Способ и устройство для шлифования непрерывнолитого изделия - RU2553787C2
Код документа: RU2553787C2
Чертежи

Описание
Изобретение относится к способу шлифования непрерывнолитого изделия, в частности плоской заготовки, причем непрерывнолитое изделие в поперечном сечении имеет прямоугольный контур с двумя противолежащими длинными сторонами и двумя противолежащими короткими сторонами, в котором одну из длинных сторон непрерывнолитого изделия в положении обработки, в котором непрерывнолитое изделие одной из своих длинных сторон расположено на шлифовальном столе, подвергают поверхностной обработке посредством шлифовального инструмента. Кроме того, изобретение относится к устройству для шлифования непрерывнолитого изделия.
Непрерывнолитые изделия, в частности плоские заготовки, при дальнейшей обработке заготовки для достижения удовлетворительного качества после непрерывной разливки преимущественно подвергаются поверхностной обработке путем шлифования. При шлифовании непрерывнолитых изделий изделие в результате реверсирования шлифовального приспособления (агрегата) обычно совершает возвратно-поступательное движение в продольном направлении. В конце каждого реверса шлифовальное приспособление периодически перемещается в поперечном направлении, пока не будет отшлифована вся поверхность заготовки.
Во время шлифования заготовка устанавливается на шлифовальном столе своей длинной или короткой стороной.
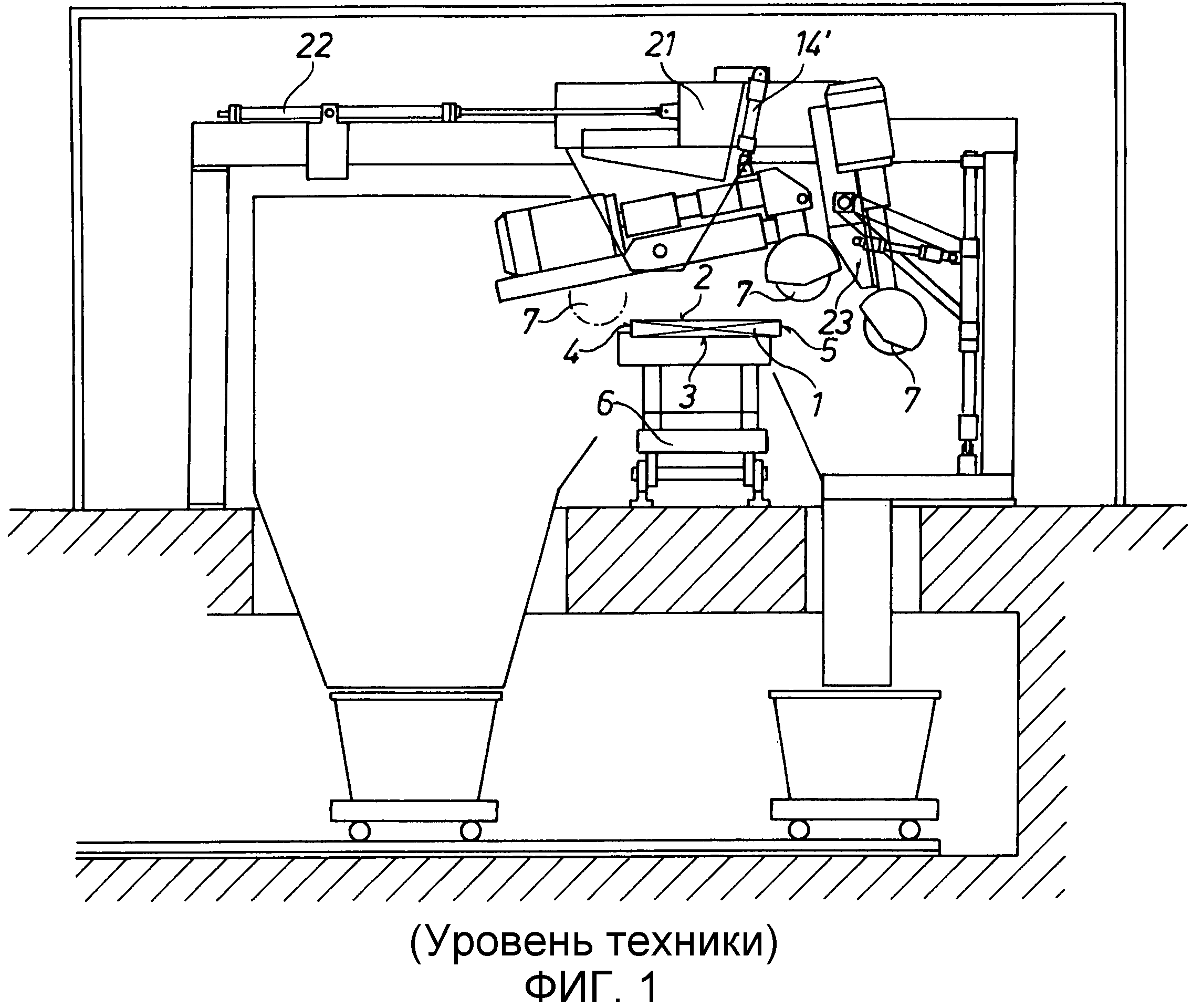
Ранее известное подобное устройство для шлифования плоских заготовок изображено на фиг.1-3. Оно аналогично тем, которые описаны в документе ЕР 0053274 А1.
