Бесцентровый круглошлифовальный станок для шлифования прутковых заготовок и способ их бесцентрового круглого шлифования - RU2551747C2
Код документа: RU2551747C2
Чертежи



Описание
Область техники, к которой относится изобретение
Изобретение относится к бесцентровому круглошлифовальному станку для шлифования на проход прутковых заготовок цилиндрического внешнего контура с признаками а-г п.1 формулы. Изобретение относится также к способу бесцентрового круглого шлифования прутковых заготовок с признаками а-г п.17 формулы. Круглошлифовальный станок и способ этого рода известны из DE 10100871 C1. В круглошлифовальном станке из уровня техники два отдельных круглошлифовальных станка в качестве отдельных узлов объединены на общем фундаменте в один блок. Прутковая или трубчатая заготовка непрерывно проходит для шлифования последовательно через оба отдельных шлифовальных блока. При этом в каждом шлифовальном блоке относительно широкий цилиндрический шлифовальный круг расположен напротив пакета ведущих кругов, которые выполнены относительно тонкими и расположены на расстоянии друг от друга на общем шпинделе. Шлифовальные и ведущие круги находятся сообща с обычным опорным ножом на общем осевом участке; также оба узла независимы друг от друга в любом отношении. Например, геометрия шлифования, т.е. пространственное взаимное расположение шлифовального круга, ведущего круга и опорного ножа по отношению к заготовке, может быть разным в каждом из обоих блоков.
Уровень техники
Таким образом, в известном круглошлифовальном станке образованы две находящиеся на осевом расстоянии друг от друга зоны шлифования, через которые движется прутковая или трубчатая заготовка. Оба блока известного круглошлифовального станка могут служить разным задачам; например, в первом блоке может осуществляться черновое шлифование, а во втором - чистовое. Однако можно также начинать чистовое шлифование уже в первом блоке, так что, в целом, для процесса чистового шлифования в распоряжении имеется больше времени обработки. За счет этого при черновом шлифовании с меньшей долей съема можно заметно уменьшить износ инструмента. В обоих блоках известного круглошлифовального станка заготовка расположена в зоне шлифования «под центром». Более точное определение следующее: заготовка установлена в радиальном направлении в расширяющейся зоне шлифования в соответствии с базовой плоскостью, проходящей через оси вращения и приводные оси ведущего и шлифовального кругов; при этом продольная ось заготовки смещена от названной базовой плоскости в пределах участка зоны шлифования между этой базовой плоскостью и поддерживающей поверхностью опорного ножа. Это расположение имеет то преимущество, что заготовка определенным образом зажата в зоне шлифования между ведущим и шлифовальным кругами, с одной стороны, и поддерживающей поверхностью опорного ножа, с другой стороны. Поэтому заготовка не может быть выброшена из зоны шлифования даже тогда, когда шлифование осуществляется с более высокими усилиями. Следовательно, круглое шлифование «под центром» можно осуществлять с высокой объемной производительностью резания, а точная подача заготовки по тракту шлифования и в зоне шлифования может быть высокой.
Поэтому расположение «под центром» предпочтительно во многих случаях применения бесцентрового круглого шлифования. Однако пределы этого расположения возникают тогда, когда должны шлифоваться прутковые или трубчатые заготовки маленького диаметра. Заготовка должна тогда прилегать к шлифовальному и ведущему кругам на участке зоны шлифования, на котором их внешние контуры уже переходят в приблизительно параллельное положение. Таким образом, заготовка расположена в зоне шлифования очень далеко вверху, так что она в худшем случае может сместиться из нее вверх. По крайней мере, с помощью обычного опорного ножа становится все труднее обеспечить надежное и спокойное положение заготовки при шлифовании. Если зона шлифования становится все уже, то, в конце концов, приближается участок, на котором шлифовальные круги столкнулись бы; бесцентровое круглое шлифование заготовок маленького диаметра обычным образом тогда невозможно.
Из DE 801500 известно приводимое в действие от руки специальное устройство, с помощью которого посредством бесцентрового круглого шлифования одновременно обрабатываются два боковых участка заготовки. Для этого два шлифовальных круга установлены консольно на общем валу и приводятся во вращение; их осевое расстояние друг от друга изменяется. Для шлифования боковых участков подвижно установленный шлифовальный круг подводится аксиально снаружи к неподвижному шлифовальному кругу. Оба круга останавливаются при шлифовании боковых участков на осевом расстоянии друг от друга. Напротив на другой стороне заготовки установлен ведущий круг для ее привода. Ведущий и шлифовальные круги смещены по отношению друг к другу, поскольку ведущий круг в своем осевом положении находится там, где на противоположной стороне заготовки имеется зазор между обоими шлифовальными кругами. Известным устройством можно шлифовать каждый раз только одну заготовку, которую для этого приходится помещать в устройство и снова извлекать из него. Заготовка имеет приблизительно форму шпинделя, встречающегося в ступицах велосипедных колес.
В известном из DE 478720 A бесцентровом круглошлифовальном станке на проход тремя отдельными группами кругов шлифуются и перемещаются длинные тонкие круглые прутки. Каждая из трех групп включает в себя общий, приводимый во вращение шпиндель, на котором на взаимном осевом расстоянии установлены круги этой группы. Три группы проходят вдоль шлифуемого прутка и заключают его между собой. При этом первая группа состоит из шлифовальных кругов; соответствующий шпиндель проходит параллельно оси прутка. Шпиндель второй группы слегка наклонен к оси прутка; установленные на этом шпинделе круги являются ведущими кругами с коническим краем, покрытым фетром. Ведущие круги вызывают перемещение прутка в осевом направлении. Шлифовальные и ведущие круги расположены напротив друг друга обычным образом на радиальном расстоянии, а именно так, что напротив каждого шлифовального круга расположен точно один ведущий круг.
Третья группа кругов расположена под движущимся прутком на общем шпинделе так, что они входят снизу в осевые промежутки между шлифовальными и ведущими кругами, поддерживая пруток. Известный станок лишен опорного ножа. Напротив, круги третьей группы действуют аналогично ему; дополнительно они вызывают вращение прутка. Известный станок должен обеспечивать использование шлифовальных кругов разной зернистости и в то же время энергичное собственное вращение заготовок при сильной осевой подаче.
