Формованный нетканый материал - RU2723824C1
Код документа: RU2723824C1
Чертежи





































Описание
ОБЛАСТЬ ТЕХНИЧЕСКОГО ПРИМЕНЕНИЯ
Настоящее изобретение относится к формованным трехмерным нетканым материалам и изделиям, изготовленным из формованных трехмерных нетканых материалов.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Нетканые материалы используются в различных сферах применения, включая абсорбирующие изделия для личной гигиены, предметы одежды, средства для медицинского применения и средства для очистки. Нетканые изделия для личной гигиены включают в себя предметы ухода за младенцами, такие как подгузники, предметы для ухода за детьми, такие как трусики для приучения к горшку, предметы женской гигиены, такие как гигиенические прокладки и предметы для ухода за взрослыми, такие как изделия для страдающих недержанием, урологические прокладки и трусы. Нетканые предметы одежды включают в себя защитную спецодежду и медицинскую одежду, такую как хирургические халаты. Другие нетканые средства для медицинского применения включают в себя нетканые перевязочные материалы и хирургические повязки. Средства для очистки из нетканых материалов включают в себя полотенца и салфетки. Кроме того, хорошо известны и другие виды применения нетканых материалов. Приведенный выше список не является исчерпывающим.
Различные свойства нетканых материалов определяют пригодность нетканых материалов для различных областей применения. Нетканые материалы можно спроектировать таким образом, чтобы они имели различные комбинации свойств для удовлетворения различных потребностей. Переменные свойства нетканых материалов включают в себя свойства работы с жидкостями, такие как смачиваемость, распределение и абсорбирующая способность, прочностные характеристики, например, прочность при растяжении и прочность на разрыв, свойства мягкости, свойства долговечности, такие как прочность на истирание, и эстетические свойства. Физическая форма нетканого материала также влияет на функциональность и эстетические свойства нетканого материала. Нетканые материалы изначально изготавливают в виде листов, которые при укладке на плоскую поверхность могут иметь по существу плоскую поверхность, лишенную характерных особенностей поверхность или могут иметь множество особенностей поверхности, таких как отверстие или выступы, либо оба варианта. Нетканые материалы с отверстиями или выступами часто называют трехмерными формованными неткаными материалами. Настоящее описание относится к трехмерным формованным нетканым материалам.
Несмотря на предшествующие достижения в области нетканых материалов, остается потребность в улучшенных нетканых материалах с трехмерными элементами поверхности.
Кроме того, остается потребность в процессах и оборудовании для производства улучшенных нетканых материалов с трехмерными элементами поверхности.
Кроме того, остается потребность в изделиях, включая абсорбирующие изделия, изготовленные с использованием улучшенных нетканых материалов с трехмерными элементами поверхности.
Кроме того, остается потребность в абсорбирующих изделиях, изготовленных с использованием нетканых материалов, имеющих характеристики трехмерной поверхности, которые при этом могут быть упакованы в сжатом виде при сведении к минимуму потерь трехмерных элементов поверхности при вскрытии упаковки.
Кроме того, остается потребность в абсорбирующих изделиях, изготовленных с использованием мягких нетканых материалов, скрепленных прядением, имеющих трехмерные элементы поверхности, у которых при применении снижаются свойства взлохмачивания.
Кроме того, остается потребность в улучшенных нетканых материалах, имеющих трехмерные элементы поверхности и физическую целостность в сочетании с мягкостью, как измерено с помощью анализатора мягкости ткани, продаваемого компанией Emtec Electronic GmbH.
Кроме того, остается потребность в улучшенных нетканых материалах, имеющих трехмерные элементы поверхности с микрозонами и физическую целостность, в сочетании с тем, что по меньшей мере одна область микрозоны является гидрофобной, а другая область той же микрозоны является гидрофильной.
Кроме того, остается потребность в упаковках абсорбирующих изделий, содержащих мягкие нетканые материалы, которые имеют уменьшенную высоту стопки в пакете по сравнению с обычными упаковками абсорбирующих изделий, таким образом, упаковки удобны для обращения и хранения лицами, осуществляющими уход, и, таким образом, для производителей доступны низкие затраты на распространение без потери эстетичности, абсорбирующей способности или мягкости данного абсорбирующего изделия.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Описан нетканый материал. Нетканый материал может включать первую поверхность и вторую поверхность и визуально различимый узор из трехмерных элементов на одной из первой или второй поверхности. Каждый из трехмерных элементов может образовывать микрозону, содержащую первую область и вторую область. Первая и вторая области могут иметь различие в значениях интенсивного свойства, причем интенсивное свойство представляет собой одно или более из толщины, поверхностной плотности или объемной плотности, и причем в по меньшей мере одной из микрозон первая область имеет угол смачивания более чем 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе, а вторая область имеет время впитывания влаги менее чем 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На ФИГ. 1 представлена фотография примера настоящего описания.
На ФИГ. 2 представлена фотография примера настоящего описания.
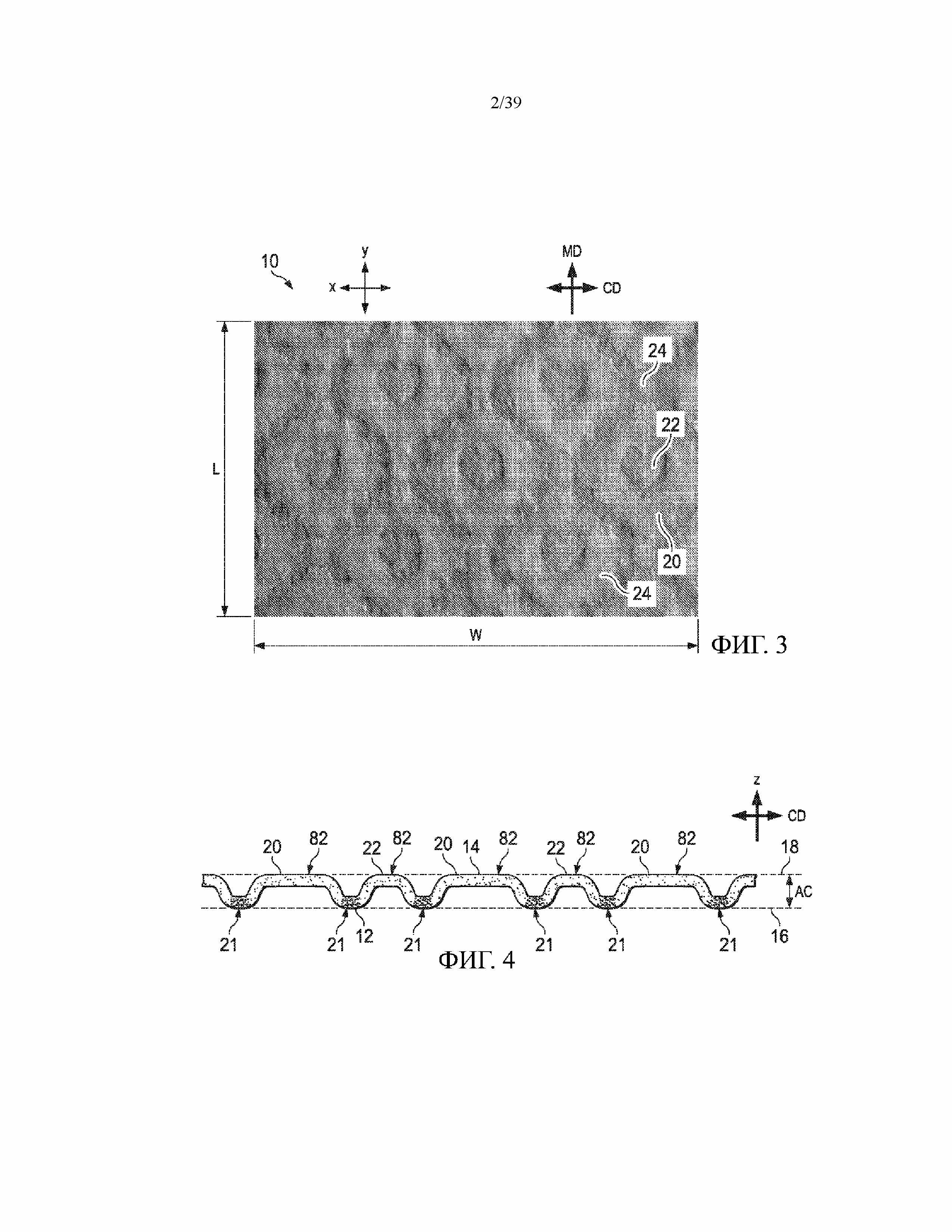
На ФИГ. 3 представлена фотография примера настоящего описания.
На ФИГ. 4 показан вид в поперечном сечении части материала настоящего описания, как показано на ФИГ. 1.
На ФИГ. 5А представлено схематичное изображение, иллюстрирующее поперечное сечение нити, изготовленной с использованием первичного компонента А и вторичного компонента В, расположенных рядом друг с другом.
На ФИГ. 5В представлено схематичное изображение, иллюстрирующее поперечное сечение нити, изготовленной с использованием первичного компонента А и вторичного компонента В, расположенных эксцентричным образом в оболочке/сердцевине.
На ФИГ. 5С представлено схематичное изображение, иллюстрирующее поперечное сечение нити, изготовленной с использованием первичного компонента А и вторичного компонента В, расположенных концентрическим образом в оболочке/сердцевине.
На ФИГ. 6 представлен вид в перспективе фотографии трехслойного двухкомпонентного волокна.
На ФИГ. 7 представлено схематичное изображение устройства для изготовления материала настоящего описания.
На ФИГ. 8 представлена деталь части устройства для соединения части материала настоящего описания.
На ФИГ. 9 представлена дополнительная деталь части устройства для соединения части материала настоящего описания.
На ФИГ. 10 представлена деталь части устройства для необязательного дополнительного соединения части материала настоящего описания.
На ФИГ. 11 представлена фотография примера настоящего описания.
На ФИГ. 12 представлена фотография части формирующего ленточного конвейера, используемого в настоящем описании.
На ФИГ. 13 представлен вид в поперечном сечении части формирующего ленточного конвейера, показанного на ФИГ. 12.
На ФИГ. 14 представлено изображение части маски, используемой для изготовления формирующего ленточного конвейера, показанного на ФИГ. 12.
На ФИГ. 15 представлено изображение части маски, используемой для изготовления формирующего ленточного конвейера, показанного на ФИГ. 16.
На ФИГ. 16 представлена фотография части формирующего ленточного конвейера, используемого в настоящем описании.
На ФИГ. 17 представлено изображение части маски, используемой для изготовления формирующего ленточного конвейера, показанного на ФИГ. 18.
На ФИГ. 18 представлена фотография части формирующего ленточного конвейера, используемого в настоящем описании.
На ФИГ. 19 представлена фотография части формирующего ленточного конвейера, используемого в настоящем описании.
На ФИГ. 20 представлено изображение маски, используемой для изготовления формирующего ленточного конвейера, показанного на ФИГ. 19.
На ФИГ. 21 представлена фотография материала настоящего описания, изготавливаемого на формирующем ленточном конвейере, показанном на ФИГ. 19.
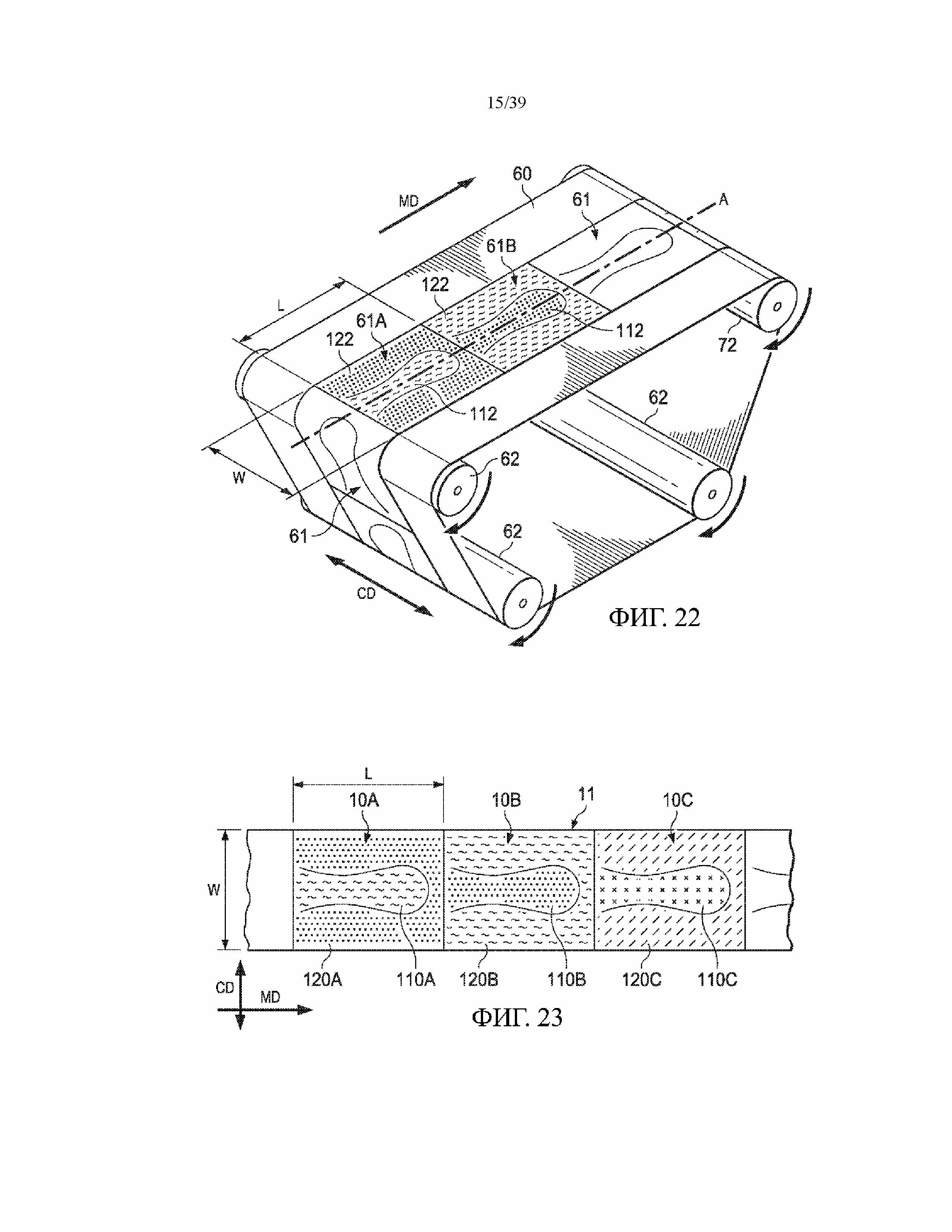
На ФИГ. 22 представлен схематичный вид в перспективе формирующего ленточного конвейера настоящего описания.
На ФИГ. 23 представлен вид в горизонтальной проекции нетканой подложки, включающей нетканые материалы настоящего описания.
На ФИГ. 24 представлен вид в горизонтальной проекции нетканой подложки, включающей нетканые материалы настоящего описания.
На ФИГ. 25А представлен вид в горизонтальной проекции материала настоящего описания с частями, удаленными для измерения локальной поверхностной плотности.
На ФИГ. 25В представлен вид в горизонтальной проекции материала настоящего описания с частями, удаленными для измерения локальной поверхностной плотности.
На ФИГ. 26 представлено графическое изображение изменения в поперечном направлении поверхностной плотности в материале, паскрытом в настоящем описании.
На ФИГ. 27 представлен схематичный вид упаковки настоящего описания.
На ФИГ. 28 представлен вид в горизонтальной проекции абсорбирующего изделия настоящего описания.
На ФИГ. 29 представлен вид в горизонтальной проекции абсорбирующего изделия настоящего описания.
На ФИГ. 30 представлен вид в поперечном сечении секции 29-29, представленной на ФИГ. 28.
На ФИГ. 31 представлен вид в горизонтальной проекции абсорбирующего изделия настоящего описания.
На ФИГ. 32 представлен вид в поперечном сечении секции 32-32, представленной на ФИГ. 31.
На ФИГ. 33 представлен вид в горизонтальной проекции абсорбирующего изделия настоящего описания.
На ФИГ. 34 представлен вид в поперечном сечении секции 34-34, представленной на ФИГ. 33.
На ФИГ. 35 представлен вид в поперечном сечении секции 35-35, представленной на ФИГ. 33.
На ФИГ. 36 представлена фотография примера настоящего описания.
На ФИГ. 37 представлена фотография примера настоящего описания.
На ФИГ. 38 представлена фотография примера настоящего описания.
На ФИГ. 39 представлена фотография поперечного сечения примера, представленного на ФИГ. 38.
НА ФИГ. 40 на снимке микро-КТ представлен вид в перспективе примера настоящего описания.
НА ФИГ. 41 на снимке микро-КТ представлен вид в перспективе примера настоящего описания.
На ФИГ. 42 на снимке микро-КТ представлено поперечное сечение примера, показанного на ФИГ. 40 и 41.
На ФИГ. 43 на снимке микро-КТ представлен вид в горизонтальной проекции примера, показанного на ФИГ. 40 и 41.
На ФИГ. 44 показано графическое изображение различных преимуществ описанного в настоящем документе изобретения.
На ФИГ. 45 представлена фотография части примера настоящего описания.
На ФИГ. 46 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 47 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 48 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 49 представлена фотография поперечного сечения примера, показанного на ФИГ. 47 и 48.
На ФИГ. 50 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 51 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 52 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 53 представлена фотография части примера описанного в настоящем документе изобретения.
На ФИГ. 54 на снимке микро-КТ представлен вид в горизонтальной проекции примера, показанного на ФИГ. 40 и 41, который подвергали дополнительной обработке.
На ФИГ. 55 показано графическое изображение различных преимуществ описанного в настоящем документе изобретения, показанного на ФИГ. 54.
На ФИГ. 56 представлено схематичное изображение устройства для изготовления материала настоящего описания.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В настоящем описании предлагается формованный нетканый материал, непосредственно сформированный на формирующем ленточном конвейере с использованием непрерывных скрепленных прядением нитей в рамках одного процесса формования. Материал настоящего описания может принимать форму, соответствующую форме формирующего ленточного конвейера. Материал настоящего описания, изготовленный на формирующем ленточном конвейере настоящего описания в соответствии со способом настоящего изобретения, может быть особенно полезным для применения в изделиях для личной гигиены, предметах одежды, медицинских изделиях и средствах для очистки. Формованный нетканый материал может быть проницаемым для текучей среды для применения в качестве нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для подгузника, или же нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для гигиенической прокладки, нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для урологических прокладок или трусов для пациентов с недержанием у взрослых или ткани для мытья пола.
Полезные свойства нетканого материала будут описаны в некоторых вариантах осуществления в настоящем документе в контексте общей площади нетканого материала. Общая площадь может представлять собой область, определяемую размерами, подходящими для определенных сфер применения, для которых различные характеристики изобретения обеспечивают полезные свойства. Например, общая площадь материала может представлять собой общую площадь материала, имеющего размеры, подходящие для применения в качестве нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для подгузника или нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для гигиенической прокладки, нетканого материала верхнего слоя, внешнего слоя, накопительного слоя, распределяющего слоя или слоя другого компонента для урологических прокладок или трусов для пациентов с недержанием у взрослых или ткани для мытья пола. Таким образом, общая площадь может быть основана на размерах ширины и длины в диапазоне от 3 см до 50 см в ширину и от 10 см до 100 см в длину, в результате чего получается общая площадь от 30 см2 до 500 см2. Вышеупомянутые диапазоны включают в себя четко обозначенный каждый целочисленный размер в границах диапазона. В качестве примера общая площадь 176 см2, определенная с использованием ширины 11 см и длины 16 см, описывается в вышеуказанных диапазонах. Как будет понятно из приведенного в настоящем документе описания, общая площадь формованного нетканого материала может быть меньше площади полотна нетканого материала, частью которого она является при коммерческом производстве. Таким образом, в данном коммерчески изготовленном полотне нетканого материала может быть множество формованных нетканых материалов изобретения, причем каждый из формованных нетканых материалов изобретения имеет общую площадь, которая меньше площади полотна, на основе которого он изготавливается.
Фотографии репрезентативных примеров формованных нетканых материалов 10 показаны на ФИГ. 1-3. Формованный нетканый материал 10 может представлять собой нетканую подложку, скрепленную прядением, которая имеет первую поверхность 12 и вторую поверхность 14. На ФИГ. 1-3 вторая поверхность 14 обращена стороной для просмотра и противоположна первой поверхности 12, которую не видно на ФИГ. 1-3, но она показана на ФИГ. 4. Термин «поверхность» используется в широком смысле в качестве ссылки на две стороны полотна для описательных целей и не предназначен для заключения о какой-либо необходимой ровности или гладкости. Хотя формованный нетканый материал 10 является мягким и гибким, он будет описан в уплощенном состоянии в контексте одной или более плоскостей X-Y, параллельных уплощенному состоянию, которые при этом соответствуют в технологии изготовления полотна плоскости поперечного направления в машине (CD) и направления обработки (MD) соответственно, как показано на ФИГ. 1-3. Длина (L) в MD и ширина (W) в CD определяют общую площадь А для нетканого материала 10. Как показано на ФИГ. 4, которая представляет собой вид в поперечном сечении части нетканого материала 10, показанного на ФИГ. 1 для описательных целей, описаны трехмерные элементы формованного нетканого материала как проходящего наружу в направлении Z от плоскости X-Y первой поверхности 16 (см. ФИГ. 4). В одном варианте осуществления максимальный размер трехмерных элементов в направлении Z может определять максимальное расстояние между плоскостью первой поверхности 16 и плоскостью X-Y второй поверхности 18, причем это расстояние можно измерить как средний размер АС нетканого материала 10.
Средний размер можно определить с помощью оптических бесконтактных средств или можно определить с помощью приборов, включая находящиеся на расстоянии друг от друга плоские пластины, которые измеряют размер нетканого материала, размещенного между ними под заданным давлением. Необязательно, чтобы все трехмерные элементы имели одинаковый максимальный размер в направлении Z, однако множество трехмерных элементов может иметь по существу одинаковый максимальный размер в направлении Z, определяемый процессом укладки волокон и свойствами описанного ниже формирующего ленточного конвейера.
Примеры материалов, которые показаны на ФИГ. 1-4, а также других материалов, описанных в настоящем документе, являются проницаемыми для текучей среды. В одном варианте осуществления весь материал можно считать проницаемым для текучей среды. В одном варианте осуществления проницаемыми для текучей среды могут быть области или зоны (которые описаны ниже). Под «проницаемым для текучей среды» в настоящем документе применительно к материалу понимается, что материал имеет по меньшей мере одну зону, пропускающую жидкость в условиях эксплуатации потребительского продукта. Например, при использовании в качестве верхнего слоя в одноразовом подгузнике материал может иметь по меньшей мере одну зону, в которой уровень проницаемости для текучей среды позволяет моче, жидкому калу, менструальной жидкости или любым другим физиологическим выделениям проходить к нижележащей абсорбирующей сердцевине. В настоящем документе под «проницаемым для текучей среды» применительно к области понимается, что область имеет пористую структуру, обеспечивающую пропускание жидкости.
Как показано на ФИГ. 1-4, нетканый материал 10 может иметь регулярный, повторяющийся узор множества дискретных, распознаваемых различных трехмерных элементов, включая первый трехмерный элемент 20, второй трехмерный элемент 22 и третий трехмерный элемент 24, как показано на ФИГ. 2 и 3. Например, на ФИГ. 1 сердцевидный первый трехмерный элемент 20 распознаваемо отличается от более мелкого второго трехмерного элемента 22, который обычно имеет треугольную форму. Распознаваемые различия могут быть визуальными, такими как распознаваемые разные размеры и/или формы.
Трехмерные элементы нетканого материала 10 можно образовать путем укладки, например кардования, воздушной укладки, прядения из раствора или прядения из расплава волокон, непосредственно на формирующем ленточном конвейере, имеющем узор соответствующих трехмерных элементов. В некотором смысле нетканый материал 10 формуют методом литья на формирующем ленточном конвейере, который определяет формы трехмерных элементов материала 10. Однако, важно, что, как описано в настоящем документе, с помощью устройства и способа изобретения производят такой нетканый материал 10, который помимо принятия формы формирующего ленточного конвейера благодаря характеристикам формирующего ленточного конвейера и устройства для формирования ткани получает полезные свойства для применения в изделиях для личной гигиены, предметах одежды, медицинских изделиях и средствах для очистки. В частности, из-за особенностей формирующего ленточного конвейера и других элементов устройства, как описано ниже, трехмерные элементы нетканого материала 10 имеют интенсивные свойства, которые могут отличаться между первой и второй областью в пределах микрозоны (более подробно описано ниже) или между элементами, чтобы обеспечивались полезные свойства нетканого материала 10 при использовании в изделиях для личной гигиены, предметах одежды, медицинских изделиях и средствах для очистки. Например, первый трехмерный элемент 20 может иметь поверхностную плотность или плотность, которые отличаются от поверхностной плотности или плотности второго трехмерного элемента 22, и они оба могут иметь поверхностную плотность или плотность, которые отличаются от поверхностной плотности или плотности третьего трехмерного элемента 24, обеспечивая полезные эстетические и функциональные свойства, связанные с накоплением, распределением и/или поглощением текучей среды в подгузниках или гигиенических прокладках.
Считается, что различие в интенсивных свойствах между различными трехмерными элементами нетканого материала 10 обусловлено распределением и уплотнением волокон, которые возникают в результате применения устройства и способа, которые описаны ниже. Распределение волокон происходит во время процесса укладки волокон, в отличие, например, от следующего за изготовлением процесса, такого как гидроспутывание или тиснение. Поскольку волокна могут свободно перемещаться во время процесса, такого как процесс прядения из расплава, при движении, определяемом характером элементов и проницаемостью для воздуха формирующего ленточного конвейера и другими параметрами обработки, считается, что волокна являются более стабильными и окончательно формируются в нетканом материале 10.
Как можно увидеть на ФИГ. 1-3 и как понятно из описания, представленного в настоящем документе, различные трехмерные элементы могут быть связаны визуально различимыми областями (по отношению к внутренней части трехмерного элемента), которые могут иметь форму замкнутой фигуры (например, форму сердца, показанную на ФИГ. 1 и 3, и ромбовидную форму, показанную на ФИГ. 2 и 3). Замкнутая фигура может быть криволинейной замкнутой фигурой, такой как форма сердца, показанная на ФИГ. 1 и 3. Контурные визуально различимые области могут представлять собой области нетканого материала 10, которые ближе всего расположены смежно в направлении Z к первой поверхности 12, такие как области 21, как показано на ФИГ. 4, которые могут по меньшей мере частично находиться в первой плоскости 16, когда она находится в уплощенном состоянии, или на ней. Например, как показано на ФИГ. 1, первый трехмерный элемент 20 имеет форму сердца, и, как указано в качестве одного примера первого трехмерного элемента 20А, определяется криволинейным замкнутым элементом в форме сердца. Криволинейный элемент можно понимать как линейный элемент, имеющий в любой точке своей длины тангенциальный вектор V, причем замкнутая форма является такой, что тангенциальный вектор V имеет как MD, так и CD компоненты, которые изменяют значения более чем на 50% длины линейного элемента замкнутой фигуры. Конечно, фигура не должна быть полностью замкнута на 100%, но линейный элемент может иметь разрывы, которые не отвлекают от общего впечатления от замкнутой фигуры. Как описано ниже в контексте формирующего ленточного конвейера, визуально различимый контурный криволинейный замкнутый элемент в форме сердца образуют с помощью соответствующего замкнутого выступающего элемента в форме сердца на формирующем ленточном конвейере, чтобы сделать замкнутую фигуру сердца на материале 10. В повторяющемся узоре отдельные формы (в случае первого трехмерного элемента, показанного на ФИГ. 1, форма сердца) могут создавать эстетически приятные мягкие пушистые элементы по общей площади OA второй поверхности 14 материала 10. В варианте осуществления, в котором нетканый материал 10 используется в качестве верхнего слоя для подгузника или гигиенической прокладки, вторая поверхность 14 нетканого материала 10 может быть обращена к телу для обеспечения превосходных эстетических и эксплуатационных преимуществ, связанных с мягкостью, сопротивлением при сжатии и поглощением текучей среды.
В частности, без привязки к теории считается, что в регулярном повторяющемся узоре замкнутых трехмерных элементов, показанных на ФИГ. 1-3, размеры различных элементов, средняя поверхностная плотность всего материала 10 по его общей площади и другие описанные ниже параметры обработки, которые определяют различные интенсивные свойства, способствуют благотворному улучшению восстановления сжатия. Считается, что множество относительно близко расположенных, относительно небольших и относительно мягких трехмерных элементов могут действовать как пружины, чтобы противостоять сжатию и восстанавливаться после устранения сжимающего усилия. Восстановление сжатия важно в верхних слоях, внешних слоях нетканого материала, накопительных слоях, распределяющих слоях или слоях других компонентов изделий личной гигиены, например, таких как подгузники, гигиенические прокладки или урологические прокладки или трусы для пациентов с недержанием у взрослых, поскольку такие изделия обычно упаковывают и складывают в сжатом состоянии. Производители изделий для личной гигиены стремятся сохранить большую часть (если не всю) изготовленного размера для эстетических и эксплуатационных целей. Трехмерность формованных элементов обеспечивает важные эстетические преимущества благодаря внешнему виду и мягкости на ощупь, а также приятному виду шероховатых, четко определенных форм, включая очень маленькие формы, такие как маленькие сердца, показанные на ФИГ. 2. Трехмерные элементы также обеспечивают мягкость во время применения, улучшенную абсорбирующую способность, меньшую утечку и в целом улучшенный опыт применения. Однако необходимое сжатие при складывании, упаковке, транспортировке и хранении изделий личной гигиены может привести к постоянной потере размера верхнего слоя, внешнего слоя нетканых материалов, накопительных слоев, распределяющих слоев или слоев других компонентов абсорбирующего изделия, тем самым ухудшая функциональные преимущества. Авторы изобретения неожиданно обнаружили, что нетканые материалы настоящего описания в значительной степени сохраняют свои трехмерные элементы даже после упаковки методом прессования и распределения в сжатом упакованном состоянии.
