Способ поддержания вращающегося изделия при обработке шлифованием и гидродинамический люнет - RU2460629C2
Код документа: RU2460629C2
Чертежи


Описание
Изобретение относится к способу для поддержания и гидродинамического центрирования вращающегося изделия во время обработки на металлообрабатывающем станке/шлифовальном станке, а также к люнету для осуществления данного способа.
Для поддержания вращающихся изделий в процессе обработки шлифованием обычной практикой является использование центрирующихся люнетов. Такое поддержание необходимо для предотвращения прогиба обрабатываемого изделия под влиянием действующих в поперечном направлении сил при работе шлифовального круга. Для этого используются опорные элементы, которые контактируют с обрабатываемым изделием во многих местах и центрируют его относительно оси вращения. Поддержание происходит в большинстве случаев самоцентрирующимся образом посредством трех, расположенных по периферии поддерживаемого опорного участка, опор. Такого рода люнеты известны, к примеру, из DE-OS 1577369.
Опоры таких люнетов для предотвращения износа и образования видимых бороздок в местах контакта обычно покрыты КНБ (кубическим нитридом бора) или ПКА (поликристаллическим алмазом). Так как люнеты на опорах контактируют с изделием, то на опорном участке неизбежно образуется так называемая бороздка. Бороздка зависит от степени сглаживания пиков шероховатости поверхности и оптически видима. Такое изменение качества поверхности может оказывать возможное неблагоприятное воздействие на смазочную пленку в опоре. Кроме того, изменяется доля воспринимаемой нагрузки в этой зоне опорного участка. Изменение размера опорного участка именно в зоне бороздки зачастую незначительно, однако при постоянно возрастающих технических требованиях к опорным участкам зачастую оно становится более недопустимым. Необходимое, вследствие этого, дополнительное шлифование опорного участка после применения люнета приводит к нежелательному увеличению времени шлифования, а тем самым к повышению издержек в пересчете на единицу продукции.
Люнет, который поддерживает опорный участок в трех точках, имеет недостаток, заключающийся в том, что возникшая при обработке на опорном участке коротковолновая овальность воспроизводится далее на опорном участке и, по меньшей мере, частично не может быть компенсирована. Оба эти эффекта у известных люнетов невозможно полностью предотвратить.
Другим вариантом люнетов являются так называемые гидростатические люнеты, описанные в DE-OS 1627998 и в EP 1298335 B1 (немецкий перевод: DE 60210187 T2). У этих люнетов опорный участок поддерживается посредством гидростатической опоры, у которой на несколько, распределенных по внутреннему периметру опоры, гидравлических карманов подается находящаяся под давлением текучая среда. Вследствие этого, на опорном участке вала создается гидростатическое давление, которое поддерживает и центрирует вал. Посредством устройства регулировки устанавливается давление текучей среды. Особым недостатком данного типа люнетов является то, что опорное место во время поддержания не может обрабатываться, так как оно полностью окружено люнетом. Этот вариант требует, к тому же, особого исполнения опорной втулки с опорными карманами и компенсационных пазов, что приводит к трудоемкому и дорогостоящему изготовлению.
В соответствии с DE 10232394 В4 Erwin Junker Maschinenfabrik GmbH (заявитель) для поддержания вращающегося изделия во время обработки шлифованием со стороны, противолежащей шлифовальному кругу, к изделию подводится, по меньшей мере, один амортизирующий корпус, на который может подаваться рабочая текучая среда. На усилие подачи при этом воздействии может оказываться пневматически или гидравлически. Между амортизирующим корпусом и обрабатываемым изделием в определенных вариантах выполнения может подаваться текучая среда в виде рабочей жидкости и смазочного средства. Недостаток данного типа поддержания кроется в одностороннем поддержании обрабатываемого изделия и в дорогостоящей конструкции.
Задачей изобретения является создание способа для поддержания вращающегося изделия во время обработки шлифованием, лишенного указанных в уровне техники недостатков, а также предложить экономичный люнет для осуществления способа.
Данная задача решена посредством способа, охарактеризованного признаками, изложенными в пункте 1 формулы изобретения, и, соответственно, посредством люнета, охарактеризованного признаками пунктов 10 или 11 формулы изобретения. Другие предпочтительные варианты выполнения способа представлены в пунктах 2-9 формулы изобретения, а предпочтительные варианты выполнения люнетов в пунктах 12-16 формулы изобретения.
В способе, согласно изобретению, поддерживаемая аксиальная зона обрабатываемого изделия подвергается давлению, действующему в радиальном направлении, то есть по продольной оси изделия, а тем самым оси вращения, величина которого в зависимости, соответственно, от имеющегося числа оборотов регулируется в пределах между минимальным значением и максимальным значением. Конкретно это означает то, что используемый для поддержания посредством люнета опорный участок вращающегося обрабатываемого изделия, к примеру приводного, коленчатого или распределительного вала, в люнете подвергается воздействию давления прижима, значение которого может регулироваться. Текучей средой, используемой для создания давления прижима, может являться, к примеру, используемое для шлифования охлаждающее или смазочное масло. Она в предпочтительном варианте через поперечный канал (то есть канал, смещенный относительно оси люнета), отверстие которого выходит в кольцевой зазор между люнетом и опорным участком, подается к кольцевому зазору и образует там гидродинамическую опору. Эта опора, которая при рабочей частоте вращения находится под давлением, со всех сторон поддерживает обрабатываемое изделие в зоне люнета. Благодаря этому, во-первых, предотвращается прямой контакт между люнетом и поверхностью опорного участка, так что не происходит образования бороздки. Во-вторых, неожиданным образом выяснилось, что зависящее от давления динамическое центрирование обрабатываемого изделия происходит в зоне опорного участка.
