Резьбовое соединение для стальных труб и способ обработки его поверхности - RU2258170C2
Код документа: RU2258170C2
Чертежи



Описание
Настоящее изобретение в целом относится к резьбовому соединению для стальных труб, применяемому для соединения труб, предназначенных для нефтяных скважин. Более конкретно, настоящее изобретение относится к резьбовому соединению для стальных труб с твердым смазочным покрытием, имеющему высокую стойкость к истиранию, газонепроницаемость и антикоррозийные свойства и не требующему применения сложной смазки, содержащей порошок твердого металла, наносимой ранее каждый раз перед свинчиванием с целью предотвращения истирания соединения, а также к способу поверхностной обработки, обеспечивающему получение такого твердого смазывающего покрытия.
Трубы для нефтяных скважин, представляющие собой стальные трубы, применяемые при бурении нефтяных скважин, соединяют друг с другом посредством резьбового соединения для стальных труб. Резьбовое соединение включает штифт с наружной резьбой и втулку с внутренней резьбой.
Как схематически показано на фигуре 1, наружную резьбу 3А обычно нарезают на наружной поверхности на обоих концах стальной трубы А, получая штифт 1, а внутреннюю резьбу 3В нарезают на обеих сторонах внутренней поверхности отдельной соединительной детали в виде втулочной муфты В, образуя втулку 2. Как показано на фигуре 1, стальную трубу А обычно вставляют в том случае, когда один конец заранее снабжен соединением В.
Резьбовое соединение стальных труб подвергается сложному давлению из-за воздействия аксиальных растягивающих сил, создаваемых массой стальной трубы и соединения, внутреннего и внешнего давления под землей, а также подземного теплового воздействия. В связи с этим требуется резьбовое соединение для обеспечения газонепроницаемости (уплотняемости) без повреждений даже при таких условиях. Кроме того, в ходе опускания труб в нефтяную скважину зачастую случается так, что соединение, которое уже было свинчено, приходится развинчивать (ослаблять), а затем свинчивать вновь. Поэтому в соответствии с Американским нефтяным институтом желательно избегать сильного заедания, называемого истиранием, и обеспечивать газонепроницаемость даже после десятикратного свинчивания (сборки) и развинчивания (разборки) соединений трубопровода и таких же трехкратных действий с соединениями обсадной трубы.
В последние годы для улучшения газонепроницаемости, как правило, применяют специальные резьбовые соединения, способные обеспечивать плотное соединение «металл-металл». В резьбовом соединении такого типа штифт-муфта имеют свободный от резьбы металлический контактный участок, помимо резьбового участка, снабженного наружной или внутренней резьбой, при этом как резьбовой участок, так и свободный от резьбы участок образуют поверхность контакта между штифтом и муфтой. Свободные от резьбы металлические контактные участки штифта и муфты входят в тесный контакт друг с другом, образуя участок плотного соединения «металл-металл» и обеспечивая улучшение газонепроницаемости.
В таком резьбовом соединения, способном образовывать плотное соединение «металл-металл», применяют консистентную смазку с высокой смазывающей способностью, называемую смешанной смазкой. Такую смазку, представляющую собой разновидность жидкого смазывающего материала, наносят на контактную поверхность по меньшей мере только штифта или муфты перед завинчиванием. Однако такая смазка содержит большое количество вредных порошков тяжелых металлов. При удалении смазки, выдавливаемой на периферию во время свинчивания, при помощи очищающего агента смешанная смазка и применяемый очищающий агент стекают в океан или почву и загрязняют окружающую среду, таким образом создавая трудности. Кроме того, существует затруднение, заключающееся в том, что применение смазки и очистки, повторяемые перед каждым завинчиванием, снижают эффективность месторождения.
В качестве резьбовых соединений для стальных труб, не требующих применения смешанной смазки, в японских патентах №08-103724А, 08-233163А, 08-233164А, 09-72467А описаны резьбовые соединения, в которых твердое смазывающее покрытие, включающее смолу в качестве связующего и дисульфид молибдена или вольфрама в качестве твердого смазывающего вещества, наносят на снабженный резьбой участок и свободный от резьбы участок (а именно, на контактную поверхность) по меньшей мере только штифта или муфты.
В соответствии с указанными японскими патентами с целью улучшения сцепления между твердым смазывающим покрытием и стальной подложкой в качестве нижнего слоя твердого смазывающего покрытия наносят слой покрытия, образуемый химической конверсией фосфата марганца, или сочетание нитридного слоя со слоем покрытия, образуемого химической конверсией фосфата марганца, либо придают контактной поверхности шероховатость Rmax, составляющую 5-40 мкм. В японском патенте №08-103724А описано получение твердого смазывающего покрытия в результате сушки нанесенного покрытия нагреванием в течение 20-30 минут при температуре 150-300°С.
Можно ожидать, что применение резьбового соединения, в котором контактная поверхность штифта и муфты имеет твердое смазывающее покрытие, полученное в результате поверхностной обработки с целью придания ей смазывающей способности, обеспечит возможность распределения используемой составной смазки и, таким образом, устранения вышеуказанных недостатков, касающихся окружающей среды и эффективности работы.
Однако известное твердое смазывающее покрытие не обеспечивает высокую стойкость к истиранию, которая может быть достигнута в результате применения составной смазки, при этом зачастую после повторного свинчивания и развинчивания возникает дефект заедания, называемый истиранием. Таким образом, действие известного твердого смазывающего покрытия недостаточно для предотвращения истирания.
Снижение стойкости к истиранию и газонепроницаемости резьбового соединения является существенным, особенно при длительном хранении резьбового соединения, начиная со времени его отгрузки с завода (т.е. нанесения твердого смазывающего покрытия) до его фактического использования в буровом оборудовании для закрепления (иногда такой срок составляет один или два года).
Более того, в последнее время находит применение жаропрочное резьбовое соединение для стальных труб, применяемых в высокотемпературных нефтяных скважинах, в которых температура достигает 250-300°С, превышая температуру в обычных нефтяных скважинах, либо в нефтяных скважинах с вдуваемым паром, в которые пар вдувают при высокой температуре, близкой к критической (к примеру, около 350°С), с целью повышения добычи нефти. Поэтому резьбовое соединение должно обеспечивать стойкость к истиранию и газонепроницаемость после того, как свинченное соединение подвергается воздействию тепла при температуре около 350°С, а затем развинчиванию и повторному свинчиванию. Применение вышеописанного известного твердого смазывающего покрытия с трудом обеспечивает указанные свойства, необходимые для термостойкого резьбового соединения.
Целью настоящего изобретения является разработка способа поверхностной обработки резьбового соединения для стальных труб, обеспечивающего получение твердого смазывающего покрытия, имеющего высокую стойкость к истиранию и способного эффективно предотвращать заедание после повторного свинчивания и развинчивания даже в теплостойком резьбовом соединении для стальных труб.
Другой целью настоящего изобретения является разработка резьбового соединения для стальных труб, препятствующего снижению стойкости к истиранию и газонепроницаемости без применения смешанной смазки, при его хранении в течение длительного периода времени, начиная с нанесения твердого смазывающего покрытия до его применения на месте буровой установки.
Указанные цели достигаются тем, что в способе поверхностной обработки резьбового соединения для стальных труб, включающего штифт и муфту, каждый элемент из которых имеет контактную поверхность, включающую снабженный резьбой участок и металлический контактный участок без резьбы, осуществляют нанесение жидкости для покрытий, содержащей связующее и смазывающий порошок в растворителе, на контактную поверхность по меньшей мере одного из элементов - штифта или муфты и, согласно изобретению, выполняют сушку нанесенного покрытия путем многоступенчатого нагревания, включающего по меньшей мере первую стадию нагревания при температуре от 70 до 150°С и вторую стадию нагревания при температуре свыше 150 и до 380°С, для получения на контактной поверхности покрытия из твердого смазывающего вещества.
Было установлено, что причиной недостаточной стойкости к истиранию твердого смазывающего покрытия, нанесенного на контактную поверхность резьбового соединения для стальных труб, является недостаточная твердость покрытия, обусловленная его недостаточной сушкой.
Твердое смазывающее покрытие для резьбового соединения получают путем нанесения жидкости для покрытий, содержащей смолу и смазывающий порошок (т.е. порошок дисульфида молибдена), в летучем растворителе на контактную поверхность резьбового соединения с последующим нагреванием, подвергая нанесенное покрытие сушке (или спеканию). В том случае, когда нанесенное покрытие подвергают сушке нагреванием при температуре 150-300°С в соответствии с известными способами, даже если нагревание продолжается в течение длительного периода времени, полностью выпарить растворитель невозможно, и небольшое количество растворителя и влаги остается в высушенном покрытии и вызывает образование внутренних дефектов, лишающих покрытие достаточной твердости и стойкости к истиранию. Такое покрытие из твердого смазывающего вещества изнашивается при повторном завинчивании и развинчивании, в конце концов, оно полностью изнашивается, приводя к контакту «металл-металл» и вызывая истирание.