Ниже в таблице 1 показаны данные восстановления сжатия для двух вариантов осуществления настоящего описания. Пример 1 соответствует нетканому материалу 10, показанному на ФИГ. 1 и изготовленному на формирующем ленточном конвейере, как описано со ссылкой на ФИГ. 12 и 14. Пример 2 соответствует нетканому материалу 10, показанному на ФИГ. 2 и изготовленному на формирующем ленточном конвейере, как описано со ссылкой на ФИГ. 15 и 16. Как видно из данных, материал 10 изобретения демонстрирует значительное преимущество в отношении восстановления сжатия при измерении с помощью испытания сжатием на долговечность. В форме упаковки абсорбирующих изделий, обладающих характеристиками восстановления сжатия настоящего описания, могут иметь уменьшенную высоту стопки в пакете, однако все же обеспечивают эстетические, абсорбирующие и преимущества и преимущества мягкости изготовленного подгузника; или создают ощущение, будто его не упаковывали методом сжатия. Настоящее изобретение предусматривает упаковки с уменьшенной высотой стопки в пакете, которые позволяют лицам, обеспечивающим уход, легко обращаться с упаковками и хранить их, а также обеспечивают производителям экономию затрат на распространение, причем они достигаются при сохранении эстетичности, абсорбирующей способности или мягкости абсорбирующего изделия.
Пример 1.
Двухкомпонентный нетканый материал, скрепленный прядением, который получали путем прядения в соотношении 50: 50 полиэтиленовой оболочки (Aspun-6850-А, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна, как показано на ФИГ. 6, которая представляет собой сделанный сканирующим электронным микроскопом (SEM) снимок, на котором показано поперечное сечение двухкомпонентного трехслойного волокна. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 12, как описано ниже со ссылкой на ФИГ. 7 и 8, при перемещении с линейной скоростью около 25 метров в минуту до средней поверхностной плотности 30 грамм на квадратный метр с повторяющимся узором сердцевидной формы, как показано на ФИГ. 1. Волокна ткани дополнительно соединяли на первой стороне 12 нагретыми уплотняющими валиками 70, 72 (описанными ниже) при температуре 130°С и наматывали на катушку на намоточной машине 75.
Пример 2.
Двухкомпонентный нетканый материал, скрепленный прядением, получали путем формования в соотношении 50: 50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна, как показано на ФИГ. 6, которая представляет собой сделанный сканирующим электронным микроскопом снимок, на котором показано поперечное сечение двухкомпонентного трехслойного волокна. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, как описано ниже со ссылкой на ФИГ. 7 и 8, при перемещении с линейной скоростью около 25 метров в минуту, чтобы образовать материал 10, имеющий среднюю поверхностную плотность 30 грамм на квадратный метр с повторяющимся узором ромбовидной формы, как показано на ФИГ. 2. Волокна ткани дополнительно соединяли на первой поверхности 12 нагретыми уплотняющими валиками 70, 72 (описаны ниже) при температуре 130°С.

Как можно видеть из таблицы 1, материал 10 изобретения сохраняет значительную часть размера после сжатия при относительно высоких значениях давления. Например, образцы примера 1 и примера 2 сохраняют более чем 70% от их первоначального среднего размера после проведения испытания сжатием на долговечность при давлении 35 кПа. Испытание сжатием на долговечность представляет собой моделирование условий, с которыми сталкивается нетканый материал, если он упакован в упаковку подгузников с высоким сжатием, а затем остаются в таком состоянии во время распределения потребителю, после чего потребитель наконец открывает упаковку.
В настоящем описании возможно использование процесса прядения волокна из расплава. При прядении волокна из расплава нет потери массы в экструдате. Прядение волокна из расплава отличается от другого способа прядения, например мокрого или сухого прядения из раствора, где растворитель удаляется путем улетучивания или диффузии из экструдата, что приводит к потере массы.
Прядение из расплава может осуществляться при температуре от около 150°С до около 280°С или в некоторых вариантах осуществления от около 190°С до около 230°С. Скорость прядения волокна может составлять более чем 100 метров/минуту, и может составлять от около 1000 до около 10000 метров/минуту, и может составлять от около 2000 до около 7000 метров/минуту, и может составлять от около 2500 до около 5000 метров/минуту. Скорость прядения может влиять на хрупкость формованного волокна, и, как правило, чем выше скорость прядения, тем меньше хрупкость волокна. Непрерывные волокна можно получать с помощью способов скрепления прядением или способов аэродинамического распыления расплава.
Нетканый материал 10 настоящего описания может включать в себя непрерывные многокомпонентные полимерные нити, содержащие первичный полимерный компонент и вторичный полимерный компонент. Нити могут быть непрерывными двухкомпонентными нитями, содержащими первичный полимерный компонент А и вторичный полимерный компонент В. Двухкомпонентные нити имеют поперечное сечение, длину и периферийную поверхность. Компоненты А и В могут быть расположены в по существу различных зонах по поперечному сечению двухкомпонентных нитей и могут непрерывно проходить вдоль длины двухкомпонентных нитей. Вторичный компонент В составляет по меньшей мере часть периферийной поверхности двухкомпонентных нитей непрерывно вдоль длины двухкомпонентных нитей. Полимерные компоненты А и В можно спрясти из расплава в многокомпонентные волокна на обычном оборудовании для прядения из расплава. Оборудование будет выбрано на основе желаемой конфигурации многокомпонентного волокна. Коммерчески доступное оборудование для прядения из расплава можно приобрести в компании Hills, Inc., расположенной в г. Мельбурн, штат Флорида. Температура для прядения находится в диапазоне от около 180°С до около 230°С. Температура обработки определяется химической природой, молекулярными массами и концентрацией каждого компонента. Двухкомпонентные нити, скрепленные прядением, могут иметь средний диаметр от около 6 до около 40 мкм и предпочтительно от около 12 до около 40 мкм.
Компоненты А и В могут быть расположены либо рядом друг с другом, как показано на ФИГ. 5А, или эксцентричным образом в оболочке/сердцевине, как показано на ФИГ. 5 В, для получения нитей, которые имеют естественную спиральную извитость. Альтернативно компоненты А и В могут быть расположены концентричным образом в оболочке/сердцевине, как показано на ФИГ. 5С. Кроме того, компоненты А и В могут быть расположены в многослойной оболочке/сердцевине, как показано на ФИГ. 6. Другие многокомпонентные нити можно получать с использованием композиций и способов настоящего описания. Двухкомпонентные и многокомпонентные нити могут быть сегментированы в виде конфигурации пирога, ленты, островов в море или любой их комбинации. Оболочка может быть непрерывной или прерывистой вокруг сердцевины. Отношение массы оболочки к сердцевине составляет от около 5:95 до около 95:5. Волокна настоящего описания могут иметь разные геометрии, которые включают в себя круглые, эллиптические, звездообразные, прямоугольные и другие различные эксцентричности.
Способы экструдирования многокомпонентных полимерных нитей в такие расположения хорошо известны специалистам в данной области.
Широкое разнообразие полимеров подходит для осуществления настоящего описания, включая полиолефины (такие как полиэтилен, полипропилен и полибутилен), полиэфиры, полиамиды, полиуретаны, эластомерные материалы и т.п. Не имеющие ограничительного характера примеры полимерных материалов, которые можно формовать в нити, включают в себя природные полимеры, такие как крахмал, производные крахмала, целлюлозу и производные целлюлозы, гемицеллюлозу, производные гемицеллюлоз, хитин, хитозан, полиизопрен (цис и транс), пептиды, полигидроксиалканоаты и синтетические полимеры, включая, без ограничений, термопластичные полимеры, такие как сложные полиэфиры, нейлоны, полиолефины, такие как полипропилен, полиэтилен, поливиниловый спирт и производные поливинилового спирта, полиакрилат натрия (материал абсорбирующего геля) и сополимеры полиолефинов, такие как полиэтилен-октен, или полимеры, содержащие мономерные смеси пропилена и этилена и биодеградируемые или компостируемые термопластичные полимеры, такие как нити из полимолочной кислоты, поливиниловый спирт, нити и поликапролактоновые нити. В одном примере термопластичный полимер, который выбирают из группы, состоящей из полипропилена, полиэтилена, полиэфира, полимолочной кислоты, полигидроксиалканоата, поливинилового спирта, поликапролактона, блок-сополимера стирол-бутадиен-стирола, блок-сополимера стирол-изопрен-стирола, полиуретана и их смесей. В другом примере термопластичный полимер выбирают из группы, состоящей из полипропилена, полиэтилена, полиэфира, полимолочной кислоты, полигидроксиалканоата, поливинилового спирта, поликапролактона и их смесей. Альтернативно полимер может содержать один, полученный из мономеров, которые получены из биологического сырья, такие как биополиэтилен или биополипропилен.
Первичный компонент А и вторичный компонент В могут быть выбраны таким образом, чтобы полученная двухкомпонентная нить обеспечивала улучшенное нетканое соединение и мягкость подложки. Первичный полимерный компонент А имеет температуру плавления ниже температуры плавления вторичного полимерного компонента В.
Первичный полимерный компонент А может содержать полиэтилен или статистический сополимер пропилена и этилена. Вторичный полимерный компонент В может содержать полипропилен или статистический сополимер пропилена и этилена. Полиэтилены включают в себя линейный полиэтилен низкой плотности и полиэтилен высокой плотности. Кроме того, вторичный полимерный компонент В может содержать добавки для усиления естественной спиральной извитости нитей, снижения температуры соединения нитей и повышения стойкости к истиранию, прочности и мягкости полученного материала.
В качестве недорогих наполнителей или вспомогательных веществ, используемых в производственном процессе, можно добавлять неорганические наполнители, такие как оксиды магния, алюминия, кремния и титана. Другие неорганические материалы включают в себя водный силикат магния, диоксид титана, карбонат кальция, глину, мел, нитрид бора, известняк, диатомовую землю, кварц из слюдяного стекла и керамику.
Нити настоящего изобретения также содержат добавку, улучшающую скольжение, в количестве, достаточном для придания волокну желаемой тактильной обратной связи. В настоящем документе термин «добавка, улучшающая скольжение» или «скользящее вещество» означает наружную смазку. Скользящее вещество при смешивании в расплаве со смолой постепенно выделяется или мигрирует на поверхность во время охлаждения или после изготовления, тем самым образуя однородное, невидимо тонкое покрытие, что обеспечивает постоянные смазывающие эффекты. Скользящее вещество предпочтительно является быстродействующим скользящим веществом, способствующим быстрому цветению, и может представлять собой углеводород, имеющий одну или более функциональных групп, выбранных из гидроксида, арилов и замещенных арилов, галогенов, алкокси, карбоксилатов, сложных эфиров, ненасыщенности углерода, акрилатов, кислорода, азота, карбоксила, сульфата и фосфата.
Во время изготовления или после обработки или в ходе обоих процессов нетканые материалы настоящего изобретения можно обрабатывать поверхностно-активными веществами или другими веществами, чтобы либо гидрофилизировать полотно, либо сделать его гидрофобным. Это стандартная практика для нетканых материалов, используемых в абсорбирующих изделиях. Например, нетканые материалы, используемые для верхнего слоя, можно обрабатывать гидрофилизирующим материалом или поверхностно-активным веществом, чтобы сделать их проницаемыми для телесных выделений, например мочи. Для других абсорбирующих изделий верхний слой может оставаться в своем естественном гидрофобном состоянии или стать еще более гидрофобным путем добавления гидрофобизирующего материала или поверхностно-активного вещества.
Подходящие материалы для получения многокомпонентных нитей материала настоящего описания включают в себя полипропилен РН-835, полученный из полиэтилена LyondellBasell, и Aspun-6850-A, полученный от Dow chemical company.
Когда полиэтилен является компонентом А (оболочка), а полипропилен является компонентом В (сердцевина), двухкомпонентные нити могут содержать от около 5 до около 95% по массе полиэтилена и от около 95 до около 5% полипропилена. Нити могут содержать от около 40 до около 60% по массе полиэтилена и от около 60 до около 40% по массе полипропилена.
Как показано на ФИГ. 7, описан образец технологической линии 30 для получения материала 10 настоящего описания. Технологическая линия 30 выполнена с возможностью получения ткани из двухкомпонентных непрерывных нитей, но следует понимать, что настоящее описание охватывает нетканые материалы, изготовленные из однокомпонентных или многокомпонентных нитей, имеющих более двух компонентов. Двухкомпонентные нити могут быть трехслойными.
Технологическая линия 30 включает в себя пару экструдеров 32 и 34, приводимых в действие приводами 31 и 33 экструдеров соответственно для отдельной экструзии первичного полимерного компонента А и вторичного полимерного компонента В. Полимерный компонент А подается в соответствующий экструдер 32 из первого бункера 36, а полимерный компонент В подается в соответствующий экструдер 34 из второго бункера 38. Полимерные компоненты А и В могут подаваться из экструдеров 32 и 34 через соответствующие полимерные трубопроводы 40 и 42 в фильтры 44 и 45 и расплавные насосы 46 и 47, которые накачивают полимер в фильерный комплект 48. Прядильные механизмы для экструдирующих двухкомпонентных нитей хорошо известны специалистам в данной области и, таким образом, подробно не описаны в настоящем документе.
Как правило, фильерный комплект 48 включает в себя корпус, который включает в себя множество пластин, уложенных одна поверх другой с узорами отверстий, выполненных с возможностью создания путей протока для направления полимерных компонентов А и В отдельно через прядильный механизм. Фильерный комплект 48 имеет отверстия, расположенные в одном или более рядах. Отверстия прядильных механизмов образуют проходящую вниз занавеску нитей, когда полимеры экструдируют через прядильные механизмы. Для целей настоящего описания прядильные механизмы могут быть расположены так, чтобы образовывать оболочку/сердцевину или расположенные рядом друг с другом двухкомпонентные нити, показанные на ФИГ. 5А, 5В и 5С, а также некруглые волокна, такие как трехслойные волокна, как показано на ФИГ. 6. Кроме того, волокна могут быть однокомпонентными, содержащими один полимерный компонент, такой как полипропилен.
Технологическая линия 30 также включает в себя вентилятор 50 для охлаждения, расположенный смежно с занавеской нитей, выходящих из прядильного механизма. Воздух из вентилятора 50 для охлаждения охлаждает нити, выходящие из прядильного механизма. Охлаждающий воздух может быть направлен с одной стороны занавески нитей или с обеих сторон занавески нитей.
Аттенюатор 52 расположен ниже прядильного механизма и принимает охлажденные нити. Хорошо известны устройства образования волокон или аспираторы для применения в качестве аттенюаторов при применении с полимерами для прядения из расплава. Подходящие устройства образования волокон для применения в технологическом процессе настоящего описания включают в себя линейный волоконный аттенюатор типа, показанного в патенте США №3,802,817, и эдуктивные пистолеты типа, показанного в патенте США №3,692,618 и патенте США №3,423,266, описания которых включены в настоящий документ путем ссылки.
Как правило, аттенюатор 52 включает в себя удлиненный вертикальный проход, через который нити протягиваются подаваемым воздухом, поступающим со стороны прохода и протекающим вниз через проход. Сформованный бесконечный по меньшей мере частично перфорированный формирующий ленточный конвейер 60 расположен ниже аттенюатора 52 и принимает непрерывные нити из выпускного отверстия аттенюатора 52. Формирующий ленточный конвейер 60 представляет собой ленту и перемещается вокруг направляющих валиков 62. Вакуум 64, расположенный под формирующим ленточным конвейером 60, на котором расположены нити, вытягивает нити против поверхности формования. Хотя формирующий ленточный конвейер 60 показан в виде ленты на ФИГ. 8, следует понимать, что формирующий ленточный конвейер также может быть представлен в других формах, таких как барабан. Ниже приведена подробная информация о конкретных формирующих ленточных конвейерах.
При работе технологической линии 30 бункеры 36 и 38 заполняются соответствующими полимерными компонентами А и В. Полимерные компоненты А и В расплавляются и экструдируются соответствующими экструдерами 32 и 34 через полимерные трубопроводы 40 и 42, а также фильерный комплект 48. Хотя температуры расплавленных полимеров варьируются в зависимости от используемых полимеров, когда полиэтилен и полипропилен используются в качестве первичного компонента А и вторичного компонента В соответственно, температуры полимеров могут находиться в диапазоне от около 190°С до около 240°С.
Поскольку экструдированные нити проходят ниже прядильного механизма, поток воздуха из вентилятора 50 для охлаждения по меньшей мере частично охлаждает нити, а для определенных нитей вызывает кристаллизацию расплавленных нитей. Поток охлаждающего воздуха может проходить в направлении, по существу перпендикулярному длине нитей, при температуре от около 0°С до около 35°С и скорости от около 100 до около 400 футов в минуту. Нити можно охлаждать в достаточной степени до того, как они будут собраны на формирующем ленточном конвейере 60, так что нити могут быть расположены принудительным потоком воздуха, проходящим через нити и формирующую поверхность. Охлаждение нитей уменьшает липкость нитей таким образом, что нити не прилипают друг к другу слишком сильно перед их соединением и их можно перемещать или размещать на формирующем ленточном конвейере во время сбора нитей на формирующем ленточном конвейере и формирования полотна.
После охлаждения нити втягивают в вертикальный проход аттенюатора 52 потоком устройства образования волокон. Аттенюатор можно расположить на расстоянии от 76 до 152 сантиметров (от 30 до 60 дюймов) ниже нижней части прядильного механизма.
Нити можно накладывать через выходное отверстие аттенюатора 52 на формованный перемещающийся формирующий ленточный конвейер 60. Когда нити контактируют с формующей поверхностью формирующего ленточного конвейера 60, вакуум 64 вытягивает воздух и нити относительно формирующего ленточного конвейера 60 для образования нетканого полотна из непрерывных волокон, которое принимает форму, соответствующую форме формирующей поверхности. Как было описано выше, поскольку нити охлаждают, нити становятся не слишком липкими, и вакуум может перемещать или размещать нити на формирующем ленточном конвейере 60, когда нити собирают на формирующем ленточном конвейере 60 и образуют материал 10.
Технологическая линия 30 дополнительно включает в себя одно или более соединительных устройств, таких как уплотняющие валики 70 и 72 в форме цилиндра, которые образуют зазор, через который материал может быть уплотнен, т.е. изготовлен в форме пленки, и который также можно нагреть для соединения волокон. Один или оба уплотняющих валика 70, 72 можно нагреть, чтобы обеспечить улучшенные свойства и преимущества нетканого материала 10 путем соединения частей материала. Например, считается, что нагрев, достаточный для обеспечения термического соединения, улучшает свойства растяжения материала 10. Уплотняющие валики могут представлять собой пару валиков из нержавеющей стали с гладкой поверхностью с независимыми регуляторами нагрева. Уплотняющие валики могут нагреваться электрическими элементами или циркуляцией горячего масла. Зазор между уплотняющими валиками можно гидравлически регулировать, чтобы оказывать необходимое давление на материал при его прохождении через уплотняющие валики на формирующем ленточном конвейере. В варианте осуществления с размером формирующего ленточного конвейера 1,4 мм и нетканым материалом, скрепленным прядением, с поверхностной плотностью 30 г/м2 зазор между уплотняющими валиками 70 и 72 может составлять около 1,4 мм.
В одном варианте осуществления верхний уплотняющий валик 70 можно нагреть в достаточной степени, чтобы расплавить соединительные волокна на первой поверхности 12 материала 10, чтобы приложить к ткани силу таким образом, чтобы ее можно было удалить из формирующего ленточного конвейера 60 без потери целостности. Как показано на ФИГ. 8 и 9, например, валики 70 и 72 вращают в направлении, указанном стрелками, ленточный конвейер 60 с наложенным на него скрепленным прядением материалом, который вводит в зазор, образованный валиками 72 и 70. Нагретый рулон 70 может нагревать участки нетканого материала 10, которые прижимаются к нему с помощью выступающих элементов из смолы ленточного конвейера 60, т.е. в областях 21, для создания соединенных волокон 80 на по меньшей мере первой поверхности 12 материала 10. Как можно понять из приведенного в настоящем документе описания, сформированные таким образом соединенные области могут принимать форму выступающих элементов формирующего ленточного конвейера 60. Например, образованные таким образом соединенные участки могут представлять собой по существу непрерывную сеть или по существу полунепрерывную сеть на первой поверхности 12 областей 21, которые образуют тот же узор, что и сердца, показанные на ФИГ. 1 и ФИГ. 11. С помощью регулирования температуры и времени задержки, соединение может быть ограничено прежде всего волокнами, расположенными ближе всего к первой поверхности 12, или термического соединения можно достигнуть на второй поверхности 14, как показано на Фиг. 11 (которая также показывает точечные соединения 90, более подробно описанные ниже) и ФИГ. 45-49. Соединение также может представлять собой прерывистую сеть, например, как описанные ниже точечные соединения 90.
Выступающие элементы формирующего ленточного конвейера 60 можно выбрать для установления различных характеристик сети формирующего ленточного конвейера и соединенных областей нетканой подложки 11 или нетканого материала 10. Сеть соответствует смоле, образующей выступающие элементы формирующего ленточного конвейера 60, и может содержать по существу непрерывные, по существу полунепрерывные, прерывистые сети или их комбинации. Эти сети могут описывать выступающие элементы формирующего ленточного конвейера 60, поскольку это относится к их внешнему виду или составу в плоскостях X-Y формирующего ленточного конвейера 60, или трехмерные элементы, содержащие нетканую подложку 11 или нетканый материал 10 настоящего изобретения.
Термин «по существу непрерывная» сеть относится к участку, на котором можно соединить любые две точки непрерывной линией, полностью проходящей внутри этого участка по всей длине линии. Таким образом, по существу непрерывная сеть имеет существенную «непрерывность» во всех направлениях, параллельных первой плоскости, и заканчивается только на краях этой области. Сочетание в термине слов «по существу» и «непрерывный» означает, что, хотя можно достичь абсолютной непрерывности, незначительные отклонения от абсолютной непрерывности могут быть допустимыми, если эти отклонения не оказывают существенного влияния на характеристики волокнистой структуры (или формовочного элемента), как предусмотрено и предназначено в настоящем документе.
Термин «по существу полунепрерывная сеть» относится к области, которая имеет «непрерывность» во всех, но по меньшей мере в одном направлении, параллельном первой плоскости, и в случае области невозможно соединить любые две точки непрерывной линией, проходящей полностью внутри этой области по всей длине линии. Полунепрерывная структура может иметь непрерывность только в одном направлении, параллельном первой плоскости. По аналогии с непрерывной областью, которая описана выше, в то время как предпочтительна абсолютная непрерывность во всех направлениях, но по меньшей мере в одном направлении, небольшие отклонения от такой непрерывности могут быть допустимыми, если эти отклонения не оказывают существенного влияния на характеристики волокнистой структуры.
Термин «прерывистая» сеть относится к дискретным и отделенным друг от друга участкам, которые являются прерывистыми во всех направлениях, параллельных первой плоскости.
После уплотнения материал может покидать формирующий ленточный конвейер 60 и может быть каландрирован через зазор, образованный каландровыми валиками 71, 73, после чего ткань можно намотать на катушку. Как показано на схематичном поперечном сечении на ФИГ. 10, каландровые валики могут представлять собой валики из нержавеющей стали, имеющие гравированный валик 84 с узором и гладкий валик 86. Гравированный валик может иметь выступающие части 88, которые могут обеспечить дополнительное уплотнение и соединение с материалом 10. Выступающие части 88 могут представлять собой правильный узор относительно небольших разнесенных друг от друга «штифтов», которые образуют узор относительно небольших точечных соединений 90 в зазоре каландровых валиков 71 и 73. Процент точечных соединений в нетканом материале 10 может составлять от 3% до 30% или от 7% до 20%. Выгравированным узором может быть множество близко расположенных, имеющих правильную форму, по существу цилиндрических, по существу п-образных форм, причем высота штифтов находится в диапазоне от 0,5 мм до 5 мм и предпочтительно от 1 мм до 3 мм. Каландровые валики для соединения штифтов могут образовывать близко расположенные, регулярные точечные соединения 90 в нетканом материале 10, как показано на ФИГ. 11. Например, дополнительное соединение может осуществляться посредством горячего воздуха.
Как описано со ссылкой на ФИГ. 56 ниже, другим подходом к созданию более плотных нетканых структур, которые могут подходить для данной заявки, может быть термическое соединение горячим воздухом. Термическое соединение горячим воздухом включает подачу горячего воздуха на поверхность нетканого материала. Горячий воздух проходит сквозь отверстия в нагнетателе, расположенном непосредственно над нетканым материалом. Однако воздух не проталкивают сквозь нетканый материал, как в обычных сушильных шкафах. Отрицательное давление или всасывание втягивает воздух сквозь ленту открытого конвейера, поддерживающего нетканый материал, проходящий через печь. Втягивание воздуха сквозь нетканый материал обеспечивает более быстрое и равномерное распределение тепла и сводит к минимуму деформацию материала. Помимо традиционных модулей соединения горячим воздухом, можно предусмотреть размещение соединительного модуля поверх трехмерного ленточного конвейера, а вакуум создается под ленточным конвейером для имитации процесса соединения горячим воздухом для данной специфической сферы применения.
К связующим веществам, применяемым при термическом соединении горячим воздухом, относятся кристаллические связующие волокна, двухкомпонентные связующие волокна и порошки. При использовании кристаллических связующих волокон или порошков связующее вещество полностью расплавляется и образует расплавленные капли по всему поперечному сечению нетканого материала. Соединение происходит в этих точках при охлаждении. В случае связующих волокон оболочка/сердцевина оболочка представляет собой связующее вещество, а сердцевина представляет собой волокно-носитель. В одном варианте осуществления в нетканом материале, имеющем связующие волокна оболочка/сердцевина, оболочка содержит полиэтилен, а сердцевина содержит полипропилен. Для такого нетканого материала температура термического соединения горячим воздухом может находиться в диапазоне от 110°С до 150°С, а время пребывания в печи может находиться в диапазоне 0,5-10 секунд, 5-30 секунд или 30-60 секунд, поскольку время термического соединения горячим воздухом будет зависеть от поверхностной плотности, желаемого уровня прочности и скорости операции. Продукты, произведенные с использованием печей с соединением горячим воздухом, как правило, получаются рыхлыми, открытыми, мягкими, прочными, растяжимыми, дышащими и абсорбирующими.
Под «точечным соединением» в настоящем документе понимается способ термического соединения нетканого материала, полотна или подложки. Этот способ включает пропускание полотна через зазор между двумя валиками, нагретый металлический валик с выпуклым или выгравированным рисунком и гладкий или имеющий рисунок металлический валик. Валик с выпуклым рисунком может иметь множество приподнятых, по существу имеющих цилиндрическую форму штифтов, создающих круглые точечные соединения. Гладкий валик может нагреваться или не нагреваться, в зависимости от сферы применения. На линии производства нетканого материала нетканый материал, который может представлять собой полотно из несоединенных волокон, подается в зазор каландра, а температуру волокон поднимают до величины, когда волокна термически сплавляются друг с другом в выпуклых точках, прижатых к гладкому валику. Время нагрева, как правило, измеряется миллисекундами. Свойства материала зависят от параметров процесса, таких как температура валиков, скорость линии подачи полотна и давление в зазоре, и все эти параметры специалист в данной области может определить для достижения требуемой степени точечного соединения. Другие типы точечного соединения, по существу известные как горячее каландерное соединение, могут иметь разные геометрические формы соединений (отличные от круга), такие как овальные, линейные, круги и т.п. В примере осуществления, описанном в настоящем документе, процесс точечного соединения обеспечивает узор точечных соединений, представляющий собой круги диаметром 0,5 мм с общей площадью соединений 10%. Другие варианты осуществления содержат формы соединения, в которых приподнятые штифты имеют наибольший размер соединяющей поверхности штифта от около 0,1 мм до 2,0 мм и общую площадь соединения в диапазоне от 5% до 30%.
Как показано на ФИГ. 11, в одном варианте осуществления нагретый уплотняющий валик 70 может образовывать узор соединения, который может представлять собой узор 80 соединения по существу непрерывной сети (например, соединенные между собой сердца) на первой поверхности 12 нетканого материала 10 (не показано на ФИГ. 11, поскольку он обращен к зрителю другой стороной), а гравированный каландровый валик 73 может образовывать относительно небольшие точечные соединения 90 на второй поверхности 14 материала 10. Точечные соединения 90 фиксируют разрыхленные волокна, которые в противном случае имели бы тенденцию к взлохмачиванию или скатыванию во время применения материала 10. Преимущество получаемой структуры нетканого материала 10 наиболее очевидно при использовании в качестве верхнего слоя в изделии для личной гигиены, таком как подгузник или гигиеническая прокладка. При использовании в изделии для личной гигиены первая поверхность 12 нетканого материала 10 может быть относительно плоской (относительно второй поверхности 14) и иметь относительно большую степень соединения благодаря нагретым уплотняющим валикам, образующим соединения 80, на участках ткани, прессованных выступающими элементами формирующего ленточного конвейера 60. Это соединение обеспечивает структурную целостность нетканого материала 10, но может быть относительно жестким или грубым для кожи пользователя. Следовательно, первая поверхность 12 нетканого материала 10 может быть ориентирована в подгузнике или гигиенической прокладке во внутреннюю часть изделия, т.е. подальше от тела пользователя. Аналогично вторая поверхность 14 может быть обращена к телу при применении и находиться в контакте с телом. Относительно небольшие точечные соединения 90 менее восприимчивы пользователем визуально или тактильно, а относительно мягкие трехмерные элементы визуально не имеют тенденции к взлохмачиванию или скатыванию и по ощущениям остаются мягкими для тела пользователя. Вместо или в дополнение к вышеупомянутому соединению можно использовать дополнительное соединение.
