Способ заточки неперетачиваемой пластины (варианты) и шлифовальный круг для осуществления способа - RU2432246C2
Код документа: RU2432246C2
Чертежи

Описание
Изобретение относится к способу заточки неперетачиваемой пластины (варианты), при котором ее узкие стороны движутся вдоль имеющей контур круговой формы поверхности периметра вращающейся шлифовальной поверхности и шлифуются ей, при следующих согласованных друг с другом, управляемых числовой программой движениях процесса заточки:
a) неперетачиваемая пластина приведена во вращение вокруг оси обточки, проходящей перпендикулярно к ее плоскости;
b) шлифовальный шпиндель, удерживающий и ведущий шлифовальный круг, а также ось обточки неперетачиваемой пластины перемещаются относительно друг друга в двух проходящих перпендикулярно друг другу осях перемещения, причем оси перемещения лежат в параллельных или идентичных плоскостях;
c) шлифовальный шпиндель и неперетачиваемая пластина отклоняются относительно друг друга вокруг оси качаний, которая перпендикулярна плоскостям, в которой лежат оси перемещения и ось обточки неперетачиваемой пластины.
Подобного рода способ заточки известен из DE 4240053 А1. Узкие стороны неперетачиваемой пластины при этом известном способе шлифуются узким шлифовальным кругом, который имеет цилиндрический контур периметра. Шлифовальный круг приведен в движение с помощью шлифовального шпинделя, который может перемещаться в двух перпендикулярных друг другу горизонтальных плоскостях. Неперетачиваемая пластина находится в зажимном приспособлении, которое может отклоняться вокруг вертикальной оси. Зажимное приспособление имеет два зажимных устройства, которые зажимают между собой неперетачиваемую пластину с ее широких сторон и приводят во вращение. За счет того, что зажимное приспособление может отклоняться вокруг вертикальной оси обточки на узких сторонах неперетачиваемой пластины может затачиваться желаемый задний угол. При процессе заточки друг с другом при постоянном программном управлении компьютером согласуются четыре движения: вращательное движение неперетачиваемой пластины вокруг ее ведомой оси вращения (С-ось), движение шлифовального шпинделя в направлении первой оси перемещения (Z-ось) и второй оси перемещения (Х-ось) и поворотное движение зажимного приспособления вокруг вертикальной оси обточки (В-ось). Таким образом, на неперетачиваемой пластине удается получить ровные узкие стороны с желаемым задним углом.
Согласно DE 4240053 A1 должны улучшиться обычные способы заточки, при которых узкие стороны неперетачиваемой пластины затачиваются с помощью шлифовального круга, имеющего форму горшка. Однако при этом выявились трудности при осуществлении процесса заточки с четырьмя осями перемещения, управляемыми способом интерполяции программой компьютера. Поэтому при известном способе согласно DE 4240053 A1 четко предписывается, что во время заточки узких сторон имеющие контур цилиндра узкие шлифовальные круги осциллирующе совершают возвратно-поступательное движение в осевом направлении с наложением на управляемое движение, в результате чего нужно постоянно корректировать контакт отдельных абразивных зерен шлифовального круга. Практика показала, что результаты заточки не показали улучшения, на которое возлагались надежды. Было установлено, что имеет место слишком высокий износ шлифовального круга и неудовлетворительная точность заточки, т.е. качества заточенных узких сторон.
В соответствии с DE 4240053 A1 улучшение заточки достигли в имеющих форму горшка режущих пластинках, а также в DE 4301214 A1. Хотя результаты заточки и были улучшены, однако предусмотренные для этого имеющие форму горшка шлифовальные круги были особенно сложными, а именно состояли из нескольких частей. Так как при заточке неперетачиваемых пластин часто требуется снимать фаски, то требовалось, по меньшей мере, две цилиндрические шлифовальные облицовки, лежащие в различных плоскостях. С помощью одной лежащей глубже шлифовальной облицовки затачивались узкие стороны неперетачиваемой пластины, требуемые же фаски должны были затачиваться с помощью второй лежащей в другой осевой плоскости шлифовальной облицовки. Заточка с помощью имеющих форму горшков шлифовальных кругов столкнулась к тому же с трудностями в отношении двусторонней доступности подлежащих заточке поверхностей на неперетачиваемой пластине. Поэтому также и в экономическом плане улучшенные способы заточки неперетачиваемых пластин с помощью имеющих форму горшка шлифовальных кругов были неудовлетворительными.
У устройства для правки изношенных неперетачиваемых пластин согласно DE 29514702 U1 неперетачиваемые пластины правятся шлифовальным кругом, который в поперечном сечении имеет профиль двойного конуса. Устройство предназначено для заточки неперетачиваемых пластин, широкие стороны которых имеют ромбовидную форму. Неперетачиваемые пластины крепятся на инструментальной бабке. Шлифовальный круг и инструментальная бабка могут двигаться относительно друг друга в двух горизонтальных направлениях и по вертикали. Благодаря перемещению по высоте шлифовальных кругов на неперетачиваемой пластине может создаваться вогнутое острие или задний угол. Контур шлифовального круга в форме двойного конуса служит для того, чтобы различные узкие стороны неперетачиваемой пластины по очереди затачивались одной или другой конусной поверхностью шлифовального круга. Для этого закрепленная неперетачиваемая пластина должна только поворачиваться на инструментальной бабке, причем имеет место, по меньшей мере, одно линейное касание. Этот вид заточки нельзя сравнивать с процессом заточки, который должен быть выполнен с хорошими экономическими показателями при изготовлении неперетачиваемых пластин при массовом производстве.
В основе изобретения поставлена задача создания способа заточки названного вида. Техническим результатом изобретения является то, что неперетачиваемые пластины изготавливаются при экономичном массовом производстве, сами узкие стороны которых даже при применении тяжело обрабатываемых порошковых материалов в итоге имеют безупречное качество при соблюдении желаемых допусков размеров, формы и точности позиционирования.
При этом применяется шлифовальный круг, который имеет сужающуюся вперед головную область и примыкающую к ней цилиндрическую хвостовую область. Способ заточки осуществляется таким образом, что головная область, которая образует угол врезания в отношении контура неперетачиваемой пластины, осуществляет продольное шлифование по принципу однопроходного шлифования и при этом первой проходит по узкой стороне неперетачиваемой пластине. Головная область обеспечивает черновую обработку, к примеру, обдирку. С помощью головной области снимается большая часть припуска на заточку. Благодаря тому, что головная область в месте своего наибольшего диаметра переходит в цилиндрическую хвостовую область, здесь же осуществляется непосредственный переход от черновой обработки к чистовой обработке поверхности боковых сторон. Таким образом, оба процесса могут протекать синхронно.
В способе согласно данному изобретению достигаются очень хорошие результаты заточки и заметно более длительный срок службы шлифовальных кругов, т.е. износ шлифовальных кругов существенно уменьшается. Это объясняется тем, что при однопроходном шлифовании с помощью сужающегося вперед в продольном направлении процесса заточки шлифовальным кругом имеют место существенно лучшие условия охлаждения, вследствие чего в зону заточки детали направляется минимум тепла. Примыкающая хвостовая область заметнее короче, чем головная область, она может составлять треть толщины шлифовального круга. При заточке с помощью хвостовой области осуществляется линейное касание шлифовального круга узкой стороны неперетачиваемой пластины, так как шлифовальный круг направлен перпендикулярно соответствующей стороне неперетачиваемой пластины. При этом снимается относительно немного материала и длина касания небольшая. Таким образом, и в этом случае тепловая нагрузка на шлифовальный круг и деталь сохраняется на невысоком уровне. Существенно меньшая тепловая нагрузка на шлифовальный круг при заточке трудно поддающихся обработке резанием твердосплавных порошковых материалов неперетачиваемых пластин оказалась решающей. Благодаря этому срок службы шлифовального круга может существенно повышаться. К тому же способом заточки могут обрабатываться режущие пластины из керамического материала.
Небольшой поворот шлифовального круга в отношении неперетачиваемой пластины может давать такие же хорошие результаты как установка перпендикулярно к соответствующему контуру узкой стороны при заточке согласно первому решению. Шлифовальный круг образует в головной области угол врезания, а хвостовая область образует задний угол в отношении подлежащей заточке узкой стороны неперетачиваемой пластины. Это происходит также тогда, когда хвостовая область шлифовального круга как при действии согласно п.1 формулы изобретения имеет цилиндрический контур. В этом случае шлифовальный круг эффективен для заточки только с сужающейся головной областью вплоть до увеличенного диаметра шлифовального круга. Угол врезания и задний угол ведут к улучшению условий охлаждения. Способ согласно п.2 формулы изобретения также осуществляется с помощью однопроходного шлифования. При особо твердых порошковых материалов при известных условиях черновая обработка и чистовая обработка осуществляются двумя различными шлифовальными кругами.
Однако, если хвостовая область также, начиная от большого диаметра шлифовального круга, выполняется сужающейся, то получаются еще больший угол врезания и еще больший задний угол, без необходимости особенно сильного поворота или наклонения шлифовального круга в отношении неперетачиваемой пластины.
Хвостовая область может полностью отсутствовать, и способ может реализовываться согласно п.2 формулы изобретения также со шлифовальным кругом, который в своей области периметра имеет сужающийся, например конический контур, и сначала по узким сторонам неперетачиваемой пластины проходятся с меньшим диаметром. Преимущество и этого решения заключается в том, что в значительной мере достигаются улучшающиеся благодаря этому условия охлаждения на поверхности шлифовального круга и неперетачиваемой пластины.
В п.1 и 2 формулы изобретения головная область выполнена сужающейся вперед и при этом предусмотрено движение шлифовального круга в отношении неподвижной в осевом направлении неперетачиваемой пластины. Принципиальным, однако, является то, что необходимо только относительное движение между неперетачиваемой пластиной и шлифовальным кругом в направлении подачи продольного шлифования. Обозначение «вперед» является только указанием упорядоченности состояния шлифовального круга.
