Трубное резьбовое соединение с трапециевидной резьбой и с выпуклой поверхностью витка - RU2277665C2
Код документа: RU2277665C2
Чертежи











Описание
Настоящее изобретение относится к трубным резьбовым соединениям, содержащим охватываемый резьбовой элемент и охватывающий резьбовой элемент с витками резьбы, имеющими трапециевидную форму в поперечном сечении и расположенными на конце подлежащих соединению труб, причем эти резьбовые элементы могут быть расположены как на конце труб большой длины, так и на конце труб малой длины, таких, например, как трубные муфты.
Такие трубные соединения используются, в частности, для формирования колонн обсадных труб или колонн эксплуатационных труб, а также колонн бурильных труб, предназначенных для использования в скважинах, обеспечивающих разведку и добычу углеводородов, или в подобных им скважинах, таких, как скважины для использования геотермического потенциала.
Такие трубные соединения определяются, например, спецификациями API 5В и 5СТ Американского Института Нефти (API) для конических резьбовых элементов с витками трапециевидного профиля типа "Buttress".
Эти витки трапециевидного профиля содержат боковую поверхность зацепления профиля витка с той стороны витков, которая ориентирована в направлении свободного конца резьбового элемента, несущую или рабочую боковую поверхность профиля витка, расположенную с противоположной стороны витков, вершину профиля витка, которая имеет ненулевую ширину, и впадину профиля витка, которая также имеет ненулевую ширину, причем рабочие боковые поверхности профиля витка и боковые поверхности зацепления профиля витка расположены по существу перпендикулярно продольной оси данного резьбового элемента (то есть имеют наклон на уровне +3° для рабочих боковых поверхностей витков и наклон на уровне +10° для боковых поверхностей зацепления, например, в случае витков резьбы типа API Buttress).
Таким образом, в настоящем изобретении используется трапециевидный профиль витков резьбы в противоположность другим типам профилей витков резьбы, определяемым в упомянутых выше спецификациях API, а именно треугольным профилям витков или треугольным закругленным на вершинах ("круглым") профилям витков, рабочие боковые поверхности и боковые поверхности зацепления которых наклонены на значительный угол относительно перпендикуляра к продольной оси резьбового элемента (например, наклонены на угол 30°), а вершины и впадины которых имеют по существу нулевую ширину. Витки резьбы трапециевидного профиля по сравнению с витками резьбы треугольного или круглого профиля имеют важные преимущества, заключающиеся в предотвращении опасности разъединения резьбового соединения ("jump out").
Трубные резьбовые соединения с витками трапециевидного профиля в соответствии с API стали объектом многочисленных исследований и разработок, направленных, в частности, на повышение их устойчивости к весьма разнообразным нагрузкам, возникающим в процессе эксплуатации таких трубных соединений (осевое растяжение, осевое сжатие, изгиб, кручение, внутреннее или внешнее давление и т.п.), и на надежное обеспечение их герметичности по отношению к текучим средам, проходящим внутри или снаружи этих резьбовых соединений, при действии определенных нагрузок. Такие усовершенствования трубных резьбовых соединений описаны, в частности, в патентных документах ЕР 488912, ЕР 707133, ЕР 454147, WO 00/14441.
Другие типы резьбовых соединений с витками трапециевидного профиля описаны, например, в патентных документах US 4521042 или US 4570982 и предназначены для такого же использования, что и цилиндрические резьбовые соединения, в частности, двухступенчатые.
В общем случае поверхности витков трапециевидного профиля известных из существующего уровня техники резьбовых соединений, то есть боковые поверхности витков, а также их вершины и впадины выполнены прямолинейными в осевом разрезе, за исключением зон сопряжения между этими поверхностями, причем эти зоны сопряжения представляют собой обычно соединительное закругление определенного радиуса или скошенную кромку; именно поэтому такие поверхности в последующем изложении будут называться прямолинейными.