Формирующий ленточный конвейер 60 может быть изготовлен в соответствии со способами и технологическими процессами, описанными в патенте США №6,610,173, выданном Lindsay et al. 26 августа 2003 г., или в патенте США №5,514,523, выданном Trokhan et al. 7 мая 1996 г., или в патенте США №6,398,910, выданном Burazin et al. 4 июня 2002 г., или в публикации США №2013/0199741, опубликованной под именем Stage et al. 8 августа 2013 г., каждый из которых имеет улучшенные характеристики и узоры, описанные в данном документе для изготовления полотен нетканого материала, скрепленного прядением. В изобретениях Lindsay, Trokhan, Burazin и Stage описаны ленточные конвейеры, которые являются характерными для ленточных конвейеров для бумажного производства, которые изготовлены из отвержденной смолы, на тканом укрепляющем элементе, причем ленточные конвейеры с улучшениями можно использовать в соответствии с настоящим описанием, приведенным в настоящем документе.
Пример формирующего ленточного конвейера 60 используемого в настоящем описании типа, который может быть изготовлен в соответствии с описанием, приведенном в патенте США №5,514,523, показан на ФИГ. 12. В соответствии с представленным описанием укрепляющий элемент 94 (такой как тканый ленточный конвейер из нитей 96) тщательно покрывают жидкой светочувствительной полимерной смолой до достижения предварительно выбранной толщины. На жидкую светочувствительную смолу накладывают пленку или отрицательную маску, включающую требуемые выступающие элементы повторяющихся узоров (например, на Фиг. 14). Затем смолу подвергают воздействию света соответствующей длины волны через пленку, например, УФ-излучение для УФ-отверждаемой смолы. Это воздействие света вызывает отверждение смолы на подверженных воздействию участках (т.е. белые участки или незапечатанные участки в маске). Неотвержденную смолу (смолу под непрозрачными участками в маске) удаляют из системы, оставляя за отвержденной смолой формирование узора, представляющего, например, элементы 92 из отвержденной смолы, показанные на ФИГ. 12. Другие узоры также можно сформировать в соответствии с представленным в настоящем документе описании.
На ФИГ. 12 показана часть формирующего ленточного конвейера 60, подходящего для изготовления нетканого материала 10, показанного на ФИГ. 1. Как показано на фигуре, формирующий ленточный конвейер 60 может включать в себя элементы 92 из отвержденной смолы на тканом укрепляющем элементе 94. Укрепляющий элемент 94 может быть выполнен из тканых нитей 96, как известно в области ленточных конвейеров для бумажного производства, включая ленточные конвейеры для бумажного производства с покрытием из смолы. Элементы из отвержденной смолы могут иметь общую структуру, показанную на ФИГ. 12, и выполнены с использованием маски 97, имеющей размеры, указанные на ФИГ. 14. Как показано на схематичном поперечном сечении на ФИГ. 13, элементы из отвержденной смолы 92 обтекают и отверждаются для «фиксации» к усиливающему элементу 94 и могут иметь ширину на дистальном конце DW от приблизительно 0,051 сантиметра до приблизительно 0,152 сантиметра (от приблизительно 0,020 дюйма до приблизительно 0,060 дюйма) или от приблизительно 0,064 сантиметра до приблизительно 0,076 сантиметра (от приблизительно 0,025 дюйма до приблизительно 0,030 дюйма) и общую высоту над усиливающим элементом 94, называемую перегрузка ОВ, от приблизительно 0,076 сантиметра до приблизительно 0,305 сантиметра (от приблизительно 0,030 дюйма до приблизительно 0,120 дюйма) или от приблизительно 1,27 сантиметра до приблизительно 2,03 сантиметра (от приблизительно 0,50 до приблизительно 0,80 дюйма), или приблизительно 0,15 сантиметра (0,060 дюйма). На ФИГ. 14 представлена часть маски 97, показывающая конструктивные и репрезентативные размеры для одного повторяющегося блока конструкции повторяющихся сердец на нетканом материале 10, показанном на ФИГ. 1. Белая часть 98 прозрачна для УФ-излучения и в процессе изготовления ленточного конвейера в соответствии с описанием, представленным в патенте США №5,514,523, позволяет УФ-излучению отверждать нижний слой смолы, который отверждается для образования выступающих элементов 92 на укрепляющем элементе 94. После смывания неотвержденной смолы формирующий ленточный конвейер 60, имеющий отвержденную конструкцию смолы, как показано на ФИГ. 12, обеспечивается путем скрепления концов длины ленточного конвейера, длина которого может быть определена конструкцией устройства, как показано на ФИГ. 7.
Аналогичным образом на ФИГ. 15 представлена часть маски 97, показывающая конструкцию для одного повторяющегося блока повторяющейся конструкции на нетканом материале 10, показанном на ФИГ. 2. Белая часть 98 прозрачна для УФ-излучения и в процессе изготовления ленточного конвейера позволяет УФ-излучению отверждать нижний слой смолы, который отверждается на укрепляющем элементе 94. После смывания неотвержденной смолы формирующий ленточный конвейер 60, имеющий отвержденную конструкцию смолы, как показано на ФИГ. 16, обеспечивается путем скрепления концов длины ленточного конвейера, длина которого может быть определена конструкцией устройства, как показано на ФИГ. 7.
Кроме того, в другом не имеющем ограничительного характера примере на ФИГ. 17 представлена часть маски, показывающая конструкцию для одного повторяющегося блока повторяющейся конструкции на нетканом материале 10, показанном на ФИГ. 18. Белая часть 98 прозрачна для УФ-излучения и в процессе изготовления ленточного конвейера позволяет УФ-излучению отверждать нижний слой смолы, который отверждается на укрепляющем элементе 94. После смывания неотвержденной смолы формирующий ленточный конвейер 60, имеющий отвержденную конструкцию смолы, как показано на ФИГ. 18, обеспечивается путем скрепления концов длины материала 10.
Другой пример части формирующего ленточного конвейера 60 используемого в настоящем изобретении типа показан на ФИГ. 19. Часть формирующего ленточного конвейера 60, показанного на ФИГ. 19, представляет собой дискретный рисунок 61 ленточного конвейера, который может иметь длину L и ширину W, которые соответствуют длине L и ширине W общей площади OA нетканого материала 10. Таким образом, формирующий ленточный конвейер 60 может иметь дискретные рисунки 61 ленточного конвейера (как более подробно описано ниже со ссылкой на ФИГ. 22), каждый из которых имеет общую площадь дискретного рисунка ленточного конвейера DPOA, которая соответствует общей площади OA нетканого материала 10. На ФИГ. 20 представлена часть маски, показывающая конструкцию для одного повторяющегося блока повторяющейся конструкции на нетканом материале 10, показанном на ФИГ. 21. Белая часть 98 прозрачна для УФ-излучения и в процессе изготовления ленточного конвейера позволяет УФ-излучению отверждать нижний слой смолы, который отверждается на укрепляющем элементе 94. После смывания неотвержденной смолы формирующий ленточный конвейер 60, имеющий отвержденную конструкцию смолы, как показано на ФИГ. 19, обеспечивается путем скрепления концов длины ленточного конвейера.
Часть формирующего ленточного конвейера, показанного на ФИГ. 19, иллюстрирует другое преимущество настоящего описания. Часть формирующего ленточного конвейера 60, показанного на ФИГ. 19, может изготавливать материал 10, показанный на ФИГ. 21. Нетканый материал 10, показанный на ФИГ. 21 может иметь ширину W и длину L и общую площадь OA, что делает его подходящим для применения в качестве верхнего слоя, например, в одноразовом подгузнике. Нетканый материал 10, изготовленный на формирующем ленточном конвейере 60, как в качестве примера показано на ФИГ. 19, отличается от показанных на ФИГ. 1-3 тем, что узор трехмерных элементов, образованных дискретными элементами 92 из смолы на формирующем ленточном конвейере 60, не является регулярным повторяющимся узором по всей общей площади. Пожалуй, узор трехмерных выступающих элементов в общей области дискретного рисунка ленточного конвейера DPOA может быть описан как нерегулярный узор, охватывающий различные участки, называемые зонами. Различие между зонами может быть визуальным, т.е. визуально различимым различием, или в нетканом материале 10 различие может приводить к различию в средних интенсивных свойствах, таких как поверхностная плотность или плотность, или в комбинации визуальных и интенсивных свойств. Визуально различимое различие существует, если наблюдатель в обычных условиях внутреннего освещения (видение 20/20, например, достаточное для чтения освещение) может визуально определять различие в узорах между зонами, такими как первая зона 112 и вторая зона 122.
Нетканый материал 10 также может иметь визуально различимые зоны, соответствующие зонам формирующего ленточного конвейера. Как показано на ФИГ. 21, например, материал 10 может иметь по меньшей мере две, три или четыре визуально различимые зоны. Первая зона 110, имеющая первый узор трехмерных элементов и первые средние интенсивные свойства, может иметь первую область, обычно расположенную центрально внутри общей площади OA. Вторая зона 120, имеющая второй узор трехмерных элементов и вторые средние интенсивные свойства, может иметь вторую область, распределенную обычно вокруг, а в одном варианте осуществления - с полным окружением первой зоны 110 внутри общей площади OA. Третья зона 130, имеющая третий узор трехмерных элементов и третьи средние интенсивные свойства, может иметь третью область, распределенную обычно вокруг, а в одном варианте осуществления - с полным окружением второй зоны 120 внутри общей площади OA. Четвертая зона 140, имеющая четвертые трехмерные элементы и четвертые средние интенсивные свойства, может иметь четвертую область, расположенную внутри общей площади OA в любом месте, например в передней области верхнего слоя, например, конструкция сердца, показанная на ФИГ. 21. В целом могут быть n зоны, причем n - положительное целое число. Каждая из n зон может иметь n-й узор трехмерных элементов и n-ую площадь и n-ые средние интенсивные свойства.
Визуально различимые зоны, как показано на ФИГ. 21, могут содержать визуально различимые трехмерные элементы. Эти различные трехмерные элементы могут быть связаны областями относительно более высокой плотности (по отношению к внутренней части трехмерного элемента), которые могут иметь форму замкнутой фигуры, например форму сердца, показанную на ФИГ. 1 и 3, и ромбовидную форму, показанную на ФИГ. 2 и 3. В целом, как более подробно описано ниже, в том числе в контексте микрозон, трехмерные элементы могут быть образованы первой областью и второй областью, причем первая область и вторая область визуально различимы, и имеется общее интенсивное свойство, ассоциированное с каждой из первой и второй областей, и существует различие в значениях общего интенсивного свойства первой области и второй области. В одном варианте осуществления трехмерные элементы могут быть образованы первой областью и второй областью, причем для первой области характерно более высокое поднятие (измерение в направлении Z), чем для второй области, относительно плоскости первой поверхности. В другом варианте осуществления трехмерные элементы могут быть образованы первой областью и второй областью, причем первая область имеет более высокое основание, чем вторая область.
Как можно понять, вместо постоянного повторяющегося узора, который является одинаковым по всему формирующему ленточному конвейеру, формирующий ленточный конвейер 60 настоящего описания позволяет производить нетканый материал, который может иметь повторы нерегулярных дискретных рисунков 61 ленточного конвейера, причем каждый дискретный рисунок 61 ленточного конвейера такой же, как и дискретный рисунок ленточного конвейера, показанный на ФИГ. 19. Дискретные рисунки 61 ленточного конвейера можно использовать для формирования одного нетканого материала 10, имеющего общую площадь OA, подходящую для применения в одноразовом абсорбирующем изделии, таком как, например, подгузник или гигиеническая прокладка. Нетканые материалы 10 могут быть получены последовательно, т.е. на линии и необязательно последовательно на параллельных дорожках, причем каждая дорожка является последовательной линией нетканого материала 10. Последовательная линия нетканого материала 10 может быть изготовлена в направлении обработки вдоль оси, параллельной направлению обработки. Затем нетканый материал можно разрезать вдоль или иным способом разделить на части по размеру для получения нетканых материалов 10, используемых в качестве верхних слоев в одноразовых абсорбирующих изделиях, таких как подгузники или гигиенические прокладки.
В одном варианте осуществления узор в каждой общей площади дискретного рисунка ленточного конвейера DPOA может быть одинаковым или различным. Таким образом, последовательные разнесенные дискретные рисунки ленточного конвейера могут быть по существу идентичными, или они могут отличаться по внешнему виду и/или интенсивным свойствам, полученным на нетканых подложках. Например, как схематично показано на ФИГ. 22 узор трехмерных выступающих элементов в первой формирующей зоне 112 дискретного рисунка 61А ленточного конвейера может отличаться от узора трехмерных выступающих элементов в первой зоне 112 формирования дискретного рисунка 61В ленточного конвейера. Таким образом, формирующий ленточный конвейер 60 обеспечивает гибкость при производстве нетканых полотен 10, подходящих для применения в потребительских товарах, включая одноразовые абсорбирующие изделия. Например, в одной упаковке подгузников верхние слои по меньшей мере двух подгузников могут быть разными, потому что они были получены последовательно в процессе способа обработки со скреплением прядением, как описано в настоящем документе, с последовательными дискретными рисунками ленточного конвейера, имеющими разные узоры зон. В одном варианте осуществления верхний слой или внешний слой нетканого материала для одного размера подгузника может отличаться от верхнего или внешнего слоя нетканого материала другого размера подгузника, тем самым предоставляя лицу, осуществляемому уход, зрительный ориентир в отношении размера подгузника. Аналогично в гигиенических прокладках можно использовать материал 10 для верхнего слоя, с визуальным узором трехмерных элементов, обозначающим абсорбирующую способность гигиенической прокладки. В любом случае различные узоры материалов 10 могут быть изготовлены на одном ленточном конвейере, при этом дискретные рисунки ленточного конвейера при желании могут быть различными.
Таким образом, изобретение может быть описано со ссылкой на ФИГ. 22, как формирующий ленточный конвейер, имеющий ось А, параллельную продольному направлению, которое является направлением обработки. Формирующий ленточный конвейер 60 может иметь множество дискретных рисунков 61 ленточного конвейера, упорядоченных по меньшей мере в одном последовательном отношении относительно продольного направления. Каждый дискретный рисунок 61 ленточного конвейера может иметь определенную общую площадь дискретного рисунка ленточного конвейера DPOA, в прямоугольной форме узора, длиной L и шириной W, как указано относительно дискретного рисунка 61А ленточного конвейера. Каждый дискретный рисунок ленточного конвейера в рамках общей площади DPOA может иметь первую зону 112 формирования, имеющую первый узор трехмерных выступающих элементов, проходящих наружу от плоскости первой поверхности, и вторую зону 122 формирования, имеющую второй узор трехмерных выступающих элементов, проходящих наружу от плоскости первой поверхности. Первая зона формирования может иметь первое значение проницаемости для воздуха, а вторая зона формирования может иметь второе значение проницаемости для воздуха, и первое значение проницаемости для воздуха может отличаться от второго значения проницаемости для воздуха. Узор в каждой последовательно упорядоченной общей площади дискретного рисунка ленточного конвейера DPOA может быть одинаковым или различным.
В качестве примера, и со ссылкой на дискретный рисунок 61 ленточного конвейера формирующего ленточного конвейера 60, показанного на ФИГ. 19, а также нетканый материал 10, показанный на Фиг. 21, были определены следующие свойства. Первая зона 110 нетканого материала 10 может иметь среднюю поверхностную плотность от около 5 г/м2 до около 30 г/м2; вторая зона 120 может иметь среднюю поверхностную плотность от около 50 г/м2 до около 70 г/м2; а третья зона 130 может иметь среднюю поверхностную плотность от около 25 г/м2до около 60 г/м2. Различие в поверхностной плотности от одной зоны к другой можно объяснить различием в проницаемости для воздуха формирующего ленточного конвейера 60. В варианте осуществления, используемом для изготовления нетканого материала 10, показанного на ФИГ. 20, где значения поверхностной плотности для зон 110, 120 и 130 составляют 15 г/м2, 53 г/м2 и 25 г/м2 соответственно, проницаемость для воздуха соответствующих зон 112, 122 и 132 формирующего ленточного конвейера 60 составляет 179 л/с, 380 л/с и 295 л/с (379 куб. фт/мин, 805 куб. фт/мин и 625 куб. фт/мин) соответственно. Таким образом, изменяя проницаемость для воздуха в зонах на формирующем ленточном конвейере 10, можно способствовать обеспечению интенсивных свойств средней поверхностной плотности и средней плотности в зонах по общей площади материала 10.
Как можно понять из описания формирующего ленточного конвейера 60, описанного на ФИГ. 22 и со ссылкой на ФИГ. 23, в варианте осуществления нетканая подложка 11, изготовленная на ленточном конвейере 60, может быть описана как нетканая подложка 11, содержащая множество частей, описанных в настоящем документе как материалы 10, упорядоченные по меньшей мере в одном последовательном отношении относительно продольного направления, т.е. в направлении обработки, в случае изготовления на формирующем ленточном конвейере 60. На ФИГ. 23 представлено схематичное изображение нетканой подложки 11, скрепленной прядением, на котором показаны последовательно упорядоченные материалы 10, причем каждый материал 10 имеет различный узор в различных зонах. Каждый материал 10 может иметь определенную общую площадь OA, в прямоугольной форме узора, длиной L и шириной W. Каждый последовательно расположенный материал 10 может иметь в общей площади OA по меньшей мере первую зону 110, имеющую первый узор трехмерных элементов и первые средние интенсивные свойства, и первую область, расположенную в общей площади OA; вторую зону 120, имеющую второй узор трехмерных элементов и вторые средние интенсивные свойства, имеющую вторую область, расположенную в общей площади OA. Необязательно возможно наличие большего числа зон, например, третьей зоны 130, имеющей третий узор трехмерных элементов и третье среднее интенсивное свойство, имеющей третью область в общей площади OA. Как показано на примере схематичного изображения на ФИГ. 23, первый узор 110А материала 10А может отличаться от первого узора 110В материала 10В и может отличаться от первого узора 110С материала 10С. То же самое может относиться и ко вторым зонам 120А, 120В и 120С.
В целом последовательно упорядоченные нетканые материалы 10 нетканого материала 11, изготовленные на формирующем ленточном конвейере 60, могут отличаться по своим соответствующим площадям, интенсивным свойствам и внешнему виду. Общим интенсивным свойством является интенсивное свойство, которым обладает более чем одна зона (по отношению к зональным узорам, показанным на ФИГ. 21) или область (для трехмерных элементов, таких как регулярные повторяющиеся узоры, например, показанные на ФИГ. 1). Такие интенсивные свойства нетканых материалов 10 могут быть средними значениями и могут включать в себя, без ограничений, плотность, объемную плотность, поверхностную плотность, толщину и непрозрачность. Например, если плотность является общим интенсивным свойством двух дифференциальных зон или областей, значение плотности в одной зоне или области может отличаться от значения плотности в другой зоне или области. Зоны (такие как, например, первая зона и вторая зона) могут быть идентифицируемыми областями, отличающимися друг от друга визуально и различными интенсивными свойствами, усредненными внутри зоны.
После изготовления отдельные нетканые материалы 10 можно разрезать по размеру и использовать в соответствии с предполагаемыми целями, например, для верхних слоев в одноразовых абсорбирующих изделиях. Например, одноразовый подгузник 1006 в уплощенной ориентации показан на ФИГ. 24. Один материал 10 разрезается до соответствующей общей площади и приклеивается к подгузнику 1006 с помощью средств, известных в данной области. Материалы 10 можно разрезать перед сборкой в подгузник 1006 или во время процесса изготовления подгузника нетканую подложку 11 можно собрать вместе с другими компонентами подгузника в виде полотна и отрезать по размеру после сборки.
Как можно понять со ссылкой на ФИГ. 24, в варианте осуществления нетканая подложка 11, изготовленная на ленточном конвейере 60, может быть описана как нетканый материал 11, содержащий множество частей, описанных в настоящем документе как материалы 10, упорядоченные по меньшей мере в одном последовательном отношении относительно продольного направления, т.е. в направлении обработки, в случае изготовления на формирующем ленточном конвейере 60, по меньшей мере в одном соотношении рядом друг с другом, т.е. в поперечном направлении обработки, в случае изготовления на формирующем ленточном конвейере 60. На ФИГ. 24 представлено схематичное изображение нетканой подложки 11, скрепленной прядением, на котором показаны последовательно упорядоченные материалы 10 на смежных дорожках 13 направления обработки, смежные дорожки, имеющие боковые стороны каждого материала 10, выведены на ФИГ. 24 как 10D, 10Е и 10F. Каждый материал 10 может иметь определенную общую площадь OA, в прямоугольной форме узора, длиной L и шириной W. Каждый последовательно расположенный материал 10 может иметь в общей площади OA по меньшей мере первую зону 110, имеющую первый узор трехмерных элементов и первые средние интенсивные свойства, и первую область, расположенную в общей площади OA; вторую зону 120, имеющую второй узор трехмерных элементов и вторые средние интенсивные свойства, имеющую вторую область, расположенную в общей площади OA. Необязательно возможно наличие большего числа зон, например, третьей зоны 130, имеющей третий узор трехмерных элементов и третье среднее интенсивное свойство, имеющей третью область в общей площади OA. Каждый материал 10 на дорожках, расположенных рядом друг с другом, может быть по существу идентичным или может отличаться по размеру, внешнему виду и/или интенсивным свойствам. После изготовления нетканую подложку 11 можно намотать для продольной резки на дорожки для переработки в потребительские товары или разрезать вдоль, а затем намотать.
В качестве репрезентативной выборки для сравнения дифференциальных различий в поверхностной плотности в материале 10, выполненном с использованием регулярного повторяющегося однородного узора, и в материале 10, выполненном с неоднородным зональным узором, нетканый материал 10 из примера 1 сравнивали с материалом, имеющим узор, аналогичный показанному на ФИГ. 21, упоминается как пример 3. Пример 3 представляет собой двухкомпонентное нетканое полотно, скрепленное прядением, изготовленное на устройстве, описанном в настоящем документе, путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна. Скрепленные прядением, двухкомпонентные, трехслойные волокна были уложены на формирующий ленточный конвейер 60, при перемещении с линейной скоростью около 25 метров в минуту до средней поверхностной плотности 30 грамм на квадратный метр на формирующем ленточном конвейере с зональным узором, как показано на ФИГ. 19. Вторая подложка была образована в идентичных условиях, но имела по меньшей мере один участок, имеющий регулярный повторяющийся однородный узор на формирующем ленточном конвейере, как показано на ФИГ. 16, из чего была определена поверхностная плотность. Условия формования волокна, пропускная способность, скорость формирующего ленточного конвейера и температура связывания уплотняющих валиков были одинаковыми для обоих подложек.
Пример 3
Двухкомпонентный нетканый материал, скрепленный прядением, который получали путем формования в соотношении 50: 50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна до средней поверхностной плотности 30 грамм на квадратный метр. Нетканый материал был изготовлен, как описано со ссылкой на ФИГ. 7 и 8, при перемещении на формирующем ленточном конвейере с линейной скоростью около 25 метров в минуту для образования ткани, имеющей зональный узор, как показано на ФИГ. 20. Волокна ткани дополнительно соединяли на первой поверхности 12 нагретыми уплотняющими валиками 70, 72 при температуре 130°С и материал наматывали на катушку на намоточной машине 75.
Пример 4
Двухкомпонентный нетканый материал, скрепленный прядением, который получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна до средней поверхностной плотности 30 грамм на квадратный метр. Нетканый материал был изготовлен, как описано со ссылкой на ФИГ. 7 и 8, при перемещении на формирующем ленточном конвейере с линейной скоростью около 25 метров в минуту для образования ткани, имеющей повторяющийся (незональный) узор, как показано на ФИГ. 2. Волокна ткани дополнительно соединяли на первой поверхности 12 нагретыми уплотняющими валиками 70, 72 при температуре 130°С и наматывали на катушку на намоточной машине 75.
Ниже в таблице 2 показана средняя локальная поверхностная плотность, измеренная в соответствии со способом определения локализованной поверхностной плотности, который описан в настоящем документе, и усредненная по 10 образцам. Образцы для измерения брали из материалов, как показано на ФИГ. 25А и 25В, в которых темные прямоугольники указаны там, где образец размером 3 см2 был удален для измерения. Как можно увидеть, материалы маркируются в поперечном направлении (CD) как А-Е. Измерения показывают не только существенное различие в поверхностной плотности между зонами зонального материала, но и распределение CD, которое графически показано на ФИГ. 26.

Как видно из таблицы 2, нетканые материалы 10, изготовленные на формирующих ленточных конвейерах 60, имеющих зоны различной проницаемости для воздуха, демонстрируют существенные изменения в укладке волокон и, таким образом, поверхностных плотностях внутри CD нетканого материала 10, что указывает на способность волокон перемещаться с воздухом в зоны с высокой проницаемостью. Материал 10 с незональным, регулярным повторяющимся узором демонстрирует примерно одинаковые значения поверхностной плотности в пределах CD материала.
В дополнение к различиям в проницаемости для воздуха различных зон формирующего ленточного конвейера 60 структура формирующего ленточного конвейера 60 может влиять на другие интенсивные свойства зон в материале 10, такие как средний размер, средняя мягкость, средняя устойчивость к сжатию и свойства поглощения текучей среды.
Другой аспект настоящего изобретения относится к коммерческим линиям способа производства материала, скрепленного прядением, в которых используются многочисленные балки для улучшения непрозрачности и однородности материала. В некоторых случаях устройство может включать в себя тройные балки, скрепленные прядением, (известные в области как SSS), и возможно объединение с технологией «мелтблаун» (М), аэродинамического распыления расплава, например, в устройстве, известном как линия способа производства со скреплением прядением SSMMS.
Посредством прессования нетканого материала 10, имеющего точечные соединения 90, можно уменьшить взлохмачивание. Взлохмачивание означает тенденцию к тому, что волокна ослабляются и удаляются из материала 10. Ослабление и удаление могут быть вызваны фрикционным взаимодействием с производственным оборудованием при производстве одноразовых абсорбирующих изделий или с другой поверхностью, такой как кожа человека, при взаимодействии с материалом 10. В некоторых сферах применения, например, для верхних слоев в одноразовых абсорбирующих изделиях, взлохмачивание является отрицательным явлением для потребления. Но соединение волокон на месте также может быть отрицательным явлением для потребителя, поскольку оно может вызвать шероховатость поверхности обычно мягкой нетканой подложки. Авторы изобретения предположили и обнаружили, что подложки нетканых материалов и нетканые материалы настоящего описания могут выдержать увеличение сцепления (и последующее уменьшение взлохмачивания) с минимальной потерей мягкости. Соединение может выполняться относительно близко расположенными точечными соединениями 90, причем интервал определяется желаемым уровнем уменьшения взлохмачивания. Соединение также можно обеспечить известными способами для химически или термически соединяемых нетканых волокон, таких как термическое соединение, ультразвуковое соединение, соединение под давлением, латексное адгезивное соединение и комбинации таких способов. Уменьшение взлохмачивания путем соединения проиллюстрировано в отношении примеров 5 и 6 ниже.
Пример 5
Двухкомпонентный нетканый материал, скрепленный прядением, получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна до средней поверхностной плотности около 30 грамм на квадратный метр на формирующем ленточном конвейере, как описано со ссылкой на ФИГ. 7 и 8, при перемещении с линейной скоростью около 25 метров в минуту, чтобы сформировать материал, имеющий повторяющийся узор, как показано на ФИГ. 36. Волокна материала дополнительно соединяли на первой поверхности 12 с помощью уплотняющих валиков 70, 72 с уплотняющим валиком 70, нагретым до температуры 130°С для образования по существу непрерывных соединений 80.
Пример 6
Двухкомпонентный нетканый материал, скрепленный прядением, получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от Dow chemical company) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна до средней поверхностной плотности около 30 грамм на квадратный метр на формирующем ленточном конвейере, как описано со ссылкой на ФИГ. 7 и 8, при перемещении с линейной скоростью около 25 метров в минуту, чтобы сформировать материал, имеющий повторяющийся узор, как описано в отношении ФИГ. 37. Волокна материала дополнительно соединяли на первой поверхности 12 с помощью уплотняющих валиков 70, 72 с уплотняющим валиком 70, нагретым до температуры 130°С для образования по существу непрерывных соединений 80. Волокна материала были дополнительно соединены путем каландрования на каландровых валиках 71, 73, причем валик 73 был гравированным валиком, имеющим выступающие части 88 в виде штифтов с высотой штифта 1,25 мм и открытым зазором 0,62 мм в 10% узоре соединения. Валик 73 нагревали до температуры 135°С с образованием точечных соединений 90 на второй стороне 14 материала 10, как показано на ФИГ. 11.
Материалы 10 примеров 5 и 6 отличались только отсутствием или наличием точечных соединений 90. Вторая сторона 14 материалов 10 подвергалась испытанию на взлохмачивание в соответствии с испытанием уровня взлохмачивания для определения эффективности точечных соединений для закрепления волокон на поверхности материала. Результаты испытания на взлохмачивание примеров 5 и 6 показаны в таблице 3.
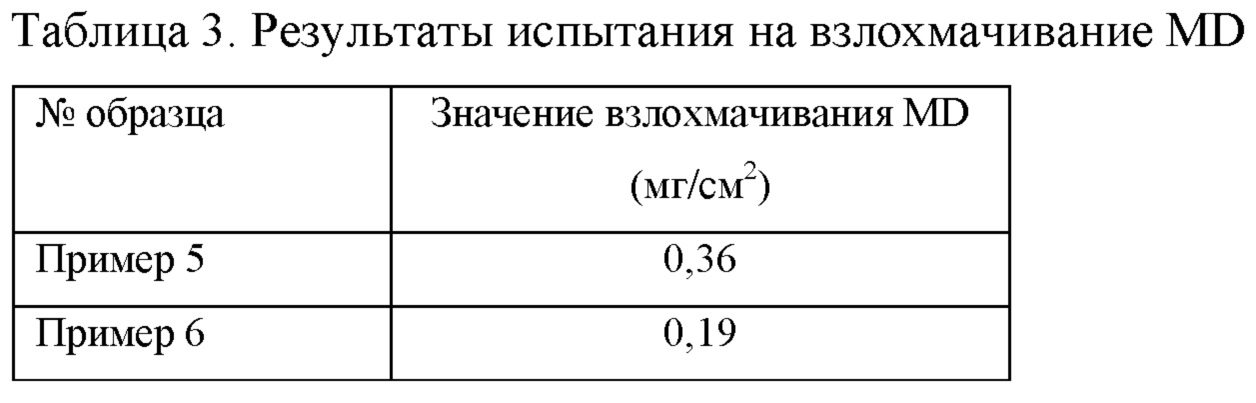
Как показано выше, точечные соединения 90 приводят к резкому снижению значения взлохмачивания MD. Материал неожиданно сохранял свою мягкость, абсорбирующую способность и эстетические преимущества, несмотря на обработку методом соединения, и теперь также имеет желаемую устойчивость к взлохмачиванию при использовании потребителями.