Так как неперетачиваемые пластины с задним углом имеют большую и меньшую широкую сторону, то возникает вопрос, в каком направлении должен двигаться шлифовальный круг относительно неперетачиваемой пластины. В принципе возможны оба направления движения, т.е. движение режущей пластины от меньшей широкой стороны к большей широкой стороне, и наоборот. Было установлено, что при твердых порошковых материалах и высокой производительности шлифования будет лучше при первом исполнении предложенного в соответствии с изобретением способа, если шлифовальные круги ведутся от большей широкой стороны неперетачиваемых пластин через их узкие стороны к меньшей широкой стороне. В основе это лежит тот факт, что при шлифовании от большей широкой стороны подверженная опасности режущая кромка в области большого поперечного размера отламывается более трудно, чем когда эта режущая кромка достигается шлифовальным кругом от узкой стороны. Давление при шлифовании и тепловая нагрузка в этом случае меньше при шлифовании этой режущей кромки.
Согласно п.2 или 3 формулы изобретения согласно другому выполнению способа также осуществляется однопроходное шлифование.
Согласно другому предпочтительному исполнению предусмотрено, что сужение головной области и/или хвостовой области (пункты 1 и 2) или даже всего сужающегося контура вращающегося шлифовального круга (пункт 3) выполняется в виде боковой поверхности конуса. Видимые в продольном сечении линии периметра головной области, хвостовой области или шлифовального круга являются в этом случае прямыми. Это является с точки зрения техники изготовления особенно благоприятным вариантом осуществления при правке шлифовального круга. Однако следует отметить, что для техники шлифования это ни в коем случае не является обязательным. Сужения также могут иметь выпуклую форму, например могут выполняться в виде сферических поверхностей или галтелей, причем это очень подходит к специальному осуществлению способа при шлифовании твердосплавных материалов.
Во многих случаях, в частности согласно п.1 формулы изобретения, достаточно весь процесс заточки, т.е. начиная от обдирки и кончая тонкой шлифовкой, осуществлять с помощью головной области и хвостовой области шлифовального круга. И с конусным шлифовальным кругом по п.3 формулы изобретения с помощью продольного и однопроходного шлифования за один проход возможна чистовая обработка. При особо твердых порошковых материалах и особенно высокой нагрузке при заточке может, однако, потребоваться разделить процесс заточки на два шлифовальных круга. Это является предметом другого предпочтительного исполнения способа, причем для черновой обработки и чистовой обработки осуществляются следующие один за другим процессы шлифования с различной спецификацией шлифовальных кругов, но в принципе одной и той же конструкции. Необходимые для этого заточные станки, например с поворачиваемыми штоками шлифовальных шпинделей, которые несут два шлифовальных шпинделя, принадлежат к уровню техники.
