Способ изготовления абсорбирующего изделия и абсорбирующее изделие - RU2684806C2
Код документа: RU2684806C2
Чертежи








Описание
Область техники, к которой относится изобретение
[0001]
Настоящее изобретение относится к абсорбирующим изделиям, таким как одноразовые подгузники и гигиенические салфетки.
Уровень техники
[0002]
Такие абсорбирующие изделия в каждом случае включают абсорбирующий материал и проницаемый для жидкостей верхний лист, который покрывает переднюю сторону абсорбирующего материала. Выделения, такие как моча или кровь, проходят через верхний лист и абсорбируются и удерживаются в абсорбирующем материале. Примерные традиционные верхние листы для абсорбирующих изделий включают листы, которые составляют нетканое полотно, изготовленное посредством разнообразных способов, причем данное нетканое полотно имеет отверстия, изготовленные в ходе вторичной обработки, и перфорированная пленка, состоящая из синтетического полимера, такого как полиэтилен. Многие абсорбирующие изделия включают второй лист, состоящий из объемного нетканого полотна и присоединенный к задней поверхности верхнего листа, чтобы предотвращать обратное течение выделений от верхнего листа к коже пользователя.
[0003]
Абсорбирующие изделия должны не только предотвращать вытекание выделений, таких как моча, но также предотвращать неудобство и раздражение кожи вследствие контакта выделений, таких моча, с кожей. В последние годы абсорбирующие изделия, имеющие верхний лист, состоящий из нетканого полотна, изготавливаются посредством тиснения верхнего листа с получением многочисленных куполообразных экструдированных выпуклостей, которые могут уменьшать поверхность контакта верхнего листа с кожей пользователя и размягчать верхний лист в области в контакта с кожей, как описано в патентных документах 1-3. В частности, абсорбирующее изделие, описанное в патентном документе 3, включает верхний лист и второй лист, присоединенный к областям, окружающим экструдированные выпуклости в верхнем листе (нижние области углублений, образующихся между выпуклостями). Эта конфигурация является в высокой степени подходящей для твердых экструдированных выпуклостей, которые могут сохраняться даже под давлением в упаковке до тех пор, пока абсорбирующее изделие используется после продажи, и в результате этого обеспечиваются удовлетворительная абсорбирующая способность и привлекательный внешний вид. Подвергнутый тиснению верхний лист является в высокой степени функциональным, оказывается функционально красивым для пользователей, и, таким образом, он представляет собой очень важный фактор для привлекательного внешнего вида.
[0004]
Такой верхний лист и второй лист могут соединяться посредством трехроликового технологического оборудования, такого как оборудование, проиллюстрированное на фиг. 12. Более конкретно, технологическое оборудование для верхних листов включает прижимной ролик 90 имеющий многочисленные прижимные выпуклости 90a на своей окружной поверхности; встроенный ролик 91, обращенный к прижимному ролику 90 и имеющий соединительные выпуклости 91b, присутствующие между прилегающие углубления 91a, которые соответствуют прижимным выпуклостям 90a; и соединительный ролик 92, который обращен к встроенному ролику 91. Материал 30S для верхнего листа пропускается при определенном уровне растягивающего натяжения, прилагаемого снизу по ходу производственной линии, и проходит между прижимным роликом 90 и встроенным роликом 91, где выпуклости прижимного ролика 90 вталкиваются в углубления 91a встроенного ролика 91, образуя многочисленные экструдированные выпуклости или выступы 31. Затем, в то время как материал 30S верхнего листа обертывается вокруг встроенного ролика 91 таким образом, что он направляется посредством вращения встроенного ролика 91, еще один материал 40S для второго листа также поступает при определенном уровне растягивающего натяжения, прилагаемого аналогичным образом снизу по ходу производственной линии. Материал 30S для верхнего листа и материал 40S для второго листа поступают между встроенным роликом 91 и соединительным роликом 92 и соединяются посредством нагревания и сжатия между соединительными выпуклостями 91b встроенного ролика 91 и наружной окружной поверхностью соединительного ролика 92, образуя соединенные части 80 верхнего и второго листов.
[0005]
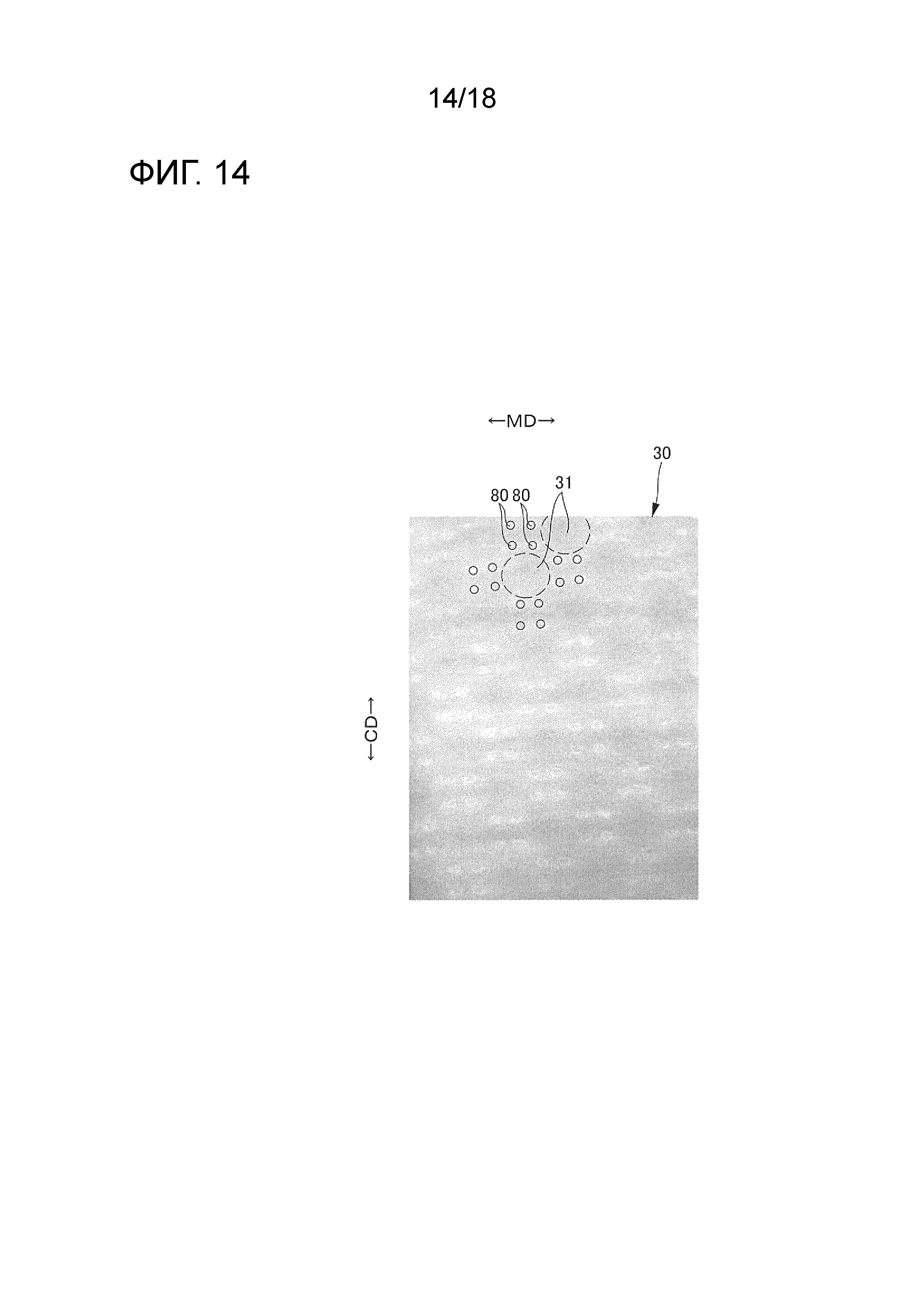
К сожалению, верхний лист согласно патентному документу 3 имеет многочисленные складки в машинном направлении (MD, направление перемещения листа) технологического оборудования для верхнего листа с заданным шагом в поперечном направлении (CD, направление, перпендикулярное по отношению к MD), придавая привлекательный внешний вид, как в сравнительном образце, проиллюстрированном на фиг. 14.
Список цитируемой литературы
Патентные документы
[0006]
Патентный документ 1: публикация японской нерассмотренной патентной заявки № 2005-314842
Патентный документ 2: публикация японской нерассмотренной патентной заявки № 2010-150686
Патентный документ 3: публикация японской нерассмотренной патентной заявки № 2011-234896
Сущность изобретения
Техническая проблема
[0007]
Задача настоящего изобретения заключается в том, чтобы предложить абсорбирующее изделие, которое включает верхний лист, имеющий экструдированные выпуклости и второй лист, присоединенный к верхнему листу, и имеет достаточную мягкость, удовлетворительный внешний вид, и у которого отсутствуют складки в машинном направлении в верхнем листе.
Решение проблемы
[0008]
Автор настоящего изобретения провел интенсивные исследования в отношении складок и обнаружил, что складки в верхнем листе проходят через центр в поперечном направлении выпуклостей, выровненных в машинном направлении. Таким образом, автор настоящего изобретения пришел к выводу, что точкообразные соединенные части верхнего и второго листов, присутствующие между экструдированными выпуклостями, выровненными в машинном направлении в центральных положениях в поперечном направлении, соответствуя центральным частям в поперечном направлении экструдированных выпуклостей в поперечном направлении, не являются достаточными для предотвращения складок в верхнем листе, в отличие от того, что вначале предполагалось для предотвращения остаточных складок. В исследовании, проведенном для определения причины этого явления, было обнаружено, что эффект предотвращения складок усиливается посредством увеличения длины в поперечном направлении соединенных частей верхнего и второго листов. Такое предотвращение складок вызывает увеличение размера соединенных частей верхнего и второго листов, что могло бы придавать мягкость и привлекательный внешний вид. Обнаружение этого факта составляет основу настоящего изобретения, описанного ниже.
[0009]
<Изобретение по п. 1 формулы изобретения>
Способ изготовления абсорбирующего изделия, включающего абсорбирующий материал, проницаемый для жидкостей верхний лист, включающий нетканое полотно, покрывающее переднюю сторону абсорбирующего материала, и второй лист, присоединенный к задней поверхности верхнего листа, в котором:
многочисленные экструдированные выпуклости, вытисненные от задней стороны до передней стороны верхнего листа, располагаются с интервалами в поперечном направлении и продольном направлении, соответственно, и
многочисленные соединенные части верхнего и второго листов, расположенные в периодическом рисунке соединения в поперечном направлении и продольном направлении, изготавливаются посредством сварки с применением давления верхнего листа и второго листа в областях между экструдированными выпуклостями выровненный в поперечном направлении и продольном направлении, причем данный способ включает:
сборку верхнего листа и второго листа, где сборка включает:
перенос нетканого полотна, представляющего собой верхний лист, путем вытягивания снизу по ходу производственной линии в процессе формования экструдированных выпуклостей в нетканом полотне посредством тиснения;
последующее выравнивание материала второго листа с задней поверхностью нетканого полотна, имеющего экструдированные выпуклости; и
соединение нетканого полотна и материала второго листа в рисунок соединения таким образом, что в областях между экструдированными выпуклостями, прилегающими друг к другу в машинном направлении, ряды многочисленных соединенных частей верхнего и второго листов, расположенных с интервалами в поперечном направлении, проходят через центральные положения областей в поперечном направлении, в то время как в областях между соединенными частями верхнего и второго листов в поперечном направлении, нетканое полотно сжимается без сварки нетканого полотна и материала второго листа.
[0010]
(Полезные эффекты)
Посредством соединения нетканого полотна, представляющего собой верхний лист, и материала второго листа в рисунке соединения, сваренные с применением давления части (соединенные части верхнего и второго листов) и несваренные сжатые части образуются в процессе соединения нетканого полотна, представляющего собой верхний лист, и материала второго листа таким образом, что они чередуются в поперечном направлении, и они присутствуют поперек вертикальных складок, которые могут возникать в процессе образования экструдированных выпуклостей, выровненных в машинном направлении в нетканом полотне, представляющем собой верхний лист. Таким образом, соединенные части верхнего и второго листов могут образовываться, в то время как вертикальные складки растягиваются в значительной степени, и это растянутое состояние может сохраняться или практически сохраняться даже после изготовления. Соединенные области (соединенные части верхнего и второго листов), периодически выровненные в поперечном направлении, обеспечивают достаточную мягкость и удовлетворительный внешний вид.
[0011]
<Изобретение по п. 2 формулы изобретения>
Способ изготовления абсорбирующего изделия по п. 1, в котором в рисунке соединения отсутствуют соединенные части верхнего и второго листов, нетканое полотно и материал второго листа не свариваются друг с другом, и нетканое полотно сжимается в центральных положениях в поперечном направлении, соответствующих центральным частям в поперечном направлении экструдированных выпуклостей, прилегающих друг к другу в машинном направлении.
[0012]
(Полезные эффекты)
Отсутствие соединенных частей верхнего и второго листов в центральных положениях в поперечном направлении способствует правильной округлой форме экструдированных выпуклостей, и в то же время как способствует образованию вертикальных складок в центральных положениях в поперечном направлении. Изобретение по п. 2 предлагает сжатую часть в центральных положениях в поперечном направлении, что способствует правильной округлой форме экструдированных выпуклостей и в то же время в достаточной степени предотвращает вертикальные складки.
[0013]
<Изобретение по п. 3 формулы изобретения>
Способ изготовления абсорбирующего изделия по п. 1, в котором в рисунке соединения:
многочисленные ряды соединенных частей верхнего и второго листов образуются с интервалами в машинном направлении в областях, причем каждый ряд включает многочисленные соединенные части верхнего и второго листов, которые выровнены в поперечном направлении с интервалами,
нетканое полотно и материал второго листа не свариваются друг с другом, и нетканое полотно сжимается в областях между соединенными частями верхнего и второго листов в поперечном направлении, и
нетканое полотно и материал второго листа не свариваются друг с другом, и нетканое полотно в меньшей степени сжимается в областях между соединенными частями верхнего и второго листов в машинном направлении по сравнению с областями в поперечном направлении.
[0014]
(Полезные эффекты)
Такой рисунок соединения увеличивает области между экструдированными выпуклостями в машинном направлении, и области между соединенными частями верхнего и второго листов в машинном направлении являются в меньшей степени сжатыми по сравнению с областями в поперечном направлении (или они совершенно не являются сжатыми). Это может улучшать мягкость и внешний вид.
