Способ и система конвергентного полирования - RU2610991C2
Код документа: RU2610991C2
Чертежи

























Описание
Перекрестная ссылка на родственные заявки
По настоящей заявке испрашивается приоритет на основании предварительной заявки на патент США № 61/454893, поданной 21 марта 2011 г., материалы которой включены в настоящий документ в полном объеме для всех целей путем ссылки.
Заявление в отношении прав на изобретения, созданные при спонсируемых правительством исследованиях и разработках
Правительство США обладает правами на настоящее изобретение в соответствии с договором № DE-AC52-07NA27344 между Министерством энергетики США и Lawrence Livermore National Security, LLC для работы Ливерморской национальной лаборатории им. Э. Лоуренса.
Уровень техники
Обычные способы оптического производства обычно включают в себя этапы 1) формообразования, 2) шлифования, 3) шлифования/полирования краев, 4) полноапертурного промежуточного полирования или доводки, 4) полноапертурного чистового полирования и 5) полирования малым инструментом. Значительные достижения в высокоточном оптическом производстве появились с изобретением лазера, когда спрос на материал с высокими оптическими характеристиками, включая прецизионную форму поверхности, значительно возрос. Однако оптическое производство, в общем используемое на практике сегодня, представляет собой уровень техники, отличный от представленной технологии. В последние десятилетия был достигнут значительный прогресс в детерминированном удалении материала в процессе шлифования на основании достижений в областях инструментальной оснастки и диагностики в реальном времени с использованием шлифовальных станков с ЧПУ. Подобным образом, появление полирования малым инструментом (например, программно-управляемыми полировальными устройствами (CCOS)) и магнитореологической окончательной обработки (MRF) радикально изменило индустрию полирования. Однако полноапертурное полирование с притиром, которое до сих пор наиболее широко используется и обычно является наиболее экономичным способом полирования стекла и кремниевых пластин, не обеспечивает детерминированного процесса. Несмотря на достигнутые поэтапные усовершенствования, обычное полирование до сих пор требует высококвалифицированных оптиков, использующих высококлассные технологии. Этот тип полирования обычно требует множества итерационных циклов, включая полирование, измерение и регулирование параметров для приближения к требуемой форме поверхности (т.е. плоскости или соответствия установленному радиусу). Таким образом, в данной области техники существует потребность в улучшенных способах и системах, относящихся к полированию оптических элементов.
Раскрытие изобретения
Согласно настоящему изобретению предложены технологии, относящиеся к оптическим системам. Более конкретно, варианты выполнения настоящего изобретения относятся к детерминированному полированию оптических элементов в течение только одной итерации. Лишь в качестве примера, изобретение применяется к полированию за одну итерацию оптического элемента при фиксированном наборе параметров полирования независимо от первоначальной формы элемента. Способы и системы, описанные в настоящем документе, применимы к обработке и изготовлению широкого множества оптических материалов, пригодных для использования с высокомощными лазером и усилительными системами.
Согласно другому варианту выполнения настоящего изобретения обеспечены способы и системы, относящиеся к чистовой обработке без поверхностных трещин. Известно, что царапины на поверхности высококачественной оптики, используемой в лазерных системах с высокой пиковой мощностью, приводят к возникновению повреждения под действием лазера. Таким образом, в течение многих лет были предприняты значительные усилия для уменьшения количества и размера царапин, образующихся в процессе оптического производства. Царапины появляются, например, из-за скольжения сорных частиц или неровностей, которые находятся под нагрузкой на поверхности оптики во время очистки, полирования и обслуживания. Выполнявшаяся ранее работа, направленная на уменьшение сорных частиц, включала в себя изменение и доработку существующих полноапертурных полировальных инструментов. Этот способ был достаточным для устранения инородных сорных частиц, приводящих к царапанию. Существующие компенсационные меры в большей степени ограничиваются методиками обеспечения чистоты при полировании. Однако эта стратегия сильно зависит от уровня методик обеспечения чистоты, квалификации оператора и сложности полировального инструмента. Кроме того, эти стратегии трудно реализовать с высокой эффективностью. Второе ограничение в борьбе с сорными частицами состоит в недостаточном понимании и контроле распределения размеров частиц суспензии в процессе полирования. Текущее состояние технологии ограничено использованием неоптимизированных, плохо понимаемых технологий фильтрации.
Варианты выполнения настоящего изобретения уменьшают попадание сорных частиц во время полирования осуществлением одного или более из следующих этапов, на которых: 1) создают полноценную полировочную систему, которая обеспечивает, что сорные частицы не попадают в границу между заготовкой и притиром посредством герметичного уплотнения полировального инструмента для предотвращения высушивания суспензии; 2) обеспечивают среду 100% влажности для того, чтобы предотвращать скопление высушенной суспензии, которое может действовать в качестве сорных частиц; 3) используют химически стабилизированные полирующие суспензии, которые минимизируют скопления частиц суспензии и 4) используют оптимизированную фильтрацию, постоянно удаляющую любые созданные сорные частицы в полировочной системе.
Согласно варианту выполнения настоящего изобретения предложена полировочная система для полирования оптического элемента. Полировочная система включает в себя полировочную подушку, имеющую радиальный размер и диафрагму, расположенную на полировочной подушке и выполненную с возможностью частично окружать оптический элемент. Оптический элемент контактирует с полировочной подушкой в пределах диапазона радиального размера, и скорость изнашивания подушки полировочной подушки является по существу постоянной, как функция от радиального размера, в пределах диапазона радиального размера.
Согласно другому варианту выполнения настоящего изобретения предложена полировочная система с высокой влажностью. Полировочная система с высокой влажностью включает в себя полировочный блок, включающий в себя полировочную подушку и систему подачи суспензии, выполняемую с возможностью обеспечивать суспензию для полировочной подушки. Полировочная система с высокой влажностью также включает в себя корпус, окружающий полировочный блок. Влажность внутри корпуса является достаточной для предотвращения существенного высушивания суспензии.
Согласно специальному варианту выполнения настоящего изобретения обеспечена система суспензии для полирования оптического элемента. Система суспензии включает в себя растворитель и абразивный компонент, поддерживаемый в растворителе. Система суспензии также включает в себя сурфактант, поддерживаемый в растворителе.
Согласно другому специальному варианту выполнения настоящего изобретения обеспечен способ установки заготовки на подложке. Способ включает в себя этапы, на которых определяют значение высоты неровностей и определяют значение, относящееся к площади смолы. Способ также включает в себя этап, на котором вычисляют относительную площадь смолы, вычисляют радиус капли и вычисляют количество капель смолы. Способ дополнительно включает в себя этап, на котором соединяют N капель смолы с заготовкой и соединяют N капель смолы с подложкой.
Варианты выполнения настоящего изобретения обеспечивают устройство и способ полирования плоской и сферической, круглой и прямоугольной поверхности на стекле с различными соотношениями сторон (диаметр/толщина). Полировочные системы, обеспеченные вариантами выполнения настоящего изобретения, которое может называться конвергентным, независимым от первоначальной поверхности, одноитерационным, свободным от сорных частиц (CISR) полировальным инструментом, обеспечивают одну или более из следующих характеристик:
1) параметры полирования являются фиксированными (т.е. неизменными), и они же во время/между полированием изменяются независимо от первоначальной формы поверхности заготовки;
2) полирование может быть выполнено за одну итерацию из шлифованного состояния, так как форма заготовки будет приближаться к требуемой форме, совпадающей с формой притира; и
3) полирование выполняется в свободной от сорных частиц среде, приводя к небольшому царапанию или отсутствию царапания на заготовке;
4) полирование выполняется с использованием тщательно контролируемого распределения размеров частиц с использованием химической стабилизации и/или специализированной системы фильтрации.
Варианты выполнения настоящего изобретения основаны на одном или более из следующих принципов для достижения требуемого способа полирования:
1) исключены по существу все факторы, способствующие неравномерному удалению пространственного материала на оптике, кроме несоответствия оптики и притира (т.е. неравномерного физического разделения оптики и притира), что приводит к приближению формы поверхности оптики к требуемой форме (т.е. форме притира); и
2) источники попадания и формирования сорных частиц внутри системы/в системе полировального инструмента исключены или активно удаляются, что ведет к незначительному царапанию/отсутствию царапания заготовки.
