Способ производства нетканого полотна, перфорированного без физической или термической деформации, и впитывающее изделие, имеющее такое нетканое полотно - RU2509182C2
Код документа: RU2509182C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Изобретение касается способа производства нетканого полотна, перфорированного без физической или термической деформации и впитывающего изделия, имеющего такое нетканое полотно. Более конкретно, настоящее изобретение касается впитывающего изделия, такого как подгузник, гигиеническая прокладка для женщин, прокладка и т.д., которое имеет нетканое полотно, перфорированное без физической или термической деформации, при этом позволяющее быстрое захватывание большого количества жидкости, выделяемой телом пользователя и легкую доставку к впитывающему элементу.
УРОВЕНЬ ТЕХНИКИ
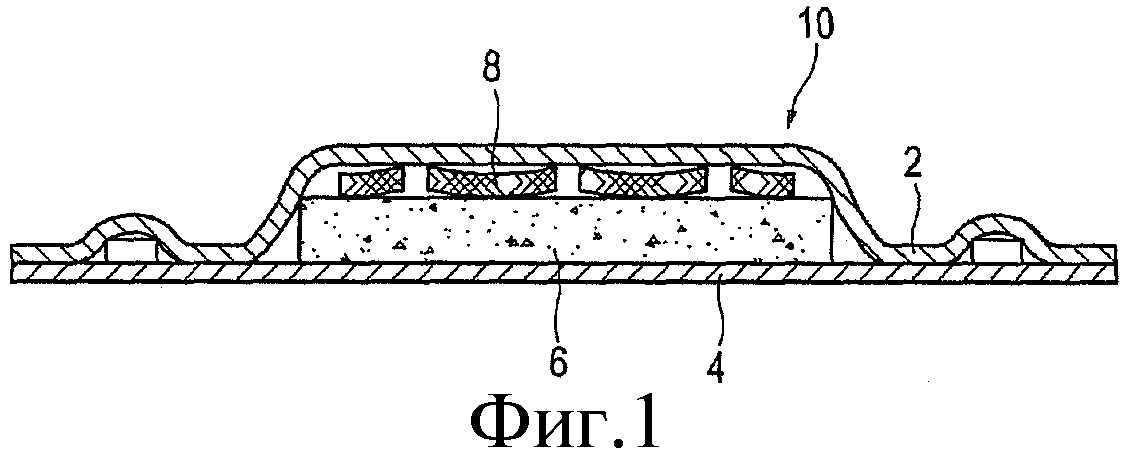
Один пример традиционного впитывающего изделия показан на Фиг.1. Ссылаясь на Фиг.1, традиционное впитывающее изделие 10 включает: проницаемый для жидкости верхний лист 2 со стороны тела; непроницаемый для жидкости нижний лист 4 с наружной стороны; впитывающий элемент 6, расположенный между верхним листом 2 и нижним листом 4; и приемный слой 8, расположенный между верхним листом 2 и впитывающим элементом 6.
Верхний лист 2 может контактировать с кожей пользователя. Верхний лист 2 служит для обеспечения мягкости, так что пользователь ощущает себя комфортно при ношении изделия. Впитывающий элемент 6 служит для быстрого впитывания жидкости, выделяемой из тела пользователя, через верхний лист 2 для вмещения в нем жидкости. Впитывающий элемент 6 может быть выполнен из волокон пульпы или волокон пульпы, смешанных с ультравпитывающими частицами. Нижний лист 4 расположен под впитывающим элементом 6. Нижний лист 4 может быть выполнен из непроницаемого для жидкости пленочного материала, так что жидкость, удерживаемая внутри впитывающего элемента 6, не выпускается наружу.
Приемный слой 8 служит для быстрого впитывания жидкости и доставки впитываемой жидкости к впитывающему элементу для предотвращения, таким образом, увлажнения кожи пользователя. Для этой цели приемный слой 8 может состоять из нетканого полотна, имеющего низкую плотность волокон и большую объемность. Однако для производства такого приемного слоя требуются материалы с высоким весом основы, что приводит к повышению стоимостей производства. Приемный слой 8 может состоять из перфорированного нетканого полотна, чтобы поддерживать или улучшать его функциональность, при этом снижая его производственные стоимости.
В соответствии с уровнем техники приемный слой состоит из перфорированного нетканого полотна. Такое нетканое полотно может быть произведено путем физического вырезания участка листа соединенных волокон посредством режущего устройства (например, перфоратор) или перфорирования листа из соединенных волокон посредством нагретого стержня. В качестве другого примера, такое нетканое полотно может иметь перфорации при прохождении между одним валком с выступами на нем и другим валком, конфигурированным так, чтобы соответствовать ему. Таким образом, перфорированное нетканое полотно может быть деформировано вследствие физического или термического давления, приложенного в процессе перфорации. Соответственно, существует проблема в том, что плотность нетканого полотна, а также плотность волокон вокруг перфорации возрастает (однако, объемность уменьшается). Также существует еще одна проблема в том, что физическое или термическое давление в процессе перфорации вызывает повреждение волокон и жесткость приемного слоя.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая проблема
Настоящее изобретение направлено на решение следующих проблем. Настоящее изобретение обеспечивает способ производства нетканого полотна, в котором перфорируют нетканое полотно без приложения физического или термического давления к нетканому полотну, при этом предотвращая повышение плотности волокон нетканого полотна и снижая повреждения волокон, при этом повышая мягкость приемного слоя. Настоящее изобретение также обеспечивает впитывающее изделие, имеющее такое нетканое полотно.