Несмотря на наличие головной и хвостовой области согласно п.1 и 2 формулы изобретения шлифовальные круги, необходимые для осуществления в соответствии с изобретением способа, сохраняют сравнительно простую конструкцию. Так как в принципе сохраняется основная имеющая форму диска шлифовального круга, то имеет место двусторонняя доступность неперетачиваемой пластины с имеющей контур круговой формы поверхностью периметра, не возникает никаких трудностей с боковыми поверхностями шлифовального круга. Согласно другому предпочтительному исполнению в соответствии с изобретением способа без каких-либо трудностей при одном и том же закреплении имеется возможность обточки фасок неперетачиваемой пластины, находящих между узкими и широкими сторонами, с помощью боковых сторон вращающегося шлифовального круга. Таким образом, с помощью одного и того же шлифовального круга при одном и том же закреплении могут обтачиваться узкие стороны неперетачиваемой пластины и фаски, которые расположены между отдельными узкими сторонами или между узкими сторонами и широкими сторонами неперетачиваемой пластины. Наконец, существует особенно простая и вместе с тем предпочтительная возможность осуществления способа согласно данному изобретению, когда неперетачиваемая пластина не должна иметь какого-либо заднего угла. В этом случае узкие стороны неперетачиваемой пластины проходят перпендикулярно своим широким сторонам, и может отсутствовать относительная способность отклоняться шлифовального шпинделя и неперетачиваемой пластины вокруг специальной оси качаний.
Изобретение относится также к специальному шлифовальному кругу для осуществления способа заточки. В соответствии с различными процессами заточки, которые должны осуществляться головной областью и хвостовой областью шлифовального круга, режущий материал, находящийся на поверхности периметра шлифовального круга, имеющей контур круговой формы, именно, в каждом случае состоит из алмазных зерен с керамической или металлической связью; но при этом спецификация шлифовальных кругов в головной области и хвостовой области различна. Режущий материал и его вяжущее в головной области могут соответствовать требованиям при черновой обработке и в хвостовой области требованиям при чистовой обработке, т.е. выполнять ее более тонкой.
Вариант шлифовального круга в соответствии с изобретением состоит в том, что для обтачивания фасок и на боковых поверхностях шлифовального круга предусмотрена шлифовальная облицовка, которая в этом случае снова может иметь спецификацию шлифовальных кругов, которая отлична от той самой, что предусмотрена на поверхности периметра шлифовального круга, имеющей контур круговой формы.
Согласно другому исполнению шлифовального круга в соответствии с изобретением сужение головной области и/или хвостовой области имеет форму боковой поверхности конуса, хотя определение и не было бы необходимым из соображений, связанных с техникой заточки.