Раскрытие изобретения
В основе изобретения лежит задача усовершенствования круглошлифовального станка и способа круглого шлифования описанного выше типа так, чтобы прутковые или трубчатые заготовки маленького наружного диаметра надежно и стабильно удерживались в зоне шлифования, образованной шлифовальными кругами, ведущими кругами и опорным ножом, и чтобы хороший результат достигался даже при шлифовании с высокой объемной производительностью резания.
В части круглошлифовального станка эта задача решается посредством совокупности признаков п.1, а в части способа - посредством совокупности признаков п.17 формулы.
В предложенном бесцентровом круглошлифовальном станке предусмотрено, что ведущие и шлифовальные круги расположены со смещением по отношению друг к другу в осевом направлении, причем ведущие круги входят в осевые промежутки между шлифовальными кругами и, наоборот, шлифовальные круги входят в осевые промежутки между ведущими кругами. Следовательно, ведущие и шлифовальные круги больше не могут столкнуться между собой, а зона шлифования начинается не в упомянутой выше базовой плоскости, а на удалении от нее на участке, где расстояние между внешними контурами шлифовального и ведущего кругов все больше увеличивается. Заготовка прилегает, тем самым, на двух проходящих в его продольном направлении тангенциальных линиях касания к шлифовальному и ведущему кругам, причем эти линии касания отстоят друг от друга на большее расстояние. Специалист говорит в этом случае о «высоком подцентровом размере». Вследствие этого положение заготовки в зоне шлифования остается надежным и стабильным даже тогда, когда шлифование осуществляется с высокой объемной производительностью резания.
С помощью предложенного круглошлифовального станка шлифовальный круг может вращаться в месте касания с заготовкой в одном направлении с его поверхностью или навстречу ей. Независимо от этого можно выбрать также направление вращения шлифовального круга так, чтобы его периферия в месте своего касания с заготовкой двигалась к базовой плоскости, т.е. в зону шлифования. Это имеет то преимущество, что заготовка при шлифовании сильнее прижимается к ведущим кругам, в результате чего опорный нож разгружается. Его износ, тем самым, уменьшается.
Один предпочтительный вариант круглошлифовального станка заключается в том, что принципиальный образец составного набора включает в себя по одному ряду из двух или более кругов, из которых один ряд ведущих кругов расположен с одной стороны заготовки, а другой ряд шлифовальных кругов - напротив с другой ее стороны. По сравнению с описанным выше известным круглошлифовальным станком, основанным исключительно на двух независимых друг от друга шлифовальных блоках, возникает, тем самым, относительно простая конструкция, в которой сообща в осевом направлении могут приводиться друг за другом также три или более ведущих и шлифовальных кругов.
При этом на каждом участке зоны шлифования шлифовальные и ведущие круги приводятся во вращение в постоянном направлении; частота вращения ведущих кругов, с одной стороны, и шлифовальных кругов, с другой стороны, может устанавливаться независимо, как и радиальная подача кругов с обеих сторон к заготовке. С помощью системы управления станка можно, разумеется, согласовать между собой частоты вращения и движение радиальной подачи обеих групп кругов.
В дополнение к этим рассуждениям, согласно другому предпочтительному варианту, предусмотрено, что ведущие и шлифовальные круги имеют в направлении осевого перемещения заготовки ступенчато возрастающие диаметры, а опорный нож в этом случае своей поддерживающей поверхностью согласован с уменьшающимся в продольном направлении заготовки ее диаметром. В этом варианте в текущем режиме шлифования больше не осуществляется никаких дополнительных движений радиальной подачи ведущих и шлифовальных кругов. Напротив, радиальная подача при шлифовании посредством кругов стала излишней за счет того, что прутковая заготовка движется через группы кругов возрастающего диаметра, причем зона шлифования становится все уже. Изменение радиальной подачи требуется только тогда, когда шлифовальные круги необходимо заменить или когда происходит замена на заготовки иного, нежели прежде, диаметра.
В предложенном круглошлифовальном станке ведущие и шлифовальные круги больше не расположены непосредственно напротив друг друга в поперечном направлении. Смещенное расположение кругов означает, что существует опасность, хотя и небольшая, прогиба заготовки. В худшем случае это могло бы ухудшить результат шлифования. Поэтому, согласно другому предпочтительному варианту, предусмотрено, что боковые участки перекрытия ведущих и шлифовальных кругов отделены друг от друга осевыми зазорами, ширина которых велика лишь настолько, что ведущие и шлифовальные круги даже в длительном режиме производства не нарушают функцию друг друга или даже не касаются друг друга. Правильный расчет ширины зазоров возникает в результате простых производственных испытаний; ориентировочное значение на практике может лежать в диапазоне, например, 0,5-2 мм.
Другая предпочтительная мера по предотвращению изгибных нагрузок в заготовке заключается в том, что осевая ширина шлифовальных кругов меньше осевой ширины ведущих кругов.
Для работы предложенного круглошлифовального станка важно, чтобы шлифовальные круги имели высокую стойкость. Только в этом случае можно шлифовать с высокой объемной производительностью резания без необходимости последующей корректировки радиальной подачи в режиме шлифования. Поэтому для предложенного круглошлифовального станка предпочтительны эльборовые шлифовальные круги, эльборовое абразивное покрытие которых может быть нанесено гальваническим путем или может быть на металлической связке.
Высокая нагружаемость заготовок в предложенном круглошлифовальном станке означает также, что могут использоваться ведущие круги из стали. Предпочтительно они должны быть снабжены на своей внешней периферии резьбовым профилем, который аналогично шнеку осуществляет осевую подачу заготовки в направлении ее прохождения, в котором она проходит через зону шлифования. Внешняя периферия ведущего круга или резьбовой профиль должен быть выполнен при этом в виде фрикционного покрытия, состоящего из иного, нежели сталь, материала, преимущественно из эльборового слоя на гальванической связке.
Другие предпочтительные варианты относятся к ведению прутковой заготовки по тракту шлифования и к ее приводу в продольном направлении и направлении движения, т.е. в направлении прохождения по тракту шлифования.
Так, на входе Е составного набора в ряду ведущих кругов перед ними может быть расположен входной поддерживающий круг с упругим периферийным покрытием, который вместе с ведущими кругами закреплен на их шпинделе и приводится им во вращение. Этот входной поддерживающий круг может компенсировать боковое отклонение заготовки, когда та в виде некруглого прутка входит своим передним концом в тракт шлифования. Даже некруглая заготовка надежно вводится тогда в зону шлифования.