ТЕХНИЧЕСКОЕ РЕШЕНИЕ
Нетканое полотно, перфорированное без физической или термической деформации в соответствии с одним вариантом выполнения настоящего изобретения, может быть произведено посредством следующих стадий: смешивания волокон; открывания смешанных волокон; кардочесания открытых волокон; перфорации кардованных волокон без физической или термической деформации; соединения перфорированных волокон; и конечной обработки соединенных волокон.
Предпочтительно перфорация может предусматривать периодическое эжектирование воздуха в направлении кардованных волокон с заданным давлением, с образованием перфорации и для выталкивания кардованных волокон вокруг перфорации.
Предпочтительно перфорация может осуществляться одновременно с кардочесанием. В таком случае открытые волокна могут быть кардованы на конвейере с выступами на нем с образованием перфорированного полотна. Также соединение может предусматриваться приложение воздуха с заданным давлением или давлением, вызываемым переменным контактом с верхней стороной и/или нижней стороной полотна.
В другом объекте настоящего изобретения впитывающее изделие в соответствии с одним вариантом выполнения может содержать следующие элементы: проницаемый для жидкости верхний лист; непроницаемый для жидкости нижний лист; впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проходящей через верхний лист; и приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проходящей через верхний лист к впитывающему элементу. Приемный слой может включать нетканое полотно, перфорированное без физической или термической деформации.
Впитывающее изделие в соответствии с другим вариантом выполнения настоящего изобретения может содержать следующие элементы: проницаемый для жидкости верхний лист; непроницаемый для жидкости нижний лист; впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проходящей через верхний лист; и приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проходящей через верхний лист, к впитывающему элементу. Верхний лист может включать нетканое полотно, перфорированное без физической или термической деформации.
Впитывающее изделие в соответствии с еще одним вариантом выполнения настоящего изобретения может содержать следующие элементы: проницаемый для жидкости верхний лист, непроницаемый для жидкости нижний лист, впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проходящей через верхний лист; и приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проходящей через верхний лист к впитывающему элементу. Приемный слой может включать ламинат, который включает нетканое полотно, перфорированное без физической или термической деформации и неперфорированное нетканое полотно, ламинированное на его верхнюю и/или нижнюю сторону.
В одном варианте выполнения, предпочтительно, общая площадь перфораций может быть в диапазоне 5~80% всей площади нетканого полотна. Предпочтительно диаметр перфорации может быть в диапазоне 2~30 мм. Более предпочтительно, диаметр перфорации может быть в диапазоне 5~10 мм. Предпочтительно, вес основы перфорированного нетканого полотна может быть в диапазоне 20~400 г/м2.
В соответствии со способом производства нетканого полотна по настоящему изобретению перфорации могут быть образованы в нетканом полотне без физической или термической деформации, при этом предотвращая повышение плотности волокон вокруг перфорации и снижая жесткость, вызванную этим повышением. Соответственно, пользователь может ощущать мягкость, когда такое нетканое полотно прикладывают к коже пользователя.
Кроме того, поскольку нетканое полотно может быть произведено с низкой плотностью и увеличенным объемом пустот, нетканое полотно может быстро передавать жидкость, выделяемую из тела пользователя к впитывающему элементу.
Также нетканое полотно может быть выполнено так, чтобы иметь такую же толщину, как неперфорированное нетканое полотно, даже при использовании небольшого количества волокон. То есть, нетканое полотно может быть выполнено так, чтобы иметь такую же толщину, как неперфорированное нетканое полотно, несмотря на использование материала с низким весом основы, что приводит к снижению производственной стоимости.
Когда перфорация имеет достаточно большой размер, верхний лист может быть вдавлен частично в перфорации, таким образом, снижая площадь контакта между верхним листом и кожей пользователя. Также, расстояние между верхним листом и впитывающим элементом сокращается с помощью перфорации. По существу, впитывающий элемент может впитывать влагу, содержащуюся в верхнем листе посредством капиллярных явлений. Таким образом, уменьшение области контакта между верхним листом и кожей пользователя, а также уменьшение влаги, содержащейся внутри верхнего листа, позволяют верхнему листу впитывающего изделия поддерживаться в свободном от влаги состоянии.
Если соотношение перфораций к нетканому полотну является высоким, перфорированное нетканое полотно может быть ослабленной интенсивности и склонно к деформации в процессе перфорирования. В этом отношении, перфорированное нетканое полотно, которое может быть обеспечено вместе с неперфорированным нетканым полотном, может быть ламинированное на верхней или нижней стороне перфорированного нетканого полотна, при этом поддерживая высокое соотношение перфораций к нетканому полотну, без уменьшения интенсивности нетканого полотна.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид в сечении, показывающий один пример традиционного впитывающего изделия.
Фиг.2 - вид в перспективе, показывающий один пример впитывающего изделия в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг.3 - вид в сечении, вдоль III-III по Фиг.2.
Фиг.4 - вид в перспективе, показывающий нетканое полотно для использования во впитывающем изделии в соответствии с одним вариантом выполнения настоящего изобретения.
Фиг.5 - схематичный вид, показывающий процесс перфорации после процесса кардочесания.