Изобретение более подробно поясняется ниже с помощью представленных на чертежах примеров осуществления, где показано:
на фиг.1 - вид сверху основных частей заточного станка, с помощью которого осуществляется предложенный в соответствии с изобретением способ;
на фиг.2А - вид с торца и частичный разрез неперетачиваемой пластины, которая подлежит заточке;
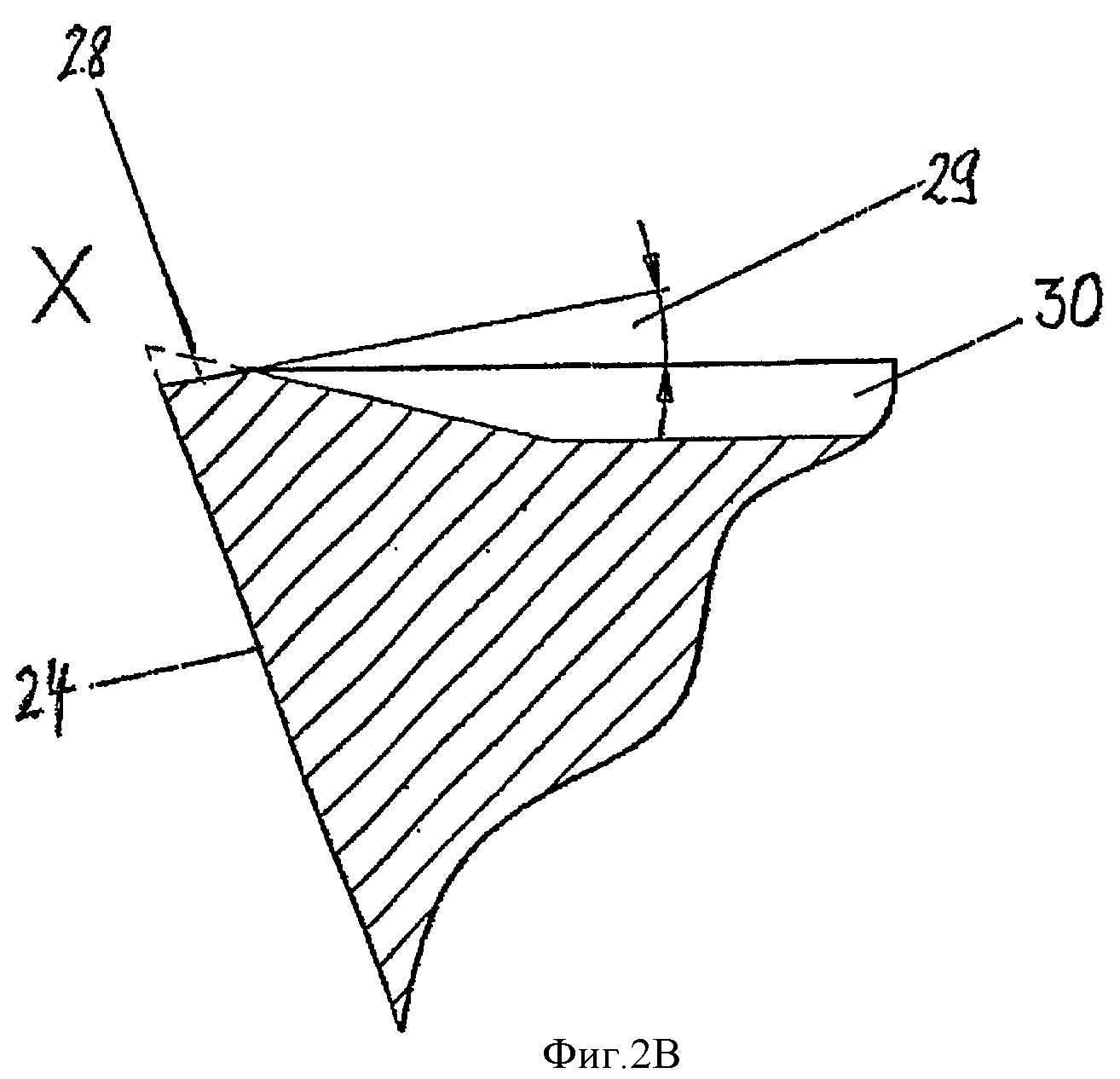
на фиг.2В - деталь частичного разреза на фиг. 2А;
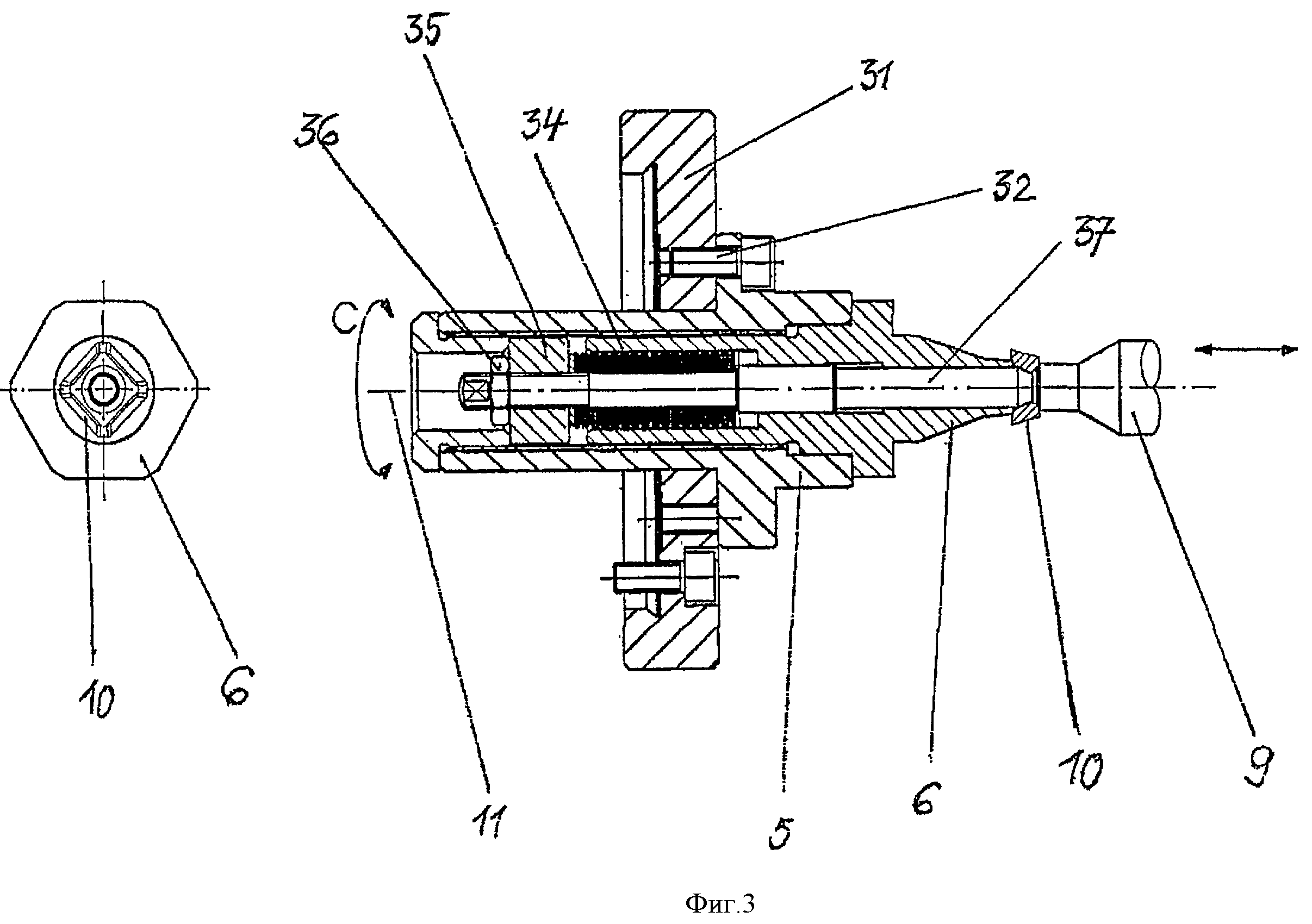
на фиг.3 - продольное сечение и вид с торца в области крепления изделия бабки изделия заточного станка согласно фиг.1;
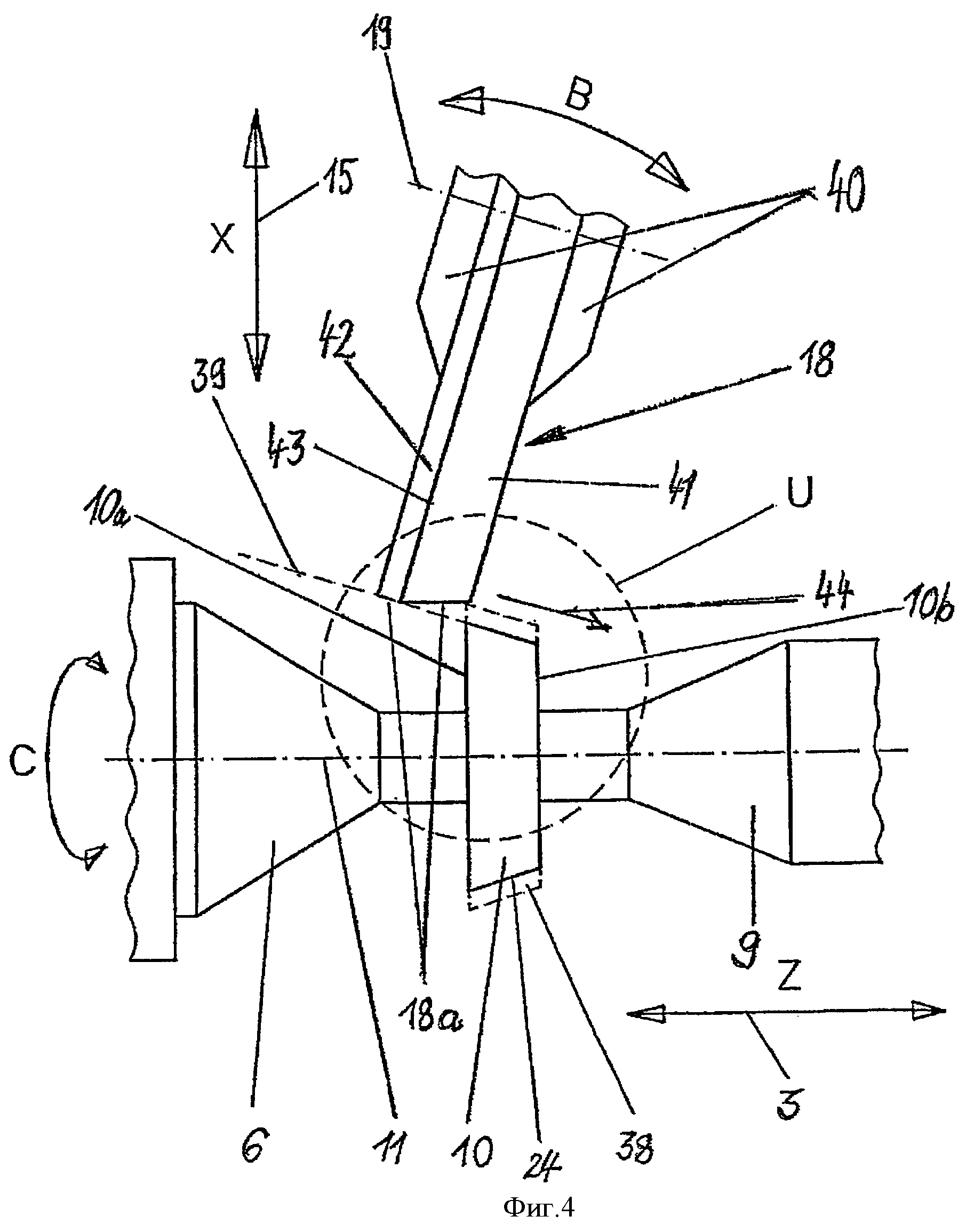
на фиг.4 - определяющие факторы влияния при заточке узких сторон неперетачиваемой пластины;
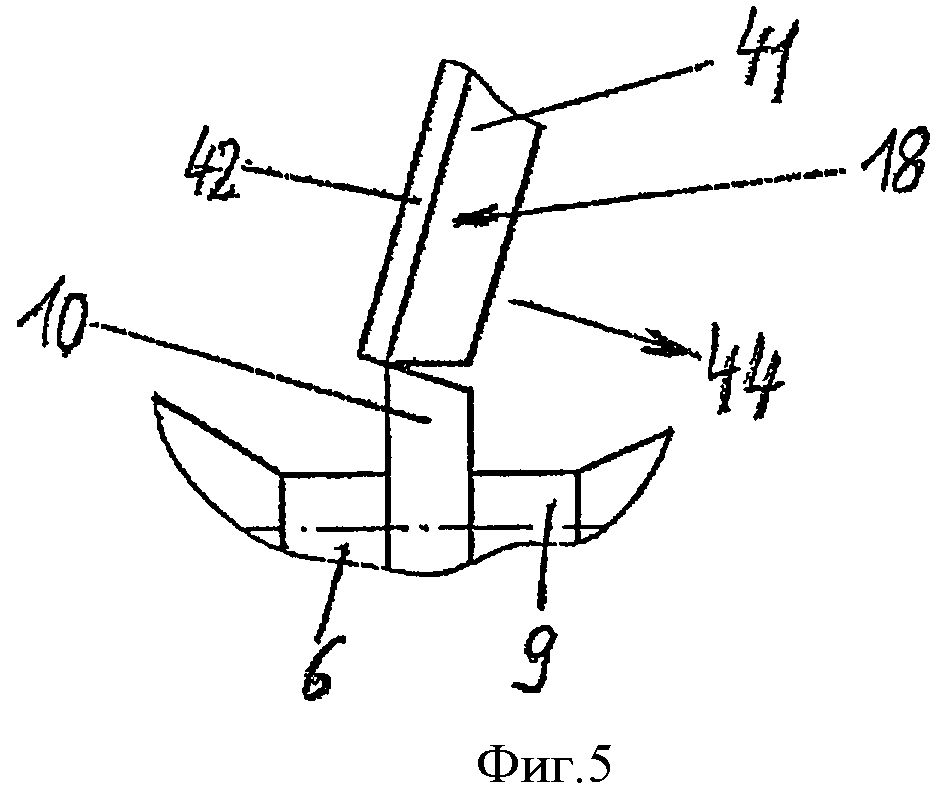
на фиг.5 - врезание при шлифовании в начале продольного шлифования;
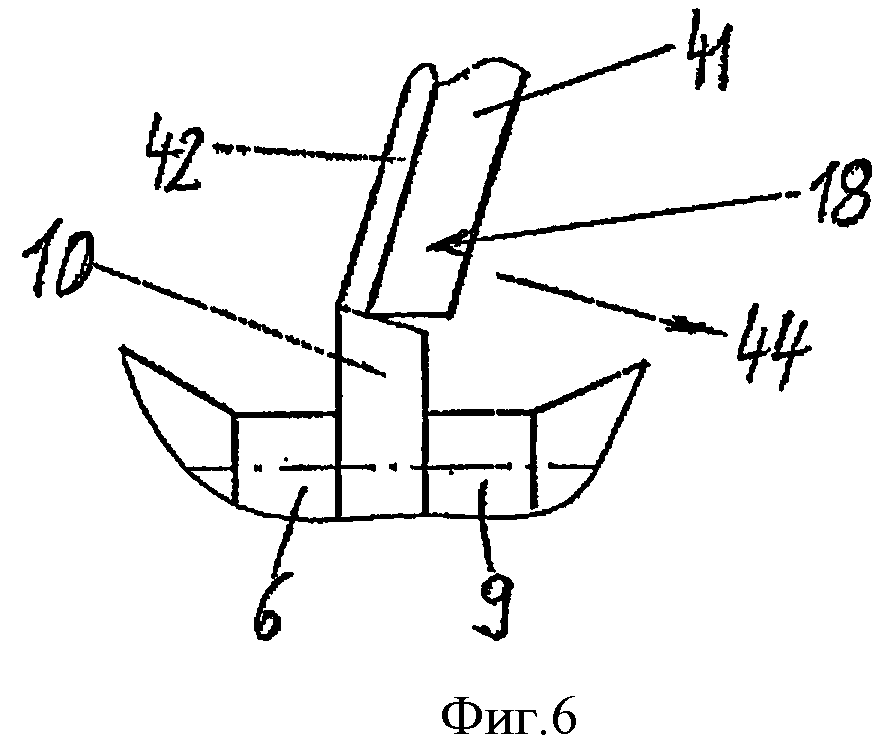
на фиг.6 - фаза развития процесса заточки;
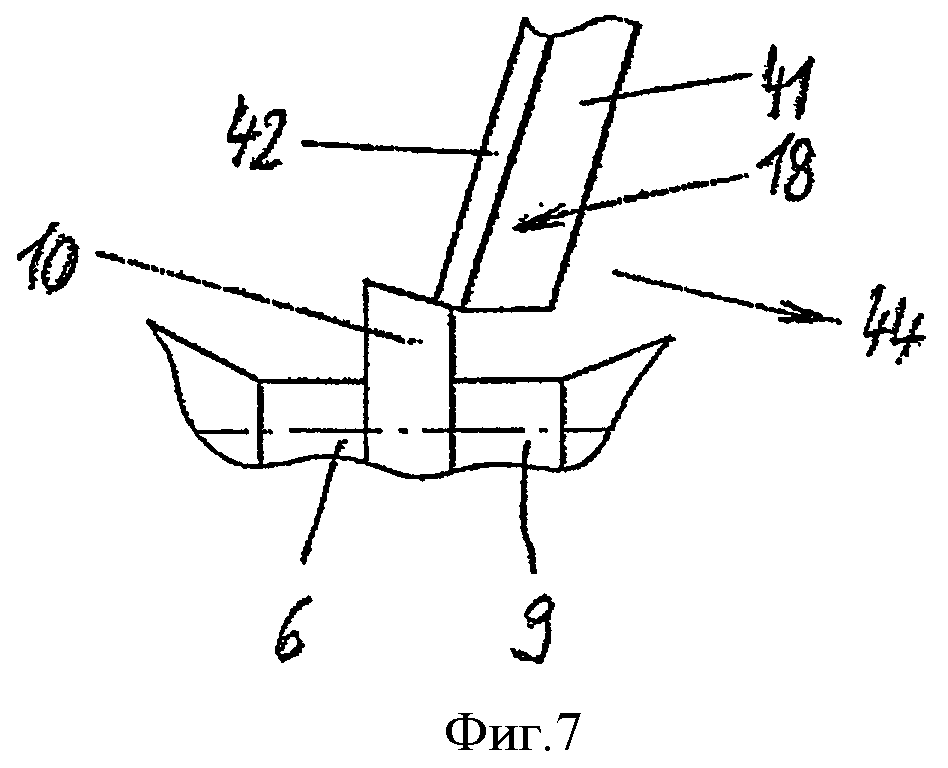
на фиг.7 - изображение фазы заточки в конце чистового шлифования;
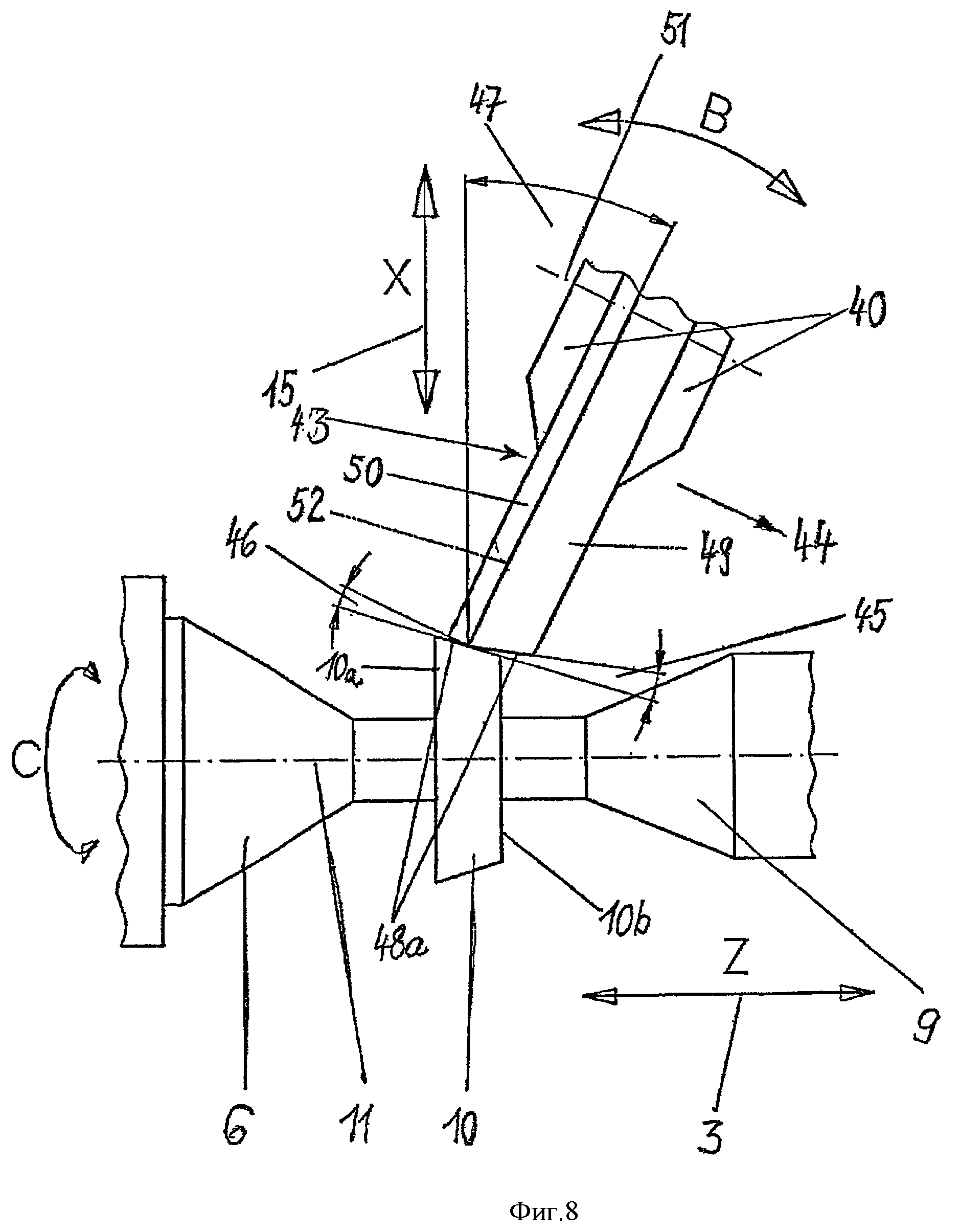
на фиг.8 - измененный по сравнению с фиг.4-7 способ заточки, причем вращающийся шлифовальный круг слегка повернут относительно неперетачиваемой пластины;
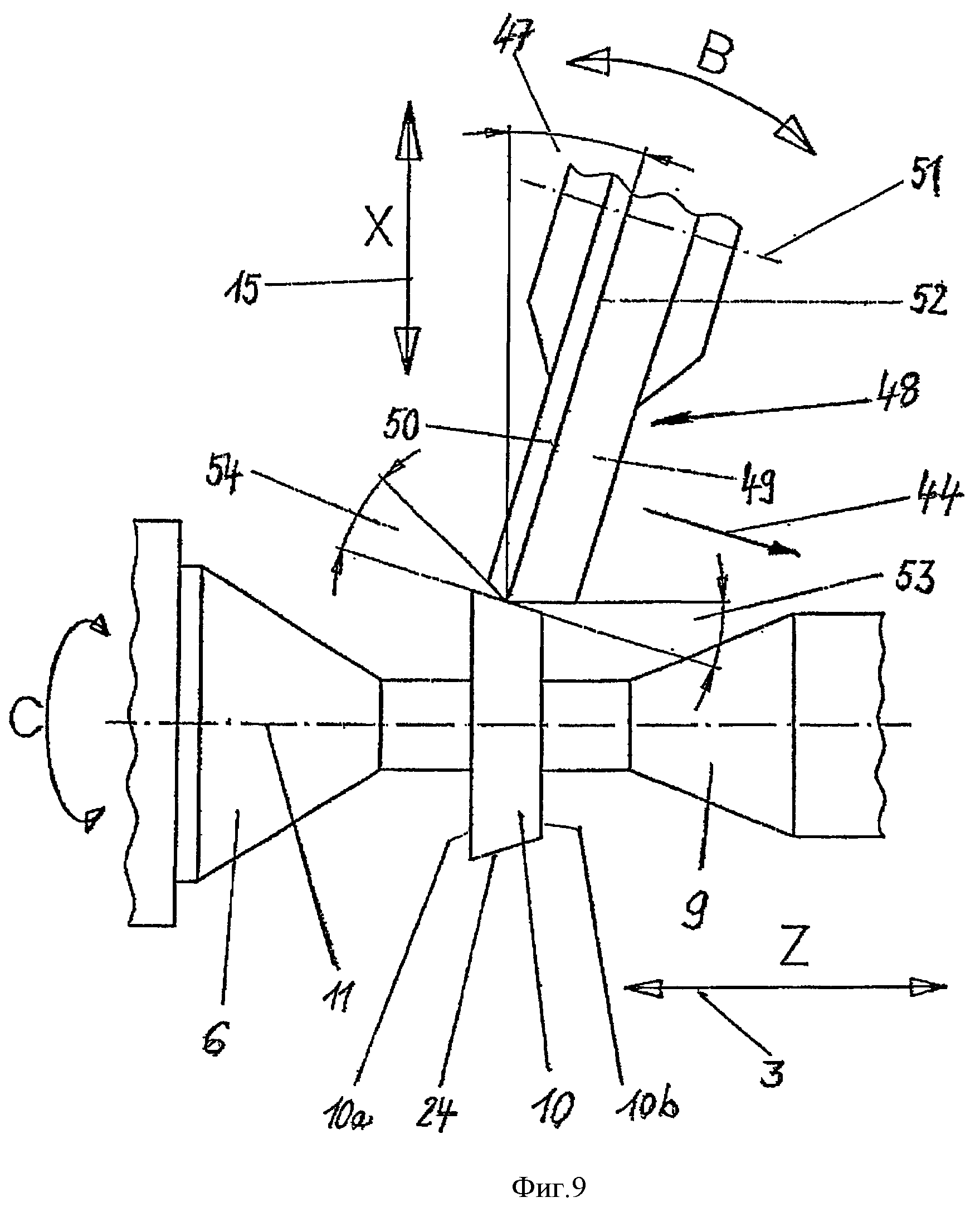
на фиг.9 - соответствующее фиг.8 изображение, причем вращающийся шлифовальный круг имеет измененный контур;
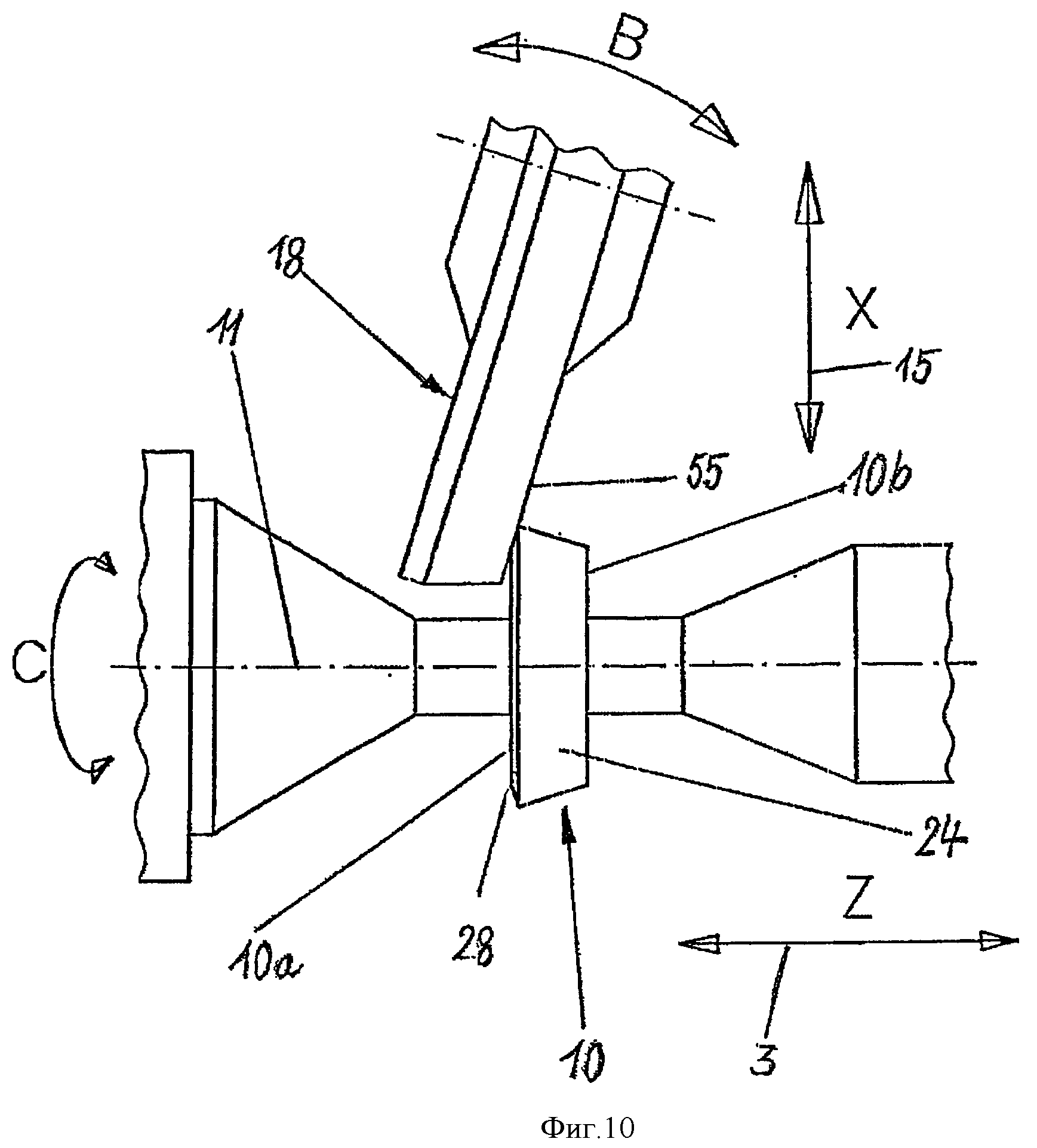
на фиг.10 - с помощью предложенного способа тем же самым шлифовальным кругом и при том же самом креплении на неперетачиваемой пластине могут сниматься фаски;
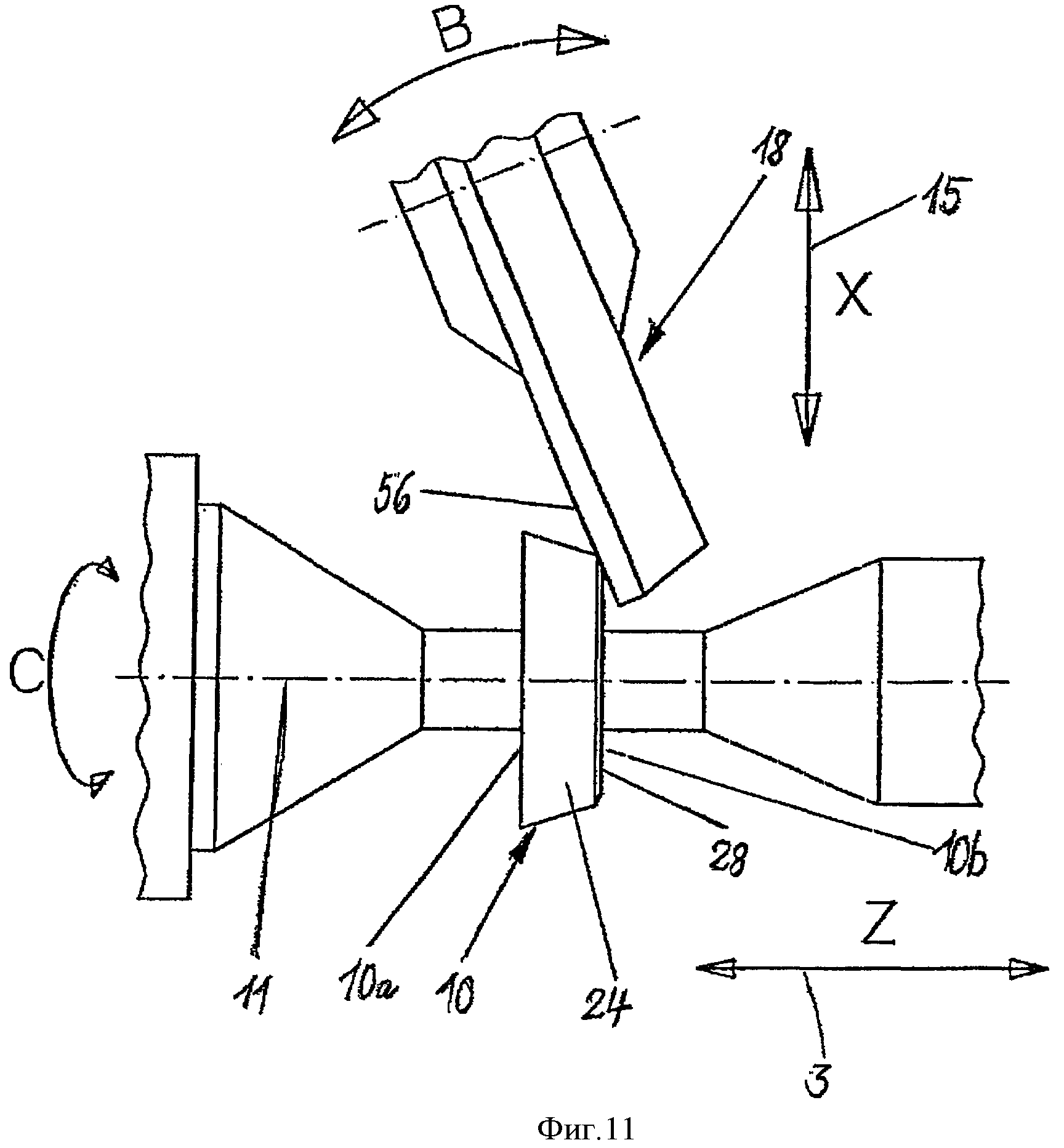
на фиг.11 - изображение, соответствующее фиг.10, причем снимаются фаски на противоположной стороне неперетачиваемой пластины;
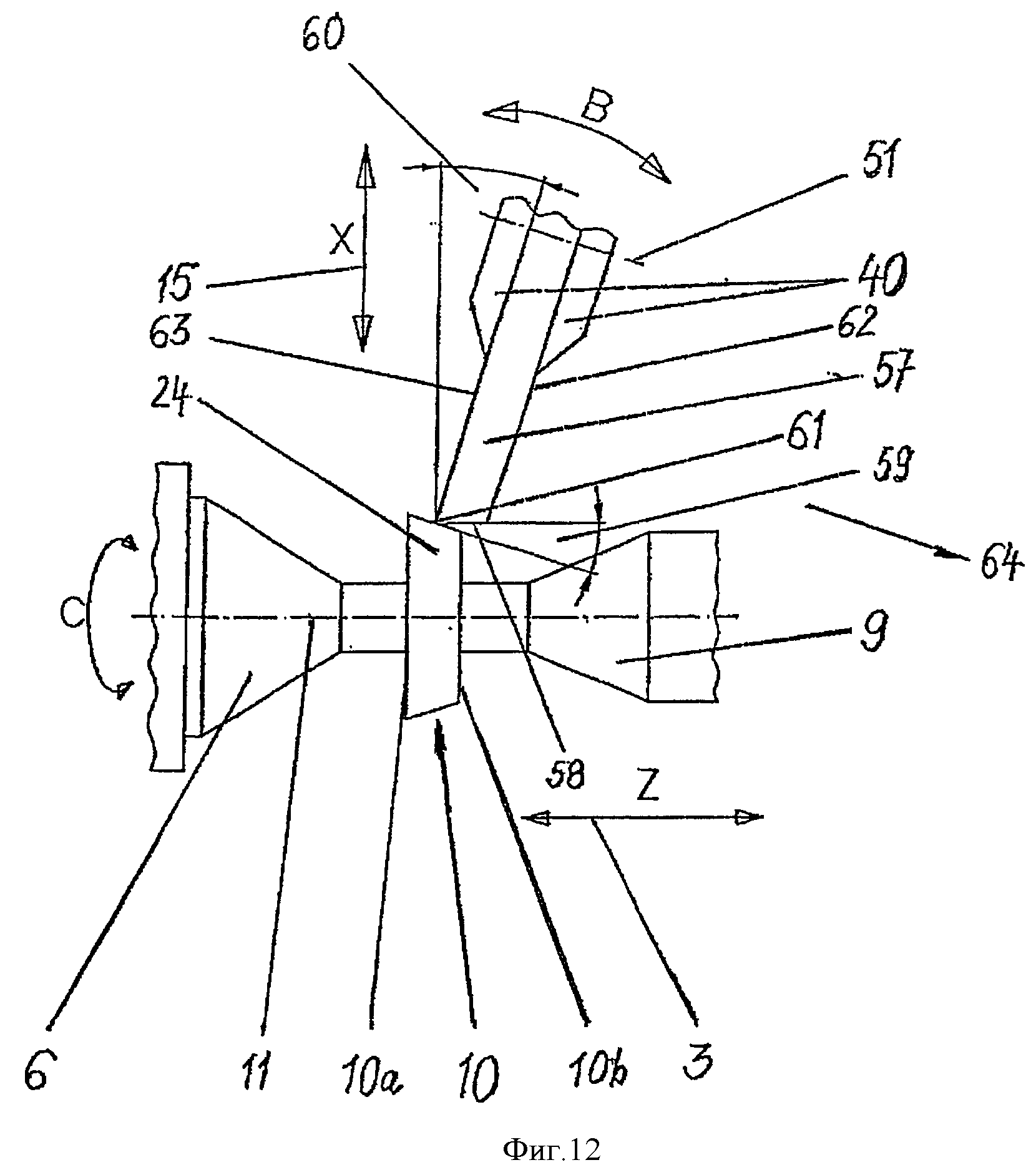
на фиг.12 поясняется другой вариант способа, причем шлифовальный круг имеет в своей области периметра непрерывно сужающийся контур.
На фиг.1 изображен схематически вид сверху заточного станка, который соответствует обычным универсальным круглошлифовальным и некруглошлифовальным станкам. При этом изображены только основные части. На станине станка 1 может передвигаться в направлении первой оси 3 перемещения шлифовальный стол 3. Ось перемещения 3 в машиностроении обычно обозначается Z-осью. Шлифовальный станок 2 несет бабку изделия 4 с крепежным устройством 5 и центрирующей насадкой 6. На расстоянии от бабки изделия 4 расположена задняя бабка 7 с центрирующим зажимом 8 и зажимным болтом 9. Бабка изделия 4 и задняя бабка 7 могут как обычно передвигаться относительно друг друга, а также и вместе. На центрирующей насадке 6 может быть закреплена и отцентрирована подлежащая заточке неперетачиваемая пластина 10, которая затягивается зажимным болтом 9 задней бабки 7.