Аналогичным образом на выходе А составного набора в ряду шлифовальных кругов за ними на их шпинделе с возможностью свободного вращения может быть установлен выходной поддерживающий круг из стали. Его задача заключается в компенсации усилий, действующих на прутковую заготовку на выходе А тракта шлифования. Также в этом случае речь идет о предотвращении изгибающих усилий и отклонения заготовки на ее конце. Шлифовальный круг в качестве последнего круга оказывал бы слишком высокое боковое усилие на заготовку и сгибал бы ее вбок. Аналогичным образом это происходило бы с приводимым во вращение ведущим кругом в качестве последнего круга. Расположение выходного опорного круга из стали особенно целесообразно при использовании шлифовальных кругов с нанесенным гальваническим путем эльборовым покрытием. Их диаметр в процессе их износа изменяется в очень малой степени; за счет этого действие выходного поддерживающего круга остается почти неизменным.
Другой предпочтительный вариант выходного поддерживающего круга заключается в том, что его стальная основа снабжена тонким демпфирующим покрытием, которое оказывает демпфирующее действие на окончательно шлифованную заготовку при ее выходе из зоны шлифования. Таким образом, можно еще более улучшить спокойный выход заготовки из зоны шлифования (тем самым, также точность поверхности, размеров и формы заготовки). В качестве другого преимущества тонкое демпфирующее покрытие может воспринимать небольшие изменения диаметра шлифовального круга.
Действию входного поддерживающего круга можно дополнительно способствовать за счет того, что в начале траектории движения заготовки предусмотрено устройство, которое придает ей подачу в ее продольном направлении и направлении движения. Подающее действие этого дополнительного устройства возникает тогда вместе с действием резьбового профиля на внешней периферии ведущих кругов. Действия обоих устройств должно быть целесообразно согласованы между собой.
Как уже сказано, предложенный способ бесцентрового круглого шлифования прутковых заготовок охарактеризован в п.17 формулы изобретения. При этом в дополнение к уже известным из уровня техники мерам а) и б) предусмотрено, что ведущие и шлифовальные круги приводятся во вращение соответственно сообща и установлены при этом на соответствующем общем шпинделе; далее предусмотрено, что ведущие и шлифовальные круги расположены со смещением по отношению друг к другу в осевом направлении и настолько близко друг к другу в радиальном направлении, что ведущие круги входят в осевые промежутки между шлифовальными кругами и наоборот; далее один существенный признак предложенного способа заключается в том, что ведущие и шлифовальные круги в направлении прохождения заготовки имеют ступенчато возрастающие диаметры по мере шлифования; также опорный нож своей поддерживающей поверхностью согласован с уменьшающимся в продольном направлении заготовки ее диаметром.
Способ бесцентрового круглого шлифования прутковых заготовок охарактеризован в п.17 формулы изобретения. При этом в дополнение к уже известным из уровня техники мерам а-г предусмотрено, что ведущие и шлифовальные круги расположены со смещением по отношению друг к другу в осевом направлении и настолько близко друг к другу в радиальном направлении, что ведущие круги входят в осевые промежутки между шлифовальными кругами и наоборот; далее один существенный признак предложенного способа заключается в том, что ведущие и шлифовальные круги в направлении прохождения заготовки имеют ступенчато возрастающие диаметры по мере шлифования; также опорный нож своей поддерживающей поверхностью согласован с уменьшающимся в продольном направлении заготовки ее диаметром.
Предложенным способом предпочтительным образом достигается то, что в режиме шлифования длительной радиальной подачи шлифовальных и/или ведущих кругов к заготовке больше не требуется. Напротив, радиальное положение ведущих и шлифовальных кругов относительно заготовки остается неизменным; зато заготовка непрерывно проходит через образованные друг за другом зоны шлифования из ведущих и шлифовальных кругов, расстояние между которыми по мере шлифования ступенчато уменьшается от входа Е к выходу А зоны шлифования. Это уменьшение происходит за счет того, что диаметры ведущих и шлифовальных кругов к выходу зоны шлифования ступенчато возрастают. Движение радиальной подачи ведущих и шлифовальных кругов в текущем режиме шлифования заменено, тем самым, движением прутковой заготовки в ее продольном направлении.
Один предпочтительный вариант способа заключается в том, что направление движения периферии шлифовального круга в месте ее касания заготовки проходит к базовой плоскости. В этом случае шлифовальный круг оказывает усилие на заготовку, которая за счет этого прижимается к ведущему кругу. В результате уменьшаются нагрузка на опорный нож со стороны заготовки и, тем самым, также его износ.
Понятие «прутковые заготовки» включает в себя также трубы. Рассматриваемые здесь прутки или трубы должны иметь длину, например, 6 метров. Они должны шлифоваться в выполненном, согласно изобретению, круглошлифовальном станке из исходного прутка до полностью прошлифованного прутка с небольшим допуском на диаметр. При этом в надежном процессе при минимальной частоте вращения заготовки достигается высокая производительность резания. При виде сверху продольные оси и оси вращения ведущих кругов, шлифовальных кругов и заготовки параллельны друг другу; то же относится к продольной протяженности опорного ножа. При виде сбоку продольная ось опорного ножа в соответствии с уменьшением диаметра заготовки может быть также слегка наклонена к ее продольной оси.
Краткое описание чертежей
Изобретение более подробно поясняется ниже на примере его осуществления, изображенном на чертежах, на которых представляют:
- фиг.1: шлифование «под центром» в соответствии с уровнем техники;
- фиг.2: шлифование, согласно изобретению;
- фиг.2а: функцию устройства из фиг.2 при встречном направлении вращения шлифовального круга;
- фиг.3: относящийся к фиг.2 частичный вид сверху на устройство, согласно изобретению;
- фиг.4: схематично функционирование устройства, согласно изобретению, без фактического соотнесения между собой отдельных деталей;
- фиг.5a, 5b: подробности ведущего круга;
- фиг.6: подробность на входной стороне устройства, согласно изобретению.
