Нож для машины, предназначенной для резки листового материала, и способ заточки ножа - RU2066629C1
Код документа: RU2066629C1
Чертежи

Описание
Данное изобретение относится к машине для резки ткани или какого-то другого листового материала, размещаемого на соответствующей базовой или опорной поверхности, при помощи ножа или режущего лезвия, движущегося возвратно-поступательно по опpеделенной оси, ориентированной перпендикулярно обрабатываемому материалу, причем в процессе резки нож перемещается вперед по заданному контуру. Более точно, существо настоящего изобретения касается конструкции ножа, используемого для указанной резки, и способа заточки режущей части ножа.
По конструктивному исполнению ножа, заявленный в рамках данного изобретения, по меньшей мере, по одному из признаков патентных притязаний относится к тому типу режущего инструмента, который рассмотрен в патенте США N 4653373, МКИ В 26 В 15/00, 1987, который принят в качестве прототипа. В таком инструменте материал основы, по меньшей мере, вблизи режущей кромки имеет тонкое покрытие из твердого материала, который после заточки, профилируясь соответствующим образом, образует режущую кромку с повышенными, по сравнению с относительно мягким основным материалом, выносливостью и износостойкостью. Данное изобретение состоит в усовершенствовании конструкции лезвия ножа, описанного в вышеупомянутом американском патенте, и усовершенствовании способа резки таким ножом.
Известны режущие машины с автоматическим управлением, принцип действия которых предусматривает выставление режущей кромки ножа перед его использованием в опорной или базовой плоскости, проходящей через средину лезвия по его толщине, а затем в процессе использования ножа осуществление операций его заточки с обеих сторон для того, чтобы режущая кромка оставалась в базовой плоскости. Принципиальным недостатком такого режущего инструмента и, в частности, ножа-прототипа, составляющего предмет изобретения вышеупомянутого патента, является то, что его режущая кромка, располагаясь первоначально с определенным допуском в базовой плоскости резания, в процессе работы все больше и больше уходит в сторону от этой плоскости, что обусловлено осуществлением многократной заточки лезвия ножа только с одной стороны. Таким образом, нож режет с потребной высокой точностью только в начальный момент после установки в резальную машину, постепенно ухудшая свои точностные параметры в процессе эксплуатации. Далее, в начальный момент после установки в резальную машину нож имеет симметричную форму относительно продольной плоскости, проходящей через режущую кромку, так что поперечные усилия, создаваемые со стороны разрезаемого листового материала на лезвии ножа, практически полностью сбалансированы и не вызывают его изгибания в поперечном направлении; однако в процессе последовательно повторяемой перезаточки ножа эта симметрия и уравновешенность действующих сил постепенно утрачивается.
Другим принципиальным недостатком ножа-прототипа, описанного в упомянутом патенте, является резкое сокращение срока его службы за счет того, что режущее лезвие может использоваться и затачиваться только в течение того отрезка времени, когда режущая кромка, постепенно уходя от базовой плоскости, не выходит за определенный допуск смещения от последней.
В соответствии с вышесказанным, главной целью данного изобретения является разработка улучшенного по качествам ножа с твердым покрытием и способа его применения, так чтобы этот нож мог осуществлять резание с приемлемой точностью и существенно большим сроком службы, чем известные ножи данного типа.
Еще одной целью изобретения является разработка конструкции ножа вышеуказанного типа, при использовании которого поперечные усилия, прикладываемые к лезвию со стороны разрезаемого листового материала, остаются уравновешенными практически на протяжении всего срока службы этого ножа.
Другие цели, отличительные особенности и преимущества изобретения станут очевидны из рассмотрения нижеприводимого описания предпочтительного, наилучшего варианта его исполнения, которое сопровождено поясняющими чертежными материалами.
Фиг. 1 общий вид с обрывом резальной машины, использующей нож, выполненный в соответствии с данным изобретением.
Фиг. 2 вид в плане механизма заточки, входящего в состав машины, изображенной на фиг. 1.
Фиг. 3 вид сзади ножа фиг. 1.
Фиг. 4 вид сбоку ножа фиг. 1.