В устройстве на фиг.1 осуществляется шлифование заготовки 1 с усиленной подачей (High-Pressure). Устройство включает шлифовальный стол 6, а также шлифовальное приспособление 21 в виде основного агрегата с приводным двигателем и шлифовальным кругом 7. Плоская заготовка 1 известным образом имеет две длинные (широкие) стороны 2 и 3 и две короткие (узкие) стороны 4 и 5. Она расположена на шлифовальном столе 6 одной из своих длинных сторон 3. При шлифовании верхней стороны заготовки шлифовальный стол 6 при реверсировании перемещается под шлифовальным приспособлением 21 в направлении, перпендикулярном плоскости чертежа. При этом шлифовальный круг 7 посредством шлифовального напорного цилиндра 14' прижимается к верхней стороне плоской заготовки 1. Таким образом, плоская заготовка 1 с помощью шлифовального стола 6 совершает возвратно-поступательное движение относительно шлифовального приспособления 21 в продольном направлении. При каждом реверсе шлифовальное приспособление 21 посредством подающего цилиндра 22 периодически подается в поперечном направлении, пока верхняя сторона заготовки не будет отшлифована полностью.
При этом в зависимости от требований к качеству наряду с длинными сторонами 2, 3 плоской заготовки необходимо шлифовать также короткие стороны 4, 5 плоской заготовки. Поэтому, кроме того, наряду с шлифовальным приспособлением 21, основным агрегатом, для шлифования длинной стороны 2, 3 плоской заготовки 1 имеется еще второе шлифовальное приспособление 23 в виде вспомогательного агрегата, предназначенного для шлифования коротких сторон 4, 5 плоской заготовки 1. Здесь также имеется шлифовальный круг 7.