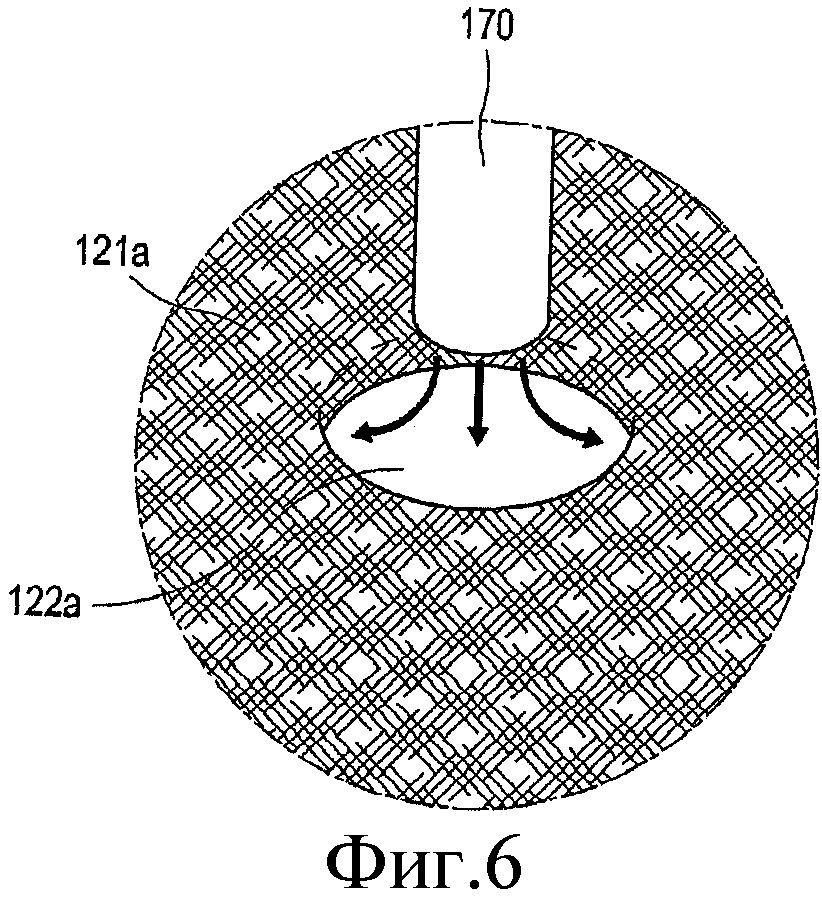
Фиг.6 - увеличенный вид участка, обозначенного буквой «А» по Фиг.5.
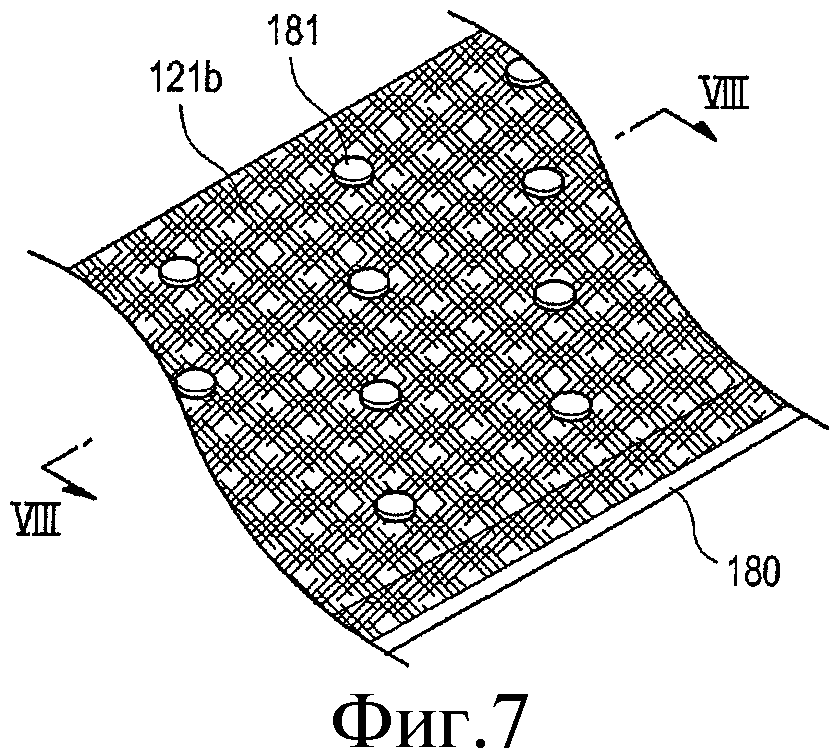
Фиг.7 - схематичный вид, показывающий, как кардуют открытые волокна при их перфорации.
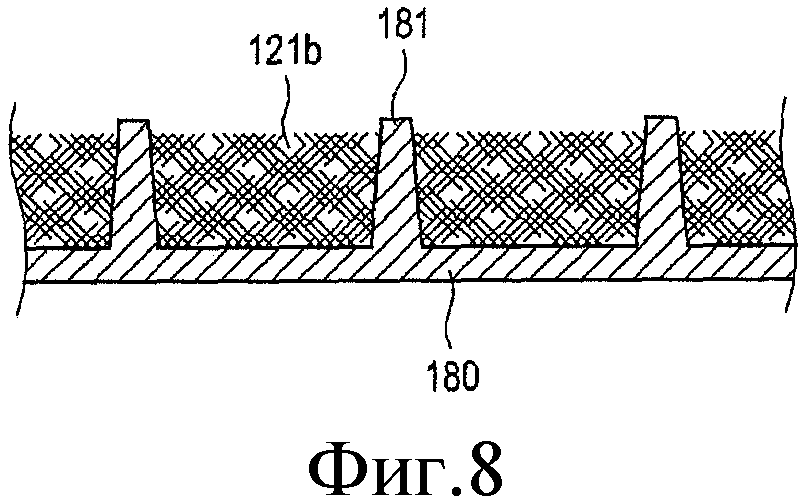
Фиг.8 - вид в сечении, вдоль линии D-D по Фиг.7.