[0015]
<Изобретение по п. 4 формулы изобретения>
Способ изготовления абсорбирующего изделия по любому из пп. 1-3, в котором:
используются прижимной ролик, имеющий многочисленные прижимные выпуклости, расположенные в рисунке, соответствующем рисунку экструдированных выпуклостей на окружной поверхности прижимного ролика, встроенный ролик, обращенный к прижимному ролику, имеющий углубления, соответствующие прижимным выпуклостям, и имеющий соединительные выпуклости, которые образуют соединенные части верхнего и второго листов, и сжимающие выпуклости, расположенные между углублениями, и соединительный ролик, обращенный к встроенному ролику,
нетканое полотно, представляющее собой верхний лист, переносится посредством вытягивания снизу по ходу производственной линии и пропускается между прижимным роликом и встроенным роликом, прижимные выпуклости прижимного ролика вталкиваются в соединительные углубления встроенного ролика с образованием экструдированных выпуклостей, а затем, в то время как нетканое полотно, представляющее собой верхний лист, обертывается вокруг вращающегося встроенного ролика таким образом, что оно направляется прямо, материал второго листа поступает на наружную сторону нетканого полотна, представляющего собой верхний лист, путем вытягивания снизу по ходу производственной линии, нетканое полотно, представляющее собой верхний лист, и материал второго листа поступают между встроенным роликом и соединительным роликом, нетканое полотно, представляющее собой верхний лист, и материал второго листа свариваются друг с другом с применением давления между соединительными выпуклостями встроенного ролика и наружной окружной поверхность соединительного ролика, и образуются соединенные части верхнего и второго листов.
[0016]
(Полезные эффекты)
Технологическая схема для присоединения верхнего листа ко второму листу немедленно после того, как образуются экструдированные выпуклости, и до того, как складки могут абсорбироваться, вызывает легкое образование складок. Таким образом, способ изготовления абсорбирующего изделия согласно настоящему изобретению предпочтительно применяется к такой технологической схеме.
[0017]
<Изобретение по п. 5 формулы изобретения>
Абсорбирующее изделие, включающее:
абсорбирующий материал;
проницаемый для жидкостей верхний лист, включающий нетканое полотно, покрывающее переднюю сторону абсорбирующего материала; и
второй лист, присоединенный к задней поверхности верхнего листа, в котором,
многочисленные экструдированные выпуклости, вытисненные от задней стороны до передней стороны верхнего листа, располагаются в поперечном направлении и продольном направлении с интервалами,
многочисленные точкообразные соединенные части верхнего и второго листов, расположенные в периодическом рисунке соединения в поперечном направлении и продольном направлении верхнего листа, изготавливаются посредством сварки с применением давления верхнего листа в областях между экструдированными выпуклостями, прилегающими друг к другу в поперечном направлении и продольном направлении и второй лист, и
ряды многочисленных соединенных частей верхнего и второго листов располагаются в верхнем листе с интервалами в поперечном направлении в областях между экструдированными выпуклостями, прилегающими друг к другу в машинном направлении, таким образом, что они проходят через центральные положения областей в поперечном направлении, и области между соединенными частями верхнего и второго листов в поперечном направлении включают сжатые части, в каждой из которых верхний лист и второй лист не свариваются друг с другом, и верхний лист сжимается в более высокой степени, чем области на обеих сторонах сжатых частей в машинном направлении.
[0018]
(Полезные эффекты)
Согласно настоящему изобретению, соединенные части верхнего и второго листов, которые выровнены с интервалами в поперечном направлении, могут предотвращать уменьшение мягкости, в то время как сжатые части, расположенные в областях, которые выровнены в поперечном направлении, могут предотвращать деформацию экструдированных выпуклостей даже под действием разнообразных сил, прилагаемых в процессе использования и образования вертикальных складок. Это уменьшает трение между верхним листом и кожей пользователя вследствие уменьшения площади контакта без придания мягкости частям, которые находятся в контакте с кожей пользователя.
Посредством соединения нетканого полотна, представляющего собой верхний лист, и материала второго листа в рисунке соединения, состоящего из соединенных частей верхнего и второго листов и сжатых частей, в соответствии с описанным выше способом изготовления абсорбирующего изделия, сваренные с применением давления части (соединенные части верхнего и второго листов) и несваренные сжатые части располагаются в процессе соединения нетканого полотна, представляющего собой верхний лист, и материала второго листа таким образом, что они чередуются в поперечном направлении, и они проходят поперек вертикальных складок, которые могут возникать в процессе образования экструдированных выпуклостей, выровненных в машинном направлении в нетканом полотне, представляющем собой верхний лист. Таким образом, могут образовываться соединенные части верхнего и второго листов, в то время как вертикальные складки растягиваются в значительной степени, и это растянутое состояние может сохраняться даже после изготовления. Соединенные части (соединенные части верхнего и второго листов), периодически выровненные в поперечном направлении, обеспечивают достаточную мягкость и удовлетворительный внешний вид.
Для абсорбирующего изделия «машинное направление» и «поперечное направление», соответственно, означают машинное направление и поперечное направление технологического оборудования для изготовления экструдированных выпуклостей, причем одному направлению соответствует продольное направление изделия, в то время как другому направлению соответствует поперечное направление изделия. Машинное направление изделия соответствует направлению ориентации волокна в нетканом полотне верхнего листа. Ориентация волокна представляет собой направление прохождения волокон в нетканом полотне. Ориентация волокна может быть определена способом испытания в соответствии со стандартным способом исследования ориентации волокон TAPPI (Техническая ассоциация целлюлозно-бумажной промышленности) T481, где применяется прочность на растяжение при нулевом расстоянии между зажимами или простая схема для определения ориентации волокон посредством соотношения значений прочности на растяжение в продольном направлении и в поперечном направлении.
[0019]
<Изобретение по п. 6 формулы изобретения>
Абсорбирующее изделие по п. 5, в котором сжатые части присутствуют, и соединенные части верхнего и второго листов отсутствуют в центральных положениях в поперечном направлении, соответствуя центральным частям в поперечном направлении экструдированных выпуклостей, прилегающих друг к другу в машинном направлении.
[0020]
(Полезные эффекты)
Отсутствие соединенных частей верхнего и второго листов в центральных положениях в поперечном направлении способствует правильной округлой форме экструдированных выпуклостей и в то же время способствует образованию вертикальных складок в центрах в поперечном направлении. Изобретение по п. 6 предлагает сжатые части в центральных положениях в поперечном направлении, что способствует правильной округлой форме экструдированных выпуклостей и в то же время в достаточной степени предотвращает вертикальные складки.
[0021]
<Изобретение по п. 7 формулы изобретения>
Абсорбирующее изделие по п. 5 или 6, в котором:
Многочисленные ряды соединенных частей верхнего и второго листов образуются с интервалами в машинном направлении в областях, причем каждый ряд включает многочисленные соединенные части верхнего и второго листов, которые выровнены в поперечном направлении с интервалами,
верхний лист и второй лист не свариваются друг с другом, и верхний лист сжимается в областях между соединенными частями верхнего и второго листов в поперечном направлении, и
верхний лист и второй лист не свариваются друг с другом, и верхний лист в меньшей степени сжимается в областях между соединенными частями верхнего и второго листов в машинном направлении по сравнению с областями между соединенными частями верхнего и второго листов в поперечном направлении.
[0022]
(Полезные эффекты)
Такой рисунок соединения увеличивает области между экструдированными выпуклостями в машинном направлении, и области между соединенными частями верхнего и второго листов в машинном направлении в меньшей степени сжимается по сравнению с областями в поперечном направлении (или совсем не сжимаются). Это может улучшать мягкость и внешний вид.
[0023]
<Изобретение по п. 8 формулы изобретения>
Абсорбирующее изделие по любому из пп. 5-7, в котором:
соединенные части верхнего и второго листов в областях включают точкообразные соединенные части, имеющие длину в машинном направлении, составляющую от 0,1-кратного до 0,4-кратного расстояния в машинном направлении между центрами расположенных в поперечном направлении рядов экструдированных выпуклостей, прилегающих друг к другу в машинном направлении, и длину в поперечном направлении, составляющую от 0,1-кратного до 0,4-кратного расстояния в поперечном направлении между центрами расположенных в машинном направлении рядов экструдированных выпуклостей, прилегающих друг к другу в поперечном направлении, и
расстояние между прилегающими соединенными частями верхнего и второго листов в поперечном направлении среди рядов многочисленных соединенных частей верхнего и второго листов, расположенных с интервалами в поперечном направлении, составляет от однократной до пятикратной длины в поперечном направлении соединенных частей верхнего и второго листов.
[0024]
(Полезные эффекты)
Не существует конкретное ограничение в отношении размера или расстояния между центрами точкообразных соединенных частей, но они предпочтительно находятся в интервале, определенном в п. 8.
[0025]
<Изобретение по п. 9 формулы изобретения>
Абсорбирующее изделие по любому из пп. 5-8, в котором,
машинное направление представляет собой продольное направление абсорбирующего изделия, и поперечное машинному направление представляет собой поперечное направление абсорбирующего изделия, или
машинное направление представляет собой поперечное направление абсорбирующего изделия, и поперечное машинному направление представляет собой продольное направление абсорбирующего изделия.
[0026]
(Полезные эффекты)
Достигается такой же полезный эффект, как эффекты по п. 5.
Полезные эффекты изобретения
[0027]
Как описано выше, настоящее изобретение может предложить абсорбирующее изделие, которое включает верхний лист, имеющий экструдированные выпуклости, и второй лист, присоединенный к верхнему листу, и имеет достаточный мягкость, удовлетворительный внешний вид, и у него отсутствуют складки в машинном направлении верхнего листа.
Краткое описание чертежей
[0028]
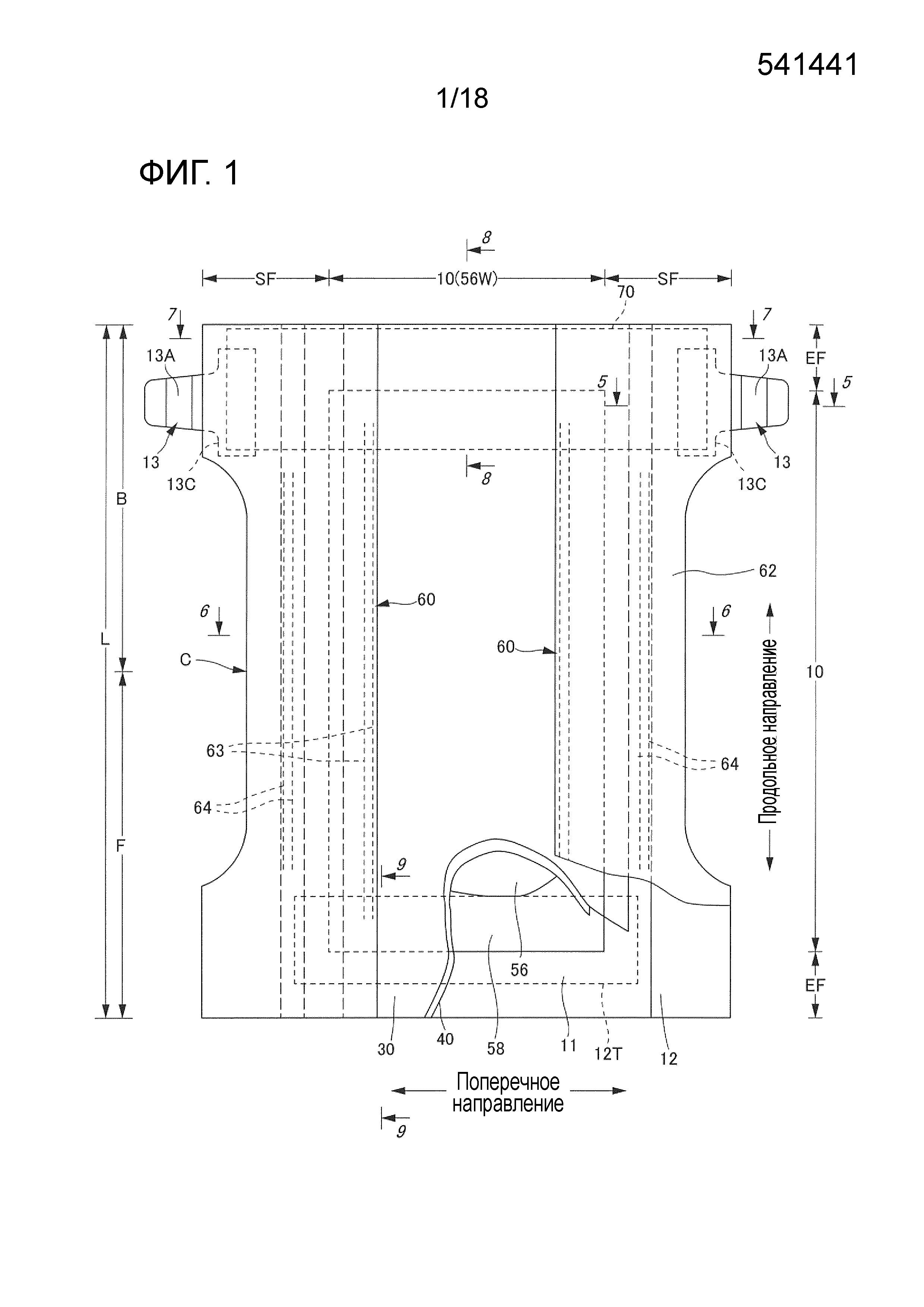
Фиг. 1 представляет вид сверху внутренней поверхности развернутого одноразового подгузника ленточного типа.
Фиг. 2 представляет вид сверху наружной поверхности развернутого одноразового подгузника ленточного типа.
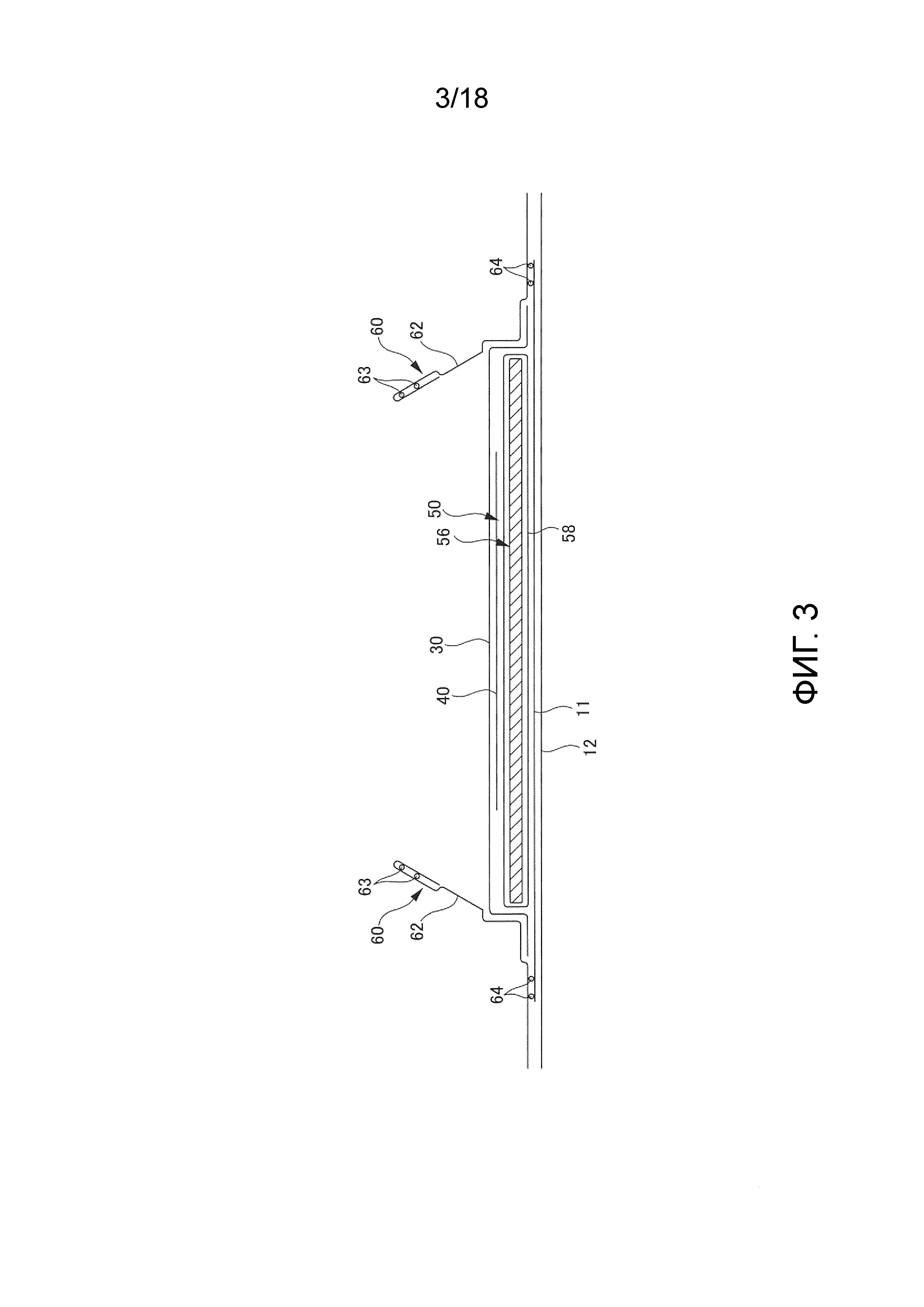
Фиг. 3 представляет изображение поперечного сечения, проведенного вдоль линии 6-6 на фиг. 1.