После того как длинная сторона 2 плоской заготовки, расположенная сверху, отшлифована с помощью основного агрегата 21, посредством вспомогательного агрегата 23 шлифуется короткая сторона 5 плоской заготовки 1.
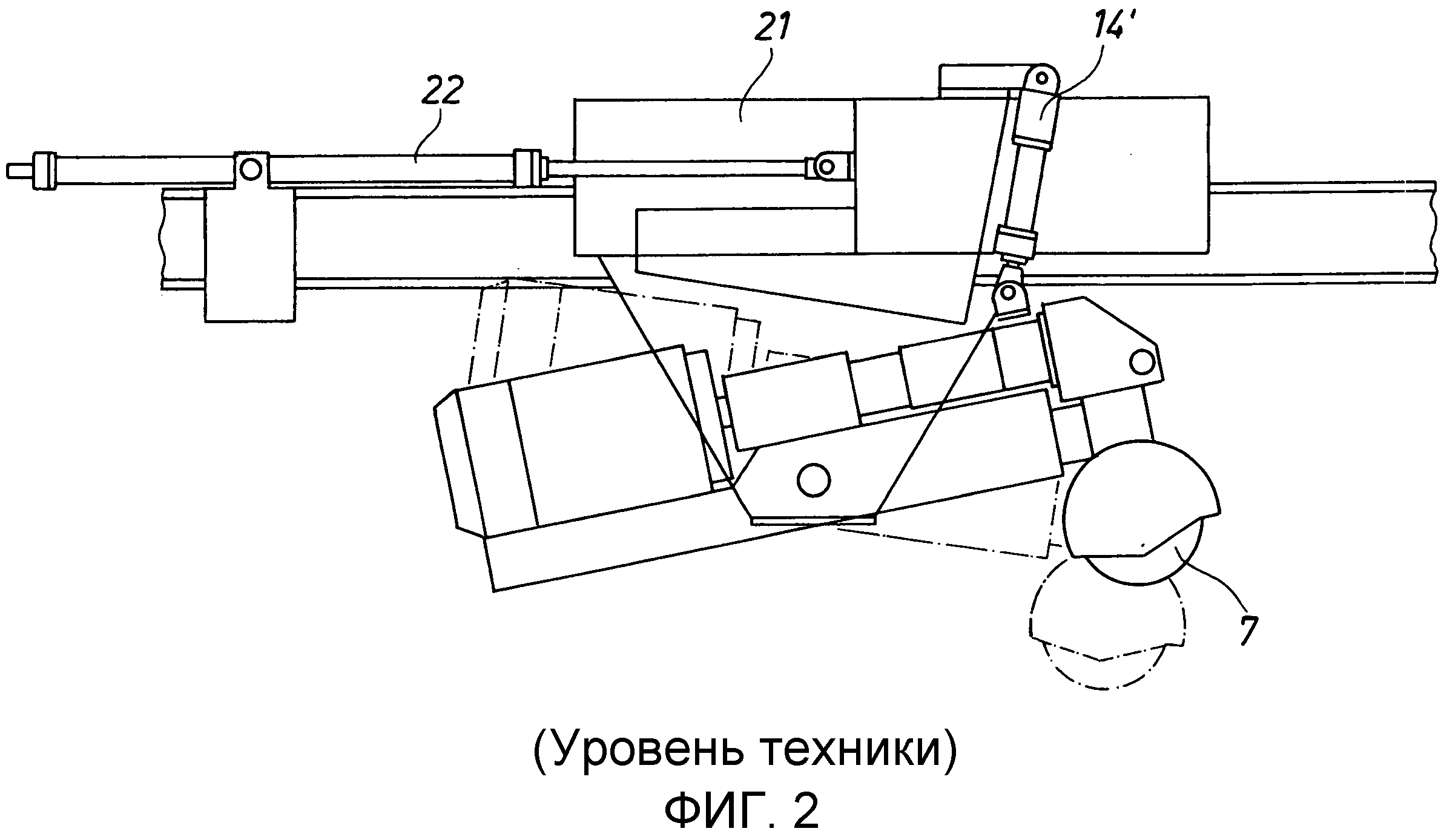
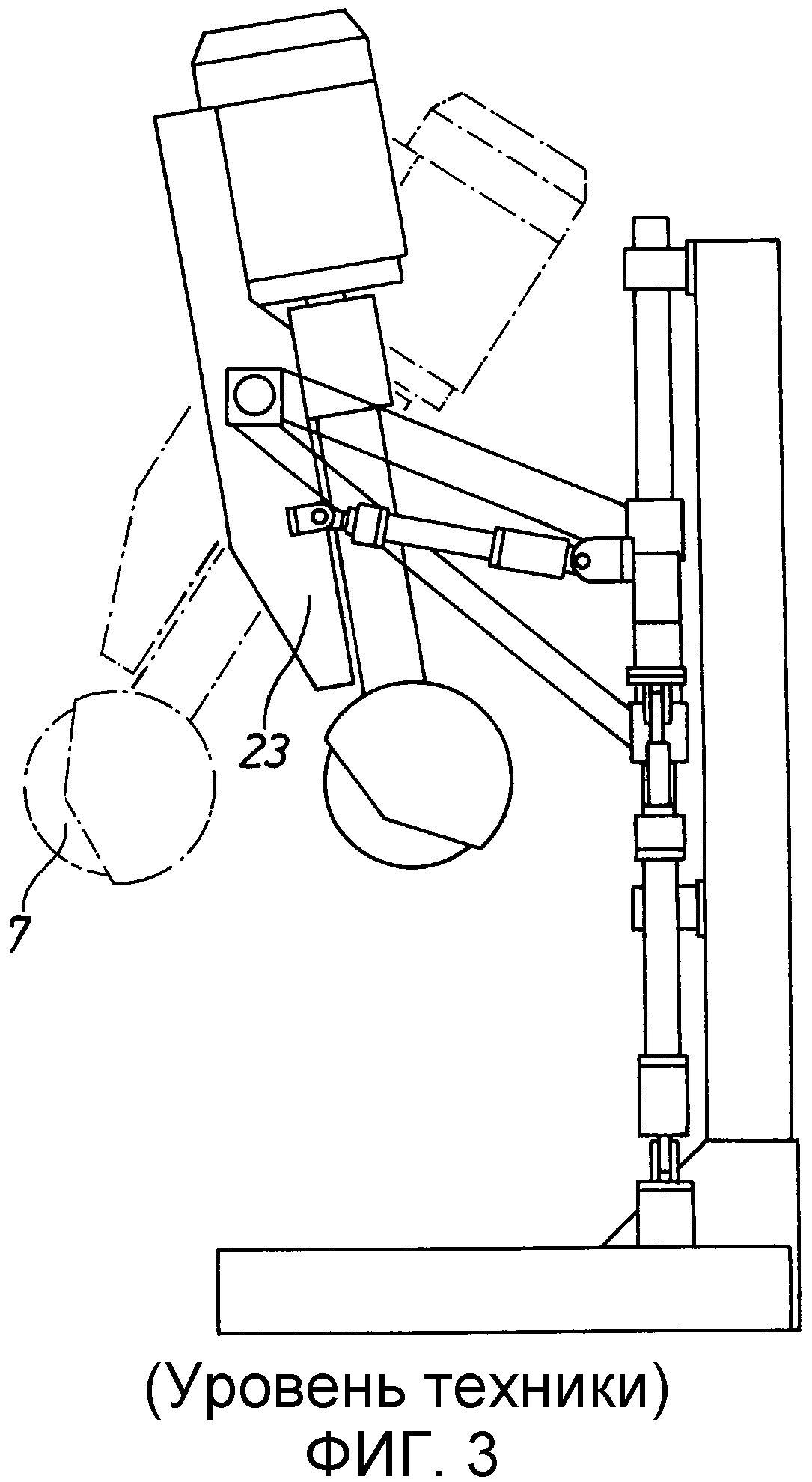
На фиг.2 и 3 изображены основной 21 и вспомогательный агрегат 23, причем перемещение шлифовального круга 7 при шлифовке, т.е. соответствующая подача с помощью агрегатов 21, 23, показана постольку, поскольку шлифовальный круг вместе со шлифовальным шпинделем показан, соответственно, в двух различных положениях. Затраты, связанные с дополнительной установкой вспомогательного агрегата, относительно высоки.
Кроме того, проблема заключается в том, что если разлет стружки не оптимизируется, то на устройство может произойти налипание значительного количества шлифовальной стружки. Поэтому при всех ранее известных решениях необходимы относительно большие затраты на обслуживание.
Поэтому в основу изобретения положена задача создания способа и соответствующего устройства, с помощью которых можно гарантировать высокое качество изготовления при обработке непрерывнолитого изделия, причем, однако, следует отказаться от крупных затрат, вытекающих в случае вышеупомянутого уровня техники из оснащения основным и вспомогательным шлифовальными агрегатами. Кроме того, следует добиваться того, чтобы шлифование непрерывнолитого изделия могло осуществляться эффективным и быстрым способом, так чтобы шлифовка могла производиться экономично. Кроме того, стремятся к созданию такого способа и такого устройства, чтобы устранение шлифовальной стружки осуществлялось лучшим образом. Тем самым должно быть, в частности, сокращено налипание стружки на устройство.