ВАРИАНТ ВЫПОЛНЕНИЯ ИЗОБРЕТЕНИЯ
Ниже будет представлено более подробное описание, касающееся способа производства нетканого полотна, перфорированного без физической или термической деформации и впитывающего изделия, имеющего такое нетканое полотно в соответствии с вариантами выполнения настоящего изобретения.
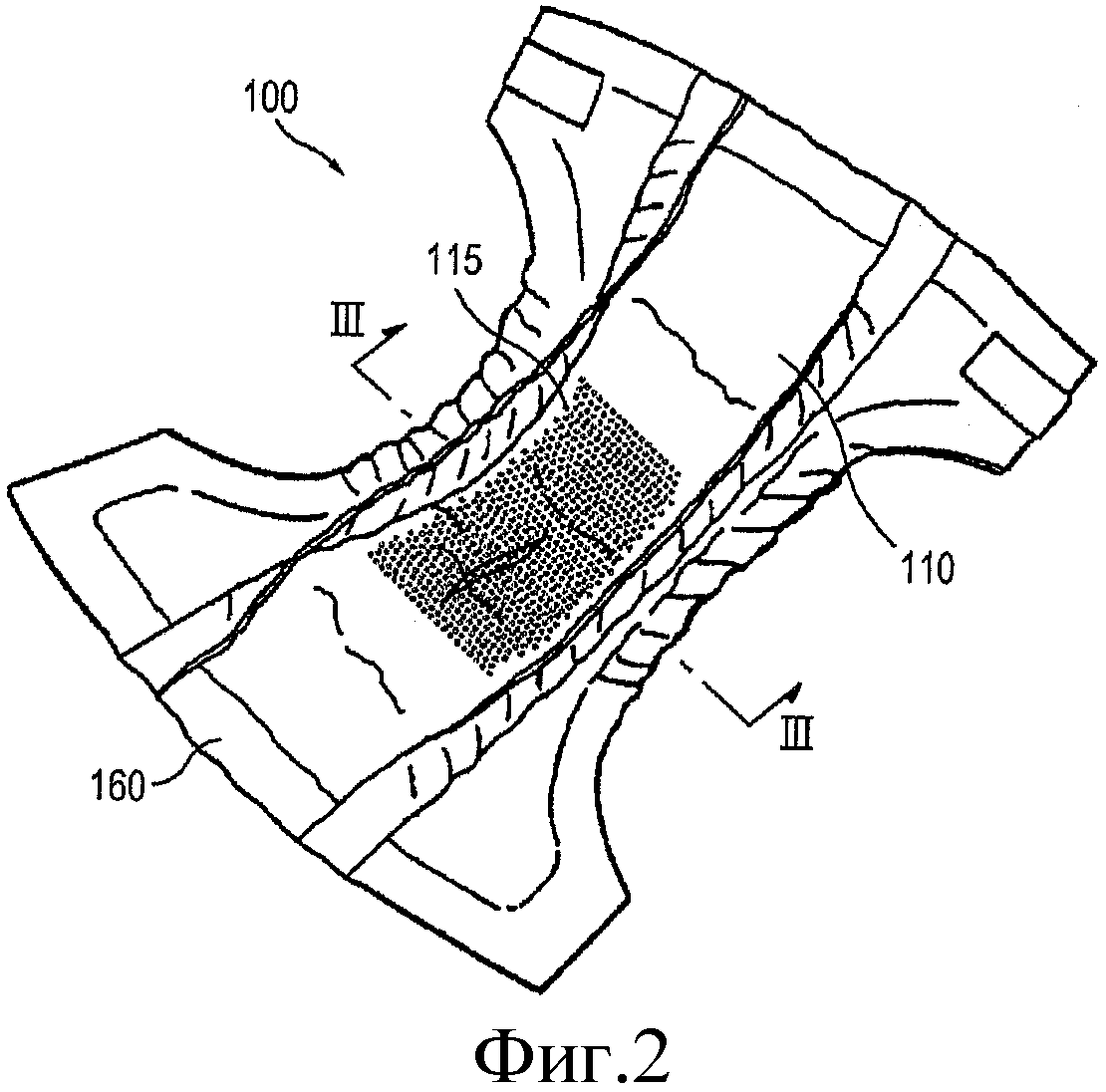
На Фиг.2 показан вид в перспективе, показывающий один пример впитывающего изделия в соответствии с одним вариантом выполнения настоящего изобретения. Фиг.3 представляет собой вид в сечении, взятый вдоль линии III-III по Фиг.2. Фиг.4 представляет собой вид в перспективе нетканого полотна для использования вол впитывающем изделии в соответствии с одним вариантом выполнения настоящего изобретения.
