Проницаемое для жидкости структурированное волокнистое полотно - RU2497492C2
Код документа: RU2497492C2
Чертежи
Описание
Область применения
Настоящее изобретение относится к проницаемым для жидкости волокнистым полотнам, в частности к проницаемым для жидкости волокнистым полотнам, обеспечивающим оптимальные свойства поглощения и распределения жидкости.
Уровень техники
Многие выпускаемые в настоящее время тканые и нетканые полотна, как правило, содержат волокна, изготовленные из синтетических полимеров. Данные полотна, как правило, изготовлены из полнотелых волокон, имеющих высокую плотность, как правило, составляющую от 0,9 г/см3 до 1,4 г/см3. Конкретное значение удельного веса (по объему или площади полотна) определяется такими требуемыми характеристиками полотна, как прозрачность, механические свойства, мягкость/воздушность, или те или иные свойства поглощения жидкости при заданной толщине изделия, его прочности и защитных свойствах. Часто требуется определенное сочетание перечисленных свойств, чтобы обеспечить требуемые показатели эффективности полотна или изделия из него.
Во многих приложениях важно наличие у тканых или нетканых полотен из синтетических волокон тех или иных функциональных свойств. Во многих приложениях функцией тканых или нетканых полотен является обеспечение требуемого качества поверхности изделия, а именно сделать его более мягким и естественным на ощупь. В других приложениях максимальная функциональность полотна важна для повышения эффективности изделия в смысле основного его назначения. Так, например, абсорбирующее изделие одноразового пользования, как правило, включает верхний лист из нетканого материала, тыльный лист и расположенную между ними абсорбирующую сердцевину. Верхний лист из нетканого материала является проницаемым, позволяя жидкостям проходить сквозь него к абсорбирующей сердцевине. Для предотвращения протекания жидкости и намокания верхнего листа вследствие переполнения сердцевины, поглощающий жидкость слой, как правило, содержит по меньшей мере один слой из нетканого полотна, расположенный между верхним листом и абсорбирующей сердцевиной. В результате этого поглощающий слой из нетканого полотна обладает способностью принимать жидкость и переносить ее к абсорбирующей сердцевине. Эффективность поглощающего слоя в выполнении данной функции значительно зависит от толщины данного слоя и свойств волокон, из которых он сформирован. Однако чрезмерная его толщина приводит к большому объему изделия, что неудобно для потребителя. Поэтому толщину нетканого полотна для изготовления такого слоя выбирают из принципа оптимального компромисса, то есть так, чтобы его толщина была, с одной стороны, максимальна, чтобы обеспечить максимальную функциональность, и минимальной, чтобы обеспечить максимальный комфорт. При уменьшении толщины поглощающего жидкость слоя уменьшается его поглощающая емкость, вследствие чего требуется более высокая скорость распространения жидкости в плоскости материала в стороны от точки поступления жидкости. Свойства, связанные с распределением жидкости в материале, включают его проницаемость и капиллярное распространение жидкости.
Таким образом, существует потребность в поглощающем жидкость слое, обладающем достаточной толщиной, для поглощения большего количества жидкости, с одной стороны, и который является достаточно тонким для обеспечения комфорта пользователя, с другой стороны, и при этом поглощающий жидкость слой должен обеспечивать достаточную проницаемость и капиллярное распространение жидкости, то есть повышенные характеристики распределения жидкости. Кроме того, часто очень трудно бывает сохранить постоянную толщину нетканого полотна из-за воздействия на него различных сжимающих сил, возникающих, например, при обработке материала, его хранении и в обычном режиме использования изделия. Поэтому во многих приложениях желательно обеспечить нетканое полотно, которое имеет устойчивую толщину, то есть толщину, которая сохранялась бы при обработке материала, его упаковке и использовании. Кроме того, существует потребность в способе увеличения толщины нетканого полотна, в момент, близкий ко времени его подачи на производственный процесс изготовления конечного продукта, чтобы снизить воздействие на полотно сжимающих усилий, возникающих во время его погрузки, транспортировки и промежуточных этапов обработки.
Сущность изобретения
В настоящем изобретении предлагается проницаемое для жидкости структурированное волокнистое полотно, содержащее термопластические волокна. Волокнистое полотно характеризуется толщиной после старения, меньшей, чем 1,5 мм, высотой капиллярного распространения жидкости в вертикальном направлении, составляющей по меньшей мере 5 мм, проницаемостью по меньшей мере 10000 см2/(Па·с) и удельным объемом, составляющим по меньшей мере 5 см3/г. Термопластические волокна предпочтительно являются термически устойчивыми и нерастяжимыми в такой степени, что при механической обработке они рвутся в плоскости полотна, как будет описано ниже, и жесткими настолько, что они могут выдерживать сжимающие усилия во время использования изделия. Волокна предпочтительно имеют модуль упругости по меньшей мере 0,5 ГПа и являются термически скрепленными друг с другом посредством тепловой обработки, в результате чего из нетканого полотна из таких волокон может быть изготовлена основа, которая является термически устойчивой. И хотя допустимая форма поперечного сечения волокон включает полнотелую круглую форму и пустотелую круглую форму, прочие возможные формы сечения волокон включают трехдольную и дельтовидную и любые другие многодольные формы, увеличивающие площадь поверхности волокна и повышающие капиллярное распространение жидкости в высоту.
Предлагаемая основа из волокнистого полотна включает первую поверхность и вторую поверхность, которые подвергаются механической обработке для придания основе локальной толщины путем выведения волокон из ее плоскости, в результате чего получается основа из структурированного волокнистого полотна. Структурированное волокнистое полотно содержит первую область и множество дискретных вторых областей, расположенных по всей первой области. Вторые области образуют нарушения непрерывности на второй поверхности волокнистого полотна и смещенные волокна на первой поверхности. Смещенные волокна являются фиксированными вдоль первой стороны второй области и отделенными проксимально к первой поверхности вдоль второй стороны второй области, расположенной напротив первой области, и тем самым они образуют свободные концы волокон, протяженные в сторону от первой поверхности волокнистого полотна. По меньшей мере 50%, но менее чем 100% смещенных волокон имеют свободные концы, обеспечивающие свободный объем для сбора жидкости.
В одном из воплощений проницаемое для жидкости структурированное волокнистое полотно включает множество дополнительно скрепленных областей, расположенных по всей первой области в участках между вторыми областями. Дополнительно скрепленные области могут быть непрерывно протяженными между вторыми областями, образуя углубления, обеспечивающие дополнительный объем пустот для поглощения жидкости и каналы для распределения жидкости, что повышает проницаемость полотна для жидкости.
Проницаемое для жидкости структурированное волокнистое полотно предназначено для его использования в приложениях, связанных с управлением жидкостями, в которых требуются оптимальные свойства поглощения и распределения жидкости. Такие приложения, связанные с управлением жидкостями, включают изделия для уборки помещений, такие как салфетки для сбора пролитых жидкостей, и абсорбирующие изделия одноразового пользования, такие как подгузники, изделия женской гигиены, перевязочные материалы, детские нагрудники и изделия для взрослых, страдающих недержанием мочи.
Краткое описание чертежей
Упомянутые выше, а также прочие черты, воплощения и преимущества настоящего изобретения будут более ясны из нижеследующего подробного описания, а также из прилагаемой формулы изобретения и сопроводительных чертежей.
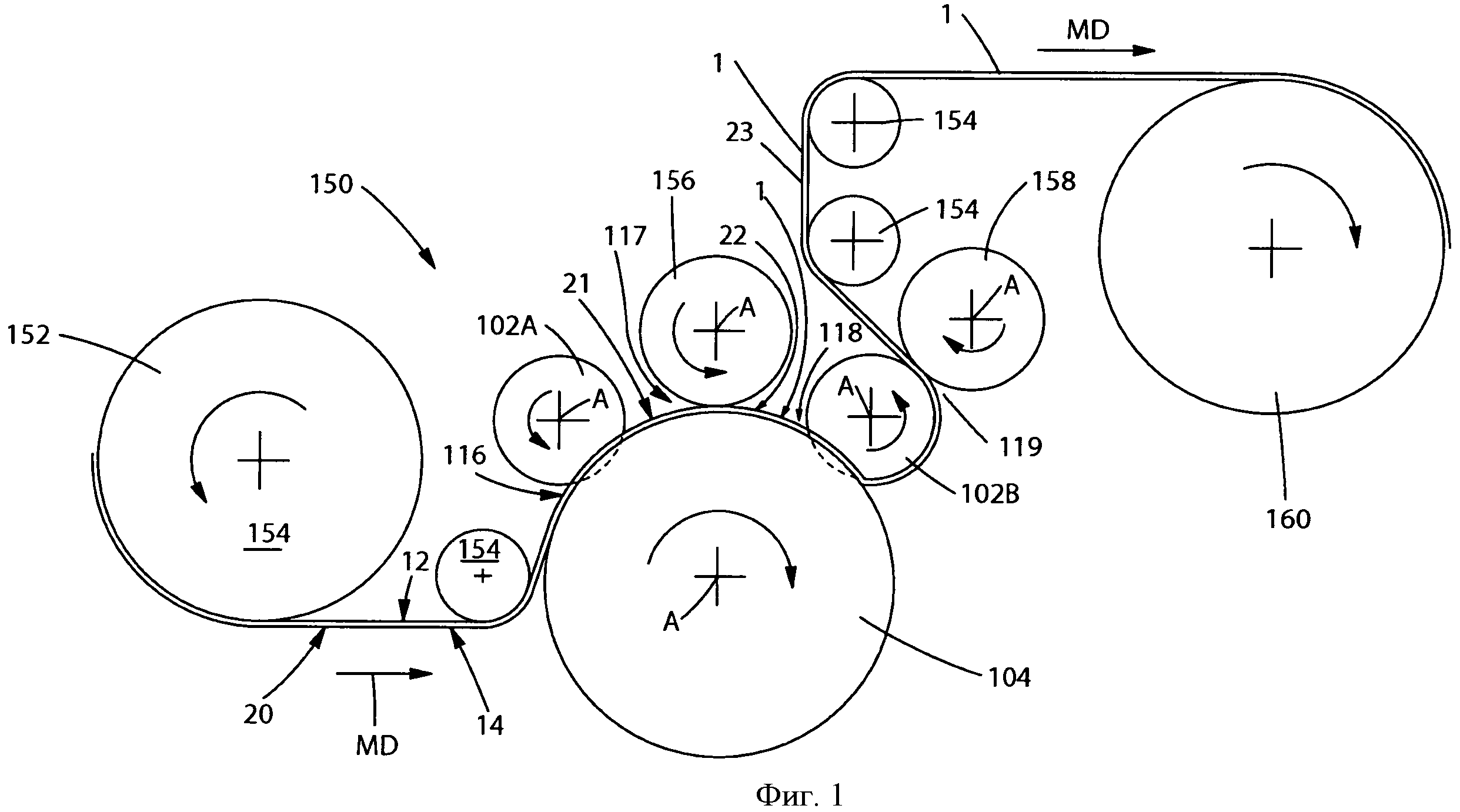
Фиг.1. Схематическое изображение устройства для изготовления полотна в соответствии с настоящим изобретением.
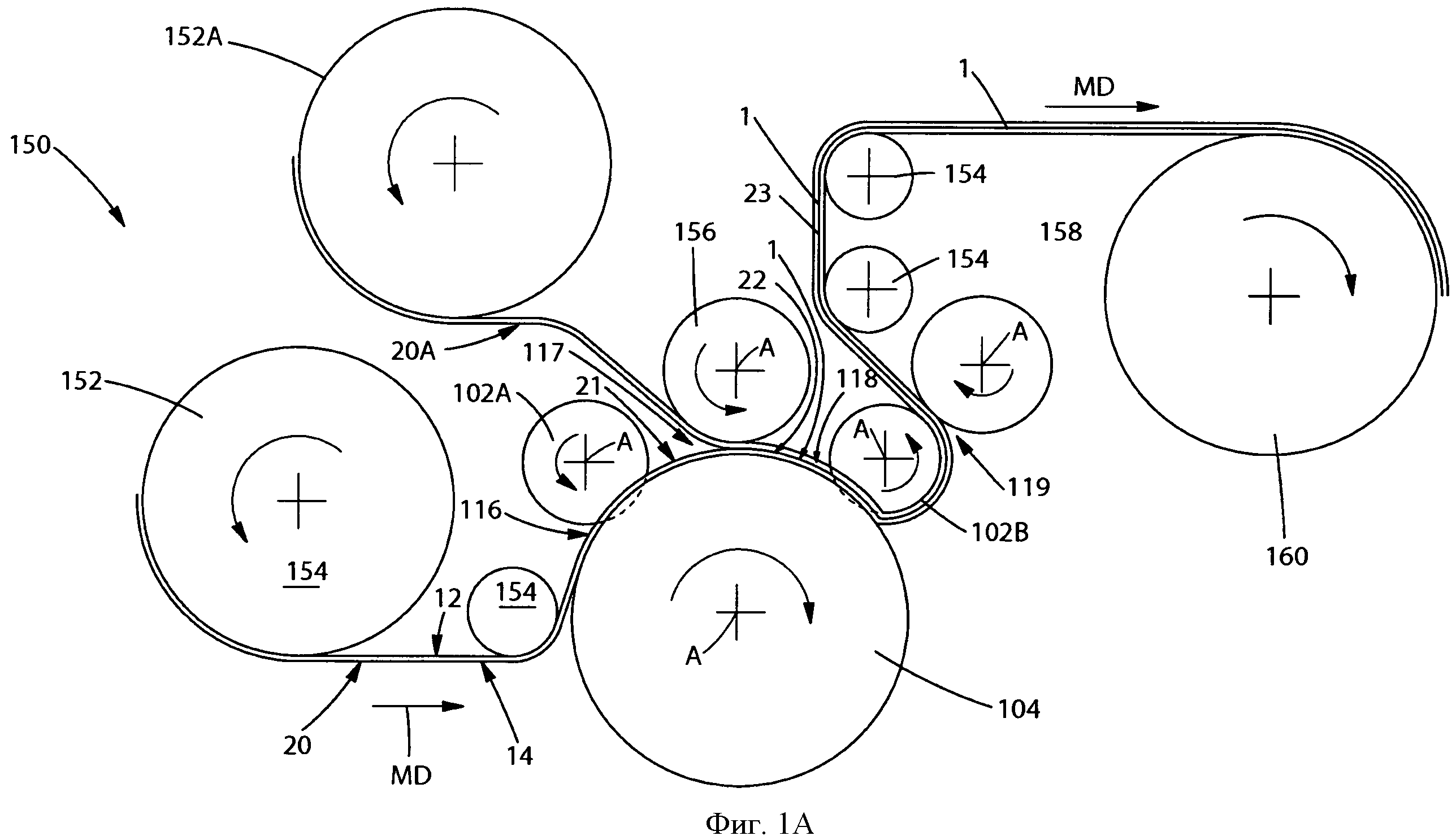
Фиг.1A. Схема альтернативного воплощения устройства для изготовления ламинированного полотна в соответствии с настоящим изобретением.
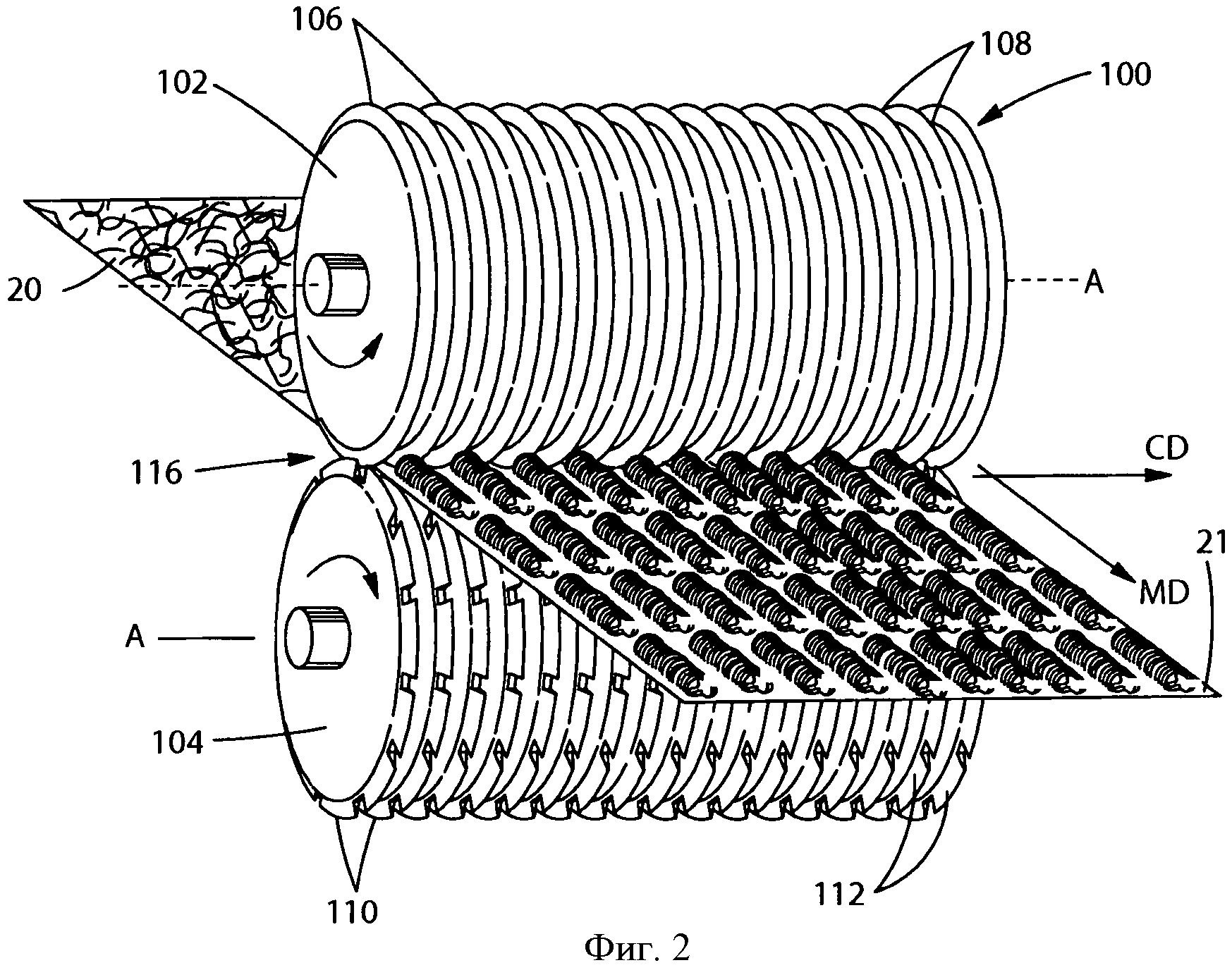
Фиг.2. Увеличенный вид фрагмента устройства, изображенного на фиг.1.
Фиг.3. Аксонометрический вид фрагмента структурированной основы.
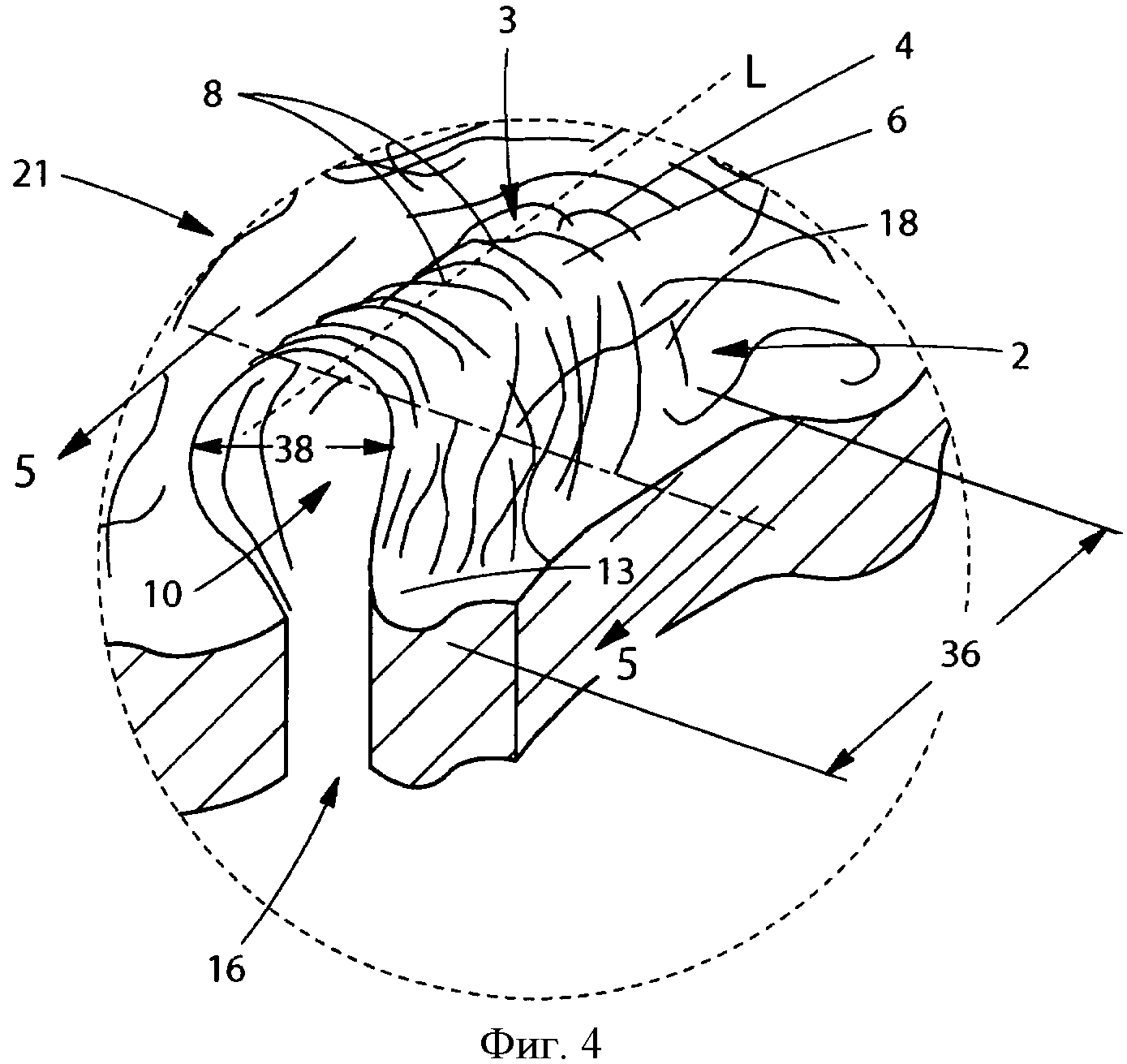
Фиг.4. Увеличенный вид фрагмента структурированной основы, изображенной на фиг.3.
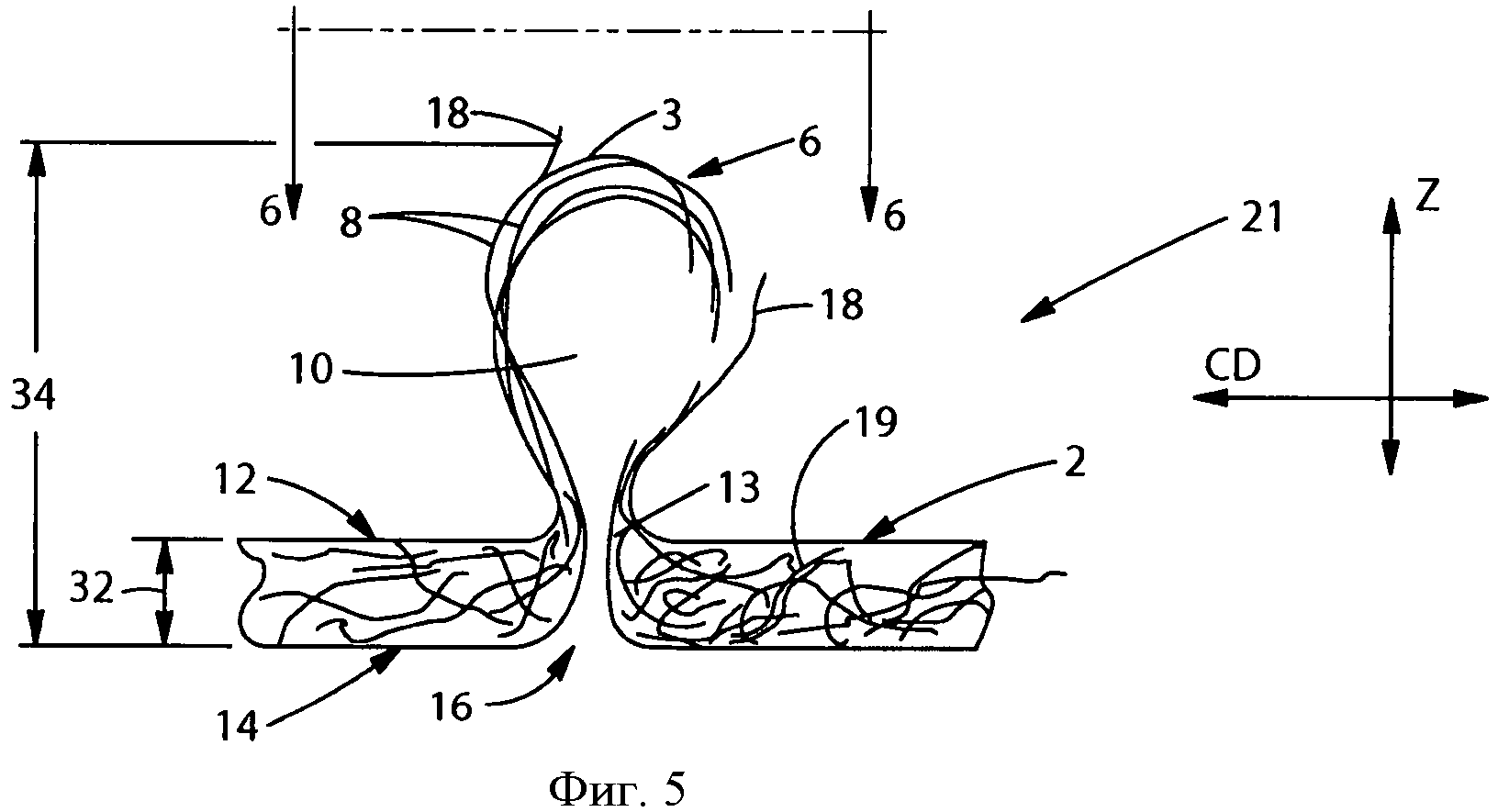
Фиг.5. Сечение фрагмента структурированной основы, изображенного на фиг.4.
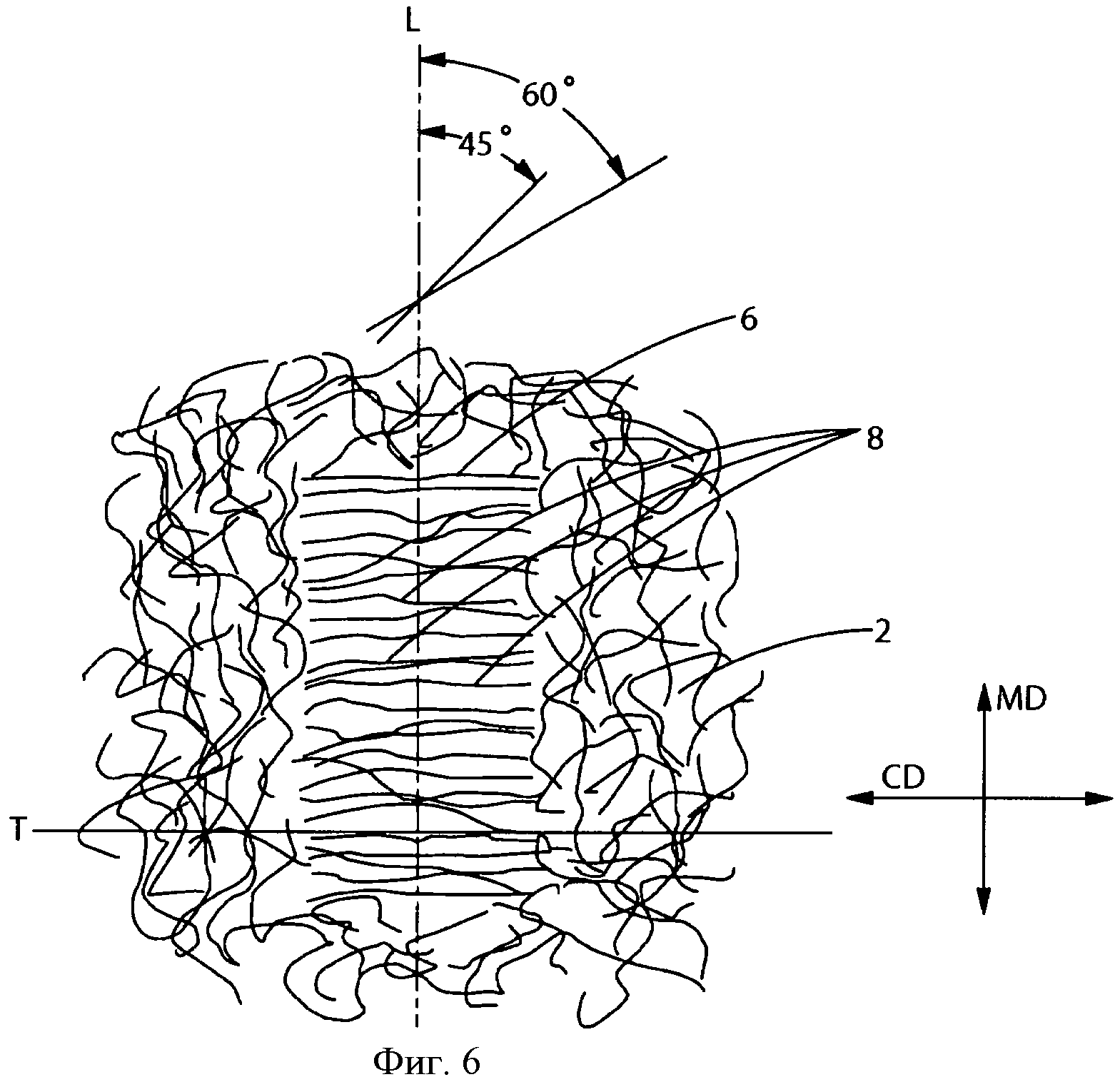
Фиг.6. Вид сверху фрагмента структурированной основы, изображенной на Фиг.5.
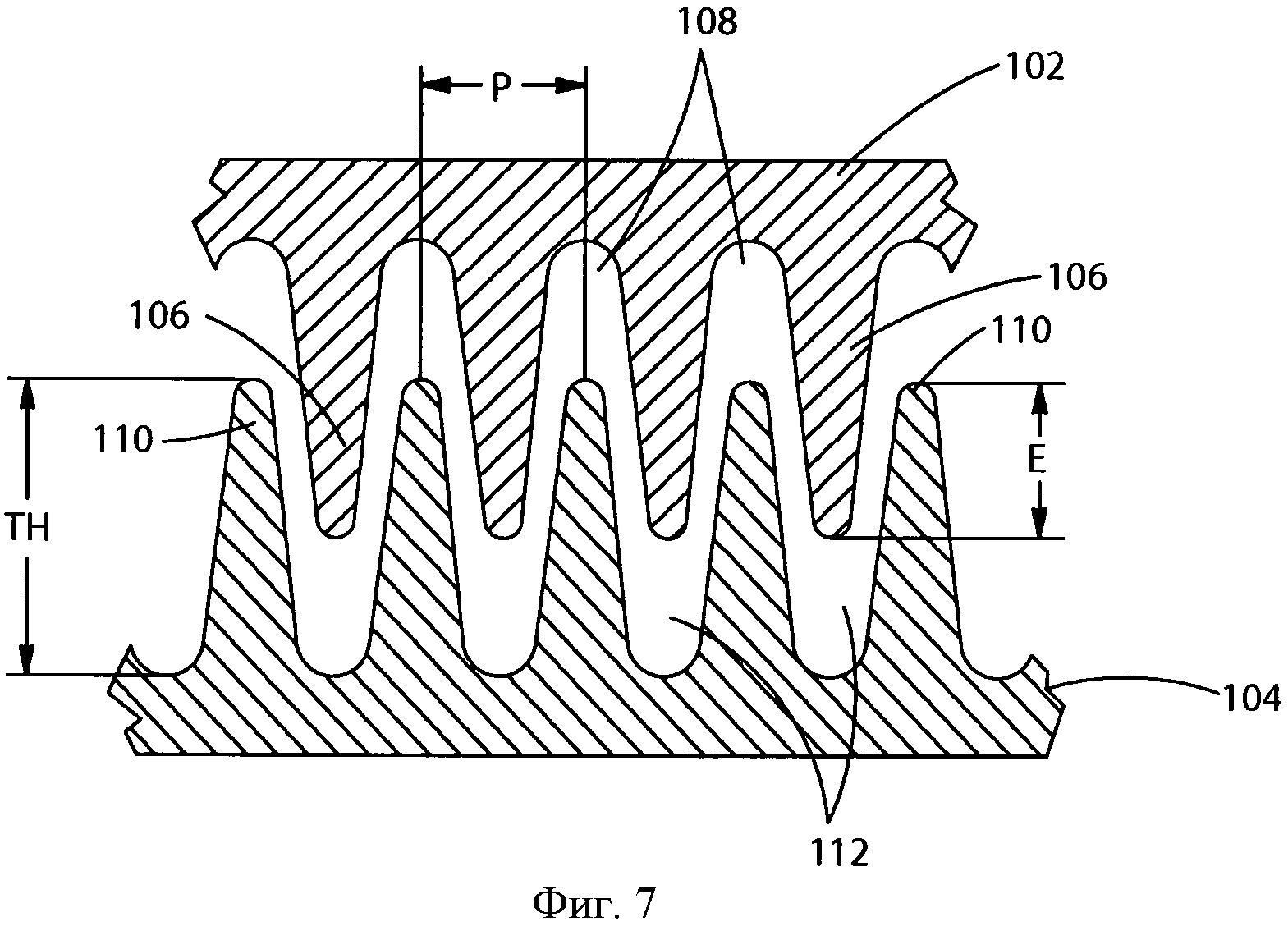
Фиг.7. Сечение фрагмента устройства, изображенного на Фиг.2.
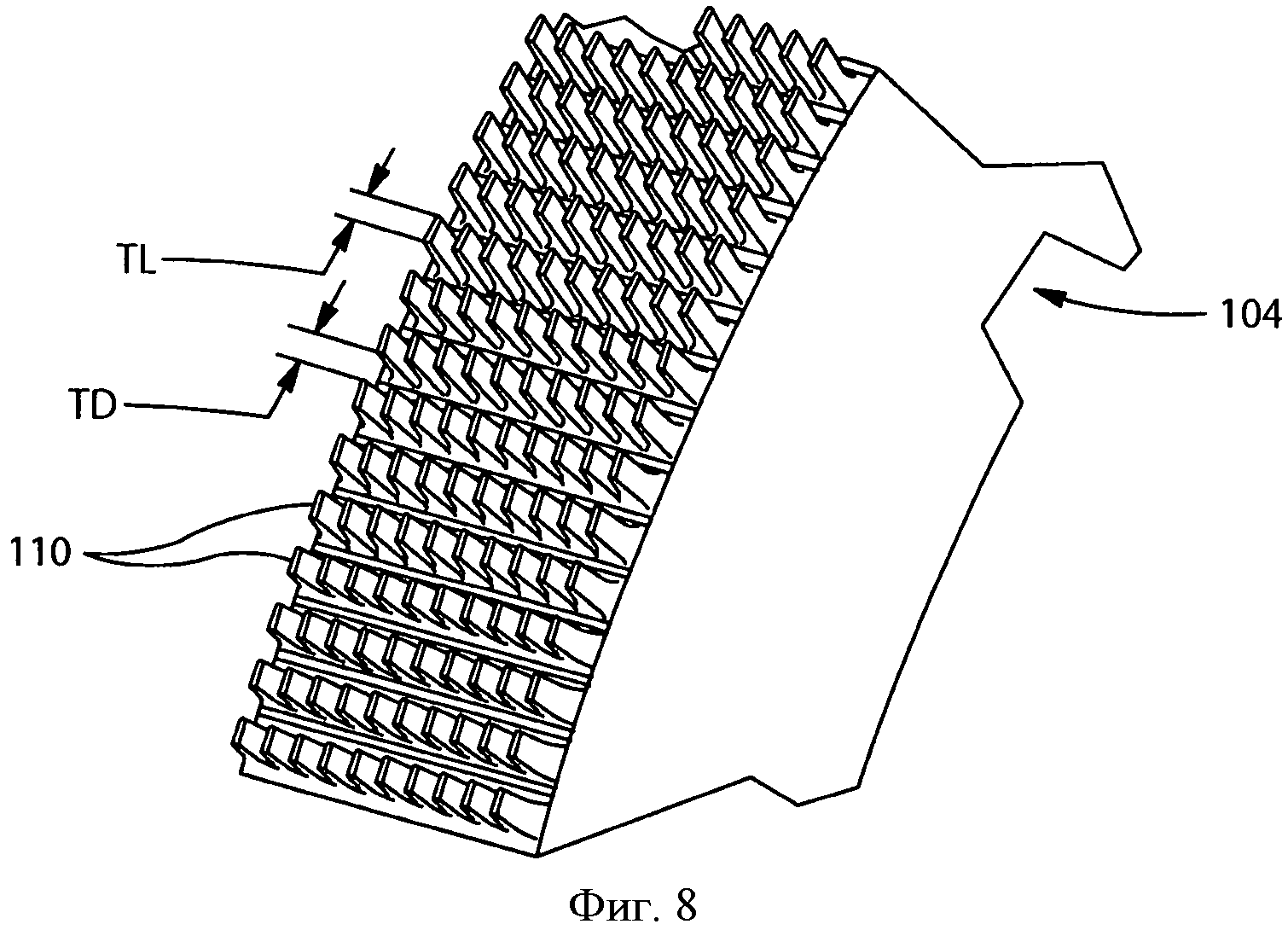
Фиг.8. Аксонометрический вид устройства для формирования одного из воплощений полотна в соответствии с настоящим изобретением.