Давление текучей среды, которая подается к кольцевому зазору через отверстие поперечного канала, в варианте выполнения способа регулируется в пределах от минимального значения в начале движения обрабатываемого изделия до максимального значения. Максимальное значение задается в соответствии с изобретением при достижении рабочего числа оборотов и во время процесса обработки шлифованием остается, в основном, на этом значении. При этом в рамках изобретения предусмотрено, что при шлифовании с переменной рабочей частотой вращения обрабатываемого изделия давление текучей среды соответствует фактической рабочей частоте вращения. Оно может, однако, оставаться в данном случае и постоянным. Решающим является то, что соответствующая область давления располагается значительно выше, чем имеющееся в начале движения давление текучей среды.
Минимальное значение давления выявляется на основании требования о наличии непрерывной смазочной пленки в кольцевом зазоре между люнетом и опорным участком обрабатываемого изделия. Это означает, что минимальное значение должно быть >0. В минимальное значение давления в данном случае должно быть включено, однако, также и значение, равное нулю. Решающим в процессе работы является то, что в начале движения давление текучей среды быстро восстанавливается. Наличие этой смазочной пленки должно быть обеспечено, по возможности, уже в начале движения обрабатываемого изделия из состояния покоя, так как в противном случае произойдет нежелательный прямой контакт между металлическими частями. Давление не должно быть, однако, вначале слишком высоким, так как это привело бы к асимметричной нагрузке на опорный участок, что также привело бы к контакту между вышеуказанными частями. К тому же, слишком высокое давление текучей среды на опорном участке препятствует началу движения обрабатываемого изделия, ввиду того, что действует как тормоз, так как обрабатываемое изделие на соответствующем опорном участке в опорной полумуфте на стороне опорной полумуфты, противолежащей подающему каналу, может тогда иметь с ним контакт.
Во время начала движения, при котором вал достигает увеличивающейся частоты вращения, давление текучей среды увеличивается в соответствии с фактической частотой вращения. В рамках изобретения это может происходить непрерывно или в соответствии с выбранными уровнями. При этом повышение давления в соответствии с аспектом изобретения регулируется линейно с увеличением числа оборотов приводимого в движение обрабатываемого изделия. В варианте осуществления и нелинейное, прогрессивное повышение давления текучей среды с увеличением частоты вращения может являться преимуществом. Это происходит, к примеру, таким образом, что в начале движения происходит относительно медленное повышение давления текучей среды, в то время как при более высокой частоте вращения - вблизи рабочего числа оборотов - наступает сравнительно резкое повышение давления текучей среды. Такое регулирование давления текучей среды делает возможным особо быстрый разгон ускоряемого обрабатываемого изделия к началу движения, в то время как высокое давление, которое способствует динамическому центрированию изделия во время обработки, в основном, лишь практически в конце разгона поддерживается в полной мере. В определенных случаях целесообразным может являться стимулирование особо быстрого повышения давления вначале, в случае когда из-за свойств материала обрабатываемого изделия необходимо добиться особо быстрой и надежной установки динамической опоры обрабатываемого изделия.
Максимальное значение давления текучей среды может быть определено опытным путем. Оно зависит, среди прочего, от частоты вращения изделия при обработке и от использованной текучей среды для создания давления. Опыты показали, что повышение давления текучей среды в кольцевом зазоре приводит к зависящему от давления улучшению центрирования обрабатываемого изделия относительно его оси вращения. При значениях давления, к примеру, в интервале от 5 до 150 бар может быть получена точность вращения в пределах нескольких мкм. При этом повышается точность вращения при заданном числе оборотов с возрастающим давлением. Под термином «максимальное значение» в рамках изобретения следует понимать необходимое для любого уровня обработки максимальное значения давления, при котором затем происходит обработка изделия шлифованием при рабочем числе оборотов.
За счет использования принципа действия в соответствии с изобретением выявляются преимущества в отношении того, что, с одной стороны, обеспечивается быстрое, беспроблемное нарастание числа оборотов шлифуемого вала из состояния покоя до рабочей частоты вращения и что, с другой стороны, во время процесса шлифования осуществляется очень точное центрирование и поддержание вала на опорном участке. Эти преимущества не были достигнуты в описанном ранее уровне техники, так как в уровне техники рассматривалось поведение люнетов при рабочей частоте вращения, не принимая во внимание процесс начала движения. К тому же, не упоминается эффект высокоточного центрирования вращающегося с высокой частотой вращения вала посредством оптимального высокого давления текучей среды на опорном участке. Высокое давление текучей среды, в сущности, могло бы, однако, привести к проблемам в начале движения. Лишь изобретение выявило тот факт, что для оптимальной обработки валов при небольшом времени обработки регулировка давления текучей среды в люнете в зависимости от фактического числа оборотов обрабатываемого изделия является преимуществом.