Неперетачиваемая пластина 10 может приводиться во вращение с помощью бабки изделия 4. При заточке неперетачиваемая пластина 10 вращается вокруг ведомой оси заточки 11. Она в машиностроении в целом обозначается как С-ось. На расстоянии от шлифовального стола 2 расположена шлифовальная бабка 12, которая может поворачиваться вокруг проходящей перпендикулярно плоскости чертежа оси качаний 13. Ось качаний 13 обычно обозначается как В-ось. С помощью салазок 14 шлифовальная бабка 12 может двигаться в отношении шлифовального стола 2 в направлении второй оси перемещения 15. Вторая ось перемещения 15 в машиностроении обычно обозначается как Х-ось.
Шлифовальная бабка 12 несет первый шлифовальный шпиндель 16 с первым шлифовальным кругом 18 и второй шлифовальный шпиндель 17 со вторым шлифовальным кругом 20. Каждый из двух шлифовальных кругов 18, 20 имеет поверхность периметра с контуром круговой формы. Соответствующие оси вращения первого и второго шлифовальных шпинделей 16, 17 и шлифовальных кругов 18, 20 обозначены позициями 19 и 21.
К заточному станку имеет отношение также правильный шпиндель 22 с правильным колесом 23, к которому могут приставляться оба шлифовальных круга 18 и 20 для правки.
Способность шлифовальной бабки 12 поворачиваться вокруг оси качаний 13 служит, во-первых, для того, чтобы на выбор осуществлять шлифование неперетачиваемой пластины 10 первым шлифовальным кругом 18 или вторым шлифовальным кругом 20 и, во-вторых, для того, чтобы иметь возможность производить требуемые поворотные движения шлифовальным кругом во время заточки. Поворотные движения шлифовальной бабки 12 вокруг оси качаний 13 в этом случае осуществляются числовым программным управлением всего заточного станка.
В заточном станке для осуществления предложенного в соответствии с изобретением способа заточки с помощью программного управления друг с другом во взаимной зависимости согласованы четыре возможных движения:
- вращение неперетачиваемой пластины 10 вокруг ведомой оси заточки 11 (С-ось),
- перемещение неперетачиваемой пластины 10 по шлифовальному столу 2 в направлении первой оси перемещения 3 (Z-ось),
- перемещение шлифовальной бабки 12 относительно шлифовального стола 2 в направлении второй оси перемещения 15 (Х-ось),
- отклонение шлифовальной бабки 12 вокруг оси качаний 13 (В-ось).
Первая и вторая оси перемещения 3, 15, а также ведомая ось заточки 10 (по-видимому 11, прим. переводчика) лежат при этом в параллельных плоскостях, они даже все могут лежать в одной и той же плоскости. Ось качаний 13 перпендикулярна этим плоскостям или этой плоскости.
Благодаря согласованию четырех возможностей движения, обеспеченному с помощью числового программного управления, достигается вид способа некруглой заточки, при котором узкие стороны неперетачиваемой пластины 10 получают желательный контур. При этом стремятся иметь в целом ровные поверхности с фасками на переходе от узких сторон к обеим широким сторонам.