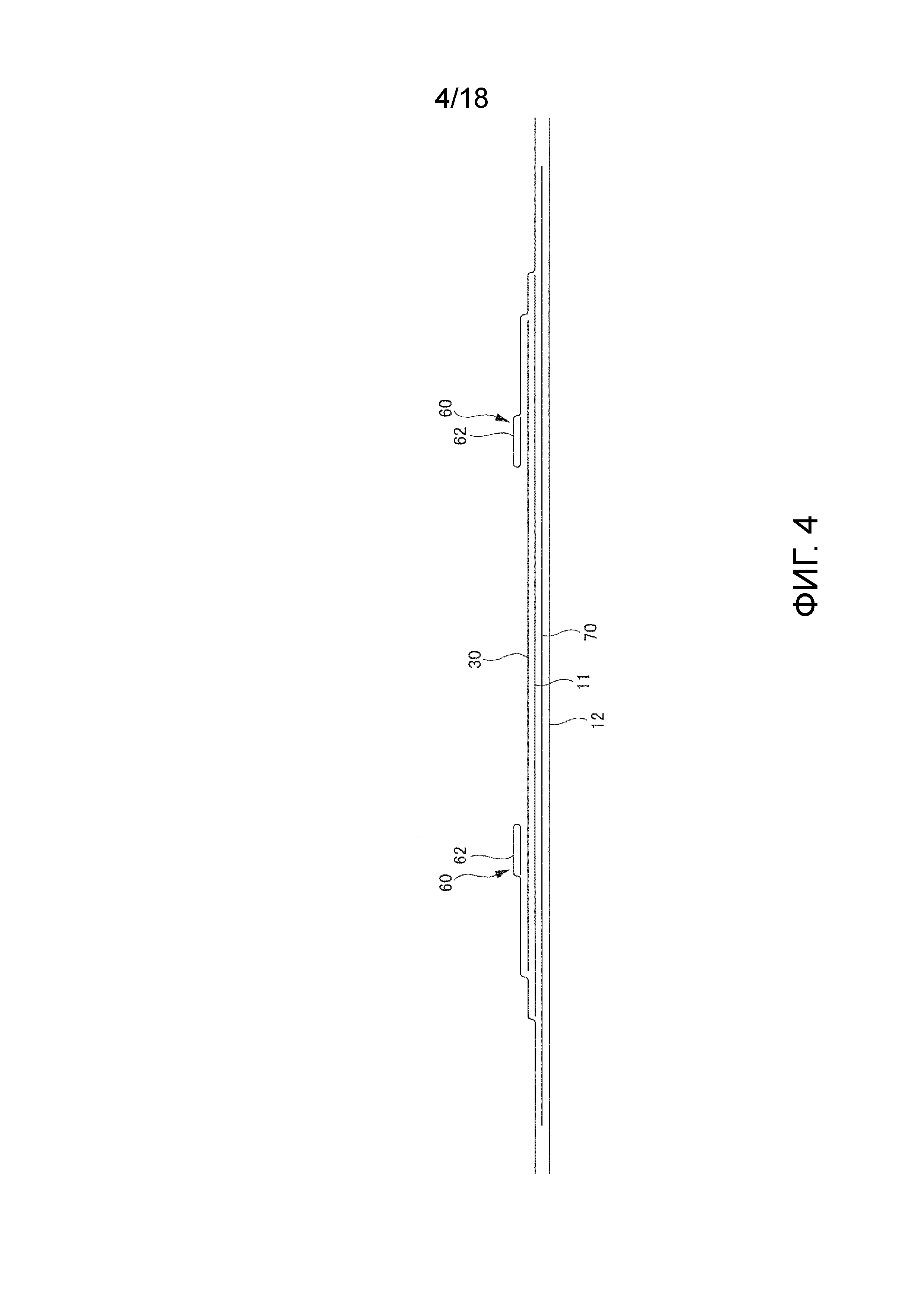
Фиг. 4 представляет изображение поперечного сечения, проведенного вдоль линии 7-7 на фиг. 1.
Фиг. 5 представляет изображение поперечного сечения, проведенного вдоль линии 8-8 на фиг. 1.
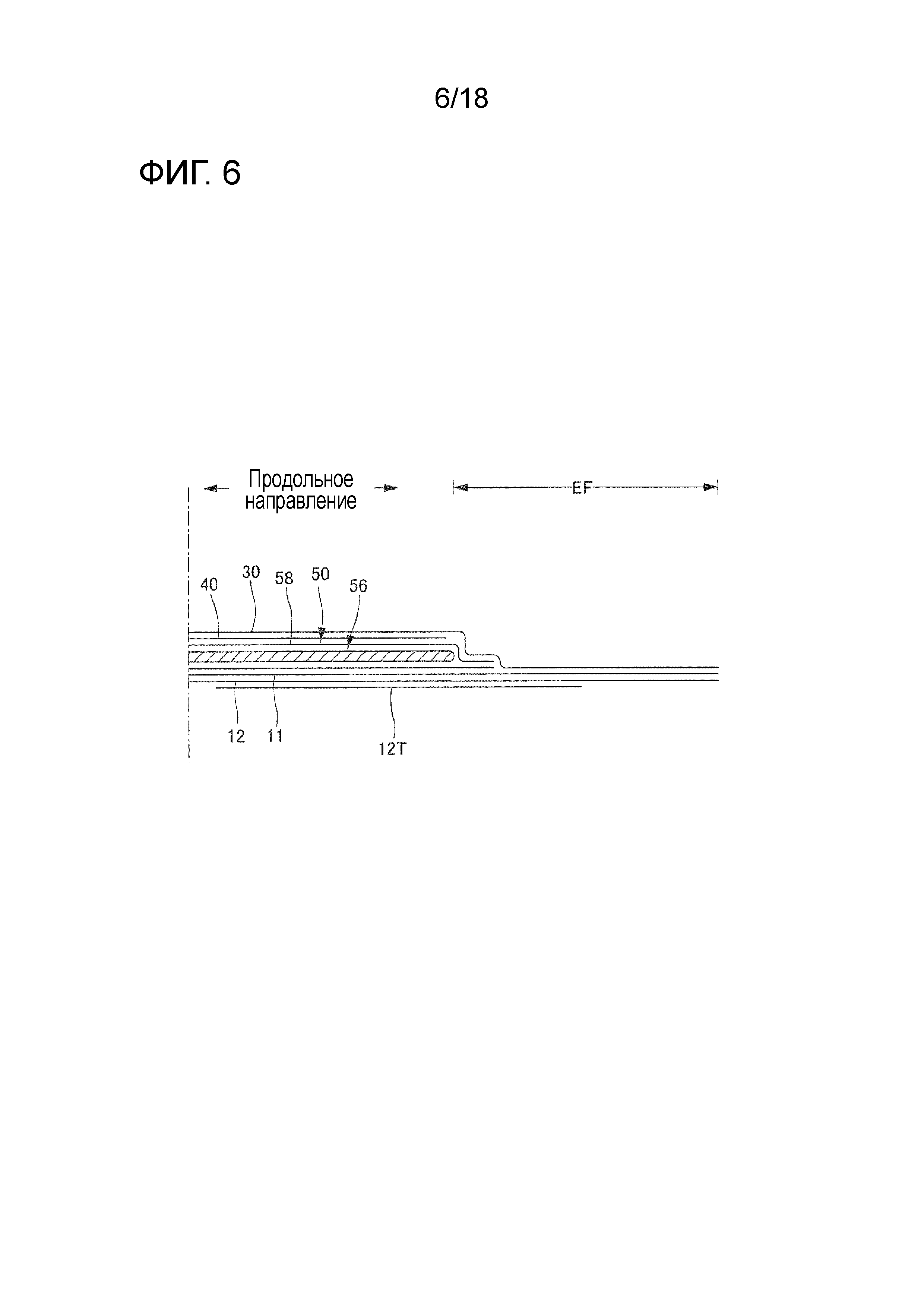
Фиг. 6 представляет изображение поперечного сечения, проведенного вдоль линии 9-9 на фиг. 1.
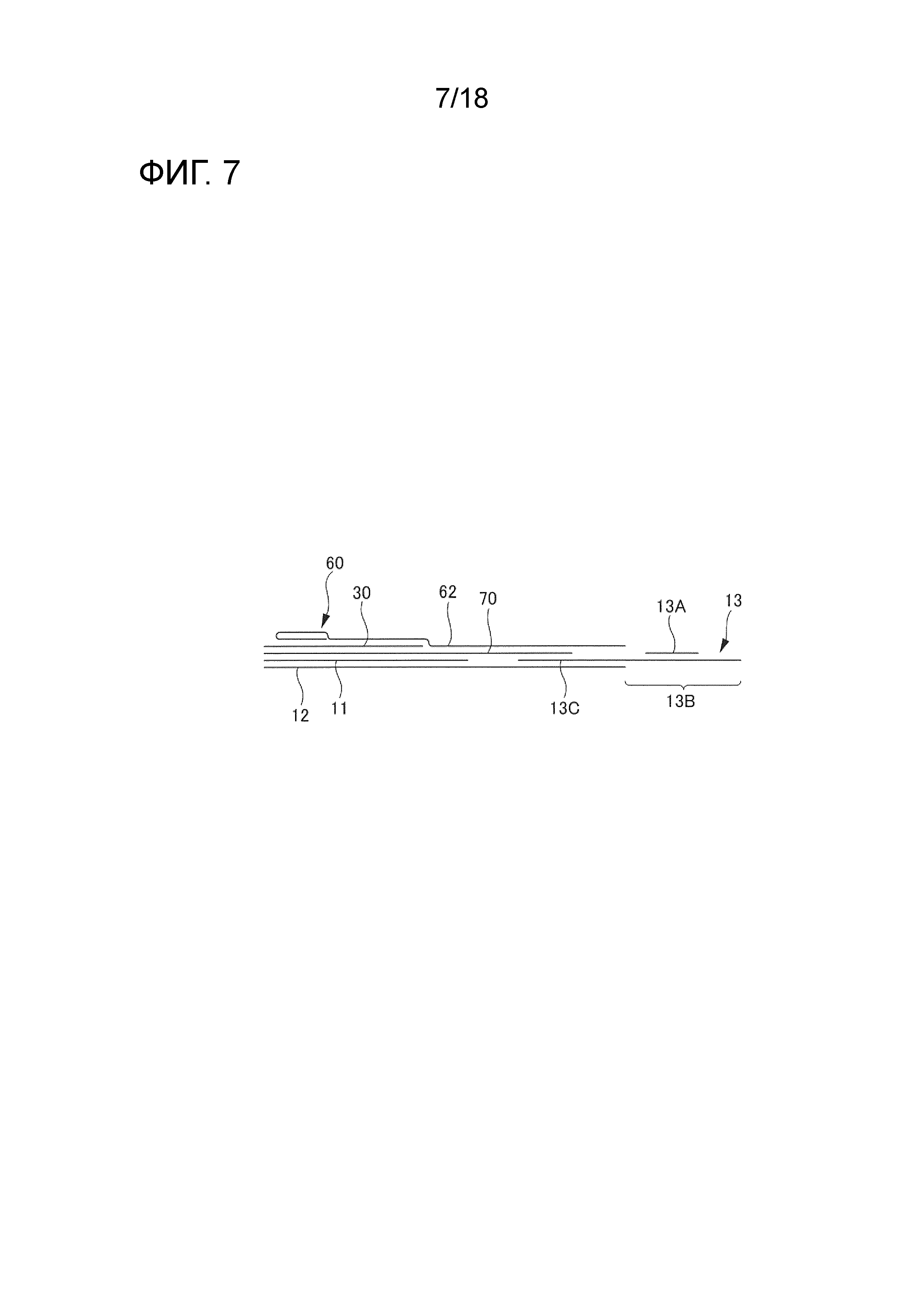
Фиг. 7 представляет изображение поперечного сечения, проведенного вдоль линии 5-5 на фиг. 1.
Фиг. 8 представляет вид сверху верхнего листа и второго листа.