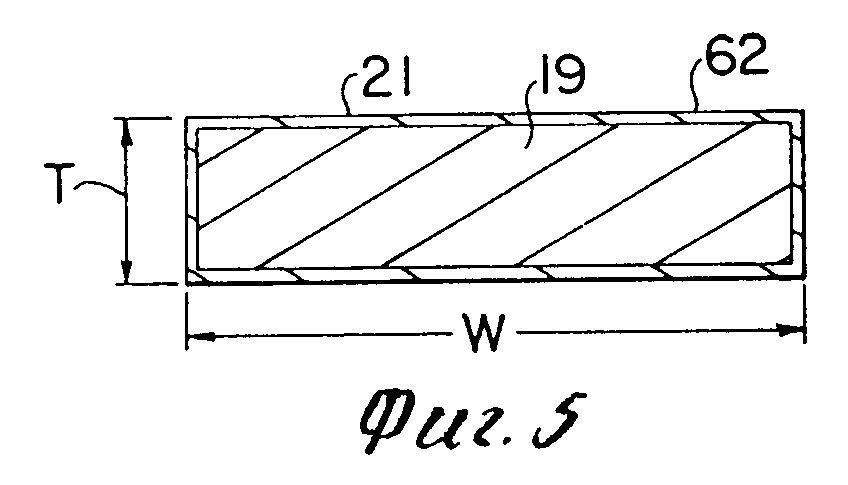
Фиг. 5 поперечное сечение 5-5 ножа, изображенного на фиг. 4.
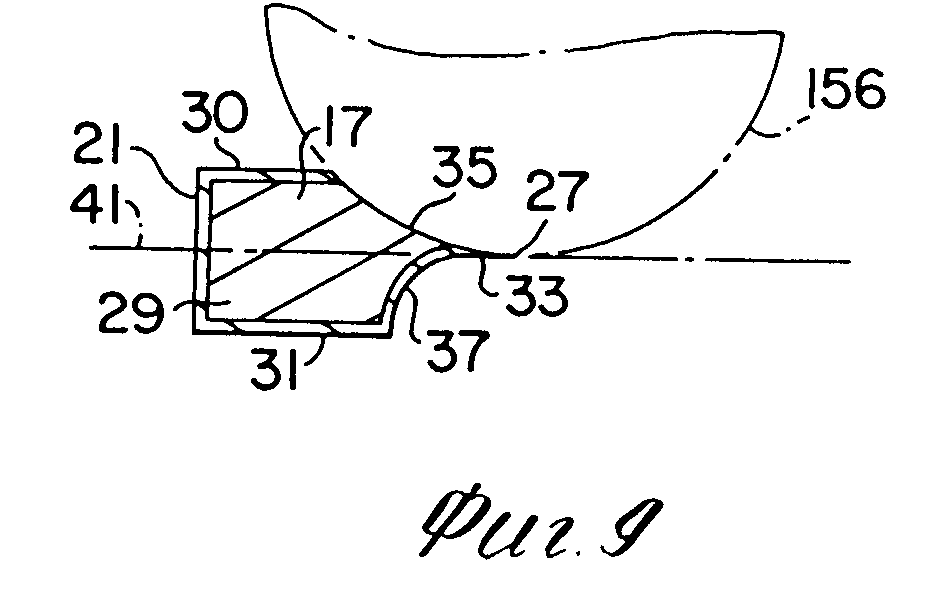
Фиг. 6, 7, 8 и 9 поперечные сечения 6-6 фиг. 4, на которых нож показан в различных состояниях в процессе его последовательной перезаточки.
На фиг. 1 нож 62 показан в отведенном вверх нерабочем положении. Для резки материала 14 нож перемещают вниз из отведенного верхнего положения, вводят в разрезаемый материал 14 и при водят в возвратно-поступательное движение по вертикальной оси, перпендикулярной указанному материалу; в процессе такого возвратного режущего действия нож перемещается в горизонтальной плоскости по заданной траектории резки, что обеспечивается за счет соответствующей подачи головки 12 в системе координат "x" и "y" (см. фиг. 1).
Составной частью в конструкции режущей головки 12 входит каретка 22, опирающаяся на х-салазки 24 при помощи двух стержневых направляющих 26, 26, служащих для перемещения по y-координате. Такое перемещение обеспечивается приводным ремнем 28, закрепленным на каретке 22 и проходящим по шкивам на противоположных концах салазок 24, один из которых приводится во вращение соответствующим приводным электродвигателем. По каждому из противоположных концов х-салазки 24 направляются кинематически относительно опорной поверхности 16 по координате "x" и перемещаются в этом направлении соответствующим приводным механизмом (не показан).