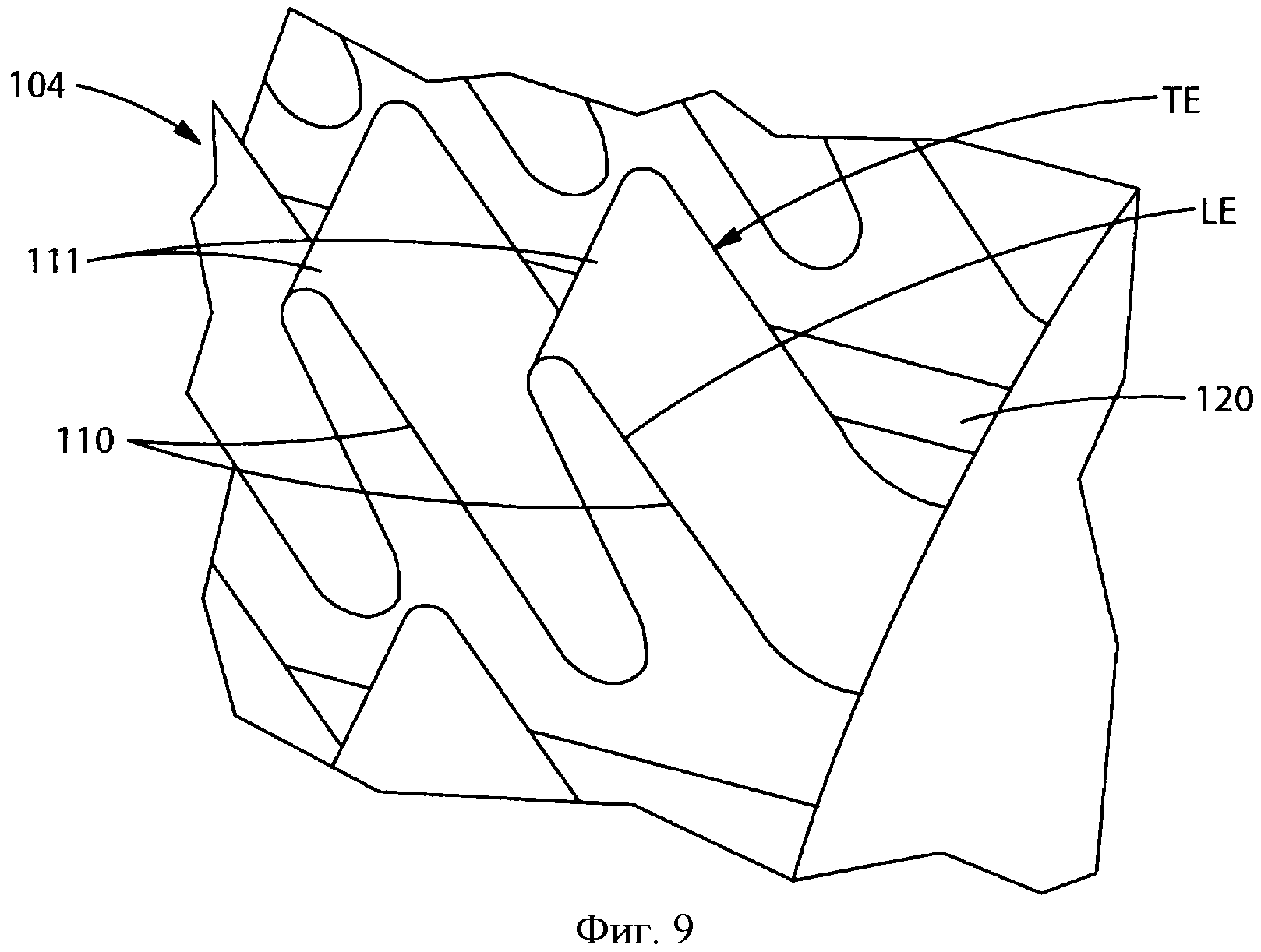
Фиг.9. Увеличенный аксонометрический вид устройства для формирования полотна в соответствии с настоящим изобретением.
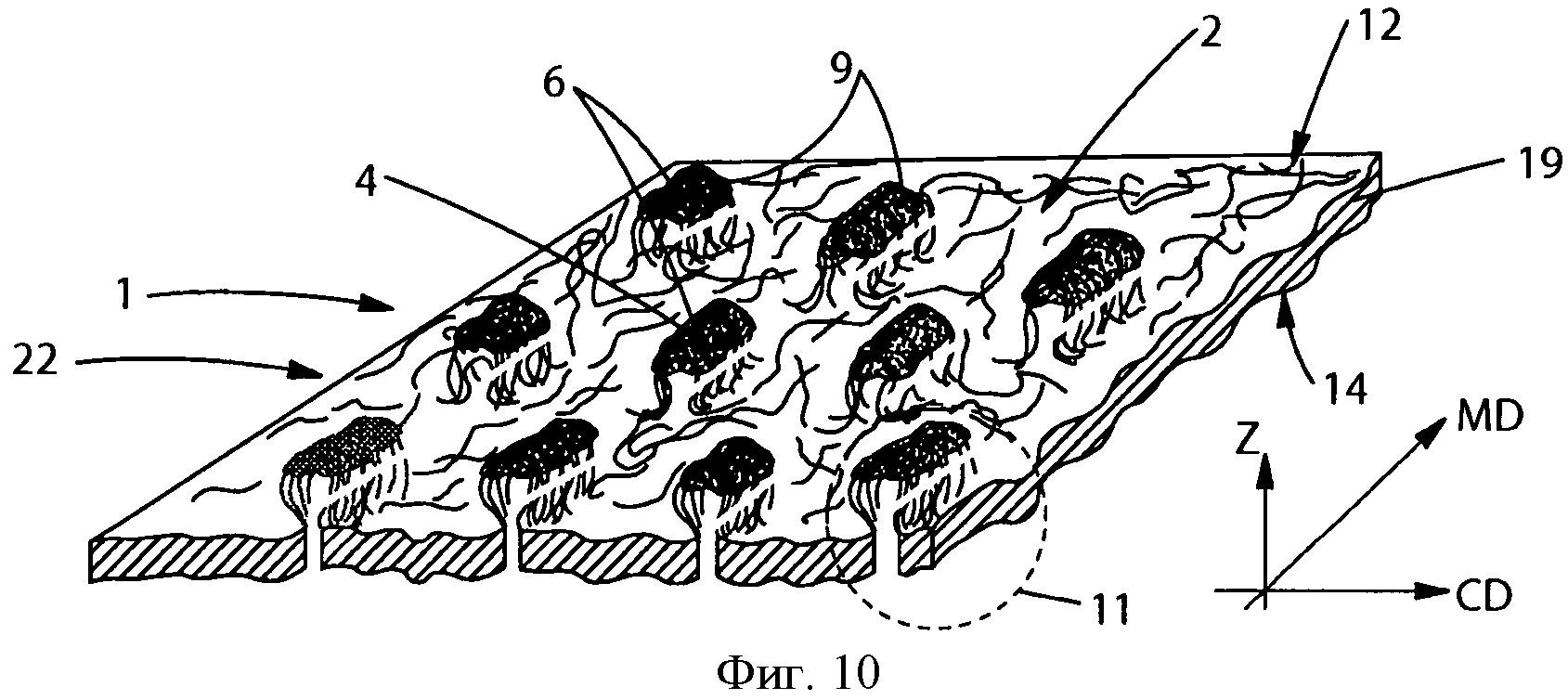
Фиг.10. Аксонометрический вид фрагмента структурированной основы с участками смещенных волокон, скрепленных расплавлением.
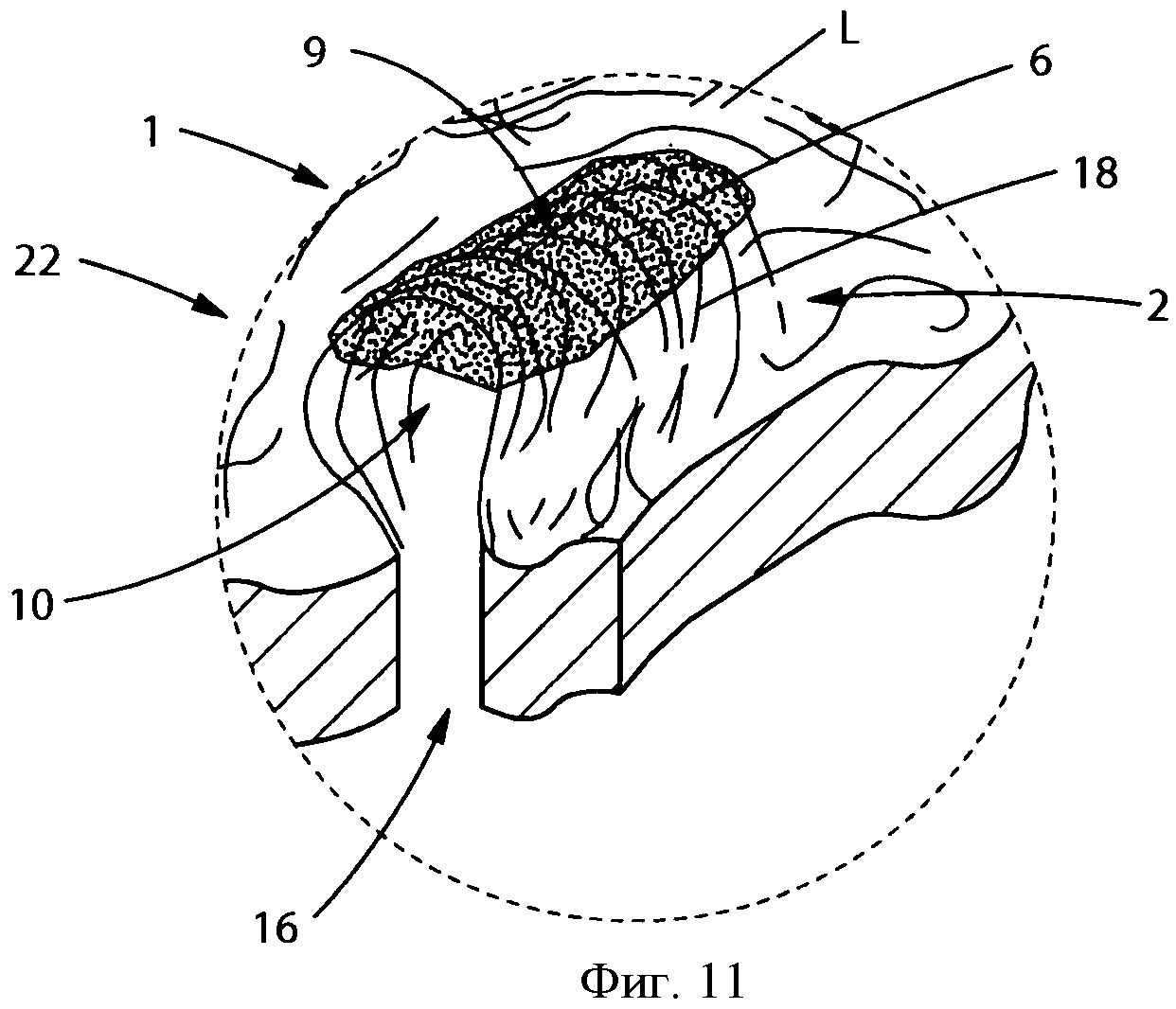
Фиг.11. Увеличенный вид фрагмента структурированной основы, изображенной на Фиг.10.
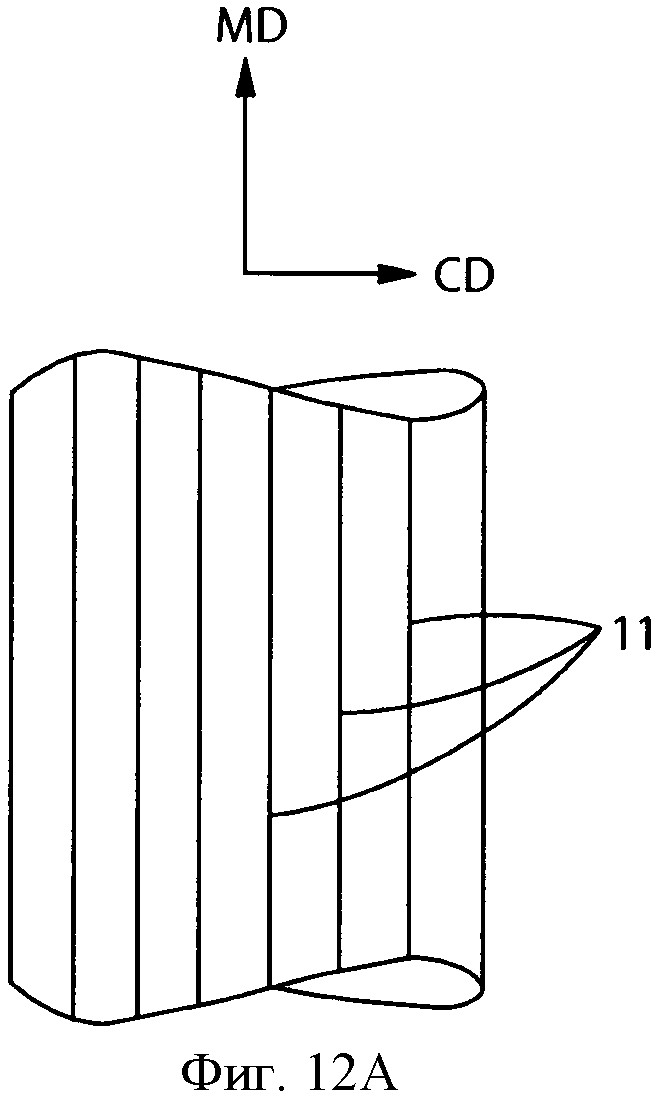
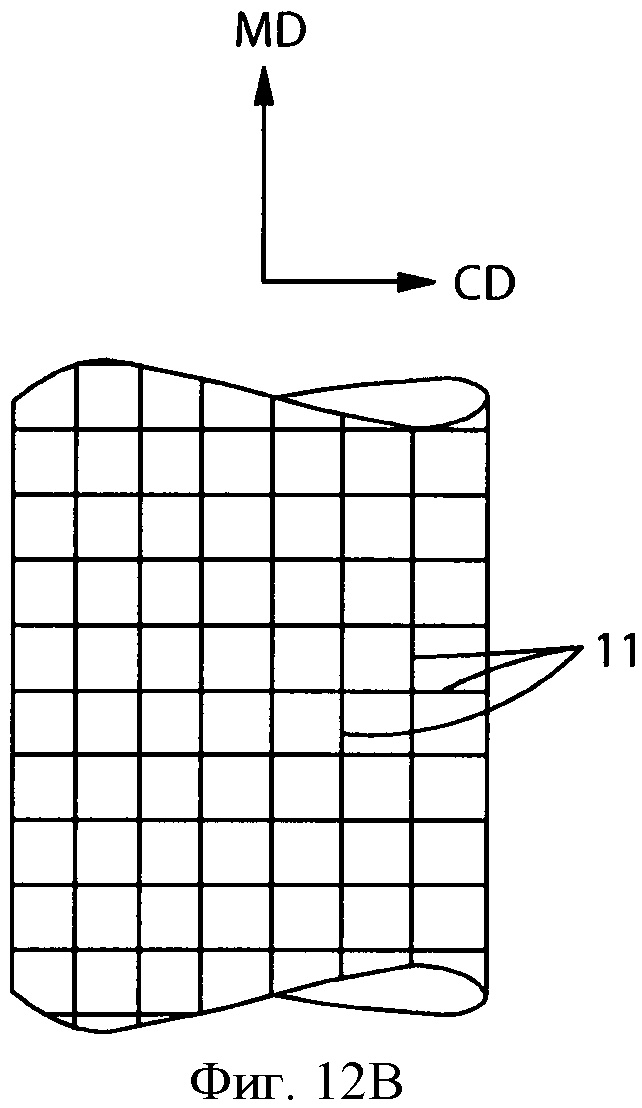
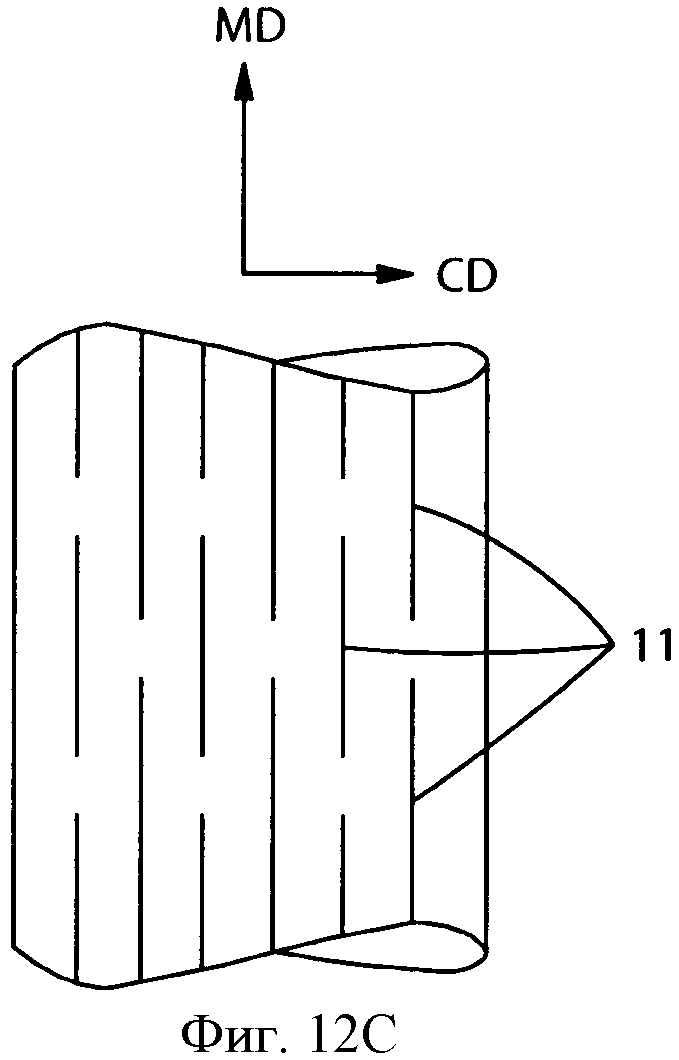
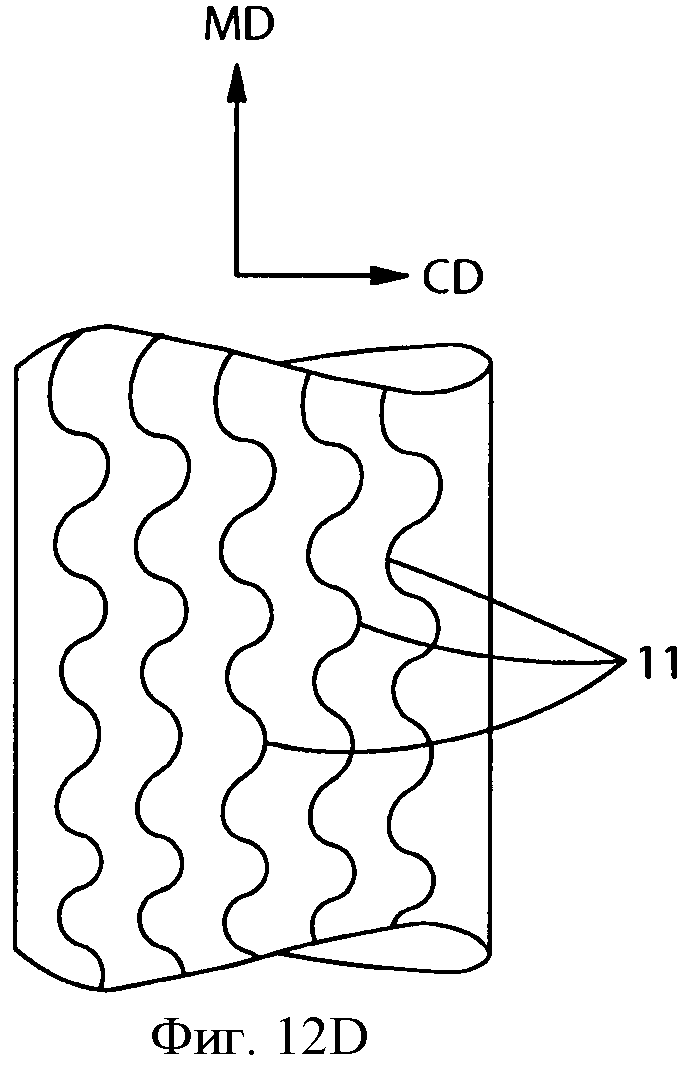
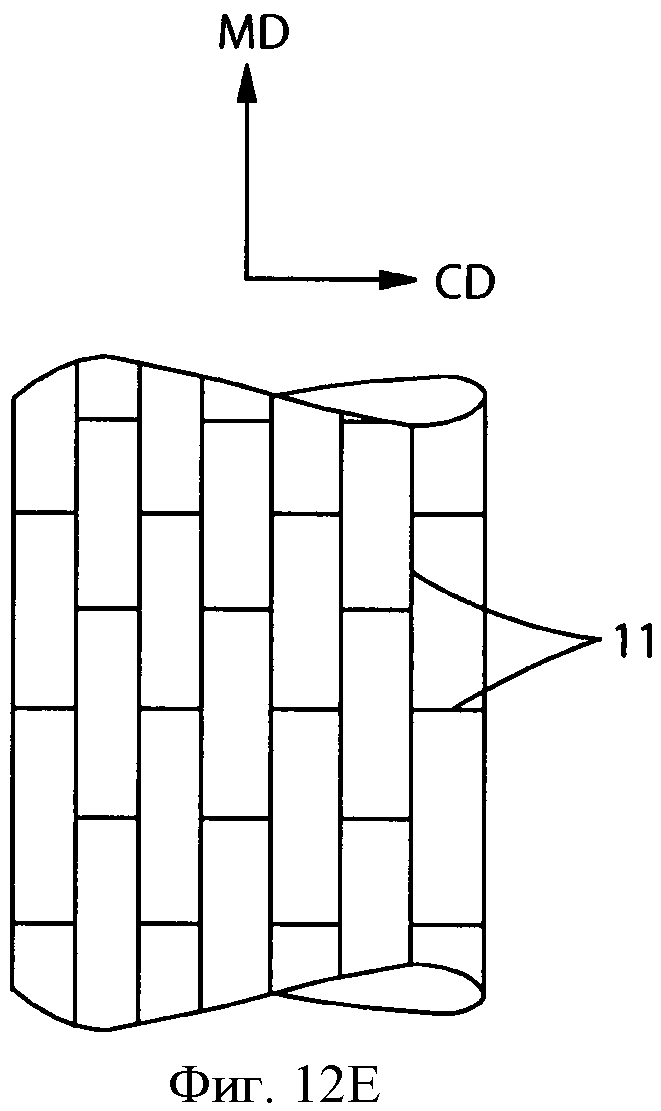
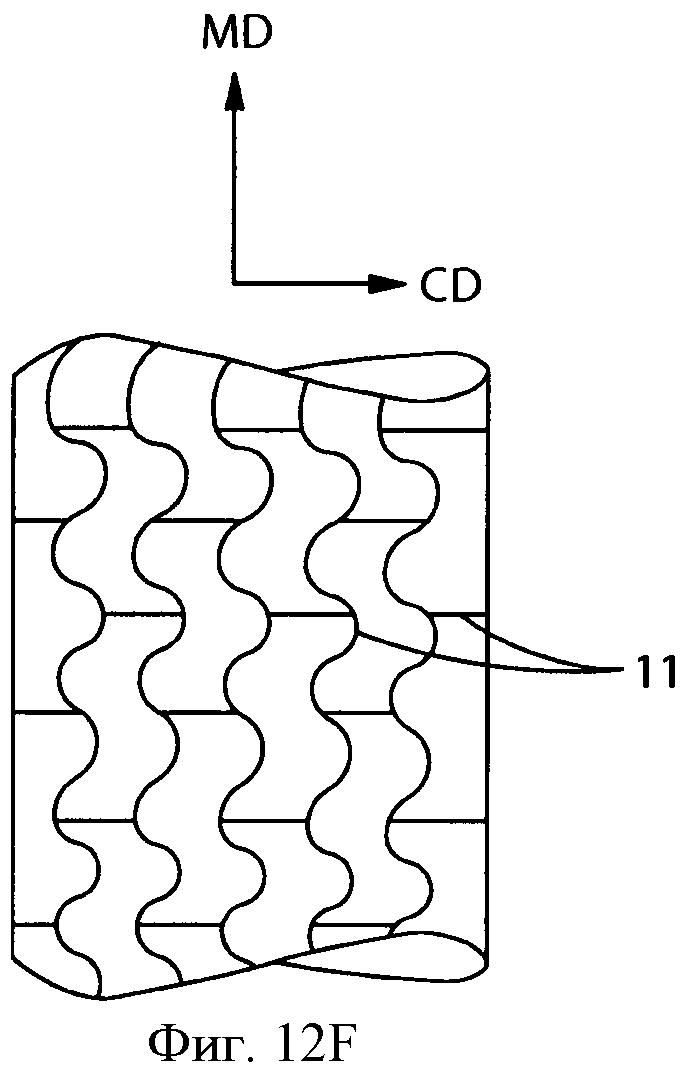
Фиг.12A-12F. Виды фрагментов структурированных основ в соответствии с настоящим изобретением, отображающие различные структуры из скрепленных и/или дополнительно скрепленных областей.
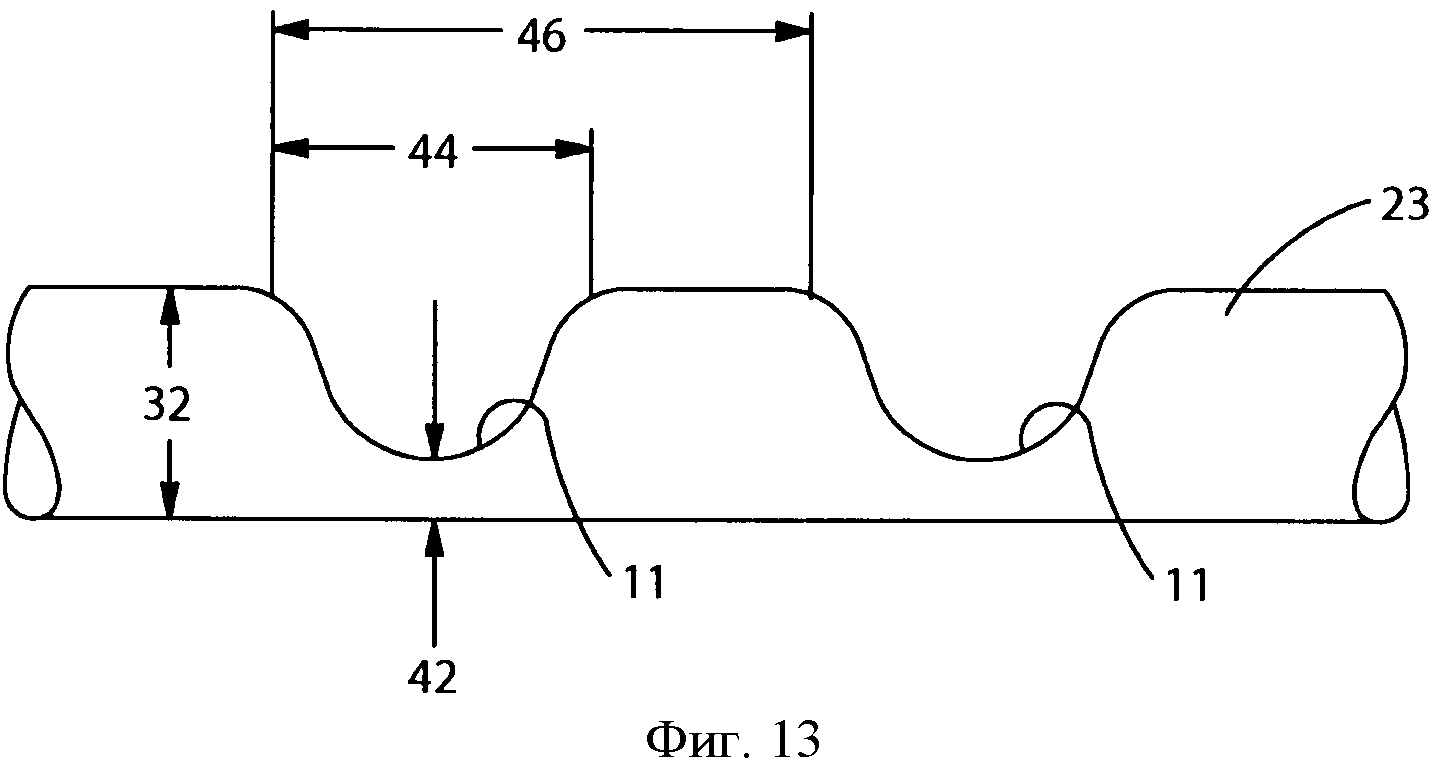
Фиг.13. Сечение фрагмента структурированной основы с изображением скрепленных и/или дополнительно скрепленных областей.
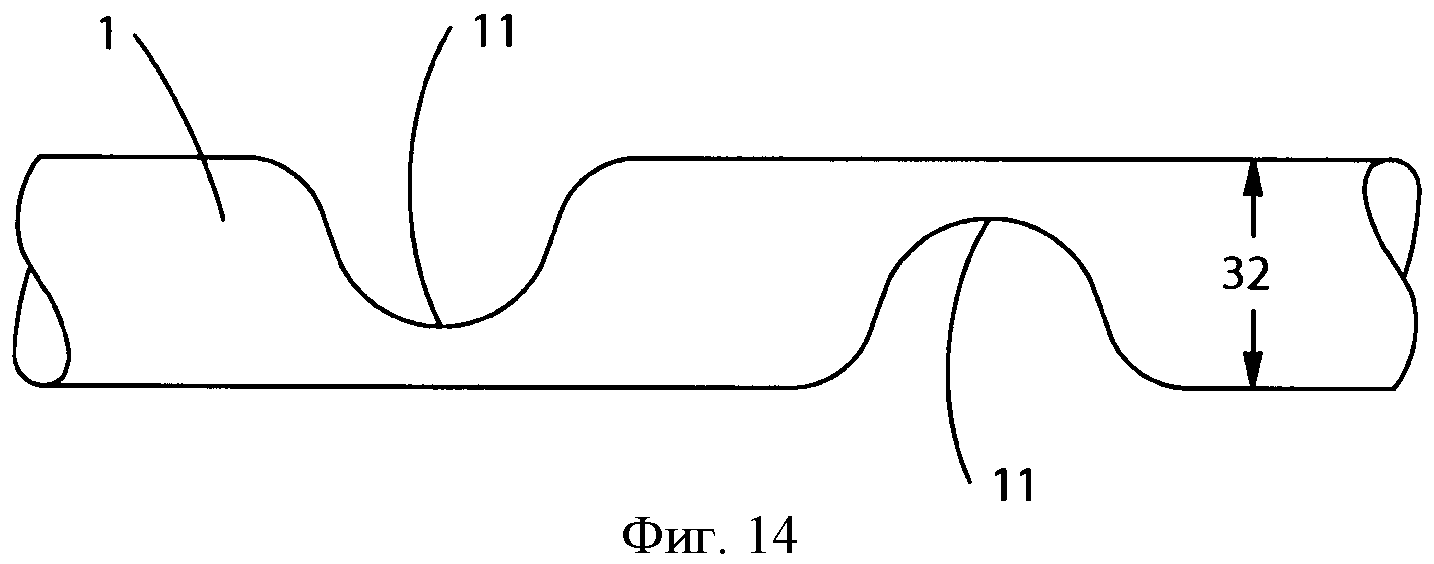
Фиг.14. Сечение фрагмента структурированной основы с изображением скрепленных и/или дополнительно скрепленных областей на противоположных поверхностях структурированной основы.
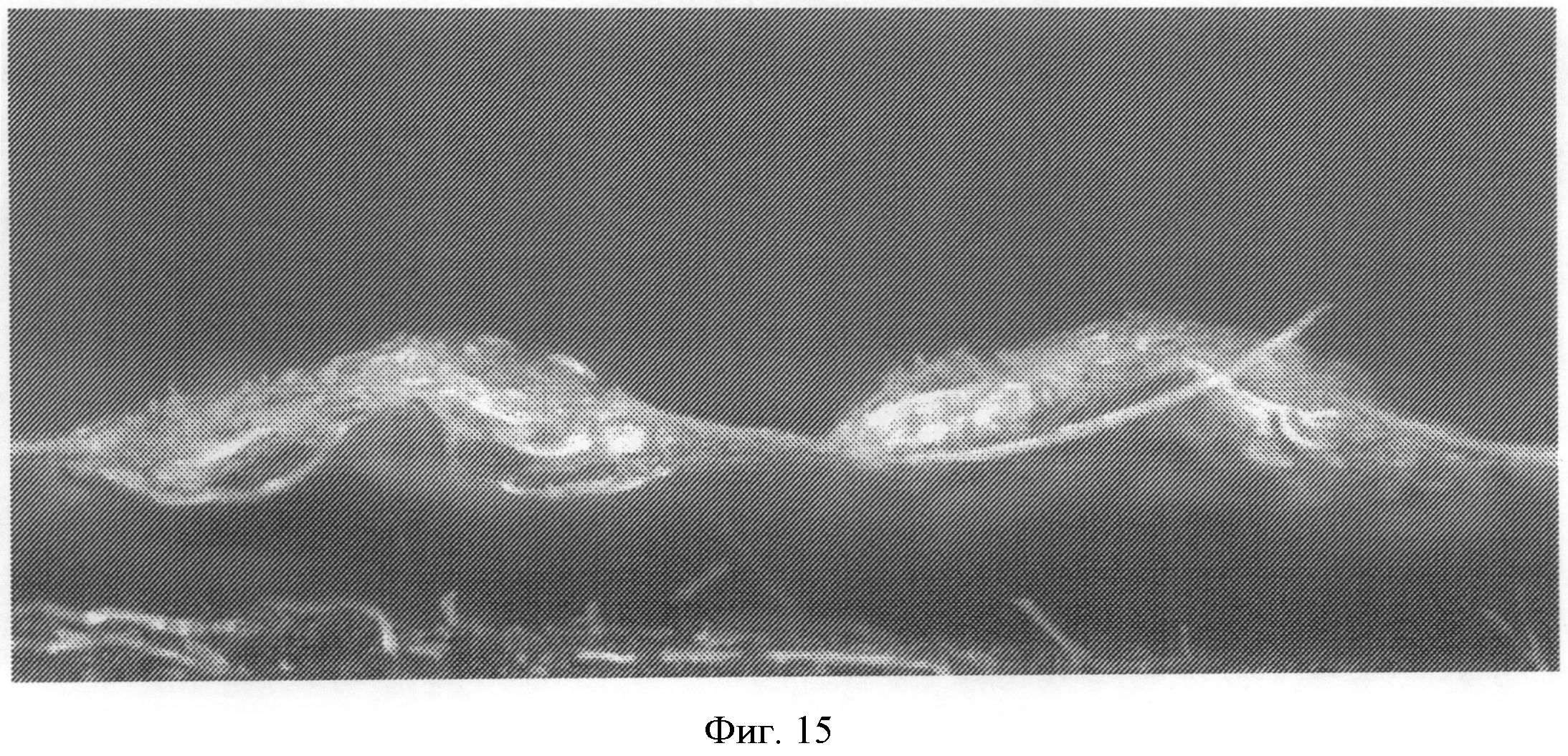
Фиг.15. Микрофотография фрагмента полотна в соответствии с настоящим изобретением, на которой видны структуры в виде палаток, сформированных при деформации волокон, вызванной их небольшим смещением.
