Впитывающее изделие с уменьшенным провисанием и способ изготовления впитывающего изделия - RU2740891C1
Код документа: RU2740891C1
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Раскрытие изобретения относится к впитывающему изделию, содержащему впитывающую сердцевину, размещенную между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом.
Раскрытие изобретения также относится к впитывающей сердцевине для впитывающего изделия и к способу изготовления впитывающего изделия вышеупомянутого типа.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Хорошо известны пригодные для ношения и одноразовые впитывающие изделия, например, в виде подгузников, урологических предметов одежды, предметов одежды, предназначенных для женщин, и тому подобного. Такие изделия используются для впитывания, распределения и удерживания различных типов экссудатов организма при одновременном обеспечении высокого уровня комфорта и ощущения сухости для носителя во время использования.
Обычное одноразовое впитывающее изделие в виде подгузника, как правило, выполнено с впитывающей сердцевиной, которая размещена между верхним листом и задним листом. Впитывающее изделие расположено вдоль продольной оси и вдоль поперечной оси, которая проходит в направлении, перпендикулярном по отношению к продольной оси. Кроме того, изделие может быть разделено на переднюю часть, заднюю часть и промежностную часть.
Впитывающее изделие впитывает экссудаты организма при ношении впитывающего изделия. Возможный недостаток, который может иметь место, когда впитывающее изделие находится в мокром состоянии, состоит в том, что промежностная часть может провисать и опускаться. Эта тенденция к провисанию является нежелательной и может привести к недостаточным комфортности и прилеганию изделия и его недостаточно эффективному функционированию.
В US 2012/316528 раскрыт одноразовый подгузник, имеющий впитывающую сердцевину, которая согласно варианту осуществления содержит проходящие в продольном направлении и по существу прямые каналы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее раскрытие изобретения базируется на понимании того, что на жесткость промежностной части впитывающего изделия, например, подгузника, могут влиять определенные параметры/элементы изделия.
В соответствии с изобретением предложены впитывающее изделие согласно пункту 1 формулы изобретения, сердцевина согласно пункту 25 формулы изобретения и способ согласно пункту 26 формулы изобретения.
Впитывающее изделие содержит впитывающую сердцевину, размещенную между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом, при этом указанное изделие расположено вдоль продольной оси и поперечной оси, проходящей в направлении, перпендикулярном по отношению к продольной оси, и в указанном изделии образованы передняя часть, задняя часть и промежностная часть, при этом указанная впитывающая сердцевина содержит впитывающий компонент, закрытый закрывающим элементом сердцевины, содержащим верхнюю сторону и нижнюю сторону, исоединительное средство, предназначенное для соединения указанных верхней и нижней сторон и содержащее два канальных соединения в промежностной части, определяющих ширину первого канального соединения и ширину второго канального соединения, а также содержащее два боковых шва, проходящих вдоль боковых сторон указанной сердцевины, при этом центральный участок, имеющий первую ширину, образован во впитывающем компоненте между канальными соединениями, и два боковых участка, каждый из которых имеет вторую ширину, образованы во впитывающем компоненте снаружи каждого канального соединения. Кроме того, впитывающий компонент образован так, что общее количество впитывающего материала на центральном участке по существу равно или больше общего количества впитывающего материала на каждом из боковых участков, при этом третья ширина задана между канальными соединениями и четвертая ширина задана между канальным соединением и боковым швом, и отношение первой ширины и третьей ширины больше отношения второй ширины и четвертой ширины.
Раскрытие изобретения обеспечивает определенные преимущества. В соответствии с раскрытием изобретения выполняются требования к впитывающим изделиям, связанные с улучшенными прилеганием, комфортностью и функционированием изделий в их мокром состоянии. Предложено впитывающее изделие, в котором промежностная часть и, в частности, центральный участок впитывающей сердцевины выполнены с повышенной жесткостью по сравнению с остальными частями впитывающей сердцевины. То обстоятельство, что отношение первой ширины и третьей ширины больше отношения второй ширины и четвертой ширины, означает, что впитывающий материал на центральном участке будет более плотным и жестким, чем вышеупомянутые боковые участки, когда изделие находится в мокром состоянии. Эта жесткость центрального участка обеспечит противодействие склонности промежностной части к провисанию во время использования. Это означает, что будут обеспечены улучшения, связанные с прилеганием, комфортностью и функционированием.
Впитывающее изделие может быть выполнено с такой конфигурацией, что центральный участок будет содержать 33-41% масс. от общего количества впитывающего материала в промежностной части, и каждый из боковых участков будет содержать 25-33% масс. от общего количества впитывающего материала в промежностной части. Это приводит к обеспечению соответствующей жесткости промежностной части, в частности, на центральном участке.
Впитывающий материал в указанной промежностной части может содержать целлюлозный материал и материал со сверхвысокой впитывающей способностью, при этом указанный целлюлозный материал может иметь поверхностную плотность, которая находится в диапазоне 50-400 г/м2 и указанный материал со сверхвысокой впитывающей способностью может иметь поверхностную плотность, которая находится в диапазоне 100-900 г/м2.
Материал со сверхвысокой впитывающей способностью может составлять 50-100% масс. от массы впитывающего материала в указанной промежностной части, и целлюлозный материал может составлять 0-50% масс. от массы впитывающего материала в указанной промежностной части.
Отношение первой ширины и третьей ширины может находиться в диапазоне 0,75-0,91, например, 0,80-0,86, и отношение второй ширины (а2) и четвертой ширины (b2) может находиться в диапазоне 0,57-0,71, например, 0,62-0,66.
Указанные первая ширина, вторая ширина, третья ширина и четвертая ширина могут быть заданы так, что b1 < b2*2 и а1 < а2*2.
Центральный участок может быть выполнен с жесткостью в мокром состоянии, которая превышает жесткость каждого бокового участка в мокром состоянии.
Каждое из указанных канальных соединений может иметь длину, которая составляет от 5 до 50%, например, 10-50%, например, 28-38% от полной длины указанного изделия.
Каждое канальное соединение может иметь длину, которая составляет от 10 до 60%, например, от 20 до 60%, например, от 30 до 50% от длины впитывающей сердцевины.
Место расположения канальных соединений вдоль продольного направления изделия может быть задано таким, чтобы расстояние между передним краем основногоизделия и передним краем каждого канала составляло от 15 до 40%, например, от 22 до 25% от полной длины изделия.