Осуществление изобретения
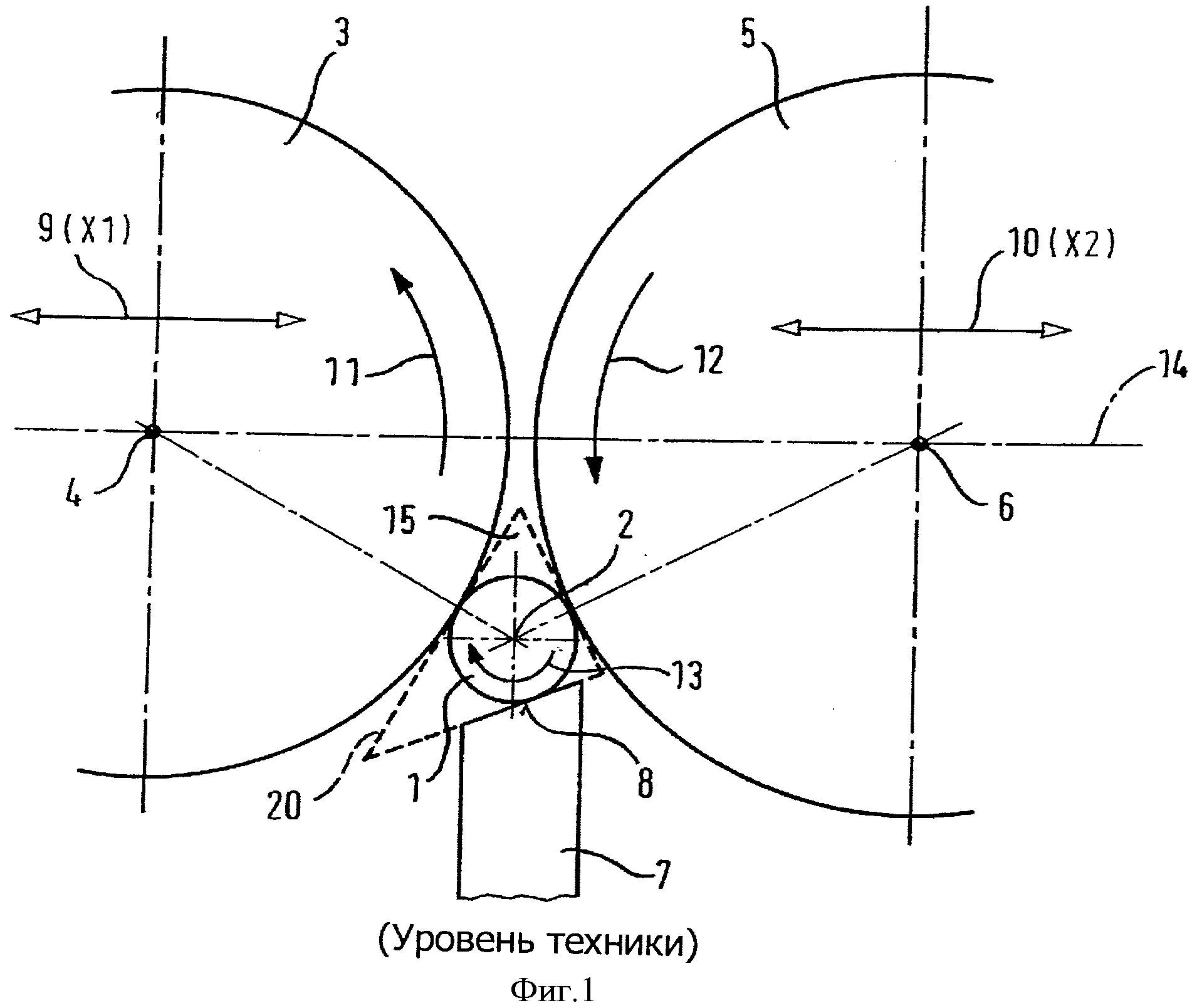
На фиг.1 схематично изображен процесс бесцентрового круглого шлифования в известном из уровня техники устройстве. При шлифовании на проход прутковая заготовка 1 движется в направлении своей продольной оси 2, т.е. перпендикулярно плоскости чертежа, через тракт шлифования, образованный ведущими кругами 3, шлифовальными кругами 5 и опорным ножом 7. В известном устройстве две пары ведущих 3 и шлифовальных 5 кругов расположены друг за другом в направлении продольной оси 2 заготовки. В процессе шлифования ведущие круги 3 вращаются вокруг своих осей вращения 4 и подводятся в направлении 9 радиальной подачи (ось X1) к заготовке 1, которая за счет этого приводится во вращение вокруг своей продольной оси 2 (направление вращения обозначено стрелками 12, 13). Шлифовальные круги 5 также приводятся во вращение вокруг своих осей вращения 6 и при радиальной подаче в направлении 10 (ось X2) вызывают круглое шлифование. Заготовка 1 прилегает при этом к поддерживающей поверхности 8 опорного ножа 7.
На фиг.1 ведущий 3 и шлифовальный 5 круги образуют расширяющуюся книзу зону шлифования 15, которая закрыта внизу опорным ножом 7 настолько, что заготовка 1 заключена и удерживается за счет линейного касания с ведущим 3 и шлифовальным 5 кругами и поддерживающей поверхностью 8 опорного ножа 7. От надежного ведения и как можно более спокойного хода заготовки 1, несмотря на ее вращение и процесс шлифования, в сильной мере зависит его результат, что относится, в частности, к достигаемой точности размеров, круглости и качеству поверхности. При этом следует еще учесть, что диаметр заготовки 1 при шлифовании постоянно изменяется.
Показанное на фиг.1 расположение заготовки 1 в зоне шлифования 15 называется на практике «расположением под центром». Под этим имеется в виду, что заготовка 1 находится в зоне шлифования 15 ниже базовой плоскости 14, проходящей через оси вращения 4, 6 ведущего 3 и шлифовального 5 кругов, и что поддерживающая поверхность 8 опорного ножа 7 находится также ниже этой базовой плоскости 14. Простое обозначение «под центром» справедливо, правда, только тогда, когда оси вращения 4, 6 сообща лежат в одной, по меньшей мере, приблизительно горизонтальной плоскости. В случае иного расположения осей вращения 4, 6 придется выразиться немного более абстрактно таким образом, что положение заготовки 1 в радиальном направлении в образованной ведущими 3 и шлифовальными 5 кругами зоне шлифования 15 в соответствии с базовой плоскостью 14, проходящей через оси вращения 4, 6 шлифовальных 5 и ведущих 3 кругов, причем продольная ось 2 заготовки, отодвинутая от названной базовой плоскости 14, должна находиться в пределах расширяющегося участка зоны шлифования 15 между базовой плоскостью 14 и поддерживающей поверхностью 8 опорного ножа 7 (признаки в), г) в пп.1, 15). Таким образом, имеется в виду то же обстоятельство, что и обозначаемое в названном частном случае упрощенно «расположение под центром».