В соответствии с вышеописанным способом согласно настоящему изобретению полное высушивание может быть обеспечено по меньшей мере двухступенчатой сушкой, включающей нагревание на первой стадии при более низкой температуре и нагревание на второй стадии, обеспечивающей образование твердого смазывающего покрытия, имеющего более высокую твердость, чем покрытие, получаемое в том случае, когда нагревание осуществляют при постоянной температуре, как в известных способах, а также повышенную стойкость к истиранию, износостойкость, сцепление и антикоррозийные свойства и подходящее для использования даже в условиях высокотемпературных нефтяных скважин.
Способ может дополнительно включать до стадии нанесения покрытия стадию нагревания покрываемой контактной поверхности до температуры от 50 до 200°С.
Смазывающий порошок может представлять собой порошок по меньшей мере одного вещества, выбранного из дисульфида молибдена, дисульфида вольфрама, графита, нитрида бора и политетрафторэтилена.
Контактная поверхность, на которую наносят жидкость для покрытий, может иметь шероховатость 5-40 мкм Rmax.
Можно дополнительно непосредственно на контактной поверхности образовать пористый покрывающий слой, и жидкость для покрытия наносить на этот слой.
Указанные цели достигаются тем, что в резьбовом соединении для стальных труб, включающем штифт и муфту, каждый элемент из которых имеет контактную поверхность, включающую снабженный резьбой участок и металлический контактный участок без резьбы, при этом контактная поверхность по меньшей мере одного элемента - штифта или муфты имеет твердое смазывающее покрытие, согласно изобретению твердое смазывающее покрытие включает смазывающий порошок, выбранный из дисульфида молибдена и/или дисульфида вольфрама и смолы, и имеет твердость 70-140 по шкале Роквелла М.
Контактная поверхность, имеющая твердое смазывающее покрытие, может иметь шероховатость поверхности 5-40 мкм Rmax.
Контактная поверхность может дополнительно иметь размещенный непосредственно на ней пористый покрывающий слой, на котором образовано твердое смазывающее покрытие.
В другом воплощении резьбовое соединение для стальных труб включает штифт и муфту, каждый элемент из которых имеет контактную поверхность, включающую снабженный резьбой участок и металлический контактный участок без резьбы, при этом контактная поверхность по меньшей мере одного из элементов - штифта или муфты имеет твердое смазывающее покрытие, и согласно изобретению твердое смазывающее покрытие включает смазывающий порошок, выбранный из дисульфида молибдена и/или дисульфида вольфрама и смолы, при этом указанное покрытие имеет прочность сцепления по меньшей мере 500 Н/м, определяемую способом системы для анализа поверхностных и межповерхностных повреждений.
Контактная поверхность, имеющая твердое смазывающее покрытие, может иметь шероховатость поверхности 5-40 мкм Rmax.
Контактная поверхность может дополнительно имеет размещенный непосредственно на ней пористый покрывающий слой, на котором образовано твердое смазывающее покрытие.
В еще одном воплощении резьбовое соединение для стальных труб включает штифт и муфту, каждый элемент из которых имеет контактную поверхность, включающую снабженный резьбой участок и металлический контактный участок без резьбы, при этом контактная поверхность по меньшей мере одного из элементов - штифта или муфты имеет твердое смазывающее покрытие, и согласно изобретению твердое смазывающее покрытие включает смазывающий порошок, экранирующие ультрафиолетовое излучение мелкие частицы и смолу.
Причина снижения стойкости к истиранию и газонепроницаемости известного резьбового соединения, имеющего на своей контактной поверхности твердое смазывающее покрытие, включающее смолу и смазывающий порошок, в результате хранения такого соединения в течение длительного времени заключается в том, что антикоррозийные свойства твердого смазывающего покрытия существенно уступают свойствам составной смазки в том, что они неспособны полностью защитить контактную поверхность резьбового соединения от коррозии во время хранения. При возникновении ржавчины на контактной поверхности штифта или муфты во время хранения такого резьбового соединения сцепление покрытия из твердого смазывающего вещества соединения существенно ухудшается, при этом на покрытии возникают пузыри и шелушение. Кроме того, по причине коррозии повышается шероховатость контактной поверхности. В результате, после соединения стальных труб свинчиванием резьбового соединения, закрепление становится неустойчивым и приводит к истиранию во время свинчивания или развинчивания, а также к ухудшению газонепроницаемости.
Было установлено, что причиной коррозии во время хранения резьбового соединения, имеющего твердое смазывающее покрытие, в основном является старение или разрушение со временем смолы, используемой в качестве связующего в твердом смазывающем покрытии, особенно в результате образования трещин в покрытии из-за разрушения смолы под действием ультрафиолетового света и проникновения в них влаги. Было установлено, что эффективным средством для предотвращения разрушения твердого смазывающего покрытия под действием ультрафиолетового света является добавление неорганических мелких частиц, экранирующих ультрафиолетовое излучение, а не органического, поглощающего ультрафиолетовое излучение агента, и что коррозия резьбового соединения во время его длительного хранения существенно снижается благодаря твердому смазывающему покрытию, содержащему экранирующие ультрафиолетовое излучение мелкие частицы.
Смазывающий порошок может представлять собой порошок по меньшей мере одного вещества, выбранного из дисульфида молибдена, дисульфида вольфрама, графита, нитрида бора и политетрафторэтилена.
Экранирующие ультрафиолетовое излучение мелкие частицы могут представлять собой мелкие частицы по меньшей мере одного вещества, выбранного из оксида титана, оксида цинка и оксида железа.
Экранирующие ультрафиолетовое излучение мелкие частицы могут иметь средний диаметр 0,01-0,1 мкм.
Экранирующие ультрафиолетовое излучение мелкие частицы могут присутствовать в твердом смазывающем покрытии при массовом отношении 0,1-50 долей на 100 долей смолы.
Контактная поверхность, имеющая твердое смазывающее покрытие, может иметь шероховатость поверхности 5-40 мкм Rmax.
Контактная поверхность может дополнительно иметь размещенный непосредственно на ней пористый покрывающий слой, на котором образовано твердое смазывающее покрытие.
Далее изобретение более подробно описано со ссылками на чертежи, на которых изображено следующее:
фигура 1 схематически показывает обычный комплект из стальной трубы и резьбового соединения во время отгрузки стальной трубы;
фигура 2 представляет соединительную часть резьбового соединения для стальных труб в соответствии с настоящим изобретением;
фигуры 3а и 3b представляют диаграммы, показывающие примеры модели нагревания (температурный профиль) первой стадии нагревания и второй стадии нагревания в процессе обработки поверхности резьбового соединения для стальных труб в соответствии с настоящим изобретением;
Фигура 2 представляет конструкцию типичного резьбового соединения для стальных труб, включающего штифт 1, имеющий снабженный резьбой участок 3 (точнее, участок с наружной резьбой) и металлический контактный участок 4 без резьбы, расположенный на наружной поверхности в конце стальной трубы, а также муфту 2, имеющую снабженный резьбой участок 3 (точнее, участок с внутренней резьбой) и металлический контактный участок 4 без резьбы, расположенный на внутренней поверхности детали с резьбовым соединением (соединительная втулка 1). Однако расположение штифта и муфты не ограничено изображенным расположением. Например, соединение может включать штифт на одном конце стальной трубы и муфту на другом конце трубы, либо штифт (наружная резьба) может находиться в соединительной втулке, а муфта - на обоих концах стальной трубы.
Снабженный резьбой участок 3 и свободный от резьбы участок 4 на каждом штифте и муфте образуют контактную поверхность резьбового соединения. Контактная поверхность, а особенно свободный от резьбы участок, более подверженный истиранию, должен быть стойким к истиранию. Для этой цели в соответствии с известными способами на контактную поверхность наносили составную смазку, содержащую порошок тяжелого металла, однако применение составной смазки вызывает много проблем с точки зрения окружающей среды и производственной эффективности.
В соответствии с настоящим изобретением жидкость для покрытий, содержащая связующую смолу и смазывающий порошок в растворителе, наносят на контактную поверхность по меньшей мере только штифта или муфты, а нанесенное покрытие сушат нагреванием, получая твердое смазывающее покрытие. Такое покрытие, нанесенное на контактную поверхность резьбового соединения, подвергают воздействию высокого давления скольжения, одновременно многократно свинчивая и развинчивая его, получая в результате истирания частицы, содержащие смазывающий порошок. Такие полученные в результате истирания частицы, содержащие смазывающий порошок, предположительно распределяются по всей контактной поверхности, способствуя снижению степени контакта «металл-металл» на границе контакта и трения, тем самым препятствуя истиранию.
Желательно, чтобы контактная поверхность по меньшей мере штифта или муфты, на которую наносят жидкость для покрытий, была предварительно подвергнута огрублению таким образом, чтобы иметь шероховатость (Rmax) 5-40 мкм, превышающую шероховатость поверхности после механической обработки (3-5 мкм), для усиления действия, обеспечиваемого настоящим изобретением. Если величина Rmax поверхности, на которую наносят покрытие, составляет менее 5 мкм, то получаемое твердое смазывающее покрытие может иметь более низкий уровень сцепления. С другой стороны, если указанная величина превышает 40 мкм, то на покрытой поверхности может возникнуть повышенное трение и абразивный износ твердого смазывающего покрытия, в результате чего покрытие может не выдержать повторного свинчивания и развинчивания соединения. Однако применение настоящего изобретения может дать положительный результат даже в том случае, если величина шероховатости поверхности находится вне вышеуказанного интервала.
