клея используются термоплавкие клеи, образуется такая пленка клея, толщина которой видна невооруженным глазом. В том случае когда толщина получающегося слоя клея меньше, чем 0,3 мм, не достигается необходимая эффективность соединения, если же эта толщина больше 0,5 мм, получаемая эффективность превышает требуемую.
0018
Ширина узкой отторцованной поверхности предлагаемой стойки связана с различными проблемами, возникающими при нанесении покрытий и проведением обработки и предпочтительно не превышает 8 мм, а фактически лежит в пределах 2-5 мм или еще лучше 2-3 мм. При такой небольшой ширине можно еще больше повысить непрерывность изображения при соединении левой и правой пластин стойки.
0019
Настоящее изобретение предлагает также установку для торцевания кромок внешнеугловых стоек. Предлагаемая установка содержит: опорное устройство для поддержки внешнеугловых стоек, сделанных таким образом, что одинаковые стороны двух листов, соединенные путем их склеивания с использованием термоплавкого клея, образуют кромку, проходящую вдоль их длинной стороны; фрезы, расположенные поперечно указанной кромке внешнеугловой стойки, установленной на опорном устройстве; держатель фрезы, установленый с возможностью перемещения фрезы вверх - вниз по криволинейной поверхности, образованной на кромке; перемещающий механизм, обеспечивающий возможность относительного перемещения между фрезой и внешнеугловой стойкой, и по меньшей мере одно охлаждающее устройство, предназначенное для охлаждения зоны, в которой производится резка кромки внешнеугловых стоек фрезами.
0020
В указанной установке фрезы установлены поперечно кромке размещенной в ней внешнеугловой стойки с возможностью перемещения вверх - вниз по криволинейной поверхности, образованной на кромке, поэтому при относительном перемещении между внешнеугловой стойкой и фрезами криволинейная поверхность на кромки подвергается торцеванию. В результате вдоль поверхности кромки получается узкая отторцованная часть.
0021
При срезании кромки внешнеугловой стойки быстро вращающимися фрезами выделяется тепло, обусловленное трением. Однако установка, предлагаемая настоящим изобретением, оборудована охлаждающим устройством, предназначенным для охлаждения зоны, в которой с помощью фрез производится резка кромки внешнеугловых стоек. Благодаря охлаждению, производимому охлаждающим устройством, такая установка позволяет избежать размягчения слоя термоплавкого клея из-за тепла, выделяющегося при трении. Поверхность выступающего клея, даже слегка разогревшись, сразу же после этого затвердевает. Благодаря этому даже когда режут поверхность размягченного клея, можно избежать ситуации, при которой на фрезу наматываются получающиеся обрезки. Это позволяет всегда сохранять на открытой поверхности клеевого слоя углового соединения кромки, иными словами, на поверхности среза, ровную поверхность, срезаемую фрезами, такую же, как и в случае применения известных клеев, отверждаемых во влажной среде, таких как уретановые клеи.
0022
Лучше всего разместить по меньшей мере одно охлаждающее устройство вблизи фрезы. Однако в этом случае потребуется охлаждающее устройство с большим объемным расходом подаваемого воздуха. Во избежание связанных с этим проблем целесообразно в начале зоны среза кромки внешнеугловой стойки фрезой установить, как минимум, второе охлаждающее устройство, предназначенное для охлаждения зоны кромки, срезаемой фрезой.
0023
Во избежание размягчения слоя термоплавкого клея, подвергнутого резке, желательно в конце зоны среза кромки фрезой установить третье охлаждающее устройство, предназначенное для охлаждения зоны кромки, срезаемой фрезой.