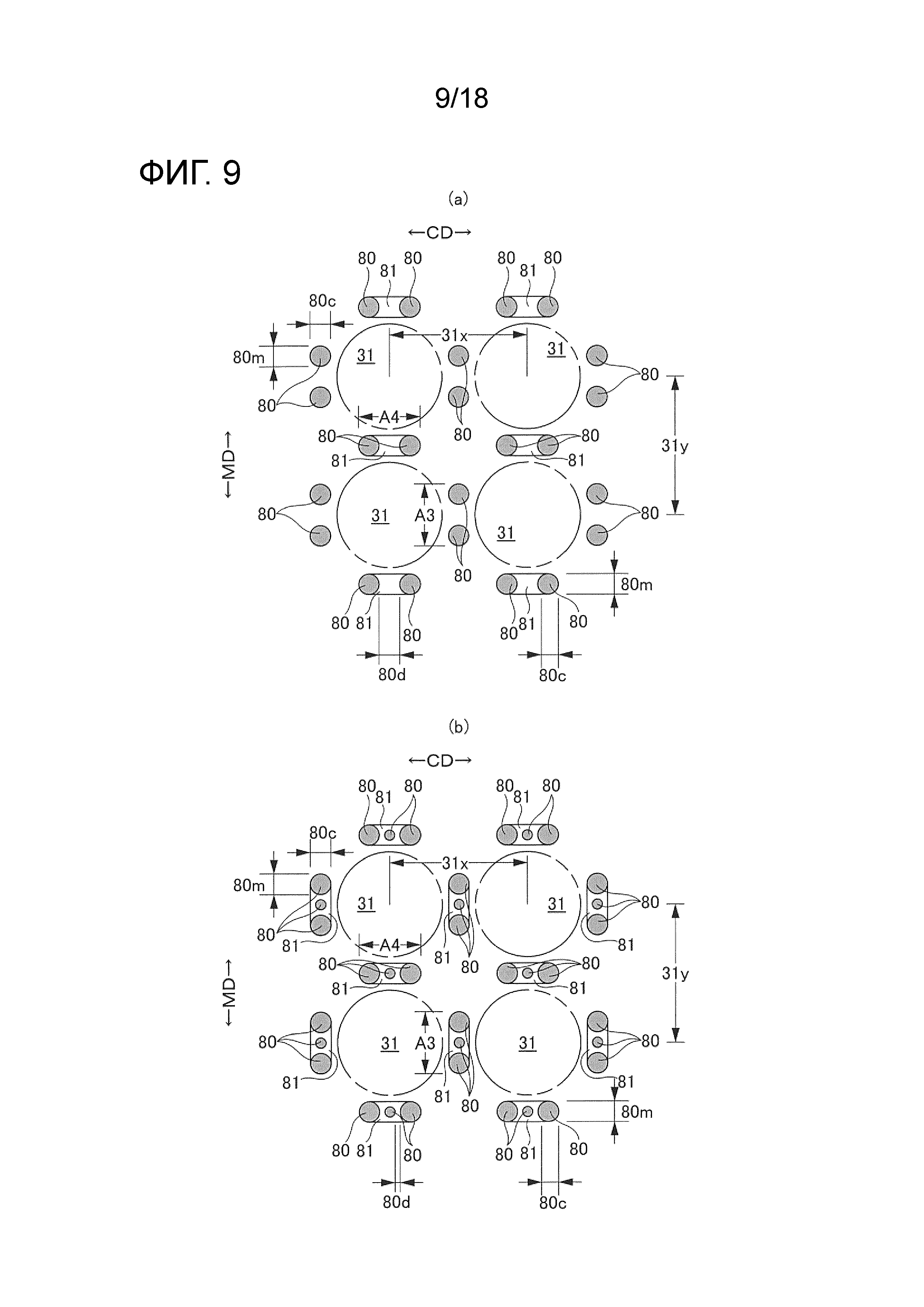
Фиг. 9(a) и 9(b) представляют увеличенные виды сверху рисунков соединений соединенных частей верхнего листа и второго листа.
Фиг. 10(a) и 10(b) представляют увеличенные виды сверху рисунков соединений соединенных частей верхнего листа и второго листа.
Фиг. 11(a), 11(b) и 11(c) представляют изображения поперечных сечений, проведенных вдоль линий 1-1, 2-2 и 3-3 на фиг. 10(b).
Фиг. 12 иллюстрирует пример оборудование для сборки верхнего листа и второго листа.
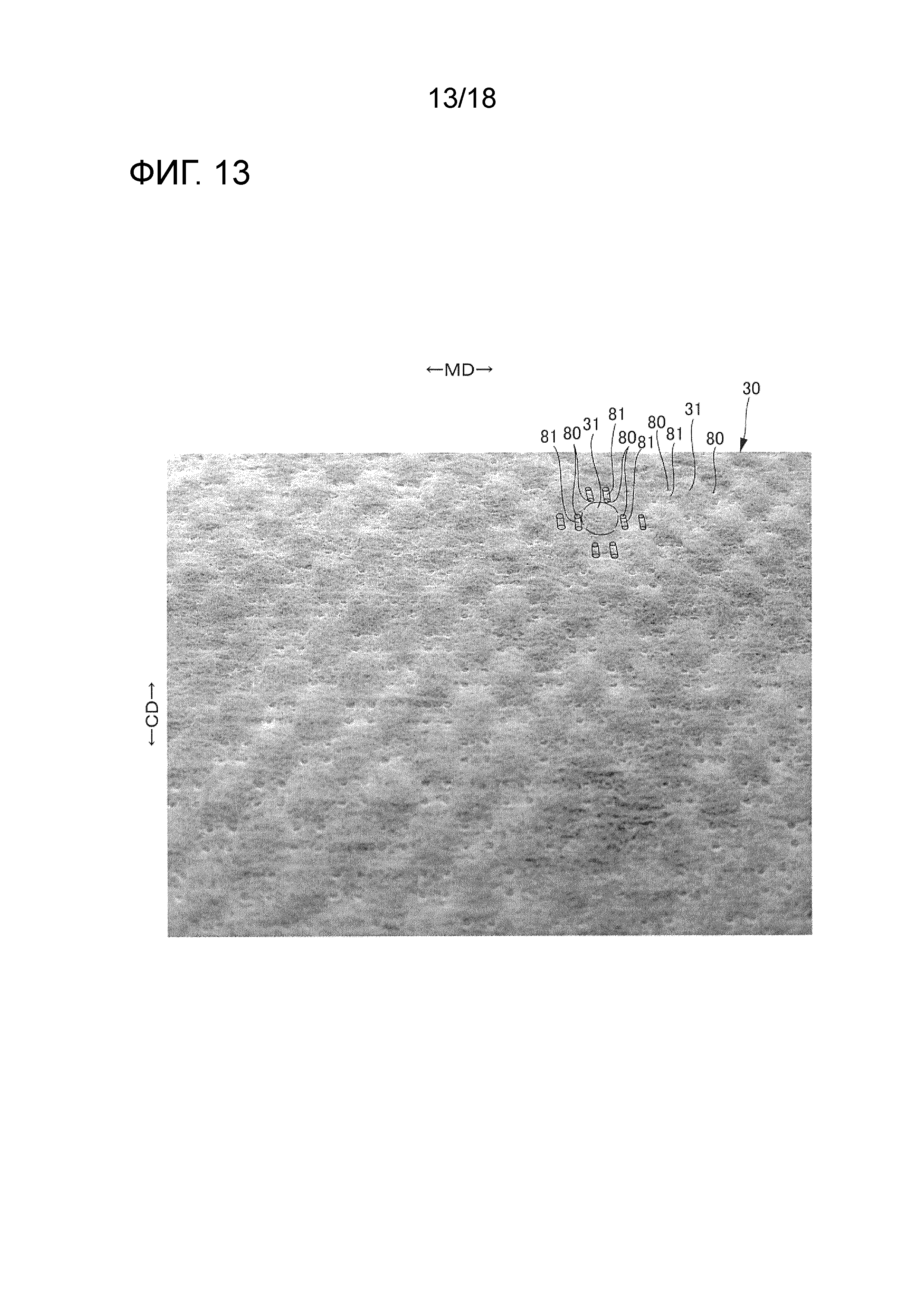
Фиг. 13 представляет фотографию, снятую, в основном, сверху сборки верхнего листа и второго листа.
Фиг. 14 представляет фотографию передней поверхности сравнительного образца верхнего листа.
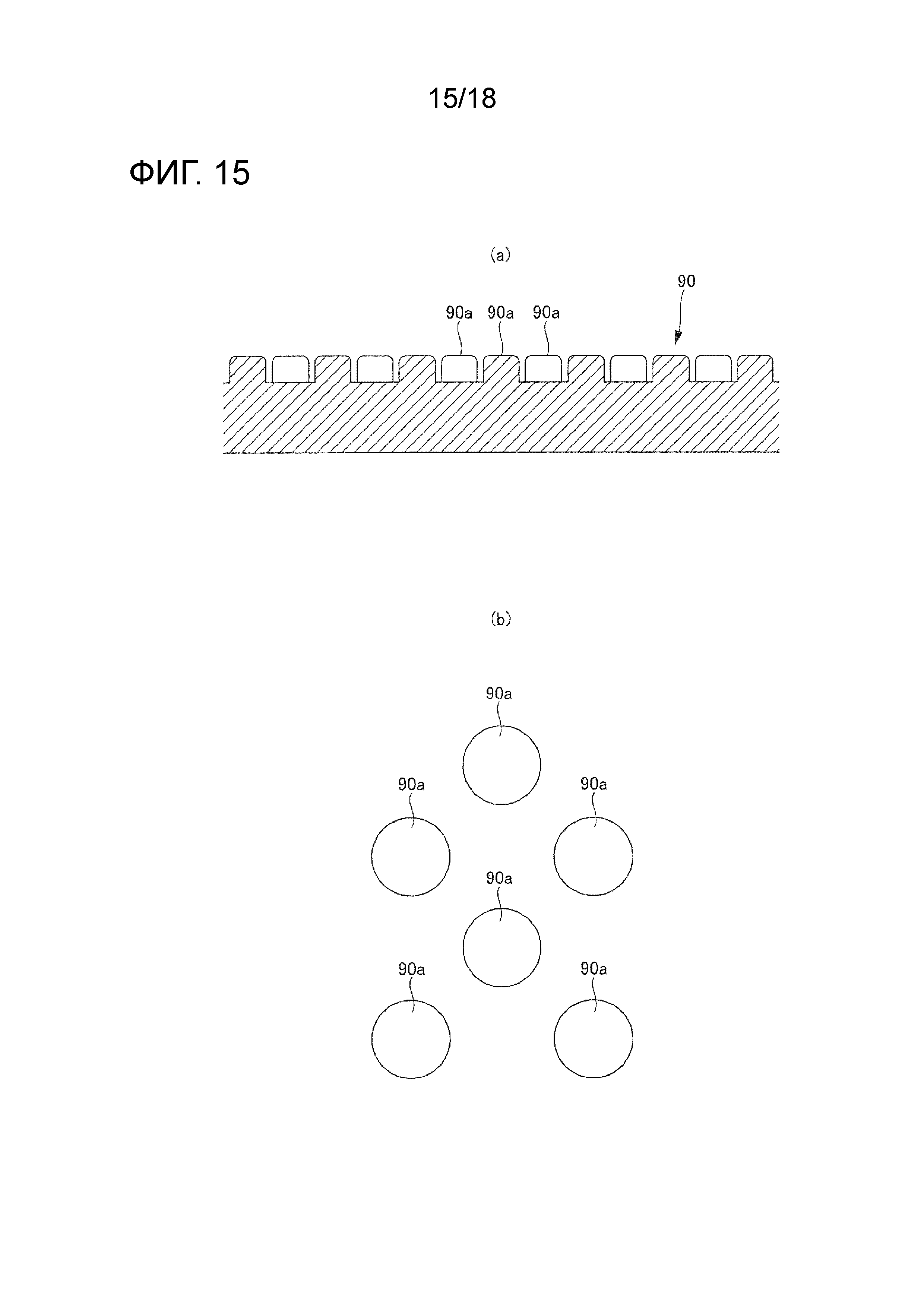
Фиг. 15(a) представляет изображение поперечного сечения основной части прижимного ролика, и фиг. 15(b) представляет развернутый вид сверху окружной поверхности прижимного ролика.
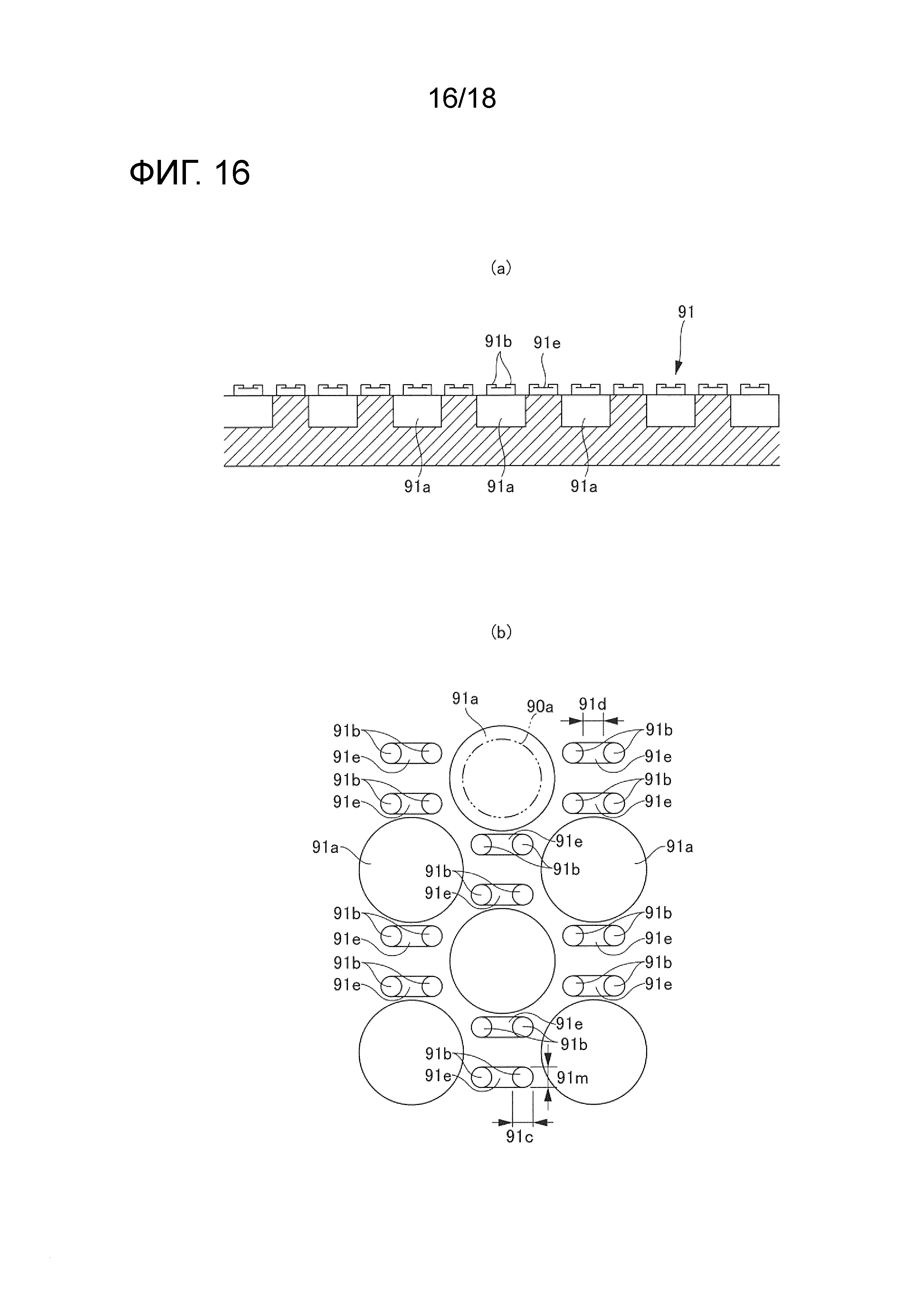
Фиг. 16(a) представляет изображение поперечного сечения основной части встроенного ролика, и фиг. 16(b) представляет развернутый вид сверху окружной поверхности встроенного ролика.
Фиг. 17 представляет увеличенное изображение поперечного сечения основных частей прижимного ролика и встроенного ролика в процессе образования экструдированных выпуклостей.
Фиг. 18(a) и 18(b) представляют увеличенные изображения поперечных сечений основных частей встроенного ролика и соединительного ролика в процессе соединения.
Описание вариантов осуществления
[0029]
Далее варианты осуществления настоящего изобретения будут описаны со ссылкой на сопровождающие чертежи.
Фиг. 1-6 иллюстрируют примерный одноразовый подгузник ленточного типа. На чертежах условное обозначение X показывает полную ширину подгузника, исключая фиксирующие ленты, и условное обозначение L показывает полную длину подгузника. Фиксация и соединение компонентов, не представляющих собой компоненты, описанные ниже, может осуществляться таким же образом, как в случае известных подгузников. Для фиксации и соединения могут быть надлежащим образом выбраны любые средства, такие как термоплавкие связующие вещества и сварка (термическая сварка или ультразвуковая сварка).