Способ придания поверхности шероховатости может представлять собой способ огрубления самой стальной поверхности, такой как обдувка песком или дробью и погружение в раствор сильной кислоты, такой как серная кислота, хлористоводородная кислота, азотная кислота или фтористоводородная кислота, с целью огрубления поверхности. Другой применимый способ включает образование первичного (нижнего) слоя покрытия, имеющего более шероховатую поверхность, чем стальная поверхность, с целью огрубления поверхности, на которую необходимо нанести покрытие.
Примеры способа образования такого первичного слоя покрытия включают образование покрытия в результате химического превращения, такого как обработка фосфатом, оксалатом или боратом (в которых шероховатость поверхности кристаллического слоя увеличивается по мере роста образующихся кристаллов); способ нанесения электролитического покрытия из металла, такого как медь или железо (в котором на пики или на выступающие точки предпочтительно наносят покрытие таким образом, что поверхность получается слегка шероховатой); ударный способ нанесения гальванического покрытия, в котором частицы, имеющие железное ядро, покрытое цинком или цинково-железным сплавом, вдувают, используя центробежную силу или пневматическое давление для получения покрытия из цинка или цинково-железного сплава; способ мягкого азотирования для получения нитридного слоя (к примеру, нитрирование поверхности); способ нанесения покрытия из металлического композита, в котором получают пористое покрытие, включающее мелкие твердые частицы в металле, и т.п.
С точки зрения сцепления покрытия из твердого смазывающего материала предпочтительным является пористое покрытие, особенно покрытие, получаемое в результате химического превращения, например, фосфатирования (фосфатом марганца, фосфатом цинка, фосфатом железа-марганца или фосфатом цинка-кальция), либо покрытие из цинка или сплава цинк-железо, наносимое ударным гальваническим способом. Более предпочтительным покрытием является покрытие из фосфата марганца с точки зрения сцепления либо покрытие из цинка или цинково-железного сплава с точки зрения предотвращения коррозии. Как фосфатное покрытие, получаемое в результате химического превращения, так и покрытие из цинка или цинково-железного сплава, получаемое ударным гальваническим способом, является пористым, поэтому оно может придать наносимому на него твердому смазывающему покрытию улучшенное сцепление.
При получении первичного слоя покрытия толщина слоя не ограничена, однако она предпочтительно составляет 5-40 мкм с точки зрения предотвращения коррозии и обеспечения сцепления. Толщина менее 5 мкм не обеспечивает достаточной степени антикоррозийности. Толщина более 40 мкм может вызвать снижение уровня сцепления наносимого на него твердого смазывающего покрытия.
Смола, присутствующая в твердом смазывающем покрытии, может представлять собой любую смолу, способную выполнять связующую функцию. Подходящей является термостойкая смола, имеющая разумный уровень твердости и износостойкости. Примеры такой смолы включают термоотверждающиеся смолы, такие как эпоксидные смолы, полиимидные смолы, поликарбодиимидные смолы, полиэфирсульфоны, полиэфирэфиркетонные смолы, фенолоальдегидные смолы, фурановые смолы, карбамидные смолы и полиакриловые смолы, а также термопластичные смолы, такие как полиамидоимидные смолы, полиэтиленовые смолы, силиконовые смолы и полистирол.
Несмотря на то, что в качестве смазывающего порошка может быть использован любой порошок, обладающий смазывающей способностью, с точки зрения большой прикладываемой нагрузки желательно использовать порошок одного или нескольких соединений, выбранных из дисульфида молибдена, дисульфида вольфрама, графита, нитрида бора и ПТФЭ (политетрафторэтилен). Особенно предпочтительным является порошок дисульфида молибдена и/или дисульфида вольфрама, обеспечивающий существенное снижение износа и трения, либо их смесь с другим смазывающим порошком или порошками.
Смазывающий порошок предпочтительно имеет средний диаметр частиц 0,5-60 мкм. Если их размер составляет менее 0,5 мкм, то порошок проявляет тенденцию к агрегации, при этом может ухудшаться равномерное диспергирование порошка в жидкости для покрытий. В результате возникают случаи, когда желательное твердое смазывающее покрытие с равномерно диспергированным в нем смазывающим порошком не образуется, что приводит к низкой стойкости к истиранию. С другой стороны, если средний диаметр частиц смазывающего порошка превышает 60 мкм, то прочность твердого смазывающего покрытия может быть снижена до такой степени, что истирание не сможет быть предотвращено.
Отношение смазывающего порошка к смоляному связующему предпочтительно таково, что массовое отношение смазывающего порошка к связующему составляет 0,3-9,0 с точки зрения стойкости к истиранию. Если массовое отношение смазывающего порошка к связующему составляет менее 0,3, то количество смазывающего порошка в вышеописанных частицах, образующихся в результате истирания, может оказаться недостаточным и стойкость к истиранию может ухудшиться. С другой стороны, если массовое отношение превышает 9,0, то твердое смазывающее покрытие может оказаться недостаточно прочным, неспособным выдерживать большое давление и имеющим пониженный уровень сцепления с поверхностью субстрата, тем самым вызывая ухудшение стойкости к истиранию и газонепроницаемости. Массовое отношение смазывающего порошка к связующему предпочтительно составляет 0,5-9,0 с точки зрения стойкости к истиранию, более предпочтительно 1,0-8,5, с учетом обеспечения адгезии.
Растворитель, применяемый для получения жидкости для покрытий, может представлять собой какой-либо один растворитель или составной растворитель, выбранный из различных низкокипящих растворителей, включая углеводороды (к примеру, толуол) и спирты (к примеру, изопропиловый спирт). Растворитель предпочтительно имеет температуру кипения 150°С и ниже.
Помимо растворителя, смолы и смазывающего порошка, жидкость для покрытий, используемая для получения твердого смазывающего покрытия, может содержать дополнительный ингредиент или ингредиенты. Например, может быть добавлен один или несколько порошков, выбранных из цинкового порошка, хромового пигмента и окиси алюминия. Кроме того, может присутствовать краситель, для того чтобы получаемое покрытие из твердого смазывающего вещества было цветным. При необходимости жидкость для покрытий может содержать одну или несколько добавок, диспергирующий агент, противопенный агент и загуститель.
В соответствии с одним из вариантов осуществления настоящего изобретения экранирующие ультрафиолетовое излучение мелкие частицы добавляют к жидкости для покрытий для получения твердого смазывающего покрытия, включающего смазывающий порошок, смолу и экранирующие ультрафиолетовое излучение мелкие частицы. Таким образом, появляется возможность существенно улучшить антикоррозийные свойства твердого смазывающего покрытия, сохраняя его стойкость к истиранию и газонепроницаемость, при этом контактная поверхность резьбовой поверхности защищена от коррозии, вызываемой старением нанесенного на него твердого смазывающего покрытия, что также позволяет предотвратить истирание и снижение газонепроницаемости по причине коррозии. В результате, даже при хранении резьбового соединения с нанесенным на него твердым смазывающим покрытием под открытым небом в течение длительного периода времени, такое покрытие помогает избежать существенного ухудшения его свойств, при этом его надежность как продукта существенно улучшается.
К композициям для покрытий иногда добавляют органический агент, поглощающий ультрафиолетовое излучение (к примеру, бензотриазол или его производные) с целью улучшения их погодостойкости. В настоящем изобретении такой органический агент, поглощающий ультрафиолетовое излучение, не является эффективным.
Экранирующие ультрафиолетовое излучение мелкие частицы, применяемые в настоящем изобретении, не имеют ограничений, если только они представляют собой мелкие частицы, имеющие высокий показатель поглощения и преломления в ультрафиолетовом диапазоне (длина волны 300-400 нм). Примеры материалов для таких мелких частиц включают оксид титана, оксид цинка, оксид железа, сульфат бария, двуокись кремния, смешанные частицы из циркония и полиамида, а также синтетическую слюду, в которую включено железо.
По причине меньшего побочного действия на стойкость к истиранию предпочтительными являются оксид титана, оксид цинка, оксид железа, сульфат бария и двуокись кремния. Более предпочтительными являются оксид титана, оксид цинка и оксид железа, обеспечивающие равномерное диспергирование мелких частиц в покрытии.
В качестве экранирующих ультрафиолетовое излучение мелких частиц предпочтительно применять так называемые сверхмелкие частицы, имеющие средний диаметр 0,01-0,1 мкм, с точки зрения баланса между свойствами по экранированию ультрафиолетового излучения или старения со временем твердого смазывающего покрытия и его стойкостью к истиранию, несмотря на то, что могут быть использованы и большие частицы, имеющие средний диаметр порядка 2 мкм. Если экранирующие ультрафиолетовое излучение мелкие частицы имеют средний диаметр менее 0,01 мкм, то они проявляют сильную тенденцию к агрегированию и могут быть неравномерно распределены в твердом смазывающем покрытии, при этом сопротивление покрытия старению может оказаться недостаточным. Экранирующие ультрафиолетовое излучение мелкие частицы, имеющие средний диаметр более 0,1 мкм, способны ингибировать предотвращающие истирание свойства смазывающего порошка, тем самым снижая стойкость к истиранию твердого смазывающего покрытия.