0024
Лучше всего, если в установке, предлагаемой в настоящем изобретении, по длине внешнеугловой стойки расположено более двух фрез. Благодаря наличию большего количества фрез можно снизить нагрузку, приходящуюся на одну фрезу и достигнуть стабильности работы и увеличения срока службы фрез, а также получения гораздо более качественной гладкой поверхности. Постепенно увеличивая, а затем уменьшая по одной количество фрез, можно получить гораздо более стабильную операцию торцевания. Таким образом, в случае размещения большого числа фрез целесообразно разместить охлаждающие устройства вблизи каждой фрезы в местах, расположенных в начале и в конце зоны, где производится срезание кромки. При наличии двух и более фрез желательно, чтобы все фрезы располагались на одной и той же высоте. Если фрезы за зоной резки расположены на более низком уровне, чем уровень фрезы в начале зоны резки, невозможно нормально устранять клей, вторично обрабатывая срезанную поверхность клея.
0025
Охлаждающее устройство может быть любым, главное, чтобы оно позволяло отводить тепло, получающееся из-за возникающего трения, однако необходимо, чтобы охлаждающее устройство снижало температуру в зоне резки ниже точки размягчения термоплавкого клея (80-90°С и более). С точки зрения простоты установки и удобства ее эксплуатации предпочтение должно отдаваться установкам, оборудованным воздушным охлаждением, в которых охлаждение осуществляется путем подачи охлажденного воздуха. В качестве примера приведено охлаждающее устройство, использующее для охлаждения эффект, получаемый при расширении воздуха. Это охлаждающее устройство позволяет получать охлажденный воздух с температурой от -7 до -40°С и давлением 0,3-0,7 МПа. Это охлаждающее устройство благодаря тому, что оно подает охлажденный воздух в зону резки, кроме того, сдувает срезанные частицы с отторцованной части.
0026
В установке, предлагаемой в настоящем изобретении, фрезы перемещаются вдоль неровной поверхности, представляющей собой связанные друг с другом нерегулярные неровности, образованные на кромке внешнеугловой стойки, и производят операцию срезки. Желательно, чтобы эти фрезы приводились в действие сжатым воздухом. Наиболее предпочтительными являются фрезы, имеющие спиралевидную режущую кромку с заданным углом наклона винтовой линии, или прямые фрезы.
Эффект от применения изобретения
0027
Если использовать настоящее изобретение в производстве внешнеугловых стоек, в которых два листа склеены друг с другом с использованием термоплавких клеев, то при проведении операции торцевания кромки внешнеугловой стойки можно получить внешнеугловые стойки, у которых не будут возникать несоответствия между различными отторцованными частями и на отторцованных частях будут образовываться точно такие же тени, как и тени, возникающие на рельефном рисунке, и эта отторцованная поверхность не будет бросаться в глаза.
Наилучшие способы практической реализации изобретения
0028
Ниже настоящее изобретение описано со ссылкой на чертежи.
Фиг.1 иллюстрирует один из примеров выполнения внешнеугловой стойки А, предлагаемой настоящим изобретением: вид сбоку (фиг.1а), вид в разрезе (фиг.1b) и аксонометрическая проекция (фиг.1с), показывающая основную часть в увеличенном масштабе.
Фиг.2 реалистически изображает то, что видно, если рассматривать внешнеугловую стойку сверху.
Фиг.3 изображает внешнеугловую стойку, представленную на на фиг.2, подвергшуюся операции торцевания одним из известных способов.
Фиг.4 изображает вид сбоку внешнеугловой стойки перед проведением операции торцевания.