В трубных резьбовых соединениях всех таких типов в конце операции завинчивания резьбовых элементов один в другой обеспечивают формирование механического контакта с определенным контактным давлением между по меньшей мере одной поверхностью витка охватываемой резьбы и поверхностью соответствующего витка охватывающей резьбы. В зависимости от типа резьбы это контактное давление может быть создано между сопряженными вершинами и впадинами витков, между рабочими боковыми поверхностями, между боковыми поверхностями зацепления или между несколькими из этих поверхностей.
Создание контактного давления между соответствующими поверхностями витков трапециевидного профиля (и в случае необходимости между другими поверхностями, например, между опорными поверхностями герметизации и поперечными упорными поверхностями, расположенными соответствующим образом на резьбовых элементах) приводит к необходимости свинчивать резьбовое соединение с достаточно большим моментом свинчивания.
После того, как такое резьбовое соединение будет свинчено с приложением требуемого момента свинчивания, на известных резьбовых соединениях отмечается, что достаточно приложить момент, немного превышающий по абсолютной величине момент заданный свинчивания, для того, чтобы в зависимости от направления действия этого момента обеспечить дополнительное избыточное свинчивание или же развинтить это резьбовое соединение.
Такое дополнительное избыточное свинчивание может неожиданно произойти, в частности, в процессе опускания с вращением колонны труб на дно углеводородных скважин, отклоняющихся от вертикали или даже горизонтальных, и стать причиной нарушения относительного позиционирования охватываемого и охватывающего резьбовых элементов, следствием чего может произойти нежелательная опасность утечек через эти резьбовые соединения.
Случайное развинчивание трубного резьбового соединения в скважине может иметь еще более тяжелые последствия.
Таким образом, в предлагаемом изобретении сделана попытка создать трубные резьбовые соединения с витками резьбы трапециевидного профиля, которые после их свинчивания требуют для перехода за пределы их нормального положения свинчивания или для развинчивания этих резьбовых соединений приложения моментов, по существу значительно превышающих по абсолютной величине заданный момент свинчивания, а также, чтобы такие трубные резьбовые соединения не были чувствительными к заеданию в резьбе.
Была также сделана попытка устранить заедания в резьбе, являющиеся следствием чрезмерного контактного давления между соответствующими поверхностями витков резьбы, в частности между соответствующими боковыми поверхностями этих витков.
Была также сделана специальная попытка устранить заедание в резьбе в случае использования резьбы с осевым стягиванием или с клиновым профилем витков, например, описанной соответственно в патентных документах WO 00/14441 и WO 94/29627, где стягивающий контакт осуществляется одновременно между рабочими боковыми поверхностями и боковыми поверхностями зацепления витков резьбы, причем контактные давления, развиваемые между боковыми поверхностями в стягивающем контакте, оказываются весьма чувствительными к фактической геометрии витков охватываемой и охватывающей резьбы и, соответственно, к их сопряжению.
Это требует механической обработки витков резьбы с очень высокой точностью, то есть приводит к повышению стоимости такой обработки. Также были проведены исследования относительно того, чтобы такие трубные резьбовые соединения с клиновидным профилем витков резьбы или витков резьбы с осевым стягиванием можно было обрабатывать с нормальными размерными допусками, обычно имеющими величину, например, 0,01 мм.
Трубное резьбовое соединение в соответствии с настоящим изобретением содержит охватываемый резьбовой элемент, выполненный на конце первой трубы, и охватывающий резьбовой элемент, выполненный на конце второй трубы.
Охватываемый резьбовой элемент содержит снаружи охватываемую резьбу с витками трапециевидного профиля по существу на всей длине этой резьбы и охватывающий резьбовой элемент содержит изнутри охватывающую резьбу, сопряженную с охватываемой резьбой, то есть резьбу, имеющую форму и расположение, адаптированные к свинчиванию между собой этих резьбовых элементов. Охватываемый и охватывающий резьбовые элементы завинчиваются один в другой под действием заданного момента завинчивания таким образом, чтобы по меньшей мере одна поверхность витка охватываемой резьбы входила в механический контакт с соответствующей поверхностью витка охватывающей резьбы с определенным контактным давлением.
В данном случае термин "резьба" означает резьбу на одном или нескольких резьбовых участках. В этом последнем случае витки резьбы имеют трапециевидный профиль по существу на всей длине каждого из резьбовых участков.