Содержание экранирующих ультрафиолетовое излучение мелких частиц в твердом смазывающем покрытии предпочтительно таково, чтобы массовое отношение частиц к 100 долям связующего составляло 0,1-50, более предпочтительно 1-30. Если количество экранирующих ультрафиолетовое излучение мелких частиц составляет менее 0,1 доли на 100 долей смолы, то действие по экранированию ультрафиолетового излучения может оказаться недостаточным, следовательно, старение твердого смазывающего покрытия не будет предотвращено, тем самым не позволяя сохранить антикоррозийные свойства, газонепроницаемость и стойкость к истиранию во время многократного свинчивания и развинчивания. Добавление экранирующих ультрафиолетовое излучение мелких частиц в количестве свыше 50 долей на 100 долей смолы может оказать существенное отрицательное действие на прочность, сцепление и стойкость к истиранию твердого смазывающего покрытия.
Вышеописанную жидкость для покрытий, включающую связующую смолу, смазывающий порошок и, необязательно, экранирующие ультрафиолетовое излучение мелкие частицы в растворителе, наносят на контактную поверхность (снабженный резьбой участок и свободный от резьбы участок для контакта металлов) по меньшей мере штифта или муфты. Нанесение может быть осуществлено любым подходящим способом, известным в данной области, включая нанесение покрытия кистью, окунание и распыление сжатым воздухом.
Желательно осуществлять нанесение таким образом, чтобы получать покрытие из твердого смазывающего вещества, имеющего толщину по меньшей мере 5 мкм и не более 50 мкм. Если покрытие из твердого смазывающего вещества имеет толщину менее 5 мкм, то количество содержащегося в нем смазывающего порошка может оказаться недостаточным, и действие покрытия по улучшению его смазывающей способности может быть снижено. Если толщина покрытия из твердого смазывающего вещества составляет более 50 мкм, то в некоторых случаях происходит снижение уровня газонепроницаемости по причине недостаточного уплотнения во время завинчивания либо повышение давления с целью обеспечения газонепроницаемости может способствовать быстрому истиранию или отшелушиванию твердого смазывающего покрытия.
После нанесения покрытие предпочтительно подвергают сушке нагреванием, получая покрытие, имеющее повышенную твердость. Температура нагревания предпочтительно составляет 120°С и выше, более предпочтительно от 150 до 380°С. Продолжительность нагревания может быть установлена, исходя из размера резьбового соединения для стальных труб, предпочтительно она составляет по меньшей мере 20 минут, более предпочтительно 30-60 минут.
В соответствии с другим вариантом осуществления настоящего изобретения такое нагревание для сушки нанесенного покрытия включает по меньшей мере две стадии. Таким образом, вначале осуществляют первую стадию нагревания при более низкой температуре для выпаривания достаточного количества растворителя и влаги из покрытия, при этом покрытие остается жидким. Затем осуществляют вторую стадию нагревания при температуре, превышающей температуру первой стадии нагревания, с целью дальнейшего выпаривания растворителя и влаги, получая в результате покрытие из твердого смазывающего вещества, имеющее высокую твердость и высокую износостойкость. Твердое смазывающее покрытие обладает высокой стойкостью к истиранию даже в условиях высокотемпературных нефтяных скважин. Оно также обладает прекрасными свойствами по предотвращению коррозии.
В частности, нанесенное покрытие подвергают сушке путем многоступенчатого нагревания, включающего по меньшей мере нагревание на первой стадии при температуре от 0 до 150°С и нагревание на второй стадии при температуре выше 150 и до 380°С. Продолжительность нагревания (период удержания температуры) для каждой стадии нагревания может быть установлена в зависимости от размера резьбового соединения для стальных труб, предпочтительно она составляет по меньшей мере 20 минут, более предпочтительно 30-60 минут.
Нагревание на первой стадии, осуществляемое при температуре ниже 70°С, недостаточно эффективно для выпаривания растворителя и влаги из нанесенного покрытия. Если его осуществляют при температуре выше 150°С, то нанесенное покрытие затвердевает с остающимися в нем растворителем и влагой, что приводит к недостаточной твердости покрытия. Что касается температуры второй стадии нагревания, если она составляет 150°С и ниже, то полное удаление растворителя и влаги из покрытия становится затруднительным, а если она превышает 380°С, то соответствующая твердость не может быть получена с учетом теплостойкости самого твердого смазывающего покрытия. Температурный интервал для первой стадии нагревания предпочтительно составляет 80-140°С с точки зрения легкости выпаривания растворителя и влаги, а для второй стадии нагревания - предпочтительно 180 и 350°С с учетом твердости покрытия.
Фигуры 3а и 3b показывают примеры температурных профилей (модели нагревания) двухступенчатого нагревания, включающего нагревание на первой и второй стадиях. Как показано на фигуре 3а, после первой стадии нагревания может следовать охлаждение до начала второй стадии нагревания, либо, как показано на фигуре 3b, первая и вторая стадии нагревания могут быть осуществлены последовательно.
Более того, сами нагревания первой и/или второй стадий могут быть осуществлены в виде многоступенчатого нагревания таким образом, чтобы все нагревание целиком осуществлялось при температурах трех и более стадий. Однако с финансовой точки зрения предпочтительным является нагревание, включающее первую и вторую стадии.
Помимо того, отсутствует необходимость нагревания на первой и второй стадиях, особенно на первой стадии, с поддержанием постоянной температуры, как показано на фигурах, а нагревание может быть осуществлено при медленном подъеме температуры. В последнем случае, если период времени, необходимый для подъема температуры на первой стадии нагревания от 70 до 150°С, составляет 20 минут и более, то такое нагревание считается нагреванием первой стадии в соответствии с настоящим изобретением. В известных способах при нагревании нанесенного покрытия при температуре от 150 до 300°С, например, период времени, необходимый для подъема температуры от 70 до 150°С, обычно составляет максимум 5 минут, что является явным отличием от настоящего изобретения.
Перед нанесением жидкости для покрытий желательно подвергнуть контактную поверхность, на которую необходимо нанести покрытие, нагреванию (т.е. предварительному нагреванию) при температуре от 50 до 200°С с целью повышения сцепления получаемого покрытия из твердого смазывающего вещества. Предварительное нагревание при температуре ниже 50°С обеспечивает несущественное улучшение сцепления. Если температура предварительного нагревания превышает 200°С, то вязкость наносимой жидкости для покрытий (наносимого покрытия) снижается, тем самым затрудняя получение покрытия из твердого смазывающего вещества достаточной толщины, и фактически сцепление покрытия ухудшается. Продолжительность предварительного нагревания может быть установлена в соответствии с размером резьбового соединения для стальных труб, предпочтительно поддержание температуры покрывающей поверхности в вышеуказанных пределах на протяжении всего процесса нанесения покрытия. Однако некоторый эффект улучшения сцепления может быть достигнут, даже если температура непосредственно перед началом нанесения покрытия находится в вышеуказанном интервале без последующего ее удержания во время нанесения покрытия.
Как предварительное нагревание, так и нагревание после нанесения покрытия может быть осуществлено обычным известным способом, таким как нагревание в печи или нагревание горячим воздухом. Эффективным и экономичным способом нагревания втулки является ее нагревание в печи с целью поддержания заданной температуры поверхности. Штифт может быть нагрет путем размещения в нагревающей печи только снабженного резьбой конечного участка либо путем нагревания горячим воздухом с целью поддержания заданной температуры поверхности. Поскольку при осуществлении вышеуказанного многоступенчатого нагревания необходимо контролировать температуру в определенных пределах, то нагревание предпочтительно осуществляют в печах. Атмосферные данные в печи не ограничены, при этом достаточно применения атмосферного воздуха.
В результате сушки нанесенного покрытия путем вышеуказанного многоступенчатого нагревания может быть получено хорошо затвердевшее твердое смазывающее покрытие. Получаемое твердое смазывающее покрытие имеет величину твердости в пределах 70-140, выражаемую в виде твердости по шкале Роквелла М, приведенную в японском промышленном стандарте R7202 (в дальнейшем называемую просто твердость по Роквеллу М). Покрытие, имеющее твердость по Роквеллу М ниже 70, может вызвать резкое повышение величины износа при воздействии скользящего трения, возникающего во время повторного свинчивания и развинчивания резьбового соединения, что приводит к снижению стойкости к истиранию. Если указанная твердость покрытия превышает 140, то износ слишком невелик для обеспечения контактной поверхности образуемыми в результате истирания частицами в количестве, достаточном для предотвращения истирания поверхности. С учетом стойкости к истиранию твердость покрытия по Роквеллу М более предпочтительно составляет 90-140.
Покрытие из твердого смазывающего вещества, содержащее дисульфид молибдена и/или дисульфид вольфрама в качестве смазывающего порошка и высушенное с применением известного способа одноступенчатой сушки, имеет твердость по Роквеллу М порядка 50. В соответствии с настоящим изобретением резьбовое соединение для стальных труб, имеющее твердое смазывающее покрытие, содержащее дисульфид молибдена и/или дисульфид вольфрама в качестве смазывающего порошка, может иметь более высокую твердость покрытия, т.е. в интервале 70-140 единиц твердости по Роквеллу М.