На фиг.2А и 2В изображена подлежащая заточке неперетачиваемая пластина с ее деталями. Ее широкие стороны 10а, b в начале заточки уже обработаны до готовности. Неперетачиваемые пластины состоят, по меньшей мере, из спеченного твердого сплава или керамических материалов, уже при спекании широкие стороны 10а, b могут быть изготовлены с удовлетворительной точностью и степенью обработки. Если требуется более высокая точность, широкие стороны шлифуются в предварительном рабочем процессе. Неперетачиваемые пластины, например, с помощью крепежного отверстия 26 с возможностью замены и поворота устанавливаются в приспособлениях для крепления. Вообще они имеют задний угол 27, так что их узкие стороны 24 проходят с наклоном в отношении широких сторон. Поэтому одна широкая сторона 10а больше, чем другая широкая сторона 10b. Узкие стороны 24 через фаски 25 переходят одна в другую. Фаски 28 могут быть также устроены на переходе между узкими сторонами 24 и широкими сторонами 10а, 10b, см. к тому же фиг.2В. Для этого в области ребра образовывается угол фаски 29. В широких сторонах 10а, 10b неперетачиваемых пластин находятся впадины 30 или широкие стороны 10а, 10b могут быть образованы впадинами 30. В определенных случаях применения может отсутствовать задний угол 27, так что узкие стороны 24 проходят перпендикулярно к широким сторонам 10а. b. Отдельные углы ориентируются в зависимости от цели применения неперетачиваемой пластины 10, в частности от задачи обработки и от подлежащего обработке материала, который должен обрабатываться способом резания с применением неперетачиваемой пластины 10.
Фиг.3 показывает в увеличенном изображении детали бабки изделия. Уже упомянутый зажим 5 с помощью винтов 32 закреплен на зажимной детали при бабке изделия 4. Зажим 5 включает крепежную насадку 6, которая в своем продольном направлении снабжена ступенчатыми отверстиями. Внутри с продольной подвижностью находится центрирующий болт 37, который нажимной пружиной 34 расперт в направлении задней бабки 7. Нажимная пружина 34 опирается своим внутренним концом на нажимную пластину 35. Нажимная пластина 35 служит наряду с этим для удержания центрирующего болта 37 с гайкой 36. При вращении вокруг ведомой оси заточки 11 зажимная насадка 6 начинает вращаться. Неперетачиваемая пластина 10 надета на центрирующий болт 37 и опирается одновременно на выступ зажимной насадки 6. Так как бабка изделия 4 и задняя бабка 7 могут двигаться друг к другу, неперетачиваемая пластина 10 фиксируется между зажимной насадкой 6 и прижимным болтом задней бабки 7 и увлекается во вращение с силовым замыканием. При этом представленная конструкция позволяет при массовом производстве производить быструю соответствующую смену подлежащих заточке неперетачиваемых пластин. Установка в устройство и извлечение из него осуществляются преимущественно автоматически.