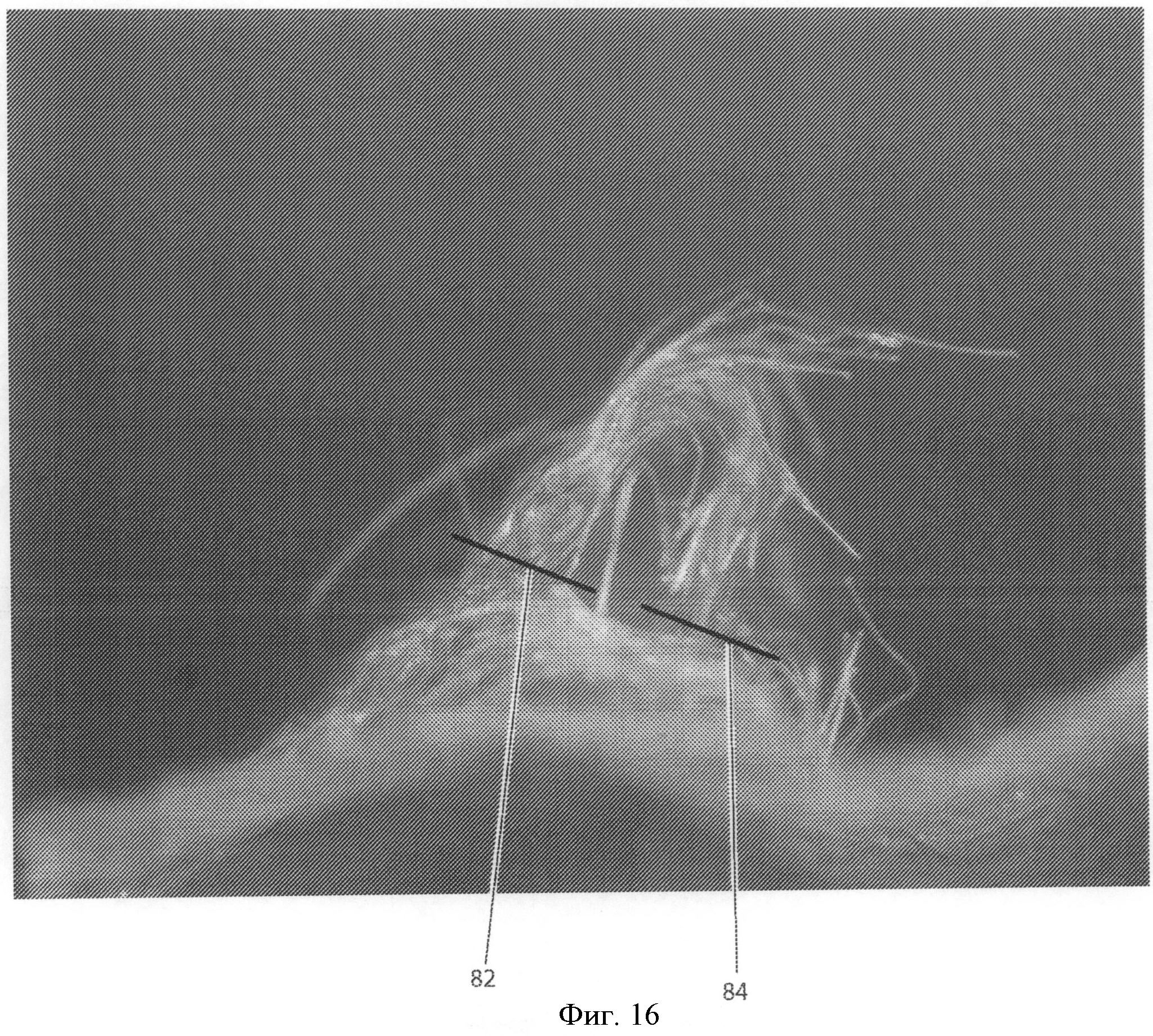
Фиг.16. Микрофотография фрагмента полотна в соответствии с настоящим изобретением, на которой видны многочисленные разрывы волокон, возникающие при большей степени деформации волокон за счет их смещения.
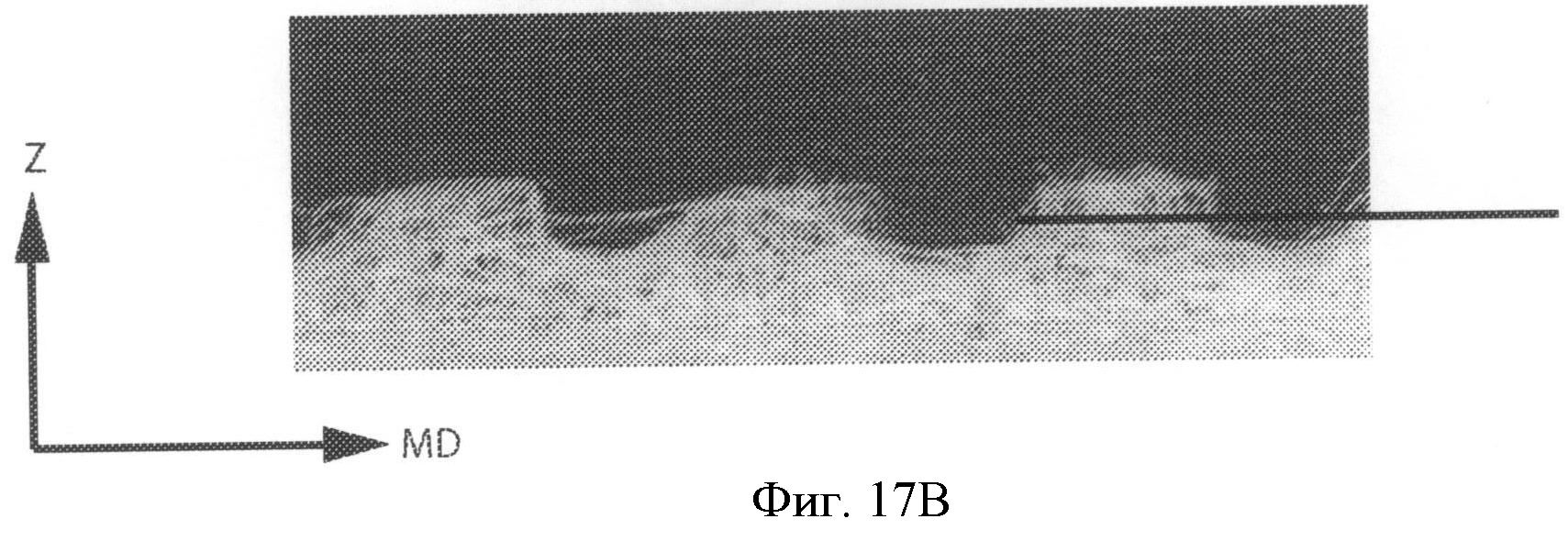
Фиг 17А и 17В. Микрофотографии фрагментов полотен в соответствии с настоящим изобретением, на которых видны участки структурированной основы, разрезанные для определения количества смещенных волокон.
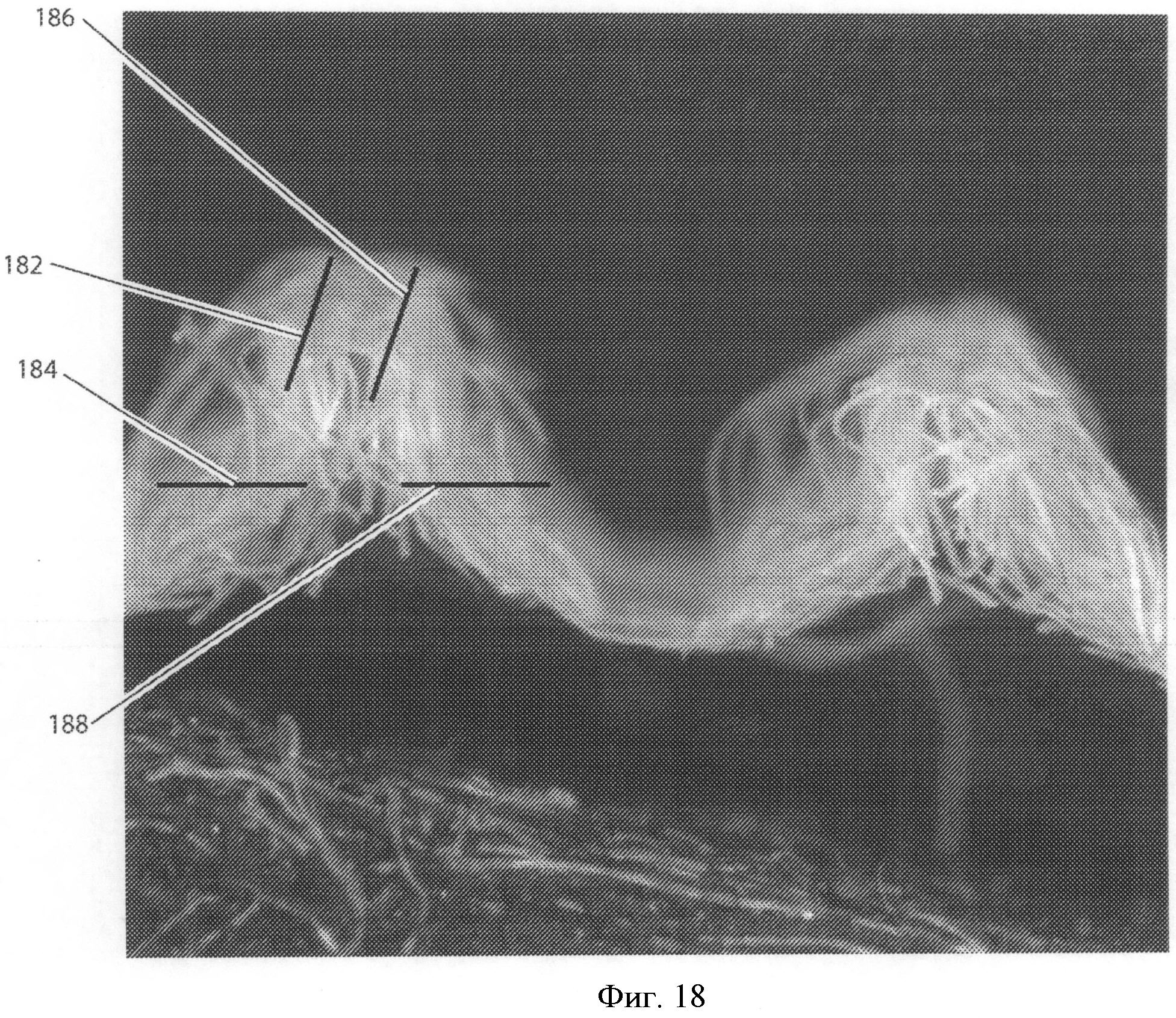
Фиг.18. Микрофотография фрагмента полотна в соответствии с настоящим изобретением, на которой отмечены места разреза смещенных волокон структурированной основы, подвергнутых концевому скреплению, для определения числа смещенных волокон.
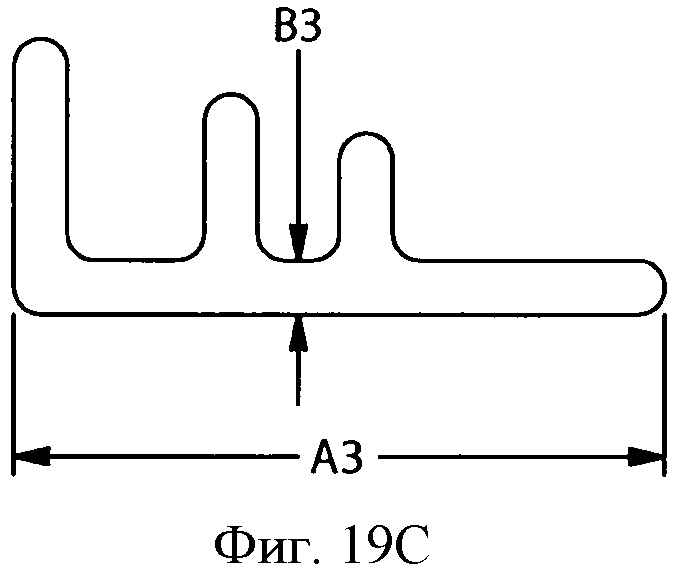
Фиг.19А-19С. Сечения профилированных волокон.
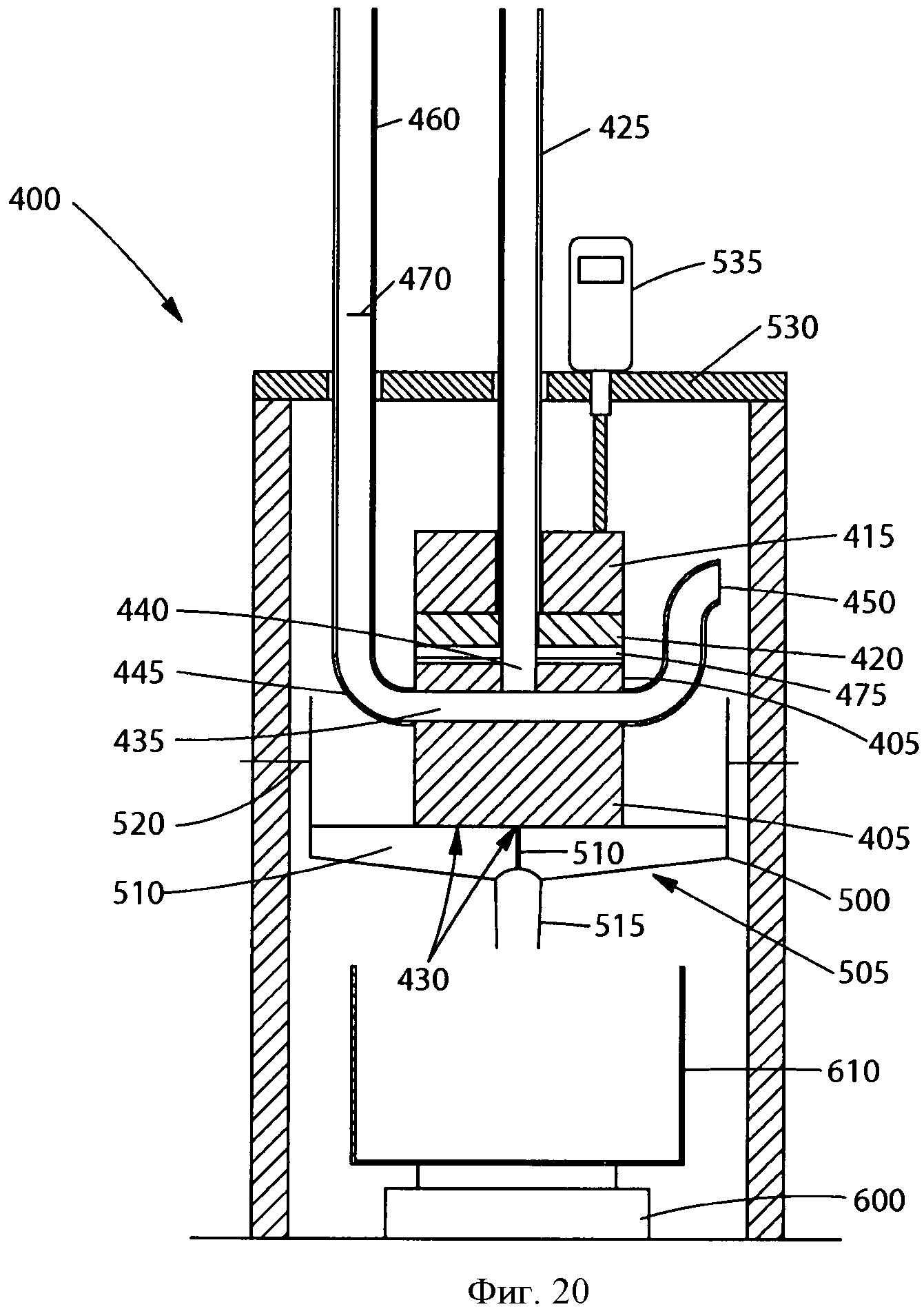
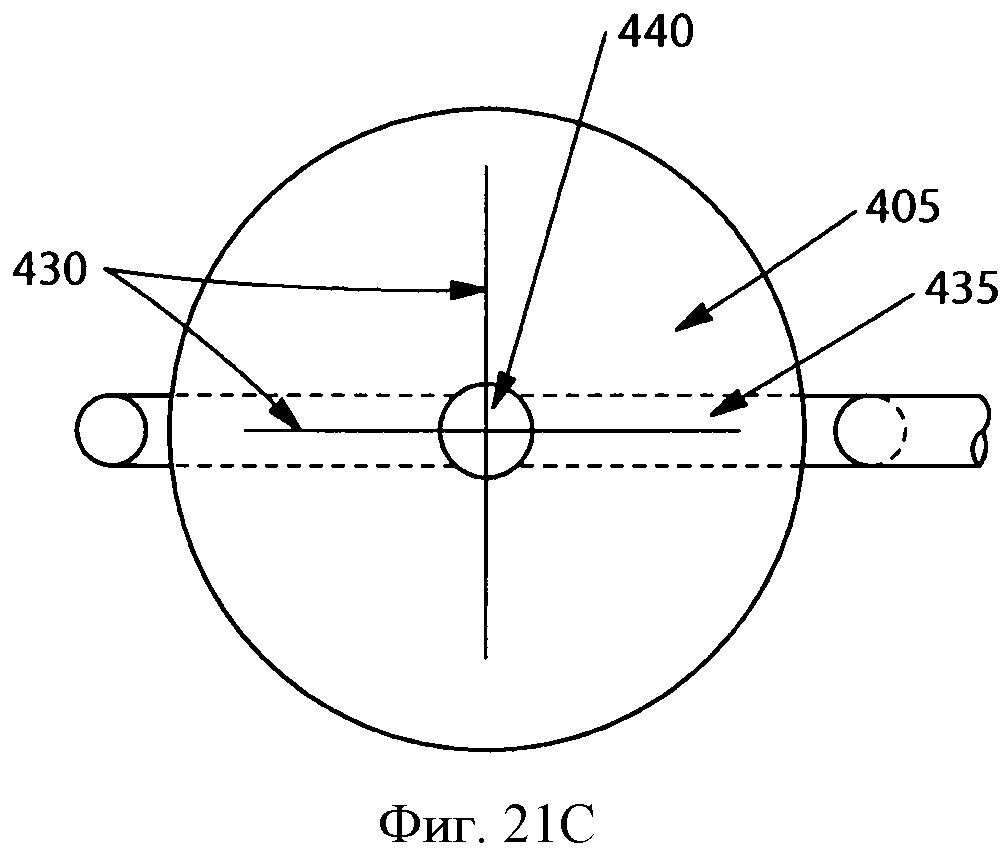
Фиг.20. Схема устройства для измерения проницаемости полотна в радиальном направлении в плоскости полотна.
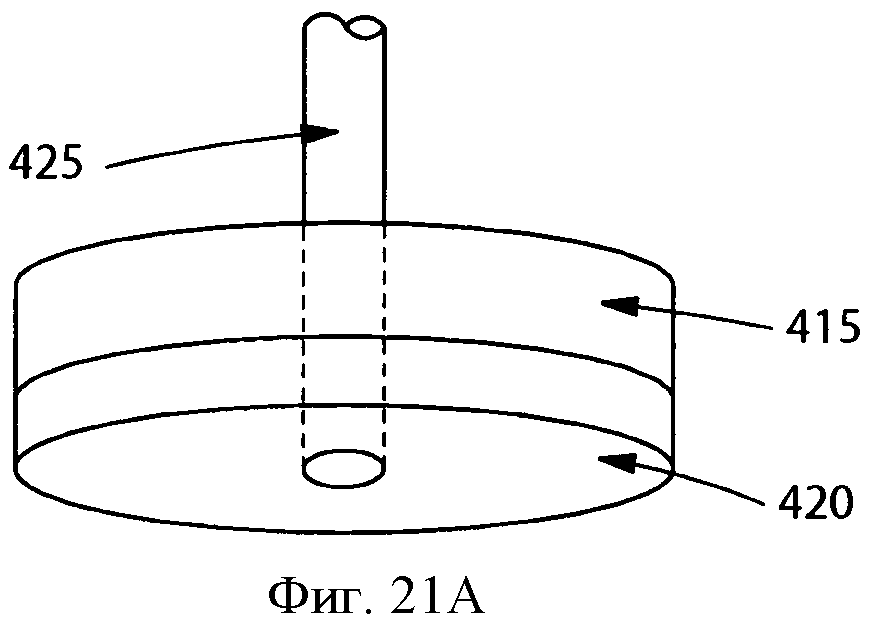
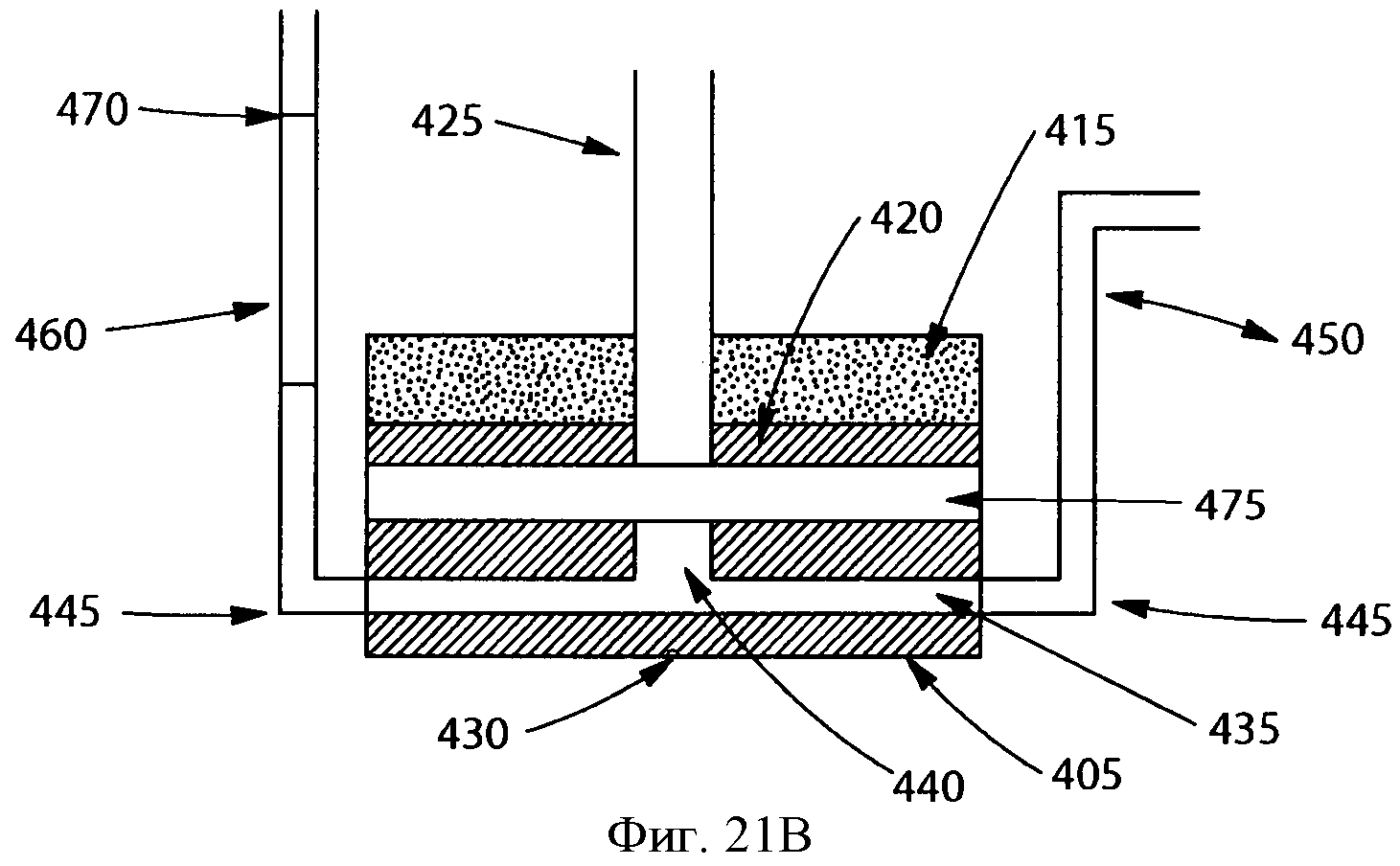
Фиг.21А, 21В и 21C. Компоненты устройства для измерения проницаемости полотна в радиальном направлении в плоскости полотна, изображенного на фиг.20.
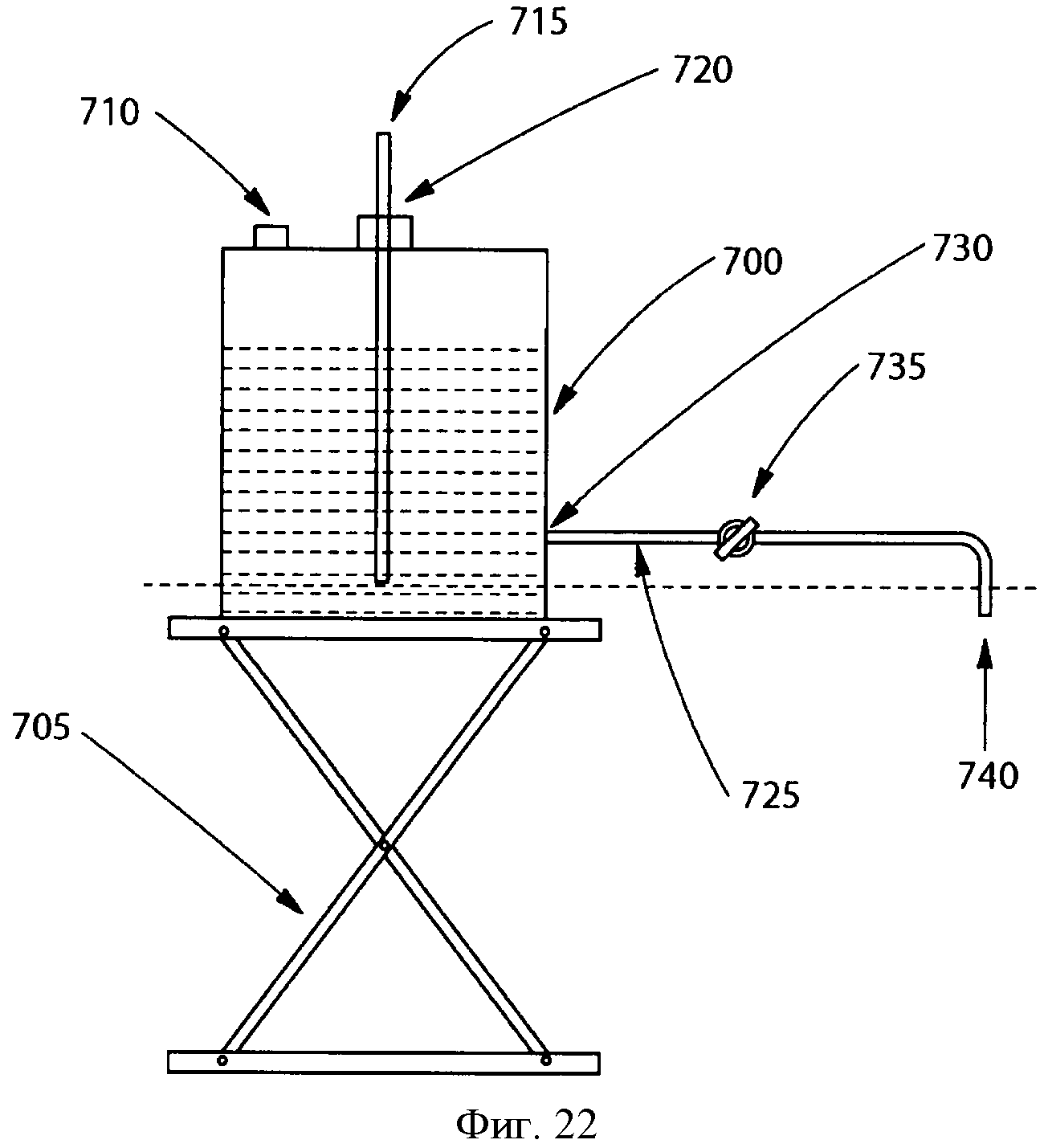
Фиг.22. Схема резервуара для подачи жидкости устройства для измерения проницаемости полотна в радиальном направлении в плоскости полотна, изображенного на фиг.20.
Подробное описание изобретения
Определения
В контексте настоящего описания и формулы изобретения термин «содержащий» является открытым термином, не исключающим в элементе, к которому он относится, наличия дополнительных, не упомянутых элементов и составных частей, а в способе, к которому он относится - дополнительных этапов.
В контексте настоящего описания термин «активация» означает любой способ, при котором входящие в зацепление друг с другом зубцы и канавки вызывают растяжение находящихся между ними участков полотна. Такие способы являются полезными для производства различных изделий, включая «дышащие» пленки, растягивающиеся композитные материалы, перфорированные материалы и текстурированные материалы. Растяжение нетканых полотен может вызывать переориентацию волокон, изменение диаметра волокон в поперечном сечении и/или показателя denier, уменьшение удельного веса полотна и/или контролируемое разрушение волокон в тех или иных частях полотна. Одним из часто применяемых способом активации является прокатка полотна между валиками с кольцеобразными гребнями.
В контексте настоящего описания термин «глубина зацепления» означает степень протяженности зубцов и канавок входящих в зацепление друг с другом валиков.
В контексте настоящего описания термин «нетканое полотно» означает полотно, имеющее структуру из отдельных волокон или нитей, переложенных друг с другом, но без образования повторяющейся структуры, как это имеет место в тканых или вязаных полотнах, в которых, как правило, нет произвольно ориентированных волокон. Нетканые полотна могут быть изготовлены различными способами, с использованием, например, процессов выдувания из расплава, спанбонд, гидроспутывания, воздушной укладки и скрепления с кардованием. Удельный вес нетканого полотна обычно выражается в граммах на квадратный метр (г/м2). Удельный вес ламинированного полотна представляет собой сумму удельных весов составляющих его слоев и прочих дополнительных компонентов. Диаметр волокон обычно выражается в микрометрах; размер волокон может быть также выражен в показателе dpf, которой представляет удельный вес волокон в пересчете на их длину. Удельный вес ламинированного полотна, подходящего для использования в соответствии с настоящим изобретением, может составлять от 6 г/м2 до 400 г/м2, в зависимости от конечного назначения полотна. Например, для изготовления полотенец для рук могут использоваться два нетканых полотна, каждое из которых имеет удельный вес от 18 г/м2 до 500 г/м2.
В контексте настоящего описания термин «волокна типа спанбонд» относится к волокнам относительно малого диаметра, изготовленные путем экструдирования расплавленного термопластического материала в виде волокон из множества тонких, как правило, круглого сечения капилляров мундштука, после чего волокна подвергаются утончению под действием внешней силы. В момент их укладки на поверхность сбора волокна типа спанбонд в целом не являются клейкими. Волокна типа спанбонд в целом являются непрерывными и имеют средний диаметр (измеренный по меньшей мере для 10 образцов), больший, чем 7 мкм, и, в частности, от примерно 10 мкм до примерно 40 мкм.
В контексте настоящего описания термин «выдувание из расплава» означает процесс формирования полотна, при котором расплавленный термопластический материал экструдируется под давлением через множество тонких, как правило, круглого сечения капилляров мундштука. Экструдированные волокна попадают на сходящийся с ними поток горячего газа (например, воздуха), подхватываются им и переносятся на поверхность сбора, на которую они ложатся, будучи еще достаточно клейкими. В потоке горячего воздуха волокна удлиняются, уменьшаются в диаметре, превращаясь в микроволокна. Получается полотно из произвольным образом распределенных волокон. Микроволокна, выдуваемые из расплава, могут быть сплошными или непрерывными, и их средний диаметр, как правило, составляет менее 10 мкм.
В контексте настоящего описания термин «полимер» в общем включает, но не ограничивается ими: гомополимеры, сополимеры, терполимеры, прочие виды полимеров, их модификации и смеси. Кроме того, если явно не оговорены какие-либо ограничения, термин «полимер» включает все возможные стереометрические конфигурации материала. Такие конфигурации включают, но не ограничиваются ими: конфигурации с изотактической, атактической, синдиотактической и произвольной симметрией.
В контексте настоящего описания термин «однокомпонентное волокно» означает волокно, сформированное с помощью одного или более экструдеров, с использованием только одного полимера. Это, однако, не исключает волокон, сформированных только из одного полимера, в который были введены небольшие количества добавок для придания ему цвета, антистатических свойств, смазывающих свойств, гидрофильности и прочих свойств. Данные добавки, например диоксид титана, добавляемый для цвета, как правило, могут присутствовать в полимере в количестве, меньшем, чем примерно 5% по весу, и более чем примерно 2% по весу.
В контексте настоящего описания термин «двухкомпонентные волокна» означает волокна, сформированные по меньшей мере из двух различных полимеров, экструдированных через различные экструдеры, но вытянутых вместе для формирования одного волокна. Двухкомпонентные волокна иногда также именуются конъюгатными волокнами или многокомпонентными волокнами. В таких волокнах полимеры-компоненты расположены в сущности в постоянных положениях на срезе волокна и являются непрерывно протяженными по всей длине волокна. Конфигурация полимеров в таком двухкомпонентном волокне может быть, например, типа «оболочка-ядро», то есть один полимер может быть окружен другим полимером; параллельной, например в виде слоеного пирога; или типа «островки в море».
В контексте настоящего описания термин «двухсоставные волокна» означает волокна, сформированные по меньшей мере из двух полимеров, но экструдированные из одного экструдера выдавливанием их смеси. Двухсоставные волокна не имеют постоянного расположения полимерных компонентов на срезе волокна в виде четко различимых зон, не являются непрерывно протяженными вдоль всей длины волокна, а вместо этого обычно начинаются и обрываются произвольно. Двухсоставные волокна иногда именуются также «многосоставными волокнами».
В контексте настоящего описания термин «некруглые волокна» означает волокна, имеющие некруглое поперечное сечение, и включает «профилированные» волокна и так называемые «волокна с капиллярными каналами». Такие волокна могут быть полнотелыми или пустотелыми, могут иметь трехдольную или дельтовидную форму и предпочтительно являются волокнами, имеющими капиллярные каналы на внешней поверхности. Капиллярные каналы могут иметь различную форму в поперечном сечении, например U-образную, Н-образную, С-образную или V-образную форму. Одним из предпочтительных типов волокон с капиллярными каналами являются волокна Т-401 из полиэтилен-терефталата, предлагаемые Fiber Innovation Technologies (Джонсон-Сити, штат Теннесси, США) под торговым наименованием 4DG.
«Абсорбирующее изделие» означает устройства, поглощающие и/или содержащие жидкость. Они включают носимые абсорбирующие изделия, помещаемые на поверхность тела или в непосредственной близости к ней для поглощения и удержания различных выделений организма. Не ограничивающие примеры абсорбирующих изделий включают подгузники, в том числе выполненные в виде трусиков, «учебные» трусики для детей, гигиенические прокладки, тампоны, устройства для лиц, страдающих недержанием мочи, и прочие изделия. Кроме того, абсорбирующие изделия включают протирочные материалы и прочие изделия для уборки помещений.
«Расположен» означает помещение одного элемента изделия в определенном положении по отношении к другому элементу изделия. Так, например, тот или иной элемент изделия может быть расположен в определенном месте или положении относительно прочих элементов подгузника, будучи выполнен за единое целое с ними, или он может быть расположен, будучи выполнен как отдельный элемент, присоединенный к другому элементу подгузника.
«Растяжимое нетканое полотно» означает волокнистое нетканое полотно, которое может быть удлинено по меньшей мере на 50% без наступления его разрыва. Так, например, растяжимым считается материал, имеющий начальную длину 100 мм, который может быть растянут до длины по меньшей мере 150 мм при скорости растяжения, равной 100% начальной длины в минуту при температуре 23±2°С и относительной влажности 50±2%. Материал может быть растяжимым в одном направлении (например, CD), но не растяжимым в другом направлении (MD). Растяжимое нетканое полотно в общем случае содержит растяжимые волокна.