Ссылаясь на Фиг.2 и 3, впитывающее изделие 100, которое выполнено в соответствии с одним вариантом выполнения настоящего изобретения, включает следующие элементы: верхний лист ПО для прохождения жидкости или экскрементов, выделяемых телом пользователя через него; впитывающий элемент 130, содержащий в себе жидкость из верхнего листа 110; нижний лист 120, расположенный под впитывающим элементом 130 для предотвращения утечки наружу жидкости, содержащейся внутри впитывающего элемента 130; и приемный слой 115, расположенный между верхним листом 110 и впитывающим элементом 130 для быстрой доставки жидкости, проходящей через верхний лист 110, к впитывающему элементу 130. Как показано на Фиг.2, когда впитывающее изделие 100 используют как подгузник, впитывающее изделие 100 может дополнительно включать эластичный элемент 150 для оборачивания вокруг ног ребенка и поясную ленту 160 для охватывания талии ребенка.
Верхний лист 110 (который может упоминаться как «подкладка» в уровне техники) непосредственно контактирует с кожей пользователя. Верхний лист 110 позволяет жидкости, выделяемой из тела пользователя, проходить через него и затем быстро перемещаться к впитывающему элементу 130. Таким образом, для верхнего листа ПО предпочтительно иметь смачиваемость, гидрофильность и пористость. Предпочтительно, верхний лист 110 может быть выполнен из нетканого полотна материала, который имеет относительно низкую плотность и является объемным по размеру. Материалы нетканого полотна могут содержать один тип волокон, таких как полиэфирные или полипропиленовые, бикомпонентное или составное волокна, имеющее компонент с низкой точкой плавления и компонент с высокой точкой плавления. Например, волокна могут включать нейлон, полиэфир, хлопок, акриловое волокно и т.д. или их комбинации. Бикомпонентное волокно может состоять из полиэфирной сердцевины и полиэтиленовой оболочки.
Впитывающий элемент 130 расположен между верхним листом 110 и нижним листом 140 для быстрого впитывания и удержания жидкости в нем. В общем, впитывающий элемент 130 должен быть компрессионным, податливым и не раздражающим кожу пользователя. Например, впитывающий элемент 130 может быть выполнен из волокон пульпы или волокон пульпы, смешанных с ультра впитывающими частицами.
Нижний лист 140 расположен ниже впитывающего элемента 130. Нижний лист 140 может быть выполнен из непроницаемой для жидкости полиэтиленовой пленки, такой что жидкость, захватываемая впитывающим элементом 130, не выпускается наружу, пачкая или загрязняя нижнее белье пользователя.
Приемный слой 115 расположен между верхним листом 110 и впитывающим элементом 130. Приемный слой 115 служит для быстрого впитывания жидкости, проходящей через верхний лист ПО и доставки впитываемой жидкости к впитывающему элементу 130 для предотвращения проникновения впитанной жидкости к коже пользователя. Приемный слой 115 может быть соединенным кардованным полотном или полотном, уложенным воздухом, выполненным из натуральных и/или искусственных волокон. Соединенное кардованное полотно может быть, например, соединенным порошком кардованным полотном, соединенным с помощью инфракрасных технологий кардованным полотном или кардованным полотном, соединенным в сквозном воздушном потоке (TABCW).
Для повышения скорости впитывания приемного слоя 115 и повышения его мягкости, нетканое полотно 120, перфорированное без физической или термической деформации в соответствии с одним вариантом выполнения настоящего изобретения может использоваться в качестве приемного слоя 115.
В другом варианте выполнения нетканое полотно 120, перфорированное без физической или термической деформации, в соответствии с одним вариантом выполнения настоящего изобретения, может использоваться в качестве верхнего листа 110.
В другом варианте выполнения нетканое полотно 120, перфорированное без физической или термической деформации в соответствии с одним вариантом выполнения настоящего изобретения, может использоваться в качестве приемного слоя 115 в форме ламината, в котором неперфорированное нетканое полотно ламинировано на нетканого полотно 120. В таком случае неперфорированное нетканое полотно может быть расположено между верхним листом 110 и перфорированным нетканым полотном 120 или между перфорированным нетканым полотном 120 и впитывающим элементом 130. Неперфорированное нетканое полотно может включать полотно фильерного производства, соединенное кардованное полотно, уложенное воздухом полотно, соединенное в сквозном воздушном потоке кардованное полотно и т.д., но не ограничивается ими. Предпочтительно вес основы неперфорированного нетканого полотна может быть в диапазоне 10~30 м2.
Верхний лист 110, нетканое полотно 120, впитывающий элемент 130 и нижний лист 140 могут быть собраны в различные хорошо известные формы впитывающих изделий с использованием традиционных технологий, известных в данной области. Например, вышеописанные компоненты могут быть соединены друг с другом с использованием термического или ультразвукового соединения, адгезивов горячего плавления и их комбинаций или любых других подходящих средств прикрепления.
