Уравновешенное абразивное приспособление и способы абразивной обработки - RU2552813C2
Код документа: RU2552813C2
Чертежи

Описание
Область техники
[0001] Настоящее изобретение в целом относится к способам и устройствам для абразивной обработки поверхности шины и, в частности, к абразивной обработке поверхности шины при подготовке к ремонту шины и наложению заплат.
Уровень техники
[0002] Общеизвестно использование абразивной обработки поверхности шины для удаления с нее нужного количества материала. Например, этапы абразивной обработки могут быть выполнены вдоль протектора шины, например, для улучшения рабочих характеристик шины или подготовки шины к восстановлению протектора. Рабочие характеристики шины могут быть улучшены, например, посредством улучшения конусности. При выполнении операций по восстановлению протектора абразивная обработка обеспечивает возможность удаления существенной части ранее существовавшего протектора для подготовки каркаса шины к нанесению нового протектора.
[0003] Кроме того, известна абразивная обработка внутренней поверхности шины при подготовке наложения шинной заплаты для ремонта поврежденной части шины. При подготовке шины для получения шинной заплаты соответствующую поверхность шины подготавливают для улучшения прилипания заплаты и обеспечения необходимого расположения относительно шины. В определенных ситуациях поверхность просто чистят и/или придают ей шероховатость для улучшения адгезии. В других ситуациях необходимо удалить достаточное количество материала из шины для образования области выточки, в которую вставляют шинную заплату. Эта область называется областью получения заплаты. При удалении материала для образования области получения заплаты часто необходимо управлять удалением материала, чтобы быть уверенным в достижении определенной глубины. Например, может быть необходимым гарантировать, что любые элементы усиления (например, ткань, корд, шнур и т.п.) не будут повреждены при этапах удаления. Кроме того, может быть необходимым достижение определенной глубины для воздействия на определенный слой или материал, или просто достижение любой другой необходимой глубины.
[0004] В настоящее время при выполнении операций абразивной обработки ручными способами, оператор по своему усмотрению использует не стесненный какими-либо связями абразивное приспособление для удаления материала из шины. При выполнении таких операций оператор должен не только управлять положением приспособления во всех направлениях вдоль поверхности, но также должен отслеживать непрерывное удаление такого материала для достижения необходимой глубины. Еще больше осложнена работа в ручных или автоматических установках, использующих устройство абразивной обработки с двумя поворотными элементами абразивной обработки, в которых оператор может быть подвержен дополнительной нагрузке при необходимости перемещения абразивного приспособления по поверхности шины, поскольку оба элемента абразивной обработки совершают поворот в одном и том же направлении, противодействуя такому перемещению. В соответствии с этим имеет место необходимость лучшего управления абразивной обработкой шины и силами, воздействующими на абразивное приспособление.
Раскрытие изобретения
[0005] Конкретные варианты реализации настоящего изобретения содержат улучшенные способы и устройства для выполнения операций абразивной обработки. Конкретные варианты реализации такого устройства представляют собой устройство абразивной обработки, содержащее два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, каждый из которых имеет ось поворота, в целом проходящую сбоку поперек устройства, и которые расположены на конкретном расстоянии друг от друга в боковом направлении относительно устройства, причем каждый из указанных двух элементов абразивной обработки имеет кольцевую поверхность абразивной обработки. Кроме того, такое устройство может дополнительно обеспечить выполнение каждого из элементов абразивной обработки с возможностью приведения в действие в противоположных направлениях поворота посредством источника движущей силы.