Указанная впитывающая сердцевина может быть образована одним единственным слоем сердцевины, который обернут указанным закрывающим элементом сердцевины.
Указанный закрывающий элемент сердцевины может быть образован с поверхностной плотностью, которая находится в диапазоне 5-20 г/м2.
Впитывающий компонент может быть выполнен с возможностью его расширения при смачивании и наличия у него первого объема в сухом состоянии и второго объема в полностью расширенном мокром состоянии, при этом второй объем превышает первый объем.
Впитывающий компонент после смачивания имеет бóльшую жесткость, чем в сухом состоянии, и, следовательно, образует формообразующий элемент во впитывающем изделии.
Боковые участки могут содержать, по меньшей мере, один материал, представляющий собой добавку в виде состава для ухода за кожей.
Впитывающая сердцевина может быть прямоугольной. Кроме того, канальные соединения могут быть по существу прямолинейными. Кроме того, канальные соединения могут быть по существу параллельными указанной продольной оси.
Канальные соединения могут быть расположены в двух соответствующих каналах, которые образуют части впитывающей сердцевины, которые по существу свободны от впитывающего материала.
Соединительное средство может быть образовано посредством узора соединений, который может быть получен посредством способа термосварки и/или механической сварки. Термосварка и/или механическая сварка может представлять собой ультразвуковую сварку или термосварку.
Узор соединений может содержать множество мест сваривания, расположенных в виде первого ряда, в котором места сваривания проходят вдоль первой оси, и второго ряда, в котором места сваривания проходят вдоль второй оси, при этом указанные первая ось и вторая ось образуют первый угол друг относительно друга.
Указанный первый угол может составлять 45-130°, например, 45-100°, например, 45-70°. Кроме того, указанные места сваривания могут быть по существу прямоугольными, овальными или продолговатыми.
Указанная первая ось может образовывать второй угол относительно указанной продольной оси, который находится в диапазоне 30-60°.
Канальные соединения могут проходить вдоль указанной продольной оси в указанной промежностной части и могут определять первую эффективную ширину канального соединения и вторую эффективную ширину канального соединения, и боковые швы могут определять соответственно третью и четвертую эффективные ширины вдоль указанной промежностной части и определять соответственно пятую и шестую эффективные ширины вдоль указанных передней части и задней части, при этом указанная эффективная ширина задана как протяженность указанного соединительного средства в поперечном направлении изделия вдоль любого поперечного сечения промежностной части, при этом сумма указанных первой - шестой эффективных ширин в поперечном направлении может быть по существу постоянной вдоль указанной сердцевины.
Также предложена впитывающая сердцевина для впитывающего изделия, при этом указанная впитывающая сердцевина содержит впитывающий компонент, закрытый закрывающим элементом сердцевины, содержащим верхнюю и нижнюю стороны, и соединительное средство, предназначенное для соединения указанных верхней и нижней сторон, а также содержащее два канальных соединения в промежностной части, определяющих ширину первого канального соединения и ширину второго канального соединения, а также содержащее два боковых шва, проходящих вдоль боковых сторон указанной сердцевины, при этом центральный участок, имеющий первую ширину, образован между канальными соединениями, и два боковых участка, каждый из которых имеет вторую ширину, образованы снаружи каждого канального соединения. Кроме того, впитывающий компонент образован так, что общее количество впитывающего материала на центральном участке по существу равно или больше общего количества впитывающего материала на каждом из боковых участков, при этом третья ширина задана между канальными соединениями и четвертая ширина задана между канальным соединением и боковым швом, и отношение первой ширины и третьей ширины больше отношения второй ширины и четвертой ширины.
Также предложен способ изготовления впитывающего изделия, при этом изделие имеет продольную ось и поперечную ось, проходящую в направлении, перпендикулярном по отношению к продольной оси, и в указанном изделии образованы передняя часть, задняя часть и промежностная часть. Способ включает образование впитывающей сердцевины с впитывающим компонентом, который закрыт закрывающим элементом сердцевины, содержащим верхнюю сторону и нижнюю сторону; выполнение соединительного средства, содержащего два канальных соединения и два боковых шва, соединяющих указанные верхнюю и нижнюю стороны закрывающего элемента сердцевины; образование - в указанном впитывающем компоненте - центрального участка между канальными соединениями и двух боковых участков снаружи каждого канального соединения, при этом указанный центральный участок имеет первую ширину и каждый боковой участок имеет вторую ширину, и размещение указанной впитывающей сердцевины между проницаемым для жидкостей, верхним листом и не проницаемым для жидкостей, задним листом, при этом указанный впитывающий компонент образуют так, чтобы общее количество впитывающего материала на центральном участке было по существу равно или больше общего количества впитывающего материала на каждом из боковых участков, указанную сердцевину образуют с третьей шириной между канальными соединениями и четвертой шириной между канальным соединением и боковым швом, и указанную сердцевину образуют так, чтобы отношение первой ширины и третьей ширины было больше отношения второй ширины и четвертой ширины.
Дополнительные преимущества и предпочтительные признаки раскрытия изобретения раскрыты в нижеприведенном описании и в зависимых пунктах формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Раскрытие изобретения будет представлено ниже более подробно со ссылкой на фигуры, показанные на приложенных чертежах, в которых
фиг.1 показывает вид сверху впитывающего изделия в виде подгузника;
фиг.2 показывает вид в разрезе подгузника;
фиг.3 показывает вид сверху впитывающей сердцевины, предназначенной для использования в указанном подгузнике, показанном на фиг.1 и 2;
фиг.4 показывает узор сваривания, который может быть выполнен в изобретении; и
фиг.5 показывает дополнительное изображение узора сваривания.
ПОДРОБНОЕ ОПИСАНИЕ
Различные аспекты настоящего раскрытия изобретения будут описаны более полно в дальнейшем со ссылкой на приложенные чертежи. Однако варианты осуществления, раскрытые в данном документе, могут быть реализованы во многих других вариантах и не должны рассматриваться как ограниченные аспектами, приведенными в данном документе.
Сначала рассматривается фиг.1, на которой показан вид сверху впитывающего изделия 1 в виде подгузника для детей. Впитывающее изделие 1 показано на фиг.1 в разложенном и плоском состоянии. Кроме того, впитывающее изделие 1 базируется на впитывающей структуре, предназначенной для впитывания экссудатов организма, выделяемых носителем, для обеспечения сухости и комфортного прилегания для носителя.