Решение этой задачи с помощью изобретения отличается тем, что до или после шлифования длинной стороны непрерывнолитого изделия в положении обработки по меньшей мере одну из коротких сторон подвергают поверхностной обработке с помощью по меньшей мере одного шлифовального инструмента.
Наряду с длинной стороной в положении обработки поверхностной обработке в прогрессивном процессе шлифования подвергают, предпочтительно, одну-единственную короткую сторону. При этом направление вращения шлифовального инструмента при поверхностной обработке длинной и короткой сторон, особенно предпочтительно, выдерживают одинаковым. Это благоприятствует удалению стружки. А именно направление вращения шлифовального инструмента при поверхностной обработке длинной и короткой сторон, предпочтительно, выбирают таким, что разлет стружки при поверхностной обработке направлен горизонтально в сторону или вертикально вниз.
Длинная сторона непрерывнолитого изделия преимущественно вдвое длиннее короткой стороны непрерывнолитого изделия, а у плоских заготовок - длиннее в несколько раз.
Устройство для шлифования непрерывнолитого изделия имеет шлифовальное приспособление по меньшей мере с одним шлифовальным инструментом для шлифования по меньшей мере одной длинной стороны непрерывнолитого изделия, причем шлифовальное приспособление содержит кронштейн, установленный на поворотной оси на несущем элементе шлифовального приспособления с возможностью поворота, причем шлифовальный инструмент установлен в месте кронштейна, удаленном от поворотной оси, и причем для поворота кронштейна относительно несущего элемента между несущим элементом и кронштейном с возможностью действия установлен исполнительный орган. При этом изобретение предусматривает, что исполнительный орган состоит из двух частичных исполнительных органов, соединенных последовательно.
При этом один из частичных исполнительных органов выполнен в виде элемента, управляемого или регулируемого относительно пути своего перемещения и/или перестановочного усилия, причем другой частичный исполнительный орган выполнен в виде элемента, позиционируемого только в двух крайних положениях.
По меньшей мере один из частичных исполнительных органов, предпочтительно, оба частичных исполнительных элемента, предпочтительно, выполнены в виде гидравлических или пневматических систем поршень - цилиндр.
Шлифовальный инструмент, предпочтительно, установлен на конце кронштейна, удаленном от поворотной оси. Исполнительный орган предпочтительным образом воздействует на кронштейн вблизи шлифовального инструмента.
Шлифовальный инструмент на части своей окружности может быть закрыт защитным кожухом, причем защитный кожух с возможностью вращения установлен на оси вращения, параллельной оси вращения шлифовального инструмента. Между окружной точкой защитного кожуха и кронштейном с возможностью действия может быть установлен исполнительный орган. Этот исполнительный орган, предпочтительно, выполнен в виде пневматической или гидравлической системы поршень - цилиндр. Защитный кожух может быть установлен на поворотном рычаге, причем поворотный рычаг расположен в кронштейне и может поворачиваться вокруг поворотной оси, параллельной оси вращения абразивного элемента и удаленной от нее. При этом может быть предусмотрено, что между поворотным рычагом и кронштейном установлен с возможностью действия исполнительный орган для поворота поворотного рычага относительно кронштейна, что упрощает замену шлифовального круга.
Благодаря предложению согласно изобретению может быть достигнуто высокое качество заготовки, причем, тем не менее, можно отказаться от вспомогательного агрегата для шлифования короткой стороны.
Таким образом, шлифовальное приспособление, предусмотренное в предложенном решении как единственное, модифицировано таким образом, чтобы оно было пригодно также для шлифовки короткой стороны непрерывнолитого изделия. При этом необходимо позаботиться о том, чтобы длина хода шлифовального напорного цилиндра была значительно больше, чем в ранее известном решении, поскольку шлифовальный круг, обусловленный радиусом изношенного шлифовального круга и толщиной заготовки, для полной шлифовки короткой (узкой) стороны должен устанавливаться, соответственно, ниже.
Правда, чистое увеличение длины хода в единственной системе поршень - цилиндр, обусловленное поднимающимся при этом столбом масла в цилиндре, оказало бы очень сильное отрицательное воздействие на регулировочную характеристику шлифовального агрегата. В результате не было бы более обеспечено надежное шлифование. Для решения этой проблемы в устройстве согласно изобретению предусмотрены два последовательно соединенных частичных исполнительных органа, из которых только один служит для регулирования прижимного усилия; другой является чисто установочным исполнительным органом, который должен принимать только два крайних положения.
Кроме того, защитный кожух шлифовального круга соответственно модифицировался с тем, чтобы при шлифовании короткой стороны не задевать длинную сторону.
Таким образом, благодаря предложенному устройству и принципу действия существует возможность эффективного и быстрого, а также прецизионного шлифования как длинной, так и короткой сторон. Тем самым от отдельного вспомогательного агрегата можно отказаться без ухудшения качества.
Для шлифования плоской заготовки последняя горизонтально располагается на столе шлифовального станка длинной (широкой) стороной. Сначала обычным образом шлифуется длинная сторона. Затем (или до того) с боков шлифуется короткая (узкая) сторона. Предпочтительно, чтобы направление разлета стружки не изменялось, если направление вращения шлифовального круга сохраняется и должен устанавливаться только один стружкоуловитель. Стружкоуловитель должен проходить лишь до шлифовального стола. Направление вращения шлифовального круга при обработке не изменяется.