На фиг.4 схематически показан процесс заточки с его основными факторами влияния. Неперетачиваемая пластина 10, которая снабжена припуском на заточку 38, приводится во вращение вокруг оси заточки 11. Удлиненная поверхность узкой стороны образует геометрическую определяющую линию 39 для процесса заточки этой узкой стороны.
Шлифовальный круг 18 вращается вокруг своей оси вращения 19, причем собственно шлифовальный круг как обычно закреплен между двумя зажимными фланцами 40. Вращающаяся поверхность периметра 18а шлифовального круга 18 имеет круговой контур, т.е. в каждой радиальной плоскости шлифовального круга имеет место контур круговой формы. При этом шлифовальный круг 18 состоит в своей работающей для заточки области из головной области 41 и хвостовой области 42. Головная область 41 выполнена сужающейся в осевом направлении. От наибольшего диаметра 43 шлифовального круга 18 он уменьшается к наименьшему диаметру своей передней боковой поверхности. Передняя боковая поверхность при этом определяется направлением подачи 44, в которой имеет место относительное движение шлифовального круга 18 в отношении неперетачиваемой пластины 10 вдоль геометрической определяющей линии 39. При этом неперетачиваемая пластина 10 может перемещаться, а шлифовальный круг может стоять в осевом направлении, и наоборот.
На фиг.4 контур головной части 41 изображен в виде конусного контура. Видимая на фиг.4 образующая головной области 41 таким образом представлена прямой. Это, однако, ни в ком случае не обязательно, в зависимости от технологических требований процесса заточки образующая может быть и выпуклой, например, круглой и выполнена в виде галтели. Форма может определяться в зависимости от формы детали и задач заточки. На фиг.4, кроме того, изображено, что взаимное движение между шлифовальным кругом 18 и неперетачиваемой пластиной 10 в направлении подачи 44 начинается у наибольшей широкой стороны 10а и заканчивается у наименьшей широкой стороны 10b. Это в целом предпочтительное направление заточки, так как оно уменьшает опасность того, что ребро периметра неперетачиваемой пластины 10, которое находится между широкой стороной 10а и узкой стороной 24, будет разломано при заточке. Однако в принципе также возможно вести работы с различным направлением заточки так, чтобы взаимное движение начиналось у наименьшей широкой стороны 10b.
К головной области 41 примыкает хвостовая область 42, которая в данном случае имеет контур цилиндра, так что диаметр хвостовой области одновременно является наибольшим диаметром головной области. В области наибольшего диаметра 43 обе области переходят одна в другую.
Управление способом заточки осуществляется таким образом, что с помощью головной области 41 осуществляется однопроходное шлифование в смысле черновой обработки и помощью хвостовой области 42 осуществляется чистовая обработка. При однопроходном шлифовании шлифовальный диск 48 известным образом подается на врезание, что весь припуск на заточку 38 снимается за единственный продольный проход. Следовательно, в то время как однопроходное шлифование осуществляется с помощью сужающегося контура головной области, при чистовой обработке линейное касание имеет место между хвостовой областью 42 и узкой стороной 24 неперетачиваемой пластины 10.
Процесс заточки осуществляется на основе продольного шлифования, причем шлифовальный круг 18 ведется относительно неперетачиваемой пластины 10, как это в подробностях показано также на фиг.1-7. На фиг.5-7 в поступательных фазах процесса заточки показана увеличенная деталь U из фиг.4.
Черновая и чистовая обработка может проводиться в виде обдирочной обработки и чистовой обработки. В определенных случаях применения, т.е. при особенно тяжело поддающихся резанию спеченных материалов, может быть, однако, целесообразно обдирочную и чистовую обработку распределить между двумя различными шлифовальными кругами, как это известным образом позволяет заточный станок согласно фиг.1. Оба шлифовальных круга 18 и 20 имеют в этом случае одну и ту же принципиальную конструкцию, но различную спецификацию шлифовальных кругов.
Когда в основе процесса обработки принципиально лежит продольное шлифование, необходимо учитывать всегда, что для получения желаемого результата постоянно должны изменяться описанные выше подробно согласованные друг с другом, управляемые числовой программой различные движения.
В контексте фиг.4-7 особенно отчетливо показывают прогресс продольного шлифования. На фиг.4 шлифовальный круг 18 только подводится к неперетачиваемой пластине 10 и припуск на заточку 38 находится в касании с головной областью в месте наибольшей широкой стороны 10а. В фазе, представленной на фиг.5, головной областью 41 уже снята большая часть припуска на заточку и применяется хвостовая часть 42. Согласно фиг.5 между хвостовой областью 42 и уже подвергнутой черновой обработке узкой стороной 24 имеет место полное линейное касание. В то время как черновая обработка еще не завершена, теперь вступает в действие чистовая обработка по всей осевой протяженностью хвостовой области. На фиг.7 чистовая обработка с помощью хвостовой области 42 подходит к концу, и процесс заточки в этом отношении закончен. Следует еще заметить, что фаски 25 между отдельными узкими сторонами снимаются в ходе описанного здесь процесса заточки.
С помощью фиг.8 описывается процесс заточки, который имеет изменения по сравнению с процессом заточки, представленным на фиг.4-7.
Позиции для изображенных частей заточного станка и неперетачиваемой пластины остались прежними. Однако использован новый ряд позиций для вращающегося шлифовального круга 48, так он сам хотя и остался неизменным, но движется в измененном повернутом положении относительно неперетачиваемой пластины. В то время как согласно фиг.4 шлифовальный круг 18 стоит перпендикулярно образующей боковых сторон 24, шлифовальный круг 48 в изображении на фиг.8 повернут вперед на угол поворота 47. Он может быть легко установлен и поддерживаться с помощью оси качаний 13. Шлифовальный круг 48 опять же имеет сужающуюся вперед головную область 49 и цилиндрическую хвостовую область 50. Благодаря этому поверхность периметра 48а, имеющая круговой контур, в головной области 49 в отношении образующей имеет узкую сторону 24 неперетачиваемой пластины 10 угол врезания 45 и в хвостовой области 50 - задний угол 46. Зажимные фланцы вращающегося шлифовального круга 48 снова обозначены позицией 40, его ось вращения позицией 51 и его наибольший диаметр позицией 52.
Шлифовальный круг 48 ведется вдоль относительно неперетачиваемой пластины 10 в направлении подачи 44 в соответствии с продольным шлифованием на узкой стороне 24 неперетачиваемой пластины 10. При этом предпочитается однопроходное шлифование.
При этом в хвостовой области 50 больше не происходит линейного касания с узкой стороной 24 неперетачиваемой пластины 10, а происходит только точечное касание наибольшим диаметром 52. Однако оказалось, что даже таким образом на узких сторонах 24 неперетачиваемой пластины 10 могут быть надежно выработаны желаемые контуры. При этом вся обработка может вестись однопроходным шлифованием. Поскольку подлежащий снятию припуск на заточку 38 выступает, однако, выше шлифовка контура может осуществляться за несколько этапов; т.е. припуск на шлифовку снимается поэтапно. Задний угол 46 в хвостовой области 50 ведет к улучшенным условиям охлаждения, так как прекращено линейное касание между неперетачиваемой пластиной 10 и хвостовой областью.
На фиг.9 показан вариант реализации способа, представленного на фиг.8. Контур хвостовой области 50 в этом случае не является цилиндрическим, а сужается против направления подачи 44 при продольном шлифовании, т.е. к концу шлифовального круга 48. Контур сужения может быть преимущественно коническим, хотя прямо возможны и другие контуры. С измененной формой шлифовального круга согласно фиг.9 в головной области может быть получен больший угол врезания 53 и точно также в хвостовой области 50 больший задний угол 44, без необходимости при этом еще больше наклонять шлифовальный круг 48 в отношении боковой поверхности неперетачиваемой пластины 10. Это очень хорошо показывает сравнение угла резания 47 на фиг.8 и 9. Также при способе согласно фиг.9 может просто осуществляться продольное шлифование.
Наконец, на фиг.10 и 11 показано, как могут сниматься фаски 28, которые находятся в переходной области между широкими сторонами 10а, b и узкими сторонами 24, одними и теми же шлифовальными кругами 18, которые служат для шлифования узких сторон 24. Для этого широкие стороны 55, 56 шлифовального круга 18 также снабжены облицовкой для шлифования и приставляются сбоку наклонно к переходной области между широкими сторонами 10а, b и узкими сторонами 24 неперетачиваемой пластины 10.
Для осуществления описанного до сих пор способа заточки согласно изобретению, таким образом, необходимыми являются шлифовальные круги, которые в осевом направлении имеют две различные области, а именно головную область 41, 49 и хвостовую область 42, 50. В то время как головная область 41, 49 выполнена сужающейся к первой боковой поверхности 55 шлифовального круга 18, 48, хвостовая область 42, 50 может быть образована цилиндрической или также сужающейся ко второй боковой поверхности 56. Так как неперетачиваемые пластины 10 состоят из спеченного твердого сплава или керамических веществ, режущий материал образован алмазными зернами в соединении с металлом или керамикой. Как правило, спецификация шлифовальных кругов в головной области 41, 49 осуществляется по-другому, чем в хвостовой части 42, 50, так как головная область 41, 49, как правило, работает в смысле черновой обработки, т.е. в сравнении с хвостовой областью 42, 50 требуется снимать большее количество материала и работает более грубо. Хвостовая область 42, 50 в своей спецификации шлифования регулируется более тонко и мягче, так как с помощью хвостовой области должно достигаться прежде всего требуемое качество поверхности.
Облицовки боковых поверхностей 55, 56 шлифовальных кругов 18, 48 также образованы из алмазных зерен, связанных с помощью металла или керамики и соответственно их задачи снимать фаски 28 на неперетачиваемой пластине 10, имеют другую спецификацию шлифовальных кругов, чем это предусматривается в головной области 41, 49 или в хвостовой области 42, 50.
Было даже выявлено, что предпочтительные результаты могут быть достигнуты, если способ осуществляется с помощью шлифовального круга, который не имеет какой-либо хвостовой области. В этом случае шлифовальный круг состоит практически только из головной области, т.е. имеет в своей области периметра сужающийся, в простейшем случае конический контур и ведется своим наименьшим диаметром вперед по узким сторонам неперетачиваемых пластин. Этот случай представлен на фиг.12.