Как описано более полно в настоящем описании, технические признаки, обеспеченные вариантами выполнения настоящего изобретения, могут включать в себя одно или более из следующего:
1) использование специально выполненной диафрагмы для круглых и прямоугольных заготовок для противодействия неравномерному износу подушки;
2) использование специально выполненной диафрагмы для противодействия вязко-упругому индуцированному неравномерному распределению напряжения и неравномерному удалению материала;
3) использование специально выполненной диафрагмы для обеспечения равномерного распределения суспензии для заготовки;
4) использование прямоугольной диафрагмы на основе стекла для обеспечения стабильности равномерного износа подушки;
5) использование прямоугольной диафрагмы на основе алмаза CVO для ограничения подушки, обеспечивающего постоянную скорость удаления материала по мере полирования;
6) использование заготовки с колесным приводом для предотвращения того, что мгновенное усилие содействует неравномерному распределению напряжения и неравномерному удалению материала;
7) использование установки точки поворота low-z для минимизации мгновенных усилий на заготовке и диафрагмах;
8) использование кинематических схем (движение заготовки и притира) с возможностью вызывать равномерную среднюю по времени скорость на заготовке, предотвращающую неравномерное удаление материала из-за кинематических схем;
9) использование химически стабилизированной полирующей суспензии (например, использование анионного (например, micro-90) или катионного сурфактанта плюс хелатора при подходящих pH и концентрации в суспензии оксида церия (Hastilite PO)) для минимизации скопления частиц (источника сорных частиц);
10) использование герметично уплотненной камеры полирования 100% влажности для: а) предотвращения создания высушенной полирующей суспензии, как известно это приводит к появлению вызывающих царапины сорных частиц и b) предотвращения инородных сорных частиц в среде от входа в полировочную систему;
11) использование технологии жесткого сцепления капель (также называемой сцеплением капель смолы (PBB) для предотвращения деформации заготовки на (тонкой) заготовке/оптике с высоким соотношение сторон);
12) использование технологии упругого сцепления капель (также называемой сцеплением капель с помощью пенопласта (FBB) для противодействия содействию остаточных напряжений от отшлифованных поверхностей неравномерному удалению и изгибанию заготовки);
13) использование технологии предварительного травления (например, HF или буферного травителя оксида) на отшлифованной заготовке для удаления остаточного напряжения, которое может вызывать неравномерное удаление и изгибание заготовки;
14) использование технологии предварительного травления (например, HF или буферного травителя оксида) на шлифованной заготовке для удаления потенциальных стеклянных сорных частиц на шлифованной поверхности, которые могут способствовать царапанию;
15) использование фторсодержащего покрытия на внутренней области корпуса полировального инструмента и компонентов, обеспечивающих низкую адгезию частиц суспензии, для облегчения очистки суспензии и для минимизации создания сорных частиц между итерациями полирования;
16) использование конструкции полировального инструмента, которая минимизирует углы и трещины, позволяющие частицам суспензии скапливаться, для минимизации создания сорных частиц; и/или
17) использование системы активной фильтрации суспензии, которая эффективно удаляет сорные частицы и управляет распределением размеров частиц суспензии.
Настоящее изобретение обеспечивает множество преимуществ перед традиционными технологиями. Например, варианты выполнения настоящего изобретения обеспечивают способы и системы, пригодные для полирования оптики до заданной формы за одну итерацию. Эти и другие варианты выполнения изобретения вместе со многими из его преимуществ и признаков описаны более подробно в сочетании с нижеприведенным текстом и приложенными чертежами.
Краткое описание чертежей
Фиг.1 представляет собой таблицу, иллюстрирующую параметры, влияющие на неравномерность полирования согласно варианту выполнения настоящего изобретения;
Фиг.2А представляет собой упрощенный график, иллюстрирующий высоты от выступов до впадин, как функции от времени полирования, для различных конфигураций полирования согласно варианту выполнения настоящего изобретения;
Фиг.2B-2G иллюстрируют различные конфигурации полирования согласно варианту выполнения настоящего изобретения;
Фиг.2Н представляет собой упрощенный график, иллюстрирующий высоты от выступов до впадин, как функции от времени полирования, для конфигурации полирования согласно варианту выполнения настоящего изобретения;
Фиг.3А-3D представляют собой упрощенные графики, иллюстрирующие конвергенцию полирования для различных исходных форм согласно вариантам выполнения настоящего изобретения;
Фиг.4А-4E представляют собой поверхностные контуры, иллюстрирующие высоту неровностей в различные моменты полирования согласно варианту выполнения настоящего изобретения;
Фиг.5А представляет собой упрощенный вид в перспективе диафрагмы полирования согласно варианту выполнения настоящего изобретения;
Фиг.5В представляет собой упрощенный вид в поперечном сечении диафрагмы полирования согласно варианту выполнения настоящего изобретения;
Фиг.6 представляет собой упрощенный график скорости изнашивания подушки, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения;
Фиг.7 представляет собой упрощенный график ширины диафрагмы, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения;
Фиг.8А-C представляют собой упрощенные графики нагрузки диафрагмы, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения;
Фиг.9А представляет собой упрощенное схематическое изображение, иллюстрирующее царапание сорными частицами;
Фиг.9B представляет собой картину, иллюстрирующую царапание сорными частицами;
Фиг.10 представляет собой упрощенный вид в перспективе полировочной системы с высокой влажностью согласно варианту выполнения настоящего изобретения;
Фиг.11 представляет собой упрощенный вид сверху участка полировочной системы с высокой влажностью согласно другому варианту выполнения настоящего изобретения;
Фиг.12 иллюстрирует графики нормализованной высоты границы для полировочных растворов в диапазоне разбавлений, как функции от времени, согласно варианту выполнения настоящего изобретения;
Фиг.13 иллюстрирует графики нормализованной высоты границы для полировочных растворов вод воздействием колебания согласно варианту выполнения настоящего изобретения;
Фиг.14 иллюстрирует графики нормализованной высоты границы для полировочных растворов, как функции от времени, согласно варианту выполнения настоящего изобретения;
Фиг.15 представляет собой упрощенный график относительной высоты границы для стабилизированных и нестабилизированных полировочных растворов, как функции от времени, согласно варианту выполнения настоящего изобретения; и
Фиг.16 представляет собой объем полировочного раствора для стабилизированных и нестабилизированных полировочных растворов, как функции от размера частиц, согласно варианту выполнения настоящего изобретения;
Фиг.17 представляет собой упрощенную блок-схему, иллюстрирующую способ полирования набора оптических элементов согласно варианту выполнения настоящего изобретения;
Фиг.18А-18C представляют собой изображения, иллюстрирующие кривизну поверхности до шлифования, после шлифования и после химического травления согласно варианту выполнения настоящего изобретения;
Фиг.19А-19F представляют собой упрощенное схематическое изображение, иллюстрирующее способ выполнения сцепления капель смолы согласно варианту выполнения настоящего изобретения;
Фиг.20 представляет собой график, иллюстрирующий измеренное изменение формы поверхности плавленого кварца и фосфатного стекла в различных конфигурациях PPB согласно варианту выполнения настоящего изобретения;
Фиг.21 представляет собой график измеренного теплового расширения капель согласно варианту выполнения настоящего изобретения;
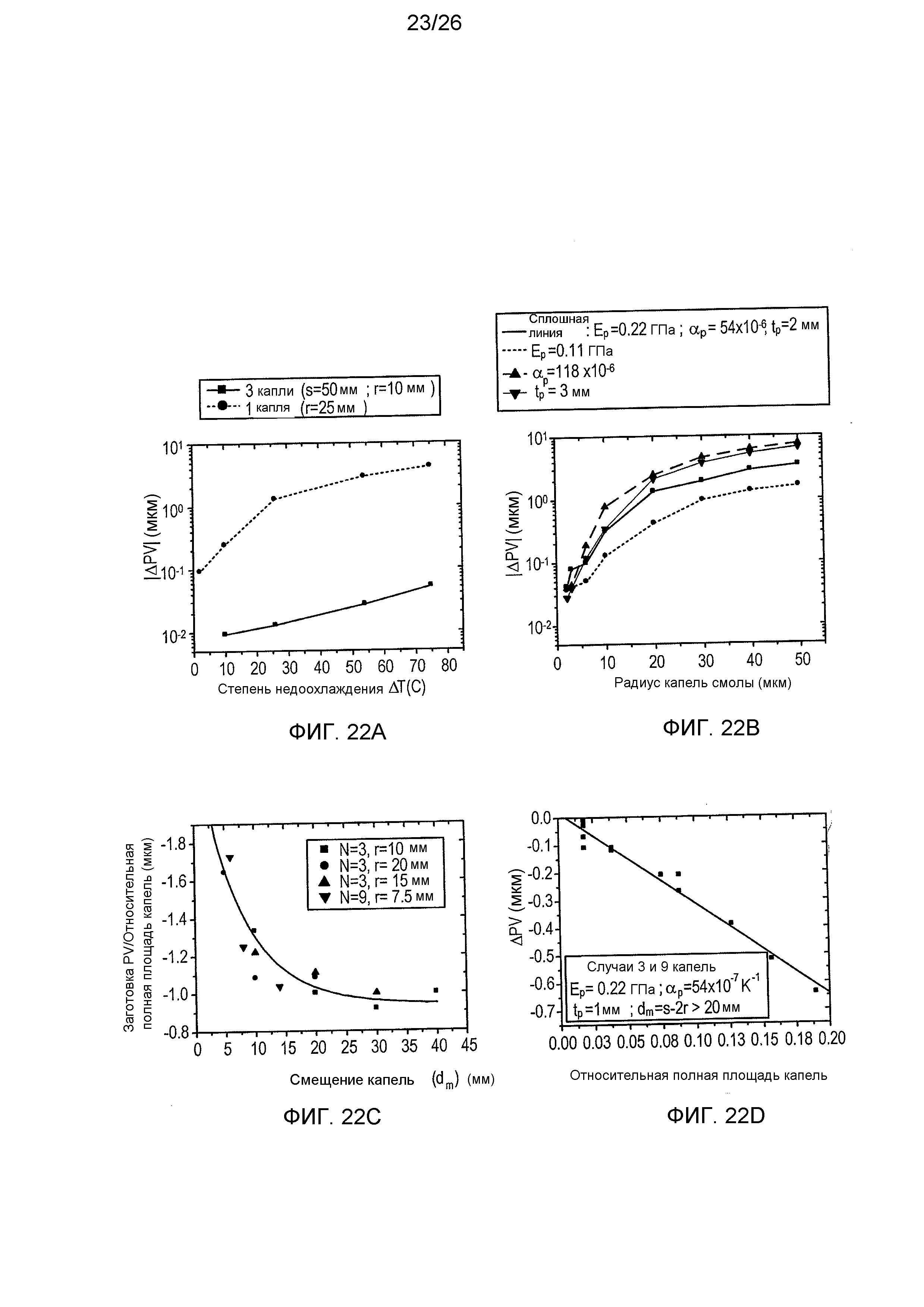
Фиг.22А представляет собой график высоты неровностей заготовки, как функции от недоохлаждения смолы для одной капли и трех капель, согласно варианту выполнения настоящего изобретения;
Фиг.22B представляет собой график высоты неровностей заготовки, как функции от радиуса капли смолы, согласно варианту выполнения настоящего изобретения;