[0030]
Такой одноразовый подгузник ленточного типа составляют проницаемый для жидкостей верхний лист, который обращен к телу пользователя и покрывает площадь от низа живота до ягодичной области по промежностной части в поперечном направлении; основная секция абсорбирующего блока 10, причем абсорбирующий элемент 50 находится между этой секцией и непроницаемым для жидкостей листом, расположенным на стороне наружной поверхности; и концевая клапанная секция EF на стороне живота и концевая клапанная секция EF на стороне спины, которые не включают абсорбирующий элемент 50 и проходят, соответственно, от переднего и заднего концов основной секции абсорбирующего блока 10.
[0031]
Одноразовый подгузник ленточного типа имеет пару боковых клапанных секций SF и SF, проходящих по поперечным сторонам за пределы боковых краев основной секции абсорбирующего блока 10. Фиксирующие ленты 13 присутствуют на задних сторонах боковых клапанных секций SF и SF.
[0032]
Более конкретно, вся наружная поверхность основной секции абсорбирующего блока 10 и боковых клапанных секций SF и SF состоит из наружного листа 12. В частности, в основной секции абсорбирующего блока 10 непроницаемый для жидкостей лист 11 фиксируется на стороне внутренней поверхности наружного листа 12 с помощью связующего вещества, такого как термоплавкое связующее вещество. Абсорбирующий элемент 50, второй лист 40 и верхний лист 30 наслаиваются на стороне внутренней поверхности непроницаемого для жидкостей листа 11 в вышеупомянутой последовательности. Верхний лист 30 и непроницаемый для жидкостей лист 11, проиллюстрированные на чертежах, имеют прямоугольные формы, и их размеры в продольном направлении и поперечном направлении незначительно превышают соответствующие размеры абсорбирующего элемента 50. Периферийные части верхнего листа 30, которые выходят за края абсорбирующего элемента 50, фиксируются к периферийным частям непроницаемого для жидкостей листа 11, которые выходят за края абсорбирующего элемента 50, с помощью термоплавкого связующего вещества. Непроницаемый для жидкостей лист 11 состоит из влагопроницаемой полиэтиленовой пленки, и его ширина незначительно превышает ширину верхнего листа 30.
[0033]
Трехмерные боковые сборки 60 и 60, выступающие (поднимающиеся) по направлению к коже пользователя, присутствуют на обеих сторонах основной секции абсорбирующего блока 10. Трехмерные боковые сборки 60 и 60 включают сборчатые листы 62 и 62, которые фиксируются в пределах области, проходящей от верха обеих сторон верхнего листа 30 к внутренним поверхностям боковых клапанных секций SF и SF.
[0034]
Далее будут последовательно описаны материалы и отличительные признаки индивидуальных компонентов.
(Наружный лист)
Наружный лист 12 поддерживает абсорбирующий элемент 50 и фиксирует одноразовый подгузник на теле пользователя. Наружный лист 12 имеет форму песочных часов, которая сужается в средней части в продольном направлении на обеих сторонах, окружая ноги пользователя.
[0035]
Подходящий примерный материал наружного листа 12 представляет собой нетканое полотно, но не ограничивается этим. В отношении типа нетканого полотна не существует определенного ограничения. Примеры включают синтетические волокна на основе олефина, такого как полиэтилен и полипропилен, сложного полиэфира и полиамида; восстановленные волокна, такие как вискоза и медноаммиачный шелк; и натуральные волокна, такие как хлопковые. Нетканое полотно можно изготавливать, осуществляя гидросплетение, соединение прядением, термическое соединение, пневмосплетение, иглопробивание и т. д. Содержащие длинные волокна нетканые полотна, такие как соединенные прядением нетканые полотна, фильерные/раздувные из расплава/фильерные (SMS) нетканые полотна и фильерные/раздувные из расплава/раздувные из расплава/фильерные (SMMS) нетканые полотна, являются подходящими вследствие совместимости текстуры и прочности. Нетканые полотна могут использоваться в однослойной или многослойной форме. Оказывается предпочтительным, что многочисленные слои нетканого полотна соединяются посредством термоплавкого связующего вещества. Поверхностная плотность нетканого полотна из волокон находится в пределах интервала, составляющего от 10 до 50 г/м2 и предпочтительно от 15 до 30 г/м2.
[0036]
(Непроницаемый для жидкостей лист)
В отношении материала непроницаемого для жидкостей листа 11 не существует определенного ограничения. Примеры включают олефиновые полимеры, такие как полиэтилен и полипропилен; многослойные нетканые полотна, такие как слои нетканого полотна, расположенные на полиэтиленовых листах; и нетканые полотна, содержащие водонепроницаемые пленки, которые делают нетканое полотно практически непроницаемыми для жидкостей (непроницаемые для жидкостей листы включают вода непроницаемые пленки и нетканые полотна). Другие примеры включают материалы, имеющие непроницаемость для жидкостей и влагопроницаемость, которые являются подходящими для предотвращения застоя воздуха. Примерный лист, состоящий из материала, имеющего непроницаемость для жидкостей и влагопроницаемость, представляет собой микропористый лист, изготовленный посредством смешивания олефинового полимера, такого как полиэтиленовый полимер или полипропиленовый полимер, и неорганического наполнителя, формования листа из смешанных материалов и одноосного или двуосного вытягивания листа. В качестве альтернативы, непроницаемый для жидкостей лист 11, имеющий непроницаемость для жидкостей и не содержащий водонепроницаемой пленки, может быть изготовлен из нетканого полотна, которое составляет волокно с линейной плотностью на уровне микроденье, или посредством усиления свойств непротекания за счет уменьшения полостей в волокне под действием нагревания или давления, или посредством применения суперабсорбирующего полимера, гидрофобного полимера или водоотталкивающего вещества.
[0037]
(Верхний лист)
Верхний лист 30 состоит из пористого или непористого нетканого полотна, которое является проницаемым для жидкостей. Не существует определенного ограничения в отношении типа исходного волокна для нетканого полотна. Примеры таких исходных волокон включают синтетические волокна на основе олефина, такого как полиэтилен и полипропилен, сложного полиэфира и полиамида; восстановленные волокна, такие как вискоза и медноаммиачный шелк; и натуральные волокна, такие как хлопковые; а также смешанные волокна и композиционные волокна, состоящие из двух или более из этих волокон. Нетканое полотно может быть изготовлено любым способом. Примеры известных способов включают гидросплетение, соединение прядением, термическое соединение, раздувание расплава, иглопробивание, пневмосплетение и точечное соединение. Например, гидросплетение является подходящим для достижения мягкости и драпирования, в то время как термическое соединение является подходящим для объемности и мягкости.
[0038]
Верхний лист 30 может представлять собой однослойный лист или многослойный лист, изготовленный посредством прикрепления двух или более листов друг к другу. Верхний лист 30 может состоять из одного листа или двух или более листов в направлении плоскости.
[0039]
(Второй лист)
Второй лист 40 присоединяется к задней поверхности верхнего листа 30, чтобы упрощать быстрое перемещение жидких выделений, прошедших через верхний лист 30, к абсорбирующему материалу 56 и предотвращать обратное течение выделений через верхний лист 30. В том случае, где второй лист 40 и верхний лист 30 присоединяются друг к другу посредством термического тиснения или ультразвуковой сварки, оказывается предпочтительным, что материал второго листа 40 имеет приблизительно такую же температуру плавления, как верхний лист 30. Второй лист 40 может состоять из нетканого полотна или полимерной пленки, имеющей многочисленные проницаемые поры. Второй лист 40 может состоять из такого же нетканого полотна, как верхний лист 30, описанный выше. Нетканое полотно для второго лист 40 предпочтительно имеет более высокую гидрофильность и плотность волокна, чем нетканое полотно для верхнего листа 30 в целях усиления перемещения жидкости из верхнего листа 30 во второй лист 40.
[0040]
Второй лист 40, проиллюстрированный на чертеже, имеет меньшую ширину, чем абсорбирующий элемент 50, и находится в центральной области в поперечном направлении абсорбирующего элемента 50. В качестве альтернативы, ширина второго листа 40 может быть такой же, как ширина абсорбирующего элемента 50. Длина второго листа 40 в продольном направлении может быть равной всей длине подгузника или равной всей длине абсорбирующего элемента 50, или представлять собой меньшую длину, которая покрывает, главным образом, область, которая принимает жидкость.
[0041]
(Трехмерная боковая сборка)
Предпочтительно трехмерные боковые сборки 60 и 60, которые выступают (поднимаются) от поверхности тела пользователя, присутствуют на обеих сторонах подгузника, чтобы останавливать течение мочи или жидкого стула вследствие поперечного перемещения по верхнему листу 30 для предотвращения вытекания в боковом направлении.
[0042]
Каждая из трехмерных боковых сборок 60 включает сборчатый лист 62, непрерывно проходящий практически в поперечном направлении, и продолговатые упругоэластичные элементы 63, которые растягиваются и фиксируются к сборчатому листу 62 в продольном направлении. Сборчатый лист 62 может состоять из водоотталкивающего нетканого полотна, и продолговатые упругоэластичные элементы 63 могут состоять из каучуковой нити и т. д. Многочисленные упругоэластичные элементы могут присутствовать на каждом сборчатом листе 62, как проиллюстрировано на фиг. 1 и 3. В качестве альтернативы, единственный продолговатый упругоэластичный элемент может присутствовать на каждом сборчатом листе 62.
[0043]
Внутренняя поверхность сборчатого листа 62 имеет фиксирующий исходный конец в поперечном направлении выше боковой части верхнего листа 30. Секция, расположенная снаружи фиксирующего исходного конца в поперечном направлении фиксируется посредством термоплавкого связующего вещества к боковой части соответствующего непроницаемого для жидкостей листа 11 и к боковой части соответствующего наружного листа 12, находящегося снаружи от боковой части непроницаемого для жидкостей листа 11 в поперечном направлении.
[0044]
В области, окружающей каждую ногу пользователя, внутренняя сторона в поперечном направлении фиксирующего исходного конца трехмерной боковой сборки 60 фиксируется к верхнему листу 30 на обоих концах в продольном направлении подгузника. С другой стороны, секция между обоими концами в продольном направлении представляет собой нефиксированную свободную часть. Свободная часть поднимается вследствие сжимающей силы продолговатых упругоэластичных элементов 63. После того, как подгузник надевается, подгузник прилегает к телу, принимая форму лодки. Таким образом, сжимающая сила продолговатых упругоэластичных элементов 63 воздействует на трехмерную боковую сборку 60 и заставляет трехмерную боковую сборку 60 подниматься и вступать в тесный контакт с поверхностью ноги. Это предотвращает боковое вытекание с поверхности ноги.
[0045]
В качестве альтернативы конфигурации, которая проиллюстрирована на чертежах, оба конца в продольном направлении направленной внутрь секции сборчатого листа 62 в поперечном направлении может быть фиксирована в сложенном состоянии, имея боковую основную часть, которая проходит от направленной наружу области к направленной внутрь области в поперечном направлении, и переднюю часть, которая поворачивается по направлению к телу пользователя от центрального бокового края в поперечном направлении боковой основной части, проходя наружу в поперечном направлении. Секция между обоими концами может представлять собой нефиксированную свободную часть.
[0046]
(Плоская сборка)
Как проиллюстрировано на фиг. 1 до 3, в каждом из боковых клапанов SF, SF окружающие ногу упругоэластичные элементы 64, состоящие из каучуковых нитей или аналогичного материала, растягиваются в продольном направлении и фиксируются между соответствующим сборчатым листом 62 и непроницаемым для жидкостей листом 11 снаружи в поперечном направлении относительно фиксированных частей сборчатых листов 62 вблизи фиксирующего исходного конца. Таким образом, окружающие ногу части боковых клапанных секций SF, SF служат в качестве плоских сборок. Окружающие ногу упругоэластичные элементы 64 могут находиться между непроницаемым для жидкостей листом 11 и наружным листом 12 в боковых клапанных секциях SF. Два или более окружающих ногу упругоэластичных элементов 64 могут присутствовать на каждой стороне, как проиллюстрировано на чертежах. В качестве альтернативы, на каждой стороне может присутствовать единственный упругоэластичный элемент.
[0047]
(Абсорбирующий элемент)
Абсорбирующий элемент 50 абсорбирует и удерживает жидкость, такую как моча и жидкий стул. Абсорбирующий элемент 50 включает абсорбирующий материал 56 и упаковочный лист 58, покрывающий, по меньшей мере, заднюю поверхность и боковые поверхности абсорбирующего материала 56. Упаковочный лист 58 может отсутствовать. Задняя поверхность абсорбирующего элемента 50 может присоединяться к внутренней поверхности непроницаемого для жидкостей листа 11 посредством связующего вещества, такие как термоплавкое связующее вещество.
[0048]
(Абсорбирующий материал)
Абсорбирующий материал 56 может состоять из волокнистой системы. Примеры волокнистой системы представляют собой распушенная целлюлоза, система коротких волокон, таких как синтетические волокна, собранные посредством укладки волокон, и система волокон, полученных посредством разделения жгутов (пучков) синтетических волокон, таких как целлюлозно-ацетатные волокна, которые могут потребоваться. Поверхностная плотность волокон из распушенной целлюлозы или уложенных коротких волокон может находиться в пределах интервала, приблизительно составляющего от 100 до 300 г/м2, и поверхностная плотность волокна волокнистой системы может находиться в пределах интервала, приблизительно составляющего, например, от 30 до 120 г/м2. Линейная плотность синтетического волокна находится в пределах интервала, составляющего от 1 до 16 дтекс, предпочтительно 1 до 10 дтекс, предпочтительнее 1 до 5 дтекс. Хотя волокна в волокнистой системе могут представлять собой гофрированные волокна, должны предпочтительно присутствовать гофрированные волокна. Степень гофрирования гофрированного волокна находится, например, в пределах интервала, составляющего от 5 до 75 на дюйм (от 2 до 30 на 1 см), предпочтительно 10 до 50 на дюйм (от 4 до 20 на 1 см), предпочтительнее 15 до 50 на дюйм (от 6 до 20 на 1 см). Часто используется равномерно гофрированное волокно.
[0049]
(Суперабсорбирующая полимерная частица)
Предпочтительно абсорбирующий материал 56 состоит из суперабсорбирующих полимерных частиц. Предпочтительнее, суперабсорбирующие полимерные частицы (частицы САП) диспергируются практически по всей толщине волокнистой системы, по меньшей мере, в принимающей жидкость области.
[0050]
Если частицы САП отсутствуют или присутствуют в небольших количествах в верхней, нижней или промежуточной частях абсорбирующего материала 56, частицы САП не следует называть термином «диспергированные по всей толщине». Форма, в которой частицы САП являются «диспергированными по всей толщине», включает форму, в которой частицы САП являются «равномерно» диспергированными по всей толщине волокнистой системы, и форму, в которой частицы САП являются «неравномерно» диспергированными в верхней, нижней и промежуточной частях, но все же являются диспергированными в верхней, нижней и промежуточной частях. Форма, в которой частицы САП являются «диспергированными по всей толщине» не исключает форму, в которой некоторые из частиц САП остаются на поверхности волокнистой системы без внедрения в волокнистую систему, или форму, в которой некоторые из частиц САП остаются на упаковочном листе 58 после прохождения через волокнистую систему.