Как показано на фиг.1, впитывающее изделие 1 содержит проницаемый для жидкостей, верхний лист 3, не проницаемый для жидкостей, задний лист 4 и впитывающую сердцевину 5, которая размещена между верхним листом 3 и задним листом 4. Верхний лист 3 расположен на поверхности изделия 1, то есть со стороны, которая обращена к носителю, в то время как задний лист 4 расположен с нижней стороны изделия 1. Кроме того, как верхний лист 3, так и задний лист 4 могут выступать в боковом направлении наружу от впитывающей сердцевины 5 вдоль всей периферии изделия 1.
Впитывающая сердцевина, показанная на фиг.1, имеет прямоугольную конструкцию. Однако раскрытие изобретения не ограничено данной конструкцией, и впитывающая сердцевина может быть образована с по существу любой геометрической формой в пределах объема изобретения.
Верхний лист 3, задний лист 4 и впитывающая сердцевина 5 могут состоять из любых материалов, пригодных для выполнения ими их функций, как будет рассмотрено ниже с дополнительными подробностями.
Как показано на фиг.1, впитывающее изделие 1 имеет протяженность в продольном направлении вдоль продольной оси y1 и протяженность в поперечном направлении вдоль поперечной оси х1, которая перпендикулярна к продольной оси y1. Кроме того, впитывающее изделие 1 может быть образовано в виде изделия, разделенного на переднюю часть 6, заднюю часть 7 и промежностную часть 8. Каждая из передней 6 и задней частей имеет поясной край 2. Передняя часть 6 предназначена для того, чтобы быть ориентированной в направлении к животу носителя во время использования изделия 1.
Кроме того, при ссылке на фиг.1 и 2, - при этом фиг.2 представляет собой вид впитывающего изделия 1 в разрезе, выполненном вдоль поперечной оси х1, - следует отметить, что впитывающая сердцевина 5 содержит впитывающий компонент 5а, 5b, 5с, который размещен между верхней стороной 11 закрывающего элемента сердцевины и нижней стороной 12 закрывающего элемента сердцевины, и образована с двумя проходящими в продольном направлении и по существу прямолинейными канальными соединениями 9, 10, которые выполнены с возможностью соединения верхней стороны 11 закрывающего элемента сердцевины с нижней стороной 12 закрывающего элемента сердцевины, см., в частности, фиг.2, при этом впитывающая сердцевина 5 размещена между указанной верхней стороной 11 закрывающего элемента сердцевины и указанной нижней стороной 12 закрывающего элемента сердцевины. Раскрытие изобретения не ограничено закрывающим элементом сердцевины, содержащим два слоя закрывающего элемента сердцевины. Закрывающий элемент сердцевины может состоять из одного единственного слоя материала. Впитывающий компонент может быть закрыт одним слоем закрывающего элемента сердцевины, сложенным вдвое, или закрыт непрерывным листом для закрывания сердцевины, посредством чего образуются верхняя и нижняя стороны закрывающего элемента сердцевины, предназначенные для обертывания впитывающего компонента.
Верхняя сторона 11 закрывающего элемента сердцевины и нижняя сторона 12 закрывающего элемента сердцевины могут быть прикреплены друг к другу посредством различных способов, например, посредством термоскрепления и/или механического скрепления, такого как термосварка, ультразвуковая сварка, и данные способы могут использоваться в сочетании с адгезивом или адгезивами, сшиванием или тому подобным. Согласно фиг.1 и 2 верхняя сторона 11 закрывающего элемента сердцевины и нижняя сторона 12 закрывающего элемента сердцевины прикреплены друг к другу посредством ультразвуковой сварки.
Канальные соединения 9, 10 расположены вдоль двух соответствующих каналов 13, 14, образующих части впитывающей сердцевины 5, которые не заполнены впитывающим материалом. Это может быть обеспечено посредством изготовления впитывающей сердцевины 5, включающего процесс формирования мата, во время которого впитывающий материал не вводят в зоны, которые соответствуют каналам 13, 14. Таким образом, никакой впитывающий материал не будет находиться в каналах 13, 14, то есть там, где расположены канальные соединения 9, 10.
Как показано на фиг.1 и 2, впитывающая сердцевина 5 может быть разделена на центральный участок 5а и два боковых участка 5b, 5c в промежностной части 8. Следовательно, два вышеупомянутых канала 13, 14 и канальные соединения 9, 10 будут образованы с такой конфигурацией, что они будут отделять три участка 5а, 5b, 5с друг от друга вдоль промежностной зоны 8. Кроме того, длина l1 каждого канального соединения 9, 10 может соответствовать длине промежностной части 8 и также может быть незначительно меньше длины каждого канала 13, 14.
Впитывающая сердцевина 5 может быть по существу прямоугольной и может содержать два по существу прямолинейных канальных соединения 9, 10, которые по существу параллельны указанной продольной оси y1 и определяют ширину w1 первого канального соединения и ширину w2 второго канального соединения. Раскрытие изобретения не ограничено прямоугольной сердцевиной 5 и по существу прямолинейными канальными соединениями 9, 10, то есть могут иметь место другие геометрические конфигурации. Канальные соединения 9, 10 расположены соответственно в первом канале 13 и втором канале 14 и выполнены с возможностью обеспечения присоединения верхней стороны 11 закрывающего элемента сердцевины к нижней стороне 12 закрывающего элемента сердцевины.
Кроме того, центральный участок 5а, содержащий впитывающий материал, образован в сердцевине 5 между канальными соединениями 9, 10. Кроме того, два боковых участка 5b, 5c, содержащие впитывающий материал, образованы в сердцевине 5 снаружи каждого канального соединения 9, 10. Более точно, первый боковой участок 5b расположен между первым канальном соединением 9 и первым боковым швом 15, в то время как второй боковой участок 5с расположен между вторым канальном соединением 10 и вторым боковым швом 16. Боковые швы 15, 16 выполнены с возможностью обеспечения соединения верхней стороны 11 закрывающего элемента сердцевины с нижней стороной 12 закрывающего элемента сердцевины соответственно посредством ультразвуковой сварки или других соответствующих способов, описанных выше в отношении канальных соединений 9, 10. Кроме того, боковые швы 15, 16 проходят вдоль каждой боковой стороны впитывающей сердцевины 5, вдоль первого бокового края 17 и второго бокового края 18 впитывающей сердцевины 5.