Фиг.22С представляет собой график нормализованной высоты неровностей заготовки, как функции от смещения капли смолы, согласно варианту выполнения настоящего изобретения;
Фиг.22D представляет собой график высоты неровностей заготовки, как функции от относительной полной площади капли смолы, согласно варианту выполнения настоящего изобретения;
Фиг.23 представляет собой упрощенное схематическое изображение, иллюстрирующее параметры сцепления капель смолы согласно варианту выполнения настоящего изобретения;
Фиг.24А и 24B представляют собой чертежи, иллюстрирующие оптимизированные картины сцепления капель смолы для оптических элементов согласно варианту выполнения настоящего изобретения;
Фиг.25А представляет собой график высоты неровностей заготовки, как функции от разнесения капель, согласно варианту выполнения настоящего изобретения;
Фиг.25B представляет собой график высоты неровностей заготовки, как функции от части площади, согласно варианту выполнения настоящего изобретения; и
Фиг.26 представляет собой упрощенную блок-схему, иллюстрирующую способ определения параметров сцепления капель смолы согласно варианту выполнения настоящего изобретения.
Осуществление изобретения
Фиг.1 представляет собой таблицу, иллюстрирующую параметры, влияющие на неравномерность полирования согласно варианту выполнения настоящего изобретения. Варианты выполнения настоящего изобретения обеспечивают технологию и системы уменьшения неравномерности полирования. Управление некоторыми параметрами, проиллюстрированными на фиг.1, описано более подробно в патентной заявке США № 12695/986, поданной 28 января 2010 г., материалы которой включены в настоящий документ путем ссылки в полном объеме. Как описано более полно во всей настоящей заявке, зеркальная диафрагма используется в вариантах выполнения настоящего изобретения для уменьшения упругой реакции притира (4.2) и вязко-упругого эффекта (4.5) и для обеспечения постоянного износа притира (4.6.1). Далее форма оптики используется для приведения в действие способа полирования с конвергенцией (4.6.4).
Как проиллюстрировано на фиг.1, уменьшены или исключены различные параметры, за исключением одной переменной, которая далее используется для приближения к требуемой форме оптического элемента в полноапертурной полировочной системе. Это резко контрастирует с предыдущими технологиями, в которых одновременно изменялись в реальном времени различные параметры оптики для создания требуемой формы. Когда авторы проводили исследования и уменьшали или исключали параметры, влияющие на удаление материала, проиллюстрированное на фиг.1, осталась только одна переменная, несоответствие между оптикой и притиром. Используя притир с формой, которую вы хотите, чтобы оптический элемент в итоге принял, оптический элемент полируется конвергентным образом с возможностью придания соответствия форме притира.
Фиг.2А представляет собой упрощенный график, иллюстрирующий высоты от выступов до впадин, как функции от времени полирования, для различных конфигураций полирования согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.2А, график высоты неровностей оптического элемента, как функции от времени полирования, проиллюстрирован для различных конфигураций полирования. Как проиллюстрировано на фигуре, так как параметры, проиллюстрированные на фиг.1, были авторами устранены, оптические элементы могут быть отполированы практически без изменения высоты неровностей, как функции от времени полирования. Как проиллюстрировано кривой «уменьшенный износ подушки» (#5), авторы определили, что в процессе полирования подушка изменяет форму и благодаря этому такая форма изменяет распределение давления на оптический элемент при полировании. В связи с этим варианты выполнения настоящего изобретения используют диафрагму для контакта с притиром и достижения по существу противоположного износа (т.е. в пространственном отношении), который создает оптический элемент, тем самым уравновешивая износ подушки, для создания пространственно равномерного износа подушки. Таким образом, варианты выполнения настоящего изобретения обеспечивают уменьшение вязко-упругого эффекта, который проиллюстрирован на кривой #6, создающего по существу неизменную высоту неровностей, как функцию от времени.
Фиг.2B-2G иллюстрируют различные конфигурации полирования согласно варианту выполнения настоящего изобретения. Параметры, проиллюстрированные на фиг.2B-2G, подбираются для всех кривых на фиг.2А.
Авторы определили, что несмотря на то, что фиг.2А иллюстрирует устойчивые высоты от выступов до впадин для графика #6 (уменьшенный вязко-упругий эффект (77)), иногда дольше 100 часов, высота неровностей может увеличиваться до более высоких уровней, причем увеличение высоты неровностей рассматривается, как функция от времени. Фиг.2Н представляет собой упрощенный график, иллюстрирующий высоты от выступов до впадин, как функции от времени полирования, для конфигурации полирования согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.2H, точка приближения мигрирует в период времени между 0 часов и ~150 часов. Без ограничения вариантов выполнения настоящего изобретения, авторы полагают, что один механизм, потенциально ответственный за миграцию точки приближения, заключается в том, что нарушается баланс между износом подушки, вызванным оптическим элементом, и износом подушки, вызванным диафрагмой, приводя к увеличению высоты неровностей.
Варианты выполнения настоящего изобретения регулируют точку приближения удалением полируемого оптического элемента и функционированием полировочной системы только с диафрагмой. При использовании системы только с диафрагмой точка приближения регулируется с возможностью возвращать высоту неровностей в значение, меньшее заданного уровня. Так как миграция точки приближения возникает за период, более длинный, чем период, связанный с операцией полирования для одного оптического элемента. В качестве примера, время полирования для особого оптического элемента может составлять 10 часов, при этом многочисленные (например, 15) оптические элементы полируются в 150 часовой период, проиллюстрированный на фиг.2H, до высоты неровностей, увеличивающейся до 2,5 мкм. В связи с этим регулирование точки приближения обеспечивается в продолжительный период времени по сравнению с периодом времени, обычно используемым для полирования одного оптического элемента. Варианты выполнения настоящего изобретения не ограничены регулированием точки приближения в течение такого продолжительного периода времени, но следующий пример представлен относительно периода времени, связанного с процессами полирования для множества оптических элементов.
На фиг.2H точка приближения первоначально мигрировала от около 0,5 мкм до около 2,5 мкм во время первых 150 часов полирования. Для того чтобы уменьшать значение точки приближения, варианты выполнения настоящего изобретения удаляют оптический элемент для того, чтобы приводить в действие полировочную систему с использованием только диафрагмы в течение определенного периода времени для того, чтобы уменьшать высоту неровностей до заданного уровня. Как проиллюстрировано на фиг.2H, работа полировочной системы с использованием только диафрагмы с 0,6 psi (фунт-сил на квадратный дюйм) (4137 Па) в период времени от ~200 часов до ~400 часов уменьшает точку приближения, которая проиллюстрирована высотой неровностей, падающей до 0,48 мм. Как показано, скорость уменьшения высоты неровностей является относительно низкой (например, ~1,7 мкм/212 часов=7,3 мкм/ч), но является управляемой и по существу линейной. В период после ~400 часов используют и диафрагму, и оптический элемент, что приводит к возобновленному медленному перемещению точки приближения в период времени от ~400 часов до ~500 часов. Как проиллюстрировано последними некоторыми точками на графике, полирование с использованием диафрагмы только после ~500 часов создает предполагаемое уменьшение точки приближения. Таким образом, варианты выполнения используют процесс, в котором полирование диафрагмы (например, диафрагмы с 0,6 psi (4137 Па)) осуществляется без использования оптического элемента, в качестве способа точного подбора точки приближения. Специалисту в данной области техники будут очевидны многие изменения, преобразования и альтернативы.