[0051]
Суперабсорбирующие полимерные частицы включают «порошок», который дополняет «частицы». Суперабсорбирующие полимерные частицы могут быть такими же, как частицы для обычного применения в абсорбирующих изделиях данного типа, и предпочтительно имеют диаметр, составляющий 1000 мкм или менее и предпочтительнее 150 до 400 мкм. Не существует определенного ограничения в отношении материала для суперабсорбирующих полимерных частиц. Предпочтительно материал имеет водопоглощающую способность, составляющую 40 г/г или более. Основу примерных суперабсорбирующих полимерных частиц составляют крахмал, целлюлоза и синтетический полимер, такой как привитый сополимер крахмала и акриловой кислоты (соли), омыленные сополимеры крахмала и полиакрилонитрила, сшитая натриевая соль карбоксиметилцеллюлозы и сополимер акриловой кислоты (соли). Предпочтительно суперабсорбирующие полимерные частицы присутствуют в форме обычно используемого зернистого материала. В качестве альтернативы, имеющие высокую абсорбционную способность полимерные частицы могут присутствовать в другой форме.
[0052]
Предпочтительно суперабсорбирующие полимерные частицы имеют скорость абсорбции, составляющую 40 секунд или менее. Скорость абсорбции, составляющая более 40 секунд, вызывает так называемое обратное течение жидкости, которая с более высокой вероятностью вытекает обратно из абсорбирующего материала 56 за пределы абсорбирующего материала 56.
[0053]
Поверхностная плотность суперабсорбирующих полимерных частиц может надлежащим образом определяться в соответствии с требуемым абсорбционным объемом абсорбирующего материала 56 в зависимости от применения. Хотя поверхностная плотность зависит от применения, она может находиться в пределах интервала, составляющего от 50 до 350 г/м2. Поверхностная плотность полимеров, составляющая менее чем 50 г/м2, не допускает достижения достаточного абсорбционного объема. Поверхностная плотность полимеров, составляющая более чем 350 г/м2, насыщает абсорбционный объем и придает пользователям ощущение инородного предмета вследствие зернистой текстуры, которую производят избыточные суперабсорбирующие полимерные частицы.
[0054]
(Упаковочный лист)
Примерные материалы для упаковочного листа 58 представляют собой тонкая бумага, в частности, крепированная бумага, нетканое полотно, полиэтиленовое многослойные нетканое полотно и пористый лист. Предпочтительно лист выполнен с возможностью предотвращения пропускания суперабсорбирующих полимерных частиц через лист. В том случае, где нетканое полотно используется вместо крепированной бумаги, является предпочтительным гидрофильное нетканое полотно SMMS (фильерное/раздувное из расплава/раздувное из расплава/фильерное). Примеры соответствующего материала включают полипропилен и полиэтилен/полипропилен. Поверхностная плотность волокна находится предпочтительно в пределах интервала, составляющего от 5 до 40 г/м2и предпочтительнее от 10 до 30 г/м2.
[0055]
Как проиллюстрировано на фиг. 3, упаковочный лист 58 может покрывать весь абсорбирующий материал 56. В качестве альтернативы, упаковочный лист 58 может покрывать только заднюю поверхность и боковую поверхность абсорбирующего материала 56. В качестве альтернативы, верхнюю и боковую поверхности абсорбирующего материала 56 может покрывать крепированная бумага или нетканое полотно, в то время как нижнюю поверхность покрывает непроницаемый для жидкостей лист, такой как полиэтиленовый лист, хотя он не проиллюстрирован на чертеже. В качестве альтернативы, верхнюю поверхность абсорбирующего материала 56 может покрывать крепированная бумага или нетканое полотно, в то время как боковую и нижнюю поверхности абсорбирующего материала 56 может покрывать непроницаемый для жидкостей лист, такой как полиэтиленовый лист. Эти материалы функционируют в качестве компонентов упаковочного листа. Если это требуется, абсорбирующий материал 56 может находиться между верхним и нижним листами или только на нижней поверхности упаковочного листа 58. Такие конфигурации не являются предпочтительными, потому что они не могут блокировать движение суперабсорбирующих полимерных частиц.
[0056]
(Фиксирующая лента)
Как проиллюстрировано на фиг. 1, 2 и 7, каждую из фиксирующих лент 13 составляют крепежная секцию ленты 13C, фиксированная к соответствующей боковой части подгузника, листовая основа или секция основного блока ленты 13B, выступающая из крепежной секции ленты 13C, и соединительная часть 13A, расположенная в промежуточной части в поперечном направлении листовой основы секции основного блока ленты 13B по отношению к передней стороне. Часть фиксирующей ленты 13 от вершины до соединительной части 13A служит в качестве язычковой части. Крепежная секция ленты 13C фиксирующей ленты 13 находится между соответствующим сборчатым листом 62, служащим в качестве внутреннего слоя боковой клапанной секции, и наружным листом 12, служащим в качестве наружного слоя, и присоединяется к листам 62 и 12 посредством термоплавкого связующего вещества. Соединительная часть 13A присоединяется к листовой основе посредством связующего вещества без возможности отслаивания.
[0057]
Детский подгузник имеет следующие размеры крепежной секции ленты 13C: длина X1 в поперечном направлении подгузника находится предпочтительно в пределах интервала, составляющего от 10 до 50 мм и предпочтительнее 20 до 40 мм, и длина Y1 в продольном направлении находится предпочтительно в пределах интервала, составляющего от 20 до 100 мм и предпочтительнее 40 до 80 мм. Размеры секции основного блока ленты 13B определяются следующим образом: длина в поперечном направлении подгузника находится предпочтительно в пределах интервала, составляющего от 30 до 80 мм и предпочтительнее 40 до 60 мм, и длина (высота) в продольном направлении находится предпочтительно в пределах интервала, составляющего от 20 до 70 мм и предпочтительнее 25 до 50 мм. Фиксирующая лента 13 может быть, например, полностью или частично почти суженной. Если длина в продольном направлении и/или длина в поперечном направлении не являются постоянными, вышеупомянутые интервалы размеров определяются средними значениями. Фиксирующая лента 13 может иметь симметричную форму, такую как прямоугольная. Предпочтительно фиксирующая лента 13 имеет T-образную форму, в которой крепежная секция ленты 13C имеет большую ширину, и секция основного блока ленты 13B сужается по направлению к вершине. Пользователь может легко удерживать язычковую часть секции основного блока ленты 13B, в то время как натяжение может прилагаться в широкой области между левой и правой крепежными секциями ленты 13C.
[0058]
Предпочтительная примерная соединительная часть 13A включает крючковый элемент механического соединения (текстильной застежки-липучки). Крючковый элемент включает многочисленные зацепляющиеся выступы на стороне наружной поверхности. Эти зацепляющиеся выступы могут присутствовать в любой из следующих форм: (A) угловая форма; (B) J-образная форма; (C) грибообразная форма; (D) T-образная форма; и (E) двойная J-образная форма (два имеющих J-образную форму зацепляющихся выступа, присоединенные друг к другу своими задними поверхностями). В качестве альтернативы, слой связующего вещества может присутствовать как соединительная часть фиксирующей ленты 13.
[0059]
Листовая основа крепежной секции ленты и секция основного блока ленты может состоять из нетканого полотна, пластмассовой пленки, полиэтиленового многослойного нетканого полотна, бумаги или композиционного материала из этих материалов. Предпочтительными являются гидросплетенное нетканое полотно, пневмосплетенное нетканое полотно и соединенное прядением нетканое полотно, имеющее линейную плотность в пределах интервала, составляющего от 1,0 до 3,5 дтекс, поверхностную плотность в пределах интервала, составляющего от 20 до 100 г/м2 и толщину, составляющую 1 мм или менее.
[0060]
При ношении подгузника клапанные секции SF на задней стороне перекрываются с наружной стороной передних боковых клапанных секций SF, и фиксирующие ленты соединяются в соответствующих местах на наружной поверхности передней стороны F. Положения соединений и размеры фиксирующих лент 13 могут быть определены произвольным образом. Для детского подгузника место зацепления находится в пределах прямоугольной области, имеющей длину в продольном направлении в пределах интервала, составляющего от 20 до 80 мм, длину в поперечном направлении в пределах интервала, составляющего от 150 до 300 мм, и длину в направлении высоты между краем верхнего конца и краем передней стороны в пределах интервала, составляющего от 0 до 60 мм и предпочтительно от 20 до 50 мм, причем данная прямоугольная область предпочтительно располагается в центральной области в поперечном направлении подгузника.
[0061]
Предпочтительно крепежные секции 13C лент для фиксирующих лент 13 прикрепляются таким образом, что крепежные секции 13C лент для фиксирующих лент 13 перекрываются на границе между концевой клапанной секцией EF на стороне спины и абсорбирующим элементом 50, потому что натяжение, прилагаемое после того, как надевается подгузник, между крепежными секциями 13C лент для левой и правой фиксирующих ленты 13 твердо толкает концевую часть задней стороны (заднюю концевую часть) абсорбирующего элемента 50 по направлению к телу пользователя. Если крепежные секции 13C лент для фиксирующих ленты 13 располагаются чрезмерно далеко от концевой части задней стороны (задней концевой части) подгузника, натяжение, прилагаемое после того, как надевается подгузник, между правой и левой крепежными секциями 13C лент для фиксирующих лент 13 не достигает концевой части задней стороны подгузника и легко вызывает образование промежутка между концевой частью задней стороны подгузника и поверхностью тела пользователя. Таким образом, оказывается предпочтительным, что длина концевой клапанной секции EF на стороне спины в продольном направлении составляет менее чем или равняется длине крепежных секций 13C лент для фиксирующих лент 13 в продольном направлении.
[0062]
(Целевой лист)
Предпочтительно места зацепления фиксирующих лент 13 на передней стороне F включают целевой лист 12T, имеющий цели, что упрощает зацепление. В том случае, где соединительная часть 13A представляет собой крючковый элемент, целевой лист 12T может включать листовую основу, состоящую из пластмассовой пленки или нетканого полотна с многочисленными нитяными петлями, расположенными на ее поверхности, которые захватывают зацепляющие выступы крючкового элемента. В том случае, где соединительная часть представляет собой слой связующего вещества, целевой лист 12T может включать листовую основу, состоящую из липкой пластмассовой пленки, имеющей обработанную гладкую поверхность. В том случае, где соединительная часть фиксирующих лент 13 на передней стороне F, например, наружный лист 12, проиллюстрированный на чертежах, состоит из нетканого полотна, и зацепляющая часть 13A фиксирующих лент 13 представляет собой крючковый элемент, целевой лист 12T может отсутствовать, таким образом, что крючковый элемент 13A зацепляется с нетканым полотном наружного листа 12. В таком случае целевой лист 12T может находиться между наружным листом 12 и непроницаемым для жидкостей листом 11.
[0063]
(Концевая клапанная секция)
Концевые клапанные секции EF проходят от передней и задней сторон основной секции абсорбирующего блока 10, исключая абсорбирующий элемент 50. Расширенная секция на передней стороне представляет собой концевую клапанную секцию EF на стороне живота, и расширенная секция на задней стороне представляет собой концевую клапанную секцию EF на стороне спины.
[0064]
По такой же причине, как описанная выше, длина концевой клапанной секции EF на стороне спины в продольном направлении предпочтительно составляет менее чем или равняется длине крепления фиксирующих лент 13 в продольном направлении и предпочтительно составляет 10 мм или более. Если концевая часть подгузника на задней стороне располагается чрезмерно близко к абсорбирующему элементу 50, толщина и эластичность абсорбирующего элемента 50 вызывают образование промежутка между концевой частью подгузника на задней стороне и поверхностью тела пользователя.
[0065]
Длина каждой из концевой клапанной секции EF на стороне живота и концевой клапанной секции EF на стороне спины в продольном направлении находится предпочтительно в пределах интервала, приблизительно составляющего от 5% до 20% по отношению к полной длине L подгузника в продольном направлении, и для детского подгузника длина находится в пределах интервала, составляющего от 10 до 60 мм и предпочтительно от 20 до 50 мм.
[0066]
(Расположенный на задней стороне талии растягивающийся лист)
Расположенный на задней стороне талии лентоподобный растягивающийся лист 70, который представляет собой эластично растягивающийся/сжимающийся в поперечном направлении, присутствует между обеими фиксирующими лентами 13, чтобы улучшать прилегание секции подгузника на задней стороне, как проиллюстрировано на чертежах. Предпочтительно оба конца расположенного на задней стороне талии растягивающегося листа 70 проходят до мест перекрывания соединительных частей фиксирующих лент 13. В качестве альтернативы, оба конца расположенного на задней стороне талии растягивающегося листа 70 могут находиться в центральной области в поперечном направлении отдельно от соединительных частей фиксирующих лент 13. Надлежащая длина расположенного на задней стороне талии растягивающегося листа 70 в продольном направлении представляет собой приблизительно такую же длину, которую имеют соединительные части фиксирующих лент 13 в продольном направлении. Является приемлемой разность, составляющая приблизительно±20%. Предпочтительно расположенный на задней стороне талии растягивающийся лист 70 перекрывает границы между концевой клапанной секцией EF на стороне спины и абсорбирующим элементом 50, как проиллюстрировано на чертежах, таким образом, что конец абсорбирующего элемента 50 на задней стороне прочно прижимается к телу пользователя. Расположенный на задней стороне талии растягивающийся лист 70 может представлять собой эластичный лист, такой как каучуковый лист. Нетканое полотно или бумага представляет собой подходящий материал в отношении воздухопроницаемости. В таком случае эластичный лист может состоять из растягивающегося нетканого полотна, имеющего воздухопроницаемость. Предпочтительный расположенный на задней стороне талии растягивающийся лист 70 предпочтительно образуют в результате соединения две листовые основы 71, состоящие из нетканого полотна, посредством связующего вещества, такого как термоплавкое связующее вещество, и растянутые фиксированные упругоэластичные элементы 72 в форме пористых листов, сеток или продолговатых элементов (нитей или шнуров), расположенных между листовыми основами 71 в поперечном направлении между двумя листовыми основами 71, как проиллюстрировано на фиг. 5. В таком случае листовые основы 71 могут иметь такую же конфигурацию, как наружный лист 12. Относительное растяжение упругоэластичных элементов 72 находится предпочтительно в пределах интервала, приблизительно составляющего от 150% до 250%. В случае упругоэластичных элементов 72 в форме продолговатых элементов (нитей или шнуров) оказывается предпочтительным, что от 5 до 15 упругоэластичные элементы 72, имеющих толщину в интервале от 420 до 1120 дтекс, располагаются с шагом 72d, составляющим от 3 до 10 мм.
[0067]
Предпочтительно некоторые из упругоэластичных элементов 72 предпочтительно располагаются поперек абсорбирующего элемента 50, как проиллюстрировано на чертеже, чтобы улучшалось прилегание абсорбирующего элемента 50. В таком случае упругоэластичные элементы 72, которые перекрывают абсорбирующий элемент 50, могут частично или полностью отрезаться, чтобы предотвращалось воздействие сжимающей силы. Это предотвращает сжатие концевой части на задней стороне абсорбирующего элемента 50 в поперечном направлении и улучшает прилегание.