«Высокорастяжимое нетканое полотно» означает волокнистое нетканое полотно, которое может быть удлинено по меньшей мере на 100% без наступления его разрыва. Так, например, высокорастяжимым считается материал, имеющий начальную длину 100 мм, который может быть растянут до длины по меньшей мере 200 мм при скорости растяжения, равной 100% начальной длины в минуту при температуре 23±2°С и относительной влажности 50±2%. Материал может быть высокорастяжимым в одном направлении (например, CD), но не растяжимым или растяжимым в другом направлении (MD). Высокорастяжимое нетканое полотно в общем случае содержит высокорастяжимые волокна.
«Нерастяжимое нетканое полотно» означает волокнистое нетканое полотно, разрыв которого наступает, пока еще не будет достигнуто его удлинение на 50% начальной длины. Так, например, нерастяжимым считается материал, имеющий начальную длину 100 мм, который не может быть растянут более чем на 50 мм при скорости растяжения, равной 100% начальной длины в минуту при температуре 23±2°С и относительной влажности 50±2%. Нерастяжимый материал является нерастяжимым в обоих направлениях: в направлении CD и в направлении MD.
«Растяжимое волокно» означает волокно, которое может быть растянуто по меньшей мере на 400% исходной длины без наступления его разрыва, при скорости растяжения, равной 100% начальной длины в минуту, по результатам испытаний на растяжение, проводимых при температуре 23±2°С и относительной влажности 50±2%.
«Высокорастяжимое волокно» означает волокно, которое может быть растянуто по меньшей мере на 500% исходной длины без наступления его разрыва, при скорости растяжения, равной 100% начальной длины в минуту, по результатам испытаний на растяжение, проводимых при температуре 23±2°С и относительной влажности 50±2%.
«Нерастяжимое волокно» означает волокно, которое может быть растянуто менее чем на 400% исходной длины до наступления его разрыва, при скорости растяжения, равной 100% начальной длины в минуту, по результатам испытаний на растяжения, проводимых при температуре 23±2°С и относительной влажности 50±2%.
Термины «гидрофильный» и «гидрофильность» относятся к волокнистому или нетканому материалу, поверхность которого быстро смачивается водой или солевым раствором. Материал, который капиллярно поглощает воду или солевой раствор, может быть классифицирован как гидрофильный. Одним из способов количественного измерения гидрофильности является измерение способности материала капиллярно поглощать воду в вертикальном направлении. В контексте настоящего изобретения гидрофильным считается материал, если его способность капиллярного поглощения в вертикальном направлении составляет по меньшей мере 5 мм.
Термин «соединен» означает конфигурации, в которых рассматриваемый элемент непосредственно прикреплен к другому элементу, а также конфигурации, в которых рассматриваемый элемент косвенно прикреплен к другому элементу, то есть непосредственно прикреплен к некоторому промежуточному элементу (или промежуточным элементам), который (которые) в свою очередь прикреплен (прикреплены) к другому элементу.
«Ламинат» означает структуру из двух или более материалов, скрепленных друг с другом способами, применяемыми в данной области техники, например такими, как адгезивное скрепление, термическое скрепление, ультразвуковое скрепление.
«Направление движения в машине (MD)» означает направление, параллельное направлению движения полотна в процессе его изготовления. Направления в пределах ±45° по отношению к MD также считаются направлениями движения в машине. «Направление, поперечное направлению движения в машине (CD)» означает направление, в сущности перпендикулярное направлению MD и лежащее в плоскости, образуемой полотном. Направления в пределах ±45° по отношению к CD также считаются направлениями, поперечными направлению движения в машине.
Термины «от центра»/«к центру» означают, что один из рассматриваемых элементов расположен соответственно дальше/ближе к продольной осевой линии абсорбирующего изделия по отношению к другому элементу. Так, например, если указано, что элемент А расположен в направлении от центра по отношению к элементу В, это означает, что элемент А расположен дальше от продольной осевой линии, чем элемент В.
«Капиллярное поглощение» означает активный перенос жидкости через нетканый материал под действием капиллярных сил. Скорость капиллярного поглощения определяется как расстояние, которое жидкость пройдет в материале за определенный промежуток времени.
«Скорость поглощения» означает скорость, с которой материал поглотит заданное количество жидкости, или время, требующееся для прохождения жидкости через материал.
«Проницаемость» означает относительную способность жидкости протекать через материал в плоскости X-Y. Материалы, обладающие высокой проницаемостью, обеспечивают более высокую скорость прохождения жидкости в их плоскости, чем материалы, обладающие низкой проницаемостью.
«Полотно» означает материал, который может быть свернут в рулон. Полотном может быть пленка, нетканый материал, ламинат, перфорированный ламинат и прочие материалы. «Поверхность полотна» означает одну из двухмерных его поверхностей, в противоположность его торцам и боковым краям.
Плоскость «X-Y» означает плоскость, образуемую направлениями MD и CD движущегося полотна или его отреза.
Все употребляемые в настоящем описании числовые значения диапазонов следует рассматривать таким образом, что упомянутое максимальное значение, ограничивающее данный диапазон, включает любое меньшее ограничивающее значение, и все такие меньшие ограничивающие значения следует считать явно упомянутыми. Кроме того, упомянутое минимальное значение, ограничивающее данный диапазон, включает любое большее ограничивающее значение, и все такие большие ограничивающие значения следует считать явно упомянутыми. Кроме того, любой упомянутый диапазон числовых значений включает любой более узкий диапазон, входящий в упомянутый более широкий диапазон, а также любые конкретные числовые значения в данном диапазоне, и все такие более узкие диапазоны и отдельные числовые значения следует рассматривать как явно упомянутые в настоящем описании.
В настоящем изобретении предлагается структурированная основа, сформированная путем активации подходящей исходной основы. Активация вызывает смещение волокон и обеспечивает формирование трехмерной текстуры, усиливающей свойства поглощения жидкости исходной основы. Для повышения свойств капиллярного поглощения жидкости может быть также изменена поверхностная энергия исходной основы. Предлагаемая в соответствии с настоящим изобретением структурированная основа будет описана ниже вместе с предпочтительным способом и устройством для изготовления структурированной основы из исходной основы. Предпочтительное устройство 150 для изготовления структурированной основы схематически показано на фиг.1 и 2 и будет более подробно описано ниже.
Исходная основа
Исходной основой 20 в соответствии с настоящим изобретением является проницаемое для жидкости нетканое полотно, сформированное из собранных свободных термически устойчивых волокон. Волокна, используемые в соответствии с настоящим изобретением, являются нерастяжимыми, что было определено ниже как удлиняющиеся менее чем на 300% до наступления разрыва; предпочтительно даже, чтобы использовались волокна, удлиняющиеся менее чем на 200% до наступления разрыва. Волокна могут включать штапельные волокна, из которых стандартными промышленными способами, такими как кардование, воздушная укладка или влажная укладка, может быть сформировано полотно; однако предпочтительными являются волокна типа спанбонд, изготавливаемые с помощью стандартного оборудования для получения таких волокон, из которых формируется нетканое полотно путем вытяжения и укладки волокон. Волокна и процесс формирования полотна путем вытяжения и укладки волокон будут подробно обсуждаться ниже.
Волокна в соответствии с настоящим изобретением могут иметь различную форму поперечного сечения, и такие формы включают, но не ограничиваются ими: круглую, эллиптическую, звездообразную, трехдольную, многодольную (например, содержащую от 3 до 8 долей), прямоугольную, Н-образную, С-образную, I-образную, U-образную и прочие эксцентричные формы. Могут также использоваться полые волокна. Предпочтительными формами являются круглая, трехдольная и Н-образная. Круглые волокна являются самыми дешевыми в производстве и поэтому могут быть наиболее предпочтительными с экономической точки зрения, в то время как волокна трехдольной формы обеспечивают большую площадь поверхности и поэтому являются предпочтительными с точки зрения функциональности. Волокна круглой и трехдольной формы могут быть полыми, однако предпочтительными являются полнотелые волокна. Пустотелые волокна также могут быть полезны для некоторых приложений, так как они обеспечивают большее сопротивление сжатию, чем полнотелые волокна с тем же показателем dpf.
Волокна в соответствии с настоящим изобретением, как правило, имеют большие размеры, чем волокна, используемые в обычных нетканых материалах из волокон типа спанбонд. Из-за того что диаметр волокон со сложным профилем часто трудно определить, такие волокна чаще характеризуются показателем dpf (denier per filament - показатель denier для одного волокна). Показатель dpf определяется как масса волокна в граммах при его длине 9 000 м. В соответствии с настоящим изобретением предпочтительно использование волокон с показателем dpf, большим 1 и меньшим 100. Более предпочтительно использовать волокна от 1,5 dpf до 50 dpf, еще более предпочтительно - от 2,0 dpf до 20 dpf, и наиболее предпочтительно - от 4 dpf до 10 dpf.
Собранные вместе, но свободные волокна, образующие исходную основу в соответствии с настоящим изобретением, перед активацией и смещением волокон скрепляются друг с другом. Волокнистое полотно может характеризоваться слабым скреплением волокон (далее именуется как слабо скрепленное), в результате чего волокна будут иметь достаточно высокую степень подвижности и будут легко вытягиваться из мест скрепления при растяжении полотна. Волокнистое полотно может характеризоваться полным скреплением волокон, в результате чего места скрепления волокон будут иметь гораздо большую прочность, волокна будут иметь минимальную степень подвижности, и при растяжении такого полотна его волокна будут разрываться. Нерастяжимые волокна, образующие исходную основу в соответствии с настоящим изобретением, предпочтительно являются полностью скрепленными, так чтобы было получено нерастяжимое волокнистое нетканое полотно. Как будет более подробно объяснено ниже, нерастяжимая исходная основа является более предпочтительной для использования в настоящем изобретении и формирования из нее структурированной основы путем смещения волокон.
Полное скрепление исходной основы может быть выполнено за один этап скрепления, например, при изготовлении исходной основы. В альтернативных воплощениях может использоваться несколько этапов скрепления. Так, например, исходная основа может быть лишь предварительно (немного или недостаточно) скреплена на этапе ее изготовления, так, чтобы придать ей достаточную структурную целостность и смотать в рулон. После этого исходная основа может быть подвергнута дополнительным этапам скрепления, в результате чего из нее может быть получено полностью скрепленное полотно, и это может быть сделано, например, непосредственно перед этапом смещения волокон в соответствии с настоящим изобретением. Кроме того, возможны этапы скрепления, выполняемые в любые моменты времени между изготовлением исходной основы и смещением волокон. При различных этапах скрепления могут быть сформированы различные структуры скрепления.
Различные способы скрепления волокон подробно описаны в публикации "Nonwovens: Theory, Process, Performance and Testing" (автор Albin Turbak, издание Tappi 1997). Типично применяемые способы скрепления включают механическое спутывание, гидродинамическое спутывание, прокалывание иглой, химическое скрепление и/или скрепление путем пропитки смолой, однако предпочтительными способами являются термическое скрепление, например скрепление продуваемым горячим воздухом, и точечное термическое скрепление под воздействием нагревания и давления, причем последнее является наиболее предпочтительным.
Скрепление продуваемым воздухом выполняется путем продувания горячего газа через собранные волокна, в результате чего получается скрепленное нетканое полотно. Места фактического скрепления волокон могут иметь различные формы и размеры, включая, но не ограничиваясь ими: овальную, круглую и четырехугольную форму. Суммарная площадь участков термического скрепления может составлять от 2% до 60%, предпочтительно от 4% до 35%, более предпочтительно от 5% до 30%, и наиболее предпочтительно от 8% до 20% площади полотна. В полностью скрепленной исходной основе в соответствии с настоящим изобретением суммарная площадь участков термического скрепления может составлять от 8% до 70%, предпочтительно от 12% до 50%, и наиболее предпочтительно от 15% до 35%. Количество точек термического скрепления на единицу площади полотна может составлять от 5 точек/см2 до 100 точек/см2, предпочтительно от 10 точек/см2 до 60 точек/см2, и наиболее предпочтительно - от 20 точек/см2 до 40 точек/см2. В полностью скрепленной исходной основе в соответствии с настоящим изобретением количество точек термического скрепления на единицу площади полотна может составлять от 10 точек/см2 до 60 точек/см2, и предпочтительно - от 20 точек/см2 до 40 точек/см2.
Для термического скрепления необходимо, чтобы волокна были изготовлены из термически скрепляемых полимеров, таких как, например, термопластические полимеры. В соответствии с настоящим изобретением в состав волокна входит термически скрепляемый полимер. Предпочтительные термически скрепляемые полимеры включают полиэфирную смолу, ПЭТ-смолу, более предпочтительно ПЭТ-смолу в сочетании с со-ПЭТ-смолой. Из таких полимеров могут быть получены термически скрепляемые, термически устойчивые волокна, как будет более подробно описано ниже. В соответствии с настоящим изобретением содержание термопластического полимера составляет более чем примерно 30%, предпочтительно -более чем примерно 50%, еще более предпочтительно - более чем примерно 70%, и наиболее предпочтительно - более чем примерно 90% от веса волокна.
В результате скрепления исходная основа приобретает определенные механические свойства как в направлении движения в машине (MD), так и в поперечном ему направлении (CD). Прочность на разрыв полотна в направлении MD составляет от 1 Н/см до 200 Н/см, предпочтительно от 5 Н/см до 100 Н/см, более предпочтительно от 10 Н/см до 50 Н/см, и еще более предпочтительно от 20 Н/см до 40 Н/см. Прочность на разрыв полотна в направлении CD составляет от 0,5 Н/см до 50 Н/см, предпочтительно - от 2 Н/см до 35 Н/см, и наиболее предпочтительно - от 5 Н/см до 25 Н/см. Исходная основа также должна иметь отношение прочности на разрыв в направлении MD к прочности на разрыв в направлении CD от 1,1 до 10, предпочтительно от 1,5 до 6 и предпочтительно от 1,8 до 5.
Способ скрепления оказывает также влияние на толщину исходной основы. Толщина исходной основы зависит также от числа, размера и формы волокон, присутствующих в участке полотна, в области которого проводится измерение. Толщина исходной основы составляет от 0,10 мм до 1,3 мм, более предпочтительно -от 0,15 мм до 1,0 мм, и наиболее предпочтительно - от 0,20 мм до 0,7 мм.
Исходная основа характеризуется также прозрачностью. Прозрачность определяется как относительное количество света, проходящее через исходную основу. И хотя теоретически это необязательно, можно ожидать, что прозрачность зависит от числа, размера, типа, морфологии и формы волокон, присутствующих в участке полотна, на котором проводится измерение. Прозрачность может быть измерена по методу TAPPI Т 425 om-01 «Измерение прозрачности бумаги» (геометрические параметры 15/d, источник света А/2°, фон с коэффициентом отражения 89% и бумажный фон). Прозрачность измеряется в процентах. Прозрачность исходной основы в соответствии с настоящим изобретением составляет более 5%, предпочтительно более 10%, более предпочтительно - более 20%, еще более предпочтительно - более 30% и наиболее предпочтительно - более 40%.
Исходная основа характеризуется удельным весом на единицу площади и единицу объема. Удельный вес на единицу площади рассчитывается как вес участка полотна, деленный на площадь данного участка. Для целей настоящего изобретения используется исходная основа, имеющая удельный вес на единицу площади от 10 г/м2 до 200 г/м2. Удельный вес исходной основы на единицу объема рассчитывается как ее удельный вес на единицу площади, деленный на толщину исходной основы. Для целей настоящего изобретения используется исходная основа, имеющая удельный вес на единицу объема от 14 кг/м3 до 200 кг/м3. Исходная основа может также характеризоваться удельным объемом на единицу веса - величиной, обратной удельному весу на единицу объема и обычно выражаемой в см3/г.
Исходная основа в соответствии с настоящим изобретением может быть использована для изготовления кровельных материалов, фильтрующих изделий, протирочных материалов и прочих товаров потребления.
Модифицирование исходной основы
Исходная основа в соответствии с настоящим изобретением может быть модифицирована для придания ей оптимальных свойств поглощения и распределения жидкости и использования ее в изделиях, где важны соответствующие характеристики управления жидкостью. Характеристики распределения жидкости могут быть усилены путем изменения поверхностной энергии исходной основы и усиления ее гидрофильности и соответственно свойств капиллярного поглощения жидкости. Изменение поверхностной энергии является дополнительной возможностью и, как правило, выполняется на этапе изготовления исходной основы. В соответствии с настоящим изобретением характеристики поглощения жидкости могут быть усилены за счет модификации структуры исходной основы путем смещения волокон с образованием трехмерной текстуры, что увеличивает воздушность полотна и соответственно повышает его толщину и удельный объем на единицу веса.
Поверхностная энергия
Гидрофильность исходной основы связана с ее поверхностной энергией. Поверхностная энергия исходной основы может быть изменена путем обработки поверхности полотна, например пришивания к поверхности волокон химически активных групп из газовой среды, которому может предшествовать реактивное окисление поверхности волокон с помощью плазмы или коронного разряда.
Поверхностная энергия исходной основы может быть также изменена путем выбора полимерного материала, используемого для изготовления волокон исходной основы. Полимерный материал может обладать внутренне присущей ему гидрофильностью, или гидрофильность может быть придана ему путем химической обработки самого полимера, поверхности волокон или поверхности полотна расплавленными добавками, или путем сочетания полимера с другими материалами, обеспечивающими гидрофильность. Примерами таких материалов, являются IRGASURF® HL560 производства Ciba, используемый для придания гидрофильности полипропилену, и ПЭТ-сополимер семейства материалов EASTONE® производства Eastman Chemical, для придания гидрофильности полиэтилен-терефталату.
Поверхностная энергия может быть также изменена путем поверхностной обработки волокон. Для поверхностной обработки волокон обычно используются поверхностно-активные вещества, наносимые на волокна в виде разбавленной эмульсии или пены способом распыления, губчатым валиком или другим подходящим способом, с последующей сушкой. Полимерами, которые могут требовать поверхностной обработки, являются комплексные полимеры на основе полипропилена и полиэтилен-терефталата. Прочие типы полимеров, требующие поверхностной обработки, включают алифатические полиэфирамиды; алифатические полиэфиры; ароматические полиэфиры, включая полиэтилен-терефталаты и их сополимеры, полибутилен-терефталаты и их сополимеры; политриметилен-терефталаты и их сополимеры; полимолочную кислоту и ее сополимеры. Для поверхностной обработки подходят также материалы, классифицируемые как грязеотталкивающие полимеры. Грязеотталкивающие полимеры представляют собой семейство материалов, включающее низкомолекулярные полиэфир-полиэфиры, блок-сополимеры полиэфир-полиэфиров и неионные полиэфирные соединения. Некоторые из данных материалов могут использоваться как плавкие добавки, но предпочтительным способом их использования является поверхностная обработка. Примерами имеющихся в продаже материалов такого типа являются продукты семейства Техсаге™ производства Clariant.
Структурированная основа
На втором этапе модификации исходной основы 20 проводится механическая ее обработка, в результате чего получается структурированная основа из волокнистого полотна (в контексте настоящего описания термины «структурированная основа» и «структурированная основа из волокнистого полотна» используются как взаимно заменяющие друг друга). В контексте настоящего описания «структурированная основа» означает исходную основу, которая была (1) необратимо деформирована путем перераспределения, разделения и разрыва волокон, в результате чего возникло необратимое смещение волокон (далее именуется как «смещение волокон»), и (2), как дополнительно возможный этап, была подвергнута дополнительному скреплению, в результате чего в исходной основе формируется сжатый до меньшей толщины участок. Необратимое смещение волокон производится с помощью стержней, штырей, кнопок, структурированных сеток, лент, иных подходящих средств и способов. Необратимое смещение волокон увеличивает толщину исходной основы. Увеличение толщины повышает удельный объем основы на единицу веса, а также делает основу более проницаемой для жидкости. Дополнительное скрепление улучшает механические свойства исходной основы и может увеличивать глубину каналов между смещенными волокнами, что улучшает характеристики поглощения и распределения жидкости.
Смещение волокон
Описанная выше исходная основа может быть обработана с помощью устройства 150, изображенного на фиг.1, в результате чего может быть получена структурированная основа 21, фрагменты которой изображены на фиг.3-6. Как показано на фиг.3, структурированная основа имеет первую область 2 в плоскости X-Y и множество вторых областей 4, расположенных по всей первой области 2. Вторые области 4 содержат смещенные волокна 6, образующие нарушения 16 непрерывности второй поверхности 14 структурированной основы 21, причем смещенные волокна 6 имеют свободные концы 18, протяженные от первой поверхности 12. Как показано на фиг.4, смещенные волокна 6 являются протяженными от первой поверхности 11 второй области 4 и являются разделенными друг от друга и разорванными, и имеют свободные концы, расположенные вдоль второй стороны 13, находящейся напротив первой стороны 11, проксимально к первой поверхности 12. В контексте настоящего изобретения «проксимально к первой поверхности 12» означает, что разрыв волокна происходит между первой поверхностью 12 и пиком, или дистальной частью 3 смещенных волокон, предпочтительно ближе к первой поверхности 12, чем к дистальной части 3 смещенных волокон 6.
Места разделения (или разрыва) волокон в первую очередь определяются свойствами нерастяжимых волокон, образующих исходную основу; однако на смещение и деформацию волокон влияет также степень скрепления волокон при формировании исходной основы. Исходная основа, содержащая полностью скрепленные нерастяжимые волокна, представляет собой структуру, в которой, благодаря прочности волокон, их жесткости и силе их скрепления, могут быть сформированы структуры в виде палаток при деформациях, вызванных небольшим смещением волокон, как показано на микрофотографии на фиг.15. При деформации полотна, вызванной большим смещением волокон, происходит разрыв существенного количества волокон, и большинство этих разрывов сосредоточено с одной стороны, как показано на микрофотографии на фиг.16.
Формирование смещенных волокон 6, имеющих свободные концы 18 (фиг.4), производится с целью увеличения удельного объема структурированной основы на единицу веса, по сравнению с удельным объемом исходной основы, за счет создания объема пустот. Изобретателями было обнаружено, что формирование во вторых областях смещенных волокон 6, по меньшей мере 50%, но менее чем 100% концов которых являются свободными, обеспечивает структурированную основу, имеющую увеличенную толщину и соответственно повышенный удельный объем, которые достаточно устойчиво сохраняются во время использования изделия (смотри таблицу 6 и примеры 1N5 - 1N9 ниже). В некоторых воплощениях, которые будут описаны ниже, свободные концы 18 смещенных волокон 6 могут быть термически скреплены для придания основе повышенной устойчивости против сжатия и соответственно лучшего сохранения толщины и объема. Смещенные волокна 6, имеющие термически скрепленные свободные концы, и способ их формирования будут более подробно описаны ниже.
Как показано на фиг.5, смещенные волокна 6 во вторых областях 4 обеспечивают толщину основы, большую, чем толщина 32 основы в первой области 2 (которая в сущности такая же, как толщина исходной основы). Размеры и форма вторых областей 4, содержащих смещенные волокна 6, могут быть различными, в зависимости от используемой технологии их формирования. На фиг.5 представлено поперечное сечение фрагмента структурированной основы 21, на котором видны смещенные волокна 6 во второй области 4. За счет смещения волокон 6 структурированная основа 21 во вторых областях 4 приобретает увеличенную толщину 34. Как показано на данном чертеже, толщина 34 участков со смещенными волокнами больше, чем толщина 32 первой области. Предпочтительно, чтобы толщина 34 участков со смещенными волокнами была по меньшей мере на 110% больше, чем толщина 32 первой области, более предпочтительно - по меньшей мере на 125%, и наиболее предпочтительно - по меньшей мере на 150% больше, чем толщина 32 первой области. Толщина 34 после старения участков со смещенными волокнами составляет от 0,1 мм до 5 мм, предпочтительно от 0,2 мм до 2 мм, и наиболее предпочтительно - от 0,5 мм до 1,5 мм.
Число вторых областей 4 со смещенными волокнами 6 на единицу площади структурированной основы 21 может варьировать, как показано на фиг.3. В целом их число на единицу площади основы необязательно должно быть постоянным по всей площади структурированной основы 21. Так, вторые области 4 могут быть расположены только в определенных областях структурированной основы 21, например в областях, имеющих заданную форму, например в виде линий, полос, кругов и прочих структур.
Как показано на фиг.3, суммарная площадь, занимаемая вторыми областями 3, составляет менее чем 75%, предпочтительно менее чем 50%, и еще более предпочтительно менее чем 25% общей площади основы, но не менее 10% площади основы. Размер вторых областей 4 и расстояние между вторыми областями 4 могут варьировать. На фиг.3 и 4 отмечены длина 36, ширина 38 и расстояния 37 и 39 между вторыми областями 4. Расстояние 39 между вторыми областями 4 в направлении движения в машине (MD), как показано на фиг.3, предпочтительно составляет от 0,1 мм до 1000 мм, более предпочтительно от 0,5 мм до 100 мм, и наиболее предпочтительно от 1 мм до 10 мм. Расстояние 37 между боковыми сторонами вторых областей 4 в направлении, поперечном по отношению к направлению движения в машине (CD), составляет от 0,2 мм до 16 мм, предпочтительно - от 0,4 мм до 10 мм, более предпочтительно - от 0,8 мм до 7 мм, и наиболее предпочтительно - от 1 мм до 5,2 мм.
Как показано на фиг.1, структурированная основа 21 может быть сформирована из в целом плоской, двухмерной нетканой исходной основы 20, подаваемой с подающего валика 152. Исходная основа 20 аппаратом 150 подается в направлении движения в машине (MD) в зазор 116 между находящимися в зацеплении валиками 104 и 102А, формирующими смещенные волокна 6, имеющие свободные концы 18. Полученная таким образом структурированная основа 21 со смещенными волокнами 6 может также дополнительно подаваться в зазор 117 между валиком 104 и скрепляющим валиком 156, с помощью которого производится скрепление свободных концов 18 смещенных волокон 6 друг с другом. После этого сформированная таким образом структурированная основа 22 валиком 102В (как дополнительно возможным) может сниматься с валика 104 и подаваться в зазор 119 между валиком 102В и скрепляющим валиком 158, в результате чего формируется структурированная основа 23, содержащая дополнительно скрепленные области, которая в конечном итоге подается на приемный валик 160 для ее хранения. И хотя на фиг.1 последовательность этапов соответствует описанной выше, для исходных основ, волокна в которых еще не являются полностью скрепленными, описанный выше способ желательно обратить, так, чтобы скрепленные участки в исходной основе формировались до формирования смещенных волокон 6. В таких воплощениях исходная основа 20 подается с подающего валика, подобного приемному валику 160, изображенному на фиг.1, в зазор 119 между валиком 102В и скрепляющим валиком 158, на котором производится скрепление волокон основы перед ее подачей в зазор между входящими в зацепление валиками 102В и 104, которыми формируются смещенные волокна 6, имеющие свободные концы 18 во вторых областях 4.
Несмотря на то что на фиг.1 показано, что исходная основа 20 подается с подающего валика 152, исходная основа может также подаваться любым другим способом, например она может быть сложена гирляндой, как обычно используется в данной области техники. В одном из воплощений исходная основа 20 может подаваться непосредственно с устройства, на котором производится полотно, например с линии изготовления нетканого полотна.
Как показано на фиг.1, первая поверхность 12 соответствует первой стороне исходной основы 20, а также первой стороне структурированной основы 21. Вторая поверхность 14 соответствует второй стороне исходной основы 20, а также второй стороне структурированной основы 21. В контексте настоящего описания термин «сторона» используется в общепринятом его смысле для обозначения двух основных поверхностей в целом двухмерных полотен, в том числе нетканых полотен. Исходная основа 20 является нетканым полотном, содержащим в сущности произвольно ориентированные волокна, то есть волокна, ориентированные произвольно по меньшей мере по отношению к направлениям MD и CD. Под «в сущности произвольной ориентацией» понимается произвольная ориентация, при которой, вследствие особенностей изготовления полотна, большее число волокон может быть ориентировано в направлении MD, чем в направлении CD, или наоборот. Так, например, в процессах получения волокон типа спанбонд или выдувания волокон из расплава нити непрерывных волокон укладываются на опору, движущуюся в направлении MD. Несмотря на попытки сделать ориентацию волокон в нетканых полотнах из волокон типа спанбонд или из волокон, выдуваемых из расплава, действительно «произвольной», на самом деле, как правило, несколько больший процент волокон ориентирован в направлении MD, чем в направлении CD.
В некоторых воплощениях настоящего изобретения может быть желательно, чтобы значительный процент волокон имел определенную ориентацию относительно направления MD в плоскости полотна. Так, например, может быть желательно, из-за расположения зубцов на валике 104 и расстояния между ними (как будет более подробно описано ниже), изготовить нетканое полотно с преобладающей ориентацией волокон в направлении, образующем угол 60° с продольной осью полотна. Такие полотна могут быть изготовлены способами наложения полотен внахлест под определенным углом и, при необходимости, последующего кардования полученного многослойного полотна. В полотне, содержащем больший процент волокон, ориентированных под определенным углом, за счет статистических пропорций большее количество волокон может быть подвержено смещению при формировании структурированной основы 21, как будет более подробно описано ниже.
Исходная основа 20 может подаваться непосредственно с технологического процесса изготовления полотна, либо косвенным образом с подающего валика 152, как показано на фиг.1. Исходная основа 20 может быть предварительно подогрета каким-либо способом, применяемым в данной области техники, например, от валиков, нагреваемым маслом или электричеством. Так, например, валик 154 может подогреваться для предварительного подогрева исходной основы 20 перед этапом смещения волокон.
Как показано на фиг.1, подающий валик 152 вращается в направлении, указанном стрелкой, и исходная основа 20 движется в направлении движения в машине (MD) вокруг валика 154 в зазор 116 между первой парой вращающихся в противоположные стороны и находящихся в зацеплении друг с другом валиков 102А и 104. Валики 102А и 104 являются первой парой находящихся в зацеплении друг с другом валиков устройства 150. Первая пара находящихся в зацеплении друг с другом валиков 102А и 104 предназначена для формирования смещенных волокон и облегчения разрыва волокон в исходной основе 20, и при прохождении через них исходная основа преобразуется в структурированную основу, именуемую далее как структурированная основа 21. Входящие в зацепление друг с другом валики 102А и 104 более отчетливо представлены на фиг.2.
На фиг.2 более подробно представлен компонент устройства 150, предназначенный для формирования смещенных волокон в структурированной основе 21 в соответствии с настоящим изобретением. Данный компонент в целом обозначен как пара 100 валиков и содержит пару входящих в зацепление друг с другом валиков 102 и 104 (соответствующих валикам 102А и 104 на фиг.1), каждый из которых вращается вокруг своей оси А, и их оси А параллельны друг другу и лежат в одной плоскости. И хотя устройство 150 имеет такую конструкцию, что исходная основа 20 остается на валике 104 в течение некоторого угла его вращения, а на фиг.2 такой угол практически отсутствует, тем не менее на фиг.2 показано, что в принципе происходит при прохождении исходной основы 20 через зазор 116 устройства 150 и выходе из него в виде структурированной основы 21, имеющей области со смещенными волокнами 6. Входящие в зацепление друг с другом валики могут быть изготовлены из металла или пластмассы. Не ограничивающими примерами металлов, из которых могут быть изготовлены валики, являются алюминий и сталь. Не ограничивающими примерами пластических материалов для изготовления валиков являются поликарбонат, акрилонитрил-бутадиен-стирол и полифенилен-оксид. В пластических материалах в качестве наполнителей могут использоваться металлы или прочие неорганические добавки.
Как показано на фиг.2, валик 102 содержит множество гребней 106 и соответственно канавок 108, которые могут быть протяженными сплошным образом по окружностям боковой поверхности валика 102. В некоторых воплощениях, в зависимости от требуемой структуры, формируемой в структурированной основе 21, валик 102 (и соответственно валик 102А) может содержать гребни 106, часть которых была удалена, например, травлением, стачиванием или другими способами обработки металла, так что некоторые или все гребни 106 не будут непрерывно протяженными по окружностям боковой поверхности валика, а в них будут иметься разрывы или зазоры. Разрывы или зазоры могут быть расположенными так, что они будут образовывать некоторую структуру, включая простые геометрические структуры в виде кругов или ромбов, а также более сложные структуры в виде логотипов или торговых марок. В одном из воплощений валик 102 может иметь зубцы, аналогичные зубцам на валике 104, которые будут более подробно описаны ниже. За счет этого можно получить смещенные волокна по обе стороны 12 и 14 структурированной основы 21.
Конструкция валика 104 в целом аналогична конструкции валика 102, с тем отличием, что вместо гребней, непрерывно протяженных по боковой поверхности, валик 104 содержит множество рядов гребней, протяженных по боковой поверхности, но модифицированных таким образом, что они буду скорее представлять множество зубцов 110, пространственно разнесенных друг с другом в направлениях по окружностям боковой поверхности, и занимающих по меньшей мере часть валика 104. Отдельные ряды зубцов 110 валика 104 отделены друг от друга канавками 112. При работе устройства валики 102 и 104 входят в зацепление друг с другом таким образом, что гребни 106 валика 102 заходят в канавки 112 валика 104, а зубцы 110 валика 104 заходят в канавки 108 валика 102. Характер зацепления валиков более подробно показан в сечении на фиг.7 и будет более подробно описан ниже. Один или оба из валиков 102 и 104 могут нагреваться способами, традиционно применяемыми в данной области техники, например, за счет заполнения валиков горячим маслом, или посредством электрического подогрева валиков.
Как показано на фиг.3, структурированная основа 21 имеет первую область 2, образованную в целом плоскими с обеих сторон, двухмерными участками структурированной основы 21, повторяющими конфигурацию исходной основы 20, и множество дискретных вторых областей 4, образованных пространственно разнесенными смещенными волокнами 6 и нарушениями 16 непрерывности, которые могут быть получены путем структурного растяжения исходной основы 20. Структура вторых областей 4 различна на различных сторонах структурированной основы 21. В воплощении структурированной основы 21, изображенном на фиг.3, на стороне структурированной основы 21, соответствующей первой поверхности 12 структурированной основы 21, каждая из вторых областей 4 может содержать множество смещенных волокон 6, протяженных наружу от первой поверхности 12 и имеющих свободные концы 18. Смещенные волокна 6 содержат волокна, имеющие существенную ориентацию в направлении Z, и каждое из смещенных волокон 6 имеет основание 5, расположенное на первой стороне 11 второй области 4 проксимально по отношению к первой поверхности 12, свободный конец 18, образовавшийся в результат разрыва волокна на второй стороне 13 области 4, расположенной напротив первой стороны 11 проксимально по отношению к первой поверхности 12, и дистальную часть 3, расположенную на максимальном расстоянии по оси Z от первой поверхности 12. На стороне структурированной основы 21, соответствующей второй поверхности 14, вторая область 4 содержит нарушения 16 непрерывности второй поверхности 14 структурированной основы 21. Нарушения 16 непрерывности соответствуют местам, в которых зубцы 110 валика 104 проходят через исходную основу 20.
В контексте настоящего описания термин «структурный», как, например, в сочетании «структурный растянутый», используемый при описании вторых областей 4, относится к волокнам вторых областей 4, происходящим из волокон исходной основы 20. В этом смысле разорванные волокна 8 из числа смещенных волокон 6, могут быть, например, пластически деформированными и/или растянутыми волокнами исходной основы 20, и поэтому могут быть структурно целыми с первыми областями 2 структурированной основы 21. Иными словами, некоторые, но не все волокна разорваны, и эти волокна присутствовали в исходной основе 20 с самого начала. В контексте настоящего описания «структурные» волокна следует отличать от волокон, введенных или добавленных в отдельное от них исходное полотно с целью получения смещенных волокон. И хотя в некоторых воплощениях структурированных основ 21, 22 и 23 в соответствии с настоящим изобретением могут использоваться такие добавленные волокна, в предпочтительных воплощениях разорванные волокна 8 из числа смещенных волокон 6 являются структурными по отношению к структурированной основе 21.
Исходная основа 20, наиболее подходящая для изготовления из нее структурированной основы 21 в соответствии с настоящим изобретением, то есть содержащей разорванные волокна 8 среди смещенных волокон 6, предпочтительно должна содержать волокна, имеющие достаточно малую подвижность и/или предел пластической деформации, чтобы они разрывались и могли образоваться их свободные концы 18. Такие волокна соответствуют волокнам со свободными концами 18, изображенным на фиг.4 и 5. В соответствии с настоящим изобретением наличие свободных концов 18 смещенных волокон 6 желательно для образования пустот, или свободного объема, в котором может собираться жидкость. В предпочтительном воплощении по меньшей мере 50%, более предпочтительно - по меньшей мере 70%, но меньше, чем 100% волокон, вытесненных в направлении Z, является разорванными волокнами 8, имеющими свободные концы 18.
Вторым областям 4 может быть придана форма, в результате чего они будут образовывать те или иные структуры как в плоскости X-Y, так и в плоскости Z, имеющие различные формы, размеры и распределение, для обеспечения распределения удельного объема структурированной основы 21 по ее площади.