Как упомянуто, длина l1 промежностной части 8 может быть равна длине канальных соединений 9, 10, то есть канальные соединения 9, 10 могут проходить только вдоль промежностной части 8. Однако боковые швы 15, 16 могут быть расположены не только вдоль промежностной части 8, но и могут также проходить вдоль передней части 6 и задней части 7. Это будет подробно описано ниже.
Таким образом, впитывающая сердцевина 5 образована со соединительным средством, которое образовано двумя канальными соединениями 9, 10 и двумя боковыми швами 15, 16. Соединительное средство выполнено с такой конфигурацией, что в промежностной части 8 впитывающая сердцевина 5 разделена на центральный участок 5а, содержащий впитывающий материал, и два боковых участка 5b, 5с, содержащих впитывающий материал. Более точно, и как показано на фиг.2, центральный участок 5а имеет первую ширину а1, и каждый боковой участок 5b, 5с имеет вторую ширину а2. Кроме того, третья ширина b1 задана между двумя канальными соединениями 9, 10. Кроме того, четвертая ширина b2 задана между первым канальном соединением 9 и первым боковым швом 15, а также между вторым канальном соединением 10 и вторым боковым швом 16.
Согласно фиг.1 и 2 впитывающий компонент 5а, 5b, 5с выполнен с такой конфигурацией, что общее количество впитывающего материала центрального участка 5а по существу равно или больше общего количества впитывающего материала на каждом из боковых участков 5b, 5с. Как будет описано ниже более подробно, впитывающий материал может содержать смесь целлюлозного материала и материала со сверхвысокой впитывающей способностью. Кроме того, отношение первой ширины а1 и третьей ширины b1 больше отношения второй ширины а2 и четвертой ширины b2. На практике это означает, что доступное пространство для расширения впитывающего материала на центральном участке 5а во время использования впитывающего изделия 1 в его мокром состоянии будет меньше соответствующего доступного пространства на каждом боковом участке 5b, 5c. Это приведет к ситуации, в которой центральный участок 5а будет более жестким (в его мокром состоянии), чем боковые участки 5b, 5c. Это означает, что будет ослаблена любая тенденция к провисанию промежностной части 8 впитывающего изделия 1, в частности, в его мокром состоянии.
Выражение «по существу равно», используемое выше для описания количества впитывающего материала на центральном участке 5а в сравнении с боковыми участками 5b, 5c, следует интерпретировать в том смысле, что количество впитывающего материала может иметь отклонение, составляющее приблизительно ±5%, в любой части промежностной части 8.
Впитывающее изделие 1 может быть выполнено с такой конфигурацией, что центральный участок 5а будет содержать 33-41% масс. от общего количества впитывающего материала в промежностной части 8, в то время как каждый из боковых участков 5b, 5c будет содержать 25-33% масс. от общего количества впитывающего материала в промежностной части 8. Таким образом, может быть получена заданная жесткость центрального участка 5а.
Таким образом, впитывающая сердцевина 5 содержит впитывающий компонент, который, в свою очередь, содержит три вышеупомянутых участка 5а, 5b, 5с в промежностной части 8 впитывающего изделия 1. В промежностной части 8 впитывающий компонент 5а, 5b, 5с содержит впитывающий материал, который может иметь вид целлюлозного материала и материала со сверхвысокой впитывающей способностью. Целлюлозный материал может иметь поверхностную плотность, которая находится в диапазоне 50-400 г/м2, и материал со сверхвысокой впитывающей способностью может иметь поверхностную плотность, которая находится в диапазоне 100-900 г/м2. Тем не менее, допустимо отклонение, составляющее ±5% от выбранной поверхностной плотности в промежностной части 8, для достижения цели обеспечения достаточно жесткого центрального участка 5а и ослабления тенденции к провисанию изделия 1, как описано выше.
Для впитывающего изделия 1 могут быть использованы материалы различных типов. Верхний лист 3 расположен так, чтобы он был обращен к носителю впитывающего изделия 1 при ношении. Верхний лист 3 может быть образован посредством проницаемого для текучих сред, нетканого материала или пленки, которая изготовлена из термопластичных синтетических волокон. Верхний лист 3 может обладать достаточной проницаемостью для жидкостей для обеспечения возможности прохождения выпущенных выделяемых организмом, текучих сред сквозь толщину верхнего листа 3. Кроме того, верхний лист 3 может быть изготовлен соответствующим образом из материала, который является податливым и создает ощущение мягкости для кожи носителя. Верхний лист 3 может состоять из одного слоя или может иметь многослойную структуру, содержащую множество слоев, например, два или более слоев. Слои могут быть образованы из одного и того же материала, или некоторые или все слои могут быть образованы из разных материалов.
Слой верхнего листа 3 или в случае многослойной структуры один, некоторые или все из слоев верхнего листа могут быть образованы из одного материала или могут иметь множество частей, образованных из разных материалов, например, в разных частях поверхности верхнего листа, обращенной к носителю.
Слой верхнего листа 3 или в случае многослойной структуры один, некоторые или все из слоев верхнего листа могут представлять собой нетканый материал, перфорированную пластиковую пленку, пластиковый или текстильный сетчатый материал или слой вспененного материала, проницаемого для жидкостей.
Слой верхнего листа 3 или в случае многослойной структуры один, некоторые или все из слоев верхнего листа могут представлять собой, например, гидрофильный, не имеющий отверстий холст нетканого материала из волокон, таких как натуральные волокна, например, хлопковые или целлюлозные волокна, синтетические волокна, например, полиэфирные или полипропиленовые волокна, или из комбинации данных волокон.
Верхний лист может иметь поверхностную плотность в диапазоне 8-40 г/м2. Однако раскрытие изобретения не ограничено верхними листами, имеющими только данную поверхностную плотность.
Кроме того, задний лист 4 может быть образован посредством не проницаемого для текучих сред и воздухопроницаемого слоя, такого как полимерная пленка, например, пленка из полиэтилена или полипропилена. Согласно различным вариантам осуществления материалы, которые могут быть использованы для заднего листа 4, включают тонкие и гибкие, не проницаемые для текучих сред, пластиковые пленки или не проницаемые для текучих сред, нетканые материалы, не проницаемые для текучих сред, вспененные материалы и не проницаемые для текучих сред, многослойные материалы.
Задний лист 4 может быть образован из одного слоя, но в альтернативном варианте может быть образован посредством многослойной структуры, то есть ламината, в котором, по меньшей мере, один слой является не проницаемым для текучих сред. Кроме того, задний лист 4 может быть эластичным в любом направлении.