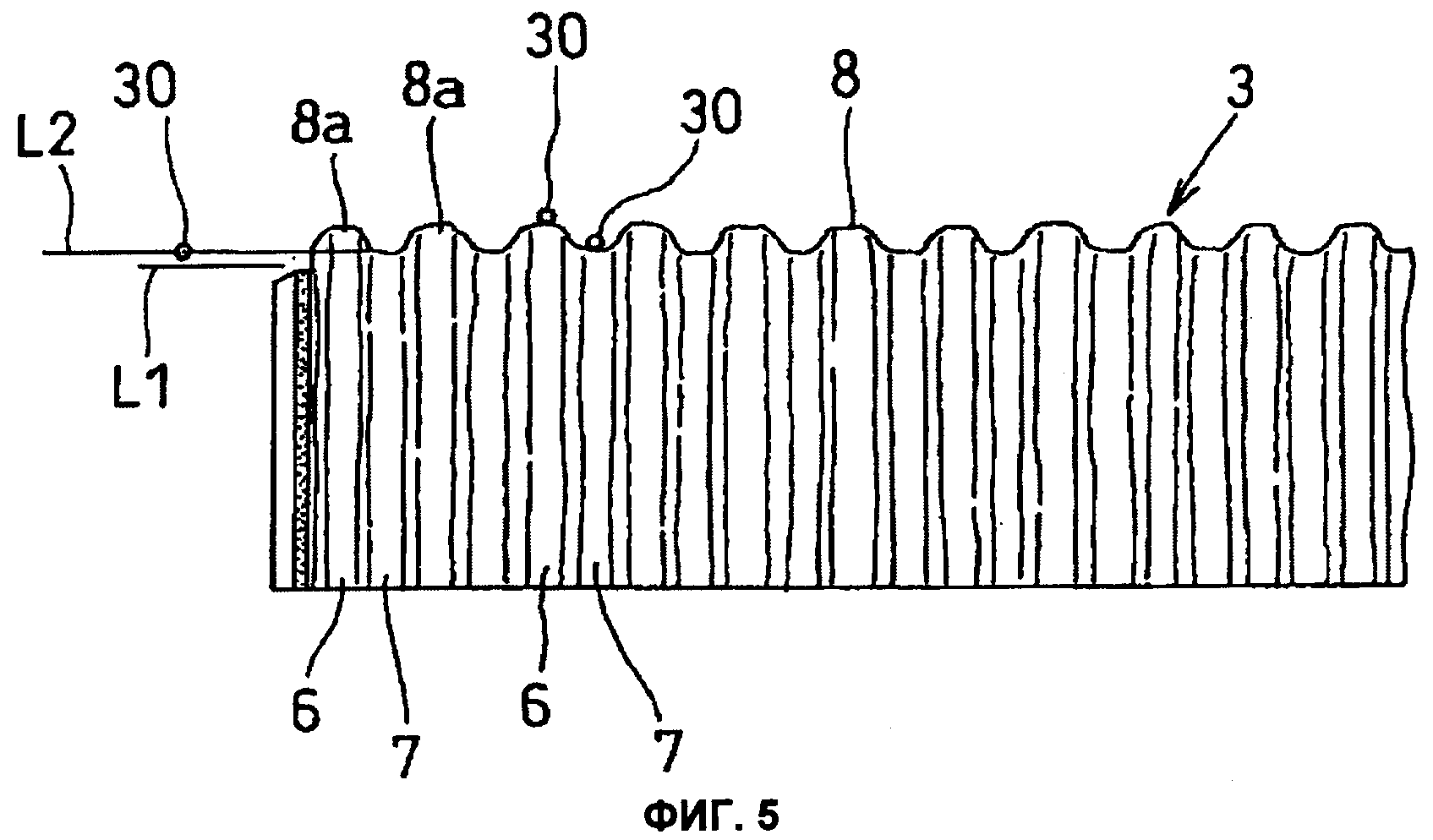
Фиг.5 изображает вид стойки сбоку, иллюстрирующий особенности торцевания, предлагаемого настоящим изобретением.
Фиг.6 изображает вид в аксонометрической проекции основных частей установки для торцевания кромок внешнеугловых стоек, предлагаемой настоящим изобретением.