[0068]
Упругоэластичные элементы 72 могут фиксироваться на протяжении всей длины листовых основ 71 продольном направлении листов (поперечном направлении подгузника). Предпочтительно упругоэластичные элементы 72 должны отсутствовать или подвергаться обработке таким образом, чтобы не производить сжимающую силу в областях, составляющих приблизительно от 5 до 20 мм от концов листов в продольном направлении (поперечном направлении подгузника), в целях изоляции от сжимающей силы и предотвращения сокращения или свертывания в этих областях в процессе прикрепления подгузника к телу.
[0069]
Расположенный на задней стороне талии растягивающийся лист 70 находится между сборчатыми листами 62 и наружными листами 12 на обеих сторонах непроницаемого для жидкостей листа 11 в поперечном направлении и между непроницаемым для жидкостей листом 11 и абсорбирующим элементом 50 на месте, в котором расположенный на задней стороне талии растягивающийся лист 70 перекрывает непроницаемый для жидкостей лист 11, как проиллюстрировано на чертеже. В качестве альтернативы, расположенный на задней стороне талии растягивающийся лист 70 может находиться между непроницаемым для жидкостей листом 11 и наружным листом 12, на наружной поверхности наружного листа 12, или между верхним листом 30 и абсорбирующим элементом 50. В качестве альтернативы, расположенный на задней стороне талии растягивающийся лист 70 может находиться на верхнем листе 30. В таком случае расположенный на задней стороне талии растягивающийся лист 70 может находиться на сборчатых листах 62 на обеих сторонах непроницаемого для жидкостей листа 11 в поперечном направлении. В том случае, где наружный лист 12 составляют многочисленные листовые основы, весь расположенный на задней стороне талии растягивающийся лист 70 может находиться между листовыми основами наружного листа 12.
[0070]
(Экструдированная выпуклость верхнего листа)
Верхний лист 30 имеет многочисленные экструдированные выпуклости 31, которые вытиснены с задней стороны до передней стороны и расположены с интервалами в поперечном направлении и продольном направлении. Экструдированные выпуклости 31 могут надлежащим образом располагаться в матричном порядке, как проиллюстрировано на фиг. 9, или в шахматном порядке (в котором прилегающие ряды являются сдвинутыми), как проиллюстрировано на фиг. 8 и 10.
[0071]
Размеры экструдированных выпуклостей 31 могут определяться произвольным образом. Например, длина 31m экструдированной выпуклости 31 в машинном направлении составляет менее чем или равняется шагу 80y между центром соединенной части верхнего и второго листов 80, расположенной на одной стороне в машинном направлении экструдированной выпуклости 31 (описанной ниже), и центром соединенной части верхнего и второго листов 80 расположенный на другой стороне в машинном направлении экструдированной выпуклости 31, как проиллюстрировано на фиг. 8-11. Предпочтительно нижний предел составляет приблизительно 0,9-кратный шаг 80y. Предпочтительно длина 31m находится в пределах интервала, приблизительно составляющего от 2,7 до 9 мм для детского подгузника. Аналогичным образом, длина 31c экструдированной выпуклости 31 в поперечном направлении составляет менее чем или равняется шаг 80x между центром соединенной части верхнего и второго листов 80, расположенной на одной стороне в поперечном направлении экструдированной выпуклости 31, и центром соединенной части верхнего и второго листов 80, расположенной на другой стороне в поперечном направлении экструдированной выпуклости 31. Предпочтительно нижний предел составляет приблизительно 0,9-кратный шаг 80x. Предпочтительно длина 31c находится в пределах интервала, приблизительно составляющего от 2,7 до 9 мм для детского подгузника. Экструдированные выпуклости 31 предпочтительно имеет высоту 31z в пределах интервала, приблизительно составляющего от 0,8 до 2 мм для детского подгузника.
[0072]
Для изделия «машинное направление» и «поперечное направление», соответственно, означают машинное направление и поперечное направление технологического оборудования для изготовления экструдированных выпуклостей 31, причем одному направлению соответствует продольное направление изделия, в то время как другому направлению соответствует поперечное направление изделия. Машинное направление изделия соответствует направлению ориентации волокна в нетканом полотне верхнего листа 30. Ориентация волокна представляет собой направление прохождения волокон в нетканом полотне. Ориентация волокна может быть определена способом испытания в соответствии со стандартным способом исследования ориентации волокон TAPPI (Техническая ассоциация целлюлозно-бумажной промышленности) T481, где применяется прочность на растяжение при нулевом расстоянии между зажимами или простая схема для определения ориентации волокон посредством соотношения значений прочности на растяжение в продольном направлении и в поперечном направлении. Для абсорбирующего изделия, проиллюстрированного на чертеже, продольное направление соответствует машинному направлению, а поперечное направление соответствует поперечному машинному направлению, как для большинства абсорбирующих изделий.
[0073]
Экструдированные выпуклости 31 могут располагаться с надлежащим интервалом. Для детского подгузника, имеющего матричный рисунок, как проиллюстрировано на фиг. 9, предпочтительно, шаг в поперечном направлении 31x расположенных в машинном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в поперечном направлении, находится в пределах интервала, приблизительно составляющего от 3 до 10 мм, и шаг в машинном направлении 31y расположенных в поперечном направлении рядов экструдированных выпуклостей 31 прилегающие друг к другу в машинном направлении находится в пределах интервала, приблизительно составляющего от 3 до 10 мм. Для шахматного рисунка, как проиллюстрировано на фиг. 8 и 10, предпочтительно, шаг в поперечном направлении 31x расположенных в машинном направлении рядов экструдированных выпуклостей 31 прилегающие друг к другу в поперечном направлении находится в пределах интервала, приблизительно составляющего от 3 до 10 мм, и шаг в машинном направлении 31y расположенных в поперечном направлении рядов экструдированных выпуклостей 31 прилегающие друг к другу в машинном направлении находится в пределах интервала, приблизительно составляющего от 3 до 10 мм.
[0074]
Предпочтительно экструдированные выпуклости 31 имеют форму круглого купола. В качестве альтернативы, экструдированные выпуклости 31 могут иметь форму эллиптического купола или многоугольного купола. Экструдированные выпуклости 31 образуются посредством тиснения верхнего листа 30. Таким образом, форма выпуклостей, используемых для тиснения может быть надлежащим образом модифицирована в желательную форму.
[0075]
(Соединенная часть верхнего и второго листов)
Как проиллюстрировано на фиг. 8, 10(b), 11 и 13, области между экструдированными выпуклостями 31 в верхнем листе 30, прилегающие друг к другу в поперечном направлении и продольном направлении, привариваются с применением давления ко второму листу 40, образуя многочисленные соединенные части 80 верхнего и второго листов, которые располагаются в периодическом рисунке соединения в поперечном направлении и продольном направлении. Такой ряд характеризуется тем, что рисунок соединения верхнего листа 30 и второго листа 40 включает ряды многочисленных соединенных частей 80 верхнего и второго листов, расположенных с интервалами в поперечном направлении в областях между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, таким образом, что они проходят через центральные положения в поперечном направлении областей. Кроме того, области между соединенными частями 80 верхнего и второго листов в рядах в поперечном направлении определяют сжатые части 81, в которых верхний лист 30 и второй лист 40 не свариваются друг с другом, и верхний лист 30 сжимается в более высокой степени по сравнению с областями на обеих сторонах сжатых частей 81 в машинном направлении. В сжатых частях 81 верхний лист 30 может сжиматься вместе со вторым листом 40 или без него, при том условии, что верхний лист 30 сжимается. В областях, не представляющий собой соединенные части 80 верхнего и второго листов и сжатые части 81, верхний лист 30 и второй лист 40 могут быть не сваренными друг с другом и сжиматься, как в областях между соединенными частями 80 верхнего и второго листов в поперечном направлении. Предпочтительно верхний лист 30 и второй лист 40 не свариваются друг с другом, и верхний лист 30 сжимается в меньшей степени, чем области между соединенными частями 80 верхнего и второго листов в поперечном направлении (или совсем не сжимается). То есть допустимо условие T1 < T2=T3, в то время как является предпочтительным условие T1 < T2 < T3, где в верхнем листе 30, T1 представляет собой толщину соединенных частей 80 верхнего и второго листов, T2 представляет собой толщину сжатых частей 81, и T3 представляет собой толщину областей, не представляющий собой соединенные части 80 верхнего и второго листов и сжатые части 81.
[0076]
Фиг. 13 иллюстрирует фотографию образца сборки верхнего листа 30 и второго листа 40, имеющей рисунок, который проиллюстрирован на фиг. 8 и 10(b). Посредством соединения верхнего листа 30 и второго листа 40 в характерном рисунке соединения областей между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, получаются сваренные с применением давления соединенные части 80 верхнего и второго листов и несваренные сжатые части 81 таким образом, что они чередуются в поперечном направлении, и они располагаются поперек вертикальных складок, которые могут возникать в процессе образования экструдированных выпуклостей 31. Таким образом, могут образовываться соединенные части 80 верхнего и второго листов, в то время как вертикальные складки растягиваются в значительной степени, и это растянутое состояние может сохраняться или практически сохраняться даже после образования, что является также очевидным из сравнения образца согласно настоящему изобретению, проиллюстрированного на фиг. 13, со сравнительным образцом, проиллюстрированным на фиг. 14. Соединенные области, периодически выровненные в поперечном направлении, обеспечивают достаточную мягкость и удовлетворительный внешний вид. С другой стороны, сравнительный образец, включающий соединенные части 80 верхнего и второго листов, которые не удовлетворяют условиям, описанным выше, содержит многочисленные складки в машинном направлении с интервалами в поперечном направлении, которые нарушают привлекательный внешний вид.
[0077]
Не существует определенного ограничения в отношении рисунка соединения, при том условии, что многочисленные соединенные части 80 верхнего и второго листов выравниваются с интервалами в поперечном направлении в областях между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, и области между соединенными частями 80 верхнего и второго листов в поперечном направлении определяют соответствующие соединенные сжатые части 81. Что касается предотвращения складок, оказывается предпочтительным, что соединенные части 80 верхнего и второго листов располагаются между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, в центральных положениях в поперечном направлении, соответствуя центральным частям экструдированных выпуклостей 31 в поперечном направлении, как проиллюстрировано на фиг. 9(a) и 10(a). В качестве альтернативы, оказывается предпочтительным, что соединенные части 80 верхнего и второго листов отсутствуют в центральных положениях, соответствующих центральным частям экструдированных выпуклостей 31 в поперечном направлении, как проиллюстрировано на фиг. 9(a) и 10(a), что увеличивает мягкость. В первом случае в отношении мягкости оказывается предпочтительным, что соединенная часть верхнего и второго листов 80, которая занимает центральное положение, имеет меньшую площадь, чем другая соединенная часть верхнего и второго листов 80.
[0078]
Единственный ряд многочисленных соединенных частей 80 верхнего и второго листов, которые выровнены в поперечном направлении с интервалами, находится в области между экструдированными выпуклостями 31, выровненными в машинном направлении, как проиллюстрировано на фиг. 9. В качестве альтернативы, многочисленные ряды могут присутствовать с интервалами в машинном направлении, как проиллюстрировано на фиг. 8 и 10. Первый случай является подходящим для рисунка, в котором экструдированные выпуклости 31 располагаются в матричной форме с малым шагом в машинном направлении, как проиллюстрировано на фиг. 9. Второй случай является подходящим для рисунка, в котором экструдированные выпуклости 31 располагаются в шахматном порядке с большим шагом в машинном направлении, как проиллюстрировано на фиг. 8 и 10. В последней конфигурации верхний лист 30 и второй лист 40 в областях между соединенными частями 80 верхнего и второго листов в машинном направлении могут быть не сваренными друг с другом и сжатыми, как в областях между соединенными частями 80 верхнего и второго листов в поперечном направлении. В качестве альтернативы, верхний лист 30 и второй лист 40 могут быть не сваренными друг с другом, и верхний лист 30 может подвергаться сжатию в меньшей степени (или совсем не подвергаться сжатию) в областях между соединенными частями 80 верхнего и второго листов в машинном направлении по сравнению с областями между соединенными частями 80 верхнего и второго листов в поперечном направлении, что улучшает мягкость и внешний вид.
[0079]
Каждая из соединенных частей верхнего и второго листов может иметь любую форму. Помимо круглой формы, которая проиллюстрирована на чертежах, примеры включают эллипс, многоугольник, звезду и облако.
[0080]
Соединенные части 80 верхнего и второго листов могут определяться произвольным образом. Предпочтительно соединенные части 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, имеют точкообразную форму, в которой длина в машинном направлении 80m составляет приблизительно от 0,1-кратного до 0,4-кратнго шага в машинном направлении 31y расположенных в поперечном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в машинном направлении (в пределах интервала, составляющего от 0,5 до 3 мм для детских подгузников), и длина в поперечном направлении 80c составляет приблизительно от 0,1-кратного до 0,4-кратного шага в поперечном направлении 31x расположенных в машинном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в поперечном направлении (в пределах интервала, составляющего от 0,5 до 3 мм для детских подгузников). Предпочтительно, расстояние 80d между прилегающими соединенными частями 80 верхнего и второго листов в поперечном направлении составляет приблизительно от однократной до пятикратной длины в поперечном направлении 80c соединенных частей 80 верхнего и второго листов (в пределах интервала, составляющего от 0,5 до 15 мм для детских подгузников), и приблизительно от двух до четырех соединенных частей 80 верхнего и второго листов располагаются в ряду в поперечном направлении.
[0081]
Для экструдированных выпуклостей 31, расположенных в шахматном порядке, области между экструдированными выпуклостями 31, которые прилегают друг к другу в поперечном направлении, делятся между соответствующими экструдированными выпуклостями 31, которые прилегают друг к другу в машинном направлении, и, таким образом, соединенные части 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, прилегающими друг к другу в поперечном направлении, служат как части между соответствующими экструдированными выпуклостями 31, которые прилегают друг к другу в машинном направлении, как проиллюстрировано на фиг. 10. В качестве альтернативы, для экструдированных выпуклостей 31, расположенных в матричном порядке, соединенные части 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, которые прилегают друг к другу в машинном направлении, отличаются от частей между экструдированными выпуклостями 31, прилегающими друг к другу в поперечном направлении, таким образом, что соединенные части 80 верхнего и второго листов являются периодически выровненными в машинном направлении, как проиллюстрировано на фиг. 9. Не существует определенного ограничения в отношении рисунка, в котором располагаются соединенные части 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, которые прилегают друг к другу в поперечном направлении. Предпочтительно соединенные части 80 верхнего и второго листов, имеющие точкообразную форму, являются выровненными в машинном направлении с интервалами. Аналогично областям между соединенными частями 80 верхнего и второго листов, которые прилегают друг к другу в поперечном направлении, также и в областях между соединенными частями 80 верхнего и второго листов, которые являются выровненными и прилегают друг к другу в машинном направлении, могут образовываться сжатые части 81, как проиллюстрировано на фиг. 9(b). Единственный ряд соединенных частей 80 верхнего и второго листов в машинном направлении может находиться посередине между экструдированными выпуклостями 31, прилегающими друг к другу в поперечном направлении, как проиллюстрировано на чертеже. В качестве альтернативы, многочисленные ряды могут находиться с интервалами в поперечном направлении. Не существует определенного ограничения в отношении размера точкообразных соединенных частей верхнего и второго листов 80. Предпочтительно длина в машинном направлении 80m составляет приблизительно от 0,1-кратного до 0,4-кратного расстояния в машинном направлении между центрами 31y расположенных в поперечном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в машинном направлении (в пределах интервала, составляющего от 0,5 до 3 мм для детских подгузников), и длина в поперечном направлении 80c составляет приблизительно от 0,1-кратного до 0,4-кратного расстояния в поперечном направлении между центрами 31x расположенных в машинном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в поперечном направлении (в пределах интервала, составляющего от 0,5 до 3 мм для детских подгузников).