Типичная вторая область, содержащая смещенные волокна 6 одного из воплощений структурированной основы 21, изображенной на фиг.2, в более увеличенном виде показана на фиг.3-6. Смещенные волокна 6 сформированы с помощью удлиненных зубцов 110 валика 104 и содержат множество разорванных волокон 8, в сущности ориентированных таким образом, что смещенные волокна 6 имеют четкую продольную ориентацию и продольную ось L. Смещенные волокна 6 имеют также поперечную ось Т, в целом перпендикулярную продольной оси L и расположенную в плоскости MD-CD. В воплощении, показанном на фиг.2-6, продольная ось L параллельна направлению MD. В одном из воплощений все пространственно разнесенные вторые области 4 имеют в целом параллельные продольные оси L. В предпочтительных воплощениях вторые области 4 имеют продольную ориентацию, то есть вторые области имеют вытянутую форму и не являются круглыми. Как показано на фиг.4 и более отчетливо - на фиг.5 и 6, при использовании удлиненных зубцов 110 на валике 104 одной из характерных черт разорванных волокон 8 среди смещенных волокон 6 в одном из воплощений структурированной основы 21 является наличие преобладающего направления ориентации разорванных волокон 8. Как показано на фиг.5 и 6, многие из разорванных волокон 8 могут иметь в сущности одну и ту же ориентацию по отношению к оси Т на виде сверху, как показано на фиг.6. Под «разорванными» волокнами 8 понимается, что смещенные волокна 6 начинаются на первой стороне 11 вторых областей 4 и являются отделенными вдоль второй стороны 13 вторых областей 4, расположенной напротив первой стороны 11, структурированной основы 21.
Как ясно из сущности устройства 150 для формирования отверстий, смещенные волокна 6 структурированной основы 21 формируются путем механической деформации исходной основы 20, которая в целом может быть охарактеризована как плоская и двухмерная. Под характеристиками «плоская» и «двухмерная» понимается лишь то, что исходное полотно является плоским в отличие от законченной структурированной основы 1, имеющей явную трехмерную структуру, вызванную формированием в ней вторых областей 4, имеющих явное измерение Z вне плоскости полотна. Под характеристиками «плоская» и «двухмерная» не подразумевается какой-либо особой ровности, гладкости или каких-либо ограничений размеров. По мере прохождения исходной основы 20 через зазор 116 зубцы 110 валика 104 заходят в канавки 108 валика 102А и одновременно выталкивают волокна исходной основы 20 из ее плоскости, вызывая формирование вторых областей 4, содержащих смещенные волокна 6 и нарушения 16 непрерывности. В сущности, зубцы 110 «протыкают» или «прокалывают» исходную основу 20. По мере прохождения вершинами зубцов 110 через исходную основу 20, участки волокон, ориентированные преимущественно в направлении CD и вдоль зубцов 110, выталкиваются зубцами 110 из плоскости исходной основы 20 и вытягиваются, тянутся и/или пластически деформируются в направлении Z, что приводит к формированию вторых областей 4, включающих разорванные волокна 8 среди смещенных волокон 6. Волокна, преимущественно ориентированные параллельно продольной оси L, то есть в направлении MD исходной основы 20, зубцами 110 могут быть лишь разведены в стороны, и они останутся в сущности в первой области 2 исходной основы 20.
В устройстве 100, изображенном на фиг.2, имеется только один валик, например валик 104, имеющий структуру из зубцов, в то время как второй валик 102 не имеет структуры из зубцов, а имеет только канавки. Однако в некоторых воплощениях может быть предпочтительным использовать два валика, имеющих структуры из зубцов, в зазор 11 6 между которыми подается исходная основа, причем структуры из зубцов на валиках могут быть одинаковыми или различными, расположенными в тех же самых или в различных участках поверхности валиков (в смысле сопряжения). С помощью таких устройств можно изготавливать полотна со смещенными волокнами 6, выступающими с обеих сторон структурированной основы 21, а также полотна с тиснеными макроструктурами.
Число, размеры смещенных волокон 6 и расстояния между ними могут быть изменены путем изменения числа, размеров между зубцами 110 и расстояний между ними (путем внесения соответствующих изменений в конструкцию валиков 104 и/или 102). Путем изменения данных параметров, выбора различной исходной основы 20, а также путем изменения параметров ее обработки (например, скорости движения полотна в технологической линии), можно получить большое разнообразие структурированных полотен 21, предназначенных для самых различных целей.
Из приведенного выше описания структурированной основы 21 можно видеть, что разорванные волокна 8 из числа смещенных волокон 6 могут брать начало и быть протяженными от первой поверхности 12 или второй поверхности 14 структурированной основы 21. Естественно, что разорванные волокна 8 из числа смещенных волокон 6 могут также брать начало из толщи 19 структурированной основы 21. Как показано на фиг.5, разорванные волокна 8 из числа смещенных волокон 6 являются протяженными из плоскости исходного полотна из-за того, что они были выведены из в целом двухмерной плоскости исходной основы 20 (то есть в направлении Z, показанном на фиг.3). В целом разорванные волокна 8 или свободные концы 18 во вторых областях 4 содержат волокна, которые являются структурными по отношению к первым областям 2 волокнистого полотна, и являются протяженными от волокон первых областей 2 волокнистого полотна.
Вытяжение разорванных волокон 8 может сопровождаться общим уменьшением размера волокна в поперечном сечении (например, диаметра круглого волокна), вследствие пластической деформации и эффектов, связанных с коэффициентом Пуассона. Из-за этого некоторые участки разорванных волокон из числа смещенных волокон 6 могут иметь меньший диаметр, чем средний диаметр волокна в исходной основе 20, а также средний диаметр волокон в областях 2. Было установлено, что уменьшение размеров волокон в поперечном сечении является наибольшим в областях между основанием 5 и дистальной частью 3 смещенных волокон 6. Вероятно, это объясняется тем, что участки смещенных волокон 6, которые находятся у основания 5 и в дистальной части 3, при формировании смещенных волокон 6 находятся в непосредственной близости к вершинам и основаниям зубцов 110 валика 104 (как будет более подробно описано ниже), и в данных местах во время обработки полотна они за счет сил трения прижаты к зубцами и являются практически неподвижными. В настоящем изобретении уменьшение размеров волокон в поперечном сечении является минимальным вследствие высокой прочности и малой растяжимости волокон.
На фиг.7 показан фрагмент осевого сечения входящих в зацепление валиков 102 (102А и 102В) и 104, содержащих соответственно гребни 106 и зубцы 110. Как видно из данного чертежа, зубцы 110 имеют высоту ТН (обратите внимание, что высота гребней 106 также обозначена как ТН, так как в предпочтительном воплощении изобретения высота зубцов и высота гребней равны между собой), и зубцы 110 (а также гребни 106) расположены с шагом Р. Глубина зацепления Е, измеряемая от вершины гребня 106 до вершины зубца 110, является величиной, характеризующей глубину зацепления валиков 102 и 104. Значения глубины Е зацепления, высоты ТН зубцов и шага Р в различных устройствах в соответствии с настоящим изобретением могут быть различными, в зависимости от свойств исходной основы 20 и требуемых характеристик структурированного полотна 21. В целом для получения разорванных волокон 8 из числа смещенных волокон 6 требуется глубина зацепления Е, достаточная для удлинения и пластической деформации смещенных волокон до такой степени, чтобы волокна разрывались. Кроме того, чем большая плотность вторых областей требуется (количество вторых областей 4 на единицу площади структурированной основы 21), тем меньше должны быть шаг зубцов, длина TL зубца и расстояние TD между зубцами, как будет описано ниже.
На фиг.8 показан фрагмент одного из воплощений валика 104, имеющего множество зубцов, который может использоваться для получения структурированного полотна 21 (или 1) из нетканого исходного полотна 20 из волокон типа спанбонд. Увеличенный вид зубцов 110, изображенных на фиг.8, представлен на фиг.9. Как показано на фиг.9, зубцы 110 имеют постоянную длину TL вдоль окружности боковой поверхности валика 104, составляющую примерно 1,25 мм, измеренную в целом от переднего края LE до заднего края ТЕ у вершины 111 зубца, и пространственно разнесены друг от друга на одинаковое расстояние TD вдоль окружностей боковой поверхности, составляющее примерно 1,5 мм. Для изготовления волокнистой структурированной основы 1 из исходной основы 20 зубцы 110 валика 104 могут иметь длину TL, составляющую от примерно 0,5 мм до примерно 3 мм, высоту ТН, составляющую от примерно 0,5 мм до примерно 10 мм, и их шаг Р может составлять от примерно 1 мм (0,40 дюйма) до примерно 2,54 мм (0,100 дюйма). Глубина Е зацепления может составлять от примерно 0,5 мм до примерно 5 мм (вплоть до максимума, практически равного высоте ТН зубца). Естественно, что каждая из величин Е, Р, ТН, TD и TL может быть изменена независимо от остальных, чтобы получить требуемые размеры смещенных волокон 6, промежутки между ними и их количество на единицу площади структурированной основы 1.
Как показано на фиг.9, каждый из зубцов 110 имеет вершину 111, передний край LE и задний край ТЕ. Вершина 111 зубца может быть скруглена (для минимизации разрыва волокон), предпочтительно является удлиненной и имеет в целом продольную ориентацию, соответствующую продольным осям L вторых областей 4. Можно ожидать, что для получения смещенных волокон 6 структурированной основы 21 в соответствии с настоящим изобретением передний край LE и задний край ТЕ должны быть практически перпендикулярны прилегающим к ним участкам боковой поверхности 120 валика 104. Кроме того, переходы от вершины 111 зубца к краям LE и ТЕ должны быть под достаточно острыми углами, например под прямым углом, с достаточно малым радиусом закругления, чтобы края LE и ТЕ зубцов 110 могли проходить сквозь исходную основу 20. В некоторых воплощениях вершина 111 зуба может иметь плоскую поверхность для обеспечения наилучшего скрепления волокон, как будет описано ниже.
Возвратимся обратно к фиг.1. После формирования смещенных волокон 6 структурированная основа 21 может двигаться дальше по вращающемуся валику 104 и подаваться в зазор 117 между валиком 104 и первым скрепляющим валиком 156. С помощью скрепляющего валика 156 может производиться скрепление волокон полотна с помощью различных способов скрепления. Так, например, скрепляющий валик 156 может быть нагреваемым стальным валиком, сообщающим полотну, находящемуся в зазоре 117, тепловую энергию, расплавляющую и скрепляющую друг с другом смежные волокна структурированной основы 21 в дистальных частях смещенных волокон 6.
В предпочтительном воплощении структурированной основы (в контексте, который будет более подробно описан ниже) скрепляющим валиком 156 является нагреваемый валик, предназначенный для сообщения достаточного количества тепловой энергии структурированной основе 21 для термического скрепления смежных волокон, расположенных в дистальных концах смещенных волокон 6. Термическое скрепление может выполняться путем непосредственного расплавления и скрепления смежных волокон, или путем расплавления термопластического связующего агента, например порошка полиэтилена, который, в свою очередь, сплавляется со смежными волокнами. С этой целью к исходной основе 20 может быть добавлен порошок полиэтилена.
Первый скрепляющий валик 156 должен быть нагрет в достаточной степени, чтобы полностью или частично расплавлять волокна на дистальных концах смещенных волокон 6. Требующаяся для этого теплоемкость первого скрепляющего валика 156 будет зависит от характеристик плавления смещенных волокон 6 и скорости вращения валика 104. Количество тепла, которое должен сообщать полотну первый скрепляющий валик 156, зависит также от давления, развиваемого между первым скрепляющим валиком 156 и вершинами 111 зубцов 110 валика 104, а также от требуемой степени расплавления смещенных волокон 6 в их дистальных концах 3.
В одном из воплощений первый скрепляющий валик 156 является нагреваемым стальным цилиндрическим валиком, причем нагреваемым до такой степени, что температура на его поверхности будет достаточной для расплавления и скрепления смежных смещенных волокон 6. Первый скрепляющий валик 156 может нагреваться с помощью внутренних резистивных электронагревательных элементов, с помощью горячего масла или любыми другими подходящими способами, применяемыми для нагревания валиков. Первый скрепляющий валик 156 может приводиться в движение с помощью подходящих двигателей и приводов, традиционно применяемых в данной области техники. Первый скрепляющий валик 156 может быть установлен на регулируемые опоры, так чтобы можно было точно отрегулировать и установить оптимальную величину зазора 117.
На фиг.10 показан фрагмент структурированной основы 21 после ее обработки в зазоре 117, в результате чего она превращается в структурированную основу 22, которая без дальнейшей обработки также может использоваться в качестве структурированной основы 21 в соответствии с настоящим изобретением. Структурированная основа 22 подобна структурированной основе 21, описанной выше, с тем отличием, что дистальные концы 3 смещенных волокон 6 являются скрепленными, предпочтительно термически скрепленными за счет их расплавления, в результате чего смежные волокна являются по меньшей мере частично скрепленными и образующими дистально расположенные, скрепленные расплавлением участки 9. После формирования смещенных волокон 6 с помощью способа, описанного выше, дистальные части 3 смещенных волокон 6 могут быть нагреты для термического скрепления участков волокон, в результате чего части смежных волокон соединяются друг с другом и образуются скрепленные расплавлением участки 9 (такое скрепление иногда именуется «концевым скреплением»).
Дистально расположенные, скрепленные плавлением участки 9 могут быть сформированы путем приложения тепловой энергии и давления к дистальным частям смещенных волокон 6. Размеры и масса дистально расположенных, скрепленных плавлением участков 9 могут быть изменены за счет изменения количества тепла, сообщаемого дистальным частям смещенных волокон 6, скорости движения полотна в устройстве 150, и способа приложения тепла.
В другом воплощении дистально расположенные, скрепленные плавлением участки 9 могут быть выполнены путем приложения к ним излучаемой некоторым источником тепловой энергии. Например, в одном из воплощений первый скрепляющий валик 156 может быть заменен на источник, излучающий тепловую энергию. Таким образом, что на структурированную основу 21 будет направляться излучаемая тепловая энергия, с такого расстояния и в течение такого промежутка времени, чтобы вызвать расплавление или размягчение дистально расположенных участков смещенных волокон 6. Излучаемая тепловая энергия может быть приложена от любых известных излучательных нагревателей. В одном из воплощений тепловая энергия может излучаться проводником, нагревающимся за счет его электрического сопротивления и расположенным по отношению к структурированной основе 21 таким образом, что он будет протяженным в направлении CD на достаточно близком и постоянном расстоянии от полотна, так что при движении полотна относительно упомянутого проводника излучаемая им тепловая энергия по меньшей мере частично расплавляет дистально расположенные участки смещенных волокон 6. В другом воплощении в непосредственной близости к дистальным концам 3 смещенных волокон 6 может быть установлена нагретая стальная пластина, подобная утюгу для глажения одежды, и данная пластина будет обеспечивать расплавление волокон.
Преимуществом описанного выше способа обработки структурированной основы 22 под действием небольшого давления в зазоре 117 расплавлению могут подвергаться только дистальные концы 3 смещенных волокон 6, и при этом сами смещенные волокна 6 не будут подвергаться сжатию и сплощению. За счет этого может быть изготовлено трехмерное полотно, и его форма может быть «зафиксирована» для последующего термического скрепления. Более того, дистально расположенные, скрепленные расплавлением (или иным способом) участки 9 могут способствовать сохранению воздушной структуры смещенных волокон 6 и долгосрочной толщины структурированной основы 22 при приложении к ней сжимающих или касательных усилий. Так, например, структурированная основа 22, обработанная, как описано выше, и содержащая смещенные волокна 6, содержащие волокна, структурные по отношению к первой области 2, протяженные из нее и имеющие дистально расположенные, скрепленные расплавлением участки 9, могут обладать лучшей способностью сохранять форму после их сжатия при намотке на подающий валик и последующей размотки. Можно ожидать, что за счет скрепления смежных волокон друг с другом в дистальных частях смещенных волокон 6, волокна при сжатии полотна будут сжиматься менее произвольным образом; то есть вся структура смещенных волокон 6 будет иметь тенденцию к совместному движению, за счет чего и обеспечивается лучше сохранение толщины после приложения внешнего усилия, например сжимающего или касательного (например, при трении чем-либо по поверхности волокна). При использовании полотна в приложениях, связанных с протиркой различных поверхностей, наличие скрепленных дистальных концов смещенных волокон 6 может также препятствовать разлохмачиванию структурированной основы 1 или скатыванию на ней комочков.
В альтернативном воплощении изобретения (смотри фиг.1) основа 20 подается в направлении MD через валик 154 в зазор 116 между первой парой вращающихся в противоположные стороны валиков 102А и 104, глубина зацепления которых составляет от 0,01 дюйма до 0,15 дюйма, так что происходит частичное смещение волокон, но разрывы волокон незначительны или вовсе не происходят. После этого полотно подается в зазор 117 между валиком 104 и скрепляющим валиком 156, где происходит скрепление вершин частично смещенных волокон. После прохождения через зазор 117 структурированная основа 22 подается в зазор 118 между валиками 104 и 102В, глубина зацепления которых больше, чем глубина зацепления валиков в зазоре 116, в результате чего производится дальнейшее смещение смещенных волокон, и происходит разрыв волокон. При таком воплощении способа скреплению расплавлением в участках 9 может быть подвергнуто большее количество смещенных волокон 6.
Дополнительное скрепление
Дополнительное скрепление означает скрепление волокон расплавлением, осуществляемое в основе, подвергнутой до этого смещению волокон. Дополнительное скрепление является дополнительным этапом процесса обработки полотна. Дополнительное скрепление может производиться на технологической линии формирования структурированной основы, или в виде отдельного процесса доработки основы.
Дополнительное скрепление основано на приложении тепла и давления к волокнам для сплавления их друг с другом в виде когерентной структуры. Под «когерентной» понимается структура, которая является воспроизводимой вдоль длины структурированной основы, так что по длине обработанной таким образом основы можно наблюдать повторяющуюся структуру. Дополнительное скрепление выполняется путем пропускания основы в зазор между валиками под давлением, причем по меньшей мере один из валиков, а предпочтительно - оба валика - являются нагреваемыми. Если дополнительное скрепление выполняется, когда исходная основа уже нагрета, тогда нагревания валиков может не требоваться. Примеры структур, образующихся в дополнительно скрепленных областях 11, показаны на фиг.12а-12f; возможны, однако, и прочие структуры дополнительного скрепления. На фиг.12а показаны области 11 дополнительного скрепления, образующие структуры, непрерывные в направлении движения в машине (MD). На фиг.12b показаны области 11 дополнительного скрепления, непрерывные как в направлении MD, так и в направлении CD, так что образуется непрерывная сеть из областей 11 дополнительного скрепления. Такого типа структуры могут быть сформированы за один этап (с помощью одной пары валиков дополнительного скрепления), или с помощью более сложных систем из нескольких пар валиков. На фиг.12 с показаны области 11 дополнительного скрепления, прерывистые в направлении движения в машине (MD). Структура, изображенная на фиг.12с, может также включать области 11 дополнительного скрепления, протяженные в направлении CD и связывающие области скрепления, протяженные в направлении MD, сплошным или прерывистым образом. На фиг.12d показаны области 11 дополнительного скрепления, образующие волнистые структуры в направлении MD. На фиг.12е показаны области 11 дополнительного скрепления, образующие структуры в виде кирпичной кладки, и на фиг.12f структуры в виде волнистой кирпичной кладки.
Структуры дополнительного скрепления не обязательно должны быть равномерно распределены по всей поверхности основы и могут иметь формы, требуемые для того или иного приложения. Суммарная площадь, на которой выполнено скрепление, составляет менее 75% общей площади поверхности волокнистого полотна, предпочтительно менее 50%, более предпочтительно - менее 30%, и наиболее предпочтительно - менее 25%, но она должна составлять по меньшей мере 3%.
На фиг.13 отображены некоторые характерные черты дополнительного скрепления. Область 11 дополнительного скрепления имеет толщину 42, меньшую толщины 32 первой области исходной основы 20, то есть толщины, измеренной на участках между областями дополнительного скрепления. Области дополнительного скрепления характеризуются их шириной 44 на структурированной основе 21 и расстояниями 46 между соседними дополнительно скрепленными областями.
Толщина 32 первой области предпочтительно составляет от 0,1 мм до 1,5 мм, более предпочтительно - от 0,15 мм до 1,3 мм, еще более предпочтительно - от 0,2 мм до 1,0 мм, и наиболее предпочтительно - от 0,25 мм до 0,7 мм. Толщина 42 областей дополнительного скрепления предпочтительно составляет от 0,01 мм до 0,5 мм, более предпочтительно - от 0,02 мм до 0,25 мм, еще более предпочтительно - от 0,03 мм до 0,1 мм, и наиболее предпочтительно - от 0,05 мм до 0,08 мм. Ширина 44 области 11 дополнительного скрепления предпочтительно составляет от 0,05 мм до 15 мм, более предпочтительно - от 0,075 мм до 10 мм, еще более предпочтительно - от 0,1 мм до 7,5 мм, и наиболее предпочтительно - от 0,2 мм до 5 мм. Промежутки 46 между областями 11 дополнительного скрепления необязательно должны быть постоянными по всей структурированной основе 21, их минимальные и максимальные величины могут составлять от 0,2 мм до 16 мм, предпочтительно от 0,4 мм до 10 мм, более предпочтительно - от 0,8 мм до 7 мм, и наиболее предпочтительно - от 1 мм до 5,2 мм. Конкретные величины ширины 44, толщины 42 областей 11 дополнительного скрепления и промежутков 46 между ними выбираются исходя из требуемых свойств структурированной основы 21, в частности устойчивости на разрыв и свойства поглощения и распределения жидкости.
На фиг.13 схематически показано, что области 11 дополнительного скрепления, характеризующиеся толщиной 42, могут быть сформированы с одной стороны структурированной основы 21. На фиг.14 показано, что области 11 дополнительного скрепления могут быть сформированы по обе стороны структурированной основы 21 путем выбора соответствующего способа изготовления структурированной основы 21. Наличие областей 11 дополнительного скрепления по обе стороны 12 и 14 структурированной основы 21 может быть, например, целесообразно, например, когда структурированная основа используется в сочетании с другими неткаными материалами. При этом образуются туннели, которые могут способствовать дополнительному повышению характеристик поглощения и распределения жидкости. Так, например, подобные структурированные с обеих сторон основы могут использоваться в многослойных изделиях, предназначенных для поглощения большого количества жидкости.
Способ дополнительного скрепления
Как можно видеть из схемы устройства, изображенного на фиг.1, структурированная основа 23 может иметь скрепленные участки, которые расположены вне дистальных частей смещенных волокон 6 (или не только в дистальных частях смещенных волокон 6). Так, например, при использовании валика с канавками вместо валика 156, используемого для скрепления и имеющего ровную цилиндрическую поверхность, можно скрепить прочие участки структурированной основы 23, например участки на первой поверхности 12 первых областей 2, расположенные в промежутках между вторыми областями 4. Так, например, на первой стороне 12 между рядами смещенных волокон 6 могут быть сформированы непрерывные линии скрепленного плавлением материала. Такие непрерывные линии скрепленного плавлением материала могут образовывать области 11 дополнительного скрепления, описанные выше.
И хотя на данном чертеже изображен один первый скрепляющий валик 156, на данном этапе способа обработки полотна может использоваться большее количество скрепляющих валиков, то есть скрепление может производиться в ряде зазоров 117 и/или с помощью различных типов скрепляющих валиков 156. Кроме того, кроме выполнения только функции скрепления, подобные валики могут использоваться для нанесения различных веществ на исходную основу 20 или структурированную основу 21, например различных веществ для их поверхностной обработки и придания им различных функциональных свойств. Для проведения такой обработки может использоваться любой способ, применяемый в данной области техники.
После прохождения через зазор 117 структурированная основа 22 подается в зазор 118 между валиками 104 и 102В, причем валик 102В предпочтительно является идентичным валику 102А. Целью прохождения полотна вокруг ролика 102В является снятие структурированной основы 22 с валика 104 без повреждения сформированных в ней смещенных волокон 6. Так как валик 102В входит в зацепление с валиком 104 таким же образом, как валик 102А, смещенные волокна 6 могут совмещаться с канавками 108 в валике 102В по мере того, как структурированная основа 22 будет оборачиваться вокруг валика 102В. После прохождения через зазор 118, структурированная основа 22 может наматываться на приемный валик для ее хранения и дальнейшей обработки в качестве структурированной основы 23 в соответствии с настоящим изобретением. Однако в воплощении, изображенном на фиг.1, структурированная основа 22 подается в зазор 119 между валиком 102В и вторым скрепляющим валиком 158. Второй скрепляющий валик 158 может быть по своей конструкции идентичным первому скрепляющему валику 156. Второй скрепляющий валик 158 может обеспечивать достаточное количество тепла для по меньшей мере частичного расплавления некоторой части второй поверхности 14 структурированной основы 22 и формирования в ней множества не пересекающихся, в сущности непрерывных областей 11 дополнительного скрепления, соответствующих местам приложения к полотну давления в зазоре 119, между вершинами гребней 106 валика 102В и в целом гладкой и ровной цилиндрической поверхности 158.
Второй скрепляющий валик 158 может использоваться как единственный скрепляющий валик в способе обработки полотна (то есть без формирования структурированной основы 22 путем скрепления дистальных концов смещенных волокон 6). В таком случае структурированная основа 22 будет структурированной основой 23 со скрепленными участками, расположенными на ее второй стороне 14. Однако предпочтительно, чтобы структурированная основа 23 представляла собой структурированную основу 22 с двойным дополнительным скреплением, то есть имеющую скрепленные дистальные концы смещенных волокон 6 (концевое скрепление) и множество не пересекающихся, в сущности непрерывных, скрепленных расплавлением областей на ее первой стороне 12 или второй стороне 14.
И наконец, после формирования структурированной основы 23, она может быть собрана на приемный валик 160 для хранения и последующего использования в виде компонента различных изделий.
В альтернативном воплощении к структурированной основе 21 может быть добавлена вторая основа 21А, с помощью способа, изображенного на фиг.1А. Вторая основа 21А может быть пленкой, нетканым материалом или второй исходной основой, описанной выше. В таком воплощении исходная основа 20 подается в направлении движения в машине (MD) вокруг валика 154 в зазор 116 между первой парой вращающихся в противоположные стороны валиков 102А и 104, в котором производится полное смещение волокон и их разрыв. После этого полотно подается в зазор 117 между валиком 104 и скрепляющим валиком 156, куда вводится вторая основа 21А и скрепляется с дистальными частями 3 смещенных волокон 6. После прохождения через зазор 117 структурированная основа 22 подается в зазор 118 между валиками 104 и 102В, глубина зацепления между которыми равна нулю, так что валики 104 и 102В не находятся в зацеплении, или же глубина их зацепления может быть меньшей, чем глубина зацепления в зазоре 116 между валиками 102А и 104, так что в структурированной основе не будет происходить дополнительного смещения волокон. Или же, в данном воплощении глубина зацепления валиков в зазоре 118 может быть установлена такой, что во второй основе 21А будет происходить деформация, но в структурированной основе 22 не будет происходить дополнительного смещения волокон. В любом случае, глубина зацепления валиков в зазоре 118 должна быть меньше, чем глубина зацепления валиков в зазоре 116.
Материалы
Составы, используемые для формирования волокон исходной основы в соответствии с настоящим изобретением, могут включать термопластические полимерные и нетермопластические полимерные материалы. Термопластические полимерные материалы должны иметь реологические характеристики, подходящие для вытягивания волокон из их расплавов. Молекулярный вес полимера должен быть достаточно большим для возможности спутывания молекул полимера друг с другом, с одной стороны, и достаточно малым, чтобы можно было вытягивать волокна из расплава, с другой стороны. Чтобы из расплава полимера можно было вытягивать волокна, термопластический полимер должен иметь молекулярный вес, меньший, чем примерно 1000000 г/моль, предпочтительно от примерно 5000 г/моль до примерно 750000 г/моль, более предпочтительно - от примерно 10,000 г/моль до примерно 500000 г/моль и еще более предпочтительно - от примерно 50000 г/моль до примерно 400000 г/моль. Если не указано иное, под молекулярным весом понимается среднечисловой молекулярный вес.
Термопластические полимерные материалы должны отвердевать достаточно быстро, предпочтительно в процессе растяжения, и образовывать термически устойчивую структуру волокна, как это обычно происходит в традиционно применяемых процессах вытяжения штапельных волокон или изготовления непрерывных волокон в процессе типа спанбонд. Предпочтительные полимерные материалы включают, но не ограничиваются ими: полипропилен и сополимеры полипропилена, полиэтилен и сополимеры полиэтилена, полиэфиры и сополимеры полиэфиров, полиамид, полиимид, полимолочную кислоту, полигидроксиалканоат, поливиниловый спирт, этилен-виниловый спирт, полиакрилаты, их сополимеры и смеси. Прочие подходящие полимерные материалы включают составы на основе термопластических крахмалов, более подробно описанные в патентных публикациях США 2003/0109605 А1 и 2003/0091803. Прочие подходящие полимерные материалы включают этилен-акриловую кислоту, сополимеры полиолефинов и карбоксильной кислоты и их сочетания, например полимеры, описанные в патентах США 6746766, 6818295, 6946506 и патентной заявке США 03/0092343. Предпочтительными являются термопластические полимерные материалы, пригодные для изготовления из них волокон, из которых в первую очередь следует отметить смолы на полиэфирной основе, смолы на полипропиленовой основе, смолы на основе полимолочной кислоты, смолы на основе полигидроксиалканоата, смолы на основе полиэтилена и их сочетания. Наиболее предпочтительными являются смолы на основе полиэфира и полипропилена.
Не ограничивающие примеры термопластических полимеров, подходящих для использования в соответствии с настоящим изобретением, включают алифатические полиэфирамиды; алифатические полиэфиры, ароматические полиэфиры, включая полиэтилен-терефталаты (ПЭТ) и их сополимеры (со-ПЭТ), полибутилен-терефталаты и их сополимеры, политриметилен-терефталаты и их сополимеры, полипропилен-терефталаты и их сополимеры; полиэтилен и его сополимеры; алифатические/ароматические со-полиэфиры; поликапролактоны; поли(гидроксиалканоаты), включая поли(гидроксибутират-со-гидроксивалерат), поли(гидроксибутират-со-гексаноат) и прочие поли(гидроксибутират-со-алканоаты), описанные в патенте США 5498692 (автор Noda), упоминаемом в настоящем документе для ссылки; полиэфиры и полиуретаны - производные алифатических полиолов (даилканоильные полимеры); полиамиды; сополимеры этилена и винилового спирта; полимеры молочной кислоты, включая гомополимеры и сополимеры молочной кислоты; полимеры лактидов, включая гомополимеры и сополимеры лактидов; полимеры гликолидов, включая гомополимеры и сополимеры гликолидов; и их смеси. Предпочтительными являются алифатические полиэфирамиды, алифатические полиэфиры, алифатические/ароматические со-полиэфиры, полимеры молочной кислоты, полимеры молочной кислоты и полимеры лактидов.
Подходящие полимеры молочной кислоты и лактидов включают гомополимеры и сополимеры молочной кислоты и/или лактидов, имеющий средневесовой молекулярный вес от примерно 10000 г/моль до примерно 600000 г/моль, предпочтительно от примерно 30000 г/моль до примерно 400000 г/моль, более предпочтительно от примерно 50000 г/моль до примерно 200000 г/моль. Примеры подходящих полимеров молочной кислоты включают различные полимолочные кислоты производства Chronopol Incorporation (Голден, штат Колорадо, США), а также полилактиды, предлагаемые под торговым наименованием EcoPLA®. Примеры подходящих полимолочных кислот включают продукты NATUREWORKS производства Cargill Dow и LACEA производства Mitsui Chemical. Предпочтительными являются гомополимеры или сополимеры полимолочной кислоты, имеющие температуру плавления от примерно 160°С до примерно 175°С. Могут также использоваться модифицированные полимолочные конфигурации и различные их стереометрические изоформы, такие как, например, поли-L-молочная кислота и поли-D,L-молочная кислота с содержанием D-изомера до 75%. Предпочтительным также является использование рацемических смесей D- и L-изомеров, из которых могут быть получены полимеры полимолочной кислоты, имеющие высокую температуру плавления. Такие полимеры представляют собой особую группу сополимеров полимолочной кислоты (в том смысле, что D-изомеры и L-изомеры рассматриваются как стерически различные мономеры), имеющих температуру плавления свыше 180°С. Такая высокая температура плавления достигается путем особого контроля размеров образующихся кристаллов, обеспечивающего повышение средней температуры плавления.
В зависимости от конкретного типа используемого полимера, способа изготовления волокна и конечного назначения волокон, при необходимости может быть использован не один полимер, а большее число полимеров. Различные полимеры в составе волокон в соответствии с настоящим изобретением могут присутствовать в количествах, обеспечивающих улучшение механических свойств волокна, требуемую прозрачность волокна, требуемый характер взаимодействия жидкости с волокнами, и способствующих лучшему расплавлению и утончению волокон. Выбор типа полимера и его количества в составе волокна влияет также на возможности термического скрепления волокон, а также на мягкость и текстуру конечного продукта. Волокна в соответствии с настоящим изобретением могут содержать один полимер, смесь полимеров или быть многокомпонентными волокнами, содержащими более, чем один полимер. Волокна в соответствии с настоящим изобретением выполнены с возможностью их термического скрепления
Могут также использоваться многосоставные смеси. Так, например, волокна могут быть получены вытяжением их из смесей полиэтилена и полипропилена (такие смеси именуются далее как «полимерные сплавы»). Еще одним подходящим примером являются смеси полиэфиров, имеющих различную вязкость или различный полимерный состав. Многокомпонентные волокна также могут быть изготовлены таким образом, что их различные компоненты будут содержать смеси из химически различных полимеров. Не ограничивающие примеры таких смесей включают смесь, содержащую смесь полипропилена с показателем текучести расплава (MFR) 25 и полипропилена MFR 50, а также смесь гомополимера полипропилена MFR 25 и сополимера MFR 25 полипропилена и этиленового сомономера.
Предпочтительные полимерные материалы имеют температуру плавления выше 110°С, более предпочтительные - выше 130°С, еще более предпочтительные - выше 145°С, еще более предпочтительные - выше 160°С, и наиболее предпочтительные - выше 200°С. Еще более предпочтительными для использования в настоящем изобретении являются полимеры с высокой температурой стеклования. Предпочтительными являются полимеры, имеющие температуру стеклования конечного волокна выше -10°С, более предпочтительными - выше 0°С, еще более предпочтительными - выше 20°С, и наиболее предпочтительными - выше 50°С. Такое сочетание свойств позволяет получить волокна, которые будут устойчивыми к повышенным температурам. Примерами материалов такого типа являются полипропилен, полимеры на основе полимолочной кислоты и полимерные составы на основе полиэтилен-терефталата.
Дополнительные материалы
В полимерный состав для вытяжения из него волокон и последующего изготовления из них исходной основы могут быть введены дополнительные ингредиенты. Такие дополнительные материалы могут быть введены для облегчения обработки материала и/или для изменения его физических свойств, таких как, например, прозрачность, эластичность, сопротивление растяжению и промоканию, а также модуль упругости конечного продукта. Прочие преимущества, обеспечиваемые вводимыми добавками, включают, но не ограничиваются ими: устойчивость против окисления и прочих факторов, яркость, цвет, гибкость, упругость, пригодность к различного вида обработке, изменение вязкости и поглощение запахов. Примеры дополнительно вводимых материалов включают, но не ограничиваются ими: диоксид титана, карбонат кальция, цветовые пигменты и их сочетания. Прочие типы добавок представляют собой неорганические соединения, которые могут быть включены в качестве недорогих наполнителей или веществ, облегчающих обработку, и включают, но не ограничиваются ими: оксиды магния, алюминия, кремния и титана. Прочие виды подходящих неорганических добавок включают, но не ограничиваются ими: гидросиликат магния, диоксид титана, карбонат кальция, глину, мел, нитрид бора, известняк, диатомовую землю, слюду, стекло, кварц и керамику. Кроме того, могут использоваться неорганические соли, включая, но не ограничиваясь ими: соли щелочных металлов, соли щелочноземельных металлов и фосфаты.