Как следует из фиг. 1, в состав режущей головки 12 помимо всего прочего входит опорная рама 46, смонтированная с возможностью вертикального перемещения относительно каретки 22 по двум вертикально ориентированным направляющим стержням 47, 48, смонтированным на каретке при помощи подшипников скольжения 50, 50, закрепленных на упомянутой опорной раме и скользящим образом удерживающих стержни 48, 48. На фиг. 1 рама 46 показана в отведенном вверх положении на каретке 22. Эта рама перемещается между крайними верхним и нижним положениями при помощи соответствующего пневмопривода (не показан) или подобного приводного устройства. Рама 46 представляет собой U-образную конструкцию, состоящую из верхней горизонтальной полки 52, нижней горизонтальной полки 54 и вертикальной стенки 56.
Рамный корпус 46 несет на себе поворотный кронштейн-крепление 58 ножедержавки; этот кронштейн может поворачиваться относительно рамы 46 вокруг вертикальной Q-оси 59. На кронштейне 58 смонтирована направляющая 60 ножа 62, механизм 64 возвратно-поступательной подачи и основная часть приводного механизма 66 для механизма 64.
Кроме того, на раме 46 смонтирован прижимной подпятник 68, скрепленный с нижними концами двух вертикальных стержней 70, 70. Эти стержни перемещаются скользящим образом по вертикали относительно двух горизонтальных полок 52 и 54 рамы 46, причем подача вниз указанных стержней относительно рамы ограничена соответствующими упорами, имеющимися на их верхнем конце. В нижней части стержней 70 имеются пружины сжатия 74, которые отжимают эти стержни и прижимной подпятник 68 вниз от рамы 46. Когда рама 46 отведена вверх (см. фиг. 1), прижимной подпятник 68 и стержни 70, 70 находятся в крайних нижних положениях, однако тем не менее подпятник приподнят над поверхностью находящегося под ним разрезаемого листового материала 14. При переводе рамы-держателя 46 из верхнего отведенного положения в нижнее рабочее положение резки прижимной подпятник 68 подводится к поверхности материала 14 прежде, чем указанная рама придет в ее крайнее нижнее положение; следовательно, при дальнейшем смещении вниз рама 46 заставляет сжиматься пружины 74, 74, так что подпятник 68 производит прижатие материала 14 сверху.
В целях обеспечения заточки ножа 62 каретка 22 снабжена горизонтальной монтажной полкой 76, располагающейся под нижней стеночной полкой 54 рамы 46 и использующейся в качестве опорного основания для механизма заточки (перезаточки), обозначенного в целом на фиг. 1 позицией 78. Этот механизм обеспечивает заточку ножа 62 (см. более подробно ниже) при нахождении рамного блока 46 в отведенном вверх нерабочем положении, показанном на фиг. 1.
Для возвратно-поступательного перемещения ножа 62 служит приводной двигатель, обозначенный позицией 80. Этот двигатель смонтирован на раме 46. Помимо возвратно-поступательного перемещения нож 62 приводится исполнительным механизмом 64 в возвратно-поворотное движение вокруг продольной оси 59. Позицией 82 показан выходной вал двигателя 80; между этим валом и входным валом возвратного исполнительного механизма 64 размещен соответствующий приводной механизм, который дает возможность механизму 64 поворачиваться вокруг оси 59 при подведении к нему мощности от приводного двигателя 80 для возвратно-поступательного перемещения ножа. На кронштейне 58 подвески ножевого агрегата ниже горизонтальной полки 54 смонтировано зубчатое колесо 38, приводимое в действие через соответствующую зубчатошестеренчатую передачу от соответствующего электродвигателя (не показан) и регулирующее положение кронштейна-держателя 58 вокруг продольной оси 59.