[0006] Конкретные варианты реализации настоящего изобретения включают способ абразивной обработки поверхности шины. Такие способы могут включать операцию выполнения шины, содержащей: два борта шины, расположенные в осевом направлении вдоль оси поворота шины; внешнюю открытую поверхность, проходящую между каждыми двумя бортами шины, причем наружная или внешняя открытая поверхность содержит поверхность протектора, проходящую кольцеобразно вокруг оси поворота шины; и внутреннюю открытую поверхность, расположенную между каждыми двумя бортами шины и кольцеобразно вокруг оси поворота шины, причем внутренняя открытая поверхность расположена на расстоянии от наружной поверхности, равном толщине шины. Такие способы могут кроме того включать операцию выполнения устройства абразивной обработки, содержащего: два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, каждый из которых имеет ось поворота, в целом проходящую сбоку поперек устройства, и которые расположены на конкретном расстоянии друг от друга в боковом направлении относительно устройства, причем каждый из указанных двух элементов абразивной обработки имеет кольцевую поверхность абразивной обработки и выполнен с возможностью приведения в действие в противоположных направлениях поворота посредством источника движущей силы. Кроме того, такие способы могут включать операцию абразивного удаления материала с поверхности шины посредством устройства абразивной обработки.
[0007] Вышеуказанные и другие цели, особенности и отличительные признаки настоящего изобретения будут очевидны из последующего более подробного описания конкретных вариантов реализации настоящего изобретения со ссылками на прилагаемые чертежи, на которых одинаковые позиционные обозначения относятся к одинаковым элементам изобретения.
Краткое описание чертежей
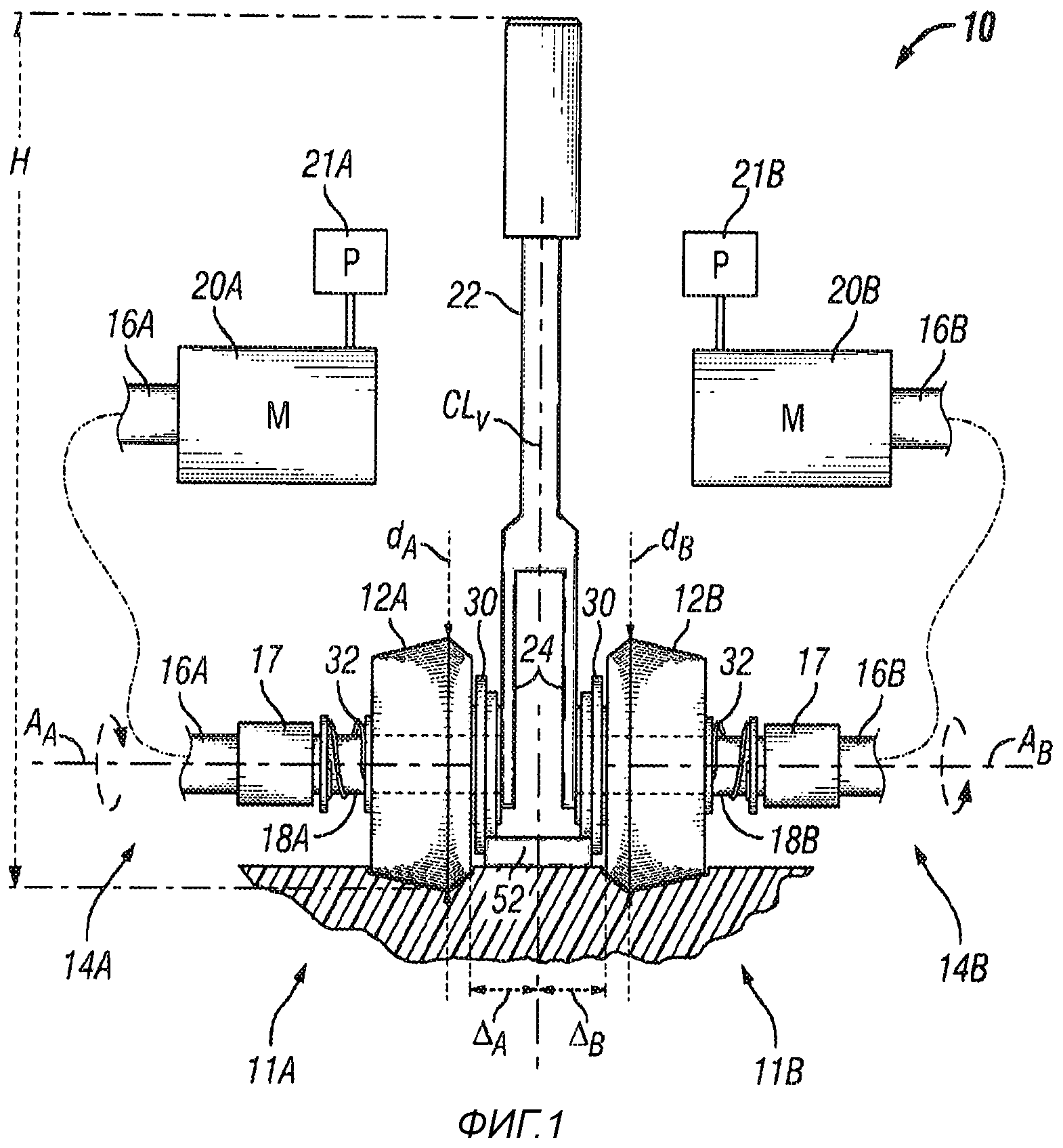
[0008] На фиг.1 показан вид спереди устройства абразивной обработки, входящего в контакт с поверхностью шины, согласно варианту реализации настоящего изобретения;
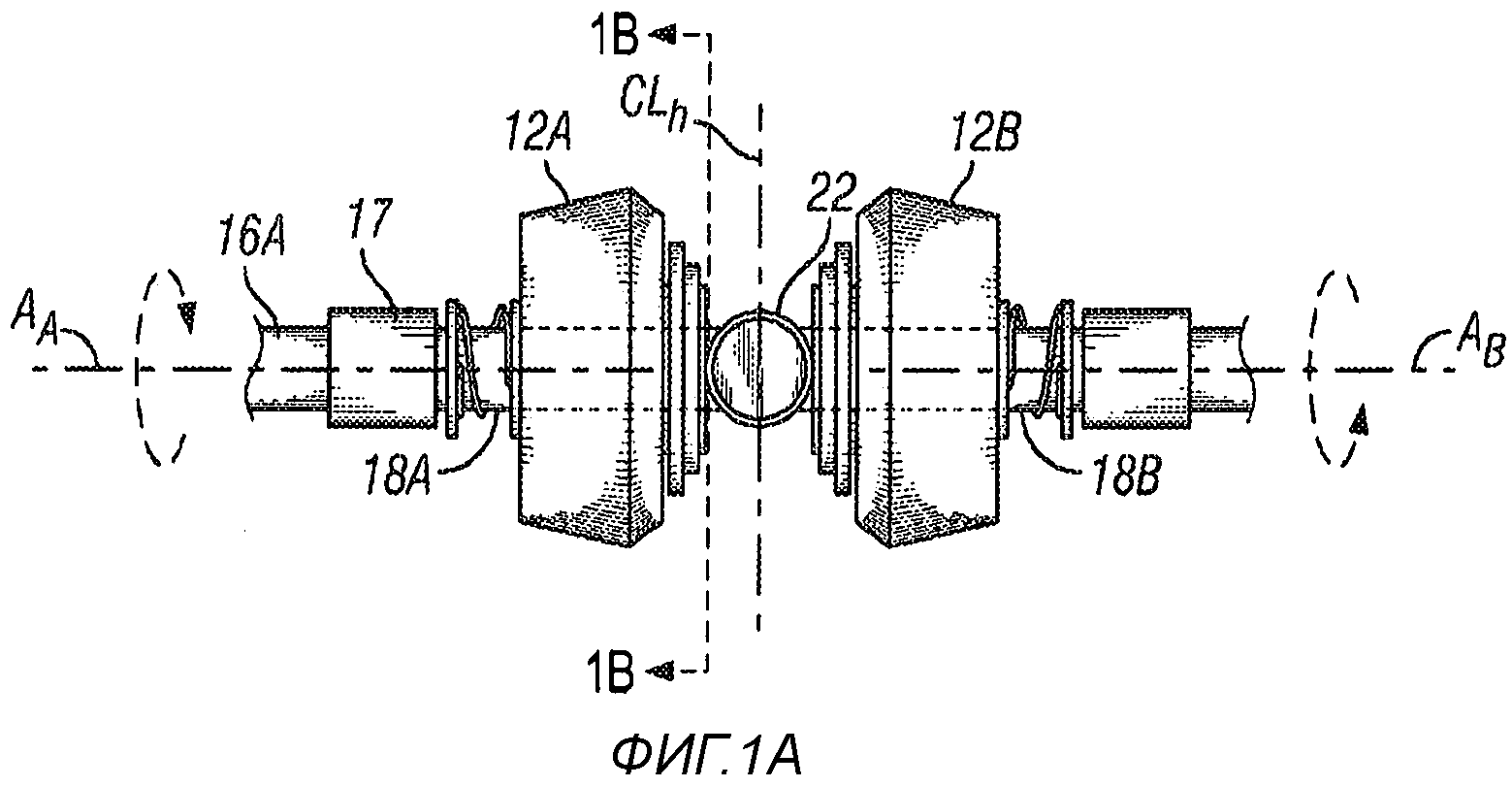
[0009] На фиг.1A показан вид сверху устройства абразивной обработки по фиг.1;
[0010] На фиг.1B показан внутренний вид сбоку элемента абразивной обработки с соответствующей направляющей устройства абразивной обработки по фиг.1 при рассмотрении во внешнем направлении от линии 1B-1B по фиг.1A;
[0011] На фиг.2 показан вид спереди устройства абразивной обработки согласно второму варианту реализации настоящего изобретения;
[0012] На фиг.3 показано переднее частичное сечение устройства абразивной обработки согласно третьему варианту реализации настоящего изобретения;
[0013] На фиг.3A показан внутренний вид сбоку элемента абразивной обработки с соответствующим зубчатым колесом устройства абразивной обработки по фиг.3 при рассмотрении во внешнем направлении от линии 3А-3А по фиг.3;
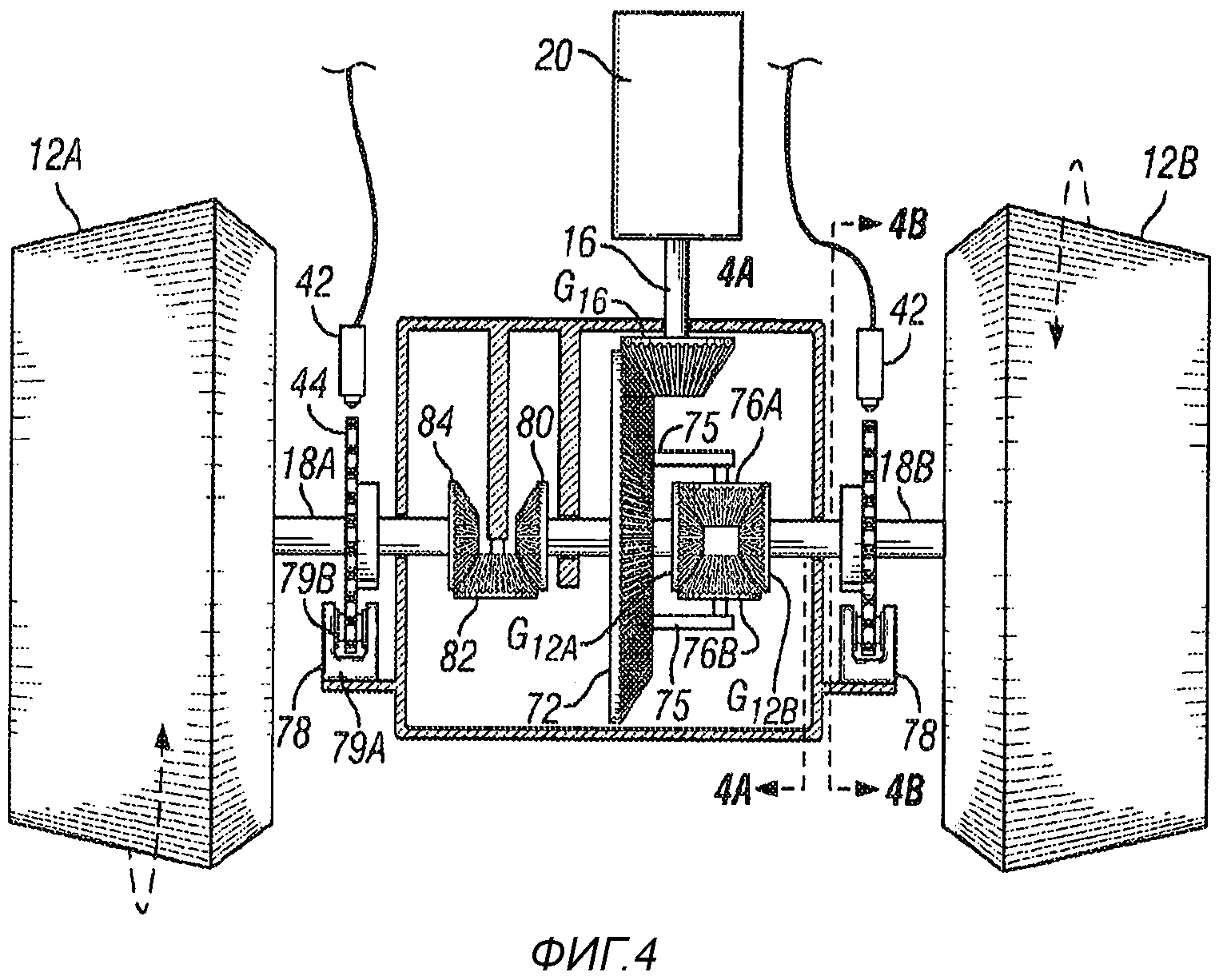
[0014] На фиг.4 показан передний частичный разрез устройства абразивной обработки, содержащего дифференциальную передачу согласно четвертому варианту реализации настоящего изобретения;
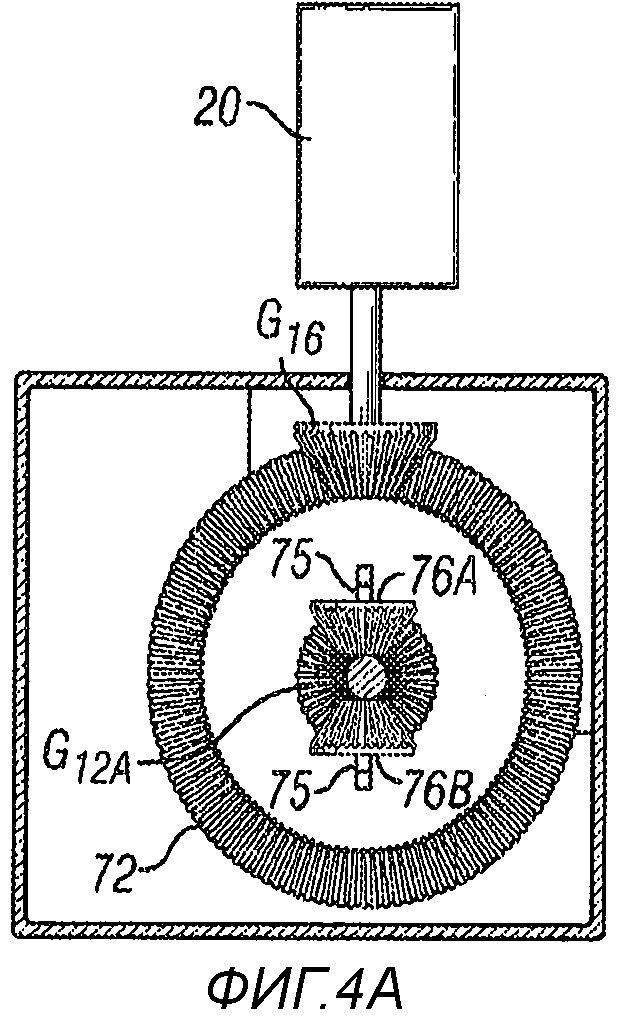
[0015] На фиг.4A показано боковое частичное сечение дифференциальной передачи, проведенное вдоль линии 4A-4A по фиг.4;
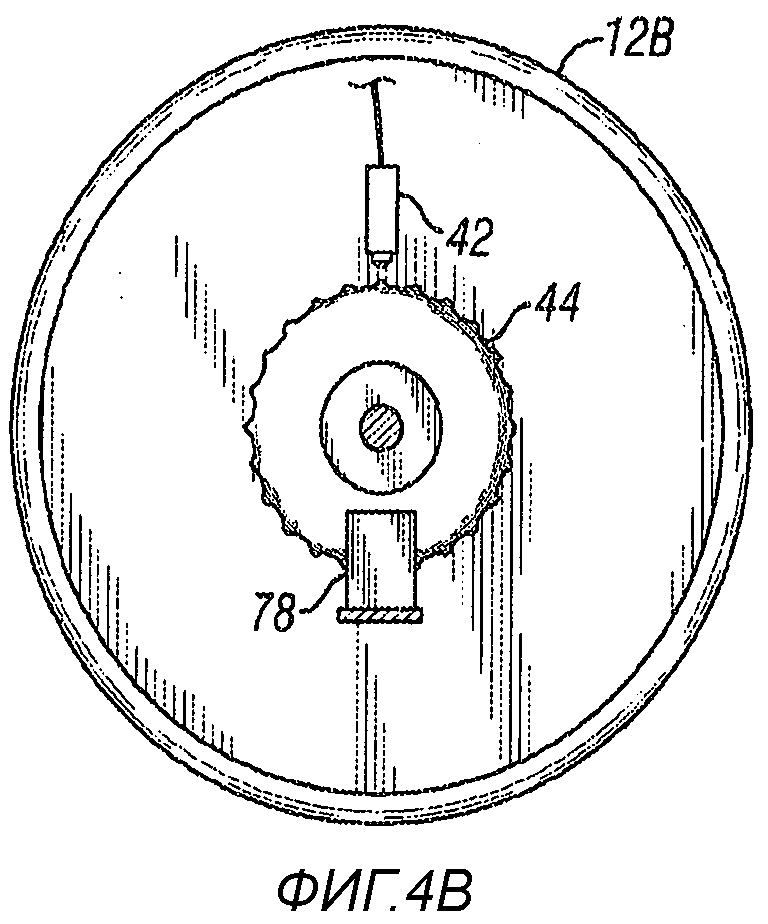
[0016] На фиг.4B показано боковое частичное сечение тормоза и датчика скорости, проведенное вдоль линии 4B-4B по фиг.4;