В полимерный состав могут быть также дополнительно введены прочие ингредиенты. Такие ингредиенты могут присутствовать в количестве, составляющем менее чем примерно 50%, предпочтительно от примерно 0.1% до примерно 20%, и более предпочтительно от примерно 0.1% до примерно 12% от веса состава. Дополнительные материалы могут использоваться для облегчения обработки материала и/или для изменения его физических свойств, таких как, например, прозрачность, эластичность, прочность на разрыв, а также модуль упругости конечного продукта. Прочие преимущества, обеспечиваемые вводимыми добавками, включают, но не ограничиваются ими: устойчивость против окисления и прочих факторов, яркость, цвет, гибкость, упругость, пригодность к различного вида обработке, изменение вязкости и поглощение запахов. Не ограничивающие примеры добавок включают соли, добавки, понижающие трение, ускорители или замедлители кристаллизации, дезодоранты, вещества, способствующие образованию поперечных связей, эмульгаторы, поверхностно-активные вещества, циклодекстрины, смазывающие вещества, прочие вещества, облегчающие обработку, вещества, усиливающие оптическую яркость, антиоксиданты, замедлители горения, красители, пигменты, наполнители, белки и их щелочные соли, воски, смолы, повышающие клейкость, вещества, повышающие растяжимость, и их смеси. Вещества, понижающие трение, способствуют снижению клейкости волокон или коэффициента трения. Кроме того, вещества, понижающие трение, могут способствовать повышению устойчивости волокон, особенно в условиях повышенной влажности и температуры. Подходящим веществом, понижающим трение, является полиэтилен. В полимерный состав могут быть также добавлены термопластические крахмалы. Особенно важными добавками являются антистатики, снижающие образование статических электрических зарядов во время изготовления и при использовании термопластических полиэфирных материалов, в частности полиэтилен-терефталата. Предпочтительными добавками такого типа являются вещества, выводящие уксусный альдегид и уксусную кислоту, этоксилированные эфиры сорбитола, эфиры глицерина, алкил-сульфонаты, их сочетания, смеси и производные.
Прочие типы добавок представляют собой неорганические соединения, которые могут быть включены в качестве недорогих наполнителей или веществ, облегчающих обработку, и включают, но не ограничиваются ими: оксиды магния, алюминия, кремния и титана. Прочие виды подходящих неорганических добавок включают, но не ограничиваются ими: гидросиликат магния, диоксид титана, карбонат кальция, глину, мел, нитрид бора, известняк, диатомовую землю, слюду, стекло, кварц и керамику. Кроме того, в качестве веществ, облегчающих обработку, могут использоваться неорганические соли, включая, но не ограничиваясь ими: соли щелочных металлов, соли щелочноземельных металлов и фосфаты. Еще одним типом добавок являются материалы, модифицирующие реакцию волокон из смеси термопластических крахмалов на воду. Такие добавки включают соли на основе стеаратов, например стеараты натрия, магния и прочие стеараты, а также канифоль и прочие компоненты на основе канифоли, например живичную канифоль.
В полимерный состав могут быть добавлены вещества, повышающие гидрофильность. Вещества, повышающие гидрофильность, могут быть введены способами, традиционно применяемыми в данной области техники. Веществами, повышающими гидрофильность, могут быть полимерные материалы или составы, имеющие низкий молекулярный вес. Веществами, повышающими гидрофильность, могут быть также полимерные материалы, имеющие относительно большой молекулярный вес. Вещества, повышающие гидрофильность, могут присутствовать в полимерном составе в количестве от 0,01 вес.% до 90 вес.%, предпочтительно от 0,1 вес.% до 50 вес.%, и еще более предпочтительно от 0,5 вес.% до 10 вес.%. Вещество, повышающее гидрофильность, может быть добавлено в исходный состав полимера при его изготовлении, или же может подаваться в экструдер, или добавляться в экструдер в качестве наполнителя на стадии формирования волокон. Предпочтительными типами веществ, повышающих гидрофильность, являются полиэфир-полиэфиры, сополимеры полиэфир-полиэфиров и неионные полиэфирные соединения для полимеров на основе полиэфиров. Могут быть также добавлены этоксилированные полиолефиновые соединения, имеющие низкий или высокий молекулярный вес. К данным материалам могут быть также добавлены вещества, повышающие совместимость, что позволяет получить более гомогенный полимерный состав и облегчает обработку такого полимера. Сведущим в данной области техники известно, что путем добавления веществ, повышающих совместимость, на этапе формирования полимерного состава, можно получить полимерные составы, содержащие расплавленные добавки, которым исходно не присуще сродство к основному составу полимера. Так, например, смола из простого полипропилена может быть соединена с гидрофильным сополимером полиэфир-полиэфира при использовании малеинированного полипропилена в качестве вещества, повышающего совместимость.
Волокна
Волокна, образующие исходную основу в соответствии с настоящим изобретением, могут быть однокомпонентными или многокомпонентными. В контексте настоящего описания термин «волокно» определяется как форма затвердевшего полимера, отношение длины к ширине которого превышает 1 000. Многокомпонентные волокна в соответствии с настоящим изобретением могут быть также многосоставными. Под составностью в данном случае понимается количество химических различных веществ или материалов в волокне. В частности, в контексте настоящего описания «многосоставное волокно» означает волокно, содержащее более чем одно химически различающееся вещество или материал. В контексте настоящего описания термины «многосоставные полимеры» и «полимерные сплавы» имеют одинаковое значение и могут употребляться как взаимно заменяющие друг друга. В целом волокна могут быть однокомпонентными и многокомпонентными. В контексте настоящего описания «компонент» определяется как отдельная часть волокна, характеризующаяся некоторым пространственным расположением относительно другой части волокна. В контексте настоящего описания термин «многокомпонентный» означает, что волокно имеет более чем одну отдельную часть, характеризующуюся некоторым пространственным расположением относительно одной из других частей волокна. Термин «многокомпонентные волокна» включает в себя двухкомпонентные волокна, определяемые как волокна, имеющие две отдельные части, характеризующиеся некоторым пространственным расположением друг относительно друга. Различные компоненты многокомпонентных волокон расположены в отличимых друг от друга областях в поперечном сечении волокна и являются непрерывно протяженными вдоль всей длины волокна. Способы изготовления многокомпонентных волокон хорошо известны сведущим в данной области техники. Способ изготовления многокомпонентных волокон с помощью экструдирования были хорошо развиты уже в 1960-х годах. Лидером в разработке технологий производства многокомпонентных волокон был DuPont, и в патентах США 3 244785 и 3 704971 приводится описание технологий производства таких волокон. Теоретические основы производства двухкомпонентных волокон приводятся в публикации "Bicomponent Fibers" (автор R. Jeffries, издательство Merrow Publishing, 1971). Более недавние публикации включают "Taylor-Made Polypropylene and Bicomponent Fibers for the Nonwoven Industry," Tappi Journal, декабрь 1991 (стр.103) и "Advanced Fiber Spinning Technology" под редакцией Nakajima, издательство Woodhead Publishing.
Нетканые полотна, сформированные в соответствии с настоящим изобретением, могут содержать множество типов многокомпонентных волокон, подаваемых с различных экструдеров через один мундштук. Экструзионная система в данном случае представляет собой многокомпонентную экструзионную систему, подающую различные полимеры в различные капилляры. Так, например, из одного экструдера может подаваться полиэтилен-терефталат, а с другого - полиэтилен-терефталатный сополимер, и два данных компонента могут отличаться температурами плавления. Во втором примере один экструдер может подавать полиэтилен-терефталатную смолу, а второй - полипропилен. В третьем примере один экструдер может подавать первую полиэтилен-терефталатную смолу, а второй - вторую полиэтилен-терефталатную смолу, отличающуюся от первой полиэтилен-терефталатной смолы молекулярным весом. Отношение количеств различных полимеров в такого типа системах может составлять от 95:5 до 5:95, предпочтительно от 90:10 до 10:90 и от 80:20 до 20:80.
Компоненты двухкомпонентных волокон и многокомпонентных волокон могут быть расположены параллельно друг другу, в виде ядра и оболочки, в виде сегментов круга, многоцветной ленты, островков в море, прочих конфигураций и их сочетаний. Оболочка вокруг ядра может быть непрерывной или прерывистой. Не ограничивающие примеры расположения компонентов многокомпонентных волокон приведены в патенте США 6746766. Отношение веса оболочки к весу ядра может составлять от примерно 5:95 до примерно 95:5. Волокна в соответствии с настоящим изобретением могут иметь различную форму в поперечном сечении, включая, но не ограничиваясь ими: круглую, эллиптическую, звездообразную, трехдольную, многодольную (от 3 до 8 долей), прямоугольную, Н-образную, С-образную, I-образную, U-образную, а также различные эксцентричные формы. Могут также использоваться полые волокна. Волокна круглой и трехдольной формы также могут быть полыми.
В контексте настоящего описания «сильно утонченное волокно» определяется как волокно, имеющее высокий показатель вытяжения. Показатель суммарного вытяжения волокна определяется как отношение максимального диаметра волокна (который волокно, как правило, имеет сразу после выхода из капилляра) к окончательному диаметру волокна в момент его конечного использования.
Показатель суммарного вытяжения волокна должен быть выше, чем 1,5, предпочтительно - выше, чем 5, более предпочтительно - выше, чем 10, и наиболее предпочтительно - выше, чем 12. Это необходимо для обеспечения требуемых осязательных и механических свойств полотна.
«Диаметр волокна» для профилированного волокна в соответствии с настоящим изобретением определяется как диаметр окружности, описанной вокруг внешнего края сечения полотна. Для пустотелого волокна диаметр определяется не как диаметр полости, а как диаметр окружности, описанной вокруг внешнего края сплошной части. Для волокон некруглого сечения диаметр волокон определяется как диаметр окружности, описанной вокруг самых крайних точек его долей или краев. Диаметр такой описанной окружности иногда также именуется «эффективным диаметром волокна». Сильно утонченное многокомпонентное волокно предпочтительно должно иметь эффективный диаметр, меньший, чем 500 мкм, более предпочтительно - не более 250 мкм, еще более предпочтительно - не более 100 мкм, и наиболее предпочтительно - не более 50 мкм. Волокна, используемые для производства нетканых полотен, как правило, имеют эффективный диаметр от примерно 5 мкм до примерно 30 мкм. Волокна, используемые для настоящего изобретения, имеют, как правило, несколько больший диаметр, чем волокна в обычных нетканых полотнах из волокон типа спанбонд. А именно, волокна, имеющие эффективный диаметр, меньший, чем примерно 10 мкм, не используются. Волокна, используемые для настоящего изобретения, имеют эффективный диаметр, больший, чем примерно 10 мкм, предпочтительно - больший, чем примерно 15 мкм, и наиболее предпочтительно - больший, чем примерно 20 мкм. Требуемый диаметр волокна обеспечивается выбором скорости вытяжения волокон, массовым расходом полимера и составом смеси. Когда волокна в соответствии с настоящим изобретением собираются в отдельный слой, данный слой может использоваться в сочетании с дополнительными слоями, которые могут содержать волокна меньшего диаметра и даже нановолокна.
Термин «диаметр волокон типа спанбонд» относится к волокнам, имеющим эффективный диаметр от примерно 12,5 мкм до примерно 50 мкм. Такой диаметр волокон обеспечивается большинством типов стандартного оборудования для изготовления волокон типа спанбонд. Микрометр (мкм) и микрон означают одну и ту же величину и могут использоваться как термины, взаимно заменяющие друг друга. Диаметр волокон, выдуваемых из расплава, меньше, чем диаметр волокон типа спанбонд. Как правило, волокна, выдуваемые из расплава, имеют диаметр от примерно 0,5 мкм до примерно 12,5 мкм. Волокна, выдуваемые из расплава, предпочтительно, должны иметь диаметр от примерно 1 мкм до примерно 10 мкм.
Так как диаметр профилированных волокон бывает достаточно трудно определить, часто пользуются показателем «dpf» - показателем «denier» на одно волокно. Показатель dpf рассчитывается как масса волокна в граммах, соответствующая 9000 метрам его длины. Соотношение между диаметром волокна и его показателем dpf зависит от плотности материала волокна. Для настоящего изобретения предпочтительно использовать волокна, имеющие показатель dpf, больший, чем 1 и меньший, чем 100, более предпочтительно - от 1.5 dpf до 50 dpf, еще более предпочтительно - от 2.0 dpf до 20 dpf, и наиболее предпочтительно - от 4 dpf до 10 dpf. В качестве примера отношения между показателем dpf и диаметром можно привести, что полнотелое волокно 1 dpf круглого сечения из полипропилена, имеющего удельный вес примерно 0,900 г/см3, имеет диаметр примерно 12,55 мкм.
Для настоящего изобретения желательно, чтобы волокна имели ограниченную растяжимость и достаточную жесткость, чтобы противостоять сжимающим усилиям. Волокна в соответствии с настоящим изобретением должны иметь прочность на разрыв, большую, чем примерно 5 гс на одно волокно. Свойства растяжения волокон могут быть измерены с помощью метода, в целом описанного в стандарте ASTM D 3822-91, или эквивалентного, но фактическая процедура измерений, которая была использована для испытания волокон в соответствии с настоящим изобретением, будет полностью описана ниже. Модуль растяжения (начальный модуль растяжения по ASTM D 3822-91, если не указано иное) должен составлять более 0,5 ГПа, более предпочтительно - более чем 1,5 ГПа, еще более предпочтительно - более, чем 2,0 ГПа, и наиболее предпочтительно - более 3,0 ГПа. Более высокий модуль растяжения имеют более жесткие волокна, обеспечивающие более устойчивый удельный объем. Примеры будут приведены ниже.
В соответствии с настоящим изобретением волокнам может быть придана требуемая гидрофильность или гидрофобность. Исходная полимерная смола может иметь гидрофильные свойства за счет ее сополимеризации (как в случае некоторых типов полиэфиров (например, семейства сульфополиэфиров EASTONE производства Eastman Chemical), или полиолефинов, таких как полипропилен или полиэтилен), или же исходной смоле может быть придана гидрофильность за счет введения в нее соответствующих добавок. Примерами таких добавок являются добавки семейства Irgasuri производства CIBA. Для придания им гидрофильности волокна в соответствии с настоящим изобретением могут быть соответствующим образом обработаны или покрыты после их изготовления. В соответствии с настоящим изобретением предпочтительной является устойчивая гидрофильность. Устойчивая гидрофильность определяется как свойство полотна сохранять гидрофильные характеристики после более чем одного взаимодействия с жидкостью и может быть определена с помощью следующего испытания. На испытуемый образец выливают воду. Если образец намокает, он является изначально гидрофильным. После этого образец полностью прополаскивают водой и высушивают. Полоскание лучше всего проводить, поместив образец в большой резервуар с водой и встряхивая его там в течение 10 секунд, после чего образец высушивают. Устойчиво гидрофильный образец при повторном контакте с водой снова должен намокать.
Волокна в соответствии с настоящим изобретением являются термически устойчивыми. Термическая устойчивость волокна определяется как совершение им менее 30% усадки в кипящей воде, более предпочтительно - менее 20% усадки и наиболее предпочтительно - менее чем 10% усадки. Некоторые волокна в соответствии с настоящим изобретением дают усадку менее 5%. Усадка определяется путем измерения длины волокна до и после помещения его в кипящую воду на одну минуту. Сильно утонченные волокна позволяют получить термически устойчивые волокна.
Волокна, используемые для исходной основы в соответствии с настоящим изобретением, могут иметь, среди прочих форм поперечного сечения, полнотелую круглую, пустотелую круглую, различные трехдольные формы. Смесь профилированных волокон, имеющих формы поперечного сечения, отличные друг от друга, определяется как набор по меньшей мере из двух волокон, имеющих формы поперечного сечения, достаточно различающиеся друг от друга при рассмотрении их в сканирующий туннельный микроскоп. Так, например, оба из двух волокон могут иметь трехдольную форму, однако одно волокно может иметь трехдольную форму с длинными ножками, а второе - трехдольную форму с короткими ножками. И хотя данное не является предпочтительным, профилированные волокна могут отличаться тем, что одно из них является пустотелым, а второе - полнотелым, даже если общая форма их поперечных сечений является одинаковой.
Волокна многодельной формы поперечного сечения могут быть полнотелыми или пустотелыми. Многодольные волокна определяются как волокна, в поперечном сечении которых имеется более чем одна точка прогиба внешнего края вовнутрь. Точка прогиба внешнего края вовнутрь определяется как изменение абсолютной величины наклона линии, проведенной перпендикулярно к внешней поверхности волокна, на срезе волокна, перпендикулярном его оси. Профилированные волокна включают также волокна полукруглой, овальной, квадратной, ромбической и прочей подходящей формы поперечного сечения.
Сплошные волокна круглого сечения уже много лет выпускаются производителями синтетических волокон. Такие волокна имеют в сущности оптически непрерывное распределение вещества по толщине волокна в его поперечном сечении. Они могут содержать микропустоты или внутреннюю фибрилляцию, но в целом распределение вещества в них можно считать непрерывным и равномерным. На внешней поверхности сплошных волокон круглого сечения нет точек прогиба вовнутрь.
Полые волокна в соответствии с настоящим изобретением, круглой или многодельной формы, в сечении имеют полую область. Полую область сечения волокна окружает сплошная область. Периметр полой области является одновременно внутренним периметром сплошной области. Полая область может быть такой же формы, как волокно в целом. Форма полой области может быть не круглой или не концентричной внешнему периметру волокна. В волокне может быть более чем одна полая область.
Полая область волокна может быть определена как часть волокна, которая не содержит материала. Она может быть также описана как пустая область или пустое пространство. Полая область может содержать от примерно 2% до примерно 60% сечения волокна, предпочтительно - от примерно 5% до примерно 40% сечения волокна, более предпочтительно - от примерно 5% до примерно 30% сечения волокна, и наиболее предпочтительно - от примерно 10% до примерно 30% сечения волокна.
Доля полой области в сечении волокна (в процентах) в соответствии с настоящим изобретением должна быть управляемой (в процессе изготовления волокна). Доля полой области в сечении волокна предпочтительно должна составлять по меньшей мере 2% (иначе преимущества от наличия полой области будут незначительны). С другой стороны, однако, доля полой области в сечении волокна (в процентах) предпочтительно должна быть меньше 60%, так как иначе такое волокно может легко слеживаться. Требуемая доля полой области в сечении волокна зависит от используемых материалов, конечного назначения волокна и прочих факторов.
Средний диаметр волокна для двух или более профилированных волокон, имеющих отличающиеся друг от друга поперечные сечения, измеряется путем измерения среднего показателя dpf для каждого из типов волокон, перевода полученного значения dpf в эквивалентный диаметр сплошного волокна круглого сечения, сложения определенных таким образом средних диаметров с весом, соответствующим весовому содержанию волокна данного типа, и деления на суммарное число типов волокон (волокон различной формы). После этого может быть определен средний показатель dpf волокна, исходя из полученного среднего диаметра волокна (или диаметра эквивалентного сплошного волокна круглого сечения) и удельного веса волокна. Волокно считается имеющим отличный диаметр, если он по меньшей мере примерно на 10% больше или меньше среднего диаметра. Два или более профилированных волокон, имеющих формы поперечного сечения, отличающиеся друг от друга, могут иметь одинаковый диаметр или различные диаметры. Кроме того, профилированные волокна могут иметь одинаковые или различные показатели dpf. В некоторых воплощениях профилированные волокна могут иметь различные диаметры при одинаковых показателях dpf.
Многодольные волокна включают, но не ограничиваются ими, в качестве самых распространенных форм, волокна с трехдольной и дельтовидной формой поперечного сечения. Прочие подходящие конфигурации многодельных форм включают треугольную, квадратную, звездообразную или эллиптическую. Наиболее точным общим признаком многодельного волокна является наличие по меньшей мере одной точки прогиба вовнутрь. «Точка прогиба вовнутрь» определяется как точка на периметре сечения волокна, в которой резко меняется направление нормали. Так, например, сечение волокна трехдольной дельтовидной формы имеет три точки прогиба вовнутрь, а волокно с тремя выраженными долями в сечении имеет шесть точек прогиба вовнутрь. Многодольные волокна в соответствии с настоящим изобретением могут иметь в сечении менее чем примерно 50 точек прогиба вовнутрь, и наиболее предпочтительно - менее чем примерно 20 точек прогиба вовнутрь. Многодольные волокна могут быть в целом охарактеризованы как волокна некруглого сечения и могут быть полыми или полнотелыми.
Одно- и многосоставные волокна в соответствии с настоящим изобретением могут использоваться в самых различных конфигурациях. В контексте настоящего описания «односоставные» и «многосоставные» означает соответственно содержание в составе волокна одного или нескольких химических веществ или материалов. По своей конфигурации одно- и многосоставные волокна могут быть однокомпонентными. В контексте настоящего описания компонент означает отдельную часть волокна, имеющую определенное пространственное расположение относительно другой части волокна.
После формирования волокна оно может быть подвергнуто дополнительной обработке, или скрепленное полотно может быть подвергнуто дополнительной обработке. Кроме того, может проводиться окончательная гидрофильная или гидрофобная обработка для придания полотну необходимой поверхностной энергии, или придания тех или иных химических свойств его поверхности. Так, например, волокна, которые являются гидрофобными, могут быть обработаны смачивающими веществами, чтобы полотно могло легче поглощать жидкости на водной основе. Скрепленное полотно может быть также обработано топическим раствором, содержащим поверхностно-активные вещества, пигменты, вещества, понижающие трение, соли и иные материалы, для придания дополнительных свойств поверхности полотна.
Волокна в соответствии с настоящим изобретением могут быть скрученными, хотя предпочтительно, чтобы они не были скрученными. Скрученные волокна изготавливаются, как правило, двумя способами. Первый способ основан на механической деформации уже вытянутого волокна. Из расплавленного материала вытягиваются волокна и тянутся до требуемого диаметра, после чего механически обрабатываются, как правило с помощью зубчатых колес или штифтов, в результате чего им придается двухмерное или трехмерное скручивание. Такой способ используется для производства большинства кардованных штапельных волокон; однако полотна из кардованных штапельных волокон не являются предпочтительными, потому что волокна в них не являются непрерывными и полотна, изготовленные из скрученных волокон, в целом являются слишком воздушными еще до использования способа деформации волокон в соответствии с настоящим изобретением. Второй способ изготовления скрученных волокон заключается в экструдировании многокомпонентных волокон, которые могут завиваться в процессе их вытяжения и укладки. Сведущим в данной области техники известно, что существует множество способов изготовления двухкомпонентных скрученных волокон типа спанбонд, однако для настоящего изобретения предпочтительными считаются следующие три способа изготовления нетканых полотен из скрученных волокон. Первым способом является скручивание волокна в линии его вытяжения, вызываемое различием в характеристиках кристаллизации полимера внутри вытягиваемого волокна, например, за счет наличия в составе волокна полимеров различных типов, различного молекулярного веса (например, наличия распределения молекул по весу), или различия в содержании добавок. Второй способ основан на неодинаковой усадке волокон после их вытяжения и формирования из них основы. Так, например, нагревание полотна, полученного вытяжением и укладкой волокон, например, для его термического скрепления, может вызвать дополнительную усадку волокон из-за различий между характеристиками кристаллизации вытянутых волокон. Третий способ, вызывающий скручивание волокон, основан на механическом растяжении волокон или полотна (как правило, уже скрепленного). При механическом растяжении может проявиться различие в зависимости удлинения двух полимерных компонентов от силы растяжения, что может вызвать скручивание волокна.
Последние два способа обычно называются процессами латентного скручивания, потому что их необходимо осуществлять, когда волокна уже вытянуты. В соответствии с настоящим изобретением имеется порядок предпочтения использования скрученных волокон. Так, полотна из кардованных штапельных волокон могут быть использованы при условии, что толщина исходной основы составляет менее чем 1,3 мм. Полотна из волокон типа спанбонд являются предпочтительными, так как они содержат непрерывные волокна, которые могут быть скручены при условии, что толщина исходной основы составляет менее чем 1,3 мм. В соответствии с настоящим изобретением исходная основа должна содержать менее чем 100% скрученных волокон (по весу), предпочтительно - менее 50% скрученных волокон (по весу), более предпочтительно - менее 20% скрученных волокон (по весу), еще более предпочтительно - менее 10% скрученных волокон (по весу), и наиболее предпочтительно - 0% скрученных волокон (по весу). Нескрученные волокна являются предпочтительными, так как скручивание может уменьшать количество жидкости, поступающей к поверхности волокон, а также может уменьшать капиллярность, внутренне присущую исходной основе, за счет уменьшения плотности исходной основы.
Короткие волокна определяются как волокна, имеющие длину менее чем 50 мм. В настоящем изобретении непрерывные волокна являются более предпочтительными, чем коротко порезанные волокна, так как они обеспечивают два дополнительных преимущества. Первое преимущество состоит в том, что при отсутствии в полотне концов волокон жидкость может передаваться на более длинные расстояния, в результате чего увеличивается капиллярность. Второе преимущество состоит в том, что из непрерывных волокон могут быть получены исходные основы, характеризующиеся большим сопротивлением растяжению и большей жесткостью, так как в результате скрепления таких полотен образуется сплошная матрица из волокон, причем каждое волокно оказывается скрепленным с гораздо большим числом других волокон, чем в случае скрепления волокон сравнительно короткой длины. Предпочтительно, чтобы исходная основа в соответствии с настоящим изобретением содержала как можно меньше коротких волокон, предпочтительно менее 50% от общего веса полотна, более предпочтительно - менее 20% коротких волокон (по весу), еще более предпочтительно - менее 10% коротких волокон (по весу), и наиболее предпочтительно - 0% коротких волокон (по весу).
Волокна, изготавливаемые для исходной основы в соответствии с настоящим изобретением, предпочтительно являются термически скрепляемыми. В соответствии с настоящим изобретением «термически скрепляемые волокна» определяются как волокна, которые размягчаются при их нагревании до температуры, близкой к пиковой температуре плавления, или выше данной температуры, и прилипают друг к другу или сплавляются друг с другом при приложении минимального давления. Для того чтобы было возможным термическое скрепление волокон, содержание термопластического компонента в полимерном составе волокна должно быть более 30% по весу, предпочтительно более 50% по весу, еще более предпочтительно - более 70% по весу, и наиболее предпочтительно - более 90% по весу.
Изготовление полотна способом вытяжения и укладки волокон
Волокна, из которых формируется исходная основа в соответствии с настоящим изобретением, предпочтительно являются непрерывными волокнами, и исходная основа формируется способом их вытяжения и укладки. «Полотно, полученное вытяжением и укладкой волокон», определяется как не скрепленное полотно, практически не обладающее упругими свойствами, обусловленными межмолекулярным взаимодействием между волокнами, и сформированное в сущности из непрерывных волокон. «Непрерывные волокна» определяются как волокна, имеющие высокое отношение длины к диаметру, как правило, составляющее более чем 10000:1. Сплошные волокна в соответствии с настоящим изобретением, составляющие полотно, полученное вытяжением и укладкой волокон, не являются штапельными волокнами, коротко резанными волокнами или иными волокнами, длина которых была преднамеренно уменьшена до низких значений. Непрерывные волокна в соответствии с настоящим изобретением в среднем имеют длину более 100 мм, предпочтительно более 200 мм. Непрерывные волокна в соответствии с настоящим изобретением также не являются скрученными, намеренно или самопроизвольно.
Изготовление полотна, полученного вытяжением и укладкой волокон, осуществляется с использованием высокоскоростного вытяжения волокон, описанного в патентах США 3802817; 5545371; 6548431 и 5885909. В такого типа процессе вытяжения волокон из расплава экструдеры подают расплавленный полимер к насосам, дозирующим требуемые объемы расплавленного полимера и подающим их на блок вытяжения, состоящий из множества капиллярных трубок, в результате чего формируются волокна, которые охлаждаются воздухом в специальной зоне быстрого охлаждения и тянутся воздухом, в результате чего происходит уменьшение их диаметра. Полученные сильно утонченные волокна характеризуются повышенной прочностью за счет упорядочения ориентации молекул полотна. После этого вытянутые волокна укладываются на пористую ленту, часто именуемую формирующей лентой или формирующим столом.
Блок вытяжения непрерывных волокон для изготовления из них полотна, полученного вытяжением и укладкой волокон в соответствии с настоящим изобретением, должен содержать от 100 до 10000 капиллярных трубок на метр, предпочтительно от 200 до 7000 капиллярных трубок на метр, более предпочтительно - от 500 до 5000 капиллярных трубок на метр, и еще более предпочтительно - от 1000 до 3000 капиллярных трубок на метр. Расход полимера по массе, подаваемого через капилляры блока вытяжения в соответствии с настоящим изобретением, должен быть более 0,3 грамм на отверстие в минуту. Предпочтительным является диапазон расхода полимера от 0,4 г/(отверстие·мин) до 15 г/(отверстие·мин), более предпочтительно - от 0,6 г/(отверстие·мин) до 10 г/(отверстие·мин), еще более предпочтительно - от 0,8 г/(отверстие·мин) до 5 г/(отверстие·мин), и наиболее предпочтительно - от 1 г/(отверстие·мин) до 4 г/(отверстие·мин).
Способ формирования полотна, полученного вытяжением и укладкой волокон в соответствии с настоящим изобретением, содержит единственный этап изготовления сильно утонченных, нескрученных непрерывных волокон. Экструдированные волокна протягиваются через зону воздушного охлаждения, в которой они по мере их вытяжения охлаждаются и отвердевают. Такие способы изготовления полотна, полученного вытяжением и укладкой волокон, описаны в патентах США 3338992, 3802817, 4233014, 5688468, 6548431 В1, 6908292 В2 и патентной заявке США 2007/0057414 А1. Технологии, описанные в европейских патентах ЕР 1340843 В1 и ЕР 1323852 В1, также могут использоваться для изготовления нетканых полотен, полученных вытяжением и укладкой волокон. При последних способах сильно утонченные непрерывные волокна непосредственно тянутся от места выхода полимеров из капилляров к устройству утончения, причем диаметр или dpf волокна существенно не меняется при укладке волокон на формировочный стол. Предпочтительный способ изготовления полотна, полученного вытяжением и укладкой волокон, включает использование устройства вытяжения, которое пневматически тянет волокна от выхода из капилляров до пневматического устройства, производящего укладку волокон на формировочную ленту. Данный способ отличается от прочих способов изготовления полотен, полученных вытяжением и укладкой волокон, в которых волокна от выхода из капилляров тянутся механически.
Способ формирования полотна, полученного вытяжением и укладкой волокон в соответствии с настоящим изобретением, обеспечивает формирование за один этап термически устойчивых, нескрученных, непрерывных волокон, обладающих определенной внутренней прочностью на растяжение, диаметром или показателем dpf, как было описано выше. Предпочтительные полимерные материалы для изготовления таких волокон включают, но не ограничиваются ими: полипропилен и сополимеры полипропилена, полиэтилен и сополимеры полиэтилена, полиэфиры и сополимеры полиэфиров, полиамид, полиимид, полимолочную кислоту, полигидроксиалканоат, поливиниловый спирт, этилен-виниловый спирт, полиакрилаты, их сополимеры и смеси. Прочие подходящие полимерные материалы включают составы из термопластических крахмалов, описанные подробно в патентных публикациях США 2003/0109605 А1 и 2003/0091803. Прочие подходящие полимерные материалы включают сополимеры этилена-акриловой кислоты и полиолефин-карбоксильной кислоты и их сочетания. Примеры таких полимеров описаны в патентах США 6746766, 6818295, 6946506 и патентной заявке США 03/0092343. Предпочтительными являются обычные термопластические полимеры для вытяжения волокон, из которых особо следует отметить смолы на основе полиэфиров, полипропилена, полимолочной кислоты, полигидроксиалканоатов и полиэтилена, а также их сочетания. Наиболее предпочтительны смолы на основе полиэфиров и полипропилена. Примерами подходящих смол на основе полиэтилен-терефталата (далее именуется как «полиэфир», если не указано иное) являются Eastman F61HC (IV=0,61 дл/г), Eastman 9663 (IV=0,80 дл/г), DuPont Crystar 4415 (IV=0,61 дл/г). Подходящим сополиэфиром является Eastman 9921 (IV=0,81 дл/г). В соответствии с настоящим изобретением предпочтительно, чтобы внутренняя вязкость полиэфира (IV) находилась в диапазоне от 0,3 дл/г до 0,9 дл/г, предпочтительно от 0,45 дл/г до 0,85 дл/г, и более предпочтительно - от 0,55 дл/г до 0,82 дл/г. Внутренняя вязкость полимера является характеристикой, служащей мерой его молекулярного веса, и хорошо известна сведущим в данной области техники. Полиэфирные волокна в соответствии с настоящим изобретением могут быть многосоставными, однокомпонентными и профилированными. В предпочтительном воплощении полиэфирные волокна являются многодельными, предпочтительно трехдольными, изготавливаются из смолы внутренней вязкостью 0,61 дл/г и имеют показатель dpf от 3 до 8. И хотя в описании настоящего изобретения в основном упоминается полиэтилен-терефталат, могут использоваться и прочие полимеры на основе терефталатного эфира, такие как, например, полибутилен-терефталат, политриметилен-терефталат и другие.
Неожиданно было обнаружено, что сочетая смолы, имеющие определенные свойства, можно получить термически скрепляемые волокна типа спанбонд из полиэтилен-терефталата, имеющие высокий показатель dpf. Было обнаружено, что полиэтилен-терефталат Eastman F61HC и со-полиэтилен-терефталат Eastman 9921 являются идеальным сочетанием материалов для изготовления термически скрепляемых и в то же время термически устойчивых волокон. Неожиданным открытием было то, что F61HC и 9921 могут быть экструдированы через различные капилляры в отношении от 70:30 до 90:10 соответственно, в полученном полотне может быть выполнено термическое скрепление, в результате чего может быть получен нетканый материал, который является термически устойчивым. Под «термически устойчивым» в данном случае понимается, что материал дает усадку менее 10% в направлении MD после нахождения в течение 5 мин в кипящей воде. Термическая устойчивость обеспечивается за счет использования высокой скорости вытяжения, большей 4000 м/мин, а также за счет изготовления волокон от 1 dpf до 10 dpf. Таким образом были изготовлены полотна с удельным весом от 5 г/м2 до 100 г/м2. Такие полотна были изготовлены с точечным термическим скреплением. Такого типа полотна могут использоваться в широком спектре приложений, например, в абсорбирующих изделиях одноразового пользования, протирочных материалах, кровельных материалах. Такое полотно может изготавливаться и использоваться само по себе, или два слоя полотна, полученного вытяжением и укладкой волокон, могут быть ламинированы с третьим слоем из волокон меньшего диаметра, расположенного между ними. Такие слои могут быть наложены друг на друга и после этого скреплены между собой. Формирование такого полотна может производиться на одной линии с помощью сложной системы экструдирования, содержащей несколько блоков капилляров.
Еще одно предпочтительное воплощение предусматривает использование полипропиленовых волокон для изготовления нетканых полотен, полученных их вытяжением и укладкой. Текучесть расплава полипропиленовой смолы (MFR, измеряется в граммах на 10 минут) должна составлять от 5 до 400, предпочтительно -от 10 до 100, более предпочтительно - от 15 до 65, и наиболее предпочтительно - от 23 до 40. Способ измерения текучести расплава описан в ASTM D1238. Измерения проводятся при 230°С и массе полимера 2,16 кг.
Нетканые изделия из однокомпонентных и многокомпонентных волокон также характеризуются определенными свойствами, в частности прочностью, гибкостью, мягкостью и впитывающей способностью. Характеристиками, отражающими прочность, являются прочность на разрыв в сухом и влажном состоянии. Гибкость связана с жесткостью изделия и может также влиять на мягкость. Под мягкостью в целом понимается характеристика полотна, отражающая его физиологическое восприятие, которое в свою очередь является функцией таких характеристик, как, в частности, гибкость и текстура. Впитывающая способность отражает способность изделия поглощать жидкости и удерживать их. В соответствии с настоящим изобретением впитывающая способность не включает поглощение жидкости внутренними областями самих волокон (таким свойством обладают волокна из древесной пульпы, регенерированной целлюлозы или вискозные волокна). Некоторым термопластическим полимерам внутренне присущее поглощение лишь только малого количества воды (например, полиамидам), и в соответствии с настоящим изобретением внутренне присущее поглощение волы полимера должно составлять менее чем 10% по весу, предпочтительно - менее 5% по весу, и наиболее предпочтительно - менее 1% по весу. Поглощение воды в соответствии с настоящим изобретением возникает благодаря гидрофильности волокон и структурированию нетканого материала и зависит в первую очередь от площади поверхности волокон, размеров пор и расположения точек скрепления. Явление взаимодействия жидкости с волокнистой основой в общем называется капиллярностью. Природа капиллярности хорошо известна сведущим в данной области техники и подробна описана в публикации "Nonwovens: Theory, Process, Performance and Testing" (автор Albin Turbak, глава 4).
Полотно, полученное вытяжением и укладкой волокон, из которого сформирована исходная основа в соответствии с настоящим изобретением, может обладать впитывающей способностью (удерживающей емкостью Cholding) от 1 г/г (грамм на грамм) до 10 г/г, более предпочтительно от 2 г/г до 8 г/г, и наиболее предпочтительно от 3 г/г до 7 г/г. Измерение впитывающей способности производится путем измерения веса сухого образца (mdry, в граммах) длиной 15 см в направлении MD и шириной 5 см в направлении CD. После этого образец погружают на 30 секунд в дистиллированную воду, извлекают его из воды, подвешивают вертикально (в направлении MD) и снова взвешивают. Впитывающая способность (удерживающая емкость) Cholding образца рассчитывается как вес мокрого образца (mwet) минус сухой вес mdry, деленный на сухой вес mdry:
Структурированные основы имеют примерно одинаковую удерживающую емкость.