Обратимся далее к фиг. 2 и рассмотрим ее во взаимосвязи с чертежом на фиг. 1. Показанный на фиг. 2 заточной механизм 78 включает в себя рабочую консоль 148, жестко зафиксированную на ступице 150, смонтированной с возможностью поворота относительно полки 76 каретки ножерезального агрегата вокруг первой вертикальной рабочей оси 152. На внешнем конце консоли 148 смонтирован точильный круг 156, приводимый во вращение вокруг второй вертикальной оси 154. На теле круга 156 имеется канавка 158 под приводной ремень, находящаяся между его верхним и нижним торцами; на внешнюю поверхность тела круга нанесен абразивный порошок. Заточной круг приводится во вращение вокруг второй вертикальной оси 154 от электродвигателя 160 через шкив 162 и О-образный ремень 164, проходящий по упомянутой канавке 158. Примененная в данной конструкции пружина растяжения 166 в нормальном состоянии удерживает консоль 148 в отведенном к упору 168 положении (показано штрих-пунктирными линиями на фиг. 2). Из этого положения консоль переводится в рабочее положение заточки, показанное на фиг. 2 контурными линиями. В этом положении точильный круг поджимается к лезвию ножа 62. Для осуществления такого поворота заточной консоли в состав ее исполнительного механизма 78 включен электрический соленоидный привод 170 вращательного действия, выходной кинематический элемент которого поворачивается вокруг вертикальной оси 172 и оснащен вертикальным пальцем 174. При отключенном состоянии этого привода палец 174 находится под действием внутрирасположенной пружины в положении, показанном на фиг. 2 штрих-пунктирными линиями. При запитывании соленоида палец поворачивается в направлении против часовой стрелки вокруг оси 172 (см. фиг. 2), переходя из положения, показанного штрих-пунктиром, в положение, показанное контурной линией. В процессе такого поворота палец 174 воздействует на горизонтально расположенный шкворень 176, закрепленный на ступице 150, разворачивая заточную консоль 148 и переводя ее из отведенного нерабочего положения в рабочее положение заточки ножа.
В процессе выполнения операционного цикла заточки, во-первых, производится отведение вверх в нерабочее положение рамного основания 46 относительно каретки 22, при этом режущее лезвие ножа, выступающее вниз из направляющей державки 60, выставляется по вертикали в плоскость точильного круга 156. Далее нож разворачивается в соответствующее положение заточки вокруг вертикальной оси 59, после чего к нему подводится точильный круг; такое подведение осуществляется за счет разворота консоли 148. В процессе заточки нож совершает возвратно-поступательное движение, предпочтительно с меньшей скоростью, чем при резке материала 14, так чтобы точильный круг взаимодействовал и производил заточку по всей длине режущего лезвия ножа. Точильный круг имеет в целом цилиндрическое тело, хотя, в принципе, он может быть и чуть-чуть конусным, имея на верхнем торце несколько меньший диаметр, чем на нижнем торце, для того чтобы скомпенсировать изгибание ножа в процессе поджатия к нему точильного круга и чтобы обеспечить в конечном итоге равномерную заточку по всей длине лезвия.
Осуществление операционных циклов перезаточки ножа 62 контролируется регулятором или управляющим средством (не показано), функционально связанным с системой управления резальной машины; перезаточка производится при проведении процесса резки листового материала с периодическими интервалами, так чтобы режущая кромка лезвия ножа оставалась достаточно острой. К примеру, регулятор может быть запрограммирован таким образом, чтобы исполнительный механизм производил перезаточку ножа каждый раз после разрезки материала на определенной длине; в альтернативном варианте для этой цели может быть использован датчик усилия сопротивления, создаваемого на ноже 62 разрезаемым материалом 14: в этом случае регулятор программируется таким образом, чтобы осуществлять новый цикл перезаточки каждый раз, когда усилие сопротивления резанию достигает заданного значения.
Обращаясь далее к фиг. 3-5, следует указать, что заявленный в рамках данного изобретения нож 62 имеет тело 19 из основного материала, покрытого, по меньшей мере, частично тонким слоем 21 твердого материала, твердость которого превосходит твердость основного материала 19. Для изготовления основы 19 и покрытия 21 могут использоваться самые различные материалы, однако лучше всего применять для основы сталь, например, сталь сортамента М-2, а для покрытия 21 нитрид титана. Нитрид титана или какой-то другой покрывающий материал 21 рекомендуется наносить на основу 19 осуждением из паровой фазы, при этом толщина покрытия в общем случае должна составлять менее 0,001 дюйма или 0,025 мм, а лучше всего 0, 0001.0,0002 дюйма или 0, 0025.0,005 мм. Толщина покрытия 21 в любом случае существенно меньше размеров основы или тела 19 ножа, т. е. покрытие практически не влияет на базовые размеры и форму в целом всего ножа 62, которые определяются размерами и формой его основы 19.