Абсорбирующие изделия настоящего описания обычно помещают в упаковки для транспортировки, хранения и продажи. Упаковки могут содержать полимерные пленки и/или другие материалы. Графические изображения и/или знаки, относящиеся к свойствам абсорбирующих изделий, можно образовать, нанести в виде печатного изображения, расположить и/или поместить на внешние части упаковок. Каждая упаковка может содержать множество абсорбирующих изделий. Абсорбирующие изделия можно упаковать под давлением так, чтобы уменьшить размер упаковки, одновременно обеспечивая достаточное количество абсорбирующих изделий на упаковку. Упаковка абсорбирующих изделий под давлением позволяет лицу, осуществляющему уход, легко обращаться с упаковками и хранить их, а также обеспечивает производителям экономию затрат на распространение благодаря размеру упаковок. На ФИГ. 27 представлен пример упаковки 1000, содержащей множество абсорбирующих изделий 1004. Упаковка 1000 образует внутреннее пространство 1002, в котором расположено множество абсорбирующих изделий 1004. Множество абсорбирующих изделий 1004 расположено в виде одной или более стопок 1006.
Упаковки абсорбирующих изделий настоящего описания могут иметь высоту стопки в пакете менее чем около 100 мм, менее чем около 95 мм, менее чем около 90 мм, менее чем около 85 мм, но более чем около 75 мм, менее чем около 80 мм, менее чем около 78 мм, менее чем около 76 мм или менее чем около 74 мм, где конкретно учитываются все приращения до 0,1 мм в указанных диапазонах и все диапазоны, которые они образуют, в соответствии с испытанием на высоту стопки в пакете, описанным в настоящем документе. Альтернативно упаковки абсорбирующих изделий настоящего описания могут иметь высоту стопки в пакете от около 70 мм до около 100 мм, от около от 70 мм до около 95 мм, от около 72 мм до около 85 мм, от около 72 мм до около 80 мм, от около 74 мм до около 78 мм, где конкретно учитываются все приращения до 0,1 мм в указанных диапазонах и все диапазоны, которые они образуют, в соответствии с испытанием на высоту стопки в пакете, описанным в настоящем документе.
Общее описание абсорбирующего изделия
Трехмерные нетканые материалы 10 настоящего описания можно использовать в качестве компонента абсорбирующих изделий, таких как подгузники, предметы по уходу за ребенком, такие как трусики для приучения к горшку, предметы женской гигиены, такие как гигиенические прокладки, и предметы для ухода за взрослыми, такие как изделия для страдающих недержанием, урологические прокладки и трусы. Пример абсорбирующего изделия в виде подгузника 220 представлен на ФИГ. 28-30. На Фиг. 28 представлен вид в горизонтальной проекции подгузника 220 в плоском, выпрямленном состоянии, причем части конструкции вырезаны для более четкого представления строения подгузника 220. Обращенная к носителю поверхность подгузника 220 на ФИГ. 28 обращена к зрителю. Этот подгузник 220 показан для иллюстративной цели только в том случае, когда трехмерные нетканые материалы настоящего описания можно использовать в качестве одного или более компонентов абсорбирующего изделия, таких как верхний слой, накопительный слой, верхний слой и накопительный слой или верхний слой и система накопления и/или распределения (ADS). В любом случае трехмерные нетканые материалы настоящего описания могут быть проницаемыми для жидкости.
Абсорбирующее изделие 220 может содержать проницаемый для жидкости материал или верхний слой 224, непроницаемый для жидкости материал или внешний слой 225, абсорбирующую сердцевину 228, по меньшей мере частично расположенную между верхним слоем 224 и внешним слоем 225 и барьерными ножными манжетами 234. Абсорбирующее изделие также может содержать ADS 250, которая в представленном примере содержит распределяющий слой 254 и накопительный слой 252, которые будут более подробно описаны ниже. Абсорбирующее изделие 220 может также содержать эластичные уплотнительные манжеты 232, содержащие эластичные элементы 233, соединенные с каркасом абсорбирующего изделия, обычно через верхний слой и/или внешний слой, и по существу плоско с каркасом подгузника.
На Фиг. 28 и 31 также показаны типичные элементы подгузников с лентой, такие как система фиксации, содержащая крепежные язычки 242, прикрепленные к заднему краю изделия и взаимодействующие с контактной зоной 244 на передней стороне абсорбирующего изделия. Абсорбирующее изделие может также содержать другие типичные элементы, которые не представлены, такие как, например, задний эластичный элемент пояса, передний эластичный элемент пояса, поперечная(-ые) барьерная(-ые) манжета(-ы) и/или применение лосьона.
Абсорбирующее изделие 220 содержит передний край 210 пояса, задний край 212 пояса, продольно противоположный переднему краю 210 пояса, первый боковой край 203 и второй боковой край 204, расположенный сбоку от первого бокового края 203. Передний край 210 пояса представляет собой край изделия, предназначенный для расположения в передней части пользователя при ношении, а задний край 212 пояса представляет собой противоположный край. Абсорбирующее изделие 220 может иметь продольную ось 280, проходящую от боковой средней точки переднего края 210 пояса до боковой средней точки заднего края 212 пояса изделия, и с разделением изделия на две по существу симметричные половины относительно продольной оси 280, с размещенным на нем плоским изделием, если смотреть сверху, как показано на Фиг. 28. Абсорбирующее изделие 220 также может иметь боковую ось 290, проходящую от средней точки продольной длины первого бокового края 203 к средней точке продольной длины второго бокового края 204. Длина изделия L может измеряться вдоль продольной оси 280 от переднего края 210 пояса до заднего края 212 пояса. Ширину W абсорбирующего изделия можно измерить вдоль боковой оси 290 от первого бокового края 203 до второго бокового края 204. Абсорбирующее изделие может содержать точку С промежностного участка, определенную в настоящем документе как точка, расположенная на продольной оси на расстоянии 2/5 (двух пятых) от L, начиная с переднего края 210 изделия 220. Изделие может содержать переднюю область 205 пояса, заднюю область 206 пояса и промежностный участок 207. Каждый из передней области 205 пояса, задней области 206 пояса и промежностного участка 207 может определять 1/3 продольной длины L абсорбирующего изделия.
Верхний слой 224, внешний слой 225, абсорбирующая сердцевина 228 и другие компоненты изделия могут быть собраны в множество конфигураций, в частности, посредством склеивания или горячего тиснения.
Абсорбирующая сердцевина 228 может содержать абсорбирующий материал, содержащий по меньшей мере 80 мас. %, по меньшей мере 85 мас. %, по меньшей мере 90 мас. %, по меньшей мере 95 мас. % или по меньшей мере 99 мас. % суперабсорбирующих полимеров и оболочку сердцевины, включающую суперабсорбирующие полимеры. Оболочка сердцевины, как правило, содержит два материала, подложки или нетканых материала 216и216' на верхней стороне и нижней стороне сердцевины. Эти типы сердцевин известны как безвоздушные сердцевины. Сердцевина может содержать один или более каналов, представленных на Фиг. 28, в виде четырех каналов 226, 226' и 227, 227'. Каналы 226, 226', 227 и 227' являются необязательными элементами. Вместо этого сердцевина может не иметь никаких каналов или может иметь любое количество каналов.
Эти и другие компоненты примера абсорбирующих изделий будут более подробно рассмотрены ниже.
Верхний слой
В настоящем описании верхний слой (часть абсорбирующего изделия, которая контактирует с кожей пользователя и принимает текучие среды) можно образовать из части или всего одного или более трехмерных нетканых материалов, описанных в настоящем документе, и/или может иметь один или более нетканых материалов, расположенных на нем / или соединенных с ним таким образом, что нетканый(-ые) материал(-ы) контактирует(-ют) с кожей пользователя. Другие части верхнего слоя (кроме трехмерных нетканых материалов) также могут контактировать с кожей пользователя. Трехмерные нетканые материалы могут быть расположены в виде полосы или пластыря поверх типичного верхнего слоя 224. Альтернативно трехмерный нетканый материал может образовать только центральную область CD верхнего слоя. Центральная область CD может проходить на полную длину MD верхнего слоя или менее полной длины MD верхнего слоя.
Верхний слой 224 может быть соединен с внешним слоем 225, абсорбирующей сердцевиной 228 и/или любыми другими слоями, как известно специалистам в данной области. Обычно верхний слой 224 и внешний слой 225 соединены непосредственно друг с другом в некоторых местах (например, на периферии абсорбирующего изделия или вблизи него) и опосредованно соединены друг с другом в других местах посредством их прямого соединения с одним или более другими элементами изделия 220.
Верхний слой 224 должен быть податливым, мягким на ощупь и не раздражать кожу пользователя. Кроме того, часть или весь верхний слой 224 может быть проницаемым для жидкости, позволяя жидкостям легко проникать сквозь его толщину. Кроме того, часть или весь верхний слой 224 можно обрабатывать поверхностно-активными веществами или другими агентами для гидрофилизации полотна или придания ему гидрофобности. Любую часть верхнего слоя 224 можно покрыть лосьоном и/или композицией для ухода за кожей, как обычно описано в данной области. Верхний слой 224 может также содержать или обрабатываться антибактериальными агентами.
Внешний слой
Внешний слой 225 обычно представляет собой часть абсорбирующего изделия 220, расположенную смежно с поверхностью, обращенной к одежде, абсорбирующей сердцевины 228, и которая предотвращает или по меньшей мере препятствует абсорбированию и содержанию в них текучей среды и телесных выделений из загрязняющих изделий, таких как простыни и нижнее белье. Внешний слой 225 обычно непроницаем или по меньшей мере по существу непроницаем для текучей среды (например, мочи). Внешний слой может, например, представлять собой или содержать тонкую пластиковую пленку, такую как термопластичная пленка, имеющая толщину от около 0,012 мм до около 0,051 мм. Другие подходящие материалы внешнего слоя могут включать в себя воздухопроницаемые материалы, которые позволяют парам выходить из абсорбирующего изделия 220, при этом все еще предотвращая или по меньшей мере препятствуя прохождению текучей среды через внешний слой 225.
Внешний слой 225 может быть соединен с верхним слоем 224, абсорбирующей сердцевиной 228 и/или любым другим элементом абсорбирующего изделия 220 с помощью любых способов прикрепления, известных специалистам в данной области техники.
Абсорбирующее изделие может содержать внешний слой, содержащий наружную обложку или наружную обложку нетканого материала. Наружная обложка или наружная обложка нетканого материала абсорбирующего изделия 220 могут покрывать по меньшей мере часть или весь внешний слой 225, чтобы сформировать мягкую поверхность абсорбирующего изделия, обращенную к одежде. Наружная обложка или наружная обложка нетканого материала могут быть образованы из трехмерных нетканых материалов с высокой плотностью, описанных в настоящем документе. Альтернативно наружная обложка или наружная обложка нетканого материала может содержать один или более известных наружных покрывающих материалов. Если наружная обложка содержит один из трехмерных нетканых материалов настоящего описания, трехмерный нетканый материал внешней обложки может соответствовать или не соответствовать (например, одному и тому же материалу, одинаковому узору) трехмерному нетканому материалу, используемому в качестве верхнего слоя или внешнего слоя и накопительного слоя абсорбирующего изделия. В других случаях наружная обложка может иметь напечатанный или иным образом нанесенный узор, который соответствует или визуально напоминает узор трехмерных нетканых материалов, используемых в качестве верхнего слоя или верхнего слоя и слоистого материала накопительного слоя абсорбирующего изделия. Наружная обложка может быть соединена по меньшей мере с частью внешнего слоя 225 посредством механического соединения, ультразвукового, термического соединения, адгезионного соединения или других подходящих способов присоединения.
Абсорбирующая сердцевина
Абсорбирующая сердцевина является компонентом абсорбирующего изделия, которая имеет наибольшую абсорбирующую способность и которая содержит абсорбирующий материал и оболочку сердцевины или сердцевину, охватывающую абсорбирующий материал. Абсорбирующая сердцевина не включает в себя систему накопления и/или распределения или любые другие компоненты абсорбирующего изделия, которые не являются неотъемлемой частью оболочки сердцевины или сердцевины или не находятся внутри оболочки сердцевины. Абсорбирующая сердцевина может содержать, состоять по существу из или состоять из оболочки сердцевины, абсорбирующего материала (например, суперабсорбирующие полимеры и малое количество или полное отсутствие целлюлозных волокон) в соответствии с описанием и клей.
Абсорбирующая сердцевина 228 может содержать абсорбирующий материал с большим количеством суперабсорбирующих полимеров (в настоящем документе сокращенно именуются SAP), заключенных внутри оболочки сердцевины. Содержание SAP может составлять от 70 мас. % до 100 мас. % или по меньшей мере 70 мас. %, 75 мас. %, 80 мас. %, 85 мас. %, 90 мас. %, 95 мас. %, 99 мас. % или 100 мас. % абсорбирующего материала, содержащегося в оболочке сердцевины. Для целей оценки процентного содержания SAP в абсорбирующей сердцевине оболочка сердцевины не считается абсорбирующим материалом. Абсорбирующая сердцевина может содержать воздушный фетр с содержанием суперабсорбирующих полимеров или без них.
Термин «абсорбирующий материал» означает материал, который обладает некоторой абсорбирующей способностью или свойствами удерживания жидкости, такой как SAP, целлюлозные волокна, а также искусственные волокна. Как правило, клей, используемый при изготовлении абсорбирующих сердцевин, не обладает или обладает абсорбирующими способностями в низкой степени и не считается абсорбирующим материалом. Содержание SAP может быть выше 80 мас. %, например, по меньшей мере 85 мас. %, по меньшей мере 90 мас. %, по меньшей мере 95 мас. %, по меньшей мере 99 мас. % и даже до 100 мас. % включительно абсорбирующего материала, содержащегося внутри оболочки сердцевины. Эта сердцевина без воздушного фетра является относительно тонкой по сравнению с обычной сердцевиной, обычно содержащей 40-60 мас. % SAP, и с высоким содержанием целлюлозных волокон. Абсорбирующий материал может, в частности, содержать менее чем 15 мас. % или менее чем 10 мас. % натуральных, целлюлозных или синтетических волокон, менее чем 5 мас. %, менее чем 3 мас. %, менее чем 2 мас. %, менее чем 1 мас. %, или может даже практически не содержать натуральных, целлюлозных и/или синтетических волокон.
Как указано выше, сердцевины, не содержащие воздушного фетра, с очень небольшим содержанием натуральных целлюлозных и/или синтетических волокон или без них являются довольно тонкими по сравнению с обычными сердцевинами, благодаря чему общее абсорбирующее изделие тоньше, чем абсорбирующие изделия с сердцевинами, содержащими смешанные SAP и целлюлозные волокна (например, 40-60% целлюлозных волокон). Эта тонкость сердцевины может привести к ощущению снижения абсорбирующей способности и производительности потребителем, хотя технически это не так. В настоящее время эти тонкие сердцевины обычно используются с по существу плоскими или перфорированными верхними слоями. Кроме того, абсорбирующие изделия, имеющие эти тонкие сердцевины без воздушного фетра, уменьшают капиллярное пустое пространство, поскольку в сердцевинах мало натуральных, целлюлозных или синтетических волокон, либо они отсутствуют. Таким образом, иногда в абсорбирующем изделии не хватает капиллярного пустого пространства, чтобы полностью принять множественные появления телесных выделений или одно большое появление.
Для решения таких проблем настоящее описание содержит абсорбирующие изделия с этими тонкими сердцевинами без воздушного фетра в сочетании с одним из трехмерных нетканых материалов с высокой плотностью, описанных в настоящем документе, в виде верхнего слоя или слоистого материала верхнего слоя и накопительного слоя. В таком случае повышается потребительское восприятие абсорбирующей способности и производительности благодаря увеличенной толщине абсорбирующего изделия за счет дополнительной толщины, обеспечиваемой трехмерным нетканым материалом с высокой плотностью. Кроме того, трехмерные нетканые материалы, когда они используются с этими тонкими сердцевинами, не содержащими воздушного фетра, в качестве верхнего слоя или слоистого материала верхнего слоя и накопительного слоя, добавляют капиллярное пустое пространство обратно в абсорбирующие изделия, сохраняя при этом минимальную высоту стопки, экономию затрат для потребителей и производителей. Таким образом, абсорбирующие изделия настоящего описания могут легко поглощать множественные появления телесных выделений или одиночные большие появления вследствие этого увеличенного капиллярного пустого пространства. Кроме того, абсорбирующие изделия, которые содержат нетканые материалы в качестве верхнего слоя или слоистого материала верхнего слоя и накопительного слоя, обеспечивают потребителям эстетически приятный верхний слой относительно плоского верхнего слоя или перфорированного верхнего листа увеличенной толщины и, таким образом, восприятие потребителем абсорбирующей способности и рабочих характеристик.
На Фиг. 33-35 отдельно показан пример абсорбирующей сердцевины 228 абсорбирующего изделия 220, показанного на Фиг. 31-32. Абсорбирующая сердцевина 228 может содержать переднюю сторону 480, заднюю сторону 282 и две продольные стороны 284, 286, соединяющие переднюю сторону 480 и заднюю сторону 282. Абсорбирующая сердцевина 228 может также содержать по существу плоскую верхнюю сторону и по существу плоскую нижнюю сторону. Передняя сторона 480 сердцевины является стороной сердцевины, предназначенной для размещения в направлении переднего края 210 пояса абсорбирующего изделия. Сердцевина 228 может иметь продольную ось 280', по существу соответствующую продольной оси 280 абсорбирующего изделия 220, если смотреть сверху на вид в горизонтальной проекции на Фиг. 28. Абсорбирующий материал может быть распределен в большей степени в направлении передней стороны 480, чем в направлении задней стороны 282, поскольку в определенных абсорбирующих изделиях более высокая абсорбирующая способность требуется в передней части. Передний и задний края 480, 282 сердцевины могут быть короче, чем продольные боковые края 284, 286 сердцевины. Оболочку сердцевины можно образовать с помощью двух нетканых материалов, подложек, слоистых материалов или других материалов 216, 216', которые могут быть по меньшей мере частично герметично соединены вдоль сторон 284, 286 абсорбирующей сердцевины 228. Оболочка сердцевины может быть по меньшей мере частично герметично уплотнена вдоль передней стороны 480, задней стороны 282 и двух продольных сторон 284, 286 таким образом, что абсорбирующий материал по существу не выходит за пределы оболочки абсорбирующей сердцевины. Первый материал, подложка или нетканый материал 216 может по меньшей мере частично окружать второй материал, подложку или нетканый материал 216' с образованием оболочки сердцевины, как показано на Фиг. 34. Первый материал 216 может окружать по меньшей мере часть второго материала 216' в непосредственной близости от первого и второго боковых краев 284 и 286.
Абсорбирующая сердцевина может содержать адгезив, например, позволяющий зафиксировать SAP внутри оболочки сердцевины и/или обеспечивающий целостность оболочки сердцевины, в частности, если оболочка сердцевины изготовлена из двух или более подложек. Адгезив может быть термоплавким адгезивом, поставляемым, например, компанией Н.В. Fuller.
Оболочка сердцевины может охватывать большую площадь, чем строго необходимо для удерживания абсорбирующего материала внутри оболочки.
Абсорбирующий материал может представлять собой непрерывный слой, содержащийся внутри оболочки сердцевины. Альтернативно абсорбирующий материал может состоять из отдельных карманов или полос абсорбирующего материала, заключенных в оболочку сердцевины. В первом случае абсорбирующий материал можно, например, получать путем нанесения одного непрерывного слоя абсорбирующего материала. Непрерывный слой абсорбирующего материала, в частности SAP, также можно получить путем объединения двух абсорбирующих слоев с абсорбирующим материалом, нанесенным по прерывистым узорам, причем полученный слой по существу непрерывно распределен по площади абсорбирующего полимерного материала в виде частиц, как описано, например, в публикации заявки на патент США №2008/0312622 А1 (Hundorf). Абсорбирующая сердцевина 228 может содержать первый абсорбирующий слой и второй абсорбирующий слой. Первый абсорбирующий слой может содержать первый материал 216 и первый слой 261 абсорбирующего материала, который может на 100% или менее состоять из SAP. Второй абсорбирующий слой может содержать второй материал 216' и второй слой 262 абсорбирующего материала, который также может на 100% или менее состоять из SAP. Абсорбирующая сердцевина 228 может также содержать волокнистый термопластичный адгезивный материал 251, по меньшей мере частично соединяющий каждый слой абсорбирующего материала 261, 262 с соответствующим материалом 216 или 216'. Это показано, например, на Фиг. 34-35, где первый и второй слои SAP используются в виде поперечных полос или «контактных областей», имеющих такую же ширину, что и желаемый участок размещения абсорбирующего материала на соответствующей подложке, до соединения. Полосы могут содержать различные количества абсорбирующего материала (SAP) для обеспечения профильной поверхностной плотности вдоль продольной оси сердцевины 280. Первый материал 216 и второй материал 216' могут образовывать оболочку сердцевины.
Волокнистый термопластичный адгезивный материал 251 может по меньшей мере частично контактировать с абсорбирующим материалом 261, 262 в контактных областях и по меньшей мере частично контактировать с материалами 216 и 216' в соединительных областях. Это придает по существу трехмерную структуру волокнистому слою термопластичного адгезивного материала 251, который сам по себе представляет по существу двухмерную структуру относительно небольшой толщины по сравнению с размерами в длину и в ширину. Таким образом, волокнистый термопластичный адгезивный материал может образовывать полости для покрытия абсорбирующего материала на контактных областях и при этом фиксировать этот абсорбирующий материал, который может на 100% или менее состоять из SAP.
Используемые для волокнистого слоя термопластичные адгезивы могут обладать эластомерными свойствами, чтобы полотно, образованное волокнами на слое SAP, обладало способностью к растягиванию при набухании SAP.
Суперабсорбирующий полимер (SAP)
SAP, применяемый для целей настоящего изобретения, может включать в себя множество не растворимых в воде, но набухающих в воде полимеров, обладающих способностью к абсорбированию большого количества текучей среды.
Суперабсорбирующий полимер может быть представлен в форме частиц, чтобы обладать сыпучестью в сухом состоянии. Абсорбирующие полимерные материалы в виде частиц могут быть изготовлены из полимеров на основе поли(мет)акриловой кислоты. Однако допускается использование абсорбирующего полимерного материала на основе крахмала, а также сополимера полиакриламида, сополимера этилена и малеинового ангидрида, поперечносшитой карбоксиметилцеллюлозы, сополимеров поливинилового спирта, поперечносшитого полиэтиленоксида и привитого сополимера крахмала и полиакрилонитрила.
SAP может присутствовать в множестве форм. Термин «частицы» относится к гранулам, волокнам, хлопьям, сферам, порошкам, пластинкам и другим формам, известным специалистам в данной области частиц суперабсорбирующего полимера. Частицы SAP могут иметь форму волокон, т.е. удлиненных, остроконечных частиц суперабсорбирующего полимера. Волокна также могут иметь форму удлиненной нити, которая может быть плетеной. SAP может представлять собой частицы сферической формы. Абсорбирующая сердцевина может содержать один или более видов SAP.
В большинстве абсорбирующих изделий жидкие выделения пользователя преимущественно приходятся на переднюю половину абсорбирующего изделия, в частности, в подгузнике. Следовательно, передняя половина изделия (определяемая областью между передним краем и поперечной линией, размещенной на расстоянии половины L от переднего края 210 пояса или заднего края 212 пояса) может содержать большую часть абсорбирующей способности сердцевины. Таким образом, по меньшей мере 60% SAP или по меньшей мере 65%, 70%, 75%, 80% или 85% SAP могут быть сосредоточены в передней половине абсорбирующего изделия, при этом остальная часть SAP размещается в задней половине абсорбирующего изделия. Альтернативно SAP может быть равномерно распределен по сердцевине или может быть распределен любым другим подходящим образом.
Общее количество SAP, присутствующего в абсорбирующей сердцевине, также может варьироваться в зависимости от предполагаемого пользователя. В подгузниках для новорожденных может требоваться меньшее количество SAP, чем в подгузниках для младенцев, детей или в подгузниках для недержания у взрослых. Количество SAP в сердцевине может составлять от около 5 до 60 г или от 5 до 50 г. Средняя поверхностная плотность SAP на (или на по меньшей мере одном при наличии нескольких участков) участке 8 размещения SAP может составлять по меньшей мере 50, 100, 200, 300, 400, 500 или более г/м2. Участки каналов (например, 226, 226', 227, 227'), присутствующие на участке 8 размещения абсорбирующего материала, не учитываются при расчете среднего значения поверхностной плотности.
Оболочка сердцевины
Оболочка сердцевины может быть изготовлена из одной подложки, материала или нетканого полотна, обернутого вокруг абсорбирующего материала, или может содержать две (или более) подложки, материала или нетканых полотна, которые присоединены друг к другу. Типичными способами соединения являются так называемые С-образное обертывание и/или многослойное обертывание. При Сообразном обертывании, как показано, например, на Фиг. 29 и 34, продольные и/или поперечные края одной из подложек загибают поверх другой подложки с образованием отворотов. Затем эти отвороты присоединяют к внешней поверхности другой подложки, как правило, путем приклеивания.
Оболочка сердцевины может быть образована из любых материалов, подходящих для размещения и удерживания абсорбирующего материала. Типичными материалами подложки, используемыми при производстве традиционных сердцевин, являются, в частности, бумага, ткани, пленки, нетканые или тканые материалы, или слоистые материалы, или композитные материалы на их основе.
Подложки также могут быть воздухопроницаемыми (в дополнение к проницаемости для текучей среды). Следовательно, пленки, используемые для целей настоящего изобретения, могут содержать микропоры.
Оболочка сердцевины может быть по меньшей мере частично уплотнена вдоль всех сторон абсорбирующей сердцевины таким образом, что абсорбирующий материал по существу не выходит за пределы сердцевины. Под фразой «абсорбирующий материал по существу не выходит» понимается, что менее чем 5 мас. %, менее чем 2 мас. %, менее чем 1 мас. % или приблизительно 0 мас. % абсорбирующего материала выходит из оболочки сердцевины. Термин «уплотнение» следует понимать в широком смысле. Уплотнение необязательно должно быть непрерывным вдоль всего периметра оболочки сердцевины, но оно может быть прерывистым вдоль части или всего периметра, например, оно может быть образовано рядом точек уплотнения, расположенных на одной линии на расстоянии друг от друга. Уплотнение может быть образовано путем приклеивания и/или термоскрепления.
Если оболочка сердцевины образована с помощью двух подложек 216, 216', для заключения абсорбирующего материала 260 внутри оболочки сердцевины можно использовать четыре уплотнения. Например, первая подложка 216 может быть расположена на одной стороне сердцевины (на верхней стороне, как показано на Фиг. 33-35) и может проходить вокруг продольных краев сердцевины, чтобы по меньшей мере частично обернуть противоположную нижнюю сторону сердцевины. Вторая подложка 216' может быть расположена между отворотами первой подложки 216 и абсорбирующим материалом 260. Отвороты первой подложки 216 можно приклеить ко второй подложке 216' для обеспечения прочного уплотнения. Эта так называемая конструкция с С-образным обертыванием может обеспечивать преимущества, такие как повышенная устойчивость к разрыву в смоченном состоянии по сравнению с многослойным уплотнением. Затем переднюю сторону и заднюю сторону оболочки сердцевины также можно уплотнить путем приклеивания первой подложки и второй подложки друг к другу для обеспечения полной герметизации абсорбирующего материала по всей периферии сердцевины. На передней стороне и задней стороне сердцевины первая и вторая подложки могут проходить и могут быть соединены друг с другом в по существу направлении одной плоскости с образованием на этих краях так называемой многослойной конструкции. В так называемой многослойной конструкции первая и вторая подложки могут также проходить наружу на всех сторонах сердцевины и могут иметь плоское или по существу плоское уплотнение вдоль всей или частей периферии сердцевины, как правило, образованное путем приклеивания и/или термического соединения / соединения прессованием. В одном примере нет необходимости придавать форму ни первой, ни второй подложкам, таким образом, их можно нарезать прямоугольниками для упрощения процесса производства, но другие формы также входят в объем настоящего описания.
Оболочку сердцевины можно также образовать с помощью одной подложки, которая может охватывать абсорбирующий материал как пакетная завертка и может иметь уплотнение вдоль передней стороны и задней стороны сердцевины и одно продольное уплотнение.
Участок размещения SAP
Участок 208 размещения абсорбирующего материала может быть определен периферией слоя, образованного абсорбирующим материалом 260 внутри оболочки сердцевины, если смотреть с верхней стороны абсорбирующей сердцевины.
Участок 208 размещения абсорбирующего материала может иметь различные формы, в частности, так называемую форму восьмерки или песочных часов, которая характеризуется сужением вдоль ширины к середине или промежностного участка сердцевины. Таким образом, участок 8 размещения абсорбирующего материала может иметь относительно малую ширину в области сердцевины, предназначенной для размещения в промежностном участке абсорбирующего изделия, как показано на Фиг. 28. Это может обеспечить повышенный комфорт при ношении. Участок 8 размещения абсорбирующего материала также может быть по существу прямоугольной формы, например, как показано на Фиг. 31-33, однако другие формы участков размещения, такие как прямоугольная, Т-образная, Y-образная формы, форма песочных часов или восьмерки, также входят в объем настоящего описания. Абсорбирующий материал может быть размещен с использованием любых подходящих способов, которые могут обеспечить относительно точное размещение SAP с относительно высокой скоростью.