Дополнительное описание, относящееся к приближающему полированию подушкой, приведено в публикации "Convergent Pad Polishing of Amorphous Silica" Tayyab Suratwala, Rusty Steele, Michael Feit, Richard Desjardin, Dan Mason, International Journal of Applied Glass Science, Special Issue: Part 1, The Flow and Fracture of Advanced Glasses Part 2, General Glass Science, Volume 3, Issue 1, страницы 14-28, март 2012 г., материалы которой включены в настоящий документ в полном объеме для всех целей путем ссылки.
Фиг.17 представляет собой упрощенную блок-схему, иллюстрирующую способ полирования набора оптических элементов согласно варианту выполнения настоящего изобретения. Способ 1700 включает в себя этап, на котором полируют первый поднабор оптических элементов с использованием диафрагмы и процесс полирования, характеризующийся высотой неровностей, которая меньше первого заданного значения (1710). Способ также включает в себя этап, на котором определяют, является ли высота неровностей большей или равной первому заданному значению (1712). Как только высота неровностей достигает первого заданного значения, последний оптический элемент первого поднабора оптических элементов удаляют, и приводят в действие полировочную систему без оптического элемента в течение определенного периода времени (1714). По окончании этого периода времени выполняют определение, уменьшилась ли высота неровностей до менее чем второго заданного значения (1716). В некоторых вариантах выполнения второе заданное значение меньше первого заданного значения. В других вариантах выполнения второе заданное значение равно первому заданному значению.
В некоторых вариантах выполнения во время работы полировочной системы при регулировании точки приближения используют диафрагму без оптического элемента, один из оптических элементов (как обсуждается в альтернативном варианте выполнения ниже), устройство, отличное от диафрагмы или оптического элемента, или т.п. Таким образом, формы, отличные от диафрагмы, которая регулирует точку приближения, включены в пределы объема охраны настоящего изобретения.
Как только высота неровностей достигает второго заданного значения, второй поднабор оптических элементов полируют с использованием диафрагмы и процесса полирования, характеризующегося высотой неровностей, которая меньше первого заданного значения (1718).
В альтернативном варианте выполнения, в котором высота неровностей увеличивается в отрицательном направлении, как функция от времени полирования, способ, проиллюстрированный на фиг.17, может быть преобразован с возможностью удаления диафрагмы и полирования одного из оптических элементов в наборе оптических элементов или эталонного оптического элемента без использования диафрагмы, тем самым преобразуя этап 1714. Таким образом, увеличение высоты неровностей в отрицательном направлении может регулироваться с использованием этого комплементарного способа коррекции.
Фиг.3А представляет собой упрощенный график, иллюстрирующий приближение полирования для изменения первоначальных форм согласно варианту выполнения настоящего изобретения. На фиг.3А оптический элемент был круглой заготовкой с малым соотношением сторон. Как проиллюстрировано на фиг.3А, колебание от выступов до впадин в заготовке (т.е. оптическом элементе) первоначально составляет около 7 мкм для эксперимента 79 (т.е. около 14 волн) и уменьшается до около -1 мкм (т.е. около 2 волн). Для эксперимента 80 первоначальное колебание от выступов до впадины составляет около -7 мкм и уменьшается до около 1,5 мкм. Таким образом, варианты выполнения настоящего изобретения обеспечивают технологию приближающего полирования, которая приводит к оптическому полированию, приближающему к равномерной шероховатости независимо от первоначальных поверхностных колебаний оптического элемента. Несмотря на то что действующая полоса приближения, проиллюстрированная на фиг.3А, характеризуется колебанием от выступов до впадин, которое меньше около 0,5 мкм в ширину и обратно, настоящее изобретение не ограничивается этим особым колебанием, и другие полосы с суженным колебанием с центром в нуле включены в пределы объема охраны настоящего изобретения.
Используя варианты выполнения настоящего изобретения, конвергенция формы осуществляется за счет несоответствия формы между притиром и оптикой, обеспечивая одноитерационный, независимый от первоначальной поверхности процесс полирования. Во время полирования оптика будет приближаться к форме, которую имеет притир за счет нормализации давления от несоответствия оптики и притира. Таким образом, варианты выполнения настоящего изобретения обеспечивают приближение процесса полирования к полосе, характеризуемой заданной высотой неровностей, при этом эта высота неровностей остается в этой полосе в течение продолжительного периода времени.
Одно из преимуществ, обеспечиваемых настоящим изобретением, заключается в том, что процесс конвергентного полирования заканчивается при постоянном колебании от выступов до впадины и остается в этом приближенном значении в течение продолжительного периода времени. По сравнению с традиционными технологиями полирования, в которых полирование должно заканчиваться в точное время для того, чтобы не переполировать, технология конвергентного полирования заканчивается самостоятельно за одну итерацию, обеспечивая требуемую форму, основанную на форме притира независимо от первоначальной поверхности оптического элемента.
Фиг.3B представляет собой упрощенный график, иллюстрирующий конвергенцию при полировании круглого оптического элемента с малым соотношением сторон согласно варианту выполнения настоящего изобретения. Полировочная подушка, используемая в процессе полирования, проиллюстрированном на фиг.3B (т.е. полировочная подушка IC1000™, поставляемая компанией Dow Chemical Company, Мидленд, MI), отличается от полировочной подушки, используемой в процессе полирования, проиллюстрированном на фиг.3А (т.е. полировочная подушка Suba™ 550, поставляемая компанией Dow Chemical Company). Фиг.3C представляет собой упрощенный график, иллюстрирующий конвергенцию при полировании для квадратного оптического элемента согласно варианту выполнения настоящего изобретения. Фиг.3D представляет собой упрощенный график, иллюстрирующий конвергенцию при полировании для круглого оптического элемента с большим соотношением сторон согласно варианту выполнения настоящего изобретения.
Как проиллюстрировано на фиг.3А-3D, высота неровностей приближается к заданной полосе, как функция от времени полирования, для заготовок с различными первоначальными формами поверхности и для четырех различных конфигураций. В качестве примера на фиг.3C квадратная заготовка с малым соотношением сторон была отполирована с использованием полировочной подушки IC1000™, и на фиг.3D круглая (шлифованная или отполированная) заготовка с большим соотношением сторон была отполирована с использованием полировочной подушки IC1000™. В процессе полирования, проиллюстрированном на этих фигурах, заготовки, которые характеризовались изменением первоначальной формы поверхности, полировались идентично, при этом все заготовки приблизились к конечной, номинально плоской форме, таким образом демонстрируя конвергентное полноапертурное полирование.
Фиг.4А-4E представляют собой поверхностные контуры, иллюстрирующие высоту неровностей в различные моменты полирования согласно варианту выполнения настоящего изобретения. Первоначальная поверхность проиллюстрирована на фиг.4А, при этом колебание высоты неровностей (PV) составляет 6,5 мкм. Поверхность после 1 часа полирования проиллюстрирована на фиг.4B, при этом PV=4,64 мкм. Следующие моменты полирования проиллюстрированы на фиг.4C-4E: 2 часа полирования с PV=3,59 мкм (4C); 6 часов полирования с PV=-1,04 мкм (4D); и 24 часа полирования с PV=-0,95 мкм (4E). Как проиллюстрировано на фиг.4D и 4E, процесс конвергентного полирования заканчивается при фиксированном PV спустя заданный период времени.
Фиг.5А представляет собой упрощенный вид в перспективе диафрагмы полирования согласно варианту выполнения настоящего изобретения. Диафрагма 500 в варианте выполнения, проиллюстрированном на фиг.5А, включает в себя изгиб 510, имеющий форму с возможностью приема круглого оптического элемента. В других вариантах выполнения диафрагма, которая может быть расходуемой заготовкой (также приводящей к износу подушки, который противодействует пространственному неравномерному износу подушки, вызванному полируемым оптическим элементом), преобразована с возможностью приема оптических элементов, которые могут быть отнесены к заготовкам, имеющим различные формы, включая квадратную оптику, прямоугольную оптику или т.п. Диафрагма 500 может включать в себя стопку материалов, как проиллюстрировано на фиг.5B, например, структурный слой 520, образованный, например, из 25 мм нержавеющей стали или других материалов с достаточной жесткостью и плотностью, податливый слой 522, образованный, например, из 3 мм резины или податливого материала, и полирующий слой 524, образованный, например, из 1,1 мм плавленого кварца или другого материала, сравнимого с полируемым оптическим элементом. В зависимости от требуемой массы диафрагмы материалы, используемые в различных слоях, могут быть преобразованы с возможностью обеспечения функций жесткости/массы, податливости и способности к полированию. В качестве примера, структурный слой может быть образован из алюминия или другого материала, который является плотным, включая ламинированные материалы, чтобы предпочтительно обеспечивать малое соотношение сторон для диафрагмы. Несмотря на то что диафрагма, проиллюстрированная на фиг.5А, является пригодной для полирования круглых оптических элементов, другие формы, включающие в себя квадратные и прямоугольные оптические элементы, включены в пределы объема охраны настоящего изобретения.