Желательно, чтобы твердое смазывающее покрытие, полученное на резьбовом соединении для стальных труб, имело хорошее сцепление. Это обусловлено тем, что при большой нагрузке во время свинчивания и развинчивания соединения покрытие подвергают напряжению сдвига, и если сила сцепления невелика, то покрытие перестает отшелушиваться и не предотвращает истирание в достаточной степени.
Существуют различные способы оценки сцепления покрытия. Простым и хорошо известным способом является так называемый тест на разрушение сетки (шелушение клейкой ленты). Однако данный способ не может быть использован для испытания твердого смазывающего покрытия резьбового соединения, поскольку нужная для него сила сцепления намного превышает уровень, измеряемый тестом на разрушение сетки.
Авторы данного изобретения установили, что сила сцепления (стойкость к отслаиванию) твердого смазывающего покрытия, наносимого на резьбовое соединение, может быть количественно определена по прочности сцепления, измеряемой способом системы для анализа поверхностных и межповерхностных повреждений, подробно описанным в журнале на японском языке "Toso Gijutsu (Coating Technique)", April 1995, pp. 123-152, и что если указанная прочность сцепления твердого смазывающего покрытия составляет по меньшей мере определенную величину, то покрытие во время свинчивания и развинчивания не отшелушивается, даже если оно имеет высокую твердость.
В соответствии со способом указанной системы острое режущее лезвие под усилием направляют поперек поверхности покрытия, в то время как подложка, с которой сцеплено покрытие, двигают в горизонтальном направлении, тем самым разрезая покрытие по косой от его поверхности до границы с подложкой. После того как лезвие достигнет границы, усилие изменяют таким образом, чтобы режущее лезвие двигалось горизонтально вдоль границы. Прочность сцепления покрытия может быть рассчитана как сила отслаивания на ее ширину (ширина режущего лезвия) (Н/м), необходимая для отшелушивания покрытия в то время, когда лезвие движется вдоль границы. Измеряющее устройство для указанного способа предлагается на рынке Daipla-Wintes под торговым названием SAICAS.
В соответствии с предпочтительным вариантом осуществления настоящего изобретения твердое смазывающее покрытие, получаемое на контактной поверхности резьбового соединения в качестве субстрата, имеет прочность сцепления по меньшей мере 500 Н/м, измеряемую указанным способом. Если прочность сцепления покрытия с субстратом ниже 500 Н/м, то покрытие может не обладать достаточной прочностью к истиранию.
Твердое смазывающее покрытие, высушенное многоступенчатым нагреванием в соответствии с вышеописанным вариантом осуществления настоящего изобретения, проявляет тенденцию к улучшению прочности сцепления по сравнению с подобным покрытием, высушенным известным способом. При необходимости прочность сцепления может быть дополнительно улучшена в результате осуществления вышеописанного огрубления поверхности и/или предварительного нагревания субстрата.
Несмотря на то что твердое смазывающее покрытие может быть нанесено на контактную поверхность как штифта, так и муфты, цели настоящего изобретения могут быть достигнуты в результате нанесения покрытия только на один из указанных элементов, что является целесообразным с точки зрения стоимости. В тех случаях, когда твердое смазывающее покрытие наносят на контактную поверхность муфты, его получают сравнительно легким и более быстрым способом. Другой элемент соединения (предпочтительно муфта), на которую не наносят твердое смазывающее покрытие, может оставаться без него. В частности, когда штифт и муфту временно соединяют перед отгрузкой, как показано на фигуре 1, то другой элемент соединения, к примеру, штифт, может быть защищен от коррозии, даже если его контактная поверхность не имеет покрытия (к примеру, даже если она как бы обработана механическим способом), поскольку контактная поверхность штифта входит в тесный контакт с покрытием, полученным на контактной поверхности муфты в результате временного свинчивания. Твердое смазывающее покрытие может быть нанесено всего лишь на часть контактной поверхности, особенно только на металлическом контактном участке.
Однако если муфта соединена со штифтом стальной трубы на одном конце трубы, как показано на фигуре 1, то другой штифт стальной трубы, расположенный на противоположном ее конце, и не соединенная половина муфты подвергаются атмосферному воздействию. Указанные контактные поверхности штифта и муфты могут быть подвергнуты подходящей поверхностной обработке для предотвращения коррозии со смазкой или без нее и/или могут быть защищены каким-либо подходящим защитным устройством. Такой поверхностной обработке может быть подвергнута контактная поверхность вышеупомянутого другого элемента соединения.
Резьбовое соединение для стальных труб в соответствии с настоящим изобретением может быть свинчено без нанесения составной смазки, однако на твердое смазывающее покрытие или контактную поверхность соединяемого парного элемента при желании может быть нанесено масло. В последнем случае вид применяемого масла не ограничен: может быть использовано любое минеральное масло, синтетическое сложноэфирное масло и животное или растительное масло. Масло может включать различные добавки, такие как вещество для предотвращения коррозии и противозаедания присадка, обычно добавляемые к смазочным маслам. Если такая добавка является жидкой, то она может быть использована отдельно в качестве наносимого масла.
Применимые вещества для предотвращения коррозии включают основные сульфонаты металлов, основные фенаты металлов, основные карбоксилаты металлов и т.п. В качестве противозаедания присадки могут быть использованы известные вещества, такие как соединения, содержащие серу, фосфор или хлор и металлоорганические соли. Кроме того, к маслу могут быть добавлены другие присадки, такие как антиоксидант, вещество, подавляющее порообразование, и вещество, повышающее индекс вязкости.
Настоящее изобретение предусматривает резьбовое соединение для стальных труб, имеющее на своей контактной поверхности твердое смазывающее покрытие, при этом указанное покрытие имеет повышенную стойкость к истиранию, газонепроницаемость, износостойкость и свойства, предотвращающие коррозию. В результате резьбовое соединение может быть защищено от истирания во время повторного свинчивания и развинчивания без нанесения смешанной смазки. Такое действие сохраняется в тех случаях, когда соединение применяют при ручном бурении скважин с сырой нефтью при высокой температуре, таких как высокотемпературная глубокая нефтяная скважина или нефтяная скважина с вдуваемым паром, либо когда резьбовое соединение хранят на открытом воздухе в течение длительного периода времени до его использования на месте буровой установки.
Примеры
Настоящее изобретение описано более подробно в следующих примерах. Приведенные примеры служат только для иллюстрации, а не для ограничения настоящего изобретения. В дальнейшем описании контактная поверхность штифта обозначена как поверхность штифта, а контактная поверхность муфты обозначена как поверхность втулки.
Примеры 1-7 и сравнительные примеры 1-4
Поверхность штифта и поверхность муфты резьбового соединения для стальных труб [наружный диаметр: 7 дюймов (178 мм), толщина стенки: 0,408 дюймов (10,4 мм)], изготовленных из углеродистой стали А, Cr-Мо стали В, 13%-Cr стали С и высоколегированной стали D, каждая из которых имеет состав, указанный в таблице 1 (более всего истиранию поддается сталь D, а менее всего - последовательно С, В и А), подвергают одной из сложных поверхностных обработок (предварительная обработка поверхности и, необязательно, получение твердого смазывающего покрытия), описанных в таблице 2 под № 1-5 и далее в каждом примере. В таблице 2 указана шероховатость поверхности в Rmax (R) предварительно обработанной поверхности и толщина (t) первичного слоя покрытия (покрытие, нанесенное в результате предварительной обработки), а также толщина смазывающего покрытия (t) и массовое отношение смазывающего порошка к смоле (связующее)(М). В данных примерах предварительной обработке подвергают контактную поверхность как штифта, так и муфты, но твердое смазывающее покрытие наносят только на поверхность штифта или на поверхность муфты. На поверхность штифта или на поверхность муфты, на которую не было нанесено твердое смазывающее покрытие, наносят коммерчески доступное, обычное масло от ржавчины, не содержащее порошка твердых металлов, с целью предотвращения коррозии поверхности. Тест на свинчивание и развинчивание осуществляют, не удаляя масло от ржавчины.
Жидкость для покрытия, применяемая для получения твердого смазывающего покрытия, представляет собой дисперсию, в которой диспергирован смазывающий порошок, в растворе смолы, растворенной в растворителе. Применяемый растворитель представляет собой смешанный растворитель из этанола/толуола (50/50) для полиамидоимидной смолы, N-метил-2-пирролидон/ксилол (65/35) для фенолоальдегидной смолы и тетрагидрофуран/циклогексан (50/50) для эпоксидной смолы. Как предварительное нагревание субстрата перед нанесением жидкости для покрытий, так и нагревание для сушки после ее нанесения осуществляют в атмосфере воздуха с применением нагревающей печи. В таблице 3 указан номер вида поверхностной обработки (в таблице 2), температура предварительного нагревания субстрата (температура субстрата перед нанесением жидкости для покрытий) и условия нагревания для сушки покрытия после нанесения жидкости (температура Х - продолжительность первой и второй стадий нагревания).