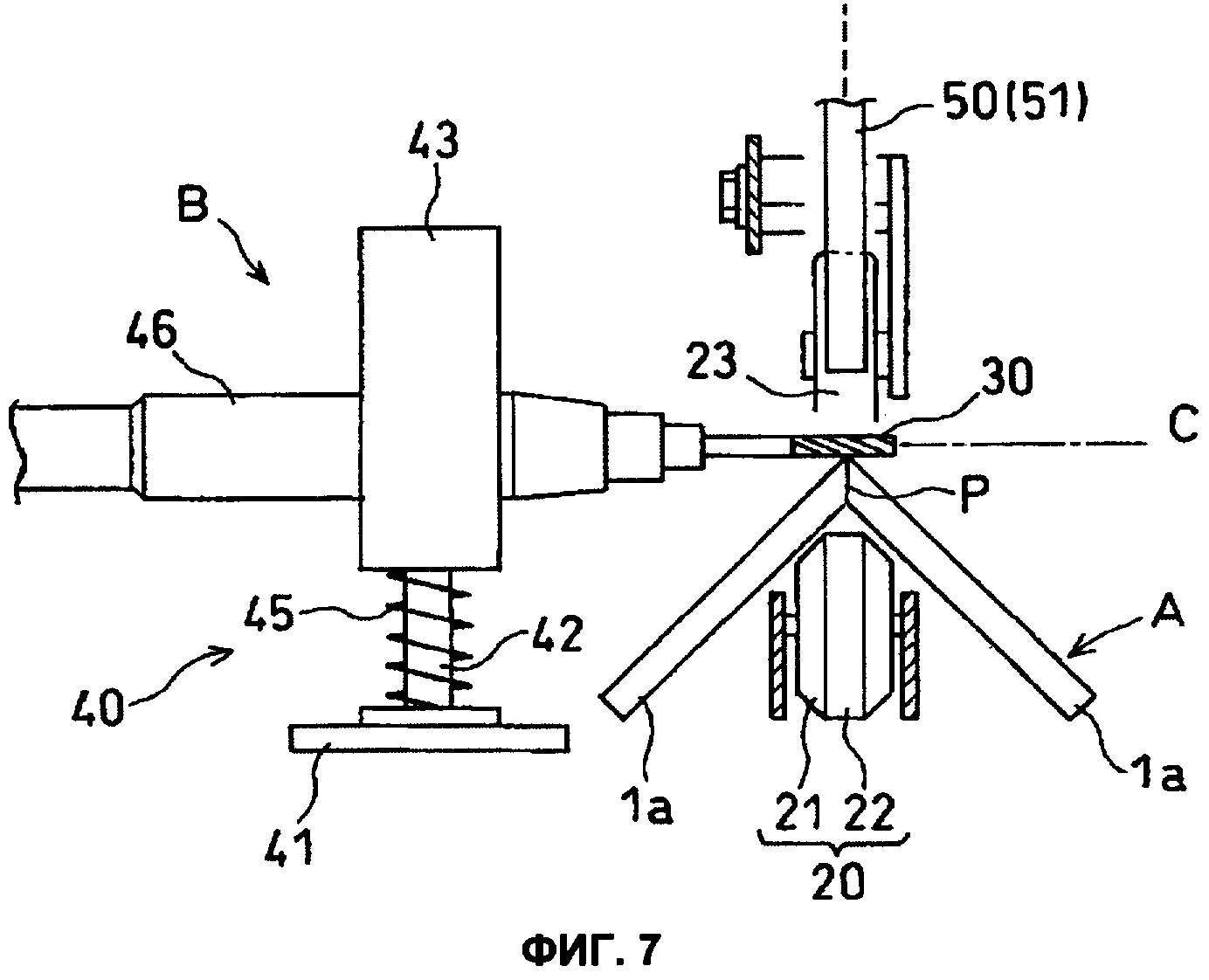
Фиг.7 изображает вид установки, представленной на фиг.6, со стороны подачи внешнеугловых стоек.
Фиг.8 изображает вид сбоку этой установки.
Фиг.9 изображает пример известной внешнеугловой стойки.
Фиг.10 поясняет пример изготовления внешнеугловой стойки.
Фиг.11 показывает подвергнутый торцеванию участок стойки, изготовленной с использованием термоплавкого клея.