Таким образом, диафрагма обеспечивает плоскую форму за счет податливого слоя, который обеспечивает нормализацию давления до равномерного давления поперечно диафрагме, которое прикладывается к подушке. Могут быть использованы материалы, отличные от резины, например мягкий полимер, пенопласт, силиконы, их совокупности или т.п. Податливый слой может быть скреплен со структурным слоем с использованием эпоксидных смол или при необходимости других адгезивов. Использование тех же материалов для полирующего слоя, что и для полируемой оптики, применяется для обеспечения той же скорости изнашивания подушки, но другие материалы могут быть использованы при необходимости для особого применения. Использование материала, который отличен от полируемой оптики, будет приводить к другой форме диафрагмы, это будет очевидно специалисту в области техники. В конструкции диафрагмы, проиллюстрированной на фиг.5А, давление (т.е. нагрузка) на притир, оказываемое диафрагмой (т.е. 0,3 psi (2068,5 Па)), соответствует давлению от оптики. В других конструкциях другая форма диафрагмы изготавливается определением другого давления между диафрагмой и оптикой.
Фиг.6 представляет собой упрощенный график скорости изнашивания подушки, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения. На фиг.6 изнашивание за счет заготовки (т.е. скорость изнашивания полировочной подушки) проиллюстрировано площадью, заштрихованной вправо, как функция от расстояния от центра полировального инструмента. Эта площадь под кривой иллюстрирует, насколько подушка поддается изнашиванию, если вы только кладете оптический элемент на полировочную подушку. Для проиллюстрированного графика оптический элемент (также называемый оптикой) размещен в положении 25 мм от центра полировального инструмента с диаметром 100 мм. Там, где оптика не контактирует с подушкой (например, от 0-25 мм), износ подушки отсутствует, приводя к нулевой скорости изнашивания подушки в этой области. Подобный нулевой износ подушки проиллюстрирован на расстояниях, больших 125 мм. Касательно проиллюстрированной скорости изнашивания с течением времени, противоположная область этой кривой будет иметь форму канавки, изнашиваемой в подушке во время полирования.
Износ полировочной подушки за счет диафрагмы (проиллюстрированный в качестве комплементарного износа в виде площади, заштрихованной влево) обеспечен с возможностью создания полной скорости изнашивания подушки, которая является постоянной, как функция от расстояния (C). Как будет очевидно специалисту в области техники, разница между постоянным значением и износом за счет заготовки будет обеспечивать руководство по проектированию формы диафрагмы, которое будет создавать проиллюстрированную скорость изнашивания.
Скорость изнашивания подушки может быть представлена совокупностью износа подушки за счет заготовки (т.е. оптического элемента) и износа подушки за счет диафрагмы:
, где
r = расстояние от центра подушки,
s = смещение оптического элемента от центра подушки,
kL = коэффициент Престона (не изменяется, если оптический элемент и полировочная поверхность диафрагмы имеют один и тот же материал),
μ = коэффициент трения,
σ = нагрузка (давление), которая может быть одинаковой и для оптического элемента, и для диафрагмы,
f0(r) = периферийная ширина оптического элемента в зависимости от r,
fs(r) = периферийная ширина диафрагмы в зависимости от r,
Vr0 = относительная скорость между оптическим элементом и подушкой в зависимости при r, равном R0s, если R0=RL,
Vrs = относительная скорость между диафрагмой и подушкой при r, равном RLr, если R0=RL,
R0 = скорость вращения оптического элемента и
RL = скорость вращения притира (т.е. подушки).
Форма диафрагмы для постоянной скорости изнашивания подушки определяется вычислением ширины диафрагмы согласно:
Для круглого оптического элемента .
Диафрагмы, обеспеченные вариантами выполнения настоящего изобретения, которые проиллюстрированы на фиг.5А, обеспечивают преимущества, недоступные для традиционных технологий полирования. Форма диафрагмы выполнена с использованием уравнения Престона, которое описано относительно фиг.6 и 7, с возможностью обеспечения равномерной скорости изнашивания подушки, как функции от положения поперечно оптике. В некоторых вариантах выполнения равномерность износа подушки характеризуется значением скорости изнашивания подушки, отличающимся менее чем на 5% на участке подушки в контакте с оптическим элементом. В других вариантах выполнения значение скорости изнашивания подушки отличается менее чем на 2%, менее чем на 1,5%, менее чем на 1%, менее чем на 0,75%, менее чем на 0,5%, менее чем на 0,4%, менее чем на 0,3%, менее чем на 0,3%, менее чем на 0,2%, менее чем на 0,1%, менее чем на 0,05%, менее чем на 0,025% или менее чем на 0,01%. Например, первая скорость изнашивания подушки, как функция от положения, связана с износом за счет оптического элемента, и вторая скорость изнашивания подушки, как функция от положения, связана с диафрагмой (см. фиг.6). Сумма этих скоростей износа подушки обеспечивает по существу равномерную скорость на участках подушки, которые находятся в контакте с оптическим элементом. Несмотря на то что определенные варианты выполнения обеспечивают менее одной волны, как будет очевидно специалисту в области техники, равномерность скорости изнашивания подушки продолжается до участков подушки, не находящихся в контакте с оптическим элементом (например, на радиальном расстоянии менее 25 мм и более 125 мм на фиг.6), при необходимости для особого применения, хотя равномерность может уменьшаться в этих областях. Специалист в области техники обнаружит многие изменения, преобразования и альтернативы.
Следует отметить, что использование диафрагм, которые описаны здесь, также может иметь другие взаимные преимущества в дополнение к улучшению равномерности пространственного износа подушки за счет других явлений, которые линейно зависимы от скорости и давления. Некоторые примеры таких явлений включают в себя сжатие подушки и вязкоупругое поведение, глазурование подушки, вызванные трением температурные эффекты, распределение суспензии и т.п.
Используя варианты выполнения настоящего изобретения, износ подушки, как функция от положения, получается по существу равномерным, как функция от положения, например износ менее нескольких волн для оптических элементов. В варианте выполнения равномерность износа подушки находится в пределах одной волны на радиальном расстоянии в контакте с оптическим элементом, хотя равномерность может характеризоваться еще более равномерным износом подушки, например менее одной волны.
Фиг.7 представляет собой упрощенный график ширины диафрагмы, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения. Ширина диафрагмы на фиг.7 (т.е. периферийная ширина) ограничена максимальной толщиной, установленной периферией притира на особом радиальном расстоянии (имеется только такая периферия, доступная для перекрытия с диафрагмой на маленьком радиальном расстоянии), и минимальной толщиной, установленной вязко-упругим и жестким ударным эффектом. Для более мягких подушек вязко-упругий эффект является более выраженным, тогда как для более твердых подушек жесткий ударный эффект является более выраженным.
На фиг.7 форма диафрагмы определяется для круглой оптики, но другие формы для оптического элемента включены в пределы объема охраны настоящего изобретения. Используя уравнения, описанные здесь, отметим, что нагрузка диафрагмы может отличаться от нагрузки оптики, например как раз неравномерная нагрузка. Функция f0(s) может быть вычислена для данной формы, например круглой или прямоугольной оптики, и далее вставлена в эту формулу для определения формы диафрагмы. Функции f0(r) и fs(r), называемые здесь периферийными ширинами, определяются как часть периферии притира в зависимости от радиуса r, который покрывается оптикой или диафрагмой, соответственно.
Следует учитывать, что на участках диафрагмы вблизи центра полировального инструмента (маленькие радиальные расстояния на притире) постоянное значение, проиллюстрированное на фиг.6, не может быть достигнуто, так как радиальная скорость стремится к нулю, когда радиальное расстояние уменьшается. Однако, так как оптика расположена на конечном расстоянии от центра (например, 25 мм в проиллюстрированном варианте выполнения), это конструктивное ограничение преодолевается конструкциями диафрагмы, описанными здесь. Так как оптика не перекрывается с радиальным расстоянием менее 25 мм, конструкторская гибкость для постоянной скорости изнашивания подушки обеспечена на радиальных расстояниях, не перекрываясь с оптикой.
Фиг.8А-8C представляют собой упрощенные графики нагрузки диафрагмы, как функции от радиального расстояния, согласно варианту выполнения настоящего изобретения. Варианты выполнения настоящего изобретения могут использовать диафрагмы, которые нагружаются равномерно (фиг.8А), дифференциально (фиг.8B) или непрерывно (фиг.8C). Графики на фиг.8А-8C иллюстрируют, что, как обсуждалось относительно скорости изнашивания подушки, нагрузка (σ(r)) может быть функцией от положения.
Фиг.9А представляет собой упрощенное схематическое изображение, иллюстрирующее царапание сорными частицами. В некоторых применениях полирования оптического элемента, например для высокомощного лазера и усилительных систем, к плотности царапин могут быть применены строгие требования. Без ограничения вариантов выполнения настоящего изобретения, авторы полагают, что некоторые царапины появляются во время полирования сорными частицами, которые представляют собой частицы, большие других частиц, представленных в полирующей суспензии, например, либо инородные частицы или частицы с распределением размеров частиц, большим среднего размера частиц из других частиц в суспензии. Как показано на фиг.9А, сорные частицы создают более высокую нагрузку на оптику и создают царапину или последовательность царапин. Вопреки попыткам отфильтровывать сорные частицы, царапание оптики все же обнаруживается. Фиг.9B представляет собой картину, иллюстрирующую царапание сорными частицами.