Для регулировки давления текучей среды в соответствии с изобретением предусмотрено устройство управления, которое срабатывает, соответственно, на имеющуюся частоту вращения обрабатываемого изделия и соответствующим образом управляет давлением текучей среды или регулирует его. Предлагается использовать для этой цели уже имеющееся компьютерное числовое программное управление шлифовальной машины. Устройство управления воздействует на клапана, которые, к примеру, посредством изменения расхода, делают возможной регулировку давления текучей среды в кольцевом зазоре. Так как через открытый сбоку кольцевой зазор постоянно выходит текучая среда, то регулировка давления посредством регулировки объема подачи возможна без затруднений.
Устройство управления содержит, предпочтительно, по меньшей мере, один датчик, который регистрирует, соответственно, имеющееся давление текучей среды и сравнивает его с заданным, зависящим от числа оборотов, значением. Устройство управления содержит для этого в предпочтительном варианте выполнения электронное вычислительное устройство, которое соответствующим образом запрограммировано и которое содержит устройства ввода, процессоры, запоминающие устройства и другие необходимые устройства.
Регулировка давления текучей среды осуществляется предпочтительно таким образом, что она зависит также от выявляемого, вследствие обработки изделия, изменения скорости вращения обрабатываемого изделия во время одного или нескольких оборотов. В этом отношении понятие «максимальное значение давления текучей среды» нельзя рассматривать как абсолютно четко определенное значение, оно может иметь некоторый, разумеется, небольшой по отношению к максимальному значению, диапазон значений. Решающим является то, что давление текучей среды во время обработки существенно выше, чем в начале движения обрабатываемого изделия, и что оно во время процесса обработки удерживается в высоком диапазоне значений.
В пункте 11 формулы изобретения охарактеризована конструкция люнета, отличная от конструкции в соответствии с пунктом 10 формулы изобретения, аналогия которой представлена в DE 10232394 В4 заявителя. Люнет в соответствии с изобретением имеет, по меньшей мере, одну выполненную с возможностью прижима к обрабатываемому изделию и выполненную с возможностью подачи на нее давления текучей среды опорную зону, а также средство для подачи действующей в качестве смазочного средства текучей среды между обрабатываемым изделием и опорной зоной. Под «опорной зоной» понимается в данном случае часть люнета, которая окружает поддерживаемое обрабатываемое изделие лишь на ограниченном участке его периферии. Такого рода люнеты могут иметь одну или несколько опорных зон. В соответствии с DE 10232394 В4 опорные зоны выполнены в виде амортизирующих корпусов из эластичного цельного материала или из эластичной, наполненной эластичной рабочей средой, наружной обшивки, которые предпочтительно в противолежащей шлифовальному кругу периферийной зоне подводятся к шлифуемому валу. При такой конструкции люнета в соответствии с изобретением как давление прижима опорной зоны, так и, в основном, независимо от этого, давление текучей среды, использованной в качестве смазочного и охлаждающего средства, заданы. Давление текучей среды регулируется в соответствии с изобретением в зависимости от частоты вращения, как уже описано касательно люнета в соответствии с пунктом 10 формулы изобретения. При этом давление текучей среды в начале движения обрабатываемого изделия из состояния покоя сначала незначительно и возрастает с увеличением частоты вращения до максимального значения при рабочем числе оборотов. Минимальное значение давления текучей среды не должно быть, однако, меньше давления прижима в опорной зоне, так как в противном случае не осуществлялась бы смазка. Давление прижима в опорной зоне, в сущности, остается при этом, в основном, постоянным. Оно может подаваться, к примеру, от устройства управления посредством пневматического или гидравлического средства.
В соответствии с пунктом 14 формулы изобретения предусмотрена, по меньшей мере, одна опорная зона с подводящим трубопроводом, отверстие которого, расположенное со стороны обрабатываемого изделия, обеспечивает подачу текучей среды между опорной зоной и обрабатываемым изделием. Если предусмотрено несколько опорных зон, то они в предпочтительном варианте выполнения должны быть расположены в соответствии с пунктом 15 формулы изобретения концентрично относительно поддерживаемого обрабатываемого изделия и коаксиально относительно его оси вращения.
Способ в соответствии с изобретением и относящиеся к данному способу люнеты используются для обработки ступенчатых деталей. В качестве обрабатываемых изделий в данном случае могут рассматриваться, к примеру, приводные, распределительные или коленчатые валы. Представленные далее варианты выполнения изобретения могут быть использованы для поддержания всех возможных валов, детали определяются при этом посредством соответствующих технических условий и технологии шлифования.
Люнеты в соответствии с изобретением могут использоваться также и в шлифовальной машине, шлифовальная станция которой имеет усовершенствованную версию загрузки/выгрузки изделий. Этот конструктивный вариант оснащен тактовым столом для шлифовальной станции, на котором располагаются, соответственно, два опорных устройства. Опорные устройства попеременно входят в рабочее положение. Таким образом, следующее обрабатываемое изделие может быть готово для последующего зажима в течение 2 с, и отпадает необходимость в дополнительном времени для смены изделий. Загрузка/выгрузка изделия происходит на обращенной от шлифовального круга стороне тактового стола в то время, когда происходит обработка другого изделия.
Для уже готовых обработанных опорных участков деталей вала, распределительных валов, коленчатых валов и т.д. в качестве люнетов могут использоваться составные опорные кронштейны. Посредством таких опорных кронштейнов возможно точно таким же образом захватывать детали валов при шлифовании контуров, кулачков или шатунных подшипников и проч. Кроме того, на опорных местах люнетов на валу не остается никаких видимых бороздок.