На чертежах с плоской заготовкой в качестве непрерывнолитого изделия изображены примеры выполнения изобретения, на которых
фиг.1 изображает устройство для шлифования непрерывнолитого изделия в виде плоской заготовки согласно уровню техники;
фиг.2 - основной шлифовальный агрегат устройства на фиг.1;
фиг.3 - вспомогательный шлифовальный агрегат устройства на фиг.1;
фиг.4 - схематично шлифование непрерывнолитого изделия по способу шлифования согласно изобретению;
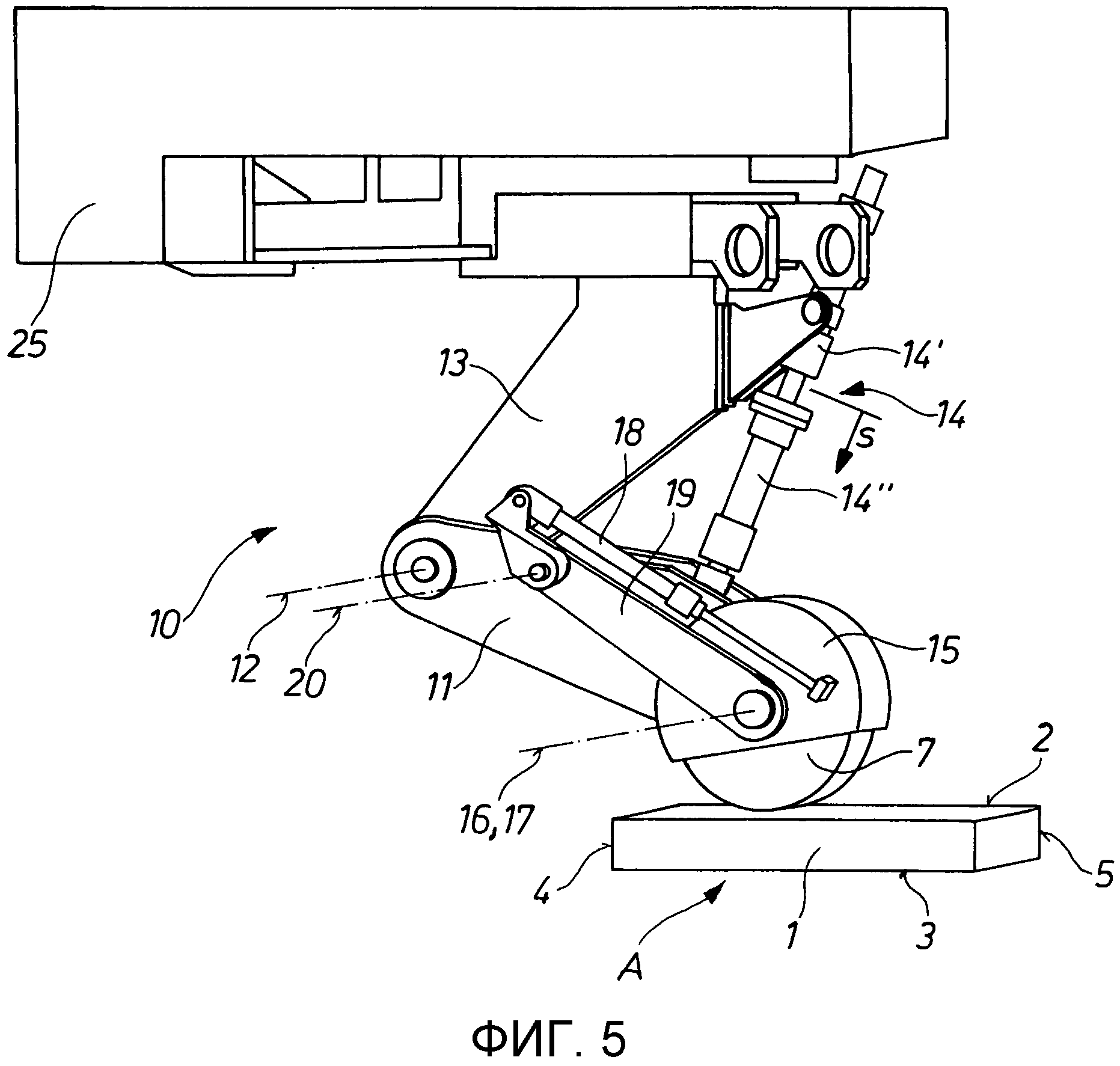
фиг.5 - шлифовальное приспособление согласно изобретению в перспективе во время шлифования верхней длинной стороны плоской заготовки;
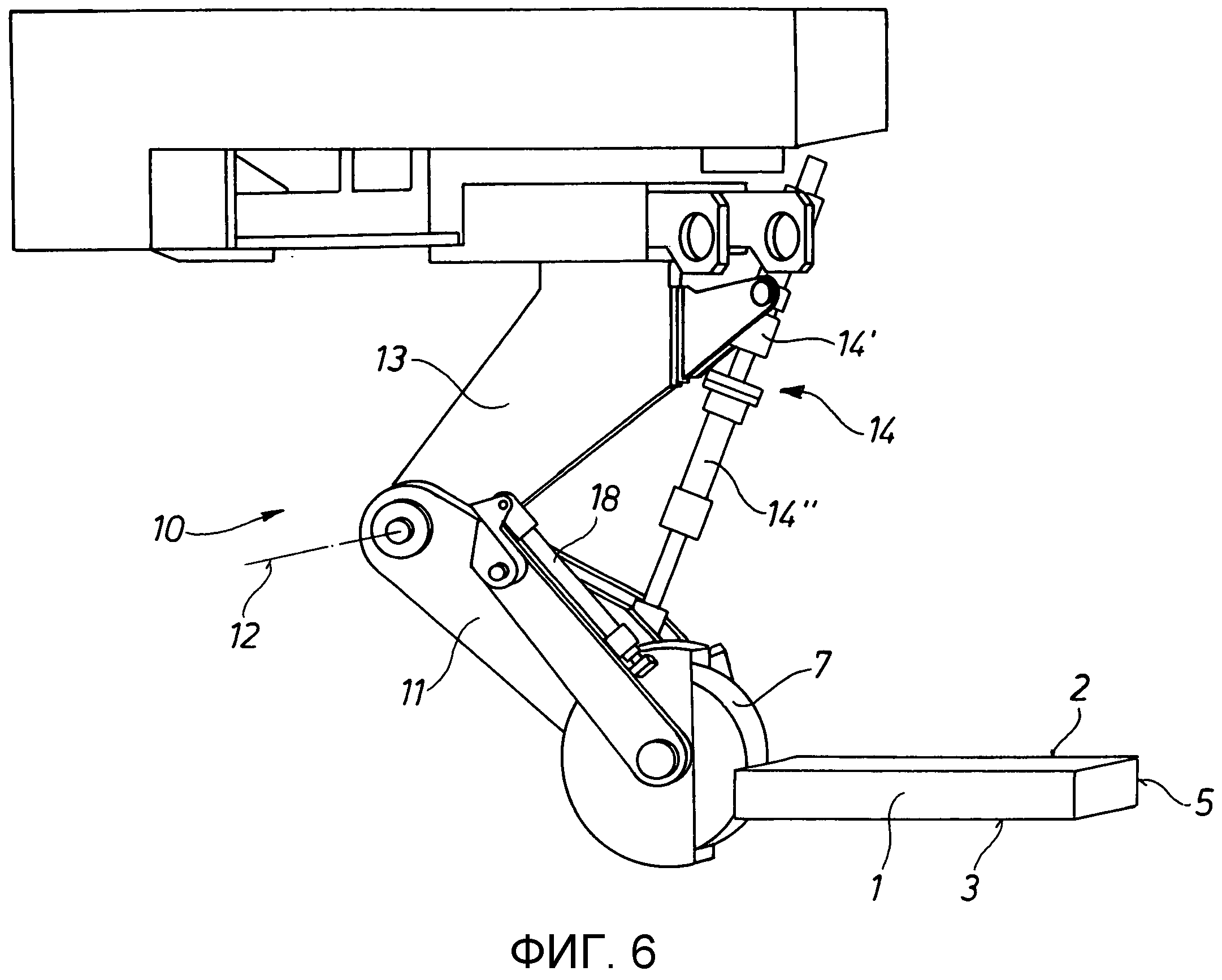
фиг.6 - устройство на фиг.5 во время шлифования короткой стороны плоской заготовки;
фиг.7 - устройство на фиг.5 с изношенным шлифовальным кругом непосредственно перед заменой шлифовального круга и
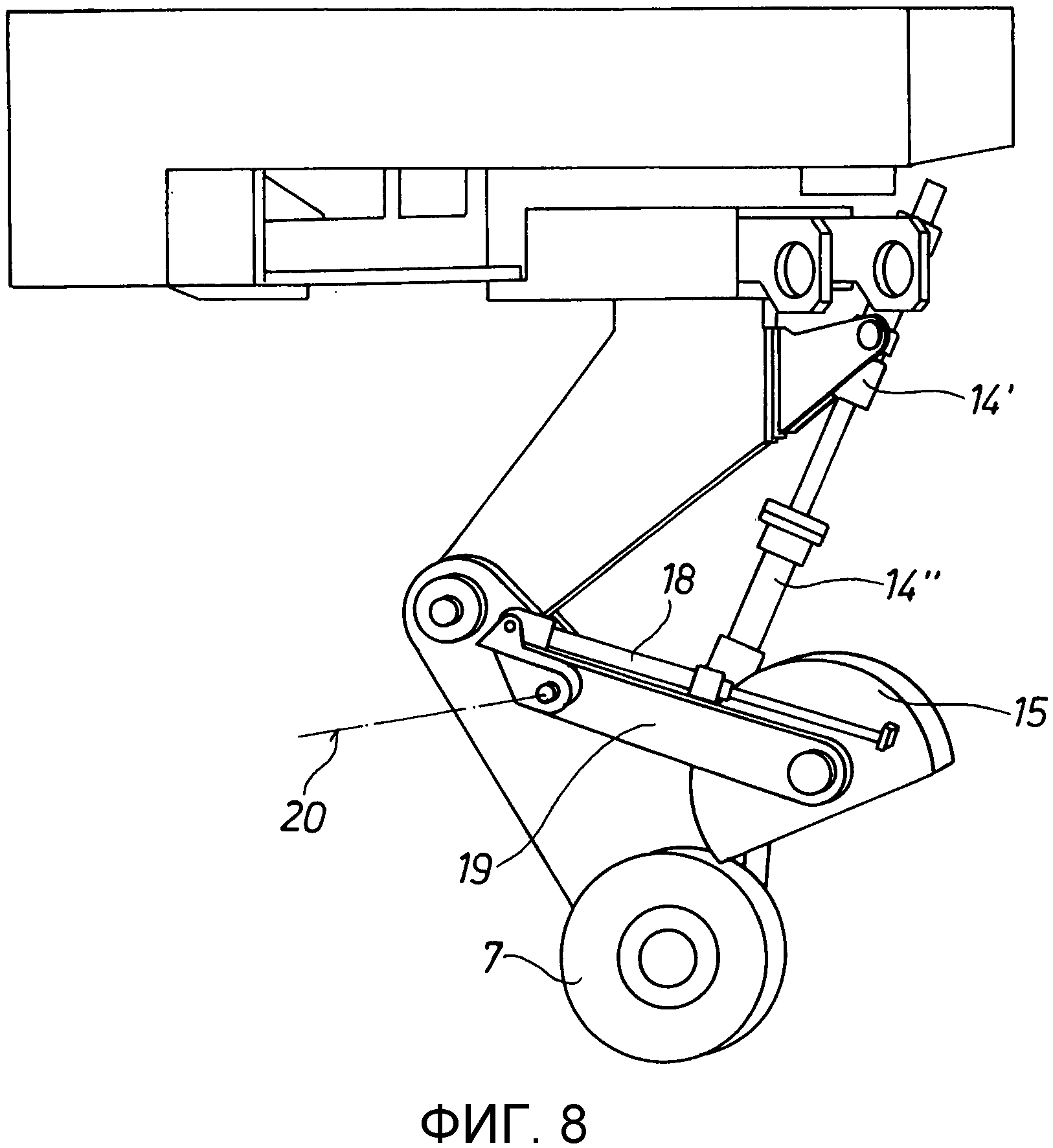
фиг.8 - устройство на фиг.7 с новым установленным шлифовальным кругом.
На фиг.4 схематично изображено устройство для шлифования плоской заготовки 1, работающее согласно изобретению. Плоская заготовка 1 имеет прямоугольное поперечное сечение, видимое на фиг.4; плоская заготовка 1 проходит своей продольной осью в направлении, перпендикулярном плоскости чертежа. Сообразно этому плоская заготовка 1 имеет две длинные (широкие) стороны 2 и 3 и две короткие (узкие) стороны 4 и 5.