Как следует из фиг. 3 и 4, нож 62 представляет собой изделие, удлиненное вдоль продольной оси 23, которая может служить и базовой осью возвратно-поступательного его перемещения. Нож имеет снизу режущую часть (лезвие) 25. Изобретение не ограничивает фактическую форму и размер ножа. В рассматриваемом случае нож 62 имеет длину L, составляющую порядка 5 1/4 дюйма (133,35 мм), ширину W порядка 0,2 дюйма (5,1 мм) и толщину Т порядка 0,036 дюйма (0,91 мм). Естественно, эти размерные данные носят сугубо иллюстративный характер.
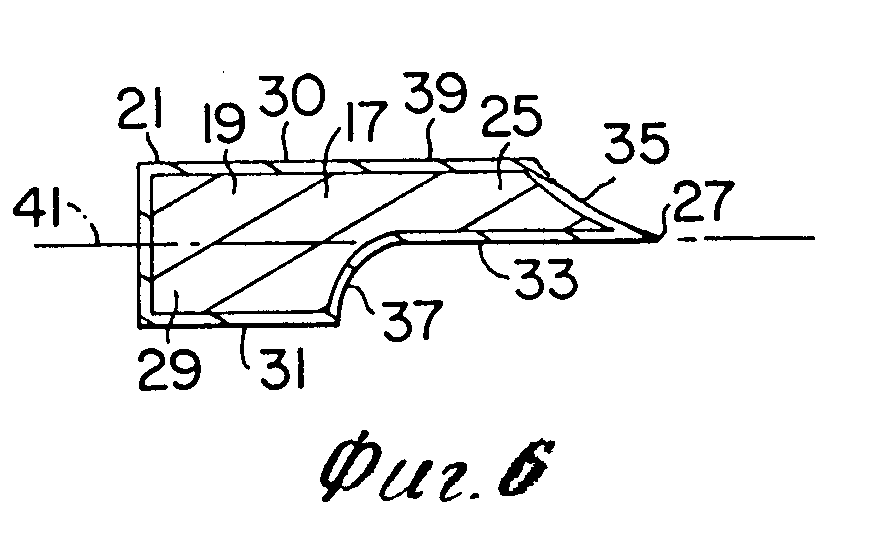
На фиг. 3, 4 и 6 режущая часть или секция 17 показана в исходном состоянии после изготовления ножа 62 и перед его использованием в резальной машине. Как следует из рассмотрения этих фигур, указанная режущая секция (17) имеет переднерасположенную часть лезвие 25, образующую удлиненную переднюю режущую кромку 27, ориентированную параллельно продольной оси 23. За передней частью 25 находится тыльная корпусная часть 29 несущего тела ножа, имеющая плоскопараллельные боковые стороны 30 и 31. Режущая часть лезвие 25 ограничена первой боковой (режущей) гранью или поверхностью 33, второй боковой гранью 35, третьей боковой гранью поверхностью 37 и четвертой гранью - поверхностью 39. Первая грань 33 располагается в базовой плоскости 41, проходящей параллельно и посредине между двумя боковыми образующими сторонами 30 и 31 корпусной части 29. Четвертая грань 39 находится в той же плоскости, что и боковая сторона 30. Режущая кромка 27 образуется за счет пересечения первой режущей грани 33 со второй режущей гранью 35, которая расположена под наклоном к базовой плоскости симметрии 41 и проходит от упомянутой режущей кромки 27 к четвертой боковой грани поверхности 39. Отходящая от заднего конца первой режущей грани 33 третья грань поверхность 37, переходящая в боковую образующую поверхность 31 корпусной части, располагается под углом к базовой плоскости 41, предпочтительно равным или близким углу скоса второй режущей грани 35. Грани 35 и 37 могут быть либо плоскими, либо слегка вогнутыми (сегментативными).