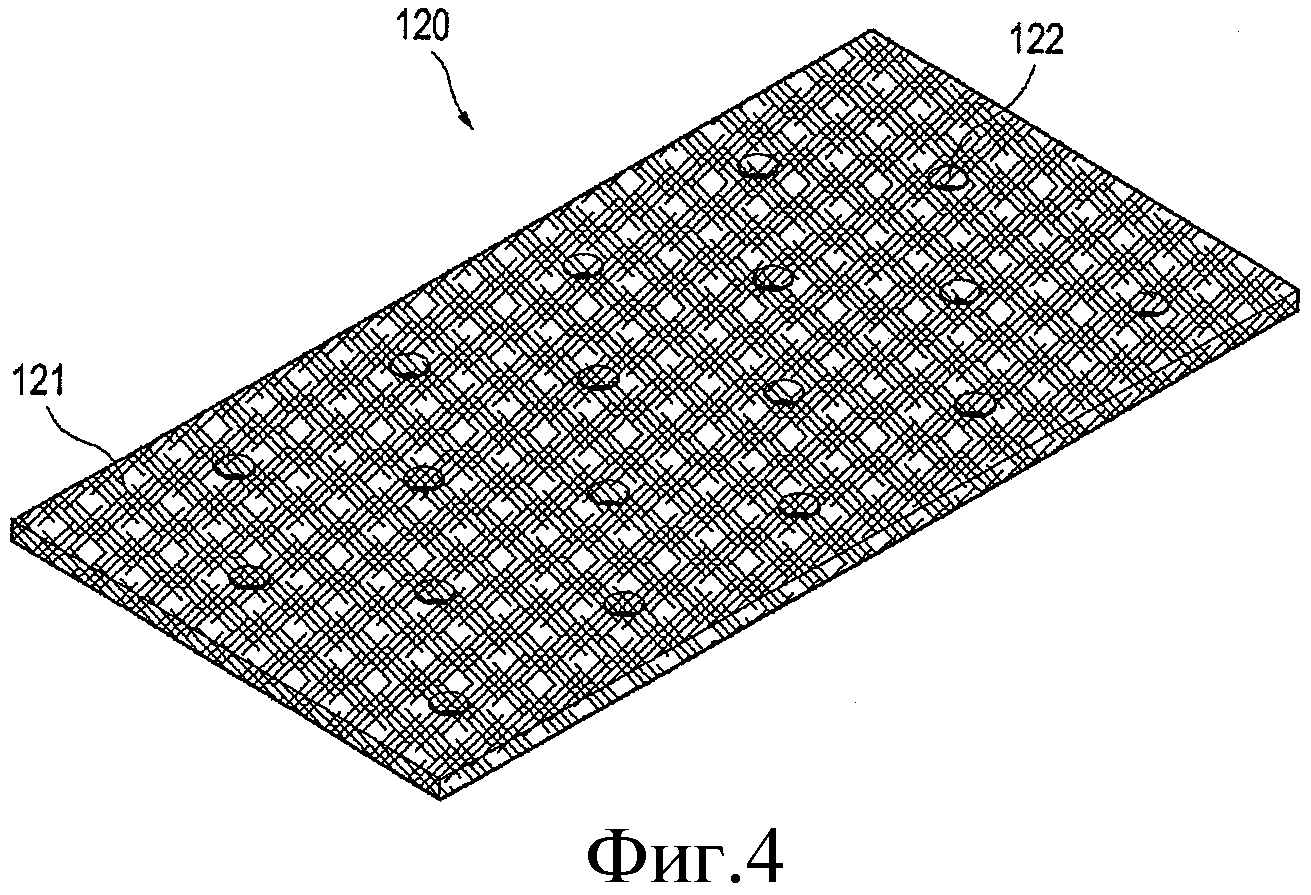
На Фиг.4 представлен вид в перспективе, показывающий нетканое полотно, перфорированное без физической или термической деформации в соответствии с одним вариантом выполнения настоящего изобретения. Как показано на Фиг.4, множество перфораций сформированы или образованы в листе 121 нетканого полотна 120. В одном варианте выполнения нетканое полотно 120 может быть произведено посредством следующих стадий: смешивание волокон, открывание смешанных волокон; кардочесание открытых волокон; перфорация кардованных волокон без физической или термической деформации; соединение перфорированных волокон; и конечная обработка соединенных волокон.
Стадии, такие как смешивание, открывание, кардочесание, соединение и конечная обработка, могут осуществляться в соответствии с традиционными технологиями, известными в данной области.
Предпочтительно общая площадь перфораций может быть в диапазоне 5~80% всей площади нетканого полотна. Предпочтительно диаметр перфораций может быть в диапазоне 2~30 мм. Более предпочтительно, особенно в смысле времени впитывания, диаметр перфораций может быть в диапазоне 5~10 мм. Предпочтительно, вес основы перфорированного нетканого полотна может быть в диапазоне 20~400 г/м2.