Плоская заготовка 1 своей длинной стороной 3, расположенной снизу, расположена на шлифовальном столе 6. Это положение обработки плоской заготовки 1 обозначено через А. Во время процесса согласно изобретению плоская заготовка 1 остается в положении А обработки. После проведения процесса плоская заготовка поворачивается вокруг продольной оси на 180°, и процесс повторяется.
Здесь для изготовления из плоской заготовки, в конечном счете, продукта удовлетворительного качества поверхность плоской заготовки обрабатывается посредством шлифовки. Для этого предусмотрено шлифовальное приспособление, от которого на фиг.4 показан только шлифовальный круг 7. Стрелка 8 показывает направление вращения шлифовального инструмента (шлифовального круга) 7 при его эксплуатации.
Сначала шлифовальный круг 7 для шлифовки длинной стороны 2, расположенной сверху, известным образом подается в горизонтальном направлении поперек продольной оси плоской заготовки. Существенно, чтобы после (или при известных условиях и до) шлифовки длинной стороны 2 плоской заготовки 1 в положении А обработки тем же шлифовальным кругом в ходе непрерывно продолжающегося рабочего процесса 7 подвергалась поверхностной обработке одна из коротких сторон 4.
Шлифование производится самим по себе известным образом, т.е. шлифовальный стол 6 осуществляет возвратно-поступательное движение в направлении продольной оси плоской заготовки 1 (т.е. в направлении, перпендикулярном плоскости чертежа), в то время как шлифовальный круг 7 с каждым ходом шлифовального стола 6 продвигается на некоторое расстояние в направлении, поперечном ширине плоской заготовки 1.