Кроме того, задний лист 4 может иметь многослойную структуру, содержащую лист, образующий барьер для жидкостей, и слой нетканого материала, расположенные друг поверх друга (не показанные подробно на чертежах), при этом слой нетканого материала расположен с наружной стороны, удаленной от носителя впитывающего изделия 1 при ношении.
Слой нетканого материала может быть образован из волокон или элементарных волокон из термопластичного полимерного материала. Слой нетканого материала может быть образован самыми разными способами, такими как фильерный способ формирования холста, аэродинамический способ формирования холста, аэродинамический способ формирования холста из расплава или способ формирования холста кардочесанием и скреплением. Слой нетканого материала может быть образован из нетканого материала со структурой SMS (слой (S), полученный фильерным способом/слой (М), полученный аэродинамическим способом из расплава/слой (S), полученный фильерным способом) или SS (слой (S), полученный фильерным способом/слой (S), полученный фильерным способом), изготовленного из полипропиленовых волокон или двухкомпонентных волокон из полипропилена и полиэтилена, или из комбинации таких материалов. Слой нетканого материала может иметь поверхностную плотность в диапазоне 5-40 г/м2.
Лист, образующий барьер для жидкостей, может быть образован из пластика, например, из термопластичного пленочного материала, и/или нетканого материала. Например, лист, образующий барьер для жидкостей, может быть образован в виде слоя пластика, например, слоя термопласта, или пластиковой пленки, например, термопластичной пленки. Образование листа, образующего барьер для жидкостей, из пластика, такого как термопластичный пленочный материал, создает возможность обеспечения особенно хорошей пригодности листа, образующего барьер для жидкости, к печати. Лист, образующий барьер для жидкостей, может также содержать волокна для производства бумаги.
Лист, образующий барьер для жидкостей, может представлять собой не проницаемый для жидкостей, воздухопроницаемый или воздухонепроницаемый слой. Лист, образующий барьер для жидкостей, может состоять из одного слоя или может иметь многослойную структуру с множеством слоев, например, с двумя или более слоями, тремя или более слоями или четырьмя или более слоями. Слои листа, образующего барьер для жидкостей, могут быть соединены друг с другом посредством ламинирования, присоединены или прикреплены друг к другу, например, посредством термоскрепления и/или механического скрепления, такого как термосварка, соединения с помощью ультразвука, такого как ультразвуковая сварка, адгезива или адгезивов, сшивания или тому подобного.
Лист, образующий барьер для жидкостей, может представлять собой воздухопроницаемую микропористую пленку. Микропористая пленка может быть образована из материала, содержащего, по меньшей мере, два базовых компонента, а именно термопластичный эластомерный полиолефиновый полимер и наполнитель. Эти компоненты и в некоторых вариантах осуществления дополнительные другие компоненты могут быть смешаны вместе, нагреты и впоследствии подвергнуты экструзии в виде однослойной или многослойной пленки посредством использования любого из различных процессов получения пленки, таких как процессы получения пленки отливкой с тиснением, отливкой в плоском состоянии и охлаждением и экструзией с раздувкой.
Что касается выбора материалов для различных слоев во впитывающем изделии, то материалы могут быть выбраны с учетом процесса скрепления для формирования канальных соединений и боковых швов. Например, если ультразвуковая сварка выбрана для соединения верхней и нижней сторон закрывающего элемента сердцевины, то материалы, выбранные для закрывающего элемента сердцевины, могут быть выполнены с возможностью формирования надежного соединения во время ультразвуковой сварки.
Кроме того, впитывающая сердцевина 5 предусмотрена между верхним листом 3 и задним листом 4 для впитывания жидкости, такой как моча или другие выделяемые организмом, текучие среды, которая прошла через верхний лист 3. Впитывающая сердцевина 5 может быть образована только из одного слоя, образованного из любого пригодного впитывающего материала или материала, поглощающего жидкости, такого как один или более слоев из вспушенной измельченной целлюлозы, вспененного материала, волокнистой ваты или тому подобного.
Впитывающая сердцевина 5 может содержать соответствующие количества частиц суперабсорбента. Такой материал со сверхвысокой впитывающей способностью хорошо известен в области впитывающих изделий и образован набухающим в воде и водонерастворимым материалом, который способен впитывать большие количества текучей среды при образовании гидрогеля. Впитывающая сердцевина 5 может содержать материал со сверхвысокой впитывающей способностью в виде волокон или частиц впитывающего полимерного материала. Например, материал со сверхвысокой впитывающей способностью может представлять собой частично нейтрализованные полиакрилаты, подвергнутые поверхностному сшиванию.
Кроме того, закрывающий элемент 11, 12 сердцевины, упомянутый выше, может быть образован из нетканого материала с поверхностной плотностью 5-20 г/м2. Нетканый материал может состоять из волокон или элементарных волокон из термопластичного полимера. Нетканый материал может быть образован самыми разными способами, такими как фильерный способ формирования холста, аэродинамический способ формирования холста, аэродинамический способ формирования холста из расплава или способ формирования холста кардочесанием и скреплением. Закрывающий элемент сердцевины может быть образован из нетканого материала со структурой SMS (слой (S), полученный фильерным способом/слой (М), полученный аэродинамическим способом из расплава/слой (S), полученный фильерным способом) или SS (слой (S), полученный фильерным способом/слой (S), полученный фильерным способом) и может состоять из полипропиленовых волокон или двухкомпонентных волокон из полипропилена и полиэтилена, или из их комбинации.
Материал со сверхвысокой впитывающей способностью, например, волокна или частицы суперабсорбента, может быть смешан с другим материалом или другими материалами, впитывающими или поглощающими жидкость, такими как вспушенная измельченная целлюлоза, и/или может быть размещен в карманах или слоях во впитывающей сердцевине 5. Соотношение количеств материала со сверхвысокой впитывающей способностью и целлюлозы во впитывающей сердцевине 5 может быть таким: 0-50% масс. целлюлозных волокон и 50-100% масс. материала со сверхвысокой впитывающей способностью.
Впитывающая сердцевина 5 может дополнительно содержать компоненты для улучшения свойств впитывающей сердцевины 5. Например, впитывающая сердцевина 5 может содержать связующее или связующие, такие как связующие волокна.