При показанном на фиг.1 расположении заготовка 1 не может смещаться в зоне шлифования 15 или покинуть ее, поскольку заготовка 1 должна была бы смещаться вверх в сужающуюся зону шлифования 15 и была бы блокирована вниз опорным ножом 7. В определенной степени заготовка 1 «зажата» в зоне шлифования 15. Поэтому можно работать с большими усилиями при приводе и шлифовании заготовки 1. Благоприятные условия шлифования обеспечивают использование ведущих кругов 3 из стали, не вызывающих опасности скольжения.
На фиг.1 показаны также пределы известных устройств, если заготовка 1 при бесцентровом круглом шлифовании должна располагаться в зоне шлифования 15 между базовой плоскостью 14 и поддерживающей поверхностью 8 опорного ножа 7. Все ближе к базовой плоскости 14 подходят особенно заготовки 1 меньшего исходного диаметра, которые находятся тогда в области зоны шлифования 15, в которой периферийные поверхности ведущего 3 и шлифовального 5 кругов сообща приближаются вертикально к базовой плоскости 14. Ведение заготовки 1 в зоне шлифования 15 становится в результате этого нестабильным, и не исключено ее выскальзывание через базовую плоскость 14 вверх. Наконец, больше невозможно дальнейшее сужение зоны шлифования 15, поскольку тогда ведущие 3 и шлифовальные 5 круги касались бы друг друга.
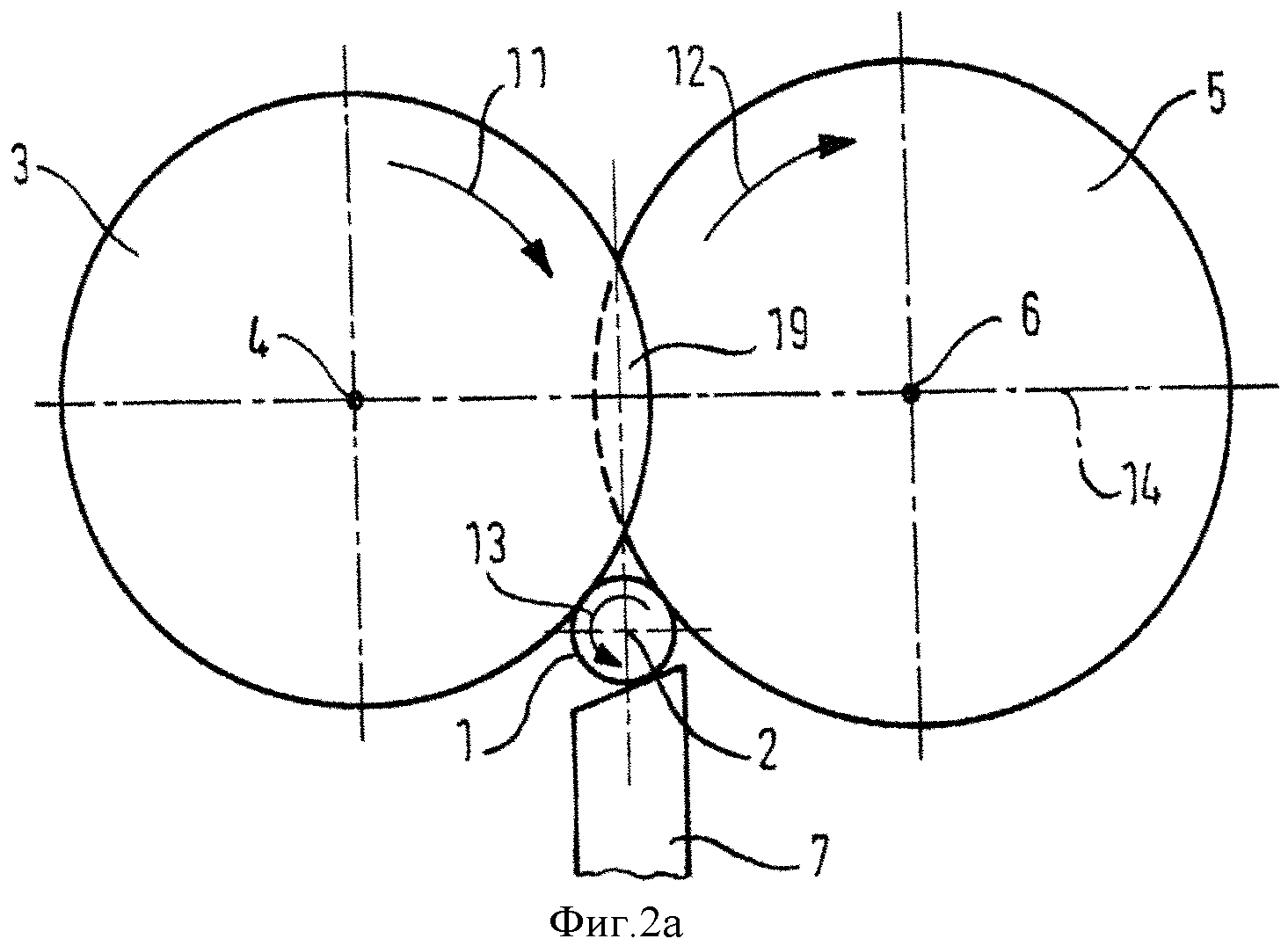
Расширенные возможности обработки вытекают из конструкции, изображенной на фиг.2, 2а, 3. При этом фиг.2а соответствует виду с торца на фиг.2, а фиг.3 является фрагментом виде сверху на основные функциональные части предложенного круглошлифовального станка. Ведущие круги 3 установлены на общем шпинделе 16, а шлифовальные круги 5 - на общем шпинделе 17. Между отдельными ведущими 3 и шлифовальными 5 кругами находятся осевые промежутки 23, 24. Как особенно хорошо видно на фиг.3, шпиндели 16, 17 расположены параллельно на небольшом расстоянии друг от друга, так что отдельные ведущие круги 3 входят в осевые промежутки 24 между шлифовальными кругами 5 и, наоборот, шлифовальные круги 5 входят в осевые промежутки 23 между ведущими кругами 3.
Посредством шпинделя 16 все ведущие круги 3 приводятся во вращение сообща, как и все шлифовальные круги 5 - посредством общего шпинделя 17.