0029
Листы 1а и 1а, образующие в этом примере внешнеугловую стойку А, соединены с помощью клея так, что два листа 1а и 1а образуют кромку 3 вдоль длинных сторон листов. Листы имеют рельефный рисунок из выступов 6 и впадин 7, проходящих в направлении, поперечном плоскости соединения, при этом неровности рельефного рисунка совпадают на кромке 3 (рисунок образуется за счет повторения выступов 6 и впадин 7). При этом на кромке 3 образуется криволинейная поверхность, являющаяся продолжением рисунка неровностей общего рельефного рисунка. При соединении путем склеивания используется термоплавкий клей Р, и как показано на фиг.1 с, на плоскости соединения термоплавкий клей Р остается в виде слоя клея. Его толщина лежит в пределах 0,3-0,5 мм. Если в качестве клея использовать термоплавкий клей, можно сократить время, необходимое для надежного соединения двух листов 1а и 1а, и повысить коэффициент производительности.
0030
Для того чтобы листы 1а и 1а обладали высокими эстетическими характеристиками, форма каждого выступа 6 немножко отличается от формы впадин 7, однако в среднем расстояние «а» между вершинами одинаковых соседних выступов (см. фиг.1) составляет порядка 10-15 мм, а высота от дна впадины 7 до вершины выступа 6 составляет в среднем около 8 мм. Возможен и другой простой повторяющийся рисунок (на чертеже не показано), предпочтительно включающий одинаковые по форме повторяющиеся выступы и впадины.
0031
На кромке 3 внешнеугловой стойки А между двумя листами 1а и 1а в соединенном состоянии, как это показано на фиг.4, образуются щели и есть места с вышедшим на поверхность термоплавким клеем Р, поэтому используя установку, о которой идет речь ниже, проводят операцию торцевания кромки 3 вдоль неровностей, находящихся на кромке 3. Благодаря проведению этой операции с кромки 3 убираются, как показано на фиг.5, щели и остатки Ра термоплавкого клея Р и на кромке 3 получается отторцованная часть 8, поверхность которой имеет малую ширину. Таким образом, как показано на фиг.1с, поверхность Рс отторцованной части клея Р становится гладкой поверхностью, проходящей по криволинейной поверхности отторцованной части 8. Благодаря этому обеспечена однородность и отсутствие мелких неровностей пленки краски 10, образованной при покраске после торцевания части 8.
0032
В примере, показанном на фиг.1, операция торцевания проводится по кромке 3, которая образована криволинейными поверхностями 8а и 8b связанных между собой выступающих областей, включающих выступы 6, и углубленных областей, включающих углубления 7 рельефного рисунка кромки 3, с получением, как это описывалось ранее, отторцованной части 8 с малой шириной получаемой поверхности. Однако область углублений не обязательно нужно подвергать операции торцевания. Желательно иметь малую по ширине отторцованную часть 8, чтобы ее ширина была не более 8 мм. Как указано выше, на отторцованную часть 8 с малой шириной получаемой поверхности в последующем наносится краска 10, и в результате получается внешнеугловая стойка А.
0033
Поскольку отторцованная часть 8 внешнеугловой стойки А, предлагаемой в настоящем изобретении, является узкой, пленка краски 10, получаемая при последующей покраске, будет равномерной, а на кромке 3 образуется криволинейная область в виде непрерывной криволинейной поверхности 8а, поэтому вся отторцованная часть 8, как показано на фиг.2, не будет бросаться в глаза, и вместе с этим при попадании полуденного солнечного света на внешнеугловую стойку на криволинейной непрерывной поверхности отторцованной части 8 будут образовываться точно такие же освещенные участки S и затененные участки D, как и на поверхности листа 1а, что будет создавать вид связанности друг с другом освещенных S и затененных D участков левого и правого листов 1а и 1а. Благодаря этому стороннему наблюдателю не будет бросаться в глаза отторцованная часть, и он сможет ощущать непрерывность рельефного рисунка левого и правого листов 1а и 1а.