[0017] На фиг.5A показан вид спереди элемента абразивной обработки, выполненного в виде режущего лезвия, проходящего от кольцевого элемента, причем элемент абразивной обработки выполнен с направляющими вдоль шаблона абразивной обработки по фиг.6 согласно варианту реализации настоящего изобретения;
[0018] На фиг.5B показан вид сбоку элемента абразивной обработки по фиг.5A;
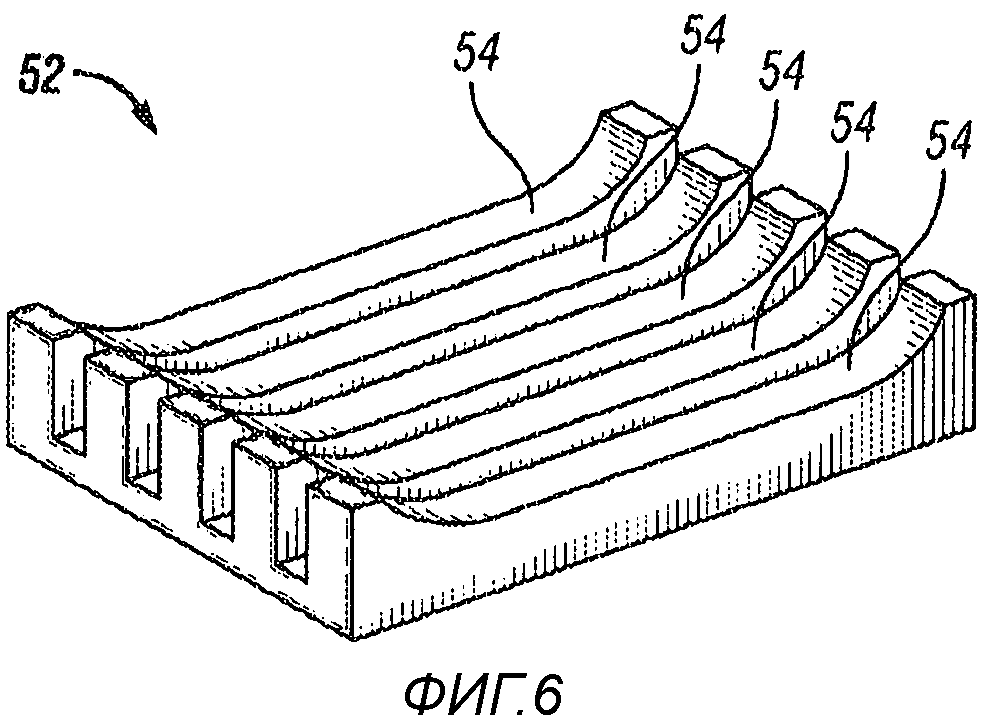
[0019] На фиг.6 показан передний перспективный вид шаблона абразивной обработки, выполненного в виде нескольких присоединенных друг к другу продольных элементов с переменной толщиной, размещенных на некотором расстоянии друг от друга в поперечном направлении для создания проемов, в которые вдвинуты элементы абразивной обработки для контактирования с поверхностью шины согласно варианту реализации настоящего изобретения;
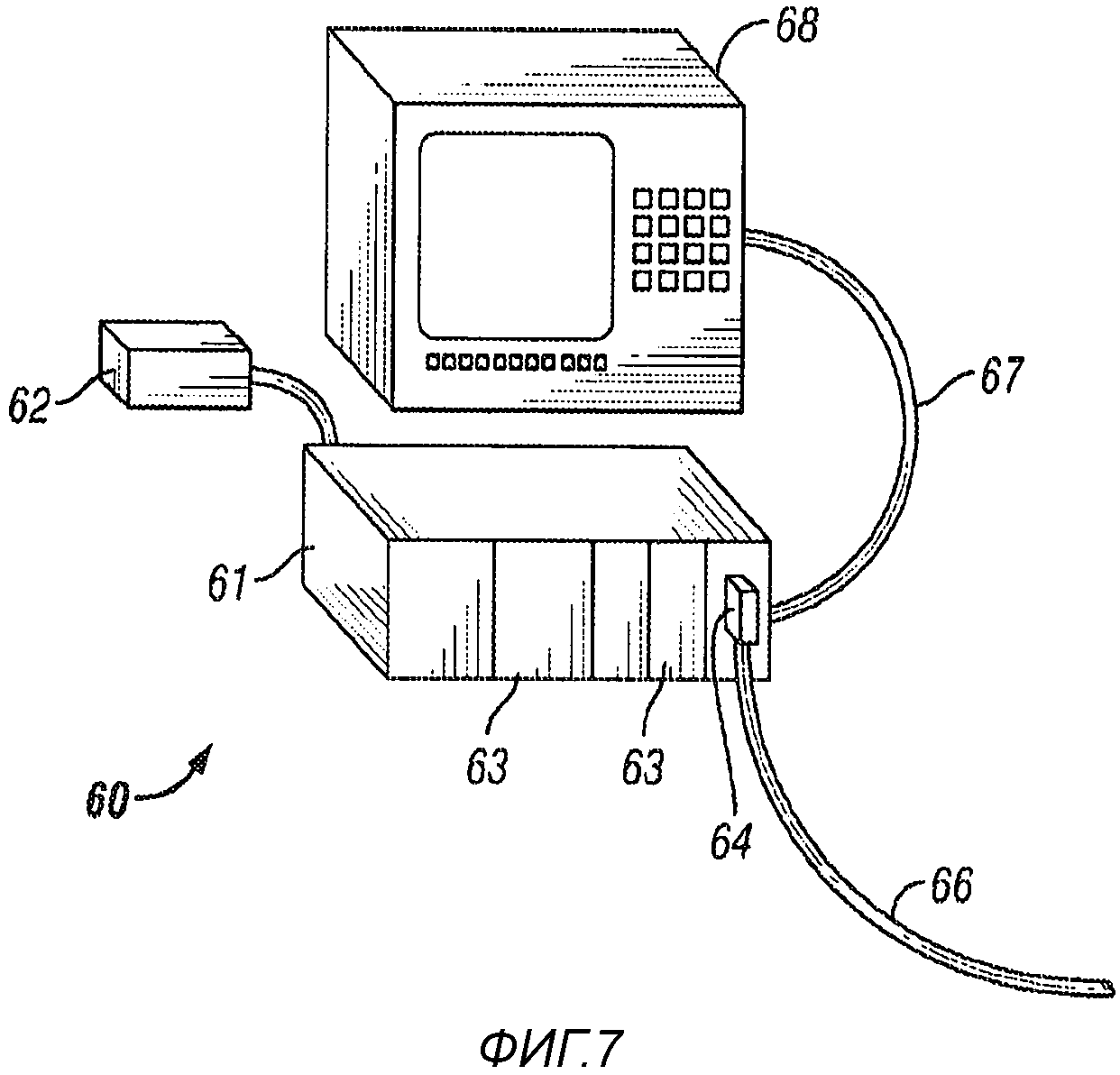
[0020] На фиг.7 показан передний перспективный вид программируемого логического управляющего устройства, предназначенного для функционального соединения с любым устройством и любым источником движущей силы, источником энергии и/или датчиком устройства согласно варианту реализации настоящего изобретения; и
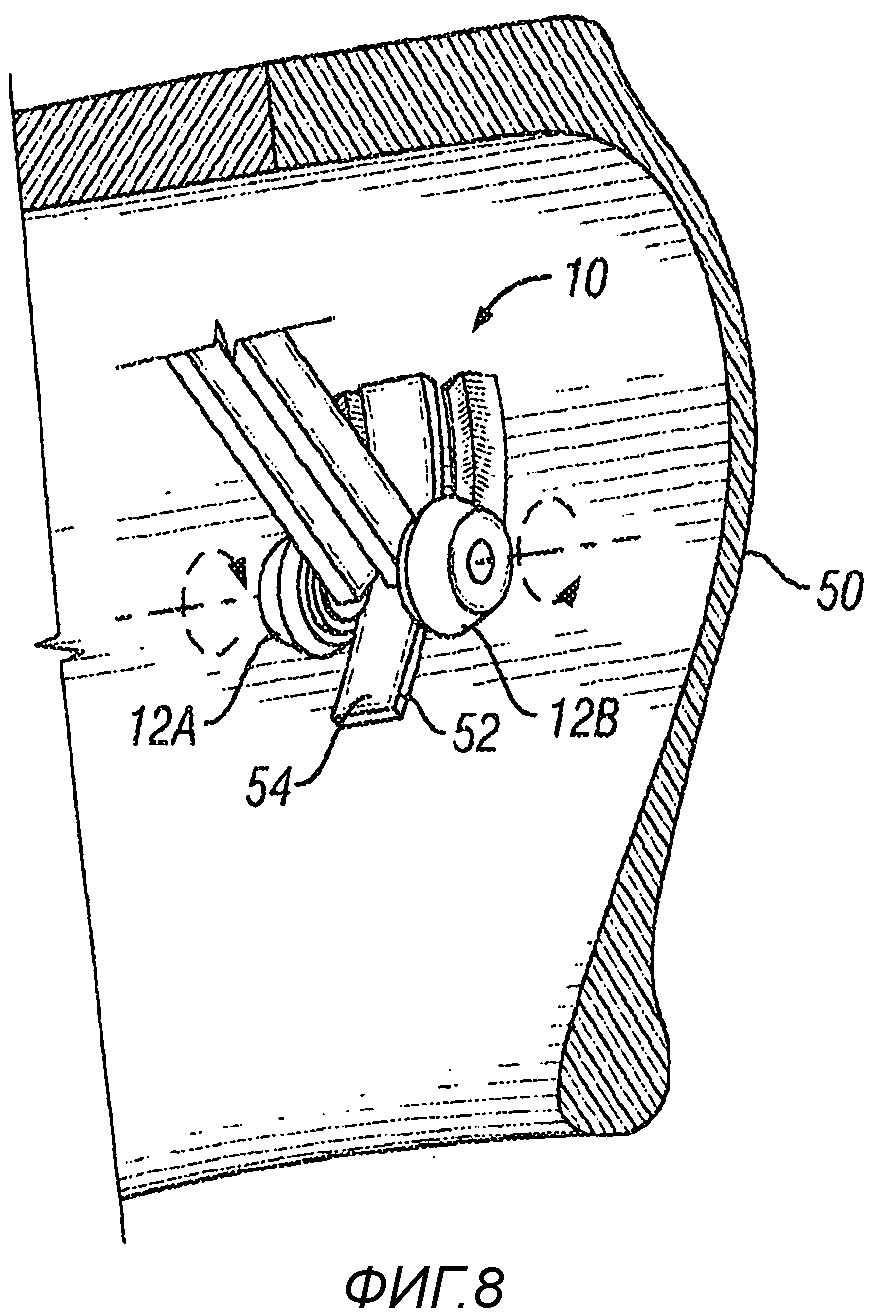
[0021] На фиг.8 показан передний перспективный вид устройства абразивной обработки по фиг.1, размещенного вдоль шаблона абразивной обработки и предназначенного для абразивного удаления материала с внутренней поверхности шины согласно варианту реализации настоящего изобретения, причем показана только одна секция кольцевой шины.
Подробное описание конкретных вариантов реализации изобретения
[0022] В конкретных вариантах реализации настоящего изобретения предложено устройство абразивной обработки (также называемое в настоящей заявке «приспособлением»), содержащее два элемента абразивной обработки (то есть, абразивное приспособление с двойной головкой), выполняющих поворот в противоположных направлениях для уравновешивания в целом сил абразивной обработки, воздействующих на приспособление и в конечном счете на оператора и создаваемых приспособлением при зацеплении поворотных элементов абразивной обработки с поверхностью шины во время операций абразивной обработки. Оператор может представлять собой пользователя (то есть, человека) или устройство, причем указанное устройство может быть автоматизировано или частично автоматизировано. При использовании абразивного приспособления, содержащего два или больше поворотных элементов абразивной обработки, поворачиваемых в одинаковом направлении, такой поворот прилагает значительные силы к оператору при перемещении приспособления по обрабатываемой поверхности. Для уравновешивания или уменьшения в целом этих сил, воздействующих на пользователя или на устройство, настоящее изобретение предлагает элементы (например, головки, диски или колеса) с поворотом в противоположных направлениях, то есть, один элемент выполняет поворот в первом направлении (например, по часовой стрелке), а другой элемент выполняет поворот в противоположном направлении (например, против часовой стрелки), для уравновешивания сил абразивной обработки во время операций абразивной обработки. Обычно абразивная обработка означает этапы шлифовки, полировки или отрезания, например, предназначенные для удаления материала с открытой поверхности шины. Конкретные варианты реализации настоящего изобретения могут представлять собой способы абразивной обработки поверхности шины. В еще более конкретном варианте реализации изобретения способы представляют собой абразивную обработку протектора шины при подготовке к нанесению нового протектора в ходе операций восстановления протектора. В другом конкретном варианте реализации настоящего изобретения способы представляют собой абразивную обработку внутренней поверхности для операций ремонта шины и могут дополнительно включать формирование области получения заплаты шины.