Обозначенная на фиг.3 штриховой линией заготовка 1, находящаяся под ведущими 3 и шлифовальными 5 кругами, за счет этого приводится во вращение и шлифуется, причем она проходит в осевом направлении 22 через зону шлифования 15 и, тем самым, через тракт шлифования.
Преимущества измененного расположения сразу же видны на фиг.2. Взаимное вхождение друг в друга ведущих 3 и шлифовальных 5 кругов приводит к боковым участкам 19 перекрытия, вследствие чего расширяющаяся зона шлифования 15 начинается не в базовой плоскости 14, а существенно ниже. Заготовка 1 прилегает, тем самым, к периферийным поверхностям ведущих 3 и шлифовальных 5 кругов, которые проходят существенно более плоско, чем на фиг.1, хотя заготовка 1 на фиг.2 имеет меньший диаметр, чем на фиг.1.
Для пояснения этого обстоятельства на фиг.1 и 2 показаны окружающие треугольники 20 и 21 соответственно, стороны которых образованы касательными от соприкосновения заготовки 1 с ведущим 3 и шлифовальным 5 кругами и поддерживающей поверхностью 8 опорного ножа 7. Верхний угол входящей в зону шлифования 15 вершины окружающего треугольника 21 предложенного круглошлифовального станка существенно больше, чем окружающего треугольника 20 из уровня техники. Таким образом, как видно, заготовка 1 небольшого диаметра удерживается надежно стабильно и спокойно; тем самым возможен режим, в котором заготовка 1 вращается вокруг своей продольной оси 2 в том же направлении вращения 13, что и шлифовальные круги 5 вокруг осей вращения 6, так что возникает встречное периферийное движение во взаимных местах врезания (направления вращения обозначены стрелками 12, 13). Точно так же возможен режим с противоположными направлениями вращения (фиг.2a). Стабильный «зажим» заготовки 1 в зоне шлифования 15 создает предпосылку для работы эльборовыми шлифовальными кругами 5, которые позволяют достичь большого объема резания.
На фиг.2а изображена еще одна существенная подробность. Как следует из направления вращения 12 шлифовального круга 5, его периферия входит в зону шлифования в месте его касания с заготовкой 1, т.е. в направлении базовой плоскости 14. Шлифовальный краг 5 оказывает, тем самым, на заготовку 1 усилие, которое приводит к ее дополнительному нажиму на ведущий круг 3. За счет этого уменьшается усилие, с которым заготовка 1 давит на поддерживающую поверхность 8 опорного ножа 7. В результате это приводит к уменьшению его износа.
Расположение ведущих 3 и шлифовальных 5 кругов с взаимным смещением в осевом направлении означает для заготовки 1, что существует опасность, хотя и небольшого, прогиба, который в худшем случае ухудшил бы результат шлифования. Этому можно воспрепятствовать, во-первых, за счет того, что диаметры шпинделей 16, 17 рассчитываются относительно большими. Во-вторых, осевая ширина b3 ведущих кругов 3 больше осевой ширины b5 шлифовальных кругов 5, с тем чтобы действующее при шлифовании в радиальном направлении высокое усилие подачи на врезание шлифовальных кругов 5 могло надежно восприниматься ведущими кругами 3.
В стремлении избежать действующих на заготовку 1 изгибающих усилий должна поддерживаться как можно меньшей, также ширина s18 осевого зазора 18 на боковых участках 19 перекрытия ведущих 3 и шлифовальных 5 кругов. Общеобязательного правила для этого нет, однако опытным путем без больших затрат можно надежно установить, насколько маленькой должна быть ширина s18 без взаимного нарушения функций или даже соприкосновения ведущих 3 и шлифовальных 5 кругов даже в длительном производственном режиме. Ориентировочное значение на практике может лежать в диапазоне, например, 0,5-2 мм.
На фиг.4 изображена схема предложенного круглошлифовального станка, в котором один ряд из трех ведущих кругов 3 взаимодействует с одним рядом шлифовальных кругов 5. При этом изображение на фиг.4 не соответствует фактическому расположению ведущих 3 и шлифовальных 5 кругов. Напротив, для лучшего понимания функции было выбрано изображение, соответствующее линии разреза на фиг.2 через ось вращения 4 ведущего круга 3, продольную ось и ось вращения 2 заготовки 1 и ось вращения 6 шлифовального круга 5. При этом все три названные оси вращения 4, 2, 6 лежат на одной общей прямой, а на фиг.4 поясняется взаимодействие кругов 3, 5 с заготовкой 1.
Перед изображенным на фиг.4 трактом шлифования может быть расположено устройство, которое придает прутковой заготовке 1 подачу в ее продольном направлении 2 и в направлении прохождения 22. Поскольку такие устройства относятся к уровню техники, они не требуют здесь более подробного описания. Наружный диаметр установленных на общем шпинделе 17 шлифовальных кругов 5 ступенчато возрастает от входа Е к выходу А тракта шлифования; то же относится к установленным на общем шпинделе 16 ведущим кругам 3. Поскольку круги 3, 5 через свои шпиндели 16, 17 подаются на врезание сообща, образуется зона шлифования 15, которая ступенчато уменьшается от входа Е к выходу А тракта шлифования. За счет того, что заготовка 1 при поданных на врезание кругах 3, 5 непрерывно проходит через зону шлифования 15 (фиг.2), она подвергается круглому шлифованию, причем ее диаметр уменьшается со значения d2E на входе Е тракта шлифования до значения d2A на его выходе А.
Опорный нож 7 должен быть согласован с этим уменьшением диаметра заготовки. Для этого он может быть установлен наискось по всей длине тракта шлифования или состоять из отдельных согласованных отрезков, которые в направлении прохождения 22 постепенно направлены немного дальше в канал шлифования 15. Уменьшение диаметра заготовки показано на фиг.4 сильно утрированным, с тем чтобы хорошо был виден принцип действия.