Посредством данного принципа действия можно не только точно воспроизвести последующие условия эксплуатации ступенчатых изделий, но и можно добиться лучших допусков на размер, на форму, а также позиционных допусков при обработке.
Касательно различных диаметров поддерживаемых опорных участков, то опорные полумуфты/опорные кронштейны должны быть приведены в соответствие с опорными диаметрами; это осуществляется предпочтительно посредством использования подходящих, зависящих от изделия, сменных деталей при переналадке металлорежущего станка.
Настоящее изобретение поясняется чертежами, на которых показано следующее:
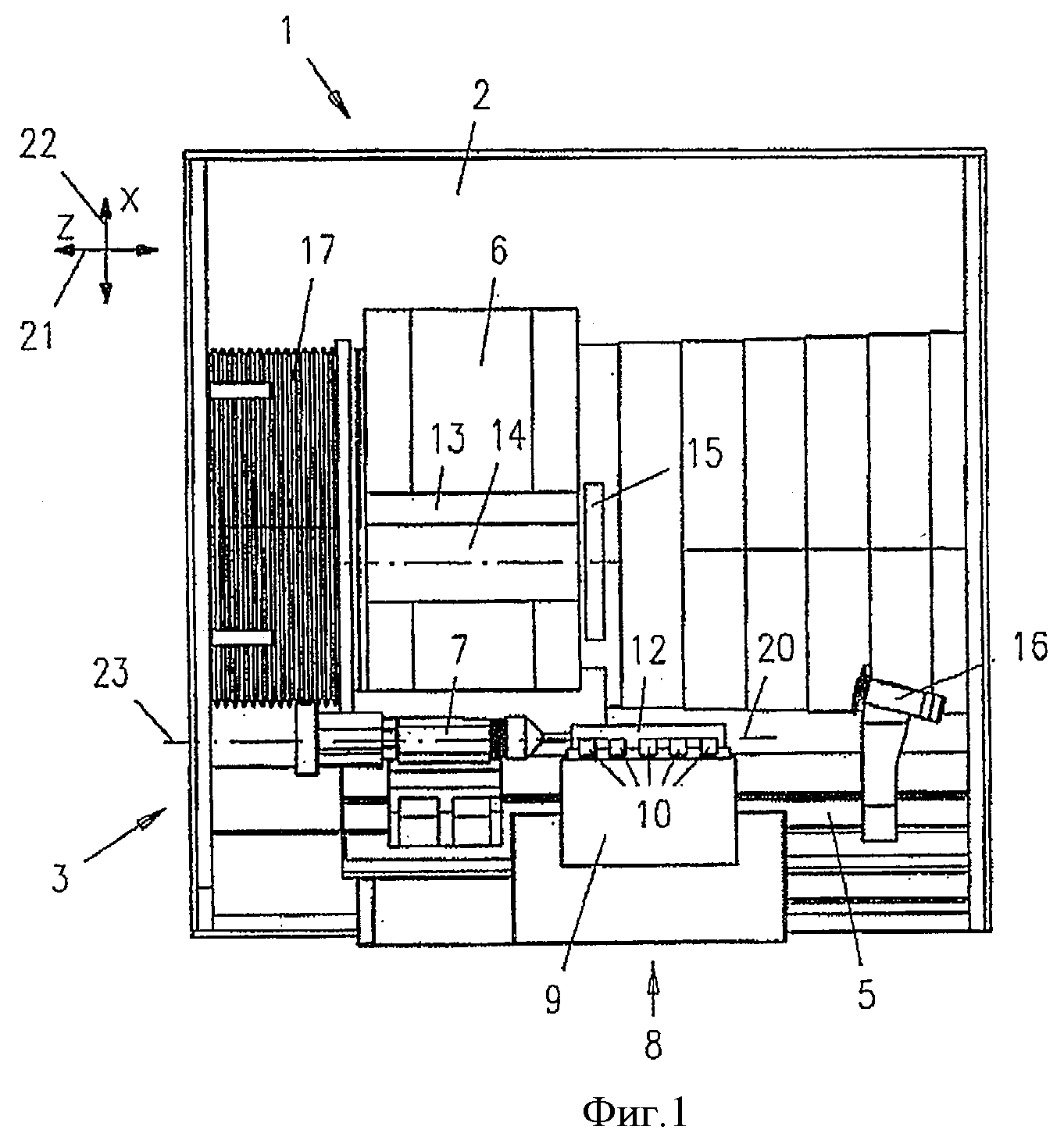
фиг.1 - вид сверху шлифовальной машины, схематично, в которой могут применяться способ для поддержания обрабатываемого изделия в соответствии с изобретением и люнеты в соответствии с изобретением;
фиг.2 - упрощенный вид сбоку опорного устройства с составным люнетом с поворотными колодками для поддержания ступенчатых деталей в соответствии с изобретением;
фиг.3 - упрощенный вид сбоку опорного устройства с цельным люнетом в соответствии с изобретением;
фиг.4 - упрощенный вид сбоку опорного устройства с выполненным в виде опорного кронштейна люнетом в соответствии с изобретением;
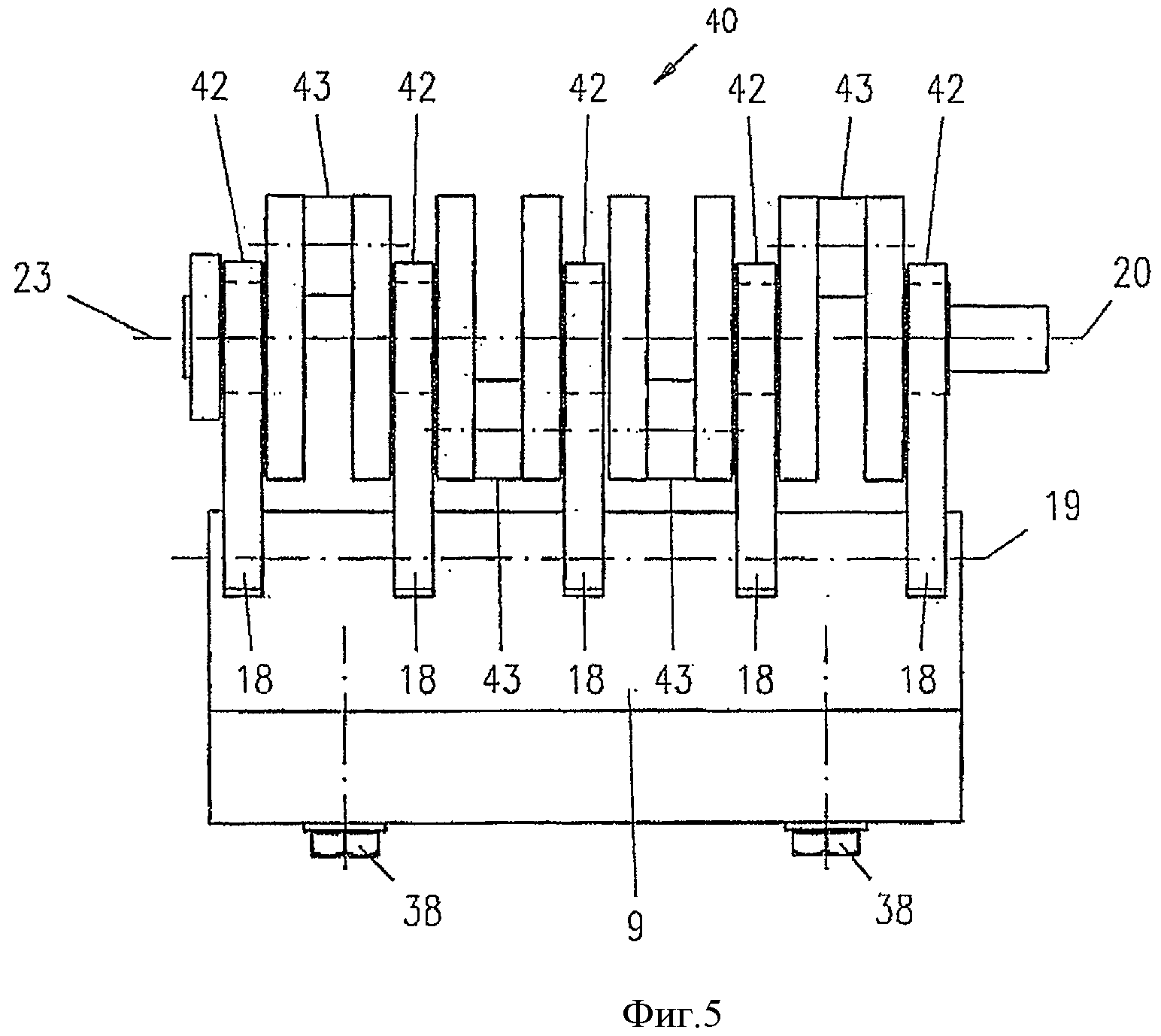
фиг.5 - схематичный вид сверху опорного устройства с несколькими поддерживающими участками в соответствии с изобретением для установки нескольких опорных участков коленчатого вала;
фиг.6 - схематичный фрагмент составного люнета по фиг.2.