На фиг.12 сначала снова изображена неперетачиваемая пластина 10 с ее широкими сторонами 10а, b и ее узкими сторонами 24. Позиции здесь остаются неизменными как для зажимного устройства заточного станка, так и для четырех определяющих осей движения С, В, Х и Z. В отличие от приведенных выше изображений поверхность периметра 58, имеющая контур круговой формы, шлифовального круга 57 здесь обладает непрерывно идущим сужающимся контуром, в представленном примере осуществления та же самая боковая поверхность конуса с прямолинейными образующими. Но коническая форма не является обязательной. Неперетачиваемая пластина 10 и шлифовальный круг наклонены или повернуты на угол наклона 60 относительно друг друга и ведутся относительно друг друга в смысле продольного шлифования. При этом кромка периметра 61, образованная ее большей боковой поверхностью 63 шлифовального круга 57, находится в касании шлифования с неперетачиваемой пластиной 10, меньшая боковая поверхность 62 шлифовального круга смотрит вперед в направлении подачи 64 продольного шлифования. Также видно, что между поверхностью периметра 58 шлифовального круга 47 и узкой стороной неперетачиваемой пластины 10 образуется угол врезания 59.
Перечень позиций
1 Станина станка
2 Шлифовальный стол
3 Первая ось перемещения (Z-ось)
4 Бабка изделия
5 Зажим
6 Зажимная насадка
7 Задняя бабка
8 Центрирующий зажим
9 Прижимной болт
10 Неперетачиваемая пластина
10а, b. Широкая сторона
11 Ведомая ось заточки (С-ось)
12 Шлифовальная бабка
13 Ось качаний (В-ось)
14 Салазки
15 Вторая ось перемещения (Х-ось)
16 Первый шлифовальный шпиндель
17 Второй шлифовальный шпиндель
18 Первый шлифовальный круг
18а Второй шлифовальный круг
19 Первая ось вращения
20 Второй шлифовальный круг
21 Вторая ось вращения
22 Шпиндель для правки
23 Диск для правки
24 Узкая сторона
25 Фаска (на узкой стороне)
26 Крепежное отверстие
27 Задний угол
28 Фаска (на широкой стороне)
29 Угол фаски
30 Впадина
31 Зажимная деталь
32 Винт
34 Нажимная пружина
35 Нажимная пластина
36 Гайка
37 Центрирующий болт
38 Припуск на заточку
39 Геометрическая определяющая линия
40 Зажимной фланец
41 Головная область
42 Хвостовая область
43 Наибольший диаметр
44 Направление подачи продольного шлифования
45 Угол врезания головной области
46 Задний угол хвостовой области
47 Угол наклона
48 Шлифовальный круг
48а Поверхность периметра, имеющая круговой контур
49 Головная область
50 Хвостовая область
51 Ось вращения
52 Наибольший диаметр
53 Угол врезания головной области
54 Задний угол хвостовой области
55 Первая боковая поверхность
56 Вторая боковая поверхность
57 Шлифовальный круг
58 Поверхность периметра, имеющая круговой контур
59 Угол врезания
60 Угол поворота
61 Большое ребро периметра
62 Малая боковая поверхность
63 Большая боковая поверхность
64 Направление подачи продольного шлифования
Реферат
Изобретения относятся к области абразивной обработки и могут быть использованы при заточке неперетачиваемых пластин. Осуществляют заточку наклонно проходящих узких сторон пластины при ее вращении вокруг оси заточки. Для этого используют вращающийся шлифовальный круг, имеющий поверхность периметра в виде контура круговой формы и включающий головную и хвостовую области. Шлифовальный круг ведут относительно неперетачиваемой пластины вдоль геометрической линии, образованной образующей готовой узкой стороны пластины, в направлении подачи. Заточку осуществляют продольным шлифованием. Сужающаяся вперед головная область шлифовального круга обеспечивает черновую обработку узкой стороны, а хвостовая область - чистовую обработку при линейном касании. Процесс заточки ведут при согласованных друг с другом и управляемых по программе упомянутых движениях. В результате повышаются точность и качество заточки. 4 н. и 14 з.п. ф-лы, 13 ил.
Формула
a) неперетачиваемую пластину (10) приводят во вращение вокруг оси обточки (11), проходящей перпендикулярно к ее плоскости;
b) шлифовальный шпиндель (16), удерживающий и ведущий шлифовальный круг (18), а также ось обточки (11) неперетачиваемой пластины (10) перемещают относительно друг друга в направлении двух проходящих перпендикулярно друг другу осей перемещения (3, 15), причем оси перемещения (3, 15) и ось обточки (11) лежат в параллельных или идентичных плоскостях;
c) шлифовальный шпиндель (16) и неперетачиваемую пластину (10) отклоняют относительно друг друга вокруг оси качаний (13), перпендикулярной плоскостям, в которых лежат оси перемещения (3, 15) и ось обточки (11) неперетачиваемой пластины (10), отличающийся тем, что
d) процесс заточки осуществляют продольным шлифованием, причем поверхность периметра (18а), имеющую контур круглой формы, вращающегося шлифовального круга (18) ведут относительно узких сторон (24) неперетачиваемой пластины, начиная у широкой стороны (10а) к другой широкой стороне (10b) неперетачиваемой пластины (10);
e) при продольном шлифовании вперед перемещают расположенную на шлифовальном круге сужающуюся вперед головную область (41), которая при однопроходном шлифовании при черновой обработке воздействует на узкие стороны (24) неперетачиваемой пластины (10);
f) примыкающая к головной области (41), лежащая позади при продольном шлифовании хвостовая область (42) шлифовального круга (18) имеет цилиндрическую форму и воздействует через линейное касание при чистовой обработке на узкие стороны (24) неперетачиваемой пластины (10).
a) неперетачиваемую пластину (10) приводят во вращение вокруг оси обточки (11), проходящей перпендикулярно к ее плоскости;
b) шлифовальный шпиндель (16), удерживающий и ведущий шлифовальный круг (18), а также ось обточки (11) неперетачиваемой пластины (10) перемещают относительно друг друга в направлении двух проходящих перпендикулярно друг другу осей перемещения (3, 15), причем оси перемещения (3, 15) и ось обточки (11) лежат в параллельных или идентичных плоскостях;
c) шлифовальный шпиндель (16) и неперетачиваемую пластину (10) отклоняют относительно друг друга вокруг оси качаний (13), перпендикулярной плоскостям, в которых лежат оси перемещения (3, 15) и ось обточки (11) неперетачиваемой пластины (10), отличающийся тем, что
d) заточку осуществляют продольным шлифованием, причем имеющую контур круглой формы поверхность периметра (48а) вращающегося шлифовального круга (48) ведут относительно узких сторон (24) неперетачиваемой пластины (10), начиная у одной широкой стороны (10а) к другой широкой стороне (10b) неперетачиваемой пластины (10);
e) при продольном шлифовании вперед перемещают расположенную на шлифовальном круге (48) сужающуюся вперед головную область (49), которая обеспечивает черновую обработку узких сторон (24) неперетачиваемой пластины (10);
f) примыкающая к наибольшему диаметру (52) головной части (49), лежащая позади при продольном шлифовании хвостовая область (50) шлифовального круга (48), начиная от этого диаметра (52), выполнена цилиндрической или сужающейся к концу;
g) вращающийся шлифовальный круг (48) устанавливают в поворотное положение к узким сторонам (24) неперетачиваемой пластины (10), причем головная часть (49) образует угол врезания (45, 53), а хвостовая область (50) - задний угол (46, 54) относительно узких сторон (24), и осуществляют точечное абразивное касание между наибольшим диаметром (52) шлифовального круга (48) и узкими сторонами (24) неперетачиваемой пластины (10).
a) неперетачиваемую пластину (10) приводят во вращение вокруг оси обточки (11), проходящей перпендикулярно к ее плоскости;
b) шлифовальный шпиндель (16), удерживающий и ведущий шлифовальный круг (18), а также ось обточки (11) неперетачиваемой пластины (10) перемещают относительно друг друга в направлении двух проходящих перпендикулярно друг другу осей перемещения (3, 15), причем оси перемещения (3, 15) и ось обточки (11) лежат в параллельных или идентичных плоскостях;
c) шлифовальный шпиндель (16) и неперетачиваемую пластину (10) отклоняют относительно друг друга вокруг оси качаний (13), перпендикулярной плоскостям, в которых лежат оси перемещения (3, 15) и ось обточки (11) неперетачиваемой пластины (10), отличающийся тем, что
d) процесс заточки осуществляют продольным шлифованием, причем имеющую контур круговой формы поверхность периметра (58) вращающегося шлифовального круга ведут относительно узких сторон (24) неперетачиваемой пластины (10), начиная у одной широкой стороны (10а) к другой широкой стороне (10b) неперетачиваемой пластины (10);
e) вращающийся шлифовальный круг (57), имеющий в своей области периметра сужающийся контур, ведут наименьшим диаметром вперед по узким сторонам (24) неперетачиваемой пластины (10);
f) вращающийся шлифовальный круг устанавливают в поворотное положение относительно узких сторон (24) неперетачиваемой пластины (10), причем его поверхность периметра (58) образует угол врезания (59) относительно узких сторон (24), и осуществляют точечное абразивное касание между наибольшим диаметром шлифовального круга (57) и узкими сторонами (24) неперетачиваемой пластины (10).
a) шлифовальный круг (18, 48) имеет, по меньшей мере, в его области периметра в осевом направлении две различные области;
b) первая область начинается с наибольшего диаметра имеющей контур круговой формы поверхности периметра (18а, 48а), сужается к первой боковой поверхности (55) и служит при продольном шлифовании в качестве головной области (41, 49);
c) вторая область, примыкающая к наибольшему диаметру первой области и служащая при продольном шлифовании в качестве хвостовой области (42, 50), выполнена цилиндрической или сужающейся ко второй боковой поверхности (56).
d) режущий материал шлифовального круга состоит из алмазных зерен с керамической или металлической связью, причем спецификация шлифовального круга в головной области (41, 49) и хвостовой области (42, 50) различна.
Комментарии