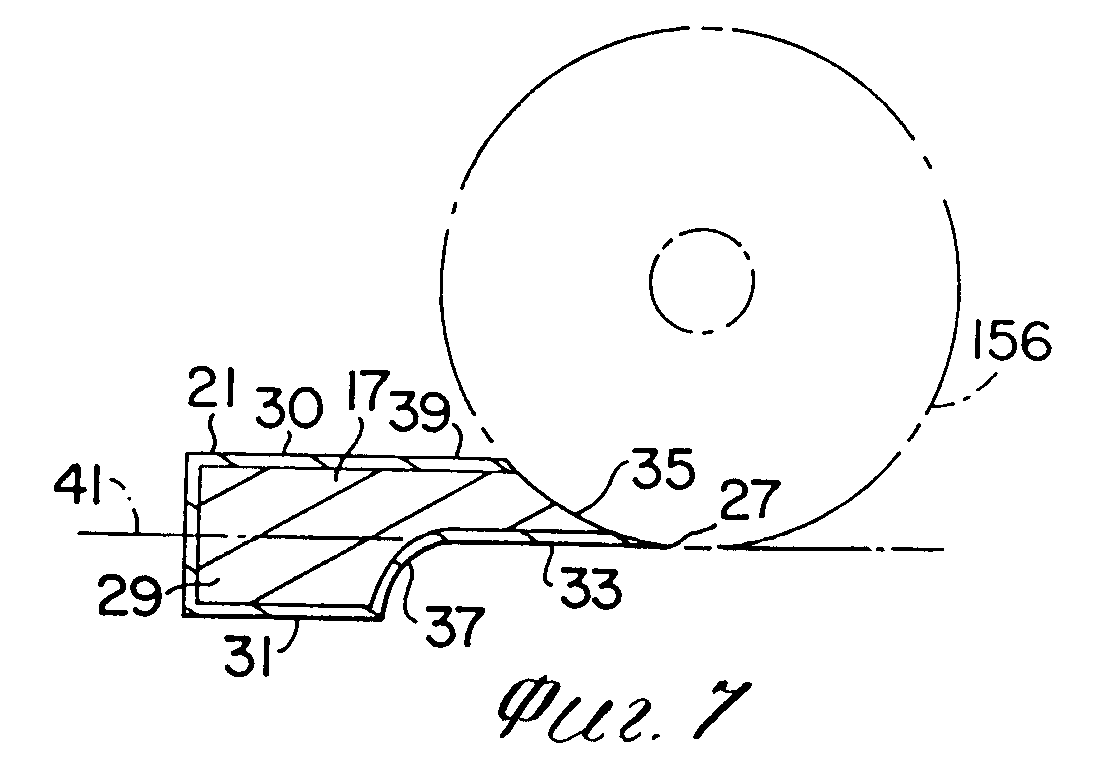
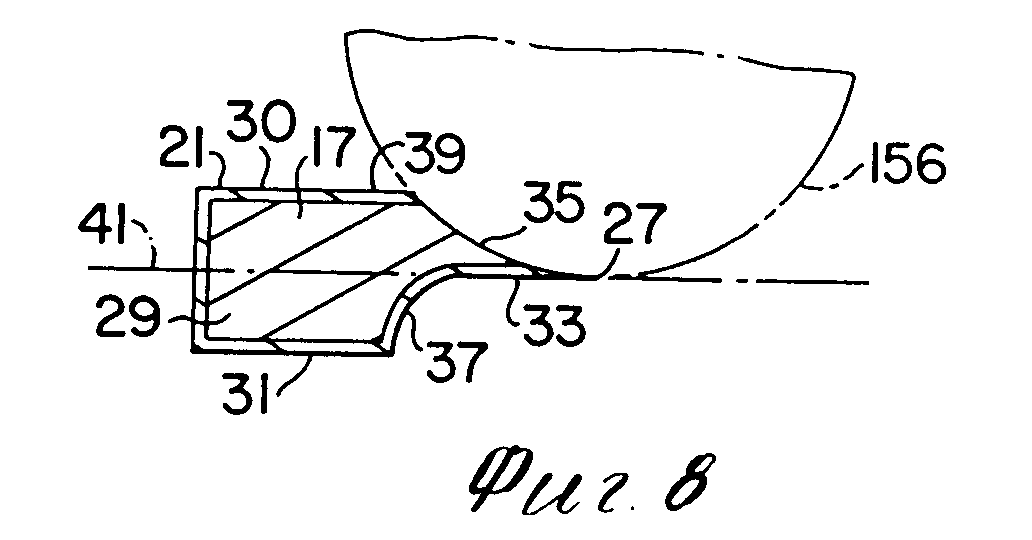
В варианте исполнения, показанном на фиг. 5-9, все тело 19 кожа имеет сплошное упрочняющее покрытие 21 из твердого материала. В этом случае при установке ножа в резальную головку и первой заточке второй режущей грани 35 будет осуществлен съем исходного упрочняющего покрытия со второй грани 35 (см. фиг. 7), при этом часть покрытия 21 на первой грани 33 образует режущую кромку 27. Последующие перезаточки режущей кромки 27 при осуществлении процесса резания будут производиться по второй грани 35, изменяя ее положение. В процессе каждой перезаточки с поверхности 35 удаляется часть основного материала, в результате чего режущая кромка 27 постепенно приближается к базовой плоскости симметрии 37, пока ни наступит момент (см. фиг. 8), когда эта кромка совпадет с упомянутой плоскостью. В процессе дальнейших перезаточек лезвия ножа по второй грани 35 режущая кромка 27 постепенно смещается назад, как это показано на фиг. 8 и 9. Далее, поскольку шлифовальный круг 156 имеет цилиндрический профиль, при заточке он придает режущей грани 35 слегка вогнутую или сегментативную форму.