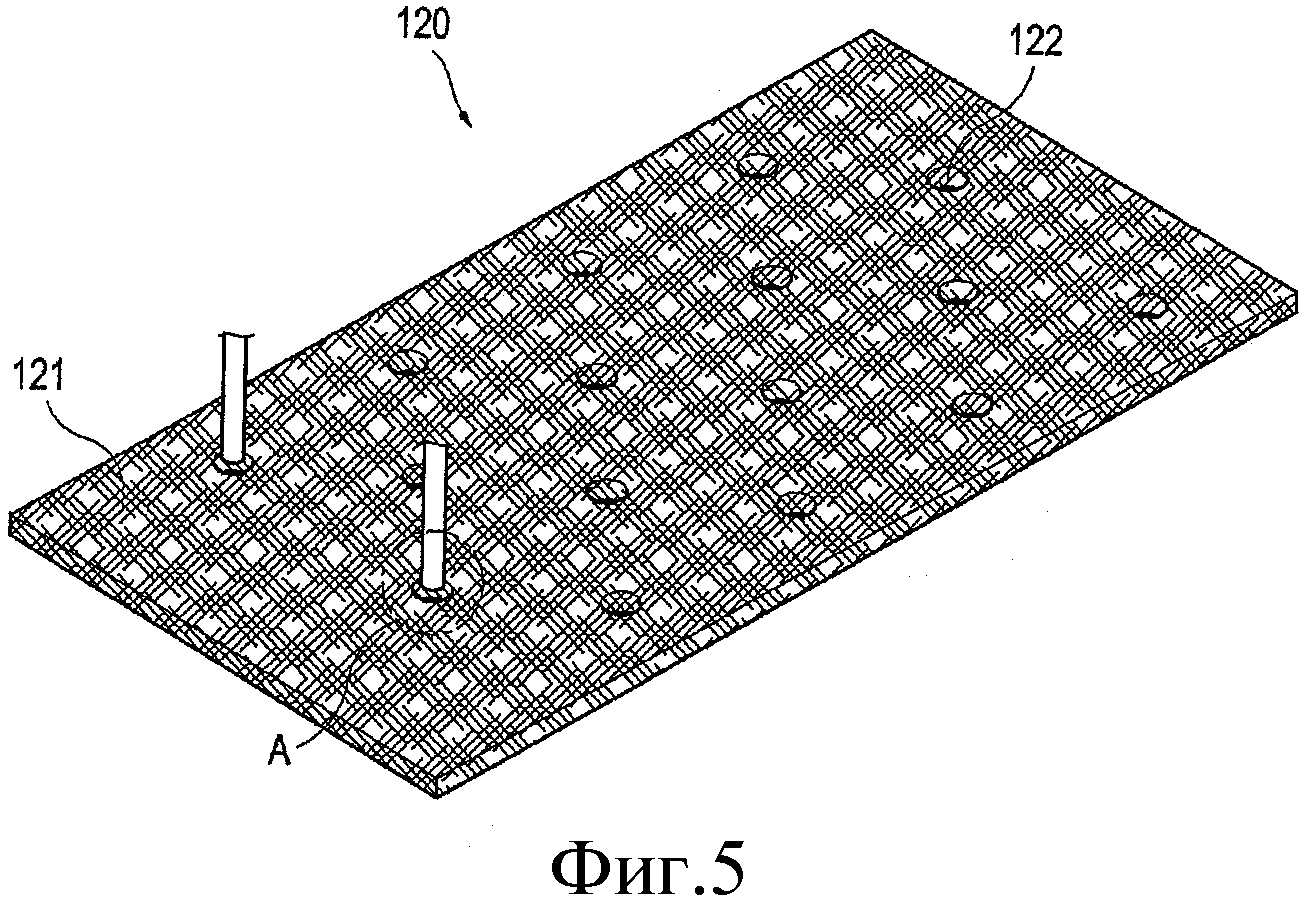
На Фиг.5 схематично показан процесс перфорации после процесса кардочесания. На Фиг.6 показан увеличенный вид участка, обозначенного буквой «А» на Фиг.5.
Ссылаясь на Фиг.5 и 6, в одном варианте выполнения, нетканое полотно 120 может быть перфорировано путем выдувания или эжектирования воздуха в направлении кардованных волокон под заданным давлением воздуха после процесса кардочесания. Выдувание или эжектирование воздуха может осуществляться прерывистым образом или непрерывно в течение заданного периода времени. В одном варианте выполнения для перфорации кардованных волокон 121а воздушные трубки 170 могут быть размещены или установлены перпендикулярно к плоскости листа 121 кардованных волокон 121а. Если воздух эжектируют или выдувают из воздушной трубки в направлении листа 121 из кардованных волокон, его участок, в который ударяет эжектируемый воздух, выталкивается или выдувается наружу с образованием или формированием перфорации или отверстия 122а. При этом, перед процессом соединения перфорация или отверстие 122а образовано в листе 121 из кардованных волокон 121а. Затем, если процесс соединения осуществлен, перфорация 122 образована или сформирована в нетканом полотне, как показано на Фиг.4.
В другом варианте выполнения процесс перфорирования и процесс кардочесания могут осуществляться одновременно, так чтобы формировать перфорированное нетканое полотно, как показано на Фиг.7 и 8. На Фиг.7 схематично показано, что открытые волокна подвергают кардочесанию, когда перфорации или отверстия образованы в них. На Фиг.8 представлен вид в сечении, взятый вдоль линии D-D по Фиг.7. Как показано на Фиг.7 и 8, перфорированное нетканое полотно может быть произведено таким образом, что открытые волокна кардованы на конвейере для кардочесания 180 с выступами или штырями 181 на нем. Эти выступы или штыри могут иметь круглое или многоугольное сечение или конусообразную форму. Как можно более ясно видеть на Фиг.8, когда открытые волокна кардуют на конвейере для кардочесания 180, перфорации, такие как перфорации 122а, показанные на Фиг.6, формируются в листе из кардованных волокон 121b посредством выступов 181, перфорирующих его. После завершения такого процесса кардочесания, процесс соединения может быть осуществлен таким образом, что заданное давление воздуха или переменное контактное давление прикладывают к верхней стороне и/или нижней стороне листа из кардованных волокон 12lb. При таком процессе соединения перфорации 122, которые соответствуют выступам 181 конвейера для кардочесания 180 по форме и размеру, могут быть образованы в нетканом полотне 120, как показано на Фиг.4.