Каналы
Участок 208 размещения абсорбирующего материала может содержать по меньшей мере один канал 226, который по меньшей мере частично ориентирован в продольном направлении изделия 280 (т.е. имеет продольный векторный компонент), как показано на ФИГ. 28 и 29. Другие каналы могут быть по меньшей мере частично ориентированы в боковом направлении (т.е. имеют боковой векторный компонент) или в любом другом направлении. Далее при употреблении термина «каналы» во множественном числе подразумевается «по меньшей мере один канал». Каналы могут иметь длину L', спроецированную на продольную ось 280 изделия, которая составляет по меньшей мере 10% длины L изделия. Каналы можно образовать различными способами. Например, каналы можно образовать с помощью зон внутри участка 208 размещения абсорбирующего материала, которые могут по существу не содержать или не содержать абсорбирующего материала, в частности SAP. В другом примере каналы можно образовать зонами внутри участка 208 размещения абсорбирующего материала, где абсорбирующий материал сердцевины содержит целлюлозу, воздушный фетр, SAP или их комбинации, и каналы могут по существу не содержать или не содержать абсорбирующего материала, в частности, SAP, целлюлозы или воздушного фетра. Кроме того, или альтернативно, канал(-ы) также можно образовать путем непрерывного или прерывистого соединения верхней стороны оболочки сердцевины с нижней стороной оболочки сердцевины через участок 208 размещения абсорбирующего материала. Каналы могут быть непрерывными, но допускается, что каналы могут быть прерывистыми. Система или слой 250 накопления-распределения или другой слой изделия также может содержать каналы, которые могут соответствовать или не соответствовать каналам абсорбирующей сердцевины.
В некоторых случаях каналы могут присутствовать в абсорбирующем изделии по меньшей мере на том же продольном уровне, что и точка С промежностного участка или боковая ось 260, как показано на Фиг. 28 на примере двух продольных каналов 226, 226'. Каналы могут также проходить от промежностного участка 207 или могут находиться на передней области 205 пояса и/или на задней области 206 пояса изделия.
Абсорбирующая сердцевина 228 может также содержать более двух каналов, например по меньшей мере 3, по меньшей мере 4, по меньшей мере 5 или по меньшей мере 6 или более. Кроме того, могут присутствовать более короткие каналы, например, в задней области 206 пояса или передней области 205 пояса сердцевины, как представлено парой каналов 227, 227' на Фиг. 28 в направлении передней части изделия. Каналы могут содержать одну или более пар каналов, расположенных симметрично или расположенных иным образом относительно продольной оси 280.
Каналы могут быть особенно полезны в абсорбирующей сердцевине, если участок размещения абсорбирующего материала имеет прямоугольную форму, поскольку каналы могут повысить эластичность сердцевины настолько, что применение сердцевины непрямоугольной формы (формованной) является менее преимущественным. Разумеется, каналы могут также присутствовать в слое SAP, имеющем формованный участок размещения.
Каналы могут быть полностью расположены продольно и параллельно продольной оси или полностью расположены поперечно и параллельно боковой оси, но также могут иметь по меньшей мере части, которые являются изогнутыми.
Для снижения риска подтекания текучей среды основные продольные каналы могут не доходить до любого из краев участка 208 размещения абсорбирующего материала и, таким образом, могут быть полностью заключены внутри участка 208 размещения абсорбирующего материала сердцевины. Наименьшее расстояние между каналом и ближайшим краем участка 208 размещения абсорбирующего материала может составлять по меньшей мере 5 мм.
Каналы могут иметь ширину Wc вдоль по меньшей мере части длины, которая составляет по меньшей мере 2 мм, по меньшей мере 3 мм, по меньшей мере 4 мм, до, например, 20 мм, 16 мм или 12 мм. Ширина канала(-ов) может быть постоянной на протяжении по существу всей длины канала или может изменяться вдоль его длины. Если каналы образованы с помощью не содержащей абсорбирующего материала зоны внутри участка 208 размещения абсорбирующего материала, шириной каналов считается ширина не содержащей материала зоны, не принимая во внимание возможное наличие оболочки сердцевины внутри каналов. Если каналы образованы не с помощью не содержащих абсорбирующего материала зон, например главным образом посредством соединения оболочки сердцевины через зону абсорбирующего материала, ширина каналов представляет собой ширину этого соединения.
По меньшей мере некоторые или все каналы могут быть постоянными каналами, т.е. их целостность по меньшей мере частично сохраняется как в сухом состоянии, так и в смоченном состоянии. Постоянные каналы можно получить при наличии одного или более адгезивных материалов, например волокнистого слоя адгезивного материала или монтажного клея, который помогает склеивать подложку с абсорбирующим материалом внутри стенок канала. Постоянные каналы можно также образовать путем соединения верхней стороны и нижней стороны оболочки сердцевины (например, первой подложки 216 и второй подложки 216') и/или верхнего слоя 224 с внешним слоем 225 посредством каналов. Как правило, адгезив можно применять для соединения обеих сторон оболочки сердцевины или верхнего слоя и внешнего слоя посредством каналов, но возможно выполнить соединение с помощью других известных процессов, таких как соединение прессованием, ультразвуковая сварка, термическое соединение или их комбинация. Оболочка сердцевины или верхний слой 224 и внешний слой 225 могут иметь непрерывное соединение или прерывистое соединение вдоль каналов. Предпочтительно каналы могут оставаться или становиться видимыми по меньшей мере через верхний слой и/или внешний слой, когда абсорбирующее изделие полностью заполнено текучей средой. Этого можно достигнуть путем по существу освобождения каналов от SAP так, чтобы они не набухали, и выполнения их в достаточно большом размере так, чтобы избежать закупоривания при смачивании. Кроме того, соединение оболочки сердцевины с самой собой или верхнего слоя с внешним слоем посредством каналов может быть преимущественным.
Барьерные ножные манжеты
Абсорбирующее изделие может содержать пару барьерных ножных манжет 34. Каждую барьерную ножную манжету можно образовать куском материала, который прикреплен к абсорбирующему изделию, так что он может простираться вверх от обращенной к пользователю поверхности абсорбирующего изделия и обеспечивать улучшенное удержание текучей среды и других телесных выделений приблизительно на стыке туловища и ног пользователя. Барьерные ножные манжеты ограничены проксимальным краем 64, соединенным прямо или косвенно с верхним слоем 224 и/или внешним слоем 225 и свободным концевой краем 266, предназначенным для контакта с кожей пользователя и образования уплотнения. Барьерные ножные манжеты 234 по меньшей мере частично проходят между передним краем 210 пояса и задним краем 212 пояса абсорбирующего изделия на противоположных сторонах продольной оси 280 и по меньшей мере расположены на уровне точки (С) промежностного участка или промежностного участка. Барьерные ножные манжеты на проксимальном крае 264 можно соединить с каркасом изделия посредством соединения 265, которое можно выполнить, например, путем склеивания, адгезивного соединения или комбинации других подходящих способов соединения. Соединение 265 на проксимальном крае 264 может быть непрерывным или прерывистым. Соединение 265, которое расположено ближе всего к выступающему участку ножной манжеты, ограничивает проксимальный край 264 стоячей частью ножной манжеты.
Барьерные ножные манжеты могут быть неотъемлемой частью верхнего слоя 224 или внешнего слоя 225 или могут быть отдельным материалом, соединенным с каркасом изделия. Каждая барьерная ножная манжета 234 может содержать одну, две или более эластичных нитей 235, расположенных близко к свободному концевому краю 266, для обеспечения лучшего уплотнения.
В дополнение к барьерным ножным манжетам 234 изделие может содержать уплотнительные манжеты 232, которые соединены с каркасом абсорбирующего изделия, в частности с верхним слоем 224 и/или внешним слоем 225, и расположены снаружи относительно барьерных ножных манжет. Уплотнительные манжеты 232 могут обеспечивать лучшее уплотнение вокруг бедер пользователя. Каждая уплотнительная ножная манжета может содержать одну или более эластичных нитей или эластичных элементов 233 в каркасе абсорбирующего изделия между верхним слоем 224 и внешним слоем 225 в области отверстий для ног. Все или часть барьерных ножных манжет и/или уплотнительных манжет можно обработать лосьоном или другой композицией для ухода за кожей.
Система накопления-распределения
Абсорбирующие изделия настоящего описания могут содержать слой или систему 250 накопления-распределения (ADS). Одной из функций ADS является быстрое поглощение одной или более текучих сред и их эффективное распределение в абсорбирующей сердцевине. ADS может содержать один, два или более слоев, которые могут образовывать единый слой или могут оставаться отдельными слоями, присоединенными друг к другу. В одном примере ADS может содержать два слоя: распределяющий слой 254 и накопительный слой 252, расположенные между абсорбирующей сердцевиной и верхним слоем, однако настоящее описание не ограничивается этим вариантом.
В одном примере трехмерные нетканые материалы настоящего описания с высокой плотностью могут содержать верхний слой и накопительный слой в виде слоистого материала. Распределяющий слой также может быть предусмотрен на стороне, обращенной к одежде, слоистого материала верхнего слоя / накопительного слоя.
Несущий слой
Когда трехмерные нетканые материалы настоящего описания с высокой плотностью включают в себя слоистый материал верхнего слоя и накопительного слоя, может потребоваться нанесение несущего слоя для поддержки распределяющего слоя (не показан), который может содержать один или более нетканых материалов или другие материалы. Распределяющий слой можно нанести на несущий слой или расположить на нем. Таким образом, несущий слой можно расположить на промежуточном уровне между накопительным слоем и распределяющим слоем, и он может находиться в обратном отношении с накопительным слоем и распределяющим слоем.
Распределяющий слой
Распределяющий слой ADS может содержать по меньшей мере 50 мас. % поперечносшитых волокон целлюлозы. Поперечносшитые волокна целлюлозы могут быть обжатыми, сплетенными или скрученными или представлять собой комбинацию обжатых, сплетенных или скрученных волокон. Такой тип материала описан в публикации патента США №2008/0312622 A1 (Hundorf). Поперечносшитые волокна целлюлозы обеспечивают более высокую упругость и, следовательно, более высокую устойчивость первого абсорбирующего слоя к сжатию в упаковке изделия или в условиях применения, например под весом пользователя. Это может обеспечивать сердцевину большим свободным объемом, проницаемостью и способностью абсорбировать жидкость и, следовательно, уменьшением подтеканий и повышенной сухостью.
Распределяющий слой, содержащий поперечносшитые волокна целлюлозы настоящего описания, может содержать другие волокна, но преимущественно этот слой может содержать по меньшей мере 50 мас. %, или 60 мас. %, или 70 мас. %, или 80 мас. %, или 90 мас. %, или даже до 100 мас. % поперечносшитых волокон целлюлозы (включая поперечносшивающие агенты).
Накопительный слой
Если трехмерный нетканый материал настоящего описания представлен только как верхний слой абсорбирующего изделия, ADS 250 может содержать накопительный слой 252. Накопительный слой может быть размещен между распределяющим слоем 254 и верхним слоем 224. В таких случаях накопительный слой 252 может представлять собой или может содержать нетканый материал, такой как гидрофильный материал SMS или SMMS, содержащий материалы, скрепленные прядением, материалы, полученные аэродинамическим распылением расплава, и дополнительный слой, скрепленный прядением, или альтернативно кардный штапельный химически связанный нетканый материал. Нетканый материал может иметь латексное соединение.
Система фиксации
Абсорбирующее изделие может содержать систему фиксации. Систему фиксации можно использовать для обеспечения боковых натяжений вокруг внешней границы абсорбирующего изделия для удержания абсорбирующего изделия на пользователе в качестве типичного элемента подгузников с лентой. Эта система фиксации не является необходимой для изделий «обучающие трусы», поскольку область пояса этих изделий уже соединена. Система фиксации может содержать крепежные элементы, такие как язычки с лентой, крепежные элементы в виде крючков и петель, взаимно сцепляющиеся крепежные элементы, такие как язычки и пазы, пряжки, кнопки, защелки и/или гибридные крепежные элементы, хотя любые другие подходящие механизмы фиксации также входят в объем настоящего описания. Контактная зона 244 обычно предусмотрена на поверхности, обращенной к одежде, передней области 205 пояса, для крепежного элемента, который должен быть прикреплен к ней с возможностью отсоединения.
Передние и задние ушки
Абсорбирующее изделие может содержать передние ушки 246 и задние ушки 240. Ушки могут быть выполнены как одно целое с каркасом, например, они могут быть образованы верхним слоем 224 и/или внешним слоем 226 в виде боковых вставок. Альтернативно, как показано на Фиг. 28, ушки могут быть отдельными элементами, присоединенными склеиванием, горячим тиснением и/или присоединенными под давлением. Задние ушки 240 могут быть растягивающимися, чтобы облегчить прикрепление язычков 242 к контактной зоне 244 и удерживать подгузники с липкой лентой на месте вокруг талии пользователя. Задние ушки 240 могут также быть эластичными и растягивающимися, чтобы обеспечить более удобную и контурную посадку, чтобы изначально подходящим образом приспособить абсорбирующее изделие к пользователю и обеспечивать эту посадку в течение всего прошедшего времени ношения, когда абсорбирующее изделие наполнено текучей среды или другими телесными выделениями, поскольку эластифицированные ушки позволяют сторонам абсорбирующего изделия расширяться и сжиматься.
Эластичный элемент пояса
Абсорбирующее изделие 220 может также содержать по меньшей мере один эластичный элемент пояса (не представлен), который помогает обеспечивать улучшенную посадку и удерживание. Эластичный элемент пояса по существу предназначен для эластичного расширения и сжатия для посадки на талии пользователя в динамике. Эластичный элемент пояса может проходить по меньшей мере в продольном направлении наружу от по меньшей мере одного края пояса абсорбирующей сердцевины 228 и по существу образует по меньшей мере часть задней стороны абсорбирующего изделия. Одноразовые подгузники могут быть сконструированы таким образом, чтобы иметь два эластичных элемента пояса, один из которых расположен в передней области пояса, а другой - в задней области пояса.
Цветовые сигналы
В форме абсорбирующие изделия настоящего описания могут иметь разные цвета в разных слоях или их частях (например, верхний слой и накопительный слой, верхний слой и обложка нетканой сердцевины, первая часть и вторая часть верхнего слоя, первая часть и вторая часть накопительного слоя). Различные цвета могут иметь оттенок одного и того же цвета (например, темно-синий и голубой) или могут быть разными цветами (например, фиолетовым и зеленым). Различные цвета, например, могут иметь Delta Е в диапазоне от около 1,5 до около 10, от около 2 до около 8 или от около 2 до около 6. Другие подходящие диапазоны Delta Е также входят в объем настоящего описания.
В одном случае различные слои абсорбирующих изделий можно соединить с использованием цветного адгезива. Цветной адгезив можно наносить на любой подходящий слой или слои в виде узора. Узор адгезива может быть дополнением к узору верхнего слоя или не дополнять его. Такой узор может увеличить внешний вид глубины в абсорбирующем изделии. В некоторых случаях окрашенный адгезив может быть синим.
В других случаях любой из слоев может содержать признаки, такие как чернила печати, в качестве помощи для создания внешнего вида, глубинного оттиска, абсорбирующей способности или качественного изображения абсорбирующих изделий.
В других случаях цвета могут быть дополнены или зарегистрированы с узорами трехмерных элементов нетканого материала 10, используемого в качестве компонента в абсорбирующем изделии. Например, материал, имеющий первую и вторую зоны визуально различных узоров трехмерных элементов, может также иметь напечатанный цвет, чтобы подчеркнуть, выделить, контрастировать или иным образом изменить внешний вид материала 10. Улучшения цвета могут быть полезными при передаче пользователю абсорбирующего изделия определенных функциональных характеристик нетканого материала 10 при применении. Таким образом, цвет можно использовать в комбинации со структурными, трехмерными элементами в одном компоненте или в комбинациях компонентов для создания визуально отличительного абсорбирующего изделия. Например, вторичный верхний слой или накопительный слой могут иметь напечатанный узор цвета или цветов, который дополняет узор трехмерных элементов материала 10, используемого в качестве верхнего слоя в абсорбирующем изделии. Другим примером является абсорбирующее изделие, содержащее 1) абсорбирующую сердцевину, содержащую канал, 2) верхний слой с трехмерным узором, зарегистрированным или выделяющим канал или каналы в сердцевине, и 3) графический цветовой компонент, чернила печати или признаки, видимые при осмотре верхнего слоя (поверхность контакта с телом) или поверхности осмотра внешнего слоя (поверхность контакта с одеждой), чтобы дополнительно подчеркнуть функциональные особенности основного канала или каналов и общую производительность абсорбирующего изделия.
Дополнительную характеризацию новых аспектов настоящего описания можно осуществить, сконцентрировавшись на трехмерных элементах внутри визуально различимой зоны. Каждую зону, например, вышеописанные зоны 110, 120 и 130, можно дополнительно описать в отношении к микрозонам. Микрозона представляет собой часть нетканого материала 10 внутри зоны, которая имеет по меньшей мере две визуально различимых области, и между этими двумя областями имеется различие в общем интенсивном свойстве. Микрозона может содержать часть нетканого материала 10, пересекающую границы двух или более зон, и имеющую по меньшей мере две визуально различимые области, и между этими двумя областями имеется различие в общем интенсивном свойстве.
Преимущество рассмотрения микрозон в настоящем описании состоит в иллюстрации того, что помимо различий в средних интенсивных свойствах в зоне, например в вышеописанных зонах 110, 120 и 130, в настоящем описании также предусмотрены материалы, имеющие различия в фактических и/или средних интенсивных свойствах между областями, образованными трехмерными элементами внутри зоны, причем трехмерные элементы расположены точно в соответствии с конструкцией формирующего ленточного конвейера, используемого для производства материалов. Различие в интенсивных свойствах между областями трехмерных элементов обеспечивает дополнительные визуальные, а также функциональные преимущества. Четкий визуальный контраст между областями может обеспечивать чрезвычайно тонкий визуально отличимый дизайн внутри зоны и между зонами. Аналогично точное размещение областей, обеспечиваемое точно изготовленным формирующим ленточным конвейером, может обеспечить прекрасную и специально подобранную мягкость, прочность и параметры работы с текучей среды в зонах. Таким образом, в одном варианте осуществления в изобретении предусмотрено неожиданное сочетание различий в средних интенсивных свойствах между зонами и одновременно различий в интенсивных свойствах областей, составляющих микрозону.
Области, образованные трехмерными элементами, понятны при изучении ФИГ. 38 и ФИГ. 39. На ФИГ. 38 показано полученное световым микроскопом изображение части материала 10 в соответствии с настоящим описанием, а на ФИГ. 39 показана сделанный сканирующим электронным микроскопом (SEM) снимок поперечного сечения части материала, показанного на ФИГ. 38. Таким образом, на ФИГ. 38 и 39 показан при увеличении участок нетканого материала 10 для более точного описания в ином случае визуально различимых элементов материала. Часть нетканого материала 10, как показано на ФИГ. 38, имеет размер около 36 мм в направлении CD, и на ней видны участки по меньшей мере трех визуально различающихся зон, как описано ниже.
На ФИГ. 38 и 39, где показана часть узора нетканого материала 10, первая зона 110 (слева на ФИГ. 38) характеризуется ориентированными по существу в направлении MD рядами первых областей 300 с переменной шириной, которые разделены ориентированными в направлении MD рядами вторых областей 310 с переменной шириной. Первая область также представляет собой трехмерный элемент 20, образующий первую и вторую области 300, 310. В одном варианте осуществления трехмерный элемент представляет собой часть нетканого материала 10, образованную между/вокруг приподнятого элемента формирующего ленточного конвейера, что в настоящем описании представляет собой первую область 300, в результате чего полученная структура имеет относительно больший размер в направлении Z. Смежная вторая область 310 по существу имеет общее с первой областью 300 интенсивное свойство, и в одном варианте осуществления имеет относительно меньшие значения толщины, т.е. меньший размер в направлении Z. Относительные размеры в направлении Z относительно плоскости первой поверхности 16, как описано выше, можно видеть на ФИГ. 39. Абсолютные значения не являются критичными; однако различия в размерах могут быть визуально различимыми на нетканом материале 10 без увеличения.
Описанное изобретение обеспечивает полезные характеристики, лучше всего выраженные применительно к областям, образованным трехмерными элементами в микрозонах. Например, как показано на ФИГ. 38, в зоне 110 для каждого из трехмерных элементов 20 имеется видимое различие между первой областью 300 и второй областью 310. Как указано выше, в нетканом материале 10 может существовать различие, видимое без использования увеличения; увеличенные изображения используются в настоящем документе для ясности описания. Любой участок, который проходит через границу между первой областью 300 и второй областью 310 таким образом, что в этом участке можно выявить различия в соответствующих интенсивных свойствах, может представлять собой микрозону. Кроме того, для установления местоположения областей и участка микрозоны можно использовать снимки микро-КТ или световую микроскопию структуры.
Часть нетканого материала 10, показанная на ФИГ. 38, дополнительно показывает еще одну полезную характеристику материала 10, которая состоит в том, что различия в интенсивных свойствах между смежными областями могут представлять собой различия между зонами. Таким образом можно выявить микрозону, охватывающую участок, включающий в себя вторую область 310 зоны 120 и первую область 300 зоны 130. В некоторых вариантах осуществления, включающих нетканый материал 10, показанный на ФИГ. 38 и 39, различие в интенсивных свойствах, наблюдаемое в областях в микрозонах, которые являются границами зон, может существенно отличаться по величине от различий между интенсивными свойствами, наблюдаемыми в областях в пределах зоны.
Независимо от того, какую зону или какую границу между зонами включает в себя конкретная микрозона, трехмерные элементы можно охарактеризовать различиями между интенсивными свойствами образуемых ими областей. В целом нетканый материал настоящего описания может представлять собой нетканый материал, скрепленный прядением, имеющий первую поверхность, образующую плоскость первой поверхности. Материал может иметь множество трехмерных элементов, причем каждый трехмерный элемент образует первую область и вторую область, причем области имеют общее интенсивное свойство, которое у этих областей имеет разное значение. В одном варианте осуществления первую область можно отличить как имеющую более высокое поднятие, чем вторая область относительно плоскости первой поверхности, и, следовательно, наблюдается различие в толщине как общем интенсивном свойстве каждой из областей. Эти две области также можно различать как имеющие разные значения плотности, поверхностной плотности и объемной плотности. Таким образом, две области можно различать в пределах микрозоны нетканого материала, скрепленного прядением, как разные по общим интенсивным свойствам, включая такие свойства, как толщина, плотность, поверхностной плотности и объемная плотность. В одном варианте осуществления одна или обе области микрозоны могут быть проницаемыми для текучей среды. В одном варианте осуществления область с более высокой плотностью в микрозоне может быть проницаемой для текучей среды.
В пределах зоны 110 участка материала, показанного на ФИГ. 38, например, возможно наличие трехмерных элементов 20, образующих по меньшей мере две области, первую область 300 и вторую область 310. Различие в толщине, поверхностной плотности и объемной плотности между первой и второй областями зоны 110, показанной на ФИГ. 38, может составлять 274 мкм, 1 г/м2 и 0,437 г/см3соответственно.
Аналогично в пределах зоны 130 участка материала, показанного на ФИГ. 38, например, возможно наличие трехмерных элементов 20, образующих по меньшей мере две области, первую область 300 и вторую область 310. Различие в толщине, поверхностной плотности и объемной плотности между первой и второй областями зоны 130, показанной на ФИГ. 38, может составлять 2083 мкм, 116 г/м2 и 0,462 г/см3 соответственно.
Кроме того, в пределах зоны 120 участка материала, показанного на ФИГ. 38, например, возможно наличие трехмерных элементов 20, образующих по меньшей мере две области, первую область 300 и вторую область 310. Различие в толщине, поверхностной плотности и объемной плотности между первой и второй областями участка материала, показанного на ФИГ. 38, может составлять 204 мкм, 20 г/м2 и 0,53 г/см3 соответственно. В показанном варианте осуществления формируется зона 120, которая на неувеличенном изображении нетканого материала 10 выглядит прошитой границей между зонами 110 и 130.
Кроме этого, в зоне, которая охватывает границу между зонами 120 и 130 участка материала, показанного на ФИГ. 38, например, присутствуют по меньшей мере две области, первая область 300 в зоне 130 и вторая область 310 в зоне 120. Различие в толщине, поверхностной плотности и объемной плотности между первой и второй областями участка материала, показанного на ФИГ. 38, может составлять 2027 мкм, 58 г/м2 и 0,525 г/см3 соответственно.
Микрозоны более подробно описаны с ссылкой на ФИГ. 40-42 и данные, показанные на ФИГ. 44. ФИГ. 40-42 представляют собой снимки микро-КТ части нетканого материала 10, сходного по узору с нетканым материалом 10, показанным на ФИГ. 38. Снимки микро-КТ позволяют описать те же элементы, которые показаны на ФИГ. 38, несколько иным образом и способом, позволяющим очень точно измерить интенсивные свойства.
Как показано на ФИГ. 40, зоны 110, 120, и 130 с соответствующими трехмерными элементами 20 четко видны. Как показано на ФИГ. 40 и 41, трехмерные элементы представляют собой темноокрашенные участки, причем темный цвет также представляет первую область 300 трехмерного элемента 20, а смежные светлоокрашенные участки представляют собой вторую область 310 трехмерного элемента 20.
Снимок микро-КТ позволяет «разрезать» изображение и делать его поперечные срезы, как показывает плоскость 450 среза на ФИГ. 41. Плоскость среза можно поместить в любом месте изображения; для целей настоящего описания плоскость 450 среза делает поперечное сечение по существу параллельно оси Z с получением изображения поперечного сечения, показанного на ФИГ. 42.
Технология микро-КТ позволяет точно и напрямую измерять интенсивные свойства. Измерения толщины можно делать непосредственно на изображениях поперечных сечений, учитывая масштаб увеличения, как на поперечном сечении, представленном на ФИГ. 42. Кроме того, различия в цвете между первыми областями и вторыми областями являются репрезентативными и пропорциональны различиям в поверхностной плотности, объемной плотности и других интенсивных свойствах, которые также можно измерять аналогичным образом. Методология микро-КТ разъясняется ниже в разделе «Способы испытаний».
ФИГ. 43 представляет собой снимок микро-КТ части нетканого материала 10, как показан на ФИГ. 40 и 41. С его помощью можно проанализировать конкретные первую и вторую области, показанные в виде нумерованных участков нетканого материала 10. На ФИГ. 43 вручную выбраны и проанализированы конкретные области для измерения толщины, поверхностной плотности и объемной плотности, и данные представлены на ФИГ. 44.
На ФИГ. 44 представлены данные для групп измерений первой и второй областей, сделанных в трех зонах, показанных на ФИГ. 44. Ось х представляет области, и числа соответствуют нумерованным областям на ФИГ. 43. Измерения первых областей обозначены как Fn (например, F1), а измерения вторых областей обозначены как Sn (например, S1). Таким образом, области 1-5 представляют собой первые области F1, каждая из которых относится к зоне 110. Области 6-10 представляют собой вторые области S1, которые также относятся к зоне 110. Аналогично первые области F2 представляют собой области 16-20 в зоне 120, а области 11-15 и 21-25 представляют собой вторые области S2 в зоне 120. Наконец, области 31-35 представляют собой первые области F3 в зоне 130, а области 26-30 представляют собой вторые области S2 в зоне 130. Нумерованные области представлены единообразно на всех трех графиках на ФИГ. 44, но для простоты зоны 110, 120, и 130 показаны только на карте толщины.
Графики, показанные на ФИГ. 44, графически представляют величину различий в интенсивных свойствах между первыми областями и вторыми областями в пределах любой из зон, и их можно использовать для того, чтобы графически увидеть различие в интенсивных свойствах для пар областей, составляющих микрозону. Например, можно видеть, что в зоне 110 поверхностная плотность в двух областях может быть по существу одинаковой, однако толщина (размер) может варьироваться от около 400 мкм в первых областях до около 40 мкм во вторых областях, или приблизительно в 10 раз. Объемная плотность в зоне 110 может варьироваться от около 0,1 г/см3 до около 0,6 г/см3. Аналогичные количественно определимые различия понятны для каждой из показанных зон.
Следовательно, применительно как к ФИГ. 43, так и к ФИГ. 44 понятна дальнейшая характеризация имеющей преимущества структуры 10 настоящего описания. Нетканый материал 10 можно описать как имеющий по меньшей мере две визуально различимых зоны, например зоны 110 и 120, причем каждая из зон имеет узор из трехмерных элементов, и каждый из трехмерных элементов образует микрозону, содержащую первую и вторую области, например области 300, 310, и причем различия в значениях для по меньшей мере одной из микрозон в первой зоне являются количественно иными, чем различия в значениях для по меньшей мере одной из микрозон во второй зоне. Например, на ФИГ. 43 две характерных микрозоны 400 в зоне 130 обозначены как пара областей, помеченных как элементы 31 и 27 и 33 и 26. Таким образом, первая область 31 и вторая область 27 образуют микрозону, и первая область 33 и вторая область 26 образуют микрозону. Аналогично две характерных микрозоны 400 в зоне 120 обозначены как пара областей, помеченных как элементы 19 и 24 и 17 и 22. По ФИГ. 44 можно заполнить таблицы 4-7, как показано ниже.





Четыре репрезентативные микрозоны из двух зон показаны в таблицах 4-6 в целях иллюстрации. Однако следует понимать, что также можно количественно оценить каждую пару из первой и второй областей на ФИГ. 43 и заполнить дополнительные строки в таблице 4, однако это не было сделано для краткости. В целом для любого материала, имеющего две или более зоны, где каждая зона имеет узор из трехмерных элементов, образующих микрозоны, можно измерить и занести в таблицу интенсивные свойства, как показано в настоящем документе со ссылкой на ФИГ. 43 и 44, с целью понимания как различий в значениях интенсивных свойств в пределах зоны, так и различий в значениях интенсивных свойств между одной областью в первой зоне и другой областью во второй зоне.
Микрозона, охватывающая две зоны, например зону 110 и зону 130, может иметь еще большее различие в интенсивных свойствах, чем микрозона в пределах одной зоны. Например, если рассмотреть данные для микрозоны, охватывающей первую область зоны 130, например, в первой области 32, и вторую область зоны 110, например, во второй области 8, то в микрозоне видны существенные различия по каждому параметру из толщины, поверхностной плотности и объемной плотности. Толщина первой области 32 зоны 130 составляет около 2100 мкм, а толщина второй области 8 зоны 110 составляет около 29 мкм, т.е. различие приблизительно в 72 раза. Аналогично поверхностной плотности первой области 32 зоны 130 может составлять 150 г/м2, а поверхностная плотность второй области 8 зоны 110 может составлять около 14 г/м2, т.е. различие приблизительно в 10 раз. Кроме того, объемная плотность первой области 32 зоны 130 может составлять около 0,069 г/см3, а объемная плотность второй области 8 зоны 110 может составлять 0,492 г/см3, т.е. различие приблизительно в 7 раз.