Такие же действия по предварительному нагреванию и получению твердого смазывающего слоя, как и описанные в таблице 2, осуществляют отдельно на стальной пластинке (10 мм × 50 мм × 2 мм толщиной), имеющей такой же состав, как и стальная труба, применяемая в качестве субстрата. Таким образом, осуществляемая предварительная обработка такая же, как и предварительная обработка контактной поверхности элемента, на который было нанесено твердое смазывающее покрытие (т.е. втулка для №1-4 и штифт для №5 в таблице 2). Измеряют прочность сцепления и твердость полученного твердого смазывающего покрытия. Прочность сцепления покрытия измеряют, применяя измеряющее устройство SAICAS BN-1, выпускаемое Daipla-Wintes. Твердость покрытия измеряют по шкале Роквелла М в соответствии с японским промышленным стандартом К7202. Результаты измерений также приведены в таблице 3.
Проводят испытание с использованием резьбового соединения, подвергнутого вышеописанной поверхностной обработке, повторяя его свинчивание и развинчивание до 20 раз способом, описанным в таблице 4, одновременно проверяя возникновение заедания или истирания. Таким образом, как показано в таблице 4, свинчивание и развинчивание осуществляют при комнатной температуре с первого по четвертый, с шестого по четырнадцатый и с шестнадцатого по двадцатый раз, а для пятого и пятнадцатого раза после свинчивания резьбовое соединение подвергают нагреванию в течение 24 часов при 350°С, а затем охлаждают перед развинчиванием при комнатной температуре. Условия свинчивания и развинчивания соответствуют условиям применения теплостойкого резьбового соединения. Скорость свинчивания составляет 10 об/мин, а крутящий момент развинчивания - 10340 фунт-сила·фут. Результаты возникновения заедания или истирания представлены в таблице 5.




Пример 1
Резьбовое соединение, изготовленное из углеродистой стали типа А, представленной в таблице 1, подвергают следующей поверхностной обработке.
Поверхность муфты обдувают песком #60 таким образом, чтобы получить шероховатость поверхности 31 мкм. Затем муфту предварительно нагревают до 60°С и на ее контактную поверхность наносят твердое смазывающее покрытие толщиной 30 мкм из полиамидоимидной смолы, содержащей смазывающий порошок из дисульфида молибдена. Твердое смазывающее покрытие содержит дисульфид молибдена при массовом отношении дисульфида молибдена к полиамидоимидной смоле 4:1. Сушку нанесенного покрытия осуществляют путем первой стадии нагревания в течение 30 минут при 100°С и после охлаждения до температуры окружающей среды - второй стадии нагревания в течение 30 минут при 260°С.
Поверхность штифта подвергают только механическому шлифованию (шероховатость поверхности: 3 мкм).
Следующие примеры не включают данные, представленные в таблице 2.
Пример 2
Повторяют методику примера 1, за исключением того, что температура, при которой муфту подвергают предварительному нагреванию до нанесения покрытия, составляет не 60, а 100°С, и условия нагревания после нанесения покрытия изменяют таким образом, что за первой стадией нагревания в течение 30 минут при 100°С непосредственно следует вторая стадия нагревания в течение 30 минут при 260°С без охлаждения.
Пример 3
Резьбовое соединение, изготовленное из Cr-Мо стали типа В, представленной в таблице 1, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, нанося не нее покрытие из фосфата марганца путем химического превращения. Затем муфту предварительно нагревают до 130°С и на ее поверхность наносят твердое смазывающее покрытие из эпоксидной смолы, содержащей смазывающий порошок из дисульфида молибдена и графита (массовое соотношение=9:11). Сушку нанесенного покрытия осуществляют путем первой стадии нагревания в течение 30 минут при 100°С и после охлаждения до температуры окружающей среды - второй стадии нагревания в течение 30 минут при 230°С.
Поверхность штифта подвергают только механическому шлифованию.
Пример 4
Повторяют методику примера 3, за исключением того, что температура первой стадии нагревания после нанесения покрытия составляет не 100°С, как в примере 3, а 70°С.
Пример 5
Резьбовое соединение, изготовленное из 13%-Cr стали типа С, описанной в таблице 1, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительному нагреванию, нанося не нее медное покрытие гальваническим способом. Затем муфту предварительно нагревают до 180°С и на ее поверхность наносят твердое смазывающее покрытие из фенолоальдегидной смолы, содержащей смазывающий порошок из дисульфида вольфрама. Сушку нанесенного покрытия осуществляют путем первой стадии нагревания в течение 20 минут при 80°С и после охлаждения до температуры окружающей среды - второй стадии нагревания в течение 60 минут при 170°С.
Поверхность штифта подвергают только механическому шлифованию.
Пример 6
Резьбовое соединение, изготовленное из высоколегированной стали типа D, описанной в таблице 1, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, нанося на нее покрытие дутьем для получения покрытия из сплава цинк-железо. Затем муфту предварительно нагревают до 100°С и на ее поверхность наносят твердое смазывающее покрытие из полиамидоимидной смолы, содержащее смазывающий порошок из дисульфида молибдена. Сушку нанесенного покрытия осуществляют путем первой стадии нагревания в течение 30 минут при 80°С и после охлаждения до температуры окружающей среды - второй стадии нагревания в течение 40 минут при 170°С.
Поверхность штифта подвергают только механическому шлифованию.
Пример 7
Резьбовое соединение, изготовленное из углеродистой стали типа А, описанной в таблице 1, подвергают следующей поверхностной обработке.
Поверхность муфты подвергают только предварительной обработке, которую осуществляют путем механического шлифования, а затем наносят на нее покрытие из фосфата марганца путем химического превращения.
После механического шлифования поверхность муфты подвергают предварительной обработке, нанося на нее покрытие из фосфата цинка путем химического превращения. Затем в нагревательную печь помещают только часть штифта, предварительно нагревают ее до 100°С, и на поверхность штифта наносят твердое смазывающее покрытие из полиамидоимидной смолы, содержащее смазывающий порошок из дисульфида молибдена. Сушку нанесенного покрытия осуществляют путем первой стадии нагревания в течение 20 минут при 140°С и после охлаждения до температуры окружающей среды - второй стадии нагревания в течение 30 минут при 280°С, при этом во время нагревания в нагревательной печи находится только часть штифта.
Как следует из таблицы 3, твердые смазывающие покрытия, получаемые в примерах 1-7, отверждают, при этом они имеют твердость по Роквеллу М по меньшей мере 80. Они также имеют удовлетворительную прочность сцепления по меньшей мере 2500 Н/м, измеряемую способом системы для анализа поверхностных и межповерхностных повреждений. Сравнение примеров 1 и 2 показывает, что более высокая температура предварительного нагревания в примере 2 приводит к небольшому снижению твердости покрытия, но к улучшению прочности сцепления. Сравнение примеров 3 и 4 показывает, что более высокая температура первой стадии нагревания в примере 3 приводит к более высокому значению как твердости покрытия, так и прочности сцепления, благодаря более высокой степени сушки покрытия.
Таблица 5 показывает, что в некоторых резьбовых соединениях из примеров 1-7 происходит небольшое заедание в 15-м и последующих разах теста на повторное свинчивание и развинчивание, воссоздающего условия высокотемпературной нефтяной скважины, но даже в таких случаях свинчивание и развинчивание могут быть повторены 20 раз после поверхностной зачистки во всех примерах, при этом не возникает никаких проблем с газонепроницаемостью. Возникновение небольшого заедания в примерах 5 и 6 вызвано качеством стального материала резьбового соединения, подверженного заеданию и истиранию. Если бы на резьбовое соединение из стали типа А или В было нанесено такое же твердое смазывающее покрытие, как и в примерах 5 и 6, вероятно, заедания бы не произошло. Поскольку в примере 4 температура первой стадии нагревания ниже, чем указанная выше температура, то получаемое покрытие имеет немного более низкую твердость, что вызывает небольшое заедание в 17-й и последующие разы.
Сравнительный пример 1
Резьбовое соединение, изготовленное из углеродистой стали типа А, описанной в таблице 1, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, нанося на нее покрытие из фосфата марганца путем химического превращения. Затем муфту предварительно нагревают до 175°С и на ее поверхность наносят твердое смазывающее покрытие из эпоксидной смолы, содержащей смазывающий порошок из дисульфида молибдена и графита (массовое соотношение=9:1). Сушку нанесенного покрытия осуществляют путем одноступенчатого нагревания в течение 50 минут при 150°С.
Поверхность штифта подвергают только механическому шлифованию.
Как следует из таблицы 5, в первой операции теста на свинчивание и развинчивание происходит небольшое заедание. Свинчивание и развинчивание во второй раз осуществляют после зачистки поверхности, но истирание (сильное заедание) происходит до такой степени, что развинчивание становится невозможным, поэтому тест прекращают.
Данный пример соответствует случаю, в котором для сушки в настоящем изобретении осуществляют нагревание только первой стадии. В данном случае, несмотря на некоторое выпаривание из покрытия растворителя и влаги, выпаривание не закончено, поскольку не была осуществлена вторая стадия нагревания, и полученное покрытие имеет низкую твердость. Кроме того, несмотря на предварительное нагревание, прочность сцепления также недостаточна. Таким образом, недостаточная твердость и прочность сцепления твердого смазывающего покрытия, по всей видимости, вызывают преждевременное заедания.