На фиг.1 представлен, схематично, вид сверху шлифовального станка 1, в котором используются способ в соответствии с изобретением и установка предназначенного для обработки шлифованием ступенчатого изделия 12 в люнете 10 для осуществления данного способа. Шлифовальный станок 1 имеет станину 2 станка, на которой расположена шлифовальная станция 3. Шлифовальная станция 3 имеет на станине 2 станка крестовой суппорт 6, который содержит обе оси передвижения с компьютерным числовым программным управлением. Z-ось 21 проходит параллельно продольной оси 20 обрабатываемого изделия, а Х-ось 22, как ось подачи, ориентирована ортогонально относительно Z-оси 21 и, таким образом, относительно продольной оси 20 обрабатываемого изделия.
В соответствии с фиг.1 на крестовом суппорте установлена шлифовальная бабка 13 с суппортом подачи в направлении Х-оси 22, которая посредством компьютерного числового программного управления может подаваться в направлении Х-оси 22 к обрабатываемому изделию. Шлифовальная бабка 13 служит для установки, по меньшей мере, одного шлифовального шпинделя 14, который в своей передней зоне захватывает, по меньшей мере, один шлифовальный круг 15. Шлифовальный круг 15 и шлифовальный шпиндель 14 имеют общую центральную ось, которая при эксцентричном шлифовании ориентирована предпочтительно параллельно центральной оси обрабатываемого изделия 12. На станине 2 станка в передней зоне расположен шлифовальный стол 5, на котором установлено опорное устройство 8 предназначенного для обработки вала (изделия 12) с выполненными, к примеру, в виде опорных кронштейнов 18 люнетами 10 в соответствии с изобретением. На шлифовальном столе 5 установлена также бабка 7 изделия с зажимным патроном, колодки которого установлены плавающим образом, так что они выровнены ортогонально продольной оси 20 обрабатываемого изделия, и приводят в движение обрабатываемое изделие в радиальном направлении без зазора и жестко вокруг С-оси 23 (оси вращения).