[0023] Указанные способы абразивной обработки поверхности шины могут включать операцию выполнения шины, содержащей: два борта шины, расположенные в осевом направлении вдоль оси поворота шины; наружную открытую поверхность, проходящую между каждой парой бортов шины, причем наружная или внешняя открытая поверхность имеет поверхность протектора, проходящую кольцеобразно вокруг оси поворота шины; и внутреннюю открытую поверхность, расположенную между каждыми двумя бортами шины и кольцеобразно вокруг оси поворота шины, причем внутренняя открытая поверхность расположена на расстоянии от наружной поверхности, равном толщине шины. Этапы абразивной обработки могут быть выполнены на любой поверхности любой нужной шины, характеризуемой любой формой, размером и конструкцией. В конкретных вариантах реализации настоящего изобретения этапы по абразивной обработке выполнены вдоль внутренней поверхности шины для подготовки поверхности шины к получению заплаты для ремонта шины. Обычно шины выполнены в форме тора, в результате чего внешний диаметр тора в целом выполнен плоским с образованием кольцевого протектора шины. Вдоль внутреннего диаметра тора имеет место кольцевой проем, размещенный между сдвинутой в осевом направлении парой бортов шины. Кольцевой проем обеспечивает возможность доступа к кольцевой внутренней полости шины, формирующей камеру под давлением после установки шины на обод колеса. Поверхность шины, устилающая внутреннюю камеру, названа в настоящей заявке внутренней поверхностью шины. Для подготовки внутренней поверхности шины к ремонту абразивное приспособление сначала введено в кольцевой проем для получения, в конечном счете, доступа к внутренней полости шины. После попадания во внутреннюю полость приспособление может быть использовано для удаления любого материала с внутренней поверхности шины для подготовки шины к получению шинной заплаты или любого другого материала для ремонта. В других вариантах реализации настоящего изобретения приспособление может быть использовано для абразивной обработки любой другой поверхности шины, включая область протектора, для подготовки шины к получению нового протектора во время операций восстановления протектора. Во время таких операций происходит существенное удаление протектора для обеспечения возможности получения нового протектора каркасом шины. В других вариантах реализации настоящего изобретения способы абразивной обработки, соответствующие описанным в настоящей заявке способам и устройствам, могут быть выполнены на любой поверхности, связанной с шиной, включая любую внутреннюю или внешнюю поверхность, или любую другую поверхность, связанную или нет с шиной.
[0024] Такие способы могут кроме того включать операцию выполнения устройства абразивной обработки, содержащего: два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, каждый из которых имеет ось поворота, в целом проходящую сбоку поперек устройства, и которые расположены на конкретном расстоянии друг от друга в боковом направлении относительно устройства, причем каждый из указанных двух элементов абразивной обработки имеет кольцевую поверхность абразивной обработки и выполнен с возможностью приведения его в действие посредством источника движущей силы. В конкретных вариантах реализации настоящего изобретения каждый из элементов абразивной обработки по существу расположен вдоль поворотного вала. В других вариантах реализации настоящего изобретения каждый поворотный вал функционально прикреплен к корпусу. Различные варианты реализации абразивного приспособления описаны ниже с конкретными ссылками на сопутствующие приведенные в качестве примера фигуры. Совершенно понятно, что приведенные и описанные фигуры представляют собой лишь примеры любой возможной разновидности абразивного приспособления в пределах объема настоящего изобретения, и не исключают других вариантов реализации настоящего изобретения в пределах объема настоящего изобретения. Кроме того, совершенно понятно, что абразивное приспособление (то есть, устройство) может представлять собой ручное приспособление (то есть, работающий, по меньшей мере, частично при ручном управлении пользователем) или приспособление, образующее часть автоматизированного или частично автоматизированного устройства. В других вариантах описанное в настоящей заявке приспособление формирует насадку для устройства или приспособление, такое как поворотное ручное приспособление (которое, например, может быть электрически или пневматически управляемым). В любом случае элементы абразивной обработки выполнены с возможностью приведения их в действие посредством источника движущей силы, например, двигателя, создающего движущую силу. Передача движущей силы может быть выполнена любыми средствами передачи, известными специалистам в данной области техники. Например, передача движущей силы может быть достигнута посредством поворотных валов (как в целом показано на фигурах), зубчатых передач, ремней или любой их комбинации.
[0025] В конкретных вариантах реализации настоящего изобретения абразивное приспособление содержит два датчика крутящего момента, один из которых расположен в конкретном положении вдоль приводной системы, относящейся к одному из двух элементов абразивной обработки, и выдает выходной сигнал датчика, представляющий собой функцию от крутящего момента в конкретном положении. В других вариантах реализации изобретения абразивное приспособление содержит два датчика скорости поворота, один из которых расположен в конкретном положении вдоль приводной системы, относящейся к одному из двух элементов абразивной обработки, и выдает выходной сигнал датчика, представляет собой функцию от скорости поворота в конкретном положении. Приспособление также может содержать два датчика крутящего момента и два датчика скорости поворота. В конкретных вариантах реализации датчик крутящего момента и/или датчик скорости поворота предназначены для измерения соответствующего крутящего момента и/или скорости поворота, соответственно, для элемента абразивной обработки или поворотного усилия, передаваемого к элементу абразивной обработки. Измерение крутящего момента и/или скорости поворота обеспечивает пользователю или оператору возможность управления силами, создаваемыми при повороте элементов абразивной обработки во время операций абразивной обработки, и их уравновешивания. Эти этапы слежения, измерения и управления могут быть выполнены вручную или автоматически при помощи управляющего устройства, содержащего процессор и запоминающее устройство, сохраняющее инструкции, считываемые процессором. Пользователь может создавать инструкции или входные данные во время работы приспособления, или входные данные или инструкции могут быть заранее определены и занесены в запоминающее устройство до работы приспособления для обеспечения возможности автоматической работы совместно с программируемым логическим управляющим устройством. В определенных вариантах реализации изобретения абразивное приспособление кроме того содержит дифференциальную передачу, размещенную между источником движущей силы и каждым из элементов абразивной обработки. Дифференциальная передача может быть выполнена в виде любой дифференциальной передачи, известной специалистам в данной области техники, такой, например, как открытая дифференциальная передача или дифференциальная передача со скольжением. В конкретных вариантах реализации настоящего изобретения между дифференциальной передачей и каждым элементом абразивной обработки может быть размещен тормоз, предназначенный для замедления более быстрого элемента абразивной обработки для увеличения крутящего момента, приложенного к каждому элементу абразивной обработки.
[0026] Такие способы могут кроме того включать операцию абразивного удаления материала с внутренней поверхности шины при использовании абразивного приспособления. Как описано выше, в некоторых вариантах реализации изобретения абразивное приспособление использовано для удаления материала с внутренней поверхности шины, которая в целом представляет собой поверхность шины между бортами шины и под протектором. Однако, абразивное приспособление может быть полезным для абразивной обработки других поверхностей, включая внешнюю поверхность шины или поверхность, связанную с любым нужным объектом.
[0027] Такие способы могут дополнительно включать следующие этапы: прием сигнала от каждого датчика, расположенного в конкретном положении вдоль приводной системы одного из двух элементов абразивной обработки для измерения крутящего момента, причем сигнал создан датчиком как функция от крутящего момента, действующего в конкретном положении; вычисление разницы между измеренными крутящими моментами для каждой приводной системы; и выполнение инструкций для регулирования крутящих моментов по меньшей мере одного из двух источников движущей силы для уменьшения разницы между измеренными крутящими моментами до значения, равного или меньшего заданного максимально допустимого значения разницы крутящих моментов, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы крутящих моментов. Один из искомых результатов состоит в уменьшении сил, воздействующих на приспособление и, следовательно, на оператора во время операций абразивной обработки. Следовательно, может быть идентифицировано заданное максимально допустимое (то есть, необходимое) значение разницы крутящих моментов, причем такое значение может быть занесено в считываемую память компьютера или введено оператором. Хотя в некоторых вариантах реализации настоящего изобретения заданное максимально допустимое значение разницы крутящих моментов может быть равно нулю или около нуля, в других вариантах реализации изобретения заданное максимально допустимое значение разницы крутящих моментов допускает существование минимального (то есть, малого) значения разницы крутящих моментов, приемлемого для пользователя или оператора. В ответ на это, для достижения желаемой разницы значений крутящего момента происходит увеличение или уменьшение выходной скорости поворота или мощности, поступающей из соответствующего источника движущей силы, для получения необходимого заданного значения разницы. В соответствии с этим в некоторых вариантах реализации настоящего изобретения эти способы включают операцию одновременного определения (или измерения) крутящего момента для каждого элемента абразивной обработки или для любой части соответствующей приводной системы, которая может быть основана на принятом сигнале. В конкретных вариантах реализации изобретения эти определенные значения крутящего момента могут быть использованы в этапы вычисления для вычисления результирующий разницы. Определенные значения крутящего момента могут также быть использованы в этапы регулирования, посредством которой такие значения крутящего момента могут быть увеличены или уменьшены для получения необходимой заданной разницы. В некоторых вариантах реализации настоящего изобретения этапы приема сигнала, расчета разницы и регулирования разницы значений крутящего момента выполняют автоматически или полуавтоматически посредством программируемого логического управляющего устройства, имеющего функциональную связь с абразивным приспособлением. В качестве альтернативы такие этапы могут быть полностью или частично выполнены вручную.