Кроме того, как известно специалисту, различные слои впитывающего изделия 1 могут быть скреплены посредством адгезивного материала. Такой адгезив не показан на чертежах.
Во впитывающем изделии 1 могут быть предусмотрены один или более дополнительных слоев. Например, принимающий слой может быть расположен между впитывающей сердцевиной 4и верхним листом 3. Такой дополнительный слой может быть выполнен, например, в виде слоя, образованного пневмоукладкой, слоя, полученного гидроперепутыванием, высокообъемного слоя, слоя вспененного материала или слоя материала любого другого типа, который может быть использован во впитывающем изделии для функционирования в качестве слоя, принимающего и впитывающего жидкости. Принимающий слой выполнен с возможностью быстрого приема и временного удерживания выпущенной жидкости перед ее впитыванием впитывающей сердцевиной. Такой принимающий слой может состоять, например, из нетканого материала, полученного пневмоукладкой/аэродинамическим способом формирования холста, нетканого материала, полученного гидроперепутыванием, высокообъемного нетканого материала или вспененных материалов. Нетканый материал, полученный пневмоукладкой, может быть изготовлен посредством вспушенной измельченной древесной целлюлозы, и в данном случае вспушенные волокна распределяются в быстро перемещающейся воздушной струе и скапливаются на движущейся сетке посредством давления и вакуума.
Согласно варианту осуществления отношение первой ширины а1 центрального участка 5а и третьей ширины b1, то есть расстояния между канальными соединениями 9, 10, (то есть а1/b1) находится в диапазоне 0,75-0,91, например, 0,80-0,86. Кроме того, отношение второй ширины а2 каждого бокового участка 5b, 5c и четвертой ширины b2, то есть расстояния между каждым канальном соединением 9, 10 и соответствующим ему, соседним боковым швом 11, 12, (то есть а2/b2) находится в диапазоне 0,57-0,71, например, 0,62-0,66. Таким образом, может быть обеспечена требуемая жесткость центрального участка 5а.
Как правило, изделие 1 выполнено таким образом, что отношение первой ширины а1 и третьей ширины b1 превышает отношение второй ширины а2 и четвертой ширины b2, то есть
(а1/b1) > (a2/b2).
Кроме того, первая ширина, вторая ширина, третья ширина и четвертая ширина, обозначенные соответственно а1, а2, b1, b2, могут быть заданы так, что:
b1 < b2*2 и а1 < а2*2.
Помимо задания первой ширины а1, второй ширины а2, третьей ширины b1 и четвертой ширины b2, как описано выше, впитывающее изделие 1 выполнено с возможностью обеспечения заданной жесткости центрального участка 5а и всего впитывающего изделия 1 посредством вышеупомянутого размещения впитывающего материала во впитывающей сердцевине 5. Это означает, что центральный участок 5а выполнен так, что его жесткость в мокром состоянии превышает жесткость каждого бокового участка 5b, 5c. Это также означает, что впитывающий компонент, то есть компонент, состоящий из центрального участка 5а и боковых участков 5b, 5c, может быть выполнен с возможностью его расширения при смачивании и наличия у него первого объема в сухом состоянии и второго объема в полностью расширенном мокром состоянии, при этом второй объем превышает первый объем.
Если снова обратиться к фиг.1, можно отметить, что каждое канальное соединение 9, 10 может иметь длину l1, которая соответствует протяженности промежностной части 8 в продольном направлении. Каждое из канальных соединений 9, 10 может иметь длину l1, которая составляет от 5 до 50%, например, 10-50%, например, 28-38% от полной длины l впитывающего изделия 1. Кроме того, каждое канальное соединение 9, 10 может иметь длину l1, которая составляет от 10 до 60%, например, от 20 до 60%, например, от 30 до 50% от длины впитывающей сердцевины 5.
Дополнительным параметром является место расположения канальных соединений 9, 10 вдоль впитывающего изделия 1 в его продольном направлении. Такое место расположения может быть задано посредством выбора соответствующего значения для расстояния l2 между передним краем 19 изделия 1 и передним краем 20 каждого канального соединения 9, 10. Очевидно, это означает, что уменьшение указанного расстояния l2 означает, что расстояние l3 между задним краем 21 изделия 1 и задним краем 22 канальных соединений 9, 10 будет увеличиваться, и наоборот.
Место расположения канальных соединений 9, 10 вдоль продольного направления впитывающего изделия 1 может быть выбрано таким, чтобы расстояние l2 между передним краем 19 изделия 1 и передним краем 20 каждого канала9, 10 составляло от 15 до 40%, например, от 22 до 25% от полной длины l изделия 1.
Как упомянуто выше, впитывающая сердцевина 5 размещена между верхней стороной 11 закрывающего элемента сердцевины и нижней стороной 12 закрывающего элемента сердцевины. Впитывающая сердцевина 5 может быть изготовлена в виде одного слоя, который обертывают нетканым материалом и размещают между верхним листом 3 и задним листом 4 во время изготовления впитывающего изделия 1.
Кроме того, впитывающая сердцевина 5 может содержать, по меньшей мере, один материал, представляющий собой добавку, такой как состав для ухода за кожей. Может быть предпочтительным, если боковые участки 5b, 5c содержат, по меньшей мере, один материал, представляющий собой добавку в виде состава для ухода за кожей. Это обусловлено тем, что боковые участки 5b, 5с, как правило, будут находиться ближе всего к телу носителя впитывающего изделия 1. Добавка может быть размещена на частях верхнего листа, закрывающих боковые участки 5b, 5c.
Согласно тому, что известно специалисту, впитывающее изделие 1 может быть дополнительно выполнено с дополнительными компонентами, таким как скрепляющие язычки, эластичные элементы и другие компоненты, которые обычно используются во впитывающих изделиях, например, таких как подгузники для детей или урологические предметы одежды. Такие дополнительные компоненты не описаны подробно в данном документе.