Без ограничения вариантов выполнения настоящего изобретения, авторы полагают, что дополнительный источник, создающий сорные частицы, представляет собой высушивание суспензии. Например, во время полирования компаунды, включающие в себя оксид церия, не только высушивают суспензию, но и химически реагируют сами с собой с возможностью создания из мягкого агломерата твердого агломерата в результате высушивания. Далее эти агломераты могут создавать царапины, как проиллюстрировано на фиг.9B.
Варианты выполнения настоящего изобретения предотвращают высушивание суспензии ограждением полировочной системы, что предотвращает попадание инородных частиц, но, кроме того, обеспечивают среду высокой влажности, таким образом суспензия предотвращается от высушивания. Система промывания может быть использована для промывания оптики при удалении из системы для предотвращения суспензии от оставления на оптике. Таким образом, промытая оптика может быть высушена после удаления без высушивания суспензии, которая была удалена в процессе полоскания. В качестве дополнительной цели при полоскании суспензии в системе компоненты системы могут быть покрыты фторсодержащим полимерным слоем, чтобы уменьшать адгезию между суспензией и различными компонентами системы.
Фиг.10 представляет собой упрощенный вид в перспективе полировочной системы с высокой влажностью согласно варианту выполнения настоящего изобретения. Полировочная система 1000 с высокой влажностью включает в себя полировочную поверхность 1010, которая может быть полировочной подушкой, и оптику 1012, частично окруженную диафрагмой 1014. Подвижная крышка 1020 способна размещаться в контакте с корпусом 1022 для образования управляемой среды, окружающей полировочную поверхность. Входные и выходные отверстия для полирующей суспензии (не показаны) и входное отверстие 1030 и выходное отверстие 1032 для влажного газа (например, водяной пар) обеспечены как часть системы.
В варианте выполнения, проиллюстрированном на фиг.10, влажность внутри полировочной системы является более высокой, чем влажности внешней среды, например более высокой чем 80%, более высокой чем 85%, более высокой чем 90%, более высокой чем 95%, более высокой чем 97%, более высокой чем 98%, более высокой чем 99% и до 100%. В некоторых вариантах выполнения влажность обеспечена на высоком уровне для предотвращения существенного высушивания суспензии в системе. Отсутствие высушивания в среде предотвращает образование тяжелых агломератов и соответственного царапания.
Фиг.11 представляет собой упрощенный вид сверху участка полировочной системы с высокой влажностью, отличающейся в определенных отношениях от полировочной системы с высокой влажностью, проиллюстрированной на фиг.10. Как проиллюстрировано на фиг.11, оптика 1105 размещена на притире 1110 и регулируется в пространстве с использованием направляющих колес. В варианте выполнения, проиллюстрированном на фиг.11, используется другая конструкция диафрагмы, в которой зеркальная диафрагма 1120 обеспечена с возможностью создания равномерного износа подушки. Отверстие 1030 подачи 100% влажности обеспечено смежно притиру 1110 так, что среда для полирования может обеспечивать требуемую управляемую атмосферу высокой влажности путем, подобным уплотненной камере (например, герметичной камере 1107). Варианты выполнения настоящего изобретения не ограничены конструкцией, проиллюстрированной на фиг.11, этот вариант выполнения обеспечен всего лишь путем примера.
Фиг.12 иллюстрирует графики нормализованной высоты границы для полировочных растворов в диапазоне разбавлений, как функции от времени, согласно варианту выполнения настоящего изобретения. Нормализованная высота границы, как функция от времени, обеспечивает понимание свойств осаждения иллюстрируемых суспензий, так как граница между суспензией и растворителем, отделяющимся от суспензии, снижается по высоте, когда суспензия осаждается на дно контейнера (например, градуированного цилиндра). Hastilite PO, смешанная в соотношении 1:4 с водой DI, осаждается наиболее быстро, при этом нормализованная высота границы опускается до 30% в пределах около 25 минут. Разбавление 1:1 Hastilite PO и воды DI увеличивает время осаждения на порядок величины, при этом 30% нормализованная высота границы достигается в значении около 300 минут. Неразбавленная Hastilite PO обеспечивает наиболее длительное время осаждения, сокращаясь до около 60% в значении 300 минут. В связи с этим разбавление суспензии, например Hastilite PO, влияет на время осаждения.
Фиг.13 иллюстрирует графики нормализованной высоты границы для полировочных растворов под воздействием колебания согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.13, взбалтывание создает ничтожные отличия во времени осаждения для суспензии, разбавленной либо водой DI, либо водопроводной водой.
В дополнение к эффектам разбавления, авторы определили, что стабилизация суспензии и увеличения времени осаждения могут быть достигнуты добавлением добавки в суспензию, которая предотвращает скопление частиц. Фиг.14 иллюстрирует графики нормализованной высоты границы для полировочных растворов, как функции от времени, согласно варианту выполнения настоящего изобретения. Суспензия, проиллюстрированная на фиг.14, представляет собой Hastilite PO, но другие суспензии включены в пределы объема охраны настоящего изобретения. На фиг.14 Hastilite PO, разбавленная Baume 9 (квадратики), характеризуется наиболее быстрым временем осаждения, опусканием до 10% от первоначальной нормализованной высоты границы за период около 30 минут. Беспримесный состав Hastilite PO (крестики) обеспечивает увеличенное время осаждения путем, подобным эффектам разбавления, проиллюстрированным на фиг.12. Добавление добавки для предотвращения скопления частиц обеспечивает наибольшее время осаждения, как проиллюстрировано с помощью Hastilite PO, разбавленной Baume 9 с 1% объемом сурфактанта μ-90 (ромбики). Как проиллюстрировано на фиг.14, добавление сурфактанта увеличивает время осаждения для обеспечения нормализованной высоты границы почти на 90% от первоначальной высоты в значении 800 минут.
Примерные анионные сурфактанты в дополнение к μ-90 включают в себя алкилсульфаты (например, додецилсульфат натрия, лаурилсульфат аммония или т.п.); алкилсульфонаты (например, додецилбензолсульфоновая кислота, Sulfonic 100, Calimulse EM-99 или т.п.); алкиловые эфиры-фосфаты (например, Triton H66, Triton QS44 или т.п.); алкилкарбоксилаты (например, стеарат натрия или т.п.), или другие пригодные анионные сурфактанты. Следует отметить, что сурфактант, который может быть использован в качестве добавки к полирующей суспензии, может включать в себя натрий, аммоний или калийные соли, в которых противоион не активен. Авторы определили, что стабилизация суспензии сурфактантом (при подходящем pH в некоторых вариантах выполнения) обеспечивает улучшенные результаты полирования.
Варианты выполнения настоящего изобретения не ограничены использованием анионного сурфактанта, но также могут использовать катионные сурфактанты. Примерные катионные сурфактанты включают в себя триметилалкиламмониевые хлориды (например, бромид цетилтриметиламмония (СТАВ), дистеариловый диметиламмоний хлорида или т.п.); бензалкония хлорид; хлориды алкилпиридиния (например, цетилпиридиний хлорид) или другие пригодные катионные сурфактанты. Следует отметить, что сурфактант может включать в себя хлористые или бромистые соли, в которых противоион не активен.
В некоторых вариантах выполнения сурфактант эффективен для отделения побочных продуктов полирования от оптического элемента, подвергающегося полированию. Наличие побочного продукта может уменьшать стабильность полирующей суспензии. В некоторых вариантах выполнения сурфактант эффективен для предотвращения скопления частиц побочных продуктов, тем самым увеличивая рассчитанную на долгое время стабильность полирующей суспензии. Примеры побочных продуктов представляют собой катионы (такие как K+, Na+, Ca2+, Mg2+ и т.д.) от отделенного стекла во время полирования.
В некоторых вариантах выполнения вода, используемая для приготовления суспензии, может содержать разные концентрации металлических катионов. В дополнение, катионы, такие как Na+, B3+, Fe2+, Ca2+, Mg2+ и A13+ попадают в суспензию в качестве побочных продуктов процесса полирования. Наличие этих ионов потенциально уменьшает эффективность стабилизатора путем нарушения электростатического взаимодействия между частицами суспензии и молекулами стабилизатора.
Вещества хелатирования (например, глицин, лимонная кислота, этилендиаминтетрауксусная кислота (EDTA) или т.п.) образуют благоприятные соединения с катионами, секвестируя их в растворе и предотвращая их взаимодействие с частицами суспензии. В связи с этим добавление вещества хелатирования в суспензию может как улучшать первоначальную эффективность стабилизации, так и продлевать ее стабильность, когда скапливаются побочные продукты полирования. Таким образом, варианты выполнения настоящего изобретения используют вещества хелатирования для улучшения стабилизации суспензии.