В соответствии с настоящим изобретением полотна, полученные вытяжением и укладкой волокон, могут иметь требуемый удельный вес на единицу площади. Удельный вес определяется как масса участка полотна, деленная на его площадь. В соответствии с настоящим изобретением удельный вес исходной основы на единицу ее площади составляет от 10 г/м2 до 200 г/м2, предпочтительно - от 15 г/м2 до 100 г/м2, более предпочтительно - от 18 г/м2 и 80 г/м2, и еще более предпочтительно - от 25 г/м2до 72 г/м2. Наиболее предпочтительным диапазоном веса является от 30 г/м2 до 62 г/м2. Первым этапом изготовления многосоставного волокна является этап смешивания. На этапе смешивания исходные материалы нагревают, как правило, параллельно с их нарезкой. Нарезка материалов при их нагревании позволяет получить гомогенный расплав действительно требуемого состава. После этого расплав подается в экструдер, и из него формируется волокно. Из одного или более типов волокон собирается нетканое полотно. Сбор волокон может производиться под воздействием тепла, давления, в присутствии химических связующих, с механическим спутыванием волоком, и при сочетании данных факторов. После этого полученное нетканое полотно может дополнительно модифицироваться и собирается для последующего использования в качестве исходной основы.
Целью этапа смешивания является получение расплава однородного состава. Для многосоставных волокон целью данного этапа является смешение термопластических полимерных материалов друг с другом, и такое смешение проводится при температуре, превышающей температуру плавления самого тугоплавкого термопластического компонента. На данном этапе могут подаваться и подмешиваться различные дополнительные ингредиенты. Состав расплава действительно должен быть гомогенным, что означает, что в большом его масштабе должно иметь место равномерное распределение компонентов, и не должно иметься участков, явно отличающихся по составу. Для сочетания плохо смешивающихся друг с другом материалов могут быть добавлены вещества, повышающие совместимость (плохо совместимыми друг с другом являются, например, полимолочная кислота с пропиленом, или термопластические крахмалы с полипропиленом).
Для тщательного перемешивания друг с другом полимеров и возможных добавок и приготовления из них полимерных сплавов используются двухвинтовые смесители. Экструзия с использованием двухвинтовых смесителей, как правило, является отдельным этапом между этапами изготовления полимера и вытяжения волокон. Для снижения производственных затрат вытяжение волокна может начинаться сразу после этапа экструзии с двухвинтовым смесителем. В некоторых случаях удовлетворительное смешение может быть получено с помощью линий с одновинтовым экструдером, после которого непосредственно может начинаться вытяжение волокон.
Наиболее предпочтительным смесительным устройством является двухвинтовой экструдер с множеством зон смешения и множеством точек впрыска. Могут также использоваться одновинтовые или двухвинтовые порционные смесители. Конкретный тип применяемого оборудования не является критическим, при условии, что обеспечивается хорошее перемешивание и нагревание.
В соответствии с настоящим изобретением используется способ вытяжения волокон из расплава. При таком способе нет массовых потерь массы в экструдате. Вытяжение волокон из экструдата отличается от прочих способов вытяжения волокон, таких как например, влажное или сухое вытяжения из раствора, в которых раствор затем удаляется путем его испарения или диффузии, в результате чего имеет место потеря массы.
Вытяжение волокон производится при температуре от примерно 120°С до примерно 350°С, предпочтительно от 160°С до примерно 320°С, и наиболее предпочтительно - от примерно 190°С до примерно 300°С. Вытяжение волокон должно проводиться со скоростью более 100 м/мин, предпочтительно от примерно 1000 м/мин до примерно 10000 м/мин, более предпочтительно - от примерно 2000 м/мин до примерно 7000 м/мин, и наиболее предпочтительно - от 2500 м/мин до 5000 м/мин. Скорость вытяжения волокна из полимерного состава должна быть высокой, чтобы получить прочные и термически устойчивые волокна, и соответственно обеспечить термическую устойчивость исходной основы и структурированной основы, что должно подтверждаться результатами соответствующих испытаний.
Из гомогенного полимерного расплава могут быть вытянуты однокомпонентные или многокомпонентные волокна с использованием стандартного оборудования для вытяжения волокон из расплава. Конкретный вид оборудования выбирается исходя из требуемой конфигурации многокомпонентного волокна. Стандартное оборудование для вытяжения волокон из расплава предлагается Hills, Inc. (Мельбурн, штат Флорида, США). Много полезной информации о технологиях вытяжения однокомпонентных и многокомпонентных волокон из расплава приводится в публикации "Advanced Fiber Spinning Technology" (автор Nakajima, издательство Woodhead Publishing). Температурный диапазон для вытяжения волокон составляет от 120°С до примерно 350°С. Конкретная температура процесса зависит от химической природы, молекулярного веса и концентраций полимерных компонентов. Оборудование для утончения волокон в потоке воздуха предлагается, например, Hill's Inc., Neumag и REICOFIL. Примером оборудования, подходящего для настоящего изобретения, является технологическая линия Reifenhauser REICOFIL 4 для производства полотен способом вытяжения и укладки волокон. Данная, а также прочие технологии, хорошо известны в области производства нетканых волокон.
Поглощение и распределение жидкости
Структурированная основа в соответствии с настоящим изобретением может использоваться для управления жидкостью. Под «управлением жидкостью» понимается обеспечение намеренного движения жидкости путем придания определенных свойств структурированной основе. В соответствии с настоящим изобретением оптимальные свойства управление жидкостью достигаются в два этапа обработки полотна. Первым этапом является изготовление исходной основы, имеющей определенные свойства, за счет выбора формы волокон, показателя dpf волокон, способа их скрепления и поверхностной энергии полотна. Второй этап включает формирование полостей в полотне путем смещения волокон.
С помощью технологической линии Hills Inc. для производства полотен типа спанбонд шириной 0,5 м был изготовлен ряд образцов исходной основы. Ниже описаны особенности изготовления полотна в каждом из примеров. Свойства материалов, изготовленных в примерах 1, 2, 4 и 7, определенные по результатам измерений, приведены в таблицах ниже.
Пример 1. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 9921 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров выраженной трехдольной формы, длиной 1,125 мм и шириной 0,15 мм с круглым концом. Гидравлическое отношение длины капилляра к диаметру составляло 2.2:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. В данном и последующих примерах могут использоваться расстояния вытяжения и формирования, отличные от указанных выше, однако данные расстояния обеспечивали наилучшие результаты. Прочие параметры процесса изготовления полотна в данном примере (а также во всех остальных примерах) приведены в таблицах 1-3.
Сравнительный пример 1. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 20110 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров выраженной трехдольной формы, длиной 1,125 мм и шириной 0,15 мм с круглым концом. Гидравлическое отношение длины капилляра к диаметру составляло 2.2:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Из такого полимерного состава трудно было получить термически устойчивое полотно. Со-ПЭТ-волокна не были термически устойчивыми и вызывали усадку всего полотна при его нагревании свыше 100°С. Усадка полотна в направлении MD составляла 20%.
Пример 2. Полотно типа спанбонд изготавливали из 100% ПЭТ-смолы Eastman F61HC. Волокна полотна изготавливали с помощью капилляров выраженной трехдольной формы, длиной 1,125 мм и шириной 0,15 мм с круглым концом. Гидравлическое отношение длины капилляра к диаметру составляло 2.2:1. Блок вытяжения волокон содержал 250 капилляров. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Прочие параметры процесса изготовления полотна приведены в таблицах 1-3.
Пример 3. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 9921 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров стандартной трехдольной формы, длиной 0,55 мм и шириной 0,127 мм с круглым концом, имевшим радиус закругления 0,18 мм. Гидравлическое отношение длины капилляра к диаметру составляло 2.2:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Прочие параметры процесса изготовления полотна в данном примере (а также во всех остальных примерах) приведены в таблицах 4-6.
Сравнительный пример 2. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 20110 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров стандартной трехдольной формы, длиной 0,55 мм и шириной 0,127 мм с круглым концом, имевшим радиус закругления 0,18 мм. Гидравлическое отношение длины капилляра к диаметру составляло 2.2:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Из такого полимерного состава трудно было получить термически устойчивое полотно. Со-ПЭТ-волокна не были термически устойчивыми и вызывали усадку всего полотна при его нагревании свыше 100°С. Усадка полотна в направлении MD составляла 20%.
Пример 4. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 9921 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров сплошной круглой формы, с диаметром капилляра на выходе 0,35 мм и отношением длины к диаметру, которое составляло 4:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Прочие параметры процесса изготовления полотна приведены в таблицах 7-9.
Сравнительный пример 3. Полотно из волокон типа спанбонд изготавливали из ПЭТ-смолы Eastman F61HC (90 вес.%) и со-ПЭТ-смолы Eastman 20110 (10 вес.%). Волокна типа спанбонд выдавливали с помощью капилляров сплошной круглой формы, с диаметром капилляра на выходе 0,35 мм и отношением длины к диаметру, которое составляло 4:1. Блок вытяжения волокон содержал 250 капилляров, из которых через 25 капилляров экструдировали со-ПЭТ-смолу и через 225 капилляров экструдировали ПЭТ-смолу. Температура блока поддерживалась на уровне 285°С. Расстояние вытяжения волокон составляло 33 дюйма, а длина формирования полотна - 34 дюйма. Из такого полимерного состава трудно было получить термически устойчивое полотно. Со-ПЭТ-волокна не были термически устойчивыми и вызывали усадку всего полотна при его нагревании свыше 100°С. Усадка полотна в направлении MD составляла 20%.
Обозначения образцов
Ниже приводятся пояснения к обозначениям, употребляемым в таблицах для описания образцов.
- Первая цифра соответствует номеру примера, в рамках которого изготавливался данный образец.
- Буква, следующая за числом, используется для обозначения образца, изготовленного при общих условиях данного примера, но с различными параметрами полотна. В совокупности первая цифра и буква соответствуют определенному набору условий для изготовления исходной основы.
- Цифра, следующая за буквой, обозначает номер образца структурированной основы, изготовленной из одного и того же типа исходной основы. Различные цифры обозначают различные условия изготовления структурированной основы. Были также изготовлены два контрольных образца кардованных, скрепленных полимерной смолой полотен, для сравнения с ними образцов исходных основ и структурированных основ:
- Образец полотна плотностью 43 г/м2, содержащий смесь из 30% связующего на основе стирол-бутадиенового каучука и 70% смеси волокон. Смесь волокон содержала 40% круглых сплошных волокон из ПЭТ 6 den и 60% круглых сплошных волокон из ПЭТ 9 den.
- Образец полотна плотностью 60 г/м2, содержащий смесь из 30% связующего на основе (карбоксилированного) стирол-бутадиенового каучука и 70% смеси волокон. Смесь волокон содержала 50% круглых сплошных волокон из ПЭТ 6 den и 50% полых спиральных волокон из ПЭТ 9 den (доля полостей - 25-40%).
Некоторые образцы, изготовленные в соответствии с любым из способов в соответствии с настоящим изобретением, находившиеся на хранении, или вырезанные из изделия, перед проведением испытаний выдерживали при температуре 23±2°С и относительной влажности 50±2% в течении 24 часов без приложения к ним давления. Выдержанные таким образом образцы и свойства таких образцов именуются далее как образцы и соответственно их свойства «после изготовления».
Способы измерения характеристик образцов и используемые в их описании определения
Ниже описаны способы испытаний для измерения характеристик образцов, (результаты измерений приведены в таблицах). Если не указано иное, все испытания проводили при температуре 23±2°С и относительной влажности 50±2%. Если явно не указано иное, в качестве синтетической жидкости, имитирующей мочу, использовали 0,9%-ный солевой раствор NaCl (по весу) в деионизованной воде.
- Массовый расход - означает расход полимера через один капилляр, измеряется в граммах на отверстие в минуту (г/(отверстие·мин)), и рассчитывается исходя из плотности полимерного расплава и производительности насоса, подающего полимерный расплав, в пересчете на один оборот, и числа капилляров, на которые подается расплав данным насосом.
- Форма - означает форму волокна, определяемую геометрией капилляра (смотри описание соответствующего примера).
- Фактический удельный вес - измеряли путем вырезания по меньшей мере десяти участков, произвольно расположенных в образце полотна, размером 50 мм × 150 мм (площадью 7 500 мм2) и их взвешивания с точностью до ±1 мг. Определяли среднюю массу вырезанных участков путем деления суммы масс на количество образцов. Если из полотна невозможно вырезать образцы площадью 7 500 мм2, можно использовать образцы площадью 2000 мм2 (например, размером 100 мм × 20 мм или 50 мм × 40 мм), но тогда необходимо произвести измерения минимум для 20 образцов. Фактический удельный вес определяется путем деления средней массы на площадь образца и выражается в г/м2.
- Толщина полотна. Для образца могут быть измерены различные виды толщины: «моментальная толщина», то есть толщина без его выдержки, толщина «после изготовления», в соответствии с определением выше, и толщина «после старения» (после специальной выдержки). Измерения толщины образцов «после изготовления» проводятся при приложении к ним давления 0,5 кПа, по меньшей мере для пяти образцов, и усредняются. Типично применяемым для этого испытательным прибором является система ProGage производства Thwing Albert. Диаметр ее опорной ножки составляет от 50 до 60 мм. Длительность каждого измерения составляет 2 с. Перед измерением его толщины образец должен быть выдержан при температуре 23±2°С и относительной влажности 50±2% в течение 24 часов без приложения к нему сжимающих усилий. Предпочтение должно отдаваться измерению толщины исходной основы до ее модификации, однако, если такой материал не доступен, возможны косвенные способы измерения его толщины. Для структурированной основы толщина первых областей, расположенных между вторыми областями (то есть областей смещения волокон), может быть определена с помощью электронного измерителя толщины (например, с помощью приборов Mitutoyo 547-500, предлагаемых по каталогу McMaster-Carr). Данные электронные измерители толщины поставляются с наконечниками, позволяющими проводить измерения толщины очень малых по площади участков. Так, например, может использоваться наконечник в виде шпателя длиной 6,6 мм и шириной 1 мм. Могут быть также установлены круглые наконечники, позволяющие измерить толщину области, меньшей 1,5 мм в диаметре. При проведении измерений на структурированной основе данные наконечники могут быть вставлены между структурированными областями, и таким образом может быть измерена толщина исходной основы «после изготовления». При проведении измерения ножки прибора сжимаются под действием встроенной пружины. Необходимо, однако, отметить, что при таком способе измерения прилагаемое к образцу давление невозможно точно контролировать, и, как правило, оно превышает 0,5 кПа.
- Толщина после старения - означает толщину образца, выдержанного специальным образом, а именно при температуре 40°С и под давлением 30 кПа в течение 15 часов, после чего образец оставляли в состоянии покоя при температуре 23±2°С и относительной влажности 50±2% на 24 часа без приложения к нему давления (данная процедура иногда именуется как «восстановление толщины»). Типичным применяемым для этого испытательным прибором является система ProGage производства Thwing Albert. Диаметр ее опорной ножки составляет от 50 до 60 мм. Длительность каждого измерения составляет 2 с. Перед измерением его толщины образец должен быть выдержан при температуре 23±2°С и относительной влажности 50±2% в течение 24 часов без приложения к нему сжимающих усилий.
- Коэффициент модификации. Данный коэффициент используется для учета увеличенной площади поверхности волокон некруглого сечения. Коэффициент модификации рассчитывается путем измерения длины наибольшего непрерывного отрезка прямой линии в пределах поперечного сечения волокна, перпендикулярного его оси, и деления ее на ширину волокна примерно в середине данного отрезка. Если форма поперечного волокна достаточно сложная, определение коэффициента модификации может быть не очевидным. Так, на фиг.19а-19с показаны примеры некоторых форм поперечного сечения волокна. Отмеченное расстояние "А" представляет собой длину длинной оси поперечного сечения волокна, а расстояние "В" представляет собой ширину поперечного сечения волокна. Коэффициент модификации вычисляется делением длинной оси на ширину волокна. Наибольшая длина и ширина поперечного сечения волокна определяются при помощи электронного микроскопа.
- Фактический показатель dpf. Под фактическим показателем dpf подразумевается измеренный показатель dpf для волокон в каждом примере. Показатель dpf рассчитывается как масса (в граммах) волокна длиной 9000 м. Показатель dpf при заданном диаметре волокна отражает удельный вес волокна (на единицу объема). Так, например, волокна 2 dpf из полипропилена и 2 dpf из полиэтилен-терефталата имеют различный диаметр. В качестве примера можно привести, что полипропиленовое волокно 1 dpf, имеющее сплошное круглое сечение, имеет диаметр примерно 12,55 мм (при плотности полипропилена 0,900 г/см3). Удельный вес волокон из полиэтилен-терефталата при расчетах показателя dpf в настоящем изобретении принимался равным 1,4 г/см3. Сведущим в данной области техники способ пересчета диаметра волокон из полипропилена и полиэтилен-терефталата сплошного круглого сечения в показатель dpf хорошо известен.
- Эквивалентный диаметр сплошного волокна круглого сечения. Эквивалентный диаметр сплошного волокна круглого сечения используется для расчета модуля упругости волокна с некруглой или полой формой поперечного сечения. Эквивалентный диаметр сплошного волокна круглого сечения определяется исходя из фактического показателя dpf волокна и плотности материала волокна, как было указано выше. Такое преобразование важно для определения модуля упругости одиночного волокна с некруглой или полой формой поперечного сечения.
- Характеристики растяжения нетканых полотен. Характеристики растяжения образцов исходных основ и структурированных основ измеряли одинаковым образом. Ширина зажимов прибора составляла 50 мм, начальная длина между зажимами составляла 100 мм, а скорость их раздвижения составляла 100 мм/мин. В таблицах приведены пиковые значения сопротивления образцов растяжению и значения удлинения образцов при данных значениях силы (если не указано иное). Измерения прочности образцов на разрыв проводили раздельно в направлениях MD и CD. Значения прочности на разрыв выражаются, как правило, в Ньютонах на сантиметр (Н/см). Представленные значения являются средними результатами по меньшей мере для пяти измерений. Предварительно к полотну прилагали нагрузку 0,2 Н. Перед проведением измерений образцы выдерживали при температуре 23±2°С и относительной влажности 50±2% в течение 24 часов без приложения к ним давления, после чего проводили измерения при температуре 23±2°С и относительной влажности 50±2%. Представленные в таблицах значения прочности на разрыв соответствуют пиковым значениям силы сопротивления растяжению кривой зависимости силы сопротивления растяжения от удлинения. Значения «Удлинение при пике растяжения» соответствует удлинению образца в процентах от начальной длины при пиковом значении силы сопротивления растяжению.
- Коэффициент MD/CD. Определяется как отношение пикового сопротивления растяжению в направлении MD к пиковому сопротивлению растяжению в направлении CD. Коэффициент MD/CD определяется для оценки отношения количества волокон нетканого полотна, ориентированных в направлениях MD и CD соответственно.
- Периметр волокна. Измеряли прямым образом для наиболее представительного волокна нетканого полотна с помощью микроскопии и выражали в микрометрах. Представленные в таблицах значения соответствуют средним результатам по меньшей мере пяти измерений.
- Прозрачность. Прозрачность является относительной мерой количества света, проходящего через исходную основу. Прозрачность полотна зависит, кроме прочих факторов, от числа, размера, типа и формы волокон, присутствующих в участке полотна, на котором проводится измерение. Прозрачность измеряли и выражали в процентах. Для настоящего изобретения прозрачность исходной основы предпочтительно должна составлять более 5%, более предпочтительно - более 10%, еще более предпочтительно - более 20%, еще более предпочтительно - более 30%, и наиболее предпочтительно - более 40%. Прозрачность измеряли в соответствии с методом TAPPI T425 om-01 «Измерение прозрачности бумаги (геометрия 15/d, источник света А/2°, фон с коэффициентом отражения 89% и бумажный фон)».
- Удельный вес исходной основы на единицу объема. Удельный вес исходной основы на единицу объема рассчитывали путем деления определенного ранее удельного веса образца на единицу площади, на толщину образца (измеренную после его старения), и выражали в граммах на кубический сантиметр (г/см3).
- Удельный объем исходной основы. Удельный объем исходной основы является величиной, обратной удельному весу на единицу объема, и выражается в кубических сантиметрах на грамм.
- Скорость линии - означает скорость движения полотна в направлении MD при изготовлении образца.
- Температура скрепления - температура, при которой осуществляется внутреннее скрепление образца полотна из волокон типа спанбонд. Температура скрепления включает два значения температуры. Первое значение температуры соответствует температуре гравированного (или структурированного) валика, второе - температуре гладкого валика. Если не указано иное, площадь скрепления составляла 18%, а давление каландрования составляло 400 фунтов на дюйм длины валика.
- Добавление поверхностно-активного вещества в образцы. Обработку поверхностно-активным веществом исходных основ и структурированных основ проводили для придания им гидрофильности. Для всех образцов, изготовленных в соответствии с настоящим изобретением, использовали одно и то же поверхностно-активное вещество. Таким веществом был материал DP-988А производства Procter & Gamble (степень чистоты - для исследовательских целей), который представлял собой сополимер полиэфира-полиэфира. Подходят также (и хорошо работают) грязеотталкивающие полимеры TexCare SRN-240 и TexCare SRN-170 производства Clariant. Общая процедура введения поверхностно-активного вещества состояла в следующем:
- 200 мл поверхностно-активного вещества растворяли в 15 л водопроводной воды при температуре 80°С в ведре вместимостью 5 галлонов.
- Образцы помещали в раствор поверхностно-активного вещества на пять минут. Каждый из образцов имел размеры 100 мм в ширину и 300 мм в длину. Одновременно в ведро помещали до девяти образцов, и в течение первых десяти секунд их болтали в растворе. В одном ведре раствора можно было обрабатывать до 50 образцов.
- Образец извлекали из раствора, держа его в вертикальном положении за уголок над ведром в течение от пяти до десяти секунд, так чтобы с него стек раствор.
- Образцы полоскали погружением их в ведро с чистой водопроводной водой в течение от одной до двух минут. Одновременно в ведро помещали до девяти образцов. Первые десять секунд образцы болтали в воде. После ополаскивания девяти образцов воду в ведре меняли.
- Образцы сушили при температуре 80°С в конвекционной печи до полного высыхания. Типичное время сушки составляло от двух до трех минут.
- Удерживающая емкость - при данном испытании измеряли количество жидкости, которое мог поглотить образец, обработанный поверхностно-активным веществом. Образец размером 200 мм × 100 мм погружали в водопроводную воду с температурой 20°С на одну минуту и извлекали из нее. После извлечения из воды образец удерживали за уголок в течение 10 с и после этого взвешивали. Полученное таким образом окончательно значение веса делили на исходный вес образца и определяли удерживающую емкость, по формуле, указанной выше. Удерживающую емкость измеряли для образцов «после изготовления», то есть при тех же условиях, при которых измеряли толщину образцов «после изготовления», если не указано иное. Данные образцы не выдерживали под давлением перед проведением измерений. Для проведения данного теста могут использоваться образцы различных размеров. Так, например, могут использоваться образцы размерами 100 мм × 50 мм или 150 мм × 75 мм. Расчет проводится по той же формуле, независимо от размеров образца.
- Площадь распространения жидкости за счет капиллярного поглощения. Распространение жидкости измеряли отдельно в направлениях MD и CD. Из обработанного поверхностно-активным веществом образца вырезали кусок размерами по меньшей мере 30 см в длину и 20 см в ширину. В необработанных образцах капиллярного поглощения жидкости совсем не происходит. Образец укладывали на расположенные в ряд чашки Петри (диаметром 10 см и высотой 1 см), так что одна чашка располагалась точно по центру образца, а две другие - по краям. На образец выливали 20 мл дистиллированной воды с расходом 5 мл в секунду. Нетканое полотно укладывали так, что обработанная гравированным валиком сторона смотрела вверх, то есть в сторону, с которой выливали жидкость. Спустя одну минуту измеряли расстояния, на которые распространилась жидкость в направлениях MD и CD. При необходимости дистиллированная вода может быть окрашена, например, красителем Indigocarmin 73015 производства Merck (пигмент не должен изменять поверхностное натяжение воды). Для образцов одного и того же материала должно быть проведено не менее трех измерений. Капиллярное распространение жидкости измеряли при тех же условиях, что и толщину образца «после изготовления», если не указано иное. Образцы не выдерживали под давлением перед проведением измерений. Если используется образец размерами меньше, чем 30 см в длину и 20 см в ширину, необходимо сначала проверить, не достигнет ли жидкость краев образца менее, чем за одну минуту. Если распространение жидкости в направлении MD или CD превысит расстояния до соответствующих краев образца, следует использовать описанный ниже метод «Измерение переноса жидкости в горизонтальном направлении». Чашки Петри опорожняли и очищали перед каждым новым измерением.
- Измерение переноса жидкости в горизонтальном направлении MD проводили по следующему методу.
Модельная жидкость
В качестве жидкости, имитирующей мочу, готовили 0,9%-ный солевой раствор (9,0 г/л NaCl, чистый для анализа) в деионизованной воде, имеющей поверхностное натяжение 70±2 мН/м при температуре 23±2°С, окрашенный голубым пигментом (Indigocarmin 73015 производства Merck).
Помещение
Измерения проводились в кондиционированном помещении, в котором поддерживали температуру 23°±2°С и относительную влажность 50±2%.
Процедура измерения
1. Вырезать образец шириной 70±1 мм (в направлении CD) и длиной 300±1 мм (в направлении MD).
2. Измерить и записать вес (w1) образца с точностью до 0,01 г.
3. Зажать образец стороной, обращенной к телу ребенка (текстурированной стороной при измерении на образцах структурированной основы, и стороной, обращенной к гравированному валику, для образцов исходной основы), вверх, поперек лотка, к верхним его краям. Образец должен свободно висеть над дном лотка.
4. Отрегулировать положение стеклянной воронки объемом 250 мл с краном, так чтобы ее выходное отверстие находилось точно над центром образца в направлениях MD и CD.
5. Приготовить жидкость, имитирующую мочу.
6. Пипеткой или бюреткой дозировать 5,0 мл жидкости, имитирующей мочу, в воронку, держа кран закрытым.
7. Открыть кран воронки и выпустить 5,0 мл жидкости, имитирующей мочу.
8. Подождать 30 с (по секундомеру).
9. Измерить максимальное распространение жидкости в направлении MD. Записать результат с точностью до 1 см.
- Измерение капиллярного распространения в вертикальном направлении. Проводили путем опускания конца образца, удерживаемого вертикально, размером предпочтительно 5 см в ширину и 20 см в высоту, в емкость с большим количеством дистиллированной воды. Нижний конец образца погружали по меньшей мере на 1 см ниже уровня жидкости. Через пять минут записывали высоту самой высокой точки, до которой поднялась вода.
Капиллярное распространение жидкости в высоту измеряли при тех же условиях, что и толщину образца «после изготовления», если не указано иное. Для измерений могут быть использованы образцы и других размеров, однако ширина образца может влиять на результат измерения, особенно при измерениях на образцах структурированных основ. Наименьшая ширина образца должна составлять 2 см, а наименьшая длина - 10 см.
- Термическая устойчивость. Термическую устойчивость исходной основы и структурированной основы из нетканого материала оценивали по степени усадки образца размером не менее 2 см в направлении CD и 10 см в направлении MD после нахождения его в кипящей воде в течение 5 мин. Если усадка составляла менее 10%, то есть образец имел конечный размер в направлении MD, превышающий 9 см, материал считался термически устойчивым. Если образец давал усадку более чем на 10%, он считался термически неустойчивым. Испытания проводили путем вырезания образца размером не менее 2 см в направлении CD и 10 см в направлении MD, измерения точной его длины в направлении MD и помещения образца в кипящую воду на 5 минут. Образец извлекали из кипящей воды и снова измеряли его длину в направлении MD. Следует отметить, что все из испытанных образцов, даже образцов, изготовленных в сравнительных примерах, которые дали большую усадку - оставались плоскими после кипячения их в воде. И хотя теоретически это не обязательно, можно ожидать, что термическая устойчивость нетканого полотна зависит от термической устойчивости волокон, входящих в его состав. Если волокна, содержащиеся в нетканом материале, дают усадку, то и нетканое полотно будет давать усадку. Поэтому определенная таким образом термическая устойчивость образцов полотен свидетельствует о термической устойчивости его волокон. Термическая устойчивость нетканого полотна очень важна в настоящем изобретении. Образцы, которые дают значительную усадку (гораздо большую 10% в контексте настоящего изобретения), в кипящей воде могут свернуться. Для измерения длины таких образцов к их нижнему краю может быть подвешен груз массой примерно 20 г, чтобы образец вытянулся в длину в вертикальном направлении. Подходящим грузом является металлический канцелярский зажим, но может использоваться и любой другой груз, который может быть подвешен к нижнему краю образца и не будет препятствовать измерению его длины.
- Смещение волокон. Означает механическую обработку исходной основы и формирование из нее структурированной основы, содержащей смещенные волокна. Если исходная основа была модифицирована каким-либо способом деформации или изменения положения волокон, считается, что она была подвергнута технологии смещения волокон. Простое прохождение нетканого полотна через валики с ровной поверхностью или его изгиб не считаются технологиями смещения волокон. Технология смещения волокон подразумевает намеренное движение волокон в направлении z под воздействием приложенных в определенных местах механических или гидродинамических сил.
- Глубина растяжения. Расстояние механического растяжения волокон для их смещения.
- Дополнительное термическое скрепление. Обозначает, подвергался ли образец дополнительному скреплению как отдельному второму этапу скрепления, с приложением тепла и/или давления.
- Концевое скрепление. Обозначает, применялось ли скрепление вершин смещенных волокон.
- Удельный вес структурированной основы на единицу объема. Вычисляли путем деления удельного веса структурированной основы на единицу площади, на толщину образца после его старения, и выражается в г/см3.
- Удельный объем структурированной основы. Удельный объем структурированной основы является величиной, обратной удельному весу на единицу объема, и выражается в кубических сантиметрах на грамм.
- Созданный объем полостей. Означает объем полостей, сформированных на этапе смещения волокон и представляет собой разность между удельным объемом структурированной основы и удельным объемом исходной основы.
- Время прохода жидкости через образец после старения. Для измерения время прохода жидкости через образец использовали метод Edana 150.3-96 со следующими изменениями:
В. Условия проведения испытаний
Выдержку образцов и измерения проводили при температуре 23±2°С и относительной влажности 50±5%.
Е. Оборудование
В качестве контрольной абсорбирующей подушки использовали 10 слоев материала Ahlstrom 989 или эквивалентного (среднее время прохода жидкости 1,7±0,3 секунд, размеры: 10×10 см).
F: Процедура измерений
2. Готовили контрольную абсорбирующую подушку, как указано в разделе Е.
3. Нарезали испытуемый образец на куски размером 70×125 мм.
4. Выдерживали образец, как указано в разделе В.
5. Укладывали испытуемый образец на 10 слоев фильтровальной бумаги. Образцы из структурированной основы укладывали так, чтобы структурированная сторона была обращена вверх.
10. Процедуру повторяли спустя 60 с после поглощения первого излияния и второго излияния и соответственно записывали время второго прохода и третьего прохода.
11. Рекомендуется провести измерения для как минимум 3 кусков каждого образца.
- Намокание. Для измерения намокания образца использовали метод Edana 151.1-96 со следующими изменениями:
В. Условия проведения испытаний
Выдержку образцов и измерения проводили при температуре 23±2°С и относительной влажности 50±5%.
D. Принцип измерения
Для измерения намокания образца использовали стопку фильтровальной бумаги с уложенным на ней испытуемым образцом (которые использовались для измерения времени прохода).
Е. Оборудование
Приемная бумага: калиброванная Ahlstrom 632 или эквивалентная, нарезанная на куски размером 62 мм × 125 мм, уложенная по центру испытуемого образца так, чтобы она не находилась в контакте с контрольной абсорбирующей подушкой.
Имитация веса ребенка: суммарный вес 3 629±20 г.
F. Процeдура проведения измерений
12. Начинали процедуру как следующий этап сразу после окончания третьего излияния при измерении времени прохода. Дополнительное количество (L) жидкости определяли путем вычитания 15 мл (объем трех излияний при измерении времени прохода) из суммарного количества (Q) жидкости, определенного по результатам измерения промокания в контексте процедуры Edana 151.1-96.
21. Измеренное количество жидкости для промокания в контексте процедуры Edana 151.1-96 соответствует количеству жидкости для намокания образца в соответствии с настоящим изобретением.
- Свойства волокон. Свойства волокон в соответствии с настоящим изобретением измеряли с использованием испытательной системы Synergie 400. Отдельные волокна укладывали на миллиметровую бумагу, в которой были вырезаны отверстия размером (точно) 25 мм в длину и 1 см в ширину. Волокна укладывали таким образом, чтобы они располагались вдоль длинной стороны отверстия и лежали без провисания. Проведением не менее 10 измерений определяли средний диаметр волокна сплошного круглого сечения или эквивалентный диаметр сплошного волокна круглого сечения для волокон прочих форм. При определении модуля упругости волокна расчетной программой использовалось именно упомянутое среднее значение диаметра. Волокна устанавливали в испытательный прибор и перед началом измерений разрезали края миллиметровой бумаги. Образец растягивали со скоростью 50 мм/мин. Начальная приложенная к образцу сила составляла 0,1 г·сил. По мере растяжения образца регистрировали силу, требующуюся для его растяжения. Программа определяла пиковое значение силы и величину удлинения, при которых начинался разрыв волокна. Система также рассчитывала модуль упругости волокна при его растяжении на 1%. Измеренные таким образом модуль упругости волокна, пиковое значение силы сопротивления растяжению и величина удлинения, при которой начинался разрыв волокна, представлены в таблице 10. Представленные в таблице результаты являются средними для 10 измерений. Для расчета модуля упругости волокно круглой формы использовали их фактический диаметр, а для волокон некруглой формы -эквивалентный диаметр сплошного волокна круглого сечения.
- Процент разорванных волокон. Измеряли также процент разорванных волокон в месте смещения волокон. Число разорванных волокон определяли непосредственным их подсчетом. Образцы полотен, подвергнутые смещению волокон, могут быть, а могут и не быть также подвергнуты концевому скреплению волокон. Поэтому для подсчета фактического количества разорванных волокон необходимы прецизионные пинцет и ножницы. Подходящими инструментами такого типа являются, например, пинцет 1240Т и ножницы 3042-R производства Tweezerman, ножницы MDS0859411, предлагаемые Medical Supplier Expert, или аналогичные инструменты, предлагаемые прочими производителями.
- Для образцов без концевого скрепления: на одной стороне области смещения волокон, как правило, оказывается большее количество разорванных волокон, как это показано на фиг.16. Такое структурированное волокнистое полотно разрезали на стороне второй области, в которой находится меньше разорванных волокон. В примере на фиг.16 таковой является левая сторона, на которой делается первый разрез 82. Разрез должен проводиться вдоль первой поверхности у основания структуры, образованной смещенными волокнами. На фиг.17а и 17b показаны виды разрезов сверху и сбоку соответственно; на 17b отмечено направление MD. После выполнения разреза высвободившиеся волокна необходимо стряхнуть или смести щеткой, до полного выпадения волокон. Выпавшие волокна собирали и пересчитывали. Затем следует сделать разрез на второй стороне второй области (разрез 84 на фиг.16) и вновь подсчитать количество освободившихся волокон. Сумма волокон, освободившихся после первого разреза и после второго разреза, равна суммарному числу волокон. Число освободившихся волокон после первого разреза, деленное на суммарное число волокон и умноженное на 100, дает процент разорванных волокон. В большинстве случаев визуального осмотра достаточно, чтобы сказать, разорвано ли большинство волокон. В случае если необходимо определить точную пропорцию, следует использовать описанный выше способ. Измерение следует провести не менее чем для 10 образцов и определить среднее значения процента разорванных волокон. Если образец перед проведением испытаний был какое-то время сжат, перед его разрезом его следует слегка распушить, чтобы найти оптимальное место для разреза. Если для различных образцов получаются близкие значения процентов разрыва, то для получения статистически значимых результатов число образцов необходимо увеличить на несколько десятков, пока не будет получена достаточная статистическая достоверность, соответствующая доверительному интервалу 95%.