Направление 8 вращения шлифовального круга 7 способствует тому, чтобы шлифовальная стружка на поверхности плоской заготовки при шлифовке длинной стороны 3 направлялась горизонтально (влево), что показано направлением 9 разлета стружки. При шлифовании короткой стороны 4 стружка тем временем направляется непосредственно вниз (направление 9 разлета стружки), где находится не показанный стружкоуловитель. На разлет стружки может оказывать воздействие отбойный щиток 24.
В вариантах выполнения на фиг.5-8 шлифовальное приспособление модифицировано таким образом, чтобы возможными были как шлифование верхней длинной стороны 2, так и шлифование нижней короткой стороны 4. Таким образом, можно отказаться от отдельного вспомогательного агрегата. С этой целью в обоих направлениях движения шлифовального агрегата осуществляется регулирование усилия шлифования.
Шлифовальное приспособление 10 на фиг.5 обеспечивает такой процесс шлифования. На основной раме 25, которая на фиг.1 может перемещаться горизонтально посредством подающего цилиндра 22, закреплен несущий элемент 13. Несущий элемент 13 содержит поворотную ось 12, на которой шарнирно установлен кронштейн 11, так чтобы он мог поворачиваться относительно несущего элемента 13 вокруг поворотной оси 12. Кронштейн 11 несет на одном из своих концов шлифовальный шпиндель с шлифовальным кругом 7, вращающимся вокруг своей оси 17 вращения.
Для подачи шлифовального круга 7, а также для создания определенного усилия шлифования между несущим элементом 13 и кронштейном 11 с возможностью действия установлен исполнительный элемент 14.