Фиг.15 представляет собой упрощенный график относительной высоты границы для стабилизированных и нестабилизированных полировочных растворов, как функции от времени, согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.15, стабилизация суспензии, например, добавлением добавки анионного сурфактанта создает значительное увеличение времени осаждения.
Фиг.16 представляет объем полировочного раствора для стабилизированных и нестабилизированных полировочных растворов, как функцию от размера частиц, согласно варианту выполнения настоящего изобретения. В дополнение к увеличению времени осаждения и стабилизации суспензии, добавление добавки в суспензию приводит к уменьшению размеров частиц в суспензии. На фиг.15 распределение размеров частиц для стабилизированной суспензии характеризуется большей частью частиц, имеющих размер менее 1 мкм, с пиком распределения при около 0,25 мкм. Для нестабилизированной суспензии пик распределения сосредоточен в около 1 мкм либо с половиной, либо с большей частью частиц, характеризуемых большим распределением размеров частиц. Стабилизированная суспензия приводит к улучшенному результату полирования, так как меньшее распределение размеров частиц обеспечивает меньшие частицы суспензии в процессе полирования. Авторы также продемонстрировали, что добавление добавки обеспечивает суспензию, которая, кроме того, характеризуется допустимой скоростью удаления материала и улучшенной микрошероховатостью.
Авторы определили, что в определенных операциях оптической обработки, использующих шлифование, за которым следует полирование тонких оптических элементов, операцией шлифования создается напряжение, приводящее к стремлению оптического элемента сгибаться в ответ на напряжение, создаваемое шлифованием. Для того чтобы уменьшать это напряжение, оптический элемент подвергают химическому травлению для удаления поверхностных слоев, тем самым уменьшая напряжение, присутствующее в оптическом элементе. В качестве примера, оптический элемент может подвергаться воздействию кислотного или другого пригодного травителя (например, погружением в кислотную ванну) после шлифования для удаления заданной области поверхности оптического элемента.
В варианте выполнения шлифуется оптический элемент, характеризуемый первой кривизной изгиба. После шлифования оптический элемент приобретает вторую кривизну изгиба, большую первой кривизны изгиба. В некоторых вариантах выполнения увеличение кривизны изгиба возникает из-за напряжения, созданного в заготовке в процессе шлифования. Оптический элемент подвергают химическому травлению для удаления заданного участка оптического элемента. После химического травления оптический элемент обретает третью кривизну изгиба, меньшую второй кривизны изгиба. В некоторых вариантах выполнения третья кривизна изгиба меньше или равна первой кривизне изгиба, таким образом она возвращает оптический элемент к кривизне, характерной для оптического элемента до начала процесса обработки. Таким образом, процесс химического травления уменьшает напряжение, созданное во время шлифования в некоторых вариантах выполнения.
Фиг.18А-18C представляют собой изображения, иллюстрирующие кривизну поверхности до шлифования, после шлифования и после химического травления согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.18А, кривизна поверхности до шлифования характеризуется значением от выступа до впадин 1,29 мкм. Из-за создания напряжения процессом шлифования кривизна поверхности после шлифования характеризуется значением от выступов до впадин 3,65 мкм, как проиллюстрировано на фиг.18B. Варианты выполнения настоящего изобретения используют химическое травление шлифованной поверхности для удаления остаточного напряжения, присутствующего после процесса шлифования, чтобы возвращать форму в приблизительно первоначальную форму, как показано на фиг.18C, при этом кривизна поверхности после послешлифовального травления характеризуется значением от выступов до впадин 1,16 мкм. Таким образом, варианты выполнения настоящего изобретения обеспечивают способы и системы, в которых химическое травление представляет собой эффективную технологию смягчения для уменьшения или исключения остаточного напряжения, способствующего несоответствию оптики и притира.
Авторы определили, что в некоторых применениях полирования технологии сцепления капель смолы могут быть использованы для улучшения качества обработанных оптических элементов. Таблица 1 обеспечивает суть процессов сцепления капель смолы (PBB) (также называемых процессами прилипания капель смолы), показывая рабочие параметры и измеренные изменения формы поверхности, такие как изменение высоты неровностей заготовки (также называемой оптическим элементом) (ΔPV) до и после прилипания. Как описано здесь, PBB включает в себя технологию установки, которая использует маленькие островки смолы между заготовкой и подложкой, которые охлаждаются от температуры размягчения смолы. При комнатной температуре система заготовки-капли смолы-подложки является жесткой, и заготовка в большей степени поддерживает ее первоначальную форму поверхности. После полирования с использованием технологий PBB заготовка приближается к форме притира, благодаря, без ограничения вариантов выполнения настоящего изобретения, отсутствию изгибания заготовки и преобладанию несоответствия заготовки-притира из-за влияния формы заготовки на распределение давления.

Авторы определили, что оптический элемент (например, оптика из плавленого кварца или фосфатного стекла) может быть скреплен с подложкой (например, заготовкой из нержавеющей стали) с использованием капель смолы. Геометрия капель смолы, как описано более подробно ниже, предотвращает отклонение заготовки за счет разницы коэффициентов теплового расширения между заготовкой и подложкой. В некоторых вариантах выполнения изотермическое охлаждение используется для уменьшения или исключения отклонения заготовки.
Фиг.19А-19F представляют собой упрощенное схематическое изображение, иллюстрирующее способ выполнения сцепления капель смолы согласно варианту выполнения настоящего изобретения. Как проиллюстрировано на фиг.19А, адгезионный/защитный слой, который увеличивает адгезию на границе стекло-смола и защищает поверхность стекла от потускнения из-за контакта со смолой, вступления в контакт с остаточной суспензией и т.п., наносится на поверхность S2 заготовки, при этом отраженный волновой фронт измеряется на поверхности S1. Адгезионный/защитный слой представляет собой ленту в некоторых вариантах выполнения, и эта лента является возможной в некоторых вариантах выполнения. Капли смолы наносят на поверхность ленты (или поверхность S2 заготовки), как проиллюстрировано на фиг.19B. Нанесение капель смолы выполняется с учетом нескольких переменных, включающих в себя тип смолы, радиус (rp) капель смолы, толщину (tp) капель смолы, расстояние (s) между каплями смолы и т.п. Капли смолы обжигают (например, в печи) с использованием, например, нагревающих элементов, как проиллюстрировано на фиг.19C. Температура процесса обжига, которая может изменяться как функция от времени, выбирается, чтобы доводить всю систему (например, стекло, блок и смолу) до повышенной температуры, близкой к температуре смолы, при которой смола начинает испытывать значительное снятие напряжения (называемое Tg) смолы, и далее охлаждать систему максимально изотермически для предотвращения или уменьшения воздействия остаточных напряжений, деформирующих форму заготовки.
Фиг.19D иллюстрирует крепление заготовки с обожженными каплями смолы к предварительно нагретой подложке (например, блоку из алюминия или нержавеющей стали) с достаточными жесткостью и механическими свойствами для использования во время операции полирования. Шайбы заданной толщины (например, 1,25 мм) могут быть использованы во время установки заготовки на подложке. Далее эта установленная конструкция центруется на подложке, охлаждается, например, с использованием воздушного охлаждения, и шайбы удаляют, как проиллюстрировано на фиг.19E. Для определения оптических свойств заготовки после установки может быть измерен отраженный волновой фронт на поверхности S1, как проиллюстрировано на фиг.19F.
Фиг.20 представляет собой график, иллюстрирующий измеренное изменение формы поверхности плавленого кварца и фосфатного стекла в различных конфигурациях PPB согласно варианту выполнения настоящего изобретения. На фиг.20 показаны изменения формы поверхности оптического элемента из плавленого кварца (FS) и фосфатного стекла (PG) для трех условий. Заготовки, используемые при измерениях, показанных на фиг.20, имели диаметр 100 мм с толщиной 2,2 мм. Для сцепления с твердым слоем смолы относительная высота поверхности (FS) изменяется от около 7,5 мкм на периферийных участках до около 3,7 мкм на центральных участках и от около 10,1 мкм до около 4,2 мкм для PG.
Установка заготовки с использованием технологий PBB значительно уменьшала относительное колебание высоты поверхности, используя сначала неоптимизированную технологию PBB, которая создавала колебание около половины микрона выпуклой кривизны (FS) и вогнутой кривизны (PS). Оптимизируя процесс PBB, который описан здесь, колебание относительной высоты поверхности эффективно уменьшается до нуля, как показано на фиг.20.
Фиг.21 представляет собой график измеренного теплового расширения капель согласно варианту выполнения настоящего изобретения. На фиг.21 проиллюстрировано тепловое расширение двух смол (Blocking Pitch-1 Black, поставляемая компанией Universal Photonics, и оптическая полировочная смола Cycad Blackgold, поставляемая компанией Cycad Products), которое измерено с использованием тепломеханического анализа. Когда температура увеличивается, смолы увеличиваются в размере, при этом измеренный коэффициент теплового расширения составляет 37×10-6°C-1 для BP1 и 43×10-6°C-1 для Cycad.