[0082]
Соединенные части 80 верхнего и второго листов располагаются в периодическом рисунке соединения в поперечном направлении и продольном направлении, имея в обоих направлениях интервалы, которые могут определяться надлежащим образом. Например, оказывается предпочтительным, что длина соединения в поперечном направлении A3 соединенных частей 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, которые прилегают друг к другу в машинном направлении, составляет приблизительно от 0,3-кратного до однократного расстояния в поперечном направлении между центрами 31x расположенных в машинном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в поперечном направлении (в пределах интервала, составляющего от 1 до 10 мм для детских подгузников), и длина соединения в машинном направлении A4 соединенных частей 80 верхнего и второго листов, расположенных между экструдированными выпуклостями 31, которые прилегают друг к другу в поперечном направлении, составляет приблизительно от 0,3-кратного до однократного расстояния в машинном направлении между центрами 31y расположенных в поперечном направлении рядов экструдированных выпуклостей 31, которые прилегают друг к другу в машинном направлении (в пределах интервала, составляющего от 1 до 10 мм для детских подгузников). Чрезмерно большая длина соединения в поперечном направлении A3 и длина соединения в машинном направлении A4 представляет собой эквивалент непрерывных соединенных частей 80 верхнего и второго листов в поперечном направлении и в машинном направлении. Таким образом, это может вызывать уменьшение проницаемости и мягкости верхнего листа 30.
[0083]
<Примерный способ изготовления одноразового подгузника>
Фиг. 12 иллюстрирует технологическое оборудование для верхнего листа 30 и второго листа 40 в целях изготовления одноразового подгузника, описанного выше. В частности, данное оборудование включает прижимной ролик 90, встроенный ролик 91, который обращен к прижимному ролику 90, и соединительный ролик 92, который обращен к встроенному ролику 91.
[0084]
Как проиллюстрировано на фиг. 15, прижимной ролик 90 на своей окружной поверхности имеет многочисленные выпуклости 90a, расположенные согласно рисунку экструдированных выпуклостей 31, которые описаны выше. Форма выпуклостей прижимного ролика 90 может определяться надлежащим образом. Предпочтительно выпуклости прижимного ролика 90 имеют форму круглого усеченного конуса, имеющего поперечное сечение, которое соответствует форме образующихся экструдированных выпуклостей 31 (представляя собой, например, круг, эллипс или многоугольник).
[0085]
Как проиллюстрировано на фиг. 16, окружная поверхность встроенного ролика 91 имеет углубления 91a, соответствующие прижимным выпуклостям 90a прижимного ролика 90. Соединительные выпуклости 91b и сжимающие выпуклости 91e располагаются между прилегающими углублениями 91a. Соединительные выпуклости 91b образуют соединенные части 80 верхнего и второго листов в рисунке соединения. Сжимающие выпуклости 91e сжимают нетканое полотно 30S, которое представляет собой верхний лист 30, в направлении толщины без сварки верхнего листа 30 и материала 40S второго листа в областях между соединенными частями 80 верхнего и второго листов в поперечном направлении. Следует понимать, что если материал 40S второго листа представляет собой сжимающийся в направлении толщины материал, такой как нетканое полотно, второй лист 40 также сжимается в то же самое время посредством сжимающих выпуклостей 91e. Более конкретно, встроенный ролик 91 имеет ряд многочисленных соединительных выпуклостей 91b, выровненных с интервалами в аксиальном направлении ролика, в каждой области между двумя прилегающими выпуклостями 90a в окружном направлении ролика, таким образом, что они проходят через центральные положения области в аксиальном направлении. Область между соединительными выпуклостями 91b в аксиальном направлении в каждой области служит в качестве сжимающей выпуклости 91e. Области, не представляющие собой соединительные выпуклости 91b, сжимающие выпуклости 91e и углубления 91a, не сжимают материал. В качестве альтернативы, эти области могут сжимать материал с давлением, которое приблизительно равняется или составляет менее чем давление, прилагаемое сжимающими выпуклостями 91e. Углубления 91a встроенного ролика 91, которые образуют выпуклости в материале, могут представлять собой бездонные «сквозные отверстия», достаточно большие, чтобы принимать соответствующие выпуклости. Другими словами, «углубления 91a» согласно настоящему изобретению включают «сквозные отверстия».
[0086]
Размеры, форма и положения прижимных выпуклостей 90a прижимного ролика 90, соответственно, соответствуют размерам внутреннего пространства, форме и положениям образующихся экструдированных выпуклостей 31. Размеры, форма и положения углублений 91a встроенного ролика 91, соответственно, соответствуют наружным размерам, форме и положениям образующихся экструдированных выпуклостей 31. Размеры, форма и положения соединительных выпуклостей 91b встроенного ролика 91 соответственно, соответствуют размерам, форме и положениям образующихся соединенных частей 80 верхнего и второго листов. Размеры, форма и положения сжимающих выпуклостей 91e встроенного ролика 91, соответственно, соответствуют размерам, форме и положениям сжатых частей 81, если сжатые части 81 должны образовываться. Эти размеры, форма и положения могут быть модифицированы, как в случае экструдированных выпуклостей 31, соединенных частей верхнего и второго листов и сжатых частей, которые описаны выше в разделе, представляющем одноразовый подгузник. Длина в машинном направлении 91m, длина в поперечном направлении 91c и шаг в поперечном направлении 91d сжимающих выпуклостей 91c в конфигурации, которая проиллюстрирована на фиг. 16(b), могут определяться в пределах таких же интервалов, как длина в машинном направлении 80m, длина в поперечном направлении 80c и шаг в поперечном направлении 80d, соответственно, соединенных частей 80 верхнего и второго листов, например, в конфигурации, которая проиллюстрирована на фиг. 10(b),.
[0087]
В процессе обработки нетканое полотно 30S, которое представляет собой верхний лист 30, переносится посредством вытягивания снизу по ходу производственной линии, пропускается между прижимным роликом 90 и встроенным роликом 91, как проиллюстрировано на фиг. 17, и подвергается тиснению посредством вдавливания выпуклостей прижимного ролика 90 в углубления 91a встроенного ролика 91, и получаются экструдированные выпуклости 31.
[0088]
Затем, в то время как нетканое полотно 30S, имеющее экструдированные выпуклости 31, обертывается вокруг встроенного ролика 91 таким образом, что оно направляется прямо, материал 40S второго листа пропускается на наружную сторону нетканого полотна, представляющего собой верхний лист 30, посредством вытягивания снизу по ходу производственной линии; и нетканое полотно 30S, которое представляет собой верхний лист 30, и материал 40S второго листа пропускаются между встроенным роликом 91 и соединительным роликом 92, как проиллюстрировано на фиг. 18, сжимаются между сжимающими выпуклостями 91e встроенного ролика 91 и окружной поверхностью соединительного ролика 92 и свариваются друг с другом с применением давления между соединительными выпуклостями 91b встроенного ролика 91 и окружной поверхностью соединительного ролика 92, превращаясь в соединенные части 80 верхнего и второго листов, и в результате этого осуществляется сборка верхнего листа 30 и второго листа 40. Таким образом, даже в том случае, если вертикальные складки образуются между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении нетканого полотна 30S, представляющего собой верхний лист 30, в процессе образования экструдированных выпуклостей 31, сваренные с применением давления части 80 и несваренные сжатые части 81 образуются в процессе соединения нетканого полотна 30S, представляющего собой верхний лист 30, и материала 40S второго листа таким образом, что они чередуются в поперечном направлении, и они проходят поперек вертикальных складок. Таким образом, соединенные части 80 верхнего и второго листов могут образовываться, в то время как вертикальные складки растягиваются в значительной степени, и это растянутое состояние может сохраняться или практически сохраняться даже после изготовления. Соединенные области, периодически выровненные в поперечном направлении, обеспечивают достаточную мягкость и удовлетворительный внешний вид. Как становится понятным, согласно этому принципу, не только сжатие посредством сжимающих выпуклостей 91e, которые оставляют отметки, служащие в качестве сжатых частей 81, но также сжатие, в результате которого абсолютно или практически не остаются отметки, является эффективным для предотвращения вертикальных складок. Любой из этих вариантов включается в способ изготовления абсорбирующего изделия согласно настоящему изобретению.
[0089]
Может быть выбрано любое устройство для сварки под давлением, которое сжимает материал в направлении толщины и сваривает материал. Примеры такого устройства для сварки под давлением включают устройство для термической сварки, включающее нагреваемый валик для сварки материала, и ультразвуковое устройство для сварки. Сборка, включающая обработанный верхний лист 30 и второй лист 40, может прикрепляться к абсорбирующему материалу посредством известной схемы, и в результате получается одноразовый подгузник.
[0090]
Рисунок соединения согласно настоящему изобретению предпочтительно применяется к технологической схеме для присоединения верхнего листа 30 к материалу второго листа 40 немедленно после того, как образуются экструдированные выпуклости 31, и перед тем, как образующиеся складки могут поглощаться, как в конфигурации, проиллюстрированной на фиг. 12. Если соединенные части 80 верхнего и второго листов должны образовываться после того, как экструдированные выпуклости 31 образуются посредством тиснения, технологическое оборудование может не всегда представлять собой трехроликовое технологическое оборудование, описанное выше. В примере, проиллюстрированном на чертеже, нетканое полотно, представляющее собой верхний лист 30, непосредственно поступает в секцию, где прижимной ролик 90 сочетается со встроенным роликом 91. В качестве альтернативы, нетканое полотно, представляющее собой верхний лист 30, поступающее в тангенциальном направлении по отношению к окружной поверхности прижимного ролика 90 и обертывающееся только вокруг прижимного ролика 90, может поступать непосредственно между прижимным роликом 90 и встроенным роликом 91 и направляться на окружную поверхность встроенного ролика 91.
[0091]
<Определения терминов, используемых в описании>
Следующие термины следует понимать как имеющие значения, которые определены ниже, если в настоящем описании отсутствуют другие определения.
[0092]
(Поверхностная плотность)
Поверхностная плотность листа, состоящего из материала, такого как нетканое полотно, измеряется следующим образом. После предварительного высушивания исследуемого предмета или образца этот исследуемый предмет или образец выдерживается в помещении для исследования или в устройстве для исследования в нормальных условиях (температура окружающей среды 20±5°C и относительная влажность 65% или менее) до тех пор, пока масса исследуемого предмета или образца не достигает постоянного уровня. Предварительное высушивание осуществляется для достижения постоянной массы исследуемого предмета или образца в среде, имеющей относительную влажность в интервале от 10% до 25% и температуру, не превышающую 50°C. Для волокон, имеющих стандартное влагопоглощение, составляющее 0,0%, предварительное высушивание может не осуществляться. Исследуемый предмет, имеющий постоянную массу, разрезается режущим шаблоном (200×250 мм, ±2 мм) на образцы, имеющие размеры 200×250 мм (±2 мм). Измеряется масса образца. Измеренная масса умножается на 20 для определения массы в расчете на квадратный метр, которая определяется как поверхностная плотность.
[0093]
(Толщина)
Толщина автоматически измеряется с помощью автоматического измерителя толщины (KES-G5) в режиме измерения с ручным сжатием под нагрузкой 10 гс/см2 на сжатой площади 2 см2.
[0094]
(Направление)
«Продольное направление» (продольное направление) представляет собой направление, которым соединяются сторона живота (передняя сторона) и сторона спины (задняя сторона). «Поперечное направление» (направление справа налево) представляет собой направление, перпендикулярное по отношению к продольному направлению. «Направление сверху вниз» представляет собой направление, перпендикулярное по отношению к поперечному направлению подгузника в состоянии после ношения подгузника, т. е. сложенного в промежностной части с перекрыванием части подгузника на стороне живота и части подгузника на стороне спины.
[0095]
(Относительное растяжение)
«Относительное растяжение» представляет собой значение по отношению к 100% естественной длины.
[0096]
(Водопоглощающая способность)
Водопоглощающая способность измеряется в соответствии с японским промышленным стандартом JIS K7223-1996 «Способ испытания водопоглощающей способности суперабсорбирующих полимеров».
[0097]
(Скорость водопоглощения)
Скорость водопоглощения определяется как «время, которое проходит до конечной точки» при измерении с использованием суперабсорбирующих полимеров (2 г) и нормального физиологического раствора (50 г) в соответствии с японским промышленным стандартом JIS K7224-1996 «Способ испытания скорости водопоглощения суперабсорбирующих полимеров».
Список условных обозначений
[0098]
11 - непроницаемый для жидкостей лист, 12 - наружный лист, 12T - целевой лист, 13 - фиксирующая лента, 13A - соединительная часть, 13B - секция основного блока ленты, 13C - крепежная секция ленты, 30 - верхний лист, 31 - экструдированная выпуклость, 40 - второй лист, 50 - абсорбирующий элемент, 56 - абсорбирующий материал, 58 - упаковочный лист, 60 - трехмерная боковая сборка, 62 - сборчатый лист, 70 - расположенный на задней стороне талии растягивающийся лист, 80 - соединенная часть верхнего и второго листов, 90 - прижимной ролик, 90a - прижимная выпуклость, 91 - встроенный ролик, 91a - углубление, 91b - соединительная выпуклость, 92 - соединительный ролик, 81 - сжатая часть, 91e - сжимающая выпуклость
Реферат
Предлагается абсорбирующее изделие, которое включает верхний лист, имеющий экструдированные выпуклости, и второй лист, присоединенный к верхнему листу, и имеет достаточную мягкость, удовлетворительный внешний вид, а также предотвращает складки в верхнем листе в машинном направлении. Также предлагается способ изготовления абсорбирующего изделия, включающий формование экструдированных выпуклостей 31 посредством тиснения нетканого полотна 30S, представляющего собой верхний лист 30, переносимый посредством вытягивания снизу по ходу производственной линии; и затем соединение нетканого полотна 30S и материала 40S второго листа 40 по рисунку соединения, образованного посредством выравнивания материала второго листа 40 с задней поверхностью нетканого полотна 30S, имеющей экструдированные выпуклости 31, с образованием рядов многочисленных соединенных частей 80 верхнего и второго листов с интервалами в поперечном направлении в областях между экструдированными выпуклостями 31, прилегающими друг к другу в машинном направлении, таким образом, что они проходят через центральные положения областей в поперечном направлении, и сжатие нетканого полотна 30S в областях 81 между соединенными частями 80 верхнего и второго листов в рядах в поперечном направлении без сварки нетканого полотна 30S и материала 40S второго листа 40. 2 н. и 7 з.п. ф-лы, 18 ил.
Комментарии