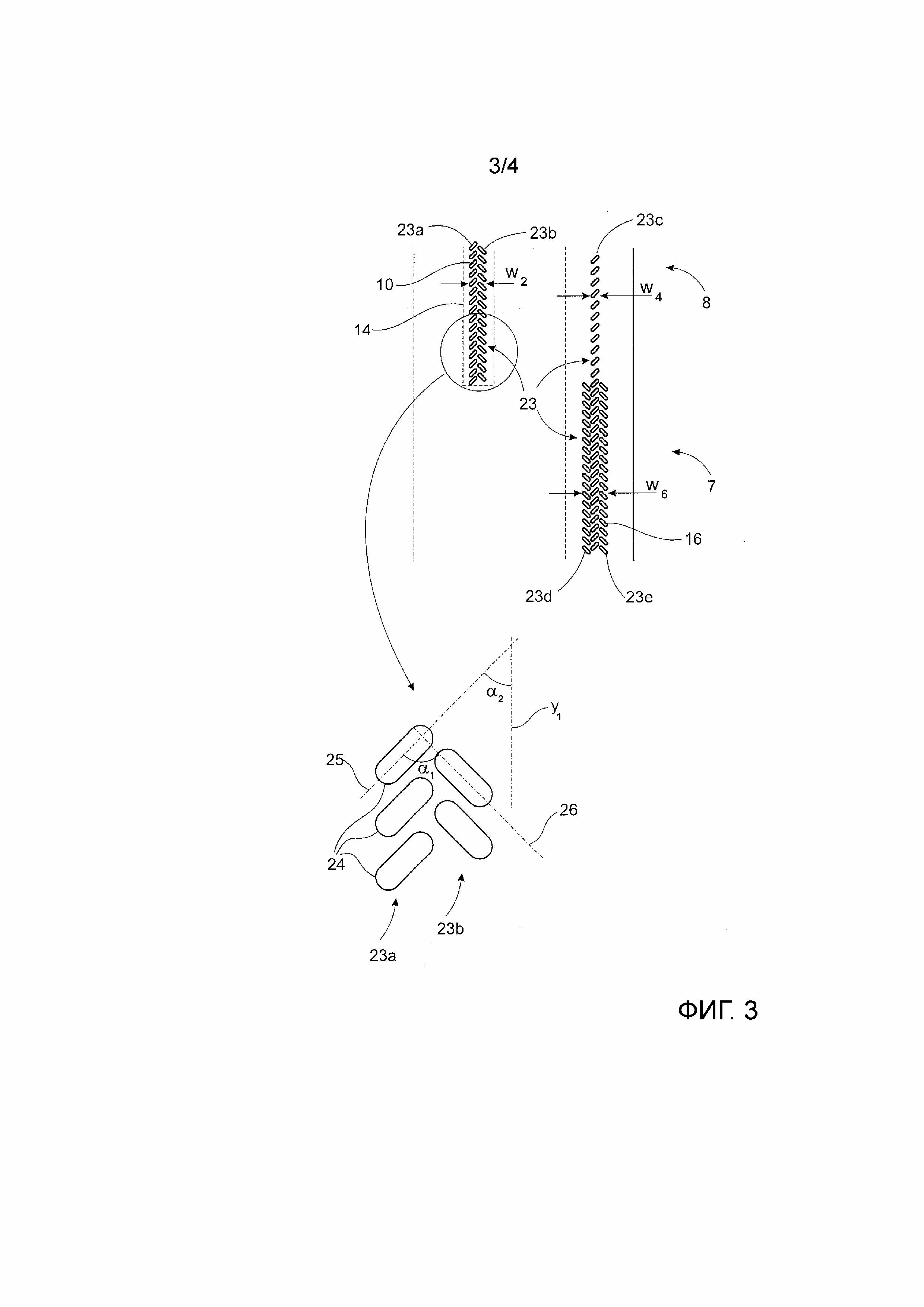
Как показано на фиг.1, впитывающая сердцевина 5 выполнена с соединительным средством 9, 10, 15, 16, то есть содержащим вышеупомянутые канальные соединения 9, 10 и боковые швы 15, 16. Как показано на фиг.3, боковые швы 15, 16 проходят вдоль боковых краев 17, 18 сердцевины.
Боковые швы 15, 16 могут определять соответственно ширину w3 первого бокового шва и ширину w4 второго бокового шва вдоль промежностной части 8 впитывающего изделия 1.
Как показано на фиг.1, канальные соединения 9, 10 могут быть по существу прямолинейными и по существу параллельными продольной оси х1. Кроме того, боковые швы 15, 16 могут быть по существу прямолинейными и по существу параллельными продольной оси х1.
Как показано на фиг.3 и 4, соединительное средство 9, 10, 15, 16 может быть образовано с помощью узора 23 сваривания, полученного посредством ультразвуковой сварки. Узор 23 сваривания может содержать места сваривания 24, которые расположены в виде первого ряда 23а, в котором места сваривания 24 расположены вдоль первой оси 25. Кроме того, дополнительный ряд мест 24 сваривания расположен в виде второго ряда 23b, в котором места сваривания 24 проходят вдоль второй оси 26. Кроме того, первая ось 25 и вторая ось 26 проходят так, что они образуют первый угол α1 друг относительно друга. Таким образом, может быть гарантировано то, что впитывающая сердцевина 5 может быть изготовлена с высокой степенью прочности материала как в ее продольном, так и в ее поперечном направлениях.
Места сваривания 24 могут иметь по существу прямоугольную, овальную или продолговатую форму. Кроме того, вышеупомянутый первый угол α1 может находиться в диапазоне 45-130°. Как показано на фиг.4, первый угол α1 может иметь величину, составляющую 90°.
Кроме того, как показано на фиг.4, первая ось 25 может образовывать угол α2 относительно указанной продольной оси y1, который находится в диапазоне 30-60°.
На фиг.4 показан один ряд 23с мест сваривания в каждом боковом шве 15, 16 в зоне, проходящей вдоль промежностной части 8, и три ряда 23с, 23d, 23е мест сваривания в каждом боковом шве 15, 16 в зоне, проходящей соответственно вдоль передней части 6 и задней части 7. Кроме того, каждый боковой шов 15, 16 может определять пятую ширину w5 бокового шва и шестую ширину w6 бокового шва соответственно вдоль передней части 6 и задней части 7.
Как показано на фиг.3 и 4, ширина w2 первого ряда 23а и второго ряда 23b может быть определена как «эффективная» ширина в том смысле, что она равна сумме эффективной ширины w2a места сваривания 24 в первом ряду 23а и эффективной ширины w2b места сваривания 24 во втором ряду 23b. Каждая «эффективная ширина» может быть определена как длина места сваривания 24 в поперечном направлении изделия 1, как показано на фиг.4. Аналогичным образом, соответствующая эффективная ширина w4 и w6 третьего ряда 23с мест 24 сваривания также показана на фиг.4. Эффективная ширина третьего ряда 23с в промежностной части 8 представляет собой длину w4 места сваривания 24 в указанном поперечном направлении, как показано на фиг.4. Кроме того, эффективная ширина w6 третьего ряда 23с за пределами промежностной части 8 (как также показано на фиг.3) представляет собой сумму длин w6а, w6b, w6c в указанном поперечном направлении, как показано на фиг.4.