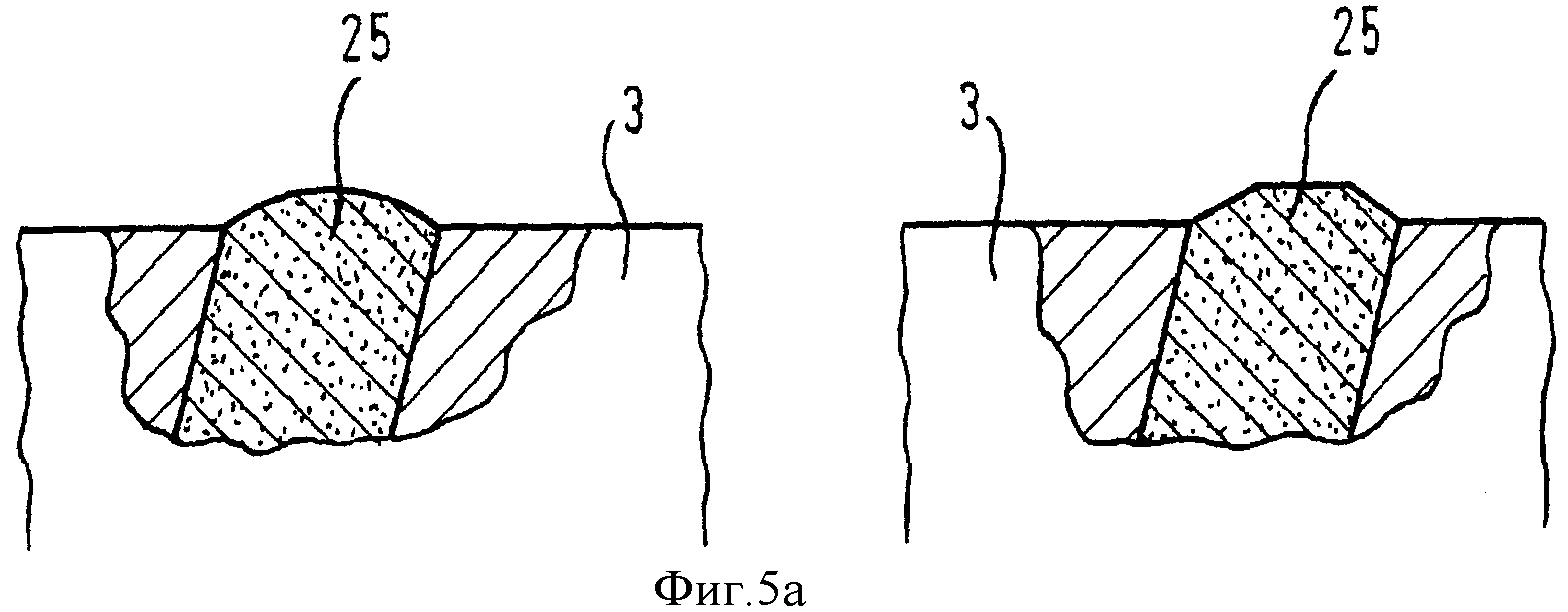
Шлифовальные круги 5 являются эльборовыми кругами с гальваническим покрытием, на керамической или металлической связке, которые предпочтительны благодаря своим высоким производительности резания и стойкости. Ведущие круги 3 содержат основу из стали и снабжены на своей внешней периферии фрикционным покрытием, которое может состоять из эльборового слоя на гальванической связке. При этом фрикционное покрытие целесообразно выполняется в виде резьбового профиля 25 (фиг.5). Его внешний контур может быть выпуклым (фиг.5a) или прямолинейным (фиг.5b). Изображенная слева на фиг.5 а бочкообразная форма составлена из круглых фасонных элементов. Второй вариант справа составлен из прямых элементов. Однако возможны и смешанные формы. Выполненные таким образом ведущие круги 3 придают тогда прутковой заготовке 1 аналогично транспортному шнеку осевую подачу в направлении прохождения 22. Они могут, тем самым, оказывать поддержку упомянутому, расположенному перед входом Е тракта шлифования устройству подачи или даже заменить его. Кроме того, посредством шага резьбы резьбового профиля 25 в сочетании с частотой вращения ведущих кругов 3 можно целенаправленно воздействовать на скорость подачи заготовки 1 в зоне шлифования 15. Наконец, резьбовой профиль 25 из эльборового фрикционного покрытия может принимать на себя в определенной степени также загрязнения на заготовке 1, поскольку эльборовое зерно выступает из покрытия.
На входе Е тракта шлифования расположено дополнительное устройство 29, состоящее из опорной призмы 30 и прижимного ролика 31, между которыми проходит прутковая заготовка 1 (фиг.6). С помощью устройства 29 заготовка 1 предварительно центрируется и стабильно вводится в зону шлифования 15. За счет этого происходит целенаправленная пришлифовка заготовки 1, и предотвращается склонность к вибрации во время нее.
После прохождения заготовки 1 через устройство 29 она попадает вслед за этим в зону действия входного поддерживающего круга 26. Он жестко установлен на шпинделе 16 перед ведущими кругами 3 и приводится во вращение вместе с ними. Входной поддерживающий круг 26 снабжен упругим периферийным покрытием 27 и может компенсировать боковое отклонение некруглой заготовки 1, когда она в виде необработанного прутка входит своим передним концом в тракт шлифования. Таким образом, даже некруглая заготовка надежно вводится в зону шлифования 15.
На выходе А тракта шлифования на стороне шлифовальных кругов 5 предусмотрен выходной поддерживающий круг 28. Он установлен на шпинделе 17 с возможностью свободного вращения, т.е. не приводится во вращение вместе с ними. Выходной поддерживающий круг 28 может состоять из стали и получает свой привод вращения за счет соприкосновения с заготовкой 1; он не имеет резьбового профиля на своей периферии. Задачей выходного поддерживающего круга 28 является компенсация усилий, действующих на заготовку 1 на выходе А тракта шлифования. Шлифовальный круг 5 в качестве последнего круга оказывал бы на заготовку 1 слишком большое боковое усилие и выгибал бы ее вбок. То же произошло бы с приводимым во вращение ведущим кругом 3 в качестве последнего круга. Расположение выходного поддерживающего круга 28 из стали особенно целесообразно при использовании эльборовых шлифовальных кругов, поскольку их диаметр уменьшается в процессе эксплуатации лишь в очень малой степени; тогда действие выходного поддерживающего круга 28 остается почти неизменным.
Суппорт ведущих кругов (не показан) вызывает радиальную подачу к заготовке 1 шпинделя 16 со всеми ведущими кругами 3 и входным поддерживающим кругом 26; точно так же суппорт шлифовальных кругов (не показан) служит для радиальной подачи шпинделя 17 со всеми его шлифовальными кругами 5. В режиме шлифования положение ведущих 3 и шлифовальных 5 кругов радиально относительно заготовки 1 не должно изменяться или должно изменяться лишь незначительно, поскольку диаметр эльборовых шлифовальных кругов 5 в процессе их эксплуатации остается почти неизменным. Повторная подача на врезание требуется лишь при смене шлифовальных кругов 5 или заготовок другого диаметра. Постоянной подстройки ведущих 3 и шлифовальных 5 кругов в соответствии с уменьшающимся диаметром заготовки при шлифовании на проход так и так не требуется, поскольку прутковая заготовка 1 вместо этого проходит через ступенчато уменьшающуюся зону шлифования 15.