0034
На фиг.3 показан случай, когда на внешнеугловой стойке А1, для изготовления которой использованы одинаковые листы 1а и которая показана на фиг.1 и 2, операция торцевания кромки 3 проведена с помощью шлифовальной машинки так, как это делается до настоящего времени. В этом случае отторцованная часть 8 (Sa), являющаяся ровной плоской поверхностью, имеющей форму ромба, так как это показано на чертеже, получается на вершинах всех выступов 6, и даже если в последующем закрасить эти части, образовав на них пленку краски, то при попадании на внешнеугловую стойку А1 дневного света эти участки Sa будут освещены солнцем. Теневые части В выступов на левом и правом листах будут прерываться этими освещенными участками, и это будет бросаться в глаза и не создавать ощущения целостности, что будет вести к потере непрерывности рисунка. Предлагаемая внешнеугловая стойка А, выполненная, как описано выше, лишена указанных недостатков.
0035
Далее, со ссылками на фиг.6 - 8, описан пример выполнения установки В, предназначенной для производства описанных выше внешнеугловых стоек, т.е. для торцевания кромки 3 внешнеугловой стойки, полученной путем склеивания двух листов 1а и 1а с использованием термоплавкого клея, с образованием вдоль длинных сторон листов кромки 3, в результате чего получается представленная на фиг.5 стойка.
0036
Установка В содержит опорное устройство 20 для внешнеугловых стоек, имеющее транспортные ролики 21; фрезы 30 для торцевания, установленные поперечно кромке 3 внешнеугловой стойки А, расположенной на опорном устройстве 20; держатели 40 фрез, удерживающие фрезы 30 с возможностью перемещения вверх-вниз по криволинейной поверхности, образованной на кромке 3; перемещающий механизм, обеспечивающий возможность относительного перемещения между фрезами 30 и внешнеугловой стойкой А; а также охлаждающие устройства 50, предназначенные для охлаждения зоны, в которой производится резка кромки 3 внешнеугловой стойки А фрезами 30.
0037
В этом примере внешнеугловая стойка А перемещается по транспортным роликам 21, установленным на опорном устройстве 20 для внешнеугловой стойки, при этом имеет место относительное перемещение между фрезами 30 и внешнеугловой стойкой А. Ролики 21 представляют собой перемещающий механизм. В установке на опорном устройстве 20 для внешнеугловой стойки устанавливают стойку А, при этом с помощью соответствующего перемещающего механизма перемещают фрезы 30. На примере, показанном на чертеже, в опорном устройстве 20 для стабилизации подачи транспортные ролики 21 расположены горизонтально в большом количестве с образованием конвейера 22. Две вращающихся фрезы 30, удерживаемые держателями 40, расположены вдоль движения внешнеугловой стойки А. Возможно использование только одной фрезы, однако целесообразным может быть использование трех фрез или даже большего их количества.
0038
Внешнеугловая стойка А, сделанная таким образом, что два листа 1а и 1а, имеющие одинаковые углы, склеиваемые с помощью термоплавкого клея Р, и образующие кромку 3 вдоль длинной стороны, кладется сверху на транспортные ролики 21 таким образом, чтобы кромка 3 была обращена вверх. Благодаря вращению транспортных роликов 21 внешнеугловая стойка А подается в направлении, обозначенном стрелкой X. Для стабильной подачи внешнеугловой стойки А желательно установить прижимной ролик 23 так, как это показано на чертеже.
0039
Фреза 30 для торцевания в этом примере имеет угол α наклона винтовой линии, это может быть как спиралевидная фреза, так и прямая фреза, имеющая режущие кромки, расположенные перпендикулярно поверхности реза. Угол наклона винтовой линии α может быть равен 45°, предпочтительно 10-30°. Предпочтительнее всего будет, если фреза 30 выполнена из сверхтвердого материала. В случае расположения двух фрез 30 для торцевания так, как это показано на чертеже, угол наклона винтовой линии фрезы 30 для торцевания, расположенного в начале той зоны, откуда будет начинаться срезание кромки, составляет величину порядка 10°. Угол наклона а винтовой линии фрезы 30 для торцевания, расположенного в конце зоны, где производится срезание кромки, предпочтительно составляет около 30°. Диаметр фрезы 30 должен быть таким, чтобы она входила в углубления на нервностях, созданных на кромке 3, и могла перемещаться вдоль этих неровностей. Например, в том случае когда производится операция торцевания внешнеугловой стойки А, такой, как внешнеугловая стойка, показанная фиг.1, в которой расстояние а между вершинами соседних выступов находится в пределах 10-15 мм, для торцевания используются фрезы 30 диаметром 3-4 мм.