Сумма эффективных ширин w1, w2 канальных соединений и ширин w3, w4, w5, w6 первого и второго боковых швов в поперечном направлении изделия 1 может быть по существу постоянной вдоль длины сердцевины 5 в продольном направлении. Это особенно предпочтительно в производственном процессе, включающем получение канальных соединений 9, 10 и боковых швов 15, 16 ультразвуковой сваркой, поскольку производственный процесс может быть организован так, что потребуется по существу постоянная энергия при выполнении ультразвуковой сварки канальных соединений 9, 10 и боковых швов 15, 16 вдоль продольного направления сердцевины 5.
Далее будет описан способ изготовления впитывающего изделия 1. Сначала образуют впитывающую сердцевину 5 посредством впитывающего компонента 5а, 5b, 5с, и указанный впитывающий компонент 5а, 5b, 5с размещают/закрывают между верхней стороной 11 закрывающего элемента сердцевины и нижней стороной 12 закрывающего элемента сердцевины. Далее, соединительное средство, то есть канальные соединения 9, 10 и боковые швы 15, 16, образуют так, чтобы они соединяли верхнюю сторону 11 закрывающего элемента сердцевины и нижнюю сторону 12 закрывающего элемента сердцевины. Как описано выше, соединительно средство 9, 10, 15, 16 может быть образовано ультразвуковой сваркой.
Следовательно, впитывающая сердцевина 5 будет образована с впитывающим компонентом 5а, 5b, 5с, который закрыт закрывающим элементом 11, 12 сердцевины, и с соединительным средством 9, 10, 15, 16, содержащим два канальных соединения 9, 10 и боковые швы 15, 16. Верхнюю сторону 11 закрывающего элемента сердцевины и нижнюю сторону 12 закрывающего элемента сердцевины соединяют для образования указанного соединительного средства 9, 10, 15, 16.
Впитывающую сердцевину 5 и соединительное средство 9, 10, 15, 16 образуют так, чтобы центральный участок 5а был образован между канальными соединениями 9, 10 и два боковых участка 5b, 5c были образованы снаружи каждого канального соединения 9, 10. Более точно, центральный участок 5а, содержащий впитывающий материал, имеет первую ширину а1, и каждый боковой участок 5b, 5c, содержащий впитывающий материал, имеет вторую ширину а2. Кроме того, сердцевину 5 образуют с третьей шириной b1 между канальными соединениями 9, 10 и четвертой шириной b2 между канальном соединением 9, 10 и боковым швом 15, 16.
Изделие 1 (см. фиг.1) образуют посредством размещения впитывающей сердцевины 5 между проницаемым для жидкостей, верхним листом 3 и не проницаемым для жидкостей, задним листом 4. В изделии 1 заданы продольная ось y1 и поперечная ось х1, как описано выше. Кроме того, в изделии 1 образуют переднюю часть 6, заднюю часть 7 и промежностную часть 8. Кроме того, канальные соединения 9, 10 размещают в промежностной части 8, то есть длина l1 каждого канального соединения 9, 10 может соответствовать протяженности промежностной части 8.
Впитывающий компонент 5 образуют так, чтобы общее количество впитывающего материала центрального участка 5а было по существу равно или больше общего количества впитывающего материала на каждом из боковых участков 5b, 5c. Кроме того, способ изготовления задан таким, что впитывающую сердцевину 5 образуют так, чтобы отношение первой ширины а1 и третьей ширины b1 было больше отношения второй ширины а2 и четвертой ширины b2. Это соответствует описанию, приведенному выше со ссылкой на фиг.1 и 2.
Раскрытие изобретения может быть изменено в пределах объема приложенной формулы изобретения. Например, материалы и размеры, используемые для различных слоев, образующих впитывающее изделие 1, могут варьироваться, как указано выше. Впитывающее изделие может дополнительно включать в себя эластичные элементы для ног, стоячие сборки, промежностные и поясные эластичные элементы, боковые панели, системы скрепления и т.д., как известно специалисту в данной области техники, в зависимости от типа предусмотренного впитывающего изделия.
Реферат
Настоящее раскрытие изобретения относится к впитывающему изделию (1), содержащему впитывающую сердцевину (5), размещенную между проницаемым для жидкостей верхним листом (3) и не проницаемым для жидкостей задним листом (4), при этом указанное изделие (1) расположено вдоль продольной оси (y1) и поперечной оси (x1), проходящей в направлении, перпендикулярном по отношению к продольной оси (y1), и в указанном изделии (1) образованы передняя часть (6), задняя часть (7) и промежностная часть (8), при этом указанная впитывающая сердцевина (5) содержит впитывающий компонент (5а, 5b, 5c), охватываемый закрывающим элементом сердцевины, содержащим верхнюю сторону и нижнюю сторону, и соединительное средство, предназначенное для соединения указанных верхней и нижней сторон (11, 12) закрывающего элемента сердцевины и содержащее два канальных соединения (9, 10) в промежностной части (8), определяющих ширину (w1) первого канального соединения и ширину (w2) второго канального соединения, а также содержащее два боковых шва (15, 16), проходящих вдоль боковых сторон указанной сердцевины (5), при этом центральный участок (5а), имеющий первую ширину (а1), образован во впитывающем компоненте (5а, 5b, 5c) между канальными соединениями (9, 10), и два боковых участка (5b, 5c), каждый из которых имеет вторую ширину (а2), образованы во впитывающем компоненте (5а, 5b, 5c) снаружи каждого канального соединения (9, 10). Кроме того, впитывающий компонент (5а, 5b, 5c) образован так, что общее количество впитывающего материала на центральном участке (5а) по существу равно или больше общего количества впитывающего материала на каждом из боковых участков (5b, 5c), при этом третья ширина (b1) задана между канальными соединениями (9, 10) и четвертая ширина (b2) задана между канальным соединением (9, 10) и боковым швом (15, 16), и отношение первой ширины (a1) и третьей ширины (b1) больше отношения второй ширины (a2) и четвертой ширины (b2). 2 н. и 23 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Абсорбирующее изделие с улучшенной способностью формообразования
Комментарии