[0028] Такие способы могут дополнительно включать следующие этапы: прием сигнала от каждого датчика, расположенного в конкретном положении вдоль приводной системы одного из двух элементов абразивной обработки для измерения скорости поворота, причем сигнал создан датчиком как функция от скорости поворота, действующей в конкретном положении; вычисление разницы между измеренными скоростями поворота для каждой приводной системы; и выполнение инструкций для регулирования скоростей поворота по меньшей мере одного из двух источников движущей силы для уменьшения разницы между измеренными скоростями поворота до значения, равного или меньшего заданного максимально допустимого значения разницы скоростей поворота, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы скоростей поворота. Как указано выше, необходимый результат настоящего изобретения состоит в уменьшении сил, воздействующих на приспособление и, следовательно, на оператора во время операций абразивной обработки. Следовательно, может быть идентифицировано заданное максимально допустимое (то есть, необходимое) значение разницы скоростей поворота, причем такое значение может быть занесено в считываемую память компьютера или введено оператором. Хотя в некоторых вариантах реализации настоящего изобретения заданное максимально допустимое значение разницы скоростей поворота может быть равно нулю или около нуля, в других вариантах реализации изобретения заданное максимально допустимое значение разницы скоростей поворота допускает существование минимального (то есть, малого) значения разницы скоростей поворота, приемлемого для пользователя или оператора. В ответ на это, для достижения желаемой разницы значений скорости поворота увеличение или уменьшение выходной скорости поворота или мощности, поступающей из соответствующего источника движущей силы, происходит для получения необходимого заданного значения разницы. В соответствии с этим в некоторых вариантах реализации изобретения, эти способы включают операцию одновременного определения (или измерения) скорости поворота для каждого элемента абразивной обработки или для любой части соответствующей приводной системы, которая может быть основана на принятом сигнале. В конкретных вариантах реализации изобретения эти определенные значения скорости поворота могут быть использованы в этапы вычисления для вычисления результирующей разницы. Определенные значения скоростей могут также быть использованы в этапы регулирования, посредством которой такие значения скоростей могут быть увеличены или уменьшены для получения необходимой заданной разницы. В некоторых вариантах реализации изобретения этапы приема сигнала, вычисления разницы и регулирования разницы значений скорости поворота выполняют посредством программируемого логического управляющего устройства, имеющего функциональную связь с абразивным приспособлением. В соответствии с этим программируемое логическое управляющее устройство может выполнять этапы автоматически или полуавтоматически. В других вариантах реализации настоящего изобретения вместо использования программируемого логического управляющего устройства эти этапы могут быть выполнены пользователем полностью или частично вручную. В других вариантах реализации настоящего изобретения этап регулирования скорости поворота включает использование тормоза, связанного с совершающим более быстрый поворот элементом абразивной обработки, для уменьшения скорости поворота, совершающего более быстрый поворот элемента абразивной обработки. Определение совершающего более быстрый поворот элемента может быть выполнено посредством измерения одновременного поворота каждого элемента абразивной обработки и определения на основании этих измерений, поворот какого из этих элементов абразивной обработки идет быстрее. Эти этапы могут быть выполнены в ходе этапов вычисления или независимо от этапов вычисления. Вместо использования тормоза, дифференциальная передача со скольжением или любой другой тип дифференциальной передачи могут быть использованы для регулирования скорости поворота любого элемента абразивной обработки.
[0029] Такие способы могут быть использованы или для ручного или для автоматического перемещения абразивного приспособления. Варианты реализации абразивного приспособления, предназначенного для использования при реализации таких способов, подробно описаны ниже.
[0030] Варианты реализации абразивного приспособления 10 показаны на фиг.1-3A. Абразивное приспособление 10 обычно содержит пару ведомых элементов 12A, 12B абразивной обработки с возможностью поворота в противоположных направлениях, причем каждый из элементов абразивной обработки состоит в эксплуатационной связи с источником движущей силы. Термин «поворот в противоположных направлениях» означает в настоящей заявке, что элементы абразивной обработки совершают поворот в противоположных или встречных направлениях. Например, при повороте одного из элементов абразивной обработки по часовой стрелке другой элемент абразивной обработки совершает поворот против часовой стрелки. В варианте реализации настоящего изобретения, показанном на фиг.1, каждый из элементов 12A, 12B абразивной обработки состоит в функциональной связи с отдельным источником 20A, 20B движущей силы посредством отдельных соответствующих ведущих валов 16A, 16B. В других вариантах реализации настоящего изобретения каждый из элементов 12A, 12B абразивной обработки состоит в функциональной связи с одним источником движущей силы (который рассмотрен в примере реализации изобретения, показанном на фиг.3). Совершенно понятно, что абразивное приспособление 10 может представлять собой ручное приспособление, предназначенное для ручного использования оператором, хотя программируемое логическое управляющее устройство (описанное ниже) может быть использовано для выполнения некоторых операций контроля и регулирования в сочетании с такой работой вручную. В других вариантах абразивное приспособление 10 может составлять часть устройства, которое может быть, по меньшей мере, частично автоматизированным.
[0031] Элементы 12A, 12B абразивной обработки в целом выполнены кольцевыми по форме и могут представлять собой любой известный элемент, способный выполнять абразивное удаление материала с поверхности во время поворота такого элемента абразивной обработки. Например, элементы абразивной обработки могут содержать зернистый материал, выполненный в виде кольцевого элемента, например, диска, который обычно представлен элементами абразивной обработки, показанными на фиг.1-3A. В качестве еще одного примера элементы абразивной обработки могут представлять собой кольцевой элемент 12 с режущим элементом 13, выступающим наружу в радиальном направлении от диска, как показано, например, на фиг.6A-6B. Несмотря на то, что элемент абразивной обработки в целом выполнен кольцевым, любой элемент абразивной обработки может быть выполнен в виде любой формы, способной к выполнению поворотных операций абразивной обработки. Например, элементы абразивной обработки могут быть выполнены цилиндрическими, коническими или в форме усеченного конуса, причем центральная продольная ось такой формы представляет собой ось поворота элемента абразивной обработки. Кроме того, внешняя, выполняющая абразивную обработку, поверхность любого такого элемента 12A, 12B абразивной обработки может быть проходит в осевом направлении в виде линейного (как показано на фигурах) или нелинейного пути. В некоторых вариантах реализации настоящего изобретения элементы 12A, 12B абразивной обработки имеют одинаковые внешние диаметры dA, dB, соответственно, по меньшей мере первоначально в неизношенном состоянии. В соответствии с этим каждый элемент абразивной обработки содержит поверхность абразивной обработки, определяемую по меньшей мере одним внешним диаметром, причем поверхность абразивной обработки проходит в осевом направлении относительно оси поворота элемента абразивной обработки. Каждый элемент 12A, 12B абразивной обработки прикреплен к абразивному приспособлению 10 посредством любых известных средств, таких, например, как соединители или другие известные механические средства, и может быть прикреплен к абразивному приспособлению с возможностью съема для облегчения замены изношенных или поврежденных элементов абразивной обработки.
[0032] Каждый источник 20A, 20B движущей силы может представлять собой любое устройство, известное специалистам в данной области техники и способное управлять поворотом элементов 12A, 12B абразивной обработки. В соответствии с этим каждый источник 20A, 20B движущей силы может создавать на выходе любую энергию (то есть, любую движущую силу), способную управлять элементами абразивной обработки, и способен работать от любых известных средств. Например, абразивное приспособление может использовать электродвигатель или пневматический двигатель, создающий на выходе энергию поворота. Для управления удалением материала посредством абразивного приспособления 10 источник 20A, 20B движущей силы может быть выполнен с возможностью выработки на выходе необходимой поворотной энергии, способной обеспечить необходимый крутящий момент и/или необходимую скорость поворота, или выработки на выходе иным способом энергии, способной управлять любым элементом 12A, 12B абразивной обработки для реализации необходимого крутящего момента или необходимой скорости поворота. Конечно, тип и выходная энергия источника движущей силы могут быть обеспечены любым устройством, известным специалисту. Например, источник движущей силы может представлять собой двигатель внутреннего сгорания или универсальный, постоянного тока, переменного тока, синхронный или асинхронный, с сервоприводом, электростатический, высокомоментный, шаговый или линейный электродвигатель. Источник движущей силы состоит также в функциональной связи с источником 21A, 21B энергии, включая, например, источники электричества, горючего топлива или сжатой текучей среды или газа.
[0033] Работа каждого источника 20A, 20B движущей силы может быть управляема вручную оператором или автоматически посредством каких-либо средств, предназначенных для управления источником движущей силы и известных специалистам в данной области техники. Например, работа вручную может быть выполнена посредством дросселя, управляющего скоростью поворота и/или крутящим моментом источника движущей силы. Такой дроссель может быть размещен на источнике 20A, 20B движущей силы или на приспособлении, например на корпусе 22 приспособления. Например, в варианте реализации по фиг.3 показан рычаг 23 дросселя, состоящий в функциональной связи с любыми известными механизмами дросселя, предназначенными для управления скоростью поворота и/или мощностью источника 120 движущей силы. Кроме того, автоматическое управление может быть достигнуто с помощью программируемого логического управляющего устройства, например, посредством выполнения некоторых инструкций. Приспособление 10 может также содержать переключатель типа «вкл/выкл» для управления любым таким источником движущей силы.
[0034] Продолжая ссылаться на фиг.1-2, можно видеть, что ведущие валы 16A, 16B передают мощность поворота каждому соответствующему элементу 12A, 12B абразивной обработки. В показанном варианте реализации настоящего изобретения ведущие валы выполнены в виде гибких ведущих валов. Гибкие ведущие валы обеспечивают возможность более легкого размещения приспособления 10 или его перемещения в необходимое место, например, внутрь шины. Конечно, в других вариантах реализации настоящего изобретения ведущий вал может быть жестким или несгибаемым (что использовано в варианте реализации изобретения по фиг.3). Каждый ведущий вал 16A, 16B может быть непосредственно соединен с элементами 12A, 12B абразивной обработки или может быть соединен с вторичными ведущими валами 18A, 18B (или другим образом быть в функциональной связи с ними), к которым присоединен каждый элемент 12A, 12B абразивной обработки. Связующий элемент 17 может содержать любые средства для связи поворотных валов, известное специалистам в данной области техники. Как упомянуто выше, ведущие валы представляют собой лишь средства для передачи движущих сил от источника движущей силы. В других вариантах реализации настоящего изобретения могут быть использованы любые другие средства, известные специалистам в данной области техники и предназначенные для передачи движущих сил от источника движущей силы к элементу абразивной обработки, такие, например, как зубчатые передачи или ремни.
[0035] Обратившись к фиг.1-2, можно видеть, что приспособление 10 содержит корпус 22, к которому прикреплены с возможностью поворота и поддержаны в необходимой конфигурации элементы 12A, 12B абразивной обработки. В показанном варианте каждый элемент 12A, 12B абразивной обработки неподвижно прикреплен, соответственно, к валам 18A, 18B, ведомых источником 20A, 20B движущей силы. Корпус 22 может быть выполнен из любого подходящего материала для создания в целом жесткой конструкции, способной сохранять и направлять элементы абразивной обработки во время операций абразивной обработки. Для облегчения прикрепления элементов абразивной обработки к корпусу одна или несколько ножек корпуса или выступов 24 могут быть выдвинуты из корпуса, к которому элементы абразивной обработки прикреплены с возможностью поворота. Обратившись к фиг.1, можно видеть, что пара ножек 24 корпуса размещена центрально между элементами 12A, 12B абразивной обработки. Обратившись к фиг.2, можно видеть, что одна ножка 24 продвинута между элементами 12A, 12B абразивной обработки, а дополнительная ножка 24 размещена на противоположной стороне каждого элемента абразивной обработки для обеспечения дополнительной поддержки и жесткости. В некоторых вариантах реализации настоящего изобретения корпус 22 может быть выполнен для использования в качестве ручного приспособления для по меньшей мере частичной ручной работы пользователя. Кроме того, корпус 22 содержит средства для прикрепления к ручному приспособлению, такому как поворотное ручное приспособление, или к автоматизированному или частично автоматизированному устройству. В других вариантах реализации настоящего изобретения корпус 22 может представлять собой по меньшей мере часть автоматизированного или частично автоматизированного устройства абразивной обработки или быть функционально присоединенным к нему.
[0036] Для облегчения прикрепления к корпусу 22 каждого элемента 12A, 12B абразивной обработки с возможностью поворота, подшипниковые средства 24 размещены между корпусом 22 и каждым валом 18A, 18B. Подшипниковые средства могут представлять собой любой подходящий подшипник, известный специалистам в данной области техники, например, плоский подшипник скольжения или опорный подшипник, которые могут содержать втулку, роликоподшипники, такие как шарикоподшипники, гидравлические подшипники или магнитные подшипники. Также для уменьшения трения может быть использован смазочный материал, например, смазочное масло или графит. Смазка подшипника может быть подана через патрубок или что-то аналогичное, например, через смазочный канал.