Достаточно очевидно, что режущая кромка 27 остается в плоскости симметрии 41 на протяжении всего срока службы ножа, что обеспечивает неизменную потребную точность резания. Кроме того, в процессе резания поперечная сила, прикладываемая к скошенной боковой грани 35 лезвия ножа со стороны разрезаемого материала, эквивалентно уравновешивается поперечной силой, действующей на наклонную поверхность 37. В результате этого на нож при резании не действует какая-либо поперечная результирующая сила, способная поперечно отгибать его нижний конец от оси 23. Это положительное качество предопределяется выбранной формой ножа и сохраняется на протяжении всего срока его службы.
В заключении следует указать, что необязательно, чтобы все поверхности тела 19 ножа имели упомянутое покрытие 21 из высокотвердого материала. На практике для сформирования режущей кромки из твердого покрывающего материала достаточно нанести этот материал при изготовлении ножа всего лишь на первую режущую грань 33. Далее, существенно изобретения и соответственно форма и конструкция предложенного ножа не исключают возможности в некоторых случаях вообще не использовать твердого покрытия; это касается как режущей части, так и вспомогательной крепежной части ножа. В этих случаях нож выполняется только из основного материала, из которого (а не из материала твердого покрытия) будет состоять и режущая кромка. Но даже при этом условии конструкция ножа сохраняет то преимущество, что при осуществлении перезаточки по второй режущей кромке режущая кромка остается в базовой плоскости резания, являющейся плоскостью симметрии. При этом сохраняется еще одно немаловажное преимущество, обусловленное уравновешенностью, скомпенсированностью поперечных сил, действующих на лезвие ножа в процессе резки материала.
Реферат
Использование: оборудование для резки листового материала. Сущность изобретения: нож возвратно-поступательного действия имеет нижнюю часть, включающую в себя переднерасположенную режущую кромку, образующую лезвие ножа, и тыльную корпусную несущую, силовую часть. Корпусная тыльная часть имеет две параллельные боковые стороны. В свою очередь, режущая часть имеет первую, вторую, третью и четвертую боковые поверхности - грани. При этом первая боковая грань располагается в базовой плоскости, проходящей параллельно и посредине между боковыми образующими сторонами корпусной части. Четвертая боковая поверхность - грань лежит в той же плоскости, что и одна из боковых образующих сторон корпусной части. Вторая боковая грань наклонена по отношению к базовой срединной плоскости и находится между одной из боковых сторон тела ножа и первой боковой гранью и пересекает последнюю, образуя режущую кромку. Третья грань режущей части, наклоненная по отношению к базовой плоскости, проходит от тыльной стороны первой режущей грани к другой боковой стороне тела ножа. По меньшей мере первая режущая грань покрыта слоем высокотвердого материала. В процессе использования ножа производится периодическая перезаточка второй его режущей грани. При таком конструктивном решении ножа и таком способе его практического применения режущая кромка формируется из упомянутого высокотвердого материала и сохраняет свое положение в срединной базовой плоскости на протяжении всего срока службы ножа, при этом практически полностью компенсируются поперечные силы, прокладываемые к лезвию ножа в процессе резания. 2 с. и 4 з.п. ф-лы. 9 ил.

Комментарии