- Для образцов с концевым скреплением: на одной стороне области смещения волокон, как правило, оказывается большее количество разорванных волокон, как показано на фиг.18. Первой разрезали сторону, на которой находилось меньше разорванных волокон. В примере на фиг.18 таковой является левая сторона. Первый разрез 182 проводили в верхней части структуры из смещенных волокон (фиг.18). Структурированное волокнистое полотно разрезали близко к месту концевого скрепления, но так, чтобы в разрез не попал скрепленный материал, то есть немного сбоку от места скрепления, на стороне с меньшим количеством разорванных волокон. После разреза освободившиеся волокна необходимо стряхнуть, пересчитать и обозначить как 1-е число волокон. Второй разрез 184 следует сделать у основания структуры из смещенных волокон на той же ее стороне. После разреза освободившиеся волокна необходимо стряхнуть, пересчитать и обозначить как 2-е число волокон. Третий разрез 186 необходимо сделать в верхней части структуры из смещенных волокон, по другую сторону от концевого скрепления по отношению к разрезу 182. После разреза освободившиеся волокна необходимо стряхнуть, пересчитать и обозначить как 3-е число волокон. Четвертый разрез 188 следует сделать основания структуры из смещенных волокон на той же стороне, что и разрез 186. После разреза освободившиеся волокна необходимо стряхнуть, пересчитать и обозначить как 4-е число волокон. Сумма 1-го числа волокон и 2-го числа волокон составляет суммарное число волокон на стороне разрезов 182 и 184 (обозначим ее стороной 1-2). Сумма 3-го числа волокон и 4-го числа волокон составляет суммарное число волокон на стороне разрезов 186 и 188 (обозначим ее стороной 3-4). Разность между первым числом волокон и вторым числом волокон, деленная на сумму первого числа волокон и второго числа волокон и умноженная на 100, считается процентом разорванных волокон на стороне 1-2. Разность между третьим числом волокон и четвертым числом волокон, деленная на сумму третьего числа волокон и четвертого числа волокон и умноженная на 100, считается процентом разорванных волокон на стороне 3-4. В соответствии с настоящим изобретением процент разорванных волокон на стороне 1-2, или на стороне 3-4, должен превышать 50%. В большинстве случаев визуального осмотра достаточно, чтобы сказать, разорвано ли большинство волокон. В случае если необходимо определить точную пропорцию, следует использовать описанный выше способ. Измерение следует провести не менее чем для 10 образцов и определить среднее значения процента разорванных волокон. Если образец перед проведением испытаний был какое-то время сжат, перед разрезом его следует слегка распушить, чтобы найти оптимальное место разреза. Если для различных образцов получаются близкие значения процентов разрыва, то для получения статистически значимых результатов число образцов необходимо увеличить на несколько десятков, пока не будет получена достаточная статистическая достоверность, соответствующая доверительному интервалу 95%.
- Проницаемость в радиальном направлении в плоскости полотна. Данная величина, в контексте настоящего изобретения сокращенно именуемая также просто «проницаемостью», является мерой проницаемости нетканого полотна для жидкости и связана с давлением, требующимся для переноса жидкостей через пористый материал. Для измерения проницаемости в радиальном направлении в плоскости полотна может быть проведен следующий тест, основанный на измерении количества солевого раствора (0,9% NaCl), протекающего через образец материала кольцеобразной формы под постоянным давлением, как функции времени (смотри публикацию "The anisotropic Permeability of Paper", автор J. D. Lindsay, TAPPI Journal, май 1990, стр.223). Расчеты проводятся по закону Дарси для устойчивых потоков солевого раствора в плоскости материала.
Схема держателя 400 для образцов при измерении проницаемости в радиальном направлении в плоскости полотна представлена на фиг.20. Держатель 400 содержит нижнюю цилиндрическую пластину 405, верхнюю пластину 420 и цилиндрической формы груз 415 из нержавеющей стали. Более подробно они представлены на фиг.21А-С.
Верхняя пластина 420, имеющая толщину 10 мм и диаметр 70 мм, связана с трубкой 425 длиной 190 мм, прикрепленной к центру пластины. Трубка 425 имеет внешний диаметр 15,8 мм и внутренний диаметр 12,0 мм. Трубка нижним концом вставлена в осевое отверстие в пластине 420 и приклеена к ней так, что нижний край трубки расположен заподлицо с нижней поверхностью пластины 420, как показано на фиг.21А. Нижняя пластина 405 и верхняя пластина 420 изготовлены из материала Lexan® или его эквивалентов. Груз 415 из нержавеющей стали, как показано на фиг.21В, имеет наружный диаметр 70 мм и внутренний диаметр 15,9 мм, так что он может с небольшим зазором скользить по трубке 425. Толщина груза 415 составляет примерно 25 мм и подобрана таким образом, что суммарный вес верхней пластины 420, трубки 425 и груза 415 составляет 788 г, так чтобы во время измерений обеспечивалось сжимающее давление 2,1 кПа.
Как показано на фиг.21C, нижняя пластина 405 имеет толщину примерно 50 мм и имеет две канавки 430, прорезанных на ее нижней поверхности по диаметру нижней пластины перпендикулярно друг другу. Каждая из канавок имеет ширину 1,5 мм и длину 2 мм. Нижняя пластина 405 имеет горизонтальное отверстие 435, протяженное по ее диаметру. Горизонтальное отверстие 435 имеет диаметр 11 мм, а его центральная ось расположена на 12 мм ниже уровня верхней поверхности нижней пластины 405. В нижней пластине 405 имеется также осевое вертикальное отверстие 440 диаметром 10 мм и глубиной 8 мм. Осевое отверстие 440 связано с горизонтальным отверстием 435, так что в совокупности они образуют Т-образную полость в нижней пластине 405. Как показано на фиг.21В, на наружных концах горизонтального отверстия 435 выполнена резьба, в которую герметично вкручены трубчатые колена 445. Одно из колен связано с вертикальной прозрачной трубкой 460, имеющей высоту 190 мм и внутренний диаметр 19 мм. На трубке 460 имеется отметка 470 на высоте 50 мм выше уровня верхней поверхности нижней пластины 420. Данная отметка сделана для поддержания на ней уровня жидкости во время проведения измерений. Второе колено 445 посредством гибкой трубки связано с резервуаром 700 подачи жидкости, который будет описан ниже.
Подходящий резервуар 700 для подачи жидкости показан на фиг.22. Резервуар 700 установлен на подходящем лабораторном домкрате 705 и имеет отверстие 710 с притертой пробкой для заполнения резервуара жидкостью. Через отверстие 720 в верхней поверхности резервуара в резервуар заходит стеклянная трубка 715 с открытыми концами (внешняя поверхность трубки и внутренняя поверхность отверстия 720 также плотно подогнаны друг к другу). В резервуаре 700 имеется Г-образная напорная трубка 725 с входным патрубком 730, расположенным ниже уровня жидкости в резервуаре, запорным краном 735 и выходным патрубком 740. Выходной патрубок 740 связан с коленом 445 посредством гибкой пластмассовой трубки 450 (типа Tygon). Внутренний диаметр напорной трубки 725, наличие запорного крана 735 и гибкой пластмассовой трубки 450 позволяют обеспечить подачу жидкости на держатель 400 образца для измерения проницаемости в радиальном направлении с достаточно большим расходом, так чтобы постоянно поддерживать уровень жидкости в трубке 460 на отметке 470 в течение всего времени проведения измерения. Резервуар 700 имеет емкость примерно 6 литров. При необходимости, в зависимости от толщины образца и его проницаемости, могут быть использованы резервуары большего объема. Могут быть также использованы и другие системы подачи жидкости на держатель 400, поддерживающие постоянный уровень жидкости в трубке 460 на отметке 470 в течение времени проведения измерения.
Воронка 500 для сбора жидкости (показана на фиг.20) содержит внешний корпус 505, внутренний диаметр которого на верхнем крае воронки составляет примерно 125 мм. Воронка 500 имеет такую конструкцию, что жидкость, попавшая в воронку, быстро и беспрепятственно стекает из носика 515. Наличие вокруг воронки 500 горизонтального фланца 520 облегчает установку воронки в горизонтальном положении. Воронка имеет два структурных внутренних ребра жесткости 510, протяженных в ее диаметральных плоскостях перпендикулярно друг другу. Каждое из ребер 510 имеет толщину 1,5 мм, и их верхние поверхности лежат в горизонтальной плоскости. Корпус воронки 500 и ребра 510 изготовлены из достаточно жесткого материала, такого как Lexan®, или эквивалентного, чтобы они могли служить опорой для держателя 400. Для облегчения загрузки образца целесообразно, чтобы высота ребер была достаточной для того, чтобы верхняя поверхность нижней пластины 405 располагалась выше фланца 520 воронки при установке нижней пластины 405 на ребра 410. К фланцу 520 прикрепляется перемычка 530, на которой закрепляется индикатор 535 часового типа для измерения относительного положения груза 415 из нержавеющей стали по высоте. Часовой индикатор имеет точность ±0,01 мм и полный ход 25 мм. Подходящими являются, например, цифровой индикатор Mitutoyo, модель 575-123 (предлагаемый McMaster Carr Co., № по каталогу 19975-А73), или эквивалентные ему. В перемычке 530 имеются два круглых отверстия диаметром 17 мм, в которые могут быть продеты трубки 425 и 460, так, чтобы они не касались перемычки.
Воронка 500 устанавливается на электронные весы 600, как показано на фиг.20. Весы должны иметь точность ±0,01 г и предел измерения по меньшей мере 2000 г. Весы 600 подключены к компьютеру, записывающему показания весов через постоянные промежутки времени и сохраняющему их. Подходящими весами являются, например, весы Mettler-Toledo, модель PG5002-S, или эквивалентные им. На чашке весов установлен сборный контейнер 610, так чтобы жидкость из носика 515 попадала непосредственно в контейнер 610.
Воронка 500 установлена таким образом, что верхние поверхности ребер 510 лежат в горизонтальной плоскости. Весы 600 и контейнер 610 расположены под воронкой 500 таким образом, что жидкость, вытекающая из носика 515, попадает непосредственно в контейнер 610. Держатель 400 образца для измерения проницаемости в радиальном направлении в плоскости полотна расположен по центру воронки 700, так что ребра 510 входят в канавки 430. Верхняя поверхность нижней пластины 405 должна быть относительно плоской и выставленной по горизонту. Верхняя пластина 420 устанавливается на нижнюю пластину 405 и совмещается с ней. На верхнюю пластину 420 устанавливается груз 415 из нержавеющей стали, окружающий трубку 425. Трубка 425 является протяженной в вертикальном направлении через центральное отверстие в перемычке 530. На перемычке 530 прочно установлен индикатор 535, а его зонд упирается в верхнюю поверхность груза 415 из нержавеющей стали. В данном положении показания индикатора сбрасывали к нулю. Резервуар 700 наполняли 0,9%-ным солевым раствором и плотно закрывали. Выходной патрубок 740 связан с коленом 445 посредством гибкой пластмассовой трубки 450.
С помощью подходящего инструмента вырезали кольцеобразный образец 475 исследуемого материала. Образец имел внешний диаметр 70 мм, а диаметр внутреннего отверстия составлял 12 мм. Образец может быть также вырезан с помощью оправки с острыми краями.
Верхнюю пластину 420 приподнимали настолько, чтобы между верхней пластиной 420 и нижней пластиной можно было вставить образец 475 и отцентрировать его по отношению к обеим пластинам. Открывали запорный кран 735 и доводили уровень жидкости в трубке 460 до метки 470 путем изменения высоты, на которой находился резервуар 700, с помощью домкрата 705, а также путем изменения положения трубки 715 в резервуаре. После того как добивались устойчивого поддержания уровня жидкости в трубке 460 на отметке 470 и соответственно постоянного показания индикатора 535, установившееся показание индикатора 535 отмечали как начальную толщину образца и начинали запись показаний весов с помощью компьютера. Значения времени и показания весов в данные моменты времени регистрировали каждые 10 с в течение пяти минут. Спустя три минуты помечали показание индикатора (как конечную толщину образца) и перекрывали запорный кран. Вычисляли среднее значение Lp между начальной толщиной образца и конечной толщиной образца, выраженное в сантиметрах.
Значение расхода в граммах в секунду рассчитывали как наклон прямой линии наименьших квадратичных отклонений для данных, полученных в промежуток времени между 30 и 300 секундами. Проницаемость материала рассчитывали по формуле:
Где:
k - проницаемость материала (см2)
Q - значение расхода жидкости (г/с)
p - плотность жидкости при 22°С (г/см3)
µ - вязкость жидкости при 22°С (Па·с)
Ro - наружный радиус образца (мм)
Ri - внутренний радиус образца (мм)
Lp - средняя толщина образца (см)
ΔP - гидростатическое давление (Па), определяемое по формуле:
Где:
Δh - высота столба жидкости в трубке 460 над верхней поверхностью нижней пластины (см)
G - ускорение свободного падения (9,8 м/с2)
Кроме того, рассчитывали величину (которая и приведена в таблицах):
Где:
Kr - величина проницаемости, выраженная в см2/(Па·с)
Пояснения к данным в таблицах и их обсуждение
Приведенные в таблицах данные дополнительно показывают преимущества настоящего изобретения.
- Таблица 1 и Таблица 2. В них приводятся свойства материалов исходных основ «после изготовления», изготовленных из волокон выраженной трехдольной формы, сплошной круглой формы и стандартной трехдольной формы. Из важных свойств, указанных в Таблице 1, следует отметить коэффициенты модификации для волокон выраженной трехдольной формы и относительно низкое удлинение при пиковой силе растяжения в направлении MD данных основ из полиэтилен-терефталата с точечным скреплением.
- Таблица 3. Представлены свойства поглощения и распространения жидкости материала исходной основы. Низкая удерживающая емкость данных исходных основ, меньшая 10 г/г, указывает на то, что они фактически не являются абсорбирующими материалами.
- Таблица 4. В ней указаны рабочие параметры процессов формирования структурированных основ и отображены изменения свойств материала в результате его превращения из исходной основы в структурированную основу. Данные для серии образцов ID подчеркивают основную цель настоящего изобретения. Материал ID является исходной основой (ПЭТ 60 г/м2, 6,9 dpf). Образцы 1D1-1D6 являются структурированными основами. Видны изменения толщины материала по мере увеличения смещения волокон, характеризуемого указанной в таблице глубиной растяжения. А именно, чем больше глубина растяжения, тем больше толщина полученного материала. Указано, проводилось ли дополнительное термическое скрепление волокон. В некоторых случаях проводилось концевое скрепление смещенных волокон (указано в соответствующем столбце). Как видно из данной таблицы, концевое скрепление может влиять на толщину материала после старения и на созданный объем пустот. Целью настоящего изобретения как раз является создание объема пустот для поглощения жидкости. Дополнительное термическое скрепление может также применяться для усиления механических свойств; в частности, как видно из данной таблицы, благодаря такому скреплению повышается прочность на разрыв в направлении MD по сравнению с исходной основой. Примеры серии 1N-1N9 позволяют сравнить исходную основу IN с полученными из нее структурированными основами 1N6-1N9 путем растяжения волокон на различную глубину. Из этого набора данных видно, что максимальная толщина структурированной основы, определяемая глубиной вытяжения волокон, наличием дополнительного скрепления и концевого скрепления, достигается при некоторых оптимальных значениях данных параметров. В частности, видно, что при слишком сильном вытяжении волокон может получиться материал меньшей толщины, после старения. Это может, в частности, означать, что в активированных областях были разорваны все волокна, в то время как максимальный объем полостей создается, когда процент разорванных волокон находится в некотором оптимальном диапазоне. Приведенные в таблице результаты показывают также, что при помощи способа в соответствии с настоящим изобретением может быть достигнут такой же удельный объем материала на единицу веса, как у материалов, содержащих связующее из полимерных смол, и при этом обеспечиваются высокие характеристики переноса жидкостей.
- Таблица 5. Приведенные в таблице данные показывают, что увеличение толщины структурированной основы и создание объема пустот может быть осуществлено также и для волокон стандартной трехдольной формы и сплошной круглой формы поперечного сечения. Таким образом, преимущества настоящего изобретения не ограничиваются только случаями использования волокон выраженной трехдольной формы.
- Таблица 6. Показаны свойства поглощения и распространения жидкостей для структурированных основ по сравнению с исходными основами. Приведены данные для тех же образцов, что и в таблице 4. Данные в таблице 6 показывают, что смещение волокон действительно повышает характеристики горизонтального переноса жидкости в направлении MD структурированной основой по сравнению с исходной основой. Выявлено, что дополнительное скрепление также повышает характеристики горизонтального переноса жидкости в направлении MD. Высота капиллярного подъема жидкости в структурированных основах при небольшом смещении волокон оказывается примерно такой же, как у исходных основ, но при еще большем растяжении волокон высота капиллярного подъема жидкости начинает немного уменьшаться. По отношению к кардованным нетканым полотнам со связующими из полимерных смол, вертикальный капиллярный подъем полотен в соответствии с настоящим изобретением гораздо выше. Приведенные в таблице значения времени прохода жидкости свидетельствуют о резком увеличении скорости поглощения жидкости структурированными основами по сравнению с исходными основами. А именно, время прохода жидкости через основу со смещенными волокнами резко уменьшается по сравнению с исходной основой. Характеристики намокания также в целом уменьшаются в основах со смещенными волокнами по сравнению с исходной основой. Данные в таблице 6 показывают, что структурированные основы в соответствии с настоящим изобретением не только обеспечивают хороший перенос жидкости, но и обладают высокой емкостью поглощения жидкости. В таблицу также включены результаты расчета проницаемости образцов исследуемых полотен для жидкости в радиальном направлении в плоскости полотна. Видно, что смещение волокон в соответствии с настоящим изобретением дает резкое улучшение данного показателя. Видно также, что структурированные основы обладают большей проницаемостью по сравнению с кардованными полотнами с полимерными связующими, при примерно одинаковой толщине полотна.
- Таблица 7. Содержит характеристики поглощения и распространения жидкостей структурированных основ 101-106 по сравнению с исходной основой 10. Параметры активации исходной основы для получения данных структурированных основ приведены в таблице 5. Данные в таблице 7 показывают, что по мере увеличения глубины смещения волокон характеристики поглощения и распространения жидкостей структурированных основ улучшаются.
- Таблица 8. Приведены характеристики поглощения и распространения жидкостей для структурированных основ из волокон сплошной круглой формы и стандартной трехдольной формы по сравнению с исходными основами. Параметры активации исходной основы для получения данных структурированных основ приведены в таблице 9.
- Таблица 9. Содержит параметры технологических процессов, использованных для изготовления образцов, упоминаемых в Таблице 8, и механические свойства данных образцов.
- Таблица 10. Приводятся свойства единичных волокон основ, используемых для изготовления основ в соответствии с настоящим изобретением. Так как в соответствии с настоящим изобретением применяются высокие скорости вытяжения волокон для получения термически устойчивого нетканого полотна из полиэтилен-терефталата, то его волокна обладают очень высокой прочностью на растяжение, превышающей 10 г·сил на волокно.
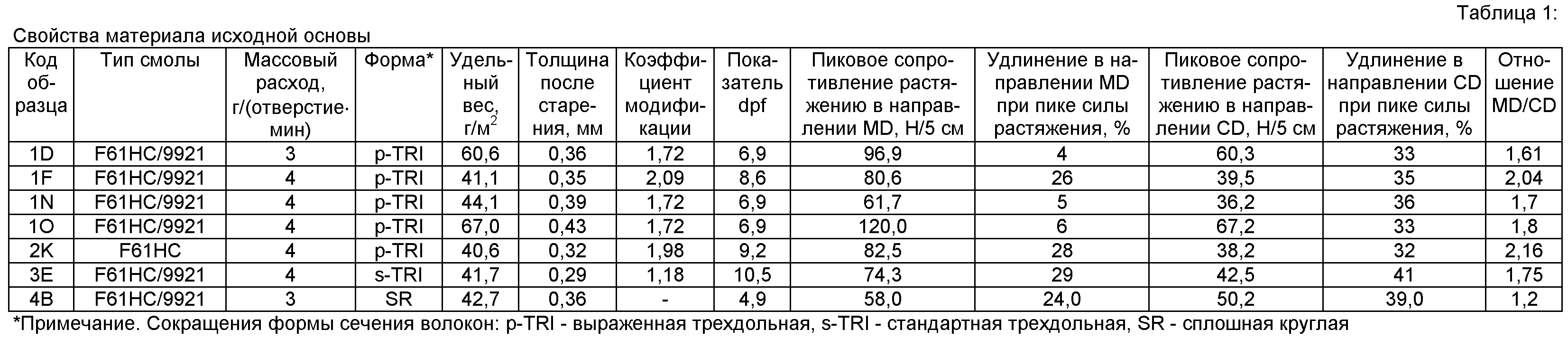
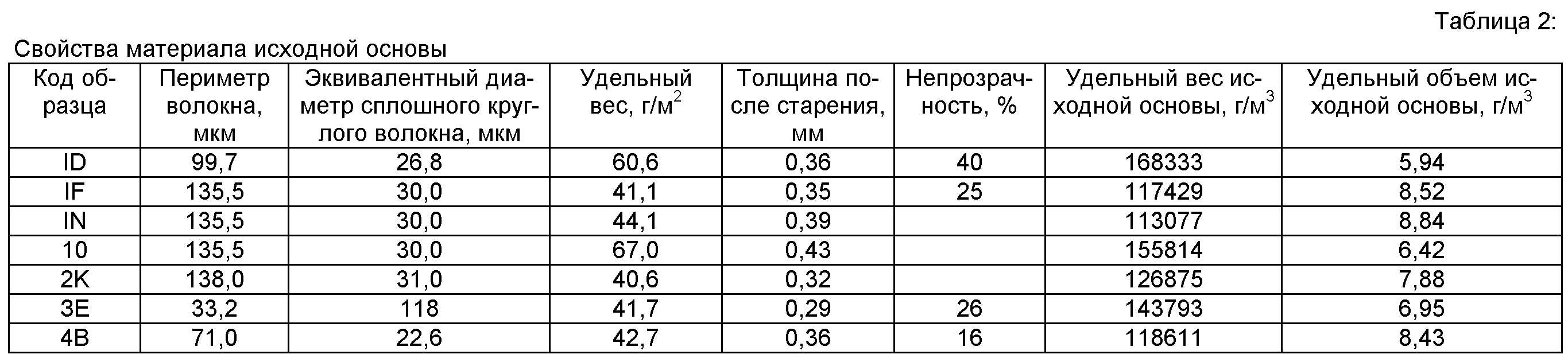

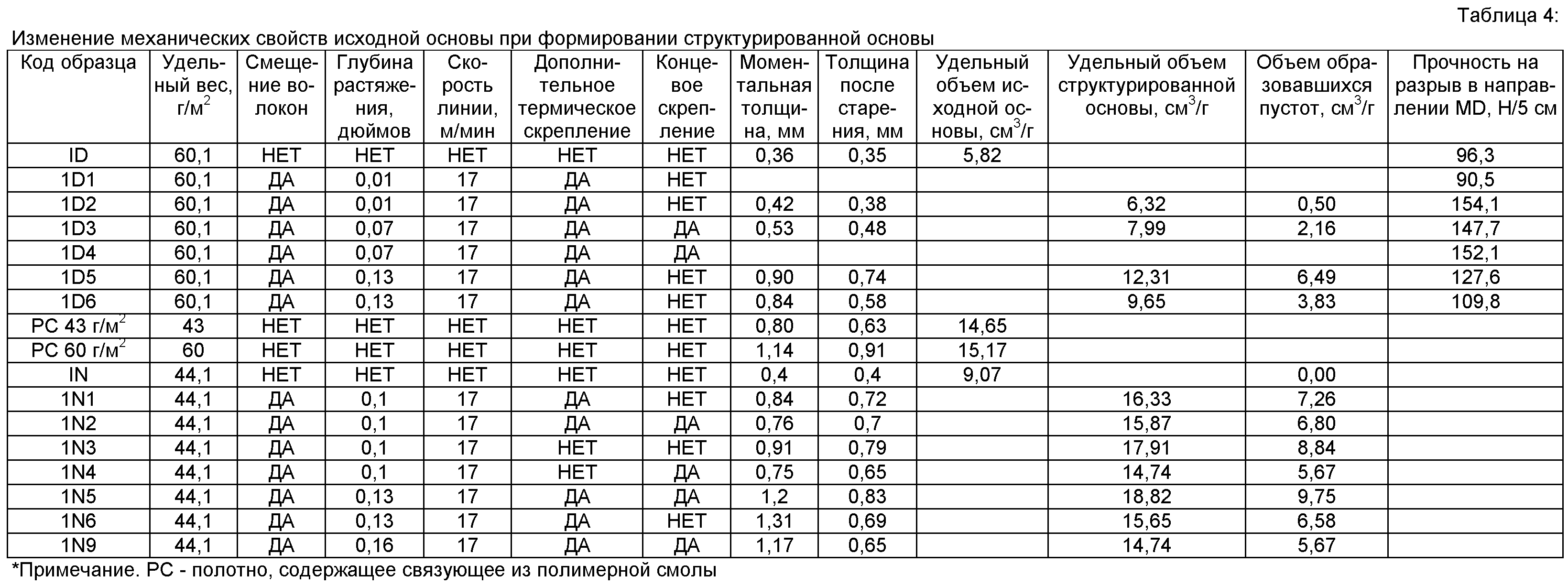
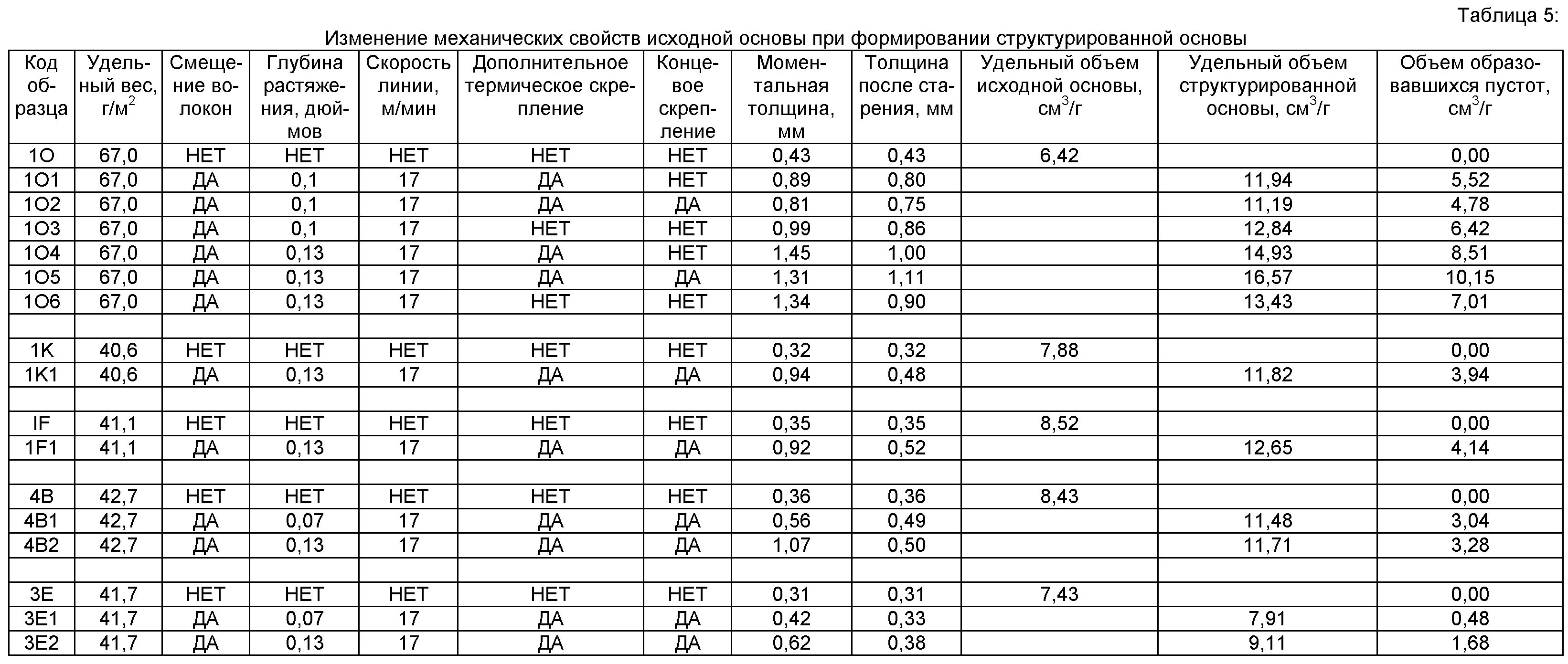
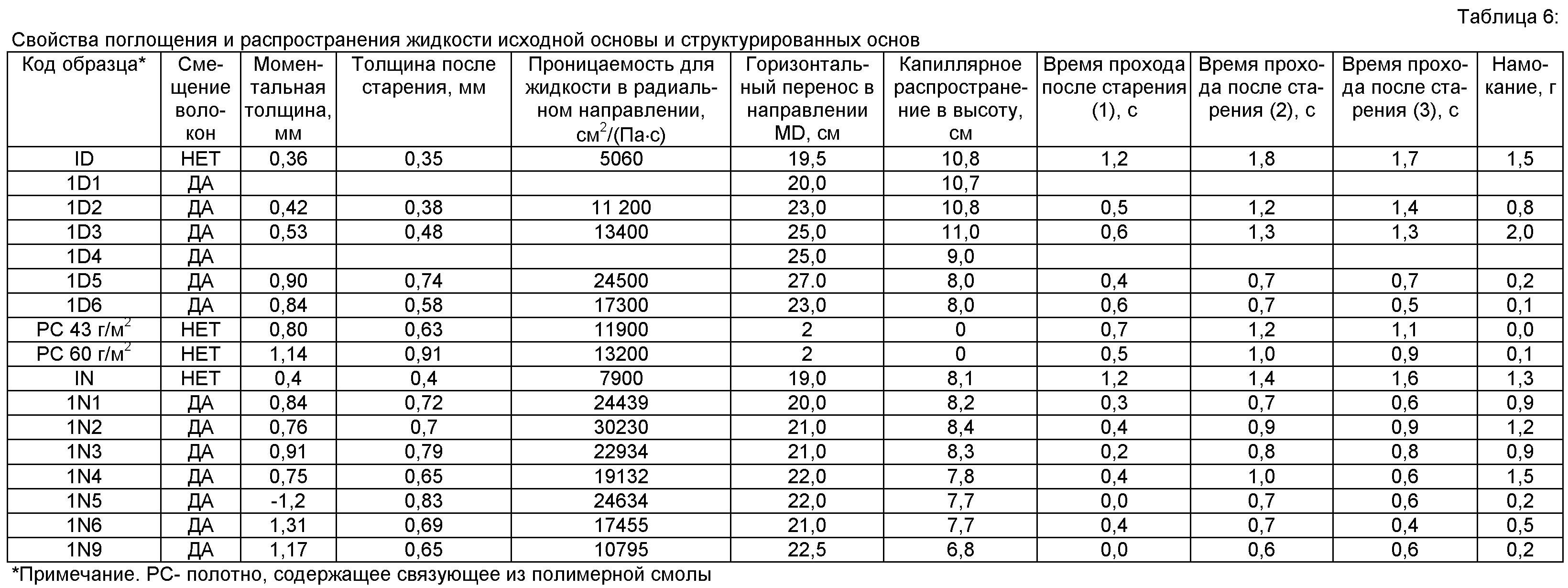

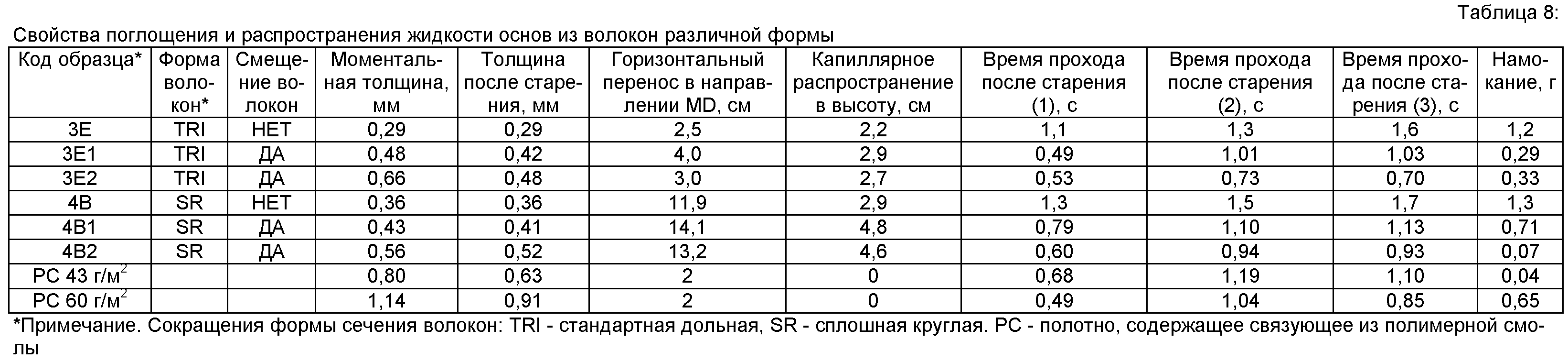


Изделия
Исходная основа и структурированная основа в соответствии с настоящим изобретением могут быть использованы для широкого спектра приложений, включая полотна для различных фильтров, включая фильтры для воздуха, вакуума, жидкостей, сточных вод, фильтры-мешочки, антибактериальные защитные фильтры, фильтры для различных электрических устройств, например бумагу для сепараторов конденсаторов и упаковочные материалы для магнитных дисков, различные полотна промышленного назначения, такие как основа для клейкой ленты, маслопоглощающие материалы, различные сухие или увлажнённые протирочные материалы для очистки твёрдых поверхностей, полотна для мытья полов и прочие изделия для уборки помещений, протирочные материалы для дома, предприятий сферы обслуживания, валиков печатающих и копировальных устройств, оптических приборов; салфетки для ухода за ребёнком; протирочные материалы и полотна для санитарии и медицины, такие, как, например, хирургический халат, общий медицинский халат, перевязочные материалы, покровное полотно, шапки, маски, простыни, полотенца, марля, полотняная основа для компрессов. Прочие подходящие приложения включают абсорбирующие изделия одноразового пользования как средства для управления жидкостями. В частности, полотна в соответствии с настоящим изобретением могут использоваться для изготовления внешних слоев тампонов и поглощающих слоев подгузников.
Размеры и их значения, содержащиеся в данном документе, не следует рассматривать как строго ограниченные в точности приведёнными значениями. Напротив, если не оговорено особо, под приведённым значением понимается данное значение в точности и все значения, находящиеся в функционально эквивалентной его окрестности. Так, например, значение, обозначенное как 40 мм, следует рассматривать как «примерно 40 мм».
Все документы, на которые приводятся ссылки в настоящем описании, включая ссылки на иные патенты и заявки, цитируются целиком, если явно не оговорено, что они цитируются частично или с ограничениями. Цитирование какого-либо документа не означает признание того, что цитируемый документ должен быть включен в уровень техники по отношению к изобретению, изложенному в настоящей заявке, или что цитируемое изобретение само по себе или в сочетании с другим документом, или другими документами, объясняет, предлагает или описывает идею настоящего изобретения. Кроме того, если какое-либо значение или определение понятия в настоящем документе не совпадает со значением или определением данного понятия в документе, на который даётся ссылка, следует руководствоваться значением или определением данного понятия, содержащимся в настоящем документе.
Несмотря на то что в данном документе иллюстрируются и описываются конкретные воплощения настоящего изобретения, сведущим в данной области техники будет очевидно, что возможно внесение прочих изменений и модификаций, не нарушающих идею и назначение изобретения. С этой целью имелось в виду в прилагаемой формуле изобретения представить все возможные подобные изменения и модификации в объёме настоящего изобретения.
Реферат
Проницаемое для жидкости структурированное волокнистое полотно, обеспечивающее оптимальные свойства поглощения и распределения жидкости. Проницаемое для жидкости структурированное волокнистое полотно содержит первую и вторую поверхности, термопластические волокна, первую область и множество дискретных вторых областей, расположенных по всей первой области. Дискретные вторые области образуют нарушения непрерывности на второй поверхности волокнистого полотна и содержат смещенные волокна на первой поверхности волокнистого полотна, причем, по меньшей мере, 50 %, но менее чем 100% смещенных волокон имеют свободные концы, протяженные в сторону от первой поверхности волокнистого полотна. Волокнистое полотно характеризуется толщиной после старения, меньшей, чем 1,5 мм, высотой капиллярного распространения жидкости в вертикальном направлении, составляющей, по меньшей мере, 5 мм, проницаемостью, по меньшей мере, 10000 см/(Па·с) и удельным объемом структурированной основы, по меньшей мере, 5 см/г. Обеспечивается повышение поглощения и капиллярного распространения жидкости. 20 з.п. ф-лы, 10 табл., 22 ил.
Комментарии