По меньшей мере одна поверхность витка резьбы, находящаяся под контактным давлением, имеет перед свинчиванием резьбового соединения непрерывную изогнутую выпуклую форму на ширине рассматриваемой поверхности и находится в так называемом точечном контакте с соответствующей поверхностью витка сопряженной резьбы.
В последующем изложении под выражением "изогнутая выпуклая поверхность" следует понимать поверхность витка резьбы, которая в осевом разрезе имеет вид искривленной и выпуклой поверхности. Кроме того, в последующем изложении под выражением "искривленная вогнутая поверхность" и под выражением "прямолинейная поверхность" следует понимать, соответственно, поверхности, которые имеют соответствующий вид в осевом разрезе (за исключением зон соединения с примыкающими к ним поверхностями).
Термин "ширина поверхности" в последующем изложении следует понимать как размер данной поверхности на виде в осевом разрезе. Таким образом, этот термин "ширина поверхности" означает в основном осевой размер вершины или впадины витка резьбы и в основном радиальный размер боковых поверхностей витка резьбы.
Термин "виток трапециевидного профиля" в данном случае соответствует общему определению, которое было приведено выше, даже если некоторые поверхности витка резьбы не являются прямолинейными, как это имеет место в случае настоящего изобретения. Здесь этот термин распространяется также на витки резьбы трапециевидного профиля как с положительными, так и с отрицательными или с нулевыми углами наклона рабочих боковых поверхностей и боковых поверхностей зацепления (то есть витки, имеющие профиль квадратной формы, профиль в виде крюка, половины "ласточкиного хвоста" или "ласточкиного хвоста" в целом), причем условное обозначение знака этого наклона показано в способах реализации настоящего изобретения, описанных в последующем изложении.
Определенная выше изогнутая выпуклая поверхность создает совместно с соответствующей поверхностью витка сопряженной резьбы механический контакт, который в разрезе по плоскости, проходящей через ось резьбового соединения, имеет вид точечного или по существу точечного контакта при условии, что радиусы кривизны соответствующих поверхностей будут адаптированы друг к другу.
Контактное давление, являющееся следствием точечного механического контакта, является максимальным в точке этого контакта и уменьшается с каждой стороны от этой точки контакта с большей или меньшей интенсивностью в зависимости от различия радиусов кривизны двух находящихся в этом контакте поверхностей, а также характеристик упругости материалов, из которых изготовлены эти находящиеся в контакте поверхности.
Кривизна изогнутой выпуклой поверхности выбирается таким образом, чтобы трубное резьбовое соединение в соответствии с настоящим изобретением имело после свинчивания под действием заданного момента свинчивания по сравнению с обычным трубным резьбовым соединением, в котором все поверхности витков охватываемой и охватывающей резьбы являются прямолинейными, значительно более высокую устойчивость к развинчиванию или дополнительному избыточному свинчиванию.
Действительно, неожиданным образом оказалось, что необходимо приложить определенно более высокий по абсолютной величине момент, чем заданный момент свинчивания, то есть приложить момент, в среднем по меньшей мере на 5% превышающий этот заданный момент свинчивания, для того чтобы в зависимости от направления приложения этого момента сил обеспечить дополнительное избыточное свинчивание или же развинчивание трубного резьбового соединения в соответствии с настоящим изобретением после того, как это трубное резьбовое соединение будет свинчено с приложением заданного момента свинчивания. Такой результат ожидался в противоположном случае, то есть ожидалось увеличенное сопротивление развинчиванию/чрезмерному затягиванию для резьбового соединения с прямолинейными поверхностями витков резьбы, которые представляют более значительные площади поверхностей трения.
Кроме того, принимая во внимание нагрузки, воздействию которых подвергаются поверхности витков трубного резьбового соединения, в частности в случае трубных резьбовых соединений, используемых для эксплуатации скважин добычи углеводородного сырья, которые обладают относительно малой шириной и высотой витков, до настоящего времени специалисты в данной области техники не испытывали потребности устанавливать точечные контакты витков резьбы трапециевидного профиля, то есть контакты, не распределенные между соответствующими поверхностями, находящимися под контактным давлением.