Сравнительный пример 2
Методику примера 1 повторяют, за исключением того, что температуру предварительного нагревания поднимают до 180°С, а после нанесения покрытия осуществляют одну стадию нагревания в течение 50 минут при 240°С.
Как следует из таблицы 5, в пятой операции теста на свинчивание и развинчивание происходит небольшое заедание. Свинчивание и развинчивание в шестой раз осуществляют после зачистки поверхности, но истирание происходит в шестой раз, поэтому тест прекращают.
Данный пример иллюстрирует известный способ нагревания и соответствует случаю, в котором в настоящем изобретении осуществляют нагревание только второй стадии. В данном случае, ввиду отсутствия нагревания первой стадии при низкой температуре, влажное покрытие быстро затвердевает, при этом растворитель и влага остаются в нем, тем самым вызывая сильные колебания твердости и прочности сцепления получаемого твердого смазывающего покрытия. В результате можно предположить возникновение легкого истирания.
Сравнительный пример 3
Методику сравнительного примера 1 повторяют, за исключением того, что температуру предварительного нагревания снижают до 130°С, а после нанесения покрытия осуществляют первую стадию нагревания в течение 30 минут при 50°С и после охлаждения до температуры окружающей среды - вторую стадию нагревания в течение 30 минут при 230°С.
Как следует из таблицы 5, в седьмой операции теста на свинчивание и развинчивание происходит небольшое заедание. Свинчивание и развинчивание в шестой раз осуществляют после обработки поверхности, но истирание происходит в девятый раз, поэтому тест прекращают. Поскольку температура в первой стадии нагревания слишком низка, то, вероятно, выпаривание растворителя и влаги из затвердевающего покрытия оказалось недостаточным и, как и в сравнительном примере 2, соответствующем известному способу нагревания, твердость и прочность сцепления получаемого твердого смазывающего покрытия местами колеблется, тем самым вызывая истирание.
Сравнительный пример 4
Методику примера 1 повторяют, за исключением того, что предварительно обработанную муфту не подвергают предварительному нагреванию и после нанесения покрытия осуществляют первую стадию нагревания в течение 20 минут при 100°С, а после охлаждения до температуры окружающей среды - вторую стадию нагревания в течение 30 минут при 410°С.
Как следует из таблицы 5, в первой операции теста на закрепление и ослабление происходит небольшое заедание. Свинчивание и развинчивание во второй раз осуществляют после зачистки поверхности, но истирание происходит до такой степени, что развинчивание становится невозможным, поэтому тест прекращают.
Такой результат, вероятно, вызван температурой второй стадии нагревания, которая слишком высока, поэтому выпаривание растворителя и влаги из твердого смазывающего покрытия оказывается недостаточным, а само твердое смазывающее покрытие становится мягким и быстро отшелушивается во время закрепления во время первой операции.
Примеры 8-18 и сравнительные примеры 5-6
Поверхность штифта и поверхность муфты резьбового соединения для стальных труб [наружный диаметр: 7 дюймов (178 мм), толщина стенки: 0,408 дюймов (10,4 мм)], изготовленных из материала, выбранного из углеродистой стали А, Cr-Мо стали В, 13%-Cr стали С и высоколегированной стали D, каждый из которых имеет состав, указанный в таблице 1, подвергают одной из сложных поверхностных обработок (предварительная обработка поверхности и получение твердого смазывающего покрытия), описанных в таблице 6. Подробности поверхностной обработки для каждого примера описаны ниже.
Как описано далее, в данных примерах и сравнительных примерах твердый смазывающий слой наносят только на поверхность муфты, в то время как поверхность штифта находится в состоянии как бы после механической обработки либо на нее затем наносят только первичный слой покрытия. На поверхность штифта наносят коммерчески доступное, обычное масло от ржавчины, не содержащее порошка тяжелых металлов, с целью предотвращения коррозии поверхности. Специалисту в данной области понятно, что если бы твердое смазывающее покрытие было нанесено только на поверхность штифта, то были бы получены такие же результаты.
В таблице 6 представлены данные по предварительной обработке, т.е. указана шероховатость поверхности в Rmax (R) стали-подложки и толщина (t) первичного слоя покрытия как штифта, так и муфты, а также состав твердого смазывающего покрытия, т.е. конкретная смола (связующее), смазывающий порошок и используемые экранирующие ультрафиолетовое излучение мелкие частицы, массовое отношение смазывающего порошка к смоле (М) и массовое отношение (массовые доли) экранирующих ультрафиолетовое излучение мелких частиц на 100 долей смолы (U) в твердом смазывающем покрытии, средний диаметр экранирующих ультрафиолетовое излучение частиц (Р), а также толщина твердого смазывающего покрытия (t).
Используемый смазывающий порошок имеет следующий средний диаметр частиц:
Используя резьбовое покрытие, обработанное в соответствии с вышеприведенным описанием, в котором на предварительно обработанную поверхность муфты наносят твердое смазывающее покрытие, а на предварительно обработанную поверхность штифта наносят масло, штифт и муфту соединяют, не прикладывая затягивающих усилий (крутящий момент), и соединение подвергают испытанию на хранение под открытым небом (средняя температура: 28-33°С и средняя относительная влажность: 60-70%) в течение 3 месяцев, в то время как штифт и муфта соединены вышеуказанным способом. Через 3 месяца штифт и муфту развинчивают и муфту исследуют на растрескивание твердого смазывающего покрытия, нанесенного на ее поверхность, а также на коррозию поверхности муфты.
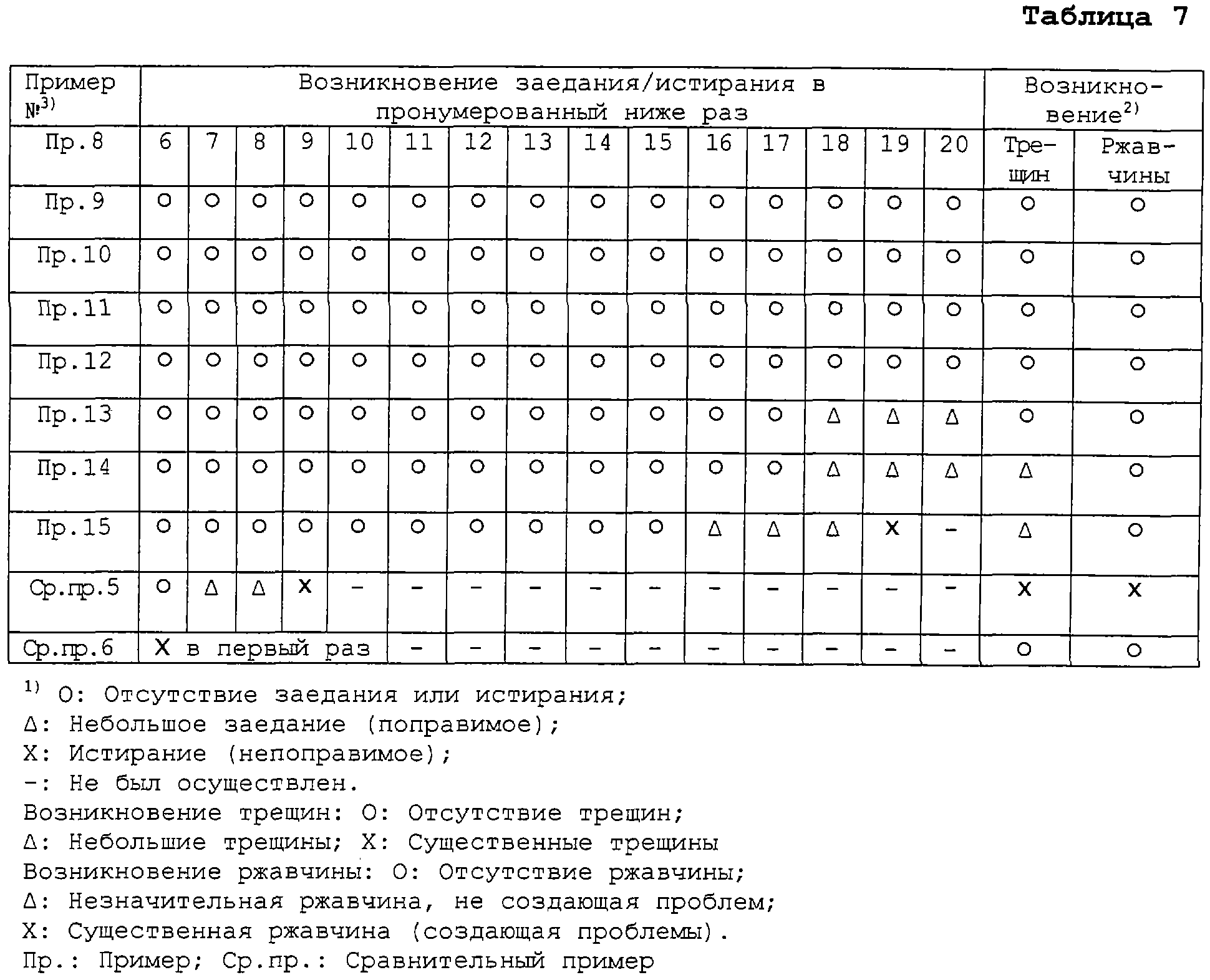
Более того, используя резьбовое соединение, которое было подвергнуто испытанию на хранение под открытым небом, свинчивание и развинчивание повторяют до 20 раз, не удаляя масло, нанесенное на поверхность штифта, проверяя возникновение заедания или истирания. Скорость свинчивания в данном тесте составляет 10 об/мин, а крутящий момент развинчивания - 10340 фунт-сила фут. В таблице 7 представлены результаты возникновения заедания или истирания (в шестой и последующие разы), а также растрескивания покрытия и коррозии контактной поверхности.