Также имеется крышка 17 для направляющих Z-оси 21 шлифовальной станции 3, а также, по меньшей мере, один механизм 16 правки для шлифовальных кругов 15 на шлифовальном столе 5. Окружающий шлифовальный станок 1 корпус и другие необходимые для работы шлифовального станка 1 конструктивные узлы имеются в наличии и известны специалисту. Из соображений лучшей наглядности на фиг.1 они не показаны.
На фиг.2 в разрезе, схематично, показан пример выполнения люнета 10 в соответствии с изобретением в опорном устройстве 8. Опорное устройство 8 имеет основной корпус 9, на котором расположены люнеты 10 и который посредством винтов 38 и относящихся к ним прижимных скоб 39 может быть жестко смонтирован на шлифовальном столе 5. Люнет 10 на участке 25 разъединения разделен на две части, с двумя колодками 11, которые своими поворотными осями 33 располагаются на основном корпусе 9 опорного устройства 8. Позицией 11' обозначено откинутое положение колодки 11. Для поддержания ступенчатого изделия 12 во время обработки шлифованием колодки 11 поворачиваются вокруг поворотных осей 33, что осуществляется предпочтительно посредством - не изображенного здесь - гидравлического привода. Колодки 11 полностью окружают затем предназначенный для поддержания опорный участок 42 обрабатываемого изделия 12, которое в образованном обеими колодками 11 люнета 10 канале 30 может вращаться вокруг своей продольной оси.
Одна из колодок 11 люнета 10 в соответствии с изобретением снабжена поперечным каналом 34, который через отверстие 35 выходит в центральный канал 30 люнета 10. Сквозь отверстие 35 через не изображенные на фиг.2 другие каналы 37 в основном корпусе 9 и/или через другие подводящие трубопроводы 36 (см. фиг.6) рабочая текучая среда в соответствии с изобретением может подаваться в образованный между изделием 12 и стенкой канала 30 кольцевой зазор 62. Участок 25 разъединения между колодками 11 обработан особенно тщательно и выполнен таким образом, что в закрытом положении колодок 11 не образуется никакого зазора, через который рабочая текучая среда могла бы попадать на участок 25 разъединения и выходить из него. Для этого предусмотрен плоский металлический контакт обеих колодок 11 на участке 25 разъединения, который, в сочетании с воздействующим на колодки 11 посредством предпочтительно гидравлического перестановочного усилия давлением прижима, приводит к высокой герметичности участка 25 разъединения.
Описанная на основании фиг.2 версия используется тогда, когда изготавливается, к примеру, составной распределительный вал, опорные участки 42 которого после установки кулачков на трубу еще должны быть обработаны. Составное исполнение люнетов 10 или опорных кронштейнов 18 необходимо также и при обработке литых распределительных валов, так как у них опорные кронштейны 18 для монтажа могут устанавливаться лишь после окончательной обработки опорных участков 42.
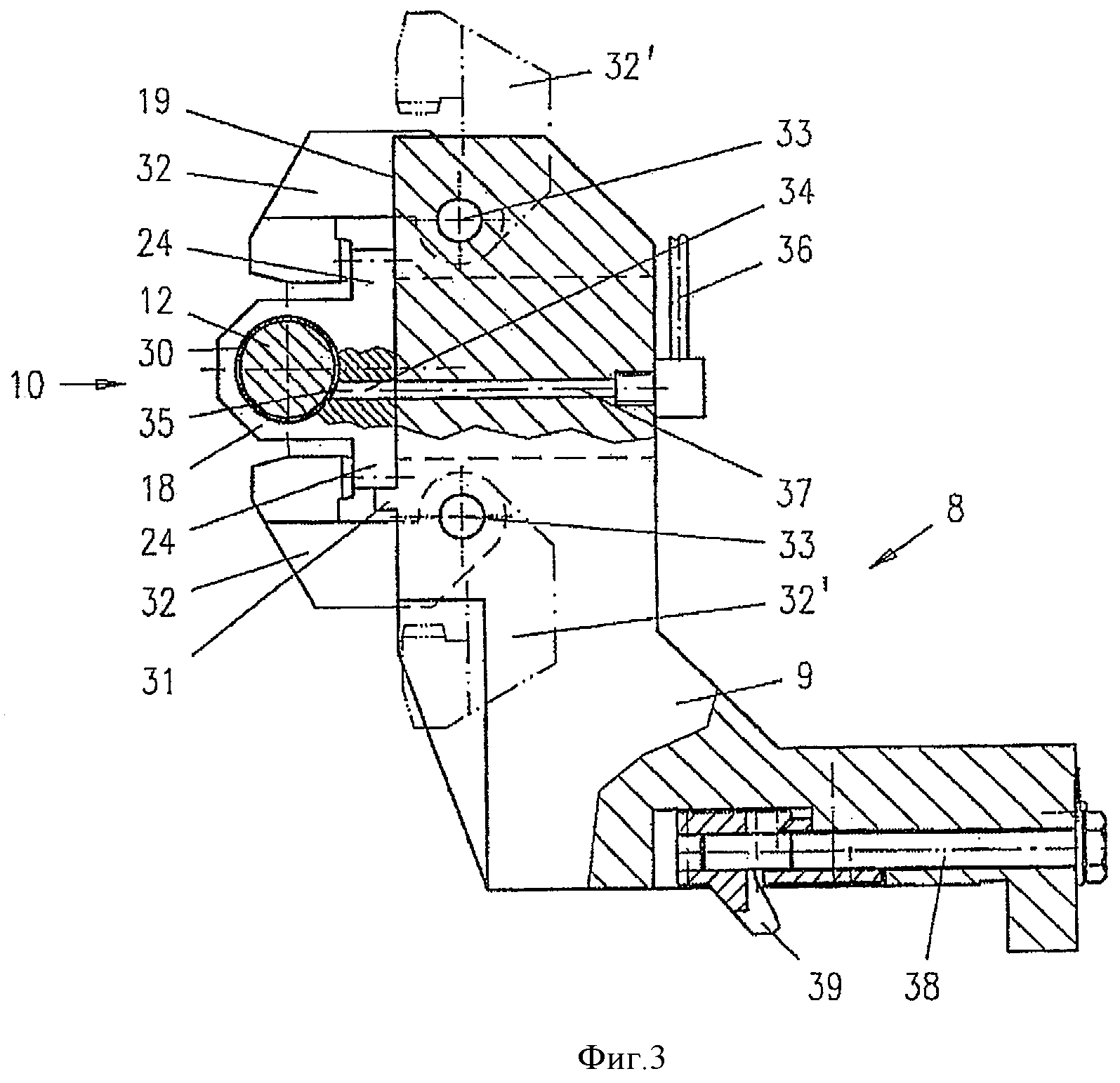