[0037] Обратившись к фиг.1-1A, можно видеть, что элементы 12A, 12B абразивной обработки размещены таким образом, что пересечение осей AA, AB поворота каждого соответствующего элемента 12A, 12B абразивной обработки происходит на вертикальной центральной линии CLv и горизонтальной центральной линии CLh. Кроме того, в таком варианте реализации изобретения оси AA, AB также коаксиальны. Конфигурация элементов 12A, 12B абразивной обработки может также быть описана как перпендикулярная и к вертикальной центральной линии CLv и к горизонтальной центральной линии CLh. Аналогичные конфигурации показаны для вариантов реализации изобретения по фиг.2 и 3. Однако, совершенно понятно, что в других вариантах реализации настоящего изобретения оси AA, AB поворота могут быть смещены друг относительно друга таким образом, что оси не коаксиальны, хотя все же в целом проходят в поперечном направлении через приспособление. Однако, в таких других вариантах реализации настоящего изобретения оси AA, AB поворота аналогичным образом смещены так, что пересечение осей продолжает иметь место вдоль плоскости, определенной вертикальной центральной линией CLv и горизонтальной центральной линией CLh. Это также означает, что элементы абразивной обработки также аналогичным образом отстоят на расстояния ΔA и ΔB, соответственно, от центральной линии CLv. При сдвиге каждого элемента абразивной обработки на одинаковое расстояние ΔA, ΔB от вертикальной центральной линии CLv крутящий момент, воздействующий вокруг вертикальной центральной линии CLv, минимизирован во время любой этапы абразивной обработки с использованием поворотных элементов 12A, 12B абразивной обработки (или вокруг любой другой центральной линии поворота, зависящей от ориентации приспособления). Дальнейшие действия по минимизации этого крутящего момента могут быть выполнены посредством минимизации каждого расстояния ΔA, ΔB, поскольку это минимизирует плечо момента, равное расстоянию между каждым элементом 12A, 12B абразивной обработки и вертикальной центральной линией CLV (или любым другим применимым центром поворота). Этот крутящий момент отличен от крутящего момента, отслеживаемого и управляемого датчиками 40, хотя любая разность значений крутящего момента и/или скорости поворота для элементов 12A, 12B абразивной обработки приводит к возникновению крутящего момента вокруг центральной линии CLv.
[0038] Приспособление 10 может также содержать одну направляющую или несколько направляющих, определяющих ориентацию и/или глубину абразивной обработки для управления операцией приспособления по абразивной обработке вдоль заданной поверхности. Например, обратившись в целом к фиг.1 и 2 и особенно к фиг.8, можно видеть, что шаблон 52 абразивной обработки может быть размещен вдоль внутренней поверхности 50 шины для управления перемещением приспособления 10 и/или глубиной абразивной обработки при подготовке поверхности шины для наложения заплаты шины. Для облегчения использования шаблона 52 абразивной обработки приспособление 10 содержит одну направляющую или несколько направляющих 30 для зацепления с таким шаблоном 52. Входя в зацепление с шаблоном 52, каждая направляющая 30 определяет перемещение приспособления 10 и/или ограничивает глубину, на которую приспособление 10 выполняет абразивное удаление с заданной поверхности. Шаблон 52 может быть выполнен в любой форме, обеспечивающей возможность направления приспособления по любому необходимому пути. Например, как можно видеть на фиг.1, 2, 3 и 8, шаблон 52 может быть выполнен в виде лишь одного продольного элемента 54 нужной толщины. В качестве дополнительного примера со ссылкой на фиг.6, шаблон 52 может быть выполнен в виде нескольких присоединенных друг к другу продольных элементов 54. Шаблон 52 и любые продольные элементы 54 могут иметь любую необходимую толщину для управления глубиной абразивной обработки посредством приспособления 10.
[0039] Каждая направляющая 30 абразивной обработки может содержать поверхность скольжения или поверхность поворота. Например, поверхность скольжения может формировать поверхность корпуса или отдельного компонента, прикрепленного к корпусу или любому другому необходимому узлу приспособления. В качестве дополнительного примера направляющая 30 может содержать отдельно управляемую или совершающую свободный поворот компоненту с внешней поверхностью, совершающую поворот вдоль шаблона 52, как показано на фиг.1, 2, 3 в виде элемента 30. В показанном варианте реализации изобретения направляющая 30 выполнена с возможностью поворота вдоль каждого вала 18A, 18B. Направляющая 30 может быть выполнена ступенчатой, что обеспечивает возможность для каждой направляющей поддерживать зацепление и боковую или поперечную ориентацию относительно края шаблона 52. Эта ступенька, другими словами, представляет собой первую поверхность 32, выступающую во внешнем направлении от направляющей 30 дальше, чем соседняя вторая поверхность 34. В примере реализации изобретения, показанном в общем виде на фиг.1, 2, 3 и более подробно на фиг.1B, первая поверхность представляет собой цилиндр с внешним диаметром d1, а вторая поверхность представляет собой цилиндр с внешним диаметром d2, где значение внешнего диаметра d1 превышает значение внешнего диаметра d2.
[0040] Хотя каждая направляющая 30 показана размещенной вдоль вала 18A, 18B с соответствующим элементом 12A, 12B абразивной обработки, совершенно понятно, что каждая направляющая 30 может быть размещена вдоль любого другого вала, отличного от вала 18A, 18B и содержащего элемент абразивной обработки, и может быть отрегулирована относительно оси поворота элемента абразивной обработки и наружной поверхности элемента абразивной обработки для регулирования глубины резания любого элемента абразивной обработки. Кроме того, совершенно понятно, что каждая направляющая 30 может быть применена без использования какого-либо соответствующего шаблона 52, посредством чего вместо этого каждая направляющая непосредственно зацепляет заданную поверхность, которая будет абразивно обработана вместо шаблона. Хотя направляющие 30 могут быть размещены между (и в направлении внутрь) внутренними концами элементов 12A, 12B абразивной обработки, как в целом показано на фиг.1, 2 и 3, дополнительно или в качестве альтернативы направляющие 30 могут быть размещены внешним образом относительно направленного наружу конца каждого элемента абразивной обработки таким образом, что элементы абразивной обработки размещены между внешними направляющими. Внешние направляющие могут также входить в зацепление с шаблоном, размещенным вдоль заданной поверхности, или могут быть размещены с возможностью непосредственного зацепления заданной поверхности. В любом случае, конфигурация направляющей 30 относительно каждого элемента 12A, 12B абразивной обработки обеспечивает необходимую глубину резания, которая определена дополнительным расстоянием, на которое каждый элемент абразивной обработки выдвинут от вала 18A, 18B относительно (или вне) каждой направляющей 30. Каждый вал 18A, 18B может содержать средства для регулирования осевого расположения, или смещения, каждой направляющей 30 и каждого элемента 12A, 12B абразивной обработки вдоль каждого соответствующего вала 18A, 18B. Например, как видно на фиг.1 и 2, эти средства выполнены в виде одной или нескольких пружин 32, размещенных вдоль каждого вала 18A, 18B для обеспечения возможности перемещения каждой соответствующей направляющей 30 и элемента 12A, 12B абразивной обработки вдоль вала 18A, 18B. В зависимости от ее расположения пружина 32 может быть выполнена в виде нажимной пружины или пружины растяжения, причем каждая пружина 32 размещена с возможностью нажатия на каждый элемент 12A, 12B абразивной обработки и на любую нужную направляющую 30 абразивной обработки или смещения их в осевом направлении внутрь вдоль соответствующих валов 18A, 18B.
[0041] В некоторых вариантах реализации настоящего изобретения происходит измерение значений и/или управление значениями крутящего момента и/или скорости поворота каждого элемента 12A, 12B абразивной обработки. И крутящий момент, и скорость поворота могут быть измерены посредством каких-либо средств, известных специалистам в данной области техники и обеспечивающих возможность измерения статического или динамического значения крутящего момента или скорости поворота. Средства для измерения статического или динамического значения крутящего момента обычно названы в настоящей заявке датчиком крутящего момента, который указан номером позиции 40 на фиг.2. Промышленность выпускает много типов датчиков крутящего момента. Например, датчик крутящего момента может представлять собой: (1) датчики крутящего момента, содержащие мостик тензометра, способный использовать цепи мостика Уитстона и передавать для оценки электрические сигналы посредством токособирательных колец, беспроволочной телеметрии или поворотных трансформаторов; или (2) псевдомагниты, выполненные из магнитоупругого материала, причем происходит отслеживание магнитного поля такого псевдомагнита датчиком, предназначенным для идентификации изменения поля при скручивающей нагрузке. Сигнал, созданный любым таким датчиком 40 крутящего момента, передан на интерфейс 68 пользователя и/или на программируемое логическое управляющее устройство 60 (пример которого показан на фиг.7) для использования при отслеживании и/или управлении значением крутящего момента для любого соответствующего элемента 12A, 12B абразивной обработки, или источника 20A, 20B движущей силы.
[0042] Средства для измерения скорости поворота обычно упомянуты в настоящей заявке как датчик скорости поворота или просто датчик скорости. Промышленность выпускает много типов датчиков 42 скорости (также известных как датчики поворота), любой из которых может быть использован в настоящем изобретении. Например, в качестве датчика скорости может быть использован магнитный датчик, генератор импульсов, оптический датчик или другое кодирующее устройство, определяющее или идентифицирующее поворот вала на заранее определенный угол (то есть, оно записывает или выдает сигнал, указывающий на угловое положение вала или любого ротора, размещенного на нем, в соответствующий момент времени). В этих примерах заранее определенное угловое положение или расстояние, пройденное при повороте, могут быть определены посредством магнитов, зубьев зубчатого колеса или источников света, размещенных вдоль диска, зубчатого колеса или другого ротора 44, размещенного вдоль поворотного вала. Зная, сколько времени нужно валу для поворота на заранее определенный угол, можно определить скорость поворота. Следует также отметить, что выпускаемые промышленностью датчики 42 скорости могут дополнительно содержать датчик 40 крутящего момента.
[0043] Датчик 40 крутящего момента и/или поворотный датчик 42 могут быть размещены для измерения соответствующего крутящего момента или скорости поворота каждого элемента 12A, 12B абразивной обработки. В некоторых вариантах реализации настоящего изобретения любой датчик 40, 42 состоит в функциональной связи с каждым элементом 12A, 12B абразивной обработки. В соответствии с этим любой такой датчик может быть размещен с возможностью непосредственной связи с элементом 12A, 12B абразивной обработки или размещен вдоль любого компонента, имеющего функциональную связь с элементом 12A, 12B абразивной обработки, включая, например, валы 18A, 18B, соответственно. В качестве еще одного примера датчик 40, 42 может быть размещен вдоль любого компонента приводной системы, связанной с элементом 12A, 12B абразивной обработки, причем приводная система 14A, 14B содержит соответствующий источник 20A, 20B движущей силы и один или несколько ведущих валов, которые, в комбинации, размещены между элементом абразивной обработки и двигателем. В варианте реализации настоящего изобретения, показанном на фиг.1-2, один или несколько ведущих валов представляют собой, например, ведущие валы 16A, 16B и валы 18A, 18B.