В соответствии с вышеописанным процессом перфорации, отсутствуют потери волокон в процессе производства нетканого полотна 120. Также, отсутствует деформация, вызываемая физическим или термическим давлением.
Вышеописанные варианты выполнения процесса перфорации обеспечены только для иллюстративных целей и не предназначены для ограничения настоящего изобретения конкретным процессом, как описано здесь. Нетканое полотно может быть перфорировано различными другими способами, которые не вызывают деформации вследствие физического или термического давления.
В Таблице 1, представленной ниже, показано, что величины толщины и плотности в неперфорированных нетканых полотнах и нетканых полотнах, перфорированных путем эжектирования воздуха в соответствии с одним вариантом выполнения настоящего изобретения.
Код С: Нетканое полотно из TABCW материала (80 г/м2, нет перфораций)
Код G: Нетканое полотно из TABCW материала (70 г/м2, нет перфораций)
Код F: Нетканое полотно из TABCW материала (70 г/м2, перфорированный эжектированием воздуха)
Как показано в Таблице 1, если вес основы нетканое полотна снижается при одинаковых условиях (например, сравнение между Кодом С и кодом G), то плотность уменьшается и толщина становится меньше. Однако перфорированное нетканое полотно (Код F) в соответствии с настоящим изобретением имеет толщину, почти равную толщине Кода С и плотность, еще меньшую, чем у Кода С, несмотря на использованием материалов с весом основы, меньше чем у кода С.Кроме того, перфорированное нетканое полотно (Код F) в соответствии с настоящим изобретением имеет толщину, больше чем у кода G и плотность, еще меньшую, чем у кода G, несмотря на использованием материалов с таким же весом основы, как у кода G. Следовательно, перфорированное нетканое полотно (Код F) в соответствии с настоящим изобретением может утолщаться, а его плотность снижаться, несмотря на использованием материалов с весом основы, меньшим чем у кода С и кода G, при этом снижая объем использования сырьевых материалов.
Таблица 2, представленная ниже, показывает экспериментальные результаты скорости впитывания жидкости и количества испаряющейся влаги (г/с/м2) впитывающих изделий, использующих приемный слой из нетканого полотна, в котором только приемный слой является отличным, а любые другие компоненты, помимо приемного слоя, являются одинаковыми.
Код C: Впитывающее изделие, включающее приемный слой из TABCW материала (80 г/м2, нет перфораций)
Код F: Впитывающее изделие, включающее приемный слой из TABCW материала (70 г/к2, перфорированный эжектированием воздуха)
Как показано в Таблице 2, время впитывания впитывающего изделия, включающего перфорированное нетканое полотно (Код F) снижается на от около 10 до около 17% по сравнению с впитывающим изделием Кода С. Кроме того, количество испаряющейся влаги впитывающего изделия, включающего перфорированный нетканый материал (Код F) повышается на около 15% по сравнению с впитывающим изделием Кода С. Таким образом, впитывающее изделие в соответствии с настоящим изобретением может быстро впитывать в себя жидкость, выделяемую из тела пользователя и, кроме того, иметь значительное количество испаряющейся влаги в секунду, при этом оставаясь свободны от влаги в течении долгого времени.
Хотя настоящее изобретение было, в частности, описано и показано со ссылкой на примерные варианты его выполнения, специалисту в данной области будет понятно, что различные изменения или модификации могут быть сделаны без отхода от объема настоящего изобретения.
Реферат
Изобретение обеспечивает способ производства нетканого полотна, перфорированного без физической или термической деформации, и впитывающее изделие, включающее такое нетканое полотно. Впитывающее изделие по настоящему изобретению содержит следующие элементы: проницаемый для жидкости верхний лист; непроницаемый для жидкости нижний слой; впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проникающей через верхний лист и приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проникающей через верхний лист к впитывающему элементу. Приемный слой включает нетканое полотно, перфорированное без физической или термической деформации. 5 н. и 19 з.п. ф-лы, 8 ил., 2 табл.
Формула
смешивание волокон;
открывание смешанных волокон;
кардочесание открытых волокон;
перфорирование кардованных волокон без физической или термической деформации;
соединение перфорированных волокон; и
конечная обработка соединенных волокон.
проницаемый для жидкости верхний лист;
непроницаемый для жидкости нижний лист;
впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проникающей через верхний лист; и
приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проникающей через верхний лист к впитывающему элементу, причем приемный слой включает нетканое полотно, перфорированное без физической или термической деформации по п.4.
проницаемый для жидкости верхний лист;
непроницаемый для жидкости нижний лист;
впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проникающей через верхний лист; и
приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проникающей через верхний лист, к впитывающему элементу, причем приемный слой включает ламинат, который включает нетканое полотно, перфорированное без физической или термической деформации по п.4 и неперфорированное нетканое полотно, ламинированное на него.
проницаемый для жидкости верхний лист;
непроницаемый для жидкости нижний лист;
впитывающий элемент, расположенный между верхним листом и нижним листом для впитывания жидкости, проникающей через верхний лист; и
приемный слой, расположенный между верхним листом и впитывающим элементом для подачи жидкости, проникающей через верхний лист, к впитывающему элементу, причем верхний лист включает нетканое полотно, перфорированное без физической или термической деформации по п.4.
Комментарии