Для каждого из измеренных параметров интенсивных свойств в разных областях микрозоны такое измерение проводится с использованием метода микро-КТ, описанного в настоящем документе. Разрешение способа позволяет установить значения интенсивных свойств в областях микрозон таким образом, что можно сравнивать различия и соотношения между областями, как описано в настоящем документе.
Дополнительную характеризацию материала 10 можно осуществить со ссылкой на ФИГ. 45-49, которые представляют собой сделанные сканирующим электронным микроскопом (SEM) снимки, более подробно показывающие аспекты нетканого материала 10 и его области. На ФИГ. 45-49 представлены фотографии при увеличении участков зоны 110 материала, показанного на ФИГ. 38. Нетканый материал 10, показанный на ФИГ. 38, был изготовлен в соответствии с процессом, описанным выше со ссылкой на ФИГ. 7, в котором материал пропускали через зазор, образованный уплотняющими валиками 70 и 72, причем валик 72, контактирующий с первой стороной 12, нагревается, приводя к частичному скреплению волокон во вторых областях 301. На ФИГ. 45 (сторона, обращенная к ленточному конвейеру) и 46 (сторона, обращенная к нагретому уплотняющему валику) представлены сделанные SEM снимки части второй поверхности 14 и первой поверхности 12 соответственно с увеличением 20Х. ФИГ. 47 (сторона, обращенная к ленточному конвейеру) и 48 (сторона, обращенная к нагретому уплотняющему валику) представляют собой фотографии части второй поверхности 14 и первой поверхности 12 соответственно с увеличением 90Х, и на них подробно показаны полезные структурные характеристики частичного скрепления волокон, образованного уплотняющими валиками 70 и 72.
Как лучше всего видно на ФИГ. 47 и 48, а также на виде в поперечном сечении на ФИГ. 49, нагретые уплотняющие валики могут вызывать термическое соединение волокон с полезным эффектом с разным уровнем для всего материала 10. Как показано на фигуре, волокна, контактирующие с нагретым валиком, например валиком 70, контактирующим с первой поверхностью 12 материала 10, могут скрепляться путем расплавления, так что первая поверхность 12 претерпевает относительно более сильное скрепление между волокнами, чем вторая поверхность 14. В одном варианте осуществления соединенные волокна 80 первой поверхности могут быть по существу полностью соединены расплавлением с образованием в результате пленочного поверхностного слоя из соединенных волокон, тогда как волокна во второй области 310 на второй стороне 14 могут быть соединены в меньшей степени или не соединены совсем. Эта особенность позволяет применять нетканый материал 10 для одноразового абсорбирующего изделия, например, в качестве верхнего слоя, для поддержания физической целостности в процессе производства и эксплуатации, а также обеспечения относительной мягкости с одной стороны, которая может быть обращена к пользователю и контактировать с кожей.
Даже в микрозонах с наибольшим различием в толщине такой эффект «образования поверхностного слоя» служит цели поддержания целостности полотна и при этом не влияет существенно на мягкость или другие полезные свойства, такие как параметры работы с текучей средой. Из ФИГ. 50-53 понятно, что различие в степени термического соединения волокон может быть таким, что волокна на первой поверхности 12 во второй области 310 могут быть полностью или по существу полностью соединенными, а степень термического соединения волокон на второй поверхности 14 в первой области 300 может быть минимальной или вовсе отсутствовать.
На ФИГ. 50 также показан участок нетканого материала 10, показанного на ФИГ. 38. На ФИГ. 51-53 показаны увеличенные изображения одной микрозоны, обозначенной на ФИГ. 50 в качестве первой области 300 и второй области 310, которая визуально выглядит как дырка или отверстие. На ФИГ. 51 и 52 показана микрозона, которая видна на второй поверхности 14, с увеличением 40Х и 200Х соответственно. На ФИГ. 53 показана вторая область 310, которая видна на первой стороне 12, с увеличением 200Х. Волокна во второй области 310 являются полностью или по существу полностью соединенными, а волокна в первой области 300 являются полностью или по существу полностью не соединенными. Преимущество показанной структуры состоит в том, что микрозона может функционировать как проницаемое для текучей среды отверстие, тогда как соединенными области второй области 310 одновременно обеспечивают поддержание физической целостности материала 10.
Следовательно, микрозоны играют важную роль в общей физической структуре и функционировании материала 10 настоящего изобретения. Полотно 10 с относительно близко расположенными, точно спроектированными трехмерными элементами, полученными формирующим ленточным конвейером настоящего описания, может демонстрировать визуально различные зоны, микрозоны и трехмерные элементы, которые обеспечивают функциональное превосходство в сферах по меньшей мере мягкости и параметров работы с текучей средой, а также визуально привлекательного эстетичного дизайна. Потенциальное различие в физических свойствах первой и второй поверхностей позволяет разработать нетканый материал 10 с учетом прочности и мягкости, формы и функции.
На ФИГ. 54 представлен снимок микро-КТ части нетканого материала 10, аналогичного с показанным на ФИГ. 40 и 41, который подвергали дополнительной стадии обработки с формированием точечных соединений 90 в зазоре каландровых валиков 71 и 73. Как описано выше применительно к описанию ФИГ. 43 и 44, в случае конкретных микрозон 400 с точечными соединениями можно проанализировать первую и вторую области, показанные в виде пронумерованных участков нетканого материала 10, и сюда относятся области точечных соединений, в частности, нумерованные области 31-35. Например, смежные области 32 и 26 образуют микрозону 400 в третьей зоне 130. На ФИГ. 54 были визуально выделены конкретные области с целью идентификации областей, включающих добавленные области точечного соединения, и они были проанализированы для измерения толщины, поверхностной плотности и объемной плотности, а полученные данные представлены на ФИГ. 55, где количественно определяются и сравниваются толщина, поверхностная плотность и объемная плотность всех областей, включающих области точечных соединений.
На ФИГ. 55 представлены данные для групп измерений первой и второй областей, сделанных в трех зонах, показанных на ФИГ. 54. Ось х представляет области, и числа соответствуют нумерованным областям на ФИГ. 43. Измерения первых областей обозначены как Fn (например, F1), а измерения вторых областей обозначены как Sn (например, S1). Таким образом, области 1-5 представляют собой первые области F1, каждая из которых относится к зоне 110. Области 6-10 представляют собой вторые области S1, которые также относятся к зоне 110. Аналогично первые области F2 представляют собой области 16-20 в зоне 120, а области 11-15 и 21-25 представляют собой вторые области S2 в зоне 120. Наконец, области 31-35 представляют собой вторые области, но они являются точечными соединениями 90, обозначенными на ФИГ. 55 как В1, с целью выделения их в настоящем описании как сформированных процессом точечного соединения. Первые области F3 в зоне 130 представляют собой области 26-30 и 36-40, а области 41-44 представляют собой вторые области S2 в зоне 130. Нумерованные области представлены единообразно на всех трех графиках на ФИГ. 55, но для простоты зоны 110, 120 и 130 показаны только на карте толщины.
Графики, показанные на ФИГ. 54, графически представляют величину различий в интенсивных свойствах между первыми областями и вторыми областями в пределах любой из зон материала, прошедшего стадию каландерного точечного соединения, и их можно использовать для того, чтобы графически увидеть различие в интенсивных свойствах для пар областей, составляющих микрозону. Например, можно видеть, что в зоне 110 поверхностная плотность в двух областях может варьироваться в более узком диапазоне, чем толщина или объемная плотность. Например, толщина (размер) может варьироваться от около 325 мкм в первых областях до около 29 мкм во вторых областях зоны 110, т.е. различие приблизительно в 10 раз. Объемная плотность в зоне 110 может варьироваться от около 0,08 г/см3 до около 0,39 г/см3. Аналогичные количественно определимые различия понятны для каждой из показанных зон.
В целом области микрозоны могут иметь значения поверхностной плотности, толщины и объемной плотности, которые варьируются в широком диапазоне.
Следовательно, применительно как к ФИГ. 54, так и к ФИГ. 55 понятна дальнейшая характеризация имеющей преимущества структуры 10 настоящего описания в отношении термических каландерных точечных соединений 90. Если для целей описания сконцентрироваться на зоне 130, можно идентифицировать трехмерные элементы, образующие микрозону, которая содержит первую и вторую области, представляющие собой области точечных соединений, и количественно оценить интенсивные свойства. Например, на ФИГ. 54 репрезентативная микрозона 400 точечных соединений в зоне 130 может представлять собой пару областей, помеченных как элементы 26 и 32 и 30 и 35. Таким образом, первая область 26 и вторая область 32 образуют микрозону 400 точечных соединений, а первая область 30 и вторая область 35 образуют микрозону 400 точечных соединений.
Различия в некоторых интенсивных свойствах в микрозонах точечных соединений можно видеть на ФИГ. 55. Например, если взять две вышеописанные микрозоны 400 точечных соединений, например, две микрозоны 400 точечных соединений областей 26 и 32 и 30 и 35 соответственно, можно увидеть наличие небольшого различия в поверхностной плотности между первыми областями и вторыми областями в диапазоне от около 55 до около 60 г/м2, но те же области демонстрируют существенное различие в толщине от около 430-460 мкм до около 125 мкм и существенное различие в объемной плотности от около 0,13-0,14 г/см3до около 0,41-0,48 г/см3. Другие различия в интенсивных свойствах можно наблюдать со ссылкой на ФИГ. 55.
Точечные соединения 90 могут играть важную роль в общей физической структуре и функционировании материала 10 настоящего изобретения. Путем добавления точечных соединений 90 в материал 10, содержащий относительно близко расположенные, точно спроектированные трехмерные элементы, полученные формирующим ленточным конвейером настоящего изобретения, материал 10 можно дополнительно улучшить, чтобы он продемонстрировал неожиданную комбинацию визуально различных зон, микрозон и трехмерных элементов, которые обеспечивают функциональное превосходство в плане высокоэффективной комбинации мягкости, прочности, низкого взлохмачивания и параметров работы с текучей средой, а также визуально привлекательный эстетичный дизайн. Функция точечного соединения позволяет получать нетканый материал 10 с наиболее эффективной комбинацией прочности, мягкости, параметров работы с текучей средой и визуальных эстетических качеств, особенно в плане формы и функции.
Одним из преимуществ формованных нетканых полотен настоящего описания является улучшенная мягкость. Мягкость можно измерить с помощью анализатора мягкости ткани Emtec, поставляемого компанией Emtec Paper Testing Technology, Emtec Electronic, GmbH. В таблице 5 ниже представлены значения мягкости в виде результатов измерений TS7, полученных с помощью анализатора мягкости ткани Emtec в соответствии с методом испытания Emtec, представленным ниже. Для всех примеров 7-9, представленных ниже, нетканый материал был изготовлен на ленточном конвейере, как описано на ФИГ. 16, причем нетканое полотно имеет внешний вид, аналогичный показанному на ФИГ. 2.

Пример 7.
Двухкомпонентное нетканое полотно, скрепленное прядением, который получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от химической компании Dow) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна, как обсуждалось выше со ссылкой на Пример 2. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, при перемещении с линейной скоростью около 25 метров в минуту, чтобы образовать материал 10, имеющий среднюю поверхностную плотность 25 грамм на квадратный метр с повторяющимся узором ромбовидной формы, как показано на ФИГ. 2. Волокна ткани прессовали с помощью уплотняющих валиков 70, 72, но вместо каландрования дополнительное соединение было достигнуто с помощью блока для соединения горячим воздухом, как описано ниже со ссылкой на ФИГ. 56, при температуре 145 градусов С.
Пример 8.
Двухкомпонентный нетканый материал, скрепленный прядением, который получали путем формования в соотношении 30:70 полиэтиленовой оболочки (Aspun-6850-A, полученной от химической компании Dow) и полипропиленовой сердцевины (HG475, полученной от компании Borealis) в конфигурации волокна круглого сечения с использованием способа скрепления прядением на основе двух балок, как описано на ФИГ. 56. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, как описано выше со ссылкой на ФИГ. 7, при перемещении с линейной скоростью около 152 метров в минуту до средней поверхностной плотности 35 грамм на квадратный метр, чтобы образовать повторяющийся узор ромбовидной формы, как показано на ФИГ. 2. Разница между формованными неткаными полотнами, полученными в соответствии со способом, представленным на ФИГ. 7, и примером 8 заключается в том, что пример 8 был изготовлен путем комбинирования способа, описанного на ФИГ. 7, со способом, описанным на ФИГ. 56 ниже. В частности, способ включал две прядильные балки, как показано на ФИГ. 56, но последний этап нагрева осуществляли с помощью каландровых валиков 71, 73, а не посредством соединения горячим воздухом. Волокна ткани соединяли на первой поверхности 12 нагретыми уплотняющими валиками 70А и 72А при температуре 110°С после первой балки 48А и уплотняющими валиками 70В и 72В при температуре 110°С после второй балки 48В, и соединяли каландрованием при температуре приблизительно 140 С на каландровых валиках 71 и 73 перед намоткой на катушку на намоточной машине 75.
Пример 9.
Двухкомпонентный нетканый материал, скрепленный прядением, который получали путем формования в соотношении 30:70 полиэтиленовой оболочки (Aspun-6850-A, полученной от химической компании Dow) и полипропиленовой сердцевины (HG475, полученной от компании Borealis) в конфигурации волокна круглого сечения с использованием способа скрепления прядением на основе двух балок, как описано на ФИГ. 56. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, при перемещении с линейной скоростью около 228 метров в минуту до средней поверхностной плотности 25 грамм на квадратный метр, чтобы образовать повторяющийся узор ромбовидной формы, как показано на ФИГ. 2. Волокна ткани дополнительно соединяли на первой поверхности 12 нагретыми уплотняющими валиками 70А и 72А при температуре 110°С после первого навоя 48А и уплотняющими валиками 70В и 72В при температуре 110°С после второй балки 48В, а также соединяли посредством горячего воздухом в трех контактных зонах установки 76 для соединения горячим воздухом (как показано на ФИГ. 56) 100С, 135С и 135С перед намоткой на катушку на намоточной машине 75.
Примеры 7-9 представляют собой формованные нетканые материалы настоящего описания, демонстрирующие улучшенную мягкость, на что указывают результаты измерений с помощью прибора Emtec. Значения, измеренные с помощью прибора Emtec, могут находиться в диапазоне от приблизительно 1 дБ В2среднекв. до приблизительно 15 дБ В2 среднекв., или от приблизительно 3 дБ В2среднекв. до приблизительно 10 дБ В2 среднекв., или от приблизительно 5 дБ В2среднекв. до приблизительно 8 дБ В2 среднекв. В целом значения, измеренные с помощью прибора Emtec, либо для первой поверхности, либо второй поверхности могут представлять собой любое целое значение до приблизительно 15 дБ В2среднекв. и любой диапазон целых чисел от 1 до 15. Кроме того, в целом отношение значения, измеренного с помощью прибора Emtec, для первой стороны ко второй стороне может находиться в диапазоне от 1 до 3 и может представлять собой любое действительное число от 1 до 3.
Без привязки к какой-либо теории считается, что улучшение мягкости, демонстрируемой формированными неткаными материалами настоящего изобретения, достигается способом и устройством, составляющими предмет настоящего изобретения, которые обеспечивают дифференциально интенсивные свойства в относительно небольших зонах, включая описанные зоны и микрозоны. Возможность конструирования и изготовления формованных нетканых материалов с описанными различиями в поверхностной плотности, плотности или толщине, например, при одновременном выпуске объединенной ткани, подходящей для верхних слоев в абсорбирующих изделиях, например, устраняет ранее существующие технические противоречия между текстурой поверхности и мягкостью. Таким образом, формованные нетканые материалы настоящего описания могут обеспечивать визуально заметную текстуру поверхности, в том числе по нерегулярным рисункам, а также превосходную мягкость, на что указывают значения, измеренные с помощью прибора Emtec. Кроме того, формованные нетканые материалы настоящего описания могут обеспечивать визуально заметную текстуру поверхности в сочетании с физической целостностью и сниженными свойствами взлохмачивания, а также превосходной мягкостью, на что указывают значения, измеренные с помощью прибора Emtec.
Как обсуждалось выше, в одном примере способ изготовления формованного нетканого материала может представлять собой модифицированную версию способа, описанного со ссылкой на ФИГ. 7. Одна модификация описана со ссылкой на ФИГ. 56. Как показано на ФИГ. 56, способ может включать в себя ленточный конвейер 60, как описано выше, в способе прядения из расплава, в котором используется более одной прядильной балки. Как показано схематически только в виде фильерных комплектов 48А и 48В, две балки могут быть использованы для получения волокна прядением из расплава на ленточном конвейере 60 при выполнении операции прессования 70А, 72А и 70В, 72В после каждой балки соответственно. Вакуумные камеры 64А и 64В также могут быть функционально связаны с каждой прядильной балкой 48А и 48В соответственно.
После прядения волокон на ленточном конвейере 60 и после прессования, включая, при необходимости, термическое связывание во время прессования, как описано выше, формованное нетканое полотно может быть подвергнуто дополнительному нагреванию посредством нагревателя 76 воздуха, который может иметь множество камер, таких как три камеры 76А, 76В и 76С, каждая из которых имеет независимое регулирование температуры.
Примеры 7 и 9, описанные выше, были изготовлены на двухбалочной технологической линии и соединены с помощью горячего воздуха посредством способа, схематически показанного на ФИГ. 56. Без привязки к какой-либо теории очевидно, что за счет соединения с помощью горячего воздуха сохраняется большая часть трехмерности трехмерных элементов формованного нетканого материала, на что указывает различие в значениях TS7 в таблице 5. Альтернативно, если желательна формованная нетканая ткань меньшей толщины, очевидно, что каландровое соединение, как правило, выравнивает значения TS7, как показано примером 8 в таблице 5. Таким образом, параметры способа можно контролировать, как описано в настоящем документе, для достижения заданной мягкости на каждой стороне, т.е. поверхности, формованного нетканого материала.
В дополнение к преимуществам, подробно описанным выше, другое преимущество формованных нетканых полотен настоящего описания заключается в возможности получения нетканого полотна с микрозонами, которые имеют гидрофобную область и отдельную гидрофильную область. Гидрофильность и/или гидрофобность в конкретной области микрозоны можно определить посредством измерения времени впитывания влаги с применением способа определения времени впитывания влаги, как описано в настоящем документе, и/или измерения угла смачивания с применением способа определения угла смачивания, как описано в настоящем документе. Используемый в настоящем документе термин «гидрофильный» в отношении конкретной области микрозоны означает, что при испытании с использованием метода определения времени впитывания влаги время впитывания влаги для этого конкретного участка составляет менее чем 10 секунд. Используемый в настоящем документе термин «гидрофобный» в отношении конкретной области микрозоны означает, что при испытании с использованием способа определения угла смачивания угол смачивания для этого конкретного участка составляет 90° или более.
В таблице 6 ниже приведены измеренные значения угла смачивания и времени впитывания влаги для формованных нетканых материалов, как подробно описано в настоящем документе. Для обоих примеров 10 и 11, описанных ниже, нетканый материал был изготовлен на ленточном конвейере, как описано на ФИГ. 16, причем нетканое полотно имеет внешний вид, аналогичный показанному на ФИГ. 2.
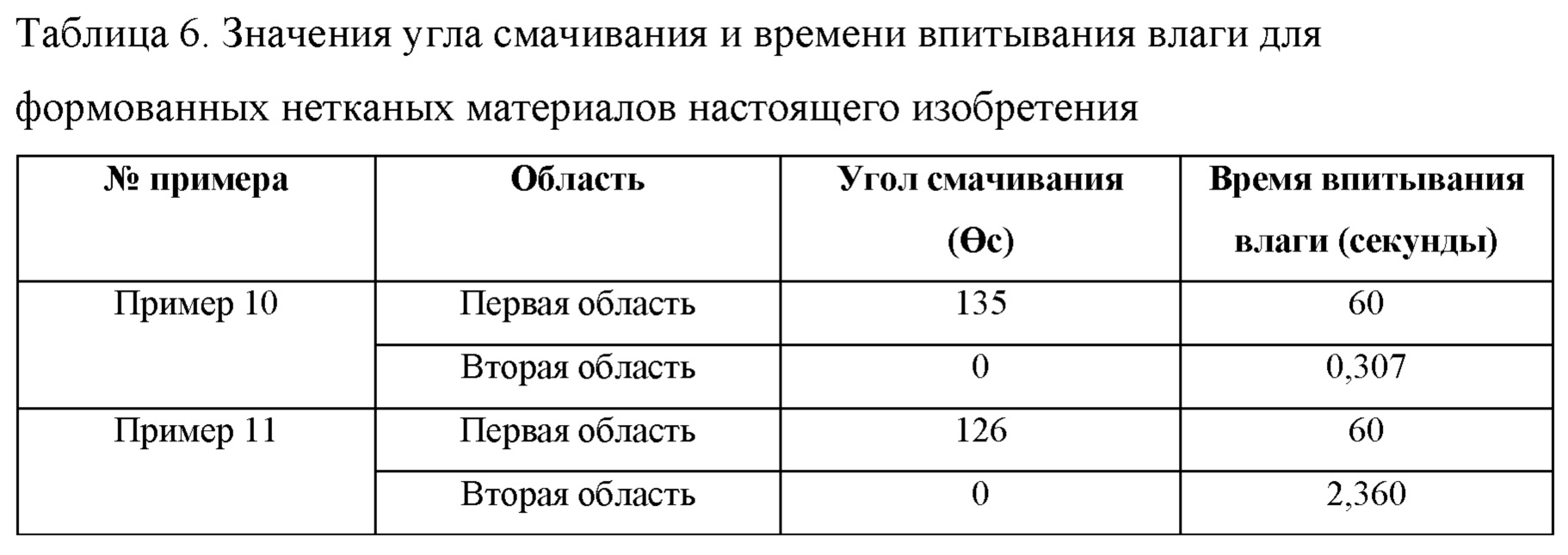
Пример 10.
Двухкомпонентное нетканое полотно, скрепленное прядением, который получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от химической компании Dow) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна, как обсуждалось выше со ссылкой на пример 2. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, при перемещении с линейной скоростью около 25 метров в минуту, чтобы образовать материал 10, имеющий среднюю поверхностную плотность 25 грамм на квадратный метр с повторяющимся узором ромбовидной формы, как показано на ФИГ. 2. Волокна ткани прессовали с помощью уплотняющих валиков 70, 72, но вместо каландрования дополнительное соединение было достигнуто с помощью блока для соединения горячим воздухом, как описано ниже со ссылкой на ФИГ. 56, при температуре 145°С.
Затем на заднюю боковую поверхность нетканого материала (т.е. на плоскую боковую поверхность напротив стороны с относительно мягкими трехмерными элементами, расположенными на ней) контактным способом наносили поверхностно-активное вещество Stantex S 6327 (комбинация этоксилатов касторового масла со сложными эфирами ПЭГ). Процесс нанесения покрытия выполняли с использованием способа сушки Reicofil на основе увлажняющего валика и Omega, оба из которых широко известны в данной области техники. Поверхностно-активное вещество, используемое в способе на основе увлажняющего валика, имело концентрацию 6% в воде при температуре 40°С. Угол смачивания увлажняющего валика устанавливали на 250°, а температура сушки составляла 80°С. Затем нетканый материал ввели в контакт с увлажняющим валиком, вращающимся с частотой 13 об/мин, с подачей 0,45 мас. % по поверхностно-активного вещества на нетканый материал (% поверхностно-активного вещества представляет собой массу добавленного поверхностно-активного вещества на 1 м2, деленный на массу 1 м2 нетканого материала).
Пример 11.
Двухкомпонентное нетканое полотно, скрепленное прядением, который получали путем формования в соотношении 50:50 полиэтиленовой оболочки (Aspun-6850-A, полученной от химической компании Dow) и полипропиленовой сердцевины (РН-835, полученной от компании LyondellBasell) в конфигурации трехслойного волокна, как обсуждалось выше со ссылкой на пример 2. Нетканый материал формировали на формирующем ленточном конвейере, имеющем повторяющийся узор, как описано на ФИГ. 16, при перемещении с линейной скоростью около 25 метров в минуту, чтобы образовать материал 10, имеющий среднюю поверхностную плотность 25 грамм на квадратный метр с повторяющимся узором ромбовидной формы, как показано на ФИГ. 2. Волокна ткани прессовали с помощью уплотняющих валиков 70, 72, но вместо каландрования дополнительное соединение было достигнуто с помощью блока для соединения горячим воздухом, как описано ниже со ссылкой на ФИГ. 56, при температуре 145°С.
Затем на переднюю боковую поверхность нетканого материала (т.е. на сторону с относительно мягкими трехмерными элементами, расположенными на ней) посредством способа струйной печати наносили поверхностно-активное вещество Stantex S 6327 (комбинация этоксилатов касторового масла со сложными эфирами ПЭГ), поставляемое компанией Pulcra Chemicals. Способ струйной печати выполняли с использованием струйного принтера Dimatix DMP 2831, оснащенного моделью картриджам DMC-11610/PM 700-10702-01 (10pL). Температура печатающей головки составляла 40°С. Поверхностно-активное вещество, использованное в процессе струйной печати, состояло из 75 мас. % Stantex S 6327 и 25 мас. % этанола. Поверхностно-активное вещество печатали во вторых областях микрозон нетканого материала путем ориентирования образца нетканого материала таким образом, чтобы вторые области первого ряда микрозон были выровнены относительно направления печатающей головки, и печатания первой серии прямых линий с интервалом между каплями, настроенным на 170 мкм. Затем образец нетканого материала поворачивали под углом таким образом, чтобы вторые области второго ряда микрозон были выровнены относительно печатающей головки, а вторая серия прямых линий была напечатана при 170 мкм. Поверхностная плотность волокон второй области составляет приблизительно 16,0 г/м2. Поверхностная плотность поверхностно-активного вещества, нанесенного струйной печатью на вторую область, составляет приблизительно 0,25 г/м2. Соответственно, было определено, что количество поверхностно-активного вещества, нанесенного печатью локально на второй области, составляет приблизительно 1,6 мас. % поверхностно-активного вещества (0,25 г/м2/16,0 г/м2) В целом количество поверхностно-активного вещества, нанесенного печатью на образец нетканого материала, определяли по отношению между шириной напечатанной линии и интервалом между строками, составляющим приблизительно 0,2 мас. % поверхностно-активного вещества.
В дополнение к Stantex S 6327 использование других поверхностно-активных веществ для придания первой и/или второй области конкретных микрозон гидрофильности и/или гидрофобности (посредством любого способа нанесения) рассматривается в рамках настоящего описания. Другие потенциальные поверхностно-активные вещества, которые можно применять в описанных в настоящем документе способах и нетканых материалах, включают неионогенные поверхностно-активные вещества, включая сложные эфиры, амиды, карбоновые кислоты, спирты, простые эфиры - полиоксиэтилен, полиоксипропилен, сорбитан, этоксилированные жирные спирты, алкилфенольные полиэтоксилаты, лецитин, глицериновые эфиры и их этоксилаты, и поверхностно-активные вещества на основе сахара (полисорбаты, полигликозиды) и анионогенные поверхностно-активные вещества, включая сульфонаты, сульфаты, фосфаты, соли щелочных металлов жирных кислот, сложные моноэфиры жирных спиртов серной кислоты, линейные алкилбензолсульфонаты, алкилдифенилоксидсульфонаты, лигнинсульфонаты, олефинсульфонаты, сульфосукцинаты и сульфированные этоксилаты жирных спиртов, и катионогенные и поверхностно-активные вещества, включая амины (первичные, вторичные, третичные), четвертичные аммониевые соли, пиридиний, соли четвертичного аммония - QUATS, соли алкилированного пиридиния, алкильные первичные, вторичные, третичные амины, и алканоламиды, и цвиттерионные поверхностно-активные вещества, включая аминокислоты и производные, оксид амина, бетаины и алкиламиноксиды, и полимерные поверхностно-активные вещества, включая полиамины, полимеры и сополимеры карбоновых кислот, блок-сополимеры ЕО/РО, этиленоксидные полимеры и сополимеры, и поливинилпирролидон, и силиконовые поверхностно-активные вещества, включая диметилсилоксановые полимеры с гидрофильным веществом, а также соли перфторкарбоновой кислоты и фторированные поверхностно-активные вещества.
Описанные выше формованные нетканые материалы имеют микрозоны с областями, имеющими различия в интенсивных свойствах, таких как, например, поверхностная плотность, плотность или толщина. Такие же формованные нетканые материалы также могут одновременно иметь такие области микрозон, которые являются, в частности и по отдельности, гидрофобными и/или гидрофильными. Любой из примеров формованных нетканых материалов, подробно описанных в настоящем документе (например, образцы, которые включают зоны и/или микрозоны с областями, имеющими различия в толщине, поверхностной плотности и/или объемной плотности, и/или поверхности с различными значениями TS7, описанными в настоящем документе), может дополнительно иметь области микрозоны с различиями в гидрофильности, как подробно описано в настоящем документе. Гидрофильность может обеспечиваться за счет целевого нанесения (нанесений) поверхностно-активного вещества (веществ) на конкретные области микрозон формованного нетканого материала. Например, вторая область микрозоны может иметь поверхностно-активное вещество, расположенное на ней, в то время как первая область той же микрозоны может не иметь поверхностно-активного вещества, расположенного на ней. Кроме того, первая область микрозоны может иметь поверхностно-активное вещество, расположенное на ней, а вторая область той же микрозоны может не иметь поверхностно-активного вещества, расположенного на ней. Например, в одной микрозоне первая или вторая область может иметь от приблизительно 0,01% до приблизительно 5,0%, от приблизительно 0,05% до приблизительно 4,0%, от приблизительно 1,0% до приблизительно 3,0% и любой диапазон, симметричный относительно среднего значения диапазона от приблизительно 0,01% до приблизительно 5,0% поверхностно-активного вещества, а другая область не имеет поверхностно-активного вещества (т.е. без поверхностно-активного вещества). В качестве примера, в одной микрозоне вторая область может иметь от приблизительно 0,01% до приблизительно 5,0%, от приблизительно 0,05% до приблизительно 4,0%, от приблизительно 1,0% до приблизительно 3,0% и любой диапазон, симметричный относительно среднего значения диапазона от приблизительно 0,01% до приблизительно 5,0% поверхностно-активного вещества, а вторая область не имеет поверхностно-активного вещества (т.е. без поверхностно-активного вещества). Соответственно, некоторые формованные нетканые материалы, описанные в настоящем документе, имеют микрозону, причем по меньшей мере одна из первой и второй областей имеет поверхностно-активное вещество, а отношение % поверхностно-активного вещества в первой области к % поверхностно-активного вещества во второй области составляет менее чем 1. Кроме того, некоторые формованный нетканые материалы, описанные в настоящем документе, имеют микрозону, причем по меньшей мере вторая область микрозоны имеет поверхностно-активное вещество, а отношение % поверхностно-активного вещества в первой области к % поверхностно-активного вещества во второй области составляет менее чем 1.