На фиг.3 показан принцип зажима опорного устройства 8 с другой конструкцией люнета 10 в соответствии с изобретением. Здесь выполненный в виде несоставного опорного кронштейна 18 люнет 10 захватывается в опорное устройство 8 в плоскости 19, которая соответствует монтажной плоскости при последующей установке. Опорный кронштейн выполнен с боковыми выступами или накладками 24, которые, будучи снабженными соответствующими каналами, могут использоваться и при последующем монтаже. Опорный кронштейн 18 фиксируется на основном корпусе 9 опорного устройства 8 посредством двух гидравлически поворачиваемых вокруг поворотной оси 33 зажимных рычагов 32. Они заходят на место соединительных винтов, которые позже используются при установке обрабатываемого изделия 12 во внутреннем пространстве станка. Для точного позиционирования опорных кронштейнов на основном корпусе 9 опорного устройства 8 расположены позиционирующие средства, которые представлены в данном случае, к примеру, в виде упора 31. Естественно могут использоваться и другие позиционирующие средства, такие как центрирующие втулки или центрирующие штифты. Расположение зажимного рычага 32 и его гидравлическое управление представлены здесь лишь упрощенно. Так позицией 32' обозначен зажимной рычаг 32 в откинутом положении. Закрепление опорного устройства 8 осуществляется на шлифовальном столе 5 посредством основного корпуса 9, для чего предусмотрены винты 38 и прижимные скобы 39.
Как показано на фиг.3, опорный кронштейн 11 имеет канал 30 для установки соответствующего опорного участка 42 предназначенного для обработки шлифованием изделия 12. Он также имеет эксцентрично расположенный относительно канала 30 поперечный канал 34, отверстие 35 которого выходит в канал 30. Этот поперечный канал 34 располагается на одной оси с другим каналом 37 в основном корпусе 9 опорного устройства 8, который, со своей стороны, соединен с подводящим трубопроводом 36. Таким образом, через отверстие 35 поперечного канала 34 смазочное средство может подаваться от подводящего трубопровода 36 в канал 30.
На фиг.4 показан следующий несоставной люнет 10 в соответствии с изобретением, который, как и люнет в соответствии с фиг.3, выполнен в виде опорного кронштейна 18. Этот опорный кронштейн 18 посредством винтов 26 смонтирован на основном корпусе 9 опорного устройства 8. При использовании опорный кронштейн 18 в аксиальном направлении надвигается на предназначенный для поддержания опорный участок 42 или опорный участок 42 вводится в канал 30 опорного кронштейна 18.
На фиг.5 схематично показан коленчатый вал 40 в свою полную длину, с выполненными в виде опорных кронштейнов 18 люнетами 10 в качестве опорных участков в соответствии с изобретением. Так как коленчатый вал имеет пять опорных участков 42, по длине опорного устройства 8 также расположено пять мест зажима для опорных кронштейнов 18. Таким образом, коленчатый вал 40 для обработки, к примеру, шатунных подшипников 43, по всей своей длине поддерживается на своих опорных участках 42. Опора на опорные участки придает жесткость, которая необходима для высокоточного шлифования, так как усилия при шлифовании воспринимаются опорными участками. При шлифовании необходим, таким образом, еще лишь плавающий зажим конца коленчатого вала 40 посредством зажимного патрона бабки 7 изделия, а также привод к нему по С-оси 23 с компьютерным числовым программным управлением.