Фиг.22А представляет собой график высоты неровностей (PV) заготовки, как функции от недоохлаждения смолы для одной капли и трех капель, согласно варианту выполнения настоящего изобретения. На фиг.22А-22D была использована заготовка из плавленого кварца (диаметр dw=100 мм, tw=2,2 мм, Ep=73 ГПа, α=5,4×10-7°C-1). Высота PV заготовки после PPB отображается, как функция от степени недоохлаждения смолы для одной капли (r=25 мм), а также для 3 капель (s=50 мм; r=10 мм). Использование множества капель смолы значительно уменьшало высоту PV заготовки.
Фиг.22B представляет собой график высоты неровностей заготовки, как функции от радиуса капли смолы, согласно варианту выполнения настоящего изобретения. Радиус капель смолы влияет на высоту PV заготовки, как показано на фиг.22В, которая отражает высоту PV для случая одной капли и для различных модулей смолы, толщины и коэффициентов теплового расширения; (ΔТ=54°C).
Фиг.22С представляет собой график нормализованной высоты неровностей заготовки, как функции от смещения капель смолы, согласно варианту выполнения настоящего изобретения. Высота PV после PBB нормализуется на фиг.22C делением ее на относительную полную площадь капли в микронах и отображается, как функция от расстояния отделения между каплями (dm), измеренного в миллиметрах для случаев 3 капель и 9 капель. Для случаев 3 капель радиус капель смолы изменяется от 10 мм до 20 мм. Параметрами капли смолы были ΔТ=54°C; t=1 мм; Ep=0,22 ГПа; αp=54×10-6°C-1. Кривая на фиг.22C представляет эмпирическую кривую, соответствующую вычисленным данным.
Фиг.22D представляет собой график высоты неровностей заготовки, как функции от относительной полной площади капли смолы, согласно варианту выполнения настоящего изобретения. Фиг.22D иллюстрирует случаи 3 и 9 капель после PPB, в которых расстояние между каплями сохраняется в значении, большем 20 мм. Линия на фиг.22C представляет эмпирическую кривую, соответствующую вычисленным данным.
Фиг.23 представляет собой упрощенное схематическое изображение, иллюстрирующее параметры сцепления капель смолы, согласно варианту выполнения настоящего изобретения. Параметры PBB включают в себя модуль (Ep и Ew), коэффициент теплового расширения (αp и αw) и толщину (tp и tw) капель смолы и заготовки, соответственно. Параметры PBB также включают в себя радиус капель смолы (rp), радиус заготовки (rw), межцентровое расстояние между каплями смолы и расстояние между каплями смолы (dm). Полное количество капель смолы обозначено N. Капли смолы могут иметь одинаковые размеры или изменение размеров при необходимости для особого применения. Таким образом, в способах и системах, описанных в настоящем документе, используются и параметры материала, и параметры геометрии.
Фиг.24А и 24B представляют собой чертежи, иллюстрирующие оптимизированные картины сцепления капель смолы для оптических элементов согласно варианту выполнения настоящего изобретения. На фиг.24А картина оптимизированного PBB проиллюстрирована для диаметра 100 мм заготовки из плавленого кварца (т.е. пробы S18-S20). На фиг.24B картина оптимизированного PBB проиллюстрирована для диаметра 100 мм заготовки из фосфатного стекла (пробы P1-P2).
Фиг.25А представляет собой график высоты неровностей заготовки, как функции от разнесения капель, согласно варианту выполнения настоящего изобретения. Фиг.25А иллюстрирует изменение формы поверхности заготовки из плавленого кварца (т.е. оптического элемента FS диаметром 100 мм и толщиной 2,2 мм) в различных конфигурациях PPB с использованием материалов смолы, как функции от расстояния между каплями (dm). Фиг.25B представляет собой график высоты неровностей заготовки, как функции от части площади, согласно варианту выполнения настоящего изобретения. Изменение формы поверхности и заготовки из плавленого кварца и заготовки из фосфатного стекла (т.е. заготовок диаметром 100 мм и толщиной 2,2 мм) проиллюстрировано в различных конфигурациях PBB (N=11 и dm>20 мм), как функция от части площади. Точки на фиг.25B представляют измеренные данные, а линии - подборы кривых с использованием αp=2,4×10-6°C-1.
Фиг.26 представляет собой упрощенную блок-схему, иллюстрирующую способ определения параметров сцепления капель смолы согласно варианту выполнения настоящего изобретения. Способ включает в себя этапы, на которых определяют значение (2610) высоты неровностей (PV) и определяют значение, относящееся к площади смолы (2612). В варианте выполнения значение высоты PV может быть минимально допустимой высотой PV, измеренной в единицах размеров (например, 0,05 мкм) или в единицах длины волны света, пропускаемого оптическим элементом (например, λ/10). Значение, относящееся к площади смолы (которая может называться константой площади), может быть аппроксимировано колебанием высоты PV, связанным с твердым слоем смолы (например, С=1,0 мкм). Константа площади С может быть определена в некоторых вариантах выполнения измерением высоты PV, связанной с твердым слоем смолы, и может быть применима к данной системе материала, основываясь на условиях обработки (ΔТ=54°C), коэффициенте теплового расширения (например, αp=54×10-7°C-1), модуле (например, Ep=0,22 ГПа), толщине смола (tp=1,0 мм) и т.п. Обычно значения константы площади будут вычисляться следующим образом:
,
где Δα - изменение коэффициента теплового расширения между смолой и материалом заготовки, ΔT - уменьшение температуры от Tg до комнатной температуры, и tp - толщина смолы. Как будет очевидно специалисту в области техники, изменение смолы или заготовки будет приводит к изменению С и обнаруженного отклонения, так как, например, фосфатное стекло имеет более высокий коэффициент теплового расширения, чем плавленый кварц. Следует также отметить, что отклонение плавленого кварца является выпуклым, тогда как отклонение фосфатного стекла является вогнутым. В некоторых вариантах выполнения полезно максимизировать пространственную рабочую зону для того, чтобы увеличивать прочность границы между заготовкой и подложкой.
Способ также включает в себя этап, на котором вычисляют относительную площадь смолы (Ar) (2614), которая вычисляется следующим образом:
.
В качестве примера, для PVs=0,05 мкм и С=1,0 мкм Ar=0,05.
Способ дополнительно включает в себя этап, на котором вычисляют радиус капли (rp) (2616), который вычисляется с использованием:
.
Переходя к вышеуказанному примеру для dm=23,1 мм, rp=3,4 мм.
Способ дополнительно включает в себя этап, на котором вычисляют количество капель смолы (N) (2618), которые могут быть равномерно разнесены. Далее N капель смолы наносят на заготовку (2620) в соответствии с параметрами, вычисленными с использованием этого способа для того, чтобы соединять капли смолы с заготовкой. Как проиллюстрировано на фиг.19B, капли смолы могут быть нанесены на адгезивный и/или защитный материал, такой как лента или другой пригодный материал, соединенный с заготовкой. Далее заготовку устанавливают на подложку, например оптическую пластину, содержащую нержавеющую сталь, алюминий, их совокупности или т.п., соединяя N капель смолы с подложкой (2622).
Следует понимать, что конкретные этапы, проиллюстрированные на фиг.26, обеспечивают конкретный способ определения параметров сцепления капель смолы согласно варианту выполнения настоящего изобретения. Другие последовательности этапов также могут быть выполнены согласно альтернативным вариантам выполнения. Например, альтернативные варианты выполнения настоящего изобретения могут выполнять этапы, изложенные выше, в различном порядке. Более того, отдельные этапы, проиллюстрированные на фиг.26, могут включать в себя множество подэтапов, которые могут быть выполнены в различных последовательностях при необходимости для отдельного этапа. Более того, дополнительные этапы могут быть добавлены или удалены в зависимости от особых применений. Специалист в данной области техники обнаружит многие изменения, преобразования и альтернативы.
Также следует понимать, что примеры и варианты выполнения, описанные в настоящем документе, представлены лишь в целях иллюстрации, и что различные модификации или изменения в них будут предложены специалистами в данной области техники и должны быть включены в сущность и объем настоящей заявки и объем приложенной формулы изобретения.
Реферат
Изобретение относится к области абразивной обработки и может быть использовано для полирования оптических элементов. Система содержит полировочную подушку, имеющую радиальный размер (r), измеренный от центра полировочной подушки, и диафрагму, расположенную на полировочной подушке и выполненную с возможностью частичного окружения оптического элемента. Последний соприкасается с полировочной подушкой в пределах диапазона радиального размера. Диафрагма выполнена с формой, характеризуемой периферийной шириной f(r) в поперечном оптическому элементу направлении, определяемой в зависимости от радиального размера с обеспечением постоянной скорости изнашивания полировочной подушки как функции от радиального размера в пределах диапазона радиального размера. В результате повышается качество обрабатываемых поверхностей за счет исключения образования царапин. 12 з.п. ф-лы, 26 ил., 1 табл.
Комментарии