0040
Оба держателя 40 фрез представляют собой одинаковые конструкции и имеют опоры 42, находящиеся на неподвижном основании 41 механизма. Подвижное основание 43 механизма установлено с возможностью перемещения вверх - вниз относительно опоры 42. Кроме того, между неподвижным основанием 41 механизма и подвижным основанием 43 механизма расположена витая пружина 45, вставленная в опору 42. В подвижном основании 43 механизма пружина подбирается в соответствии с весом конкретной стойки для того, чтобы получить необходимую для резки нагрузку на фрезу 30.
0041
На подвижном основании 43 имеется пневматическое вращающее устройство 46, подключенное к соответствующему источнику сжатого воздуха. Соосно оси вращения С на конце указанного пневматического вращающего устройства 46 установлена фреза 30. Как показано на чертеже, ось вращения С фрезы 30 расположена поперечно направлению подачи Х внешнеугловой стойки А и направлению неровностей кромки 3 подаваемой внешнеугловой стойки А.
0042
Жесткость пружины 45, находящейся между неподвижным основанием 41 механизма и подвижным основанием 43 механизма, должна быть такой, чтобы в то время, когда подвижное основание 43 механизма свободно лежит на витой пружине 45, нижний L1 из уровней, на которых может находиться фреза 30, как показано на фиг.5, был несколько ниже уровня L2 нижней поверхности впадины по линии неровностей кромки 3 пропускаемой внешнеугловой стойки А. Если установка, как показано на чертеже, оборудована двумя держателями 40 и 40 для фрезы, уровень L1 каждой из фрез 30 и 30 для обоих фрез устанавливается в соответствии с уровнем L1.
0043
Охлаждающее устройство 50 использует в качестве теплоотводящего тела охлажденный сжатый воздух, выходящий в необходимом количестве из сопел 51 и подаваемый в них от компрессора Р через трубопровод 52. При использовании воздушного охлаждающего устройства, в котором для охлаждения используется разрежение воздуха, из сопел 51 выходит охлажденный воздух температурой от -7 до -18°С под давлением 0,3-0,7 МПа. Сопла 51, показанные на фиг.8 под номерами 51а, располагаются в таком месте, в котором они могут обдувать воздухом зону среза фрезой 30 кромки 3 внешнеугловой стойки А. Как показано на фиг.8, и в начале и в конце зон резки фрезами 30 можно установить второе и третье сопла 51. Во время проведения операции торцевания из сопел 51 (51а) выходит необходимое количество охлажденного воздуха, который может предотвратить размягчение (плавление) термоплавкого клея, использованного для склеивания внешнеугловой стойки, возникающее из-за тепла, обусловленного трением фрез 30 при резке кромки 3.
0044
При проведении операции торцевания, подавая сжатый воздух в пневматическое вращающее устройство 46, получают необходимую скорость вращения фрезы 30 (например, 25000 об/мин). Если, используя опорное устройство 20, пропускать через установку внешнеугловые стойки А, то в то время, когда подвижное основание 43 механизма будет испытывать усилие, направленное вверх со стороны витой пружины 45, две фрезы 30 и 30 будут вести себя независимо друг от друга, легко перемещаться вверх - вниз таким образом, что будут повторять криволинейную поверхность, образованную по линии выступов на кромке 3 пропускаемой через установку внешнеугловой стойки А. Благодаря этому фреза 30 будет производить операцию торцевания, следуя форме неровностей на линии выступов кромки 3. Одновременно с этим будет проводиться обрезка выступившего клея Ра и будет получаться узкая отторцованная поверхность.