[0044] В некоторых вариантах реализации настоящего изобретения для сравнения результатов измерений крутящего момента или скорости поворота, связанных с противостоящими друг другу элементами 12A, 12B абразивной обработки и с соответствующими им приводными системами, пара 40 датчиков крутящего момента и/или пара датчиков 42 скорости размещены таким образом, что один датчик из каждой такой пары датчиков размещен для проведения соответствующих измерений, связанных с одним из элементов 12A, 12B абразивной обработки и/или с соответствующей приводной системой, а другой датчик из каждой такой пары датчиков размещен для проведения соответствующих измерений, связанных с другим элементом 12A, 12B абразивной обработки и/или с соответствующей приводной системой. В некоторых ситуациях каждый датчик из пары датчиков размещен в том же самом или аналогичном положении относительно элемента 12A, 12B абразивной обработки или вдоль каждой приводной системы 14A, 14B. Следовательно, каждый соответствующий датчик 40 крутящего момента и каждый соответствующий датчик 42 скорости измеряют значение крутящего момента или скорости поворота в одном и том же месте вдоль каждой приводной системы 14A, 14B для проведения более точного сравнения между локальными значениями измерений крутящего момента и локальными значениями измерений скорости, проведенными вдоль каждой подсистемы 11A, 11B (причем каждая подсистема содержит соответствующий элемент абразивной обработки и приводную систему). Например, это может быть полезным при необходимости управления разностью значений крутящего момента или разностью значений скорости поворота между элементами 12A, 12B абразивной обработки.
[0045] Каждый датчик 40, 42 выдает сигнал, который можно послать на интерфейс 68 пользователя для рассмотрения его пользователем и/или для использования программируемым логическим управляющим устройством 60 (показанным в качестве примера на фиг.7). После рассмотрения пользователь может создать входные данные или инструкции для программируемого логического управляющего устройства для регулирования выходной энергии любого источника 20А, 20В движущей силы для регулирования значений крутящего момента и/или скорости поворота соответствующего элемента 12A, 12B абразивной обработки. Аналогично, вместо того, чтобы пользователь сначала рассматривал измеренное значение крутящего момента или скорости поворота, программируемое логическое управляющее устройство может автоматически оценить принятые сигналы для определения, на основании существующих инструкций, которые могут представлять собой ранее определенные пользователем инструкции и/или входные данные, существует ли необходимость регулирования выходной энергии любого источника 20А, 20В движущей силы для достижения необходимого измеренного значения крутящего момента и/или скорости поворота.
[0046] Программируемое логическое управляющее устройство 60 может также содержать инструкции, предназначенные для сравнения измеренных значений крутящего момента для любой пары датчиков 40 или измеренных значений скорости поворота для любой пары датчиков 42. После определения разницы значений крутящего момента для пары датчиков 40 или разницы значений скорости поворота для пары датчиков 42, выходная энергия соответствующего источника 20A, 20B движущей силы может быть отрегулирована (1) автоматически посредством инструкций, выполняемых программируемым логическим управляющим устройством 60 или (2) вручную пользователем. В некоторых вариантах реализации настоящего изобретения необходимая максимальная разность значений крутящего момента или приблизительно нулевая разность значений крутящего момента (то есть, от нулевой до почти нулевой разницы значений крутящего момента) поддержана между элементами 12A, 12B абразивной обработки для создания необходимой разницы значений крутящего момента или минимальной разницы значений крутящего момента между ними. В других вариантах реализации настоящего изобретения необходимая максимальная разность значений скорости поворота или приблизительно нулевая разность значений скорости поворота (то есть, от нулевой до почти нулевой разницы значений скорости поворота) поддержана между элементами 12A, 12B абразивной обработки для создания необходимой разницы значений скорости поворота или минимальной разницы значений скорости поворота между ними.
[0047] Со ссылками на вариант реализации изобретения, показанный на фиг.7, программируемое логическое управляющее устройство 60 содержит логический процессор 61, который может быть микропроцессором, запоминающее устройство 62, например, RAM (память произвольного доступа), ROM (постоянное запоминающее устройство), PROM (программируемая постоянная память), и по меньшей мере один кабель 66 ввода/вывода для связи с приспособлением 10. Кроме того, программируемое логическое управляющее устройство 60 может содержать слот 63 ввода/вывода для приема карты ввода/вывода, содержащий кабельный соединитель 67 ввода/вывода. Программируемое логическое управляющее устройство 60 может быть запрограммировано на любом известном графическом или текстовом языке. Запрограммированные инструкции, данные, инструкции входа и выхода могут быть занесены в запоминающее устройство 62, доступное для процессора 61. Запоминающее устройство 62 также сохраняет входные данные, выходные данные и другую информацию, такую, например, как показания датчиков крутящего момента и/или скорости поворота, для использования процессором 61 при выполнении его операций. Запоминающее устройство 62 может представлять собой любое коммерчески известное запоминающее устройство, такое как жесткие диски, оптические запоминающие устройства, флэш-память и т.п. Процессор 61 выполняет запрограммированные инструкции и может выполнять расчеты расстояния и/или положения и проводить измерения, а также другие описанные в настоящей заявке этапы. Оператор может использовать интерфейс 68 пользователя для слежения за датчиками и для программирования, или управления или инструктирования иным образом, работы управляющего устройства 60 и приспособления 10, что включает выполнение каждой этапы и способа в соответствии с настоящим изобретением. Интерфейс 68 пользователя и управляющее устройство 60 могут выполнять связь посредством кабеля 67 ввода/вывода. Также может быть рассмотрена возможность беспроводной связи между управляющим устройством 60, интерфейсом 68 пользователя и приспособлением 10.
[0048] В альтернативном варианте реализации настоящего изобретения пара элементов абразивной обработки управляема одним источником питания. Обратившись к фиг.3, можно видеть, что вариант реализации альтернативного абразивного приспособления 10 в целом показан с одним источником 20 движущей силы, поворачивающим ведущий вал 16 для управления парой элементов 12A, 12B абразивной обработки, совершающих поворот в противоположных направлениях. В рассматриваемом в качестве примера варианте реализации настоящего изобретения ведущий вал 16 содержит ведущее зубчатое колесо G16, функционально зацепленное и с зубчатым колесом G12A первого элемента абразивной обработки и с зубчатым колесом G12B второго элемента абразивной обработки. Первое зубчатое колесо G12Aуправляет первым элементом 12A абразивной обработки (показанным в виде сбоку на фиг.3A), а второе зубчатое колесо G12B управляет вторым элементом 12B абразивной обработки. В показанном варианте реализации изобретения первое зубчатое колесо G12A размещено коаксиально с элементом 12A абразивной обработки и может быть или прикреплено к наконечнику элемента 12A абразивной обработки или прикреплено к валу 18A, к которому также прикреплен элемент 12A абразивной обработки. Кроме того, второе зубчатое колесо G12B размещено коаксиально с элементом 12В абразивной обработки и может быть или прикреплено к наконечнику элемента 12В абразивной обработки или прикреплено к валу 18В, к которому также прикреплен элемент 12В абразивной обработки.
[0049] В показанном варианте реализации настоящего изобретения каждое зубчатое колесо G16, G12A, G12B представляет собой ведущее зубчатое колесо или коническое зубчатое колесо, а зубья, размещенные вдоль него, выполнены в виде прямых зубьев, проходящих в радиальном направлении наружу относительно оси поворота зубчатого колеса. В других вариантах реализации настоящего изобретения каждое зубчатое колесо может быть выполнено в виде любого другого зубчатого колеса, известного специалистам в данной области техники, включая, например, цилиндрическое зубчатое колесо с прямыми зубьями и гипоидное зубчатое колесо. Кроме того, любое используемое зубчатое колесо может содержать любой тип зубьев, включая, например, нарезанные под прямым углом зубья, винтовые зубья или спиральные зубья. В дополнение к показанным зубчатым колесам G16, G12A, G12B могут быть использованы и другие зубчатые колеса, включая, например, редукторы. Наконец, совершенно понятно, что другие средства передачи движущих сил могут быть использованы для передачи движущих сил к элементам 12A, 12B абразивной обработки, такие, например, как ремни, цепи и звездочки. Соединительная муфта может также быть использована для вынуждения к передаче или для прерывания передачи движущих сил к элементам 12A, 12B абразивной обработки. В показанных вариантах реализации настоящего изобретения источник 20 движущей силы может представлять собой любые средства выработки движущей силы, как описано в связи с источниками 20А, 20В движущей силы. Совершенно понятно, что пара элементов абразивной обработки с зубчатыми колесами, как показано на фиг.3, может быть выполнена с возможностью отделения от двигателя и образования дополнительного приспособления к ручному приспособлению. Например, такое дополнительное приспособление может быть выполнено в виде дополнительного приспособления к поворотному пневматическому ручному приспособлению, причем приспособление содержит пневматический двигатель.
[0050] Поскольку вариант реализации изобретения, описанный в связи с фиг.3, не содержит средств регулирования крутящего момента или скорости поворота одного элемента абразивной обработки относительно другого элемента, может быть использована дифференциальная передача со средствами торможения, как схематически показано на фиг.4. В одном альтернативном варианте реализации изобретения ведущий вал 16 с ведущим зубчатым колесом G16 входит в зацепление с дифференциальной передачей, в целом обозначенной позицией 70. Дифференциальная передача 70 представляет собой открытую дифференциальную передачу и обычно содержит кольцевое зубчатое колесо 72 с корпусом 74, прикрепленным вдоль кольцевого зубчатого колеса. Корпус 74 содержит пару противостоящих зубчатых колес 76A, 76B, каждое из которых размещено вдоль неподвижной опоры 75. Корпус 74 размещен вдоль центральной части зубчатого колеса 72 таким образом, что противолежащие зубчатое колесо G12A первого элемента абразивной обработки и зубчатое колесо G12B второго элемента абразивной обработки размещены между каждым из ведущих зубчатых колес 76A, 76B корпуса. На фиг.4A для большей ясности показан вид сбоку корпуса 74 вместе с зубчатыми колесами 72 и G12A.
[0051] В показанном варианте реализации настоящего изобретения выходной вал 73 зубчатого колеса 72 совершает поворот в том же самом направлении, что и вал 18B. Для выполнения элементов 12A, 12B абразивной обработки с противоположными направлениями поворота предусмотрены средства для выполнения обратного направления поворота вала 18A. В показанном варианте реализации настоящего изобретения средства для выполнения обратного направления поворота вала 18A относительно вала 18B содержат ведущее зубчатое колесо 80, прикрепленное к валу 73, причем ведущее зубчатое колесо 80 выполнено с возможностью зацепления с промежуточным зубчатым колесом 82, представляющим собой второе ведущее зубчатое колесо, которое в свою очередь входит в зацепление с зубчатым колесом 84, прикрепленным вдоль вала 18A, что, тем самым, вынуждает вал 18A совершать поворот в направлении, противоположном направлению поворота вала 18B. Совершенно понятно, что в качестве альтернативы могут быть использованы любые другие средства для выполнения поворота элементов 12A, 12B абразивной обработки в противоположных направлениях, известные специалистам в данной области техники. Кроме того, совершенно понятно, что показанные на фиг.3, 4-4B варианты реализации настоящего изобретения представляют собой лишь примеры конфигурации зубчатых колес, обеспечивающие возможность поворота элементов 12A, 12B абразивной обработки в противоположных направлениях, и совершенно понятно, что может быть использована любая другая конфигурация зубчатых колес или других средств, обеспечивающих поворот элементов абразивной обработки, известная специалистам в данной области техники.