Перечень ссылочных позиций
1 - прутковая заготовка
2 - продольная ось заготовки
3 - ведущий круг
4 - ось вращения ведущего круга
5 - шлифовальный круг
6 - ось вращения шлифовального круга
7 - опорный нож
8 - поддерживающая поверхность опорного ножа
9 - направление поперечной подачи ведущего ножа
10 - направление поперечной подачи шлифовального круга
11 - направление вращения ведущего круга
12 - направление вращения шлифовального круга
13 - направление вращения заготовки
14 - базовая плоскость
15 - зона шлифования
16 - шпиндель ведущих кругов
17 - шпиндель шлифовальных кругов
18 - осевой зазор
19 - боковой участок перекрытия
20 - окружающий треугольник (уровень техники)
21 - окружающий треугольник (изобретение)
22 - направление прохождения заготовки
23 - промежуток
24 - промежуток
25 - резьбовой профиль
26 - входной поддерживающий круг
27 - упругое периферийное покрытие
28 - выходной поддерживающий круг
29 - устройство предварительного центрирования
30 - опорная призма
31 - прижимной ролик
A - выход тракта шлифования
E - вход тракта шлифования
d2E - диаметр заготовки на входе тракта шлифования.
d2A - диаметр заготовки на выходе тракта шлифования
b3 - осевая ширина ведущих кругов
b5 - осевая ширина шлифовальных кругов
s18 - ширина осевого зазора
Реферат
Изобретение относится к машиностроению и может быть использовано для бесцентрового круглого шлифования прутковых заготовок. Зона шлифования заготовок образована ведущим и шлифовальным кругами, а также опорным ножом. Ведущий круг вращается вокруг своей оси, приводя во вращение заготовку. Шлифовальный круг приводится во вращение вокруг своей оси. Заготовка проходит в направлении своей продольной оси через несколько наборов ведущих и шлифовальных кругов, установленных соосно друг за другом. Ведущие и шлифовальные круги установлены с осевыми промежутками. Ведущие круги входят в промежутки между шлифовальными кругами и наоборот. Между кругами образуются боковые участки перекрытия. Зона шлифования расширяется вниз и располагается ниже базовой плоскости, что обеспечивает надежную опору заготовки на круги. В результате повышается производительность шлифования, в том числе и заготовок малого диаметра. 2 н. и 16 з.п. ф-лы, 6 ил.
Формула
а) составной набор приводимых во вращение ведущих и шлифовальных кругов (3, 5), которые расположены напротив друг друга по обеим сторонам заготовки (1) с проходящими параллельно ее продольной оси (2) осями вращения (4, 6), причем
б) в режиме шлифования ведущие и шлифовальные круги (3, 5) имеют возможность подачи на врезание к заготовке (1), которая в своем продольном направлении (2) проходит через составной набор кругов, и
в) поддерживающий заготовку (1) опорный нож (7), расположенный внутри образованной ведущими и шлифовальными кругами (3, 5) расширяющейся зоны шлифования (15), причем продольная ось (2) заготовки (1) по отношению к базовой плоскости (14), проходящей через оси вращения (4, 6) ведущих и шлифовальных кругов (3, 5), обращена от этой базовой плоскости (14) в пределах участка зоны шлифования (15) между базовой плоскостью (14) и поддерживающей поверхностью (8) опорного ножа (7), причем
г) каждый из ведущих и шлифовальных кругов (3, 5) расположен на боковом расстоянии от своего соседнего круга,
отличающийся тем, что
д) ведущие и шлифовальные круги (3, 5) расположены со смещением по отношению друг к другу в осевом направлении, причем
е) ведущие круги (3) входят в осевые промежутки (24) между шлифовальными кругами (5) и наоборот.
а) круги (3, 5) каждого ряда установлены на своем общем шпинделе (16, 17) и приводятся во вращение,
б) для каждого ряда кругов предусмотрено устройство, которое обеспечивает общую радиальную подачу всех кругов (3, 5) одного ряда независимо от радиальной подачи кругов другого ряда,
в) ведущие и шлифовальные круги (3, 5) имеют по мере шлифования в осевом направлении прохождения (22) заготовки (1) ступенчато возрастающие диаметры, а
г) поддерживающая поверхность (8) опорного ножа (7) также согласована с уменьшающимся в продольном направлении (2) заготовки диаметром заготовки.
a) прутковую заготовку (1) приводят в движение в ее продольном направлении для прохода через зону шлифования (15), образованную составным набором вращающихся ведущих и шлифовальных кругов (3, 5), а также опорным ножом (7),
б) ведущие круги (3) устанавливают на осевом расстоянии друг от друга на общей оси вращения и приводной оси (4), проходящей параллельно продольной оси (2) заготовки (1), и
приводят заготовку во вращение,
отличающийся тем, что
в) шлифовальные круги (5) устанавливают на осевом расстоянии друг от друга на общей оси вращения и приводной оси (6), проходящей параллельно продольной оси (2) заготовки (1), и
шлифуют заготовку,
г) заготовку (1) в радиальном направлении устанавливают в расширяющейся зоне шлифования (15) в соответствии с базовой плоскостью (14), проходящей через оси вращения и приводные оси (4, 6) ведущих и шлифовальных кругов (3, 5), причем продольная ось (2) заготовки (1) обращена от базовой плоскости (14) в пределах участка зоны шлифования (15) между базовой плоскостью (14) и поддерживающей поверхностью (8) опорного ножа (7),
д) ведущие и шлифовальные круги (3, 5) располагают со смещением по отношению друг к другу в осевом направлении и настолько близко друг к другу в радиальном направлении, что ведущие круги (3) входят в осевые промежутки (24) между шлифовальными кругами (5) и наоборот,
е) используют ведущие и шлифовальные круги (3, 5), имеющие в направлении прохождения (22) заготовки (1) ступенчато возрастающие диаметры в соответствии с подачей шлифования, а поддерживающую поверхность (8) опорного ножа (7) выполняют согласованной с уменьшающимся в продольном направлении (2) заготовки (1) диаметром заготовки.
Комментарии