0045
Поскольку в этом процессе из сопла 51 охлаждающего устройства 50 постоянно выходит охлажденный воздух и охлаждаются зона проведения резки и области, находящиеся перед ней и за ней, повторное размягчение термоплавкого клея из-за тепла, выделяющегося при трении, не происходит, и на фрезу 30 не навивается термоплавкий клей Р. Благодаря этому поверхность Рс клея Р, выходящая на отторцованную часть, как показано на фиг.1с, получается гладкой и проходит по криволинейной поверхности отторцованной части 8.
0046
Из чертежа видно, что, поместив пружину 45 между неподвижным основанием 41 механизма и подвижным основанием 43 механизма, регулируют величину нагрузки, направленной вниз, с которой фрезы 30 обрабатывают кромку 3 внешнеугловой стойки А. Благодаря соответствующей регулировке веса подвижного основания 43 механизма можно проводить операцию торцевания даже без пружины 45.
Пояснения к чертежам
0047
Фиг.1 иллюстрирует один из примеров выполнения внешнеугловой стойки А, предлагаемой настоящим изобретением: вид сбоку (фиг.1а), вид в разрезе (фиг.1b) и аксонометрическая проекция (фиг.1с), показывающая основную часть в увеличенном масштабе.
Фиг.2 реалистически изображает то, что видно, если рассматривать внешнеугловую стойку сверху.
Фиг.3 изображает внешнеугловую стойку, представленную на на фиг.2, подвергшуюся операции торцевания одним из известных способов.
Фиг.4 изображает вид сбоку внешнеугловой стойки перед проведением операции торцевания.
Фиг.5 изображает вид стойки сбоку, иллюстрирующий особенности торцевания, предлагаемого настоящим изобретением.
Фиг.6 изображает вид в аксонометрической проекции основных частей установки для торцевания кромок внешнеугловых стоек, предлагаемой настоящим изобретением.
Фиг.7 изображает вид установки, представленной на фиг.6, со стороны подачи внешнеугловых стоек.
Фиг.8 изображает вид сбоку этой установки.
Фиг.9 изображает пример известной внешнеугловой стойки.
Фиг.10 поясняет пример изготовления внешнеугловой стойки.
Фиг.11 показывает подвергнутый торцеванию участок стойки, изготовленной с использованием термоплавкого клея.
Обозначения на чертежах
0048
А - внешнеугловая стойка
В - установка для производства внешнеугловых стоек,
D - затененные участки
S - освещенные участки
Р - термоплавкий клей
Ра - остатки термоплавкого клея Р
Pc - поверхность отторцованной части клея Р
1а - лист
3 - кромка
6 - выступ
7 - углубление
8 - отторцованная часть
8а - непрерывная криволинейная поверхность
8b - криволинейная поверхность
10 - пленка краски
20 - опорное устройство
21 - транспортный ролик
22 - конвейер
23 - прижимной ролик
30 - фреза
40 - держатель фрез
41 - основание механизма
42 - опора
43 - подвижное основание механизма
45 - витая пружина
46 - пневматическое вращающее устройство
50 - охлаждающее устройство
51а - сопло
52 - трубопровод.
Реферат
Настоящее изобретение касается внешнеугловых стоек, используемых в качестве внешних декоративных элементов внешнеугловых частей поверхностей стен строений, а также к установке для торцевания кромки внешнеугловой стойки. Внешнеугловая стойка содержит два листа, соединенные друг с другом путем склеивания с использованием термоплавкого клея и с образованием кромки, проходящей вдоль длинной стороны этой стойки. На кромке создана отторцованная часть, поверхность которой выполнена криволинейной с идущими друг за другом нерегулярными неровностями, проходящими вдоль длинной стороны стойки. Поверхность слоя клея, использованного для склеивания, в месте соединения на кромке является гладкой и проходит по криволинейной поверхности отторцованной части. Охарактеризована установка для торцевания кромки внешнеугловой стойки. Технический результат: улучшение качества поверхности кромки. 2 н. и 10 з.п. ф-лы, 11 ил.
Комментарии