[0052] При работе при управлении зубчатым колесом 72 корпус 74 выполняет поворот вместе с зубчатым колесом. Это вынуждает оба зубчатых колеса G12A, G12b элементов абразивной обработки выполнять поворот в том же направлении, что и зубчатое колесо 72, а ведущие зубчатые колеса 76A, 76B корпуса 74 позволяют зубчатым колесам G12A, G12b элементов выполнять поворот с различными скоростями, но при одинаковом крутящем моменте. В конечном счете зубчатое колесо G12A поворачивает зубчатое колесо 84 в противоположном направлении посредством зубчатых колес 80, 82, но при тех же значениях крутящего момента и скорости, если только конструкция зубчатых колес 80, 82 не изменена для выполнения другого (или если только дополнительные зубчатых колеса не использованы для уменьшения или увеличения значения крутящего момента или скорости поворота). Следовательно, при возникновении ситуации, в которой один из элементов 12A, 12B абразивной обработки совершает поворот быстрее, чем другой, тормоз 78 может быть использован для замедления совершающего более быстрый поворот элемента абразивной обработки. Это позволяет увеличить крутящий момент, что может быть полезным для улучшения операций по абразивной обработке и возможностей элемента абразивной обработки с более медленным поворотом. Могут быть использованы любые известные средства торможения, известные специалистам в данной области техники. Например, тормоз 78 может содержать тормозной суппорт 79A, активирующий одну или несколько тормозных колодок 79B для зацепления или расцепления тормозного диска. Такой диск может представлять собой любой известный диск или ротор, предназначенный для зацепления с колодками 79B, и может представлять собой диск 44, связанный с датчиком 42 скорости или диск, независимый от датчика 42 скорости. Тормозной суппорт, колодки и диск могут быть выполнены из любого подходящего материала. Средства 78 торможения могут быть управляемы автоматически посредством программируемого логического управляющего устройства 60 и могут входить в зацепление при достижении необходимой разницы значений скоростей поворота и выходить из зацепления при достижении необходимой разницы значений скоростей поворота, причем такая необходимая разность может быть равна нулю, почти равна нулю или составлять любую другую необходимую разность значений скорости поворота. Вместо расцепления тормоза после достижения необходимой разницы значений скорости поворота, тормоз может быть расцеплен при достижении необходимого значения крутящего момента. В других вариантах реализации настоящего изобретения тормоз может быть выведен из зацепления при достижении необходимой разницы значений крутящего момента между элементами 12A, 12B абразивной обработки. Разность значений скорости поворота может быть определена посредством размещения датчика 42 скорости поворота (как в целом описано выше) относительно каждого элемента 12A, 12B абразивной обработки для измерения, например, скорости поворота соответствующего элемента 12A, 12B абразивной обработки или вала 18A, 18B. На фиг.4B для большей ясности показан вид сбоку датчика 42 скорости и тормоза 78. Крутящий момент может быть измерен датчиком крутящего момента (как в целом описано выше), размещенным вместе с соответствующим элементом 12A, 12B абразивной обработки. В качестве альтернативы средства торможения могут быть с ручным управлением. Вместо использования средств торможения может быть использована дифференциальная передача с повышенным внутренним трением и захватами, гарантирующая, что крутящий момент не будет потерян при увеличенной скорости поворота одного колеса абразивной обработки. Совершенно понятно, что вместо дифференциальной передачи 70 могут быть использованы любые известные специалистам в данной области техники средства, обеспечивающие возможность каждому элементу абразивной обработки совершать поворот с различными скоростями (также называемыми дифференциальными средствам). Кроме того, вместо использования тормозов или дифференциальной передачи с пробуксовкой могут быть использованы любые известные средства, позволяющие каждому элементу абразивной обработки быть управляемым с различными крутящими моментами.
[0053] Хотя настоящее изобретение было описано со ссылками на определенные варианты реализации, следует подразумевать, что такое описание представляет собой лишь иллюстрацию и не предназначено для введения ограничений. В соответствии с этим объем и суть настоящего изобретения должны быть определены только содержанием приложенных пунктов формулы изобретения.
Реферат
Изобретение относится к способу и устройству для абразивной обработки поверхности шины. Устройство содержит корпус, рукоятку и два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, каждый из которых имеет ось поворота, проходящую в боковом направлении поперек устройства. Указанные элементы расположены на конкретном расстоянии друг от друга в боковом направлении относительно устройства. Каждый из указанных двух элементов абразивной обработки имеет поверхность абразивной обработки, образованную по меньшей мере одним внешним диаметром и проходящую в осевом направлении относительно оси поворота элемента абразивной обработки. Каждое устройство абразивной обработки содержит вал, на котором размещен элемент абразивной обработки, а каждый из валов выполнен с возможностью приведения его в действие посредством источника движущей силы. Осуществляют прием сигнала от каждого датчика, расположенного в конкретном положении вдоль приводной системы одного элемента из двух элементов абразивной обработки для измерения скорости поворота. В результате обеспечивается улучшение и упрощение управления абразивной обработкой шины. 2 н. и 17 з.п. ф-лы, 14 ил.
Формула
корпус,
рукоятку с поверхностью захвата, выполненную с возможностью захвата пользователем для ручного манипулирования устройством для абразивной обработки для абразивной обработки поверхности шины,
два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, которые функционально прикреплены к корпусу, каждый из которых имеет ось поворота, проходящую сбоку в боковом направлении корпуса с обеспечением по меньшей мере частичного пересечения осей поворота каждого из указанных двух элементов абразивной обработки, и которые расположены на конкретном расстоянии друг от друга в указанном боковом направлении относительно устройства, причем
каждый из указанных двух элементов абразивной обработки имеет кольцевую поверхность абразивной обработки и выполнен с возможностью приведения в действие посредством одного источника движущей силы, имеющего функциональную связь с каждым из указанных двух элементов абразивной обработки для передачи им движущих сил.
центральная линия пересекает каждую ось поворота.
два датчика крутящего момента, один из которых расположен в конкретном месте вдоль приводной системы, соответствующей одному из указанных двух элементов абразивной обработки, и выдает выходной сигнал датчика, представляющий собой функцию от крутящего момента в конкретном положении,
управляющее устройство, содержащее процессор и запоминающее устройство, сохраняющее считываемые процессором инструкции, содержащие
инструкции приема для приема сигнала от каждого датчика,
инструкции вычисления для вычисления разницы между измеренными крутящими моментами для каждого элемента абразивной обработки,
инструкции регулирования для регулирования крутящего момента по меньшей мере одного из указанных двух элементов абразивной обработки для уменьшения разницы между измеренными крутящими моментами до значения, равного или меньшего заданного максимально допустимого значения разницы крутящих моментов, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы крутящих моментов.
содержащее
два датчика скорости поворота, один из которых расположен в конкретном положении вдоль приводной системы, соответствующей одному из указанных двух элементов абразивной обработки, и выдает выходной сигнал датчика, представляющий собой функцию от скорости поворота в конкретном положении,
управляющее устройство, содержащее процессор и запоминающее устройство, сохраняющее считываемые процессором инструкции, содержащие
инструкции приема для приема сигнала от каждого датчика,
инструкции вычисления для вычисления разницы между измеренными скоростями поворота для каждой приводной системы,
инструкции регулирования для регулирования скорости поворота по меньшей мере одного из указанных двух элементов абразивной обработки для уменьшения разницы между измеренными скоростями поворота до значения, равного или меньшего заданного максимально допустимого значения разницы скоростей поворота, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы скоростей поворота.
дифференциальную передачу, расположенную между источником движущей силы и каждым из указанных двух элементов абразивной обработки.
направляющий элемент, расположенный соосно с каждым элементом абразивной обработки и имеющий по меньшей мере одну поверхность для взаимодействия с шаблоном абразивной обработки, причем
средства для регулирования осевого положения каждого элемента абразивной обработки дополнительно выполнены с возможностью регулирования осевого положения каждого направляющего элемента одновременно с регулированием каждого элемента абразивной обработки.
обработку шины, содержащей
два борта, расположенных в осевом направлении на расстоянии друг от друга вдоль оси поворота указанной шины,
внешнюю открытую поверхность, проходящую между каждыми двумя бортами шины и содержащую поверхность протектора, проходящую кольцеобразно вокруг оси поворота шины, и
внутреннюю открытую поверхность, расположенную между каждыми двумя бортами шины и кольцеобразно вокруг оси поворота шины, причем внутренняя открытая поверхность расположена на расстоянии от наружной поверхности, равном толщине шины,
использование устройства для абразивной обработки, содержащего
два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки, каждый из которых имеет ось поворота, в целом проходящую сбоку поперек устройства, и которые расположены на конкретном расстоянии друг от друга в боковом направлении относительно устройства, причем
каждый из указанных двух элементов абразивной обработки имеет кольцевую поверхность абразивной обработки и выполнен с возможностью приведения в действие посредством одного источника движущей силы,
вставку устройства для абразивной обработки по меньшей мере частично между бортами шины для взаимодействия с внутренней открытой поверхностью шины с указанными двумя элементами абразивной обработки, и
абразивное удаление материала с внутренней поверхности шины посредством упомянутого устройства для абразивной обработки путем формирования двух параллельных истираний, проходящих в продольном направлении вдоль внутренней открытой поверхности шины.
прием сигнала от каждого датчика, расположенного в конкретном положении вдоль приводной системы одного из указанных двух элементов абразивной обработки для измерения крутящего момента, причем сигнал создан посредством датчика как функция от крутящего момента, действующего в конкретном положении,
вычисление разницы между измеренными крутящими моментами для каждого элемента абразивной обработки,
регулирование крутящего момента по меньшей мере одного из указанных двух элементов абразивной обработки для уменьшения разницы между измеренными крутящими моментами до значения, равного или меньшего заданного максимально допустимого значения разницы крутящих моментов, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы крутящих моментов.
прием сигнала от каждого датчика, расположенного в конкретном положении вдоль приводной системы одного из указанных двух элементов абразивной обработки для измерения скорости поворота, причем сигнал создан датчиком как функция от скорости поворота, действующей в конкретном положении,
вычисление разницы между измеренными скоростями поворота для каждого элемента абразивной обработки,
регулирование скоростей поворота по меньшей мере одного из указанных двух элементов абразивной обработки для уменьшения разницы между измеренными скоростями поворота до значения, равного или меньшего заданного максимально допустимого значения разницы скоростей поворота, если рассчитанное значение разницы превышает заданное максимально допустимое значение разницы скоростей поворота.
тормоз расположен между дифференциальной передачей и каждым элементом абразивной обработки, а этап регулирования скорости поворота включает определение элемента абразивной обработки с более быстрым поворотом на основании этапа вычисления и
последующее приведение в действие тормоза, связанного с элементом абразивной обработки с более быстрым поворотом, для уменьшения скорости поворота этого элемента абразивной обработки с более быстрым поворотом.
каждый из указанных двух элементов абразивной обработки выполнен с возможностью приведения его в действие посредством одного источника движущей силы, имеющего функциональную связь с каждым из указанных двух элементов абразивной обработки для передачи им движущих сил.
устройство для абразивной обработки выполнено в виде ручного приспособления, дополнительно содержащего
корпус,
рукоятку с поверхностью захвата, выполненную с возможностью захвата пользователем для ручного манипулирования устройством для абразивной обработки поверхности шины, причем
два совершающих поворот в противоположных направлениях ведомых элемента абразивной обработки функционально прикреплены к корпусу, а
каждый из указанных двух элементов абразивной обработки имеет ось поворота, проходящую сбоку в продольном направлении корпуса с обеспечением по меньшей мере пересечения осей поворота каждого из указанных двух элементов абразивной обработки.
Комментарии