Существенно, чтобы исполнительный орган 14 состоял из двух частичных исполнительных органов 14' и 14'', соединенных последовательно. Частичный исполнительный орган 14' соответствует обычному шлифовальному напорному цилиндру с обычной длиной хода, присутствующему также в соответствии с уровнем техники на фиг.1 и обозначенному позицией 14'. Он проходит определенный путь s перемещения (см. фиг.5). Между тем второй частичный исполнительный орган 14'' является нерегулируемым, он может только перемещаться в два положения и удерживаться в них.
Первое положение, которое занимает частичный исполнительный орган 14'', показано на фиг.5, и оно выбирается в том случае, когда должна шлифоваться длинная сторона 2 плоской заготовки 1. Для сокращения длины хода регулируемого шлифовального напорного цилиндра (частичного исполнительного органа 14') в направлении его эффективного движения используется второй частичный исполнительный орган 14'', имеющий только два положения: полное задвижение поршня для шлифования второй длинной стороны 2 и полное выдвижение поршня для шлифования короткой стороны 4.
На второй исполнительный орган 14'' в его соответствующих крайних положениях подается максимальное рабочее давление, так что он обладает свойством неподвижной распорки.
Как можно увидеть дальше на фиг.5-8, шлифовальный круг 7 частично, а именно в части своей окружности, закрыт защитным кожухом 15. При этом защитный кожух 15 установлен с возможностью вращения вокруг оси 16 вращения, параллельной оси 17 вращения шлифовального круга 7.
На одно место окружности защитного кожуха 15 воздействует исполнительный орган 18, другой конец которого шарнирно закреплен на кронштейне 11. Таким образом, путем приведения в действие исполнительного органа 18 можно повернуть защитный кожух 15. В положении на фиг.5 он позиционирован для шлифования длинной стороны 2. Если шлифуется короткая сторона 4, как показано на фиг.6, защитный кожух 15 поворачивается в обратное положение, так что никакого столкновения защитного кожуха 15 с плоской заготовкой 1 произойти не может.
Тем самым защитный кожух 15 установлен с возможностью вращения таким образом, чтобы он мог соответствующим образом поворачиваться для шлифования главных и второстепенных сторон.
Защитный кожух 15 установлен на одном конце поворотного рычага 19, который своим другим концом шарнирно установлен на кронштейне 11. Благодаря этому защитный кожух 15 вместе с поворотным рычагом 19 может поворачиваться вокруг поворотной оси 20, параллельной оси 17 вращения шлифовального круга 7. Это используется для замены шлифовального круга.
Для замены шлифовального круга, показанной на фиг.7 и 8, защитный кожух 15 в комплекте может поворачиваться кверху вручную или с помощью (не показанного) исполнительного органа. Используемый шлифовальный круг 7 доступен свободно и согласно фиг.7 может быть заменен на новый шлифовальный круг 7 согласно фиг.8.
Как уже говорилось, для горизонтальной подачи шлифовального круга 7 используется подающий цилиндр 22. Если подающий цилиндр 22 перемещает шлифовальный агрегат 10, например, в направлении плоской заготовки 1, то шлифовальный круг 7 исполнительным органом 14 с помощью поворотной оси 12 подводится к короткой стороне 4 в более низком положении.
В случае плоской заготовки 1, обрабатываемой таким образом, речь может идти о горячей плоской заготовке.
Поскольку, в конечном счете, дело касается только перемещения плоской заготовки и шлифовального круга относительно друг друга, в порядке альтернативы показанному принципу действия может быть также предусмотрено, чтобы плоская заготовка была установлена на стационарной базирующей детали, а шлифовальное приспособление 10 при шлифовании перемещалось бы в направлении продольной оси плоской заготовки.
Перечень позиций
1 - непрерывнолитое (плоское) изделие
2 - длинная сторона
3 - длинная сторона
4 - короткая сторона
5 - короткая сторона
6 - шлифовальный стол
7 - шлифовальный инструмент
8 - направление вращения
9 - разлет, направление разлета стружки
10 - шлифовальное приспособление
11 - кронштейн
12 - поворотная ось
13 - несущий элемент
14 - исполнительный орган
14' - частичный исполнительный орган (шлифовальный напорный цилиндр)
14'' - частичный исполнительный орган
15 - защитный кожух
16 - ось вращения защитного кожуха
17 - ось вращения шлифовального инструмента
18 - исполнительный орган
19 - поворотный рычаг
20 - поворотная ось
21 - шлифовальное приспособление (основной агрегат)
22 - подающий цилиндр
23 - второе шлифовальное приспособление (вспомогательный агрегат)
24 - отбойный щиток
25 - основная рама
А - положение обработки
S - путь перемещения
Реферат
Изобретение относится к машиностроению и может быть использовано при шлифовании непрерывнолитого изделия, в частности плоского, имеющего в поперечном сечении прямоугольный контур с двумя противолежащими длинными сторонами и двумя противолежащими короткими сторонами. Одну из длинных сторон изделия в положении обработки, в котором оно одной из своих длинных сторон расположено на шлифовальном столе, подвергают поверхностной обработке посредством шлифовального инструмента. До или после шлифования длинной стороны изделия в том же положении подвергают обработке по меньшей мере одну из коротких сторон изделия посредством упомянутого шлифовального инструмента. Предусмотрено устройство для шлифования непрерывнолитого изделия по приведенной выше схеме обработки. В результате повышается качество и производительность обработки непрерывнолитого изделия с обеспечением улавливания шлифовальной стружки. 2 н. и 12 з.п. ф-лы, 8 ил.
Комментарии