В качестве другого примера вторая область микрозоны может иметь определенное количество поверхностно-активного вещества или % поверхностно-активного вещества, расположенного на ней, тогда как первая область той же микрозоны может иметь другое количество поверхностно-активного вещества или % поверхностно-активного вещества, расположенного на ней. Например, в одной микрозоне первая область может иметь от приблизительно 0,01% до приблизительно 2,0%, от приблизительно 0,05% до приблизительно 1,5%, от приблизительно 0,1% до приблизительно 1,0% и любой диапазон, симметричный относительно среднего значения диапазона от приблизительно 0,01% до приблизительно 2,0% поверхностно-активного вещества, а вторая область может иметь другое количество. Более того, в одной микрозоне вторая область может иметь от приблизительно 0,01% до приблизительно 5,0%, от приблизительно 0,05% до приблизительно 4,0%, от приблизительно 1,0% до приблизительно 3,0% и любой диапазон, симметричный относительно среднего значения диапазона от приблизительно 0,01% до приблизительно 5,0% поверхностно-активного вещества, а первая область может другое количество. % поверхностно-активного вещества для конкретной области микрозоны может быть определен путем взятия количества грамм на квадратный метр поверхностно-активного вещества, расположенного в конкретной области, и деления его на поверхностную плотность волокон формованного нетканого материала, содержащегося в той же области. Количество грамм на квадратный метр поверхностно-активного вещества, расположенного в конкретной области, можно определить с использованием любого известного в настоящее время способа в данной области техники (например, гравиметрического и т.д.). Поверхностная плотность волокон формованного нетканого материала, содержащихся в конкретной области микрозоны, также может быть определена с использованием любого известного в настоящее время способа в данной области техники (например, гравиметрического, микро-КТ и т.д.). Для конкретных примеров микрозон диапазоны поверхностной плотности / примеры волокон, содержащихся в первой и второй областях, подробно описаны выше.
Поверхностно-активное вещество может быть расположено на формованных нетканых материалах любым способом, известным в данной области техники. Конкретные примеры включают нанесение контактным способом, струйную печать, гравюрную печать, офсетную гравюрную печать, флексографическую печать поверхностно-активного вещества и совмещенную печать поверхностно-активного вещества. Любой такой способ может размещать поверхностно-активное вещество на первой и/или на второй поверхности формованных нетканых материалов. Для общего формованного нетканого материала (с учетом всех индивидуальных зон и микрозон на ткани) поверхностно-активное вещество может быть добавлено в формированный нетканый материал в количестве от приблизительно 0,01% до приблизительно 2,0%, от приблизительно 0,05% до приблизительно 1,5%, от приблизительно 0,1% до приблизительно 1,0% и в любом диапазоне концентраций в пределах диапазона от приблизительно 0,01% до приблизительно 2,0%. Для расчета % поверхностно-активного вещества, добавляемого к общему формованному нетканому материалу, делят количество грамм на квадратный метр поверхностно-активного вещества в общем формованном нетканом материале на поверхностную плотность общего формованного нетканого материала. Количество грамм на квадратный метр поверхностно-активного вещества, расположенного в общем формованном нетканом материале, можно определить с использованием любого известного в настоящее время способа в данной области техники (например, гравиметрического и т.д.). Поверхностная плотность общего формованного нетканого материала также может быть определена с использованием любого известного в настоящее время способа в данной области техники (например, гравиметрического, микро-КТ и т.д.).
Как показано на ФИГ. 38 и 39, где представлена часть узора нетканого материала 10, первая зона 110 (слева на ФИГ. 38) характеризуется ориентированными по существу в направлении MD рядами первых областей 300 с переменной шириной, которые разделены ориентированными в направлении MD рядами вторых областей 310 с переменной шириной (при этом первая и вторая области расположены в пределах микрозоны). Первая область также представляет собой трехмерный элемент 20, образующий первую и вторую области 300, 310. В одном варианте осуществления трехмерный элемент представляет собой часть нетканого материала 10, образованную между/вокруг приподнятого элемента формирующего ленточного конвейера, что в настоящем описании представляет собой первую область 300, в результате чего полученная структура имеет относительно больший размер в направлении Z, относительно большую поверхностную плотность и меньшую объемную плотность по сравнению со второй областью 310. Более того, первая область 300 может быть гидрофобной, а вторая область 310 может быть гидрофильной. Целевое добавление поверхностно-активного вещества во вторую область 310 микрозоны может привести к тому, что вторая область станет гидрофильной. Соответственно, первая область 300 микрозоны может иметь угол смачивания более чем приблизительно 90° или от приблизительно 90° до приблизительно 140°, или от приблизительно 110° до приблизительно 135°, или от приблизительно 125° до приблизительно 135°, или любой диапазон, симметричный относительно среднего значения диапазона от приблизительно 90° до приблизительно 140° при испытании с применением способа определения угла смачивания, подробно описанного в настоящем документе. Второй участок 310 микрозоны может иметь угол смачивания менее чем 90° при испытании с применением способа определения угла смачивания, подробно описанного в настоящем документе. Первая область 300 микрозоны может иметь значение времени впитывания влаги более чем приблизительно 10 секунд, или от приблизительно 10 секунд до 60 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе. Вторая область 310 микрозоны может иметь значение времени впитывания влаги менее чем приблизительно 10 секунд, менее чем приблизительно 5 секунд или менее чем приблизительно 2,5 секунды, или менее чем приблизительно 1 секунда, или менее чем приблизительно 0,5 секунды при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе. Формованные нетканые материалы, рассматриваемые в настоящем документе, включают в себя любой из описанных выше диапазонов параметров для измерения угла смачивания и/или времени впитывания влаги для первой области и/или второй области в комбинации с любыми другими описанными в настоящем документе интенсивными свойствами/отличиями свойств для одинаковых или разных областей в той же или другой микрозоне формованного нетканого материала.
Формованные нетканые материалы, имеющие описанные выше микрозоны с областями, имеющими различия, например, в поверхностной плотности, плотности или толщине, при этом одновременно имеющие такие области конкретной микрозоны, являющиеся по отдельности гидрофобными и/или гидрофильными, могут обеспечивать множество полезных областей применения, таких как материалы верхнего слоя, предназначенные для продуктов для ухода за детьми, женской гигиены и взрослых, страдающих недержанием, а также для использования в медицинских прокладках, полотенцах, чистящих салфетках и т.д.
Размеры и/или значения, описанные в настоящем документе, не следует понимать как строго ограниченные указанными точными числовыми размерами и/или значениями. Напротив, если не указано иное, каждый такой размер и/или значение должно обозначать как указанный размер и/или значение, так и функционально эквивалентный диапазон, в который входит этот размер и/или значение. Например, размер, описанный как «40 мм», подразумевает «приблизительно 40 мм».
Каждый документ, указанный в настоящем документе, включая перекрестные ссылки или родственный патент или заявку, настоящим включен в полном объеме в настоящий документ путем ссылки, если только не исключен в явной форме или не ограничен иным образом. Упоминание любого документа не является признанием, что он представляет собой предшествующий уровень техники в отношении любого изобретения, описанного или заявленного в настоящем документе, или что в нем самом или в любой комбинации с любой другой ссылкой или ссылками представлено, предложено или описано любое такое изобретение. Кроме того, если какое-либо значение или определение термина в этом документе противоречит какому-либо значению или определению этого же термина в документе, включенном в настоящий документ путем ссылки, преимущество имеет значение или определение, закрепленное за этим термином в настоящем документе.
Хотя в настоящем документе показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет понятно, что допустимы и другие различные изменения и модификации без отступления от сущности и объема изобретения. Таким образом, подразумевается, что прилагаемая формула изобретения охватывает все такие изменения и модификации в пределах объема настоящего изобретения.
Способы испытаний
Испытание сжатием на долговечность
Измерение начального размера
• Отрежьте пять образцов размером 3 дюйма на 3 дюйма каждого нетканого материала, подлежащего измерению.
• Пронумеруйте каждый образец от 1 до 5.
• Измерьте размер при 0,5 кПа с помощью стандартного шага 65 мм с помощью измерителя компании Thwing-Albert в соответствии со стандартными процедурами.
• Зафиксируйте начальный размер для каждого из пяти образцов.
• Зафиксируйте средний размер для пяти образцов.
Способ прессования по старому методу и измерение созревшего размера
• Сложите в стопку пять образцов в переменном режиме с каждым разделенным бумажным полотенцем, стопка начинается и заканчивается образцом №1 и 5 соответственно.
• Поместите чередующиеся сложенные в стопку образцы в алюминиевый держатель образцов с соответствующей массой поверх образцов (4 кПа, 14 кПа или 35 кПа).
• Поместите сложенные в стопку образцы с массой в духовой шкаф при температуре 40°С на 15 часов.
• Снимите массу через 15 часов, отделите образцы и измерьте размер каждого образца при 0,5 кПа с помощью стандартного шага 65 мм с помощью измерителя Thwing-Albert в соответствии со стандартными процедурами.
• Зафиксируйте значение созревшего размера для каждого из пяти образцов.
• Зафиксируйте средний созревший размер для пяти образцов.
Представление результатов
• Зафиксируйте средний начальный и созревший размеры по номеру положения
• Зафиксируйте индекс восстановления размера:
(Средний созревший размер / средний начальный размер) * 100
Локализованная поверхностная плотность
Локализованную поверхностную плотность нетканого материала можно определить несколькими доступными способами, но простой репрезентативный способов включает перфорирующую матрицу, имеющую площадь 3,0 см2, которая используется для вырезания участка образца полотна из выбранной области из общей площади нетканого материала. Затем кусок образца взвешивают и делят на участки, чтобы получить локализованную поверхностную плотность нетканого материала в единицах грамм на квадратный метр. Результаты представлены как среднее из 2 образцов на выбранную область.
Испытание уровня взлохмачивания
Испытание уровня взлохмачивания используется для определения количества волокон, извлеченных из нетканых материалов при приложении абразивной силы (т.е. уровень взлохмачивания).
При испытании уровня взлохмачивания используются следующие материалы:
• прибор для испытания на истирание чернил Sutherland с массой 0,9 кг (2 фунта), изготовитель - компания Danilee Со, г. Сан-Антонио, штат Техас;
• бобина ленты на основе оксида алюминия зернистостью 320 грит, изготовитель - Plymouth Coatings, (617) 447-7731; данный материал также можно заказать в компании McMaster Carr, артикул 468.7А51, (330) 995-5500;
• двусторонняя лента, 3М №409, поставщик - компания Netherland Rubber, (513) 733-1085;
• лента для удаления волокон, 3М №3187, поставщик - компания Netherland Rubber, (513) 733-1085;
• аналитические весы (+/- 0,0001 г);
• резак для бумаги;
• масса 2200 г (металлический объект) 170 мм × 63 мм;
• толстый прокладочный картон толщиной 1,13 мм (0,0445 дюйма).
Подготовка материалов
Отмерьте и отрежьте кусок ленты на основе оксида алюминия длиной 19,0 см (7,5 дюйма). Отмерьте и отрежьте куски ленты 3М №3187 длиной 16,5 см (6,5 дюйма), по два куска для каждого образца. Для упрощения манипуляций сложите ленту 3М №3187 до приблизительно 0,6 см (0,25 дюйма) на каждом конце. Положите ленту 3М №3187 на толстый прокладочный картон для последующего применения.
Подготовка образцов
Перед манипуляциями или процессом испытания каких-либо материалов вымойте руки с мылом и водой для удаления с рук излишнего жира. Необязательно можно использовать латексные перчатки. Вырежьте образец нетканого материала для испытания, размер образцов должен составлять по меньшей мере 11 см в направлении MD и 4 см в направлении CD. Разместите образец нетканого материала для испытания таким образом, чтобы сторона для испытания была направлена вниз. Отрежьте от рулона двусторонней ленты 3М №409 кусок по меньшей мере 11 см длиной. Удалите защитный слой с ленты и прижмите кусок двусторонней ленты той стороной, с которой был удален защитный слой, к образцу нетканого материала по всей длине в направлении обработки (MD). Верните защитный слой на открытую часть ленты. Используя резак для бумаги, разрежьте образец для испытания в районе размещения ленты 11 см в направлении MD и 4 см в направлении CD.
Процедура испытания
1. Прикрепите отрезанный кусок ленты на основе оксида алюминия в прибор для испытания на истирание чернил Sutherland, используя массу 0,9 кг (2 фунта). Разместите второй кусок ленты на основе оксида алюминия поверх толстого прокладочного картона (для каждого испытания следует использовать новый кусок). Положите оба куска поверх массы 0,9 кг (2 фунта). Стороны будут сложены в зажимы, необходимо убедиться, что лента на основе оксида алюминия и толстый прокладочный картон находятся в плоском состоянии.
2. Поместите образец в прибор для испытания на истирание чернил Sutherland, отцентрировав его на металлической пластине. Поместите массу 2200 г на образец на 20 секунд.
3. Прикрепите металлическую пластину и массу 0,9 кг (2 фунта) к прибору для испытания на истирание чернил Sutherland.
4. Включите прибор для испытания на истирание. Если подсветка счетчика не включилась, нажмите кнопку перезагрузки. Нажатием на кнопку счетчика установите количество циклов истирания на значение 20 циклов. Выберите Speed 1 (Скорость 1), невысокую скорость (подсветка неактивна), используя кнопку Speed (Скорость). Нажмите Start (Запуск).
5. После выключения прибора для испытания на истирание аккуратно удалите ленту на основе оксида алюминия и массу, чтобы не потерять ни одного из ослабленных волокон (взлохмачивание). В некоторых случаях микроволокна будут прикреплены как к ленте на основе оксида алюминия, так и к поверхности образца нетканого материала. Переверните массу вверх ногами и разместите ее на лабораторном столе.
6. Взвесьте ленту для удаления волокон с прикрепленным прокладочным картоном. Удерживая ленту для удаления волокон за сложенные концы, отсоедините прокладочный картон и отложите его в сторону. Осторожно поместите ленту на ленту на основе оксида алюминия для удаления волокон. Уберите ленту для удаления волокон и верните ее на прокладочный картон. Взвесьте и запишите массу лент для удаления волокон.
7. Возьмите еще один кусок невзвешенной ленты для удаления волокон за сложенные концы. Аккуратно поместите ленту для удаления волокон на поверхность протертого образца нетканого материала. Положите плоскую металлическую пластину поверх ленты для удаления волокон.
8. Положите массу 2200 г на металлическую пластину на 20 секунд. Удалите ленту для удаления волокон. Удерживайте невзвешенную ленту для удаления волокон за согнутые концы, чтобы не оставить отпечатков пальцев. Поместите невзвешенную ленту для удаления волокон на прокладочный картон. Взвесьте и запишите массу лент для удаления волокон.
9. Масса взлохмачивания - сумма значений повышения массы обеих лент для удаления волокон.
10. Масса взлохмачивания является средним значением масс, полученных при проведении 10 измерений.
Расчеты
Для заданного образца сложите массу в граммах волокон, собранных с ленты на основе оксида алюминия, и массу в граммах волокон, собранных с протертого образца нетканого материала. Умножьте общую массу в граммах на 1000 для перевода в миллиграммы (мг). Для перевода этих результатов измерений из абсолютной потери массы в потерю массы на единицу площади разделите общую массу волокон на площадь протертой области.
Испытание проницаемости для воздуха
Испытание проницаемости для воздуха используют для определения уровня воздушного потока в кубических футах в минуту (куб. фт/мин) через формирующий ленточный конвейер. Испытание проницаемости для воздуха проводят на испытательной модели проницаемости для воздуха FX3360 Portair от компании Textest AG, Sonnenbergstrasse 72, CH 8603 Schwerzenbach, Швейцария. В устройстве используется 20,7-миллиметровая диафрагма для проницаемости для воздуха от 142 до 472 л/с (300-1000 куб. фт/мин). Если проницаемость для воздуха ниже 142 л/с (300 куб. фт/мин), необходимо уменьшить диафрагму; если выше 472 л/с (1000 куб. фт/мин), необходимо увеличить диафрагму. Проницаемость для воздуха можно измерить в локализованных зонах формирующего ленточного конвейера для определения различий в проницаемости для воздуха формирующего ленточного конвейера.
Процедура испытания
1. Включите инструмент FX3360.
2. Выберите предварительно определенный стиль, имеющий следующую настройку:
a. материал: стандартный;
b. свойство измерения: проницаемость для воздуха (АР);
c. давление при испытании: 125 Па (паскалей);
d. Т-коэффициент: 1,00;
e. контрольная точка: 0,8 дюйма.
3. Расположите 20,7 мм диафрагму на верхней стороне формирующего ленточного конвейера (сторона с трехмерными выступами) в интересующем положении.
4. Выберите Spot Measurement (Измерение пятна) на сенсорном экране блока для испытания.
5. При необходимости сбросьте датчик перед измерением.
6. После сброса выберите кнопку Start (Запуск), чтобы начать измерение.
7. Подождите, пока измерение не стабилизируется, и запишите отображаемое на экране значение куб. фт/мин.
8. Для остановки измерения снова нажмите кнопку Start (Запуск).
Испытание на высоту стопки в пакете
Высоту стопки в пакете упаковки абсорбирующих изделий определяют в соответствии с представленным ниже описанием.
Оборудование
Используют толщиномер с плоской жесткой горизонтальной скользящей пластиной. Толщиномер выполнен с возможностью свободного перемещения горизонтальной скользящей пластины в вертикальном направлении, при этом горизонтальная скользящая пластина всегда сохраняет горизонтальную ориентацию непосредственно над плоской жесткой горизонтальной пластиной основания. Толщиномер включает в себя устройство, подходящее для измерения зазора между горизонтальной скользящей пластиной и горизонтальной пластиной основания с точностью в пределах ±0,5 мм. Горизонтальная скользящая пластина и горизонтальная пластина основания больше поверхности упаковки абсорбирующего изделия, контактирующей с каждой пластиной, т.е. каждая пластина выходит за пределы поверхности контакта упаковки абсорбирующего изделия во всех направлениях. Горизонтальная скользящая пластина оказывает на упаковку абсорбирующего изделия направленное вниз усилие 850±1 грамм-сила (8,34 Н), которое может достигаться путем помещения соответствующей массы на центр верхней поверхности горизонтальной скользящей пластины, не контактирующей с упаковкой, так, что общая масса скользящей пластины с добавленной массой составляет 850±1 грамм.
Процедура испытания
Упаковки абсорбирующих изделий уравновешивают при температуре 23°С±2°С и относительной влажности воздуха 50%±5% перед измерением.
Горизонтальную скользящую пластину поднимают и упаковку абсорбирующего изделия помещают по центру под горизонтальной скользящей пластиной таким образом, чтобы абсорбирующие изделия внутри упаковки были ориентированы горизонтально (см. Фиг. 27). Любую ручку или другой элемент упаковки на поверхностях упаковки, которые будут контактировать с любой из пластин, сгибают к поверхности упаковки до плоского состояния, чтобы свести к минимуму их влияние на измерение. Горизонтальную скользящую пластину медленно опускают вниз до контакта с верхней поверхностью упаковки, а затем высвобождают. Зазор между горизонтальными пластинами измеряют с точностью до ±0,5 мм в течение десяти секунд после высвобождения горизонтальной скользящей пластины. Измеряют пять идентичных упаковок (упаковки одинакового размера, содержащие одинаковое количество абсорбирующих изделий) и регистрируют среднее арифметическое значение как ширину упаковки. Рассчитывают «высоту стопки в пакете» (ширина упаковки / количество абсорбирующих изделий на стопку) × 10 и указывают с точностью до ±0,5 мм.
Способ микро-КТ для измерения интенсивных свойств
Способ микро-КТ для измерения интенсивных свойств измеряет значения поверхностной плотности, толщины и объемной плотности в визуально различимых областях образца подложки. Он основан на анализе трехмерного рентгеновского изображения образца, полученного прибором для микро-КТ (подходящим инструментом является Scanco μСТ 50 производства Scanco Medical AG, Швейцария, или эквивалент). Прибор для микро-КТ представляет собой микротомограф с коническим пучком, имеющий экранированную камеру. В качестве источника рентгеновского излучения с фокальным пятном регулируемого диаметра выступает необслуживаемая рентгеновская трубка. Рентгеновский пучок проходит сквозь образец, и часть рентгеновских лучей ослабляется образцом. Степень ослабления коррелирует с массой материала, через который должны пройти рентгеновские лучи. Прошедшие рентгеновские лучи попадают на цифровую матрицу детекторов и создают двухмерное проекционное изображение образца. Трехмерное изображение образца создают путем сбора нескольких отдельных проекционных изображений образца в процессе вращения, из которых потом реконструируется одно трехмерное изображение. Прибор взаимодействует с компьютером, на котором работает программное обеспечение, управляющее получением изображения и сохраняющее необработанные данные. Трехмерное изображение далее анализируют с использованием программного обеспечения для анализа изображений (подходящим является ПО для анализа изображения MATLAB производства The Mathworks, Inc., г. Натик, штат Массачусетс, или эквивалент), измеряя в областях образца такие интенсивные свойства, как поверхностная плотность, толщина и объемную плотность. Подготовка образцов
Для получения образца для измерений раскладывают ровно один слой сухого материала подложки и вырезают штампом круглый кусок диаметром 30 мм.
Если материал подложки представляет собой слой абсорбирующего изделия, например нетканый материал верхнего слоя, внешнего слоя, накопительный слой, распределяющий слой или слой другого компонента; абсорбирующее изделие приклеивают лентой к жесткой ровной поверхности в плоской конфигурации. Осторожно отделяют отдельный слой подложки от абсорбирующего изделия. При необходимости для отделения слоя подложки от дополнительных нижележащих слоев можно использовать скальпель и/или криогенный спрей (например, Cyto-Freeze, Control Company, г. Хьюстон, штат Техас), чтобы избежать продольного или бокового растяжения материала. После отделения слоя подложки от изделия переходят к описанному выше вырезанию штампом.
Если материал подложки имеет форму влажной салфетки, вскрывают новую упаковку влажных салфеток и из пачки извлекают всю стопку. Из середины стопки берут одну салфетку, раскладывают ее ровно и дают полностью высохнуть, после чего вырезают штампом образец для анализа.
Образец можно вырезать из любого места, содержащего анализируемую визуально различимую зону. В пределах зоны анализируемые области - это области, связанные с трехмерным элементом, образующим микрозону. Микрозона содержит по меньшей мере две визуально различимые области. Зона, трехмерный элемент или микрозона могут быть визуально различимыми из-за изменения текстуры, поднятия или толщины. Можно анализировать и сравнивать друг с другом области в пределах разных образцов, взятых из одного материала подложки. При выборе места забора образца следует соблюдать осторожность и избегать складок, морщин и разрывов. Получение изображения
Прибор для микро-КТ настраивают и калибруют в соответствии с описаниями производителя. Образец помещают в соответствующий держатель, между двумя кольцами из материала с низкой плотностью, которые имеют внутренний диаметр 25 мм. Это позволяет уложить центральную часть образца горизонтально и провести сканирование без наличия каких-либо материалов смежно с верхней и нижней поверхностями образца. Измерения следует выполнять в этой области. Поле зрения трехмерного изображения составляет около 35 мм с каждой стороны в плоскости ху, с разрешением около 5000 на 5000 пикселей, и при достаточном количестве получаемых срезов толщиной 7 мкм, чтобы полностью покрыть измерение z образца. Реконструированное трехмерное изображение содержит изотропные воксели размером 7 мкм. Изображения получают с настройками источника энергии 45 кВ на пике и 133 мкА, без дополнительного фильтра низких энергий. Эти настройки тока и напряжения можно оптимизировать для получения максимального контраста проекционных данных при достаточном проникновении рентгеновских лучей сквозь образец, но после оптимизации параметры должны быть постоянными для всех по существу аналогичных образцов. Всего было получено 1500 проекционных изображений при времени интегрирования 1000 мс и 3 усреднениях. Проекционные изображения реконструируют в трехмерное изображение и сохраняют в 16-битный формат RAW с целью сохранения для анализа всего выходного сигнала детектора.
Обработка изображения
Трехмерное изображение загружают в программное обеспечение для анализа изображений. К трехмерному изображению применяют порог, который выделяет и убирает фоновый сигнал, обусловленный воздухом, но сохраняет сигнал от волокон образца в подложке.
Из трехмерного изображения, к которому применен порог, получают три двухмерных изображения интенсивных свойств. Первое изображение - это изображение поверхностной плотности. Для получения этого изображения значение каждого вокселя среза в плоскости ху суммируют со всеми соответствующими значениями вокселей в других срезах в направлении z, содержащих сигнал от образца. При этом получается двухмерное изображение, в котором каждый пиксель имеет значение, равное совокупному сигналу по всему образцу.
Для превращения исходных значений данных на изображении поверхностной плотности в реальные значения получают калибровочную кривую поверхностной плотности. Получают подложку, имеющую по существу сходный с анализируемым образцом состав и однородную поверхностную плотность. Для получения по меньшей мере десяти повторов для образца подложки, предназначенной для построения калибровочной кривой, выполняют вышеописанные процедуры. Точно измеряют поверхностную плотность каждого из однослойных калибровочных образцов, округлив до ближайшего 0,0001 г, разделив на площадь образца, преобразовав в граммы на квадратный метр (г/м2), и вычислив среднее с округлением до 0,01 г/м2. В соответствии с вышеописанными процедурами получают микро-КТ изображение одного слоя подложки, являющейся калибровочным образцом. В соответствии с вышеописанной процедурой обрабатывают микро-КТ изображение и получают изображение поверхностной плотности, содержащее исходные значения данных. Фактическое значение поверхностной плотности для этого образца представляет собой среднее значение поверхностной плотности, измеренное на калибровочных образцах. Далее накладывают друг на друга два слоя образцов калибровочной подложки и получают изображение микро-КТ двух слоев калибровочной подложки. Получают изображение поверхностной плотности с исходными данными для двух слоев вместе, и фактическая поверхностная плотность для них равна двукратному среднему значению поверхностной плотности, измеренной на калибровочных образцах. Повторяют процедуру с накладыванием отдельных слоев калибровочной подложки, получая микро-КТ изображение всех слоев, генерируя изображение поверхностной плотности с исходными данными для всех слоев, для которого фактическое значение поверхностной плотности равно количеству слоев, умноженному на среднее значение поверхностной плотности, измеренное на калибровочных образцах. Всего получают по меньшей мере четыре разных калибровочных изображения поверхностной плотности. Значения поверхностной плотности калибровочных изображений должны включать в себя значения, которые больше и меньше значений поверхностной плотности оригинального анализируемого образца, для обеспечения точной калибровки. Калибровочную кривую генерируют, строя линейную регрессию по исходным данным в сравнении с фактическими значениями поверхностной плотности для четырех калибровочных образцов. Эта линейная регрессия должна иметь значение R2 по меньшей мере 0,95, и если это не так, необходимо повторить всю процедуру калибровки. Эту калибровочную кривую далее используют для преобразования исходных данных в фактические значения поверхностной плотности.
Второе двухмерное изображение интенсивного свойства - это изображение толщины. Для получения этого изображения идентифицируют верхнюю и нижнюю поверхности образца и вычисляют расстояние между этими поверхностями с получением толщины образца. Верхнюю поверхность образца идентифицируют, начиная с самого верхнего в направлении z среза и анализируя каждый срез при движении сквозь образец, получая воксель направления z для всех положений пикселей в плоскости ху, в которой впервые регистрировался сигнал от образца. Такую же процедуру выполняют для идентификации нижней поверхности образца, за исключением того, что вокселями направления z будут все положения в плоскости ху, в которой сигнал от образца регистрировался в последний раз. После идентификации верхней и нижней поверхностей их сглаживают с помощью медианного фильтра 15×15 для удаления сигнала от случайно выступающих волокон. Далее генерируют двухмерное изображение толщины, подсчитывая количество вокселей между верхней и нижней поверхностями для каждого из положений пикселей в плоскости ху. Это исходное значение толщины далее преобразуют в фактическое расстояние в мкм, умножая количество вокселей на 7 мкм, т.е. на разрешение толщины среза.
Третье двухмерное изображение интенсивного свойства - это изображение объемной плотности. Для получения этого изображения делят значение каждого пикселя в плоскости ху на изображении поверхностной плотности, выраженное в г/м2, на соответствующее значение пикселя на изображении толщины, выраженное в мкм. Единицами на изображении объемной плотности являются граммы на кубический сантиметр (г/см3).