(Пример 8)
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
Поверхность муфты обдувают песком #80 таким образом, чтобы получить шероховатость поверхности 15 мкм. На поверхность муфты наносят твердое смазывающее покрытие из полиамидоимидной смолы, содержащее смазывающий порошок из дисульфида молибдена и экранирующие ультрафиолетовое излучение мелкие частицы из оксида титана, имеющие средний диаметр 0,03 мкм. Твердое смазывающее покрытие имеет толщину 28 мкм и содержит смазывающий порошок при массовом отношении 3,8 к смоле и экранирующие ультрафиолетовое излучение мелкие частицы при массовом отношении 10,2 на сто долей смолы. Нанесенное покрытие сушат нагреванием в течение 30 минут при 260°С для отверждения полученного покрытия.
Поверхность штифта находится как бы в подвергнутом механической обработке состоянии, получаемом в результате шлифования (шероховатость поверхности: 2 мкм).
Следующие примеры не включают данные, представленные в таблице 6.
Пример 9
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичный слой покрытия таким же способом, как и в примере 8, наносят твердое смазывающее покрытие из полиамидоимидной смолы, содержащее смазывающий порошок из дисульфида молибдена и экранирующие ультрафиолетовое излучение мелкие частицы из оксида цинка.
После механического шлифования поверхность штифта подвергают предварительной обработке, получая на нем покрытие из фосфата цинка путем химического превращения.
Пример 10
Резьбовое соединение, изготовленное из Cr-Мо стали, имеющей состав В, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичном слое покрытия таким же способом, как и в примере 8, за исключением того, что температура нагревания составляет 230°С, получают твердое смазывающее покрытие из эпоксидной смолы, содержащей смазывающий порошок из дисульфида вольфрама и экранирующих ультрафиолетовое излучение мелких частиц из оксида железа.
Поверхность штифта находится как бы в подвергнутом механической обработке состоянии, получаемом в результате шлифования.
Пример 11
Резьбовое соединение, изготовленное из 13%-Cr стали, имеющей состав С, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительному нагреванию, нанося не нее медное покрытие гальваническим способом. На первичном слое покрытия таким же способом, как и в примере 8, за исключением того, что температура нагревания составляет 170°С, получают твердое смазывающее покрытие из фенолоальдегидной смолы, содержащей смазывающий порошок из смеси дисульфида молибдена и графита, а также экранирующих ультрафиолетовое излучение мелких частиц из оксида титана.
Поверхность штифта находится как бы в подвергнутом механической обработке состоянии, получаемом в результате шлифования.
Пример 12
Резьбовое соединение, изготовленное из высоколегированной стали, имеющей состав D, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, нанося на нее дутьем покрытие из сплава цинк-железо. На первичном слое покрытия таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей смазывающий порошок из нитрида бора и экранирующих ультрафиолетовое излучение мелких частиц из оксида цинка.
После механического шлифования поверхность штифта подвергают предварительной обработке, нанося на нее дутьем покрытие из сплава цинк-железо.
Пример 13
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После предварительной обработки поверхности муфты механическим шлифованием таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей смазывающий порошок из смеси дисульфида молибдена и ПТФЭ, а также из экранирующих ультрафиолетовое излучение мелких частиц из оксида титана.
После механического шлифования поверхность штифта подвергают предварительной обработке, получая на ней покрытие из фосфата путем химического превращения.
Пример 14
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичном слое покрытия таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей смазывающий порошок из дисульфида молибдена и экранирующие ультрафиолетовое излучение мелкие частицы из смеси оксида титана и оксида цинка.
После механического шлифования поверхность штифта подвергают предварительной обработке, получая на ней покрытие из фосфата цинка путем химического превращения.
Пример 15
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичном слое покрытия таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей смазывающий порошок из дисульфида молибдена и экранирующие ультрафиолетовое излучение мелкие частицы из сульфата бария.
После механического шлифования поверхность штифта подвергают предварительной обработке, получая на ней покрытие из фосфата цинка путем химического превращения.
Как следует из таблицы 1, в результате теста на хранение под открытым небом на твердом смазывающем покрытии наблюдаются небольшие трещины, образовавшиеся на поверхности муфты в примерах 14 и 15. Однако во всех примерах 8-15 включительно коррозии не наблюдается. Соответственно, может быть сделан вывод о том, что антикоррозийные свойства твердого смазывающего покрытия могут быть обеспечены добавлением экранирующих ультрафиолетовое излучение мелких частиц.
В тесте на свинчивание и развинчивание в примерах 8-12 истирания не наблюдается после повторения свинчивания и развинчивания 20 раз и постоянного поддержания газонепроницаемости. В примерах 13 и 14, в которых количество экранирующих ультрафиолетовое излучение мелких частиц больше или меньше, небольшое заедание происходит в 18-й и последующие разы, однако свинчивание и развинчивание могут быть продолжены до 20 раз после зачистки поверхности. В примере 15 небольшое заедание происходит на 16-й раз, а закрепление и ослабление могут быть продолжены до 18 раз. Однако в 19-й раз начинается истирание, и тест прекращают. Это, вероятно, происходит по причине того, что экранирующие ультрафиолетовое излучение мелкие частицы состоят из сульфата бария, имеющего сравнительно слабое действие по экранированию ультрафиолетового излучения, при этом средний диаметр частиц относительно велик (1 мкм). Однако, тем не менее, способность к истиранию в данном примере выше по сравнению с результатом, полученным в приведенном ниже сравнительном примере 5.
Сравнительный пример 5
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичном слое покрытия таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей смазывающий порошок из дисульфида молибдена и не содержащей экранирующие ультрафиолетовое излучение мелкие частицы.
Поверхность штифта находится как бы в подвергнутом механической обработке состоянии, получаемом в результате шлифования.
Как следует из таблицы 7, в результате теста на хранение под открытым небом на твердом смазывающем покрытии, полученном на поверхности муфты, возникают сильные трещины. Поскольку трещины достигают субстрата, на поверхности заметна ржавчина. В результате теста на свинчивание и развинчивание небольшое заедание происходит на 7-й и последующие разы. Свинчивание и развинчивание могут быть продолжены до 8-го раза после зачистки поверхности, но в 9-й раз происходит истирание, поэтому тест прекращают.
Сравнительный пример 6
Резьбовое соединение, изготовленное из углеродистой стали, имеющей состав А, подвергают следующей поверхностной обработке.
После механического шлифования поверхность муфты подвергают предварительной обработке, получая на ней покрытие из фосфата марганца путем химического превращения. На первичном слое покрытия таким же способом, как и в примере 8, получают твердое смазывающее покрытие из полиамидоимидной смолы, содержащей экранирующие ультрафиолетовое излучение мелкие частицы из оксида титана.
Поверхность штифта находится как бы в подвергнутом механической обработке состоянии, получаемом в результате шлифования.
Как следует из таблицы 7, в результате теста на хранение под открытым небом на твердом смазывающем покрытии, полученном на поверхности муфты, трещин не наблюдается. Ржавчины также не наблюдается. Однако в тесте на свинчивание и развинчивание истирание происходит на 1-й раз, поэтому тест прекращают. По всей вероятности, недостаточная стойкость к истиранию возникает из-за отсутствия смазывающего порошка.
Реферат
Изобретение относится к резьбовым соединениям для стальных труб. Резьбовое соединение для стальных труб включает штифт и муфту, имеющие контактную поверхность, включающую снабженный резьбой участок и металлический контактный участок без резьбы и способную предотвращать истирание в результате операций по повторному свинчиванию и развинчиванию без нанесения на нее смешанной смазки. При этом твердую смазывающую пленку, включающую смазывающий порошок, такой как дисульфид молибдена и смоляное связующее, образуют на контактной поверхности по меньшей мере только штифта и муфты, подвергая пленку первичному нагреванию при температуре от 70 до 150° С и вторичному нагреванию при температуре от превышающей 150 до 380°С. Твердая смазывающая пленка имеет высокую стойкость к истиранию и воздухонепроницаемость даже в высокотемпературных условиях скважин. При включении в твердую смазывающую пленку защищающих от ультрафиолетового излучения частиц, таких как оксид титана, антикоррозийность резьбового соединения повышается. Описаны несколько вариантов соединения. Изобретение повышает надежность резьбовых соединений. 4 н. и 16 з.п. ф-лы, 7 табл., 3 ил.

Комментарии