На фиг.6 показан составной люнет 10 с двумя колодками 11, уже описанный на основании фиг.2, в качестве детали с фрагментом 61 коленчатого вала 40 в зоне опорного участка 42. Люнет 10 снабжен каналом 30 для установки опорного участка 42. Диаметр данного канала 30 составляет, к примеру, 25 мм и изготовлен с допуском примерно в 15 мкм. В канал 30 выходит поперечный канал 34 с отверстием 35. Он предназначен для подачи смазочного масла при осуществлении способа в соответствии с изобретением. И здесь следует принять во внимание то, что участок 25 разъединения между обеими колодками 11 люнета 10 выполнен абсолютно герметичным в отношении проникновения служащего в качестве рабочей текучей среды смазочного масла. В этом плане зарекомендовал себя непосредственный металлический контакт обеих колодок 11 на участке 25 разъединения, для чего соответствующие контактные поверхности должны быть обработаны достаточно точно. Высокая точность, само собой разумеется, необходима и при изготовлении обеих, выполненных в колодках 11 полумуфт, которые в представленном на фиг.6 откинутом положении колодок 11 образуют канал 30 для установки опорного участка 42 обрабатываемого изделия 12.
В предпочтительном варианте выполнения способа во время цикла шлифования через отверстие 35 поперечного канала 34, служащего к качестве люнета 10 опорного кронштейна 18, смазочное масло подается на опорный участок. Это смазочное масло поступает в образованный между стенкой канала 30 и опорным участком 42 обрабатываемого изделия 12 кольцевой зазор 62 и смазывает, таким образом, эти конструктивные элементы. Это смазочное масло, в форме утечки масла, вытекает через кольцевой зазор 62 во внутреннее пространство шлифовального станка 1, так как находится под давлением. Поэтому для смазки опорного участка используется то же смазочное масло, которое используется в качестве смазочно-охлаждающей жидкости при шлифовании. Это масло для шлифования, однако, особым образом фильтруется, чтобы на опорный участок 42 обрабатываемого изделия 12 не попали никакие остатки, образованные в процессе шлифования.
Утечка масла через кольцевой зазор 62 служит одновременно целям герметизации опорного участка 42 в отношении проникновения на опорный участок 42 частиц загрязнений извне. Опорный участок 42, который помещается в канал 30, изготавливается в диаметре примерно на 40-60 мкм меньше диаметра канала. В результате образуется зазор для смазки, соответствующий кольцевому зазору 62, толщиной примерно 20-30 мкм, в котором в процессе работы образуется гидродинамическая опора. Эта гидродинамическая опора требует минимальной частоты вращения вала/опорного участка 42 для образования смазочной пленки, которая в соответствии со способом значительно ниже частоты вращения при шлифовании профиля кулачка или шатунного подшипника. Значение частоты вращения при шлифовании лежит обычно в интервале примерно от 50 до 500 мин-1.
Чтобы при шлифовании таких изделий, как, к примеру, приводные, коленчатые или распределительные валы, добиться хороших результатов, при осуществлении способа в соответствии с изобретением предпринимаются следующие действия: в начале движения шлифуемого вала из состояния покоя давление подведенного через отверстие 35 к опорному участку 42 смазочного масла выставляется на меньшее значение, а затем, во время разгона обрабатываемого изделия 12 до заданной частоты вращения для осуществления процесса шлифования, это давление непрерывно повышается. Повышение давления смазочного масла происходит при этом в зависимости от соответствующей частоты вращения обрабатываемого изделия 12 до тех пор, пока не будет достигнута заданная частота вращения, а тем самым заданное значение давления для осуществления процесса шлифования. Регулировка давления производится посредством специальных клапанов, которые приводятся в действие с помощью компьютерного числового программного управления.
Основой такого принципа действия настоящего изобретения является то, что радиальная жесткость опорного участка повышается, если повышается давление подачи смазочного масла. При оптимально отрегулированном давлении смазки при заданном числе оборотов для процесса шлифования можно добиться точности вращения опорного участка 42 в 1-2 мкм. Испытания выявили неожиданные результаты в отношении того, что способ в соответствии с изобретением подходит для шлифования приводных, коленчатых или распределительных валов в особенности тогда, когда давление на гидродинамическом месте смазывания/опорном участке 42 приводится в соответствие с частотой вращения для шлифования изделия 12. Оптимальные значения давления, в зависимости от числа оборотов, находятся примерно в интервале от 5 до 150 бар.
Слишком высокое давление смазочного масла, а также слишком низкое давление смазочного масла дают неудовлетворительные результаты. При слишком низком давлении смазочного масла на опорном участке 42 смазочная пленка может разорваться. При выставлении слишком высокого давления смазочного масла вал прижимается к противолежащей отверстию 35 стороне канала 30. В обоих случаях вал получил бы повреждения, и положительные результаты при шлифовании не были бы достигнуты.
Реферат
Группа изобретений относится к обработке изделий шлифованием и предназначена для их гидродинамического поддержания и центрирования и включает способ поддержания изделий и люнет для его осуществления. В соответствии со способом обрабатываемое изделие в аксиальной зоне подвергают воздействию всестороннего, действующего в радиальном направлении, давления текучей среды, величину которого регулируют в зависимости от частоты вращения между заданным минимальным значением и заданным максимальным значением. Люнет (10) имеет в канале (30), в который устанавливается вал, отверстие (35) поперечного канала (34), через которое к опорному участку подается смазочное средство в виде текучей среды под давлением. Обеспечивается всестороннее поддержание изделий во время обработки. 2 н. и 14 з.п. ф-лы, 6 ил.
Комментарии