Микро-КТ для интенсивных свойств: поверхностная плотность, толщина и объемная плотность
Начинают с идентификации области для анализа. Анализируемая область - это область, связанная с трехмерным элементом, образующим микрозону. Микрозона содержит по меньшей мере две визуально различимые области. Зона, трехмерный элемент или микрозона могут быть визуально различимыми из-за изменения текстуры, поднятия или толщины. Далее идентифицируют границу анализируемой области. Границу области идентифицируют по визуальному выявлению различий в интенсивных свойствах по сравнению с другими областями в образце. Например, границу области можно идентифицировать на основе визуального выявления различия в толщине по сравнению с другой областью в образце. Границы областей можно выявлять с использованием любого из интенсивных свойств либо на самом физическом образце, либо на любом из микро-КТ изображений интенсивных свойств. После выявления границы области рисуют овальную или круглую «область интереса» (ROI) во внутренней части области. ROI должна иметь площадь по меньшей мере 0,1 мм2 выбирается так, чтобы измерять участок со значениями интенсивного свойства, характерными для идентифицированной области. По каждому из трех изображений интенсивных свойств вычисляют среднюю поверхностную плотность, толщину и объемную плотность внутри ROI. Эти значения записывают для области в качестве поверхностной плотности с округлением до ближайшего 0,01 г/м2, толщины с округлением до ближайшего 0,1 мкм и объемной плотности до ближайшего 0,0001 г/см3.
Метод испытания Emtec
Значения TS7 и TS750 измеряют при помощи анализатора мягкости ткани EMTEC (Emtec TSA) (компания Emtec Electronic GmbH, г. Лейпциг, Германия) подключенного к компьютеру под управлением программного обеспечения Emtec TSA (версия 3.19 или эквивалентная). По данным компании Emtec, значение TS7 связано с реальной мягкостью материала, а значение TS750 связано с ощущаемой гладкостью/шероховатостью материала. Прибор Emtec TSA содержит ротор с вертикальными лезвиями, которые вращаются на испытываемом образце с заданной и калиброванной частотой вращения (установленной изготовителем) и усилием контакта 100 мН. Контакт между вертикальными лезвиями и испытываемым образцом создает вибрации, которые создают звук, записываемый микрофоном внутри прибора. Затем записанный звуковой файл анализируется программным обеспечением Emtec TSA. Подготовку образцов, использование измерительного прибора и процедуры испытаний выполняют в соответствии с техническими требованиями производителя аппарата.
Подготовка образцов
Испытываемые образцы готовят путем вырезания квадратных или круглых образцов из готового продукта. Испытываемые образцы нарезают по длине и ширине (или диаметру, если они круглые) не менее чем приблизительно 90 мм и не более чем приблизительно 120 мм в любом из этих размеров, чтобы обеспечить возможность надлежащего зажатия образца в приборе TSA. Испытываемые образцы выбирают таким образом, чтобы избежать образования перфорированных отверстий, морщин или складок в пределах области тестирования. Для тестирования готовят 8 по существу аналогичных повторных образцов. Все образцы выдерживают при стандартной температуре и относительной влажности воздуха согласно требований TAPPI (23°С±2°С и 50%±2%) в течение по меньшей мере 2 часов перед проведением испытания с помощью TSA, которое также проводят в условиях согласно требований TAPPI.
Процедура проведения испытания
Прибор калибруют в соответствии с инструкциями производителя, используя способ калибровки по 1 точке с применением эталонных стандартов компании Emtec («эталонные образцы 2»). Если эти эталонные образцы больше не доступны, используют соответствующие эталонные образцы, предоставленные изготовителем. Прибор калибруют в соответствии с рекомендациями и инструкцией производителя таким образом, чтобы результаты были сопоставимы с результатами, полученными при использовании способа калибровки по 1 точке с применением эталонных стандартов компании Emtec («эталонные образцы 2»).
Обеспечивают восемь повторных образцов ткани для тестирования. Испытываемый образец устанавливают в измерительный прибор поверхностью, обращенной вверх, и выполняют испытание в соответствии с инструкциями производителя. По завершении испытания программа отображает значения для TS7 и TS750. Каждое из этих значений регистрируют с точностью до 0,01 дБ В2 среднекв. Затем испытываемый образец извлекают из прибора и утилизируют. Это испытание проводят отдельно на одинаковой поверхности четырех повторных образцов, а затем на другой поверхности остальных четырех повторных образцов. Первая испытываемая поверхность может представлять собой любую из первой поверхности 12 или второй поверхности 14 формованного нетканого материала, как описано в настоящем документе.
Значения четырех результатов испытаний для TS7 и TS750 от первой испытываемой поверхности усредняют (с использованием простого числового среднего значения); то же самое выполняют в отношении четырех результатов испытаний для TS7 и TS750 от второй испытываемой поверхности. Отдельные средние значения TS7 и TS750 регистрируют как для первой, так и для второй испытываемых поверхностей конкретного испытываемого образца с точностью до 0,01 дБ В2 среднекв. Кроме того, отношение TS7 первой испытываемой поверхности ко второй испытываемой поверхности рассчитывают делением среднего значения TS7 первой испытываемой поверхности на среднее значение TS7 второй испытываемой поверхности.
Способы определения угла смачивания и времени впитывания влаги
Измерения угла смачивания и времени впитывания влаги выполняют с использованием метода покоящейся капли. Указанный объем лабораторной дистиллированной воды типа II (как указано в ASTM D1193) наносят на поверхность испытываемого образца с использованием автоматизированной системы подачи жидкости. Высокоскоростная видеокамера захватывает изображения капли с привязкой по времени в течение 60 секунд со скоростью 900 кадров в секунду. Угол смачивания между каплей и поверхностью испытываемого образца определяют для каждого захваченного изображения с помощью программного обеспечения для анализа изображений. Время впитывания влаги определяют как время, в течение которого угол смачивания при поглощении капли в испытываемый образец снижается до угла смачивания <10°. Все измерения выполняют при постоянной температуре (23°С±2°С) и относительной влажности воздуха (50%±2%).
Для проведения этого испытания требуется автоматизированный прибор для измерения угла смачивания. Система состоит из источника света, видеокамеры, горизонтального предметного столика, системы подачи жидкости с насосом и микрошприцем и компьютера, оснащенного программным обеспечением, подходящим для захвата видеоизображений, анализа изображений и регистрации данных угла смачивания. Подходящим прибором является оптическая система измерения угла смачивания ОСА 20 (компания DataPhysics Instruments, г. Фильдерштадт, Германия) или его эквивалент. Система должна быть способна подавать каплю объемом 8,2 мкл и быть способна захватывать изображения со скоростью 900 кадров в секунду. Калибровку и использование системы выполняют в соответствии с инструкциями производителя, если в данной процедуре испытания не указано иное.
Для получения испытываемого образца один слой сухого материала подложки раскладывают ровно и отрезают прямоугольный испытываемый образец шириной 15 мм и длиной приблизительно 70 мм. Ширина образца может быть уменьшена по мере необходимости для обеспечения того, чтобы испытываемая область интереса не была закрыта окружающими элементами во время испытания. В отношении более узкой полоски образца следует соблюдать осторожность, чтобы капля жидкости не достигла края испытываемого образца во время испытания, в противном случае испытание необходимо повторить. Предварительное кондиционирование образцов выполняют при температуре 23°С±2°С и относительной влажности воздуха 50%±2% в течение 2 часов до испытания.
Подготовка образцов
Образец для испытания можно вырезать из любого места, содержащего анализируемую визуально различимую зону. В пределах зоны анализируемые области - это области, связанные с трехмерным элементом, образующим микрозону. Микрозона содержит по меньшей мере две визуально различимые области. Зона, трехмерный элемент или микрозона могут быть визуально различимыми из-за изменения текстуры, поднятия или толщины. Можно анализировать и сравнивать друг с другом области в пределах разных образцов для испытания, взятых из одного материала подложки. При выборе места забора образца следует соблюдать осторожность и избегать складок, морщин и разрывов.
Если материал подложки представляет собой слой абсорбирующего изделия, например нетканый материал верхнего слоя или внешнего слоя, накопительный слой, распределяющий слой или слой другого компонента; абсорбирующее изделие приклеивают лентой к жесткой ровной поверхности в плоской конфигурации. Осторожно отделяют отдельный слой подложки от абсорбирующего изделия. При необходимости для отделения слоя подложки от дополнительных нижележащих слоев можно использовать скальпель и/или криогенный спрей (например, Cyto-Freeze, Control Company, г. Хьюстон, штат Техас), чтобы избежать продольного или бокового растяжения материала. После отделения слоя подложки от изделия переходят к вырезанию образца для испытания. Если материал подложки имеет форму влажной салфетки, вскрывают новую упаковку влажных салфеток и из пачки извлекают всю стопку. Из середины стопки берут одну салфетку, раскладывают ее ровно и дают полностью высохнуть, после чего вырезают образец для анализа.
Процедура проведения испытания
Испытываемый образец располагают на горизонтальном предметном столике таким образом, чтобы испытываемая область находилась в поле обзора камеры под иглой системы подачи жидкости, причем испытываемая сторона должна быть обращена вверх. Испытываемый образец закрепляют таким образом, чтобы он лежал ровно, но свободно, и избегалось взаимодействие между каплей жидкости и нижележащей поверхностью для предотвращения нежелательных капиллярных сил. Над испытываемым образцом располагают иглу из нержавеющей стали с тупым наконечником 27 размера (ВД 0,23 мм, НД 0,41 мм) таким образом, чтобы по меньшей мере 2 мм наконечника иглы находились в поле обзора камеры. Выполняют регулирование предметного столика для достижения расстояния приблизительно 3 мм между наконечником иглы и поверхностью испытываемого образца. Каплю лабораторной дистиллированной воды объемом 8,2 мкл образуют со скоростью 1 мкл/с и позволяют ей свободно падать на поверхность испытываемого образца. Захват видеоизображения начинают до соприкосновения капли с поверхностью испытываемого образца, и затем выполняется сбор непрерывной серии изображений в течение 60 секунд после того, как капля соприкасается с поверхностью испытываемого образца. Данную процедуру повторяют для всего пяти (5) по существу аналогичных повторных испытываемых участков. Используют свежий испытываемый образец или принимают необходимые меры, чтобы исключить область, смоченную предыдущей каплей, во время последующих измерений.
На каждом из изображений, захваченных видеокамерой, поверхность испытываемого образца и контур капли определяют и используют в программном обеспечении для анализа изображений с целью расчета угла смачивания для каждого изображения капли и регистрируют с точностью до 0,1 градуса. Угол смачивания представляет собой угол, образованный поверхностью испытываемого образца и касательной к поверхности капли жидкости, соприкасающейся с испытываемым образцом. Для каждой серии изображений из испытания нулевой момент времени представляет собой момент времени, когда капля жидкости входит в контакт с поверхностью испытываемого образца. Измеряют и регистрируют угол смачивания на изображении капли, которое соответствует нулевому моменту времени плюс пять (5) секунд. Угол смачивания на пяти секундах регистрируют как 0°, если капля полностью поглощена испытываемым образцом в течение 5 секунд.
Данную процедуру повторяют для пяти повторных испытываемых областей. Рассчитывают среднее арифметическое значение угла смачивания в нулевой момент времени плюс пять секунд для пяти повторных испытываемых участков и регистрируют это значение как угол смачивания с точностью до 0,1 градуса.
Время впитывания влаги определяют как время, в течение которого угол смачивания при поглощении капли в испытываемый образец снижается до угла смачивания <10°. Время впитывания влаги измеряют путем определения первого изображения заданной серии, в котором угол смачивания уменьшился до угла смачивания <10°, а затем на основании этого изображения рассчитывают и регистрируют продолжительность времени, прошедшего с нулевого момента времени. Время впитывания влаги регистрируют равным 60 секундам, если угол смачивания менее чем 10° не достигнут в течение 60 секунд. Данную процедуру повторяют для пяти повторных испытываемых областей. Рассчитывают среднее арифметическое значение времени впитывания влаги для пяти повторных испытываемых участков и регистрируют это значение с точностью до 0,1 миллисекунды.
Изобретение по настоящему описанию может быть описано любой из следующих комбинаций, подробно рассмотренных в следующих пунктах.
А. Нетканый материал, скрепленный прядением, который содержит:
a. первую поверхность и вторую поверхность и по меньшей мере первую и вторую визуально различимые зоны на по меньшей мере одной из первой и второй поверхностей, причем каждая из первой и второй зон имеет узор из трехмерных элементов, причем каждый из трехмерных элементов образует микрозону, содержащую первую область и вторую область, при этом первая и вторая области имеют различие в значениях интенсивного свойства; и
b. причем различие в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне; причем в по меньшей мере одной из микрозон первая область имеет угол смачивания более чем приблизительно 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
B. Нетканый материал, скрепленный прядением, по п. А, в котором угол смачивания составляет от приблизительно 90 градусов до приблизительно 140 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
C. Нетканый материал, скрепленный прядением, по пп. А-В, в котором угол смачивания составляет от приблизительно 110 градусов до приблизительно 135 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
D. Нетканый материал, скрепленный прядением, по пп. А-С, в котором угол смачивания составляет от приблизительно 125 градусов до приблизительно 135 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
E. Нетканый материал, скрепленный прядением, по пп. A-D, в котором первая область имеет как краевой угол смачивания более чем приблизительно 90 градусов, так и время впитывания влаги более чем приблизительно 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
F. Нетканый материал, скрепленный прядением, по пп. А-Е, в котором время впитывания влаги составляет от приблизительно 10 секунд до приблизительно 60 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
G. Нетканый материал, скрепленный прядением, по пп. A-F, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне на порядок отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
H. Нетканый материал, скрепленный прядением, по пп. A-G, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне в приблизительно 1,2-10 раз отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
I. Нетканый материал, скрепленный прядением, по пп. А-Н, в котором интенсивное свойство представляет собой толщину и толщина каждой области больше нуля.
J. Нетканый материал, скрепленный прядением, по пп. A-I, в котором различие в толщине в первой зоне составляет более чем приблизительно 25 мкм.
K. Нетканый материал, скрепленный прядением, по пп. A-J, в котором интенсивное свойство представляет собой поверхностную плотность и поверхностная плотность каждой области больше нуля.
L. Нетканый материал, скрепленный прядением, по пп. А-K, в котором различие в поверхностной плотности в первой зоне составляет более чем приблизительно 5 г/м2.
М. Нетканый материал, скрепленный прядением, по пп. A-L, в котором интенсивное свойство представляет собой объемную плотность и объемная плотность каждой области больше нуля.
N. Нетканый материал, скрепленный прядением, по пп. А-М, в котором различие в объемной плотности в первой зоне составляет более чем приблизительно 0,042 г/см3.
О. Нетканый материал по пп. A-N, дополнительно содержащий третью зону, имеющую узор из трехмерных элементов, каждый из которых образует микрозону, содержащую первую область и вторую область, причем различие в значениях интенсивного свойства для одной из микрозон в третьей зоне а) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне и b) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне.
Р. Нетканый материал, скрепленный прядением, по пп. А-О, в котором по меньшей мере одна из поверхностей имеет значение TS7 менее чем приблизительно 15 дБ В2 среднекв.
Q. Нетканый материал, скрепленный прядением, по п. Р, в котором первая поверхность имеет значение TS7 от приблизительно 2 дБ В2 среднекв. до приблизительно 12 дБ В2 среднекв., а вторая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
R. Нетканый материал, скрепленный прядением, по п. Q, в котором вторая поверхность имеет значение TS7, которое ниже значения TS7 первой поверхности.
S. Нетканый материал, скрепленный прядением, по п. Р, в котором вторая поверхность имеет значение TS7 от приблизительно 3 до приблизительно 8, а первая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
Т. Нетканый материал, скрепленный прядением, по п. S, в котором первая поверхность имеет значение TS7, которое выше значения TS7 второй поверхности.
U. Абсорбирующее изделие, содержащее нетканый материал, скрепленный прядением, как описано в пп. А-Т.
V. Упаковка абсорбирующих изделий, причем каждое абсорбирующее изделие содержит нетканый материал, скрепленный прядением, как описано в пп. A-U.
W. Упаковка по п. V, отличающаяся тем, что упаковка вмещает стопку изделий высотой от приблизительно 70 мм до приблизительно 100 мм в соответствии с приведенным здесь испытанием на высоту стопки в пакете.
X. Нетканый материал, скрепленный прядением, который содержит:
а. первую поверхность и вторую поверхность и по меньшей мере первую и вторую визуально различимые зоны на по меньшей мере одной из первой и второй поверхностей, причем каждая из первой и второй зон имеет узор из трехмерных элементов, причем каждый из трехмерных элементов образует микрозону, содержащую первую область и вторую область, при этом первая и вторая области имеют различие в значениях интенсивного свойства; и
b. причем различие в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне; причем в по меньшей мере одной из микрозон вторая область имеет время впитывания влаги менее чем приблизительно 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
Y. Нетканый материал, скрепленный прядением по п. X, в котором время впитывания влаги составляет менее чем 5 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
Z. Нетканый материал, скрепленный прядением по пп. X-Y, в котором время впитывания влаги составляет менее чем 2,5 секунды при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
АА. Нетканый материал, скрепленный прядением, по пп. X-Z, в котором время впитывания влаги составляет менее чем 0,5 секунды при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
ВВ. Нетканый материал, скрепленный прядением, по пп. Х-АА, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне на порядок отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
СС. Нетканый материал, скрепленный прядением, по пп. Х-ВВ, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне в приблизительно 1,2-10 раз отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
DD. Нетканый материал, скрепленный прядением, по пп. Х-СС, в котором интенсивное свойство представляет собой толщину и толщина каждой области больше нуля.
ЕЕ. Нетканый материал, скрепленный прядением, по пп. X-DD, в котором различие в толщине в первой зоне составляет более чем приблизительно 25 мкм.
FF. Нетканый материал, скрепленный прядением, по пп. Х-ЕЕ, в котором интенсивное свойство представляет собой поверхностную плотность и поверхностная плотность каждой области больше нуля.
GG. Нетканый материал, скрепленный прядением, по пп. X-FF, в котором различие в поверхностной плотности в первой зоне составляет более чем приблизительно 5 г/м2.
НН. Нетканый материал, скрепленный прядением, по пп. X-GG, в котором интенсивное свойство представляет собой объемную плотность и объемная плотность каждой области больше нуля.
II. Нетканый материал, скрепленный прядением, по пп. Х-НН, в котором различие в объемной плотности в первой зоне составляет более чем приблизительно 0,042 г/см3.
JJ. Нетканый материал по пп. Х-II, дополнительно содержащий третью зону, имеющую узор из трехмерных элементов, каждый из которых образует микрозону, содержащую первую область и вторую область, причем различие в значениях интенсивного свойства для одной из микрозон в третьей зоне а) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне и b) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне.
KK. Нетканый материал, скрепленный прядением, по пп. X-JJ, в котором по меньшей мере одна из поверхностей имеет значение TS7 менее чем приблизительно 15 дБ В2 среднекв.
LL. Нетканый материал, скрепленный прядением, по п. KK, в котором первая поверхность имеет значение TS7 от приблизительно 2 дБ В2среднекв. до приблизительно 12 дБ В2 среднекв., а вторая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
ММ. Нетканый материал, скрепленный прядением, по п. LL, в котором вторая поверхность имеет значение TS7, которое ниже значения TS7 первой поверхности.
NN. Нетканый материал, скрепленный прядением, по п. KK, в котором вторая поверхность имеет значение TS7 от приблизительно 3 до приблизительно 8, а первая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
OO. Нетканый материал, скрепленный прядением, по п. NN, в котором первая поверхность имеет значение TS7, которое выше значения TS7 второй поверхности.
PP. Абсорбирующее изделие, содержащее нетканый материал, скрепленный прядением, как описано в пп. Х-00.
QQ. Упаковка абсорбирующих изделий, причем каждое абсорбирующее изделие содержит нетканый материал, скрепленный прядением, как описано в пп. Х-РР.
RR. Упаковка по п. QQ, отличающаяся тем, что упаковка вмещает стопку изделий высотой от приблизительно 70 мм до приблизительно 100 мм в соответствии с приведенным здесь испытанием на высоту стопки в пакете.
SS. Нетканый материал, скрепленный прядением, который содержит:
a. первую поверхность и вторую поверхность и по меньшей мере первую и вторую визуально различимые зоны на по меньшей мере одной из первой и второй поверхностей, причем каждая из первой и второй зон имеет узор из трехмерных элементов, причем каждый из трехмерных элементов образует микрозону, содержащую первую область и вторую область, при этом первая и вторая области имеют различие в значениях интенсивного свойства; и
b. причем различие в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне;
причем в по меньшей мере одной из микрозон первая область имеет угол смачивания более чем приблизительно 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе, а вторая область имеет время впитывания влаги менее чем приблизительно 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
ТТ. Нетканый материал, скрепленный прядением, по п. SS, в котором угол смачивания первой области составляет от приблизительно 90 градусов до приблизительно 140 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
UU. Нетканый материал, скрепленный прядением, по пп. SS-TT, в котором угол смачивания первой области составляет от приблизительно 110 градусов до приблизительно 135 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
VV. Нетканый материал, скрепленный прядением, по пп. SS-UU, в котором угол смачивания первой области составляет от приблизительно 125 градусов до приблизительно 135 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе.
WW. Нетканый материал, скрепленный прядением, по пп. SS-VV, причем первая область имеет угол смачивания более чем приблизительно 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе, и время впитывания влаги более чем приблизительно 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
XX. Нетканый материал, скрепленный прядением, по пп. SS-WW, в котором время впитывания влаги первой области составляет от приблизительно 10 секунд до приблизительно 60 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
YY. Нетканый материал, скрепленный прядением по п. SS-XX, в котором время впитывания влаги второй области составляет менее чем 5 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
ZZ. Нетканый материал, скрепленный прядением по пп. SS-YY, в котором время впитывания влаги второй области составляет менее чем 2,5 секунды при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
AAA. Нетканый материал, скрепленный прядением, по пп. SS-ZZ, в котором время впитывания влаги второй области составляет менее чем 1 секунду при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
ВВВ. Нетканый материал, скрепленный прядением, по пп. SS-AAA, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне на порядок отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
ССС. Нетканый материал, скрепленный прядением, по пп. SS-BBB, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне в приблизительно 1,2-10 раз отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
DDD. Нетканый материал, скрепленный прядением, по пп. SS-CCC, в котором интенсивное свойство представляет собой толщину и толщина каждой области больше нуля.
ЕЕЕ. Нетканый материал, скрепленный прядением, по пп. SS-DDD, в котором различие в толщине в первой зоне составляет более чем приблизительно 25 мкм.
FFF. Нетканый материал, скрепленный прядением, по пп. SS-EEE, в котором интенсивное свойство представляет собой поверхностную плотность и поверхностная плотность каждой области больше нуля.
GGG. Нетканый материал, скрепленный прядением, по пп. SS-FFF, в котором различие в поверхностной плотности в первой зоне составляет более чем приблизительно 5 г/м2.
ННН. Нетканый материал, скрепленный прядением, по пп. SS-GGG, в котором интенсивное свойство представляет собой объемную плотность и объемная плотность каждой области больше нуля.
III. Нетканый материал, скрепленный прядением, по пп. SS-HHH, в котором различие в объемной плотности в первой зоне составляет более чем приблизительно 0,042 г/см3.
JJJ. Нетканый материал по пп. SS-III, дополнительно содержащий третью зону, имеющую узор из трехмерных элементов, каждый из которых образует микрозону, содержащую первую область и вторую область, причем различие в значениях интенсивного свойства для одной из микрозон в третьей зоне а) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон в первой зоне и b) отличается от различия в значениях интенсивного свойства для по меньшей мере одной из микрозон во второй зоне.
KKK. Нетканый материал, скрепленный прядением, по пп. SS-JJJ, в котором по меньшей мере одна из поверхностей имеет значение TS7 менее чем приблизительно 15 дБ В2 среднекв.
LLL. Нетканый материал, скрепленный прядением, по п. ККК, в котором первая поверхность имеет значение TS7 от приблизительно 2 дБ В2среднекв. до приблизительно 12 дБ В2 среднекв., а вторая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
МММ. Нетканый материал, скрепленный прядением, по п. LLL, в котором вторая поверхность имеет значение TS7, которое ниже значения TS7 первой поверхности.
NNN. Нетканый материал, скрепленный прядением, по п. KKK, в котором вторая поверхность имеет значение TS7 от приблизительно 3 до приблизительно 8, а первая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
ООО. Нетканый материал, скрепленный прядением, по п. NNN, в котором первая поверхность имеет значение TS7, которое выше значения TS7 второй поверхности.
РРР. Абсорбирующее изделие, содержащее нетканый материал, скрепленный прядением, как описано в пп. SS-OOO.
QQQ. Упаковка абсорбирующих изделий, причем каждое абсорбирующее изделие содержит нетканый материал, скрепленный прядением, как описано в пп. SS-PPP.
RRR. Упаковка по п. QQQ, отличающаяся тем, что упаковка вмещает стопку изделий высотой от приблизительно 70 мм до приблизительно 100 мм в соответствии с приведенным здесь испытанием на высоту стопки в пакете.
SSS. Нетканый материал, содержащий первую поверхность и вторую поверхность и визуально различимый узор из трехмерных элементов на одной из первой или второй поверхности, причем каждый из трехмерных элементов образует микрозону, содержащую первую область и вторую область, при этом первая и вторая области имеют различие в значениях интенсивного свойства, причем интенсивное свойство представляет собой одно или более из:
a. толщины,
b. поверхностной плотности и
c. объемной плотности; и
причем в по меньшей мере одной из микрозон первая область имеет угол смачивания более чем приблизительно 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе, а вторая область имеет время впитывания влаги менее чем приблизительно 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе.
ТТТ. Нетканый материал по п. SSS, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне на порядок отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
UUU. Нетканый материал по пп. SSS-TTT, в котором различие в значениях интенсивного свойства для одной из микрозон в первой зоне в приблизительно 1,2-10 раз отличается от различия в значениях для по меньшей мере одной из микрозон во второй зоне.
VVV. Нетканый материал, скрепленный прядением, по пп. SSS-UUU, в котором интенсивное свойство представляет собой толщину и толщина каждой области больше нуля.
WWW. Нетканый материал по пп. SSS-VVV, в котором различие в толщине в первой зоне составляет более чем приблизительно 25 мкм.
XXX. Нетканый материал по пп. SSS-WWW, в котором интенсивное свойство представляет собой поверхностную плотность и поверхностная плотность каждой области больше нуля.
YYY. Нетканый материал по пп. SSS-XXX, в котором различие в поверхностной плотности в первой зоне составляет более чем приблизительно 5 г/м2.
ZZZ. Нетканый материал по пп. SSS-YYY, в котором интенсивное свойство представляет собой объемную плотность и объемная плотность каждой области больше нуля.
АААА. Нетканый материал по пп. SSS-ZZZ, в котором различие в объемной плотности в первой зоне составляет более чем приблизительно 0,042 г/см3.
ВВВВ. Нетканый материал по пп. SSS-AAAA, в котором по меньшей мере одна из поверхностей имеет значение TS7 менее чем приблизительно 15 дБ В2 среднекв.
СССС. Нетканый материал по п. ВВВВ, в котором первая поверхность имеет значение TS7 от приблизительно 2 дБ В2 среднекв. до приблизительно 12 дБ В2 среднекв., а вторая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
DDDD. Нетканый материал по п. СССС, в котором вторая поверхность имеет значение TS7, которое ниже значения TS7 первой поверхности.
ЕЕЕЕ. Нетканый материал по п. ВВВВ, в котором вторая поверхность имеет значение TS7 от приблизительно 3 до приблизительно 8, а первая поверхность имеет значение TS7, отличное от значения TS7 первой поверхности.
FFFF. Нетканый материал по п. ЕЕЕЕ, в котором первая поверхность имеет значение TS7, которое выше значения TS7 второй поверхности.
GGGG. Абсорбирующее изделие, содержащее нетканый материал, как описано в пп. SSS-FFFF.
НННН. Упаковка абсорбирующих изделий, причем каждое абсорбирующее изделие содержит нетканый материал, как описано в пп. SSS-GGGG.
IIII. Упаковка по пп. SSS-HHHH, отличающаяся тем, что упаковка вмещает стопку изделий высотой от приблизительно 70 мм до приблизительно 100 мм в соответствии с приведенным здесь испытанием на высоту стопки в пакете.
JJJJ. Нетканый материал по п. IIII, в котором нетканый материал представляет собой конструкцию, скрепленную прядением.
Размеры и величины, описанные в настоящем документе, не следует понимать как строго ограниченные перечисленными точными числовыми значениями. Напротив, если не указано иное, каждый такой размер должен обозначать как указанное значение, так и функционально эквивалентный диапазон, в который входит это значение. Например, размер, описанный как «40 мм», подразумевает «приблизительно 40 мм».
Каждый документ, упомянутый в настоящем описании, включая любой патент или заявку, на которые имеются перекрестные ссылки в других документах, и любую заявку на патент или патент, на который испрашивается приоритет или преимущество в данной заявке, полностью включен в настоящий документ путем ссылки, если какой-либо из документов не исключен намеренно или не ограничен иным образом. Упоминание любого документа не является признанием, что он представляет собой предшествующий уровень техники в отношении любого изобретения, описанного или заявленного в настоящем документе, или что в нем самом или в любой комбинации с любой другой ссылкой или ссылками представлено, предложено или описано любое такое изобретение. Кроме того, если какое-либо значение или определение термина в этом документе противоречит какому-либо значению или определению этого же термина в документе, включенном в настоящий документ путем ссылки, преимущество имеет значение или определение, закрепленное за этим термином в настоящем документе.
Хотя в настоящем документе показаны и описаны конкретные варианты осуществления настоящего изобретения, специалистам в данной области будет понятно, что допустимы и другие различные изменения и модификации без отступления от сущности и объема изобретения. Таким образом, подразумевается, что прилагаемая формула изобретения охватывает все такие изменения и модификации в пределах объема настоящего изобретения.
Реферат
Изобретение относится к нетканому материалу. Нетканый материал может включать первую поверхность и вторую поверхность и визуально различимый узор из трехмерных элементов на одной из первой или второй поверхности. Каждый из трехмерных элементов может образовывать микрозону, содержащую первую область и вторую область. Первая и вторая области могут иметь различие в значениях интенсивного свойства, и причем в по меньшей мере одной из микрозон первая область имеет угол смачивания более чем 90 градусов при измерении с применением способа определения угла смачивания, подробно описанного в настоящем документе, а вторая область имеет время впитывания влаги менее чем 10 секунд при измерении с применением способа определения времени впитывания влаги, подробно описанного в настоящем документе. 2 н. и 13 з.п. ф-лы, 59 ил., 9 табл.
Комментарии