Кривизна искривленной выпуклой поверхности также адаптирована к геометрии соответствующей контактной поверхности для того, чтобы максимальное контактное давление не приводило к пластификации материала, из которого изготовлены поверхности, находящиеся в точечном контакте.
Для этого предпочтительно, чтобы изогнутая выпуклая поверхность имела ширину, за исключением зон их соединения с примыкающими поверхностями, равную одному или нескольким радиусам кривизны, имеющим величину в диапазоне от 2 мм до 60 мм и предпочтительно в диапазоне от 3 мм до 20 мм.
Изогнутая выпуклая поверхность может быть выполнена на всей длине или на части длины рассматриваемой резьбы, но предпочтительно такая поверхность может быть выполнена на всей длине рассматриваемой резьбы и, следовательно, на всей длине каждой из резьбовых частей в том случае, когда эта резьба содержит несколько резьбовых частей.
Предпочтительно, чтобы изогнутая выпуклая поверхность имела однородную кривизну на всей ширине рассматриваемой поверхности, за исключением зон соединения с примыкающими поверхностями.
Также предпочтительно, чтобы изогнутая выпуклая поверхность имела однородную кривизну на всей длине данной резьбы.
Также предпочтительно, чтобы изогнутая выпуклая поверхность витка резьбы соответствовала прямолинейной поверхности витка сопряженной резьбы.
Предпочтительно, чтобы была выполнена только одна изогнутая выпуклая поверхность, расположенная на витках одного резьбового элемента, охватываемого или охватывающего.
В соответствии с предпочтительным способом реализации настоящего изобретения резьба охватываемого или охватывающего резьбового элемента резьбового соединения выполнена конической, причем витки этой резьбы взаимодействуют друг с другом в радиальном направлении, а изогнутая выпуклая поверхность представляет собой вершину витка резьбы.
В соответствии с другим предпочтительным способом реализации настоящего изобретения изогнутая выпуклая поверхность представляет собой либо боковую поверхность витка охватываемой резьбы, либо боковую поверхность витка охватывающей резьбы, причем в этом случае один или другой из витков охватываемой или охватывающей резьбы содержит специальное средство, предназначенное для того, чтобы обеспечить упругость изогнутой боковой поверхности или соответствующей изогнутой боковой поверхности витка сопряженной резьбы.
Предпочтительно изогнутая выпуклая боковая поверхность представляет собой рабочую или несущую боковую поверхность витка резьбы.
В качестве варианта второго способа реализации настоящего изобретения изогнутая выпуклая боковая поверхность может представлять собой боковую поверхность зацепления данного витка резьбы.
Таким образом, изгиб боковой поверхности, названной в последующем изложении как поверхность, способная к изгибу, возрастает по мере увеличения контактного давления в процессе или в заключительной фазе свинчивания трубного резьбового соединения и позволяет виткам резьбы, в частности, адаптироваться к возможным различным размерным параметрам витков охватываемого и охватывающего резьбовых элементов по отношению к их номинальным размерным параметрам и без создания чрезмерного контактного давления.
Предпочтительно в соответствии со вторым способом реализации настоящего изобретения средство, предназначенное для обеспечения упругости изогнутой выпуклой боковой поверхности или сопряженной с ней боковой поверхности, представляет собой канавку, расположенную на вершине витка, примыкающей к этой упругой боковой поверхности.
Изгиб части витка между канавкой и упругой боковой поверхностью в процессе вхождения в механический контакт под давлением вызывает, как это можно видеть в осевом разрезе, поворот упругой боковой поверхности вокруг центра ее вращения, расположенного в основании этой боковой поверхности.
Предпочтительным образом глубина упомянутой канавки имеет величину, меньшую или равную высоте профиля витка, на котором эта канавка выполнена.
Также предпочтительно, чтобы канавка имела в своем устье или на уровне ее раскрытия ширину, величина которой меньше или равна 2/3 от ширины витка, на котором канавка выполнена, причем ширина витка измеряется на уровне половины его высоты.
Также предпочтительно, чтобы донная часть канавки была выполнена закругленной с использованием радиуса закругления, имеющего величину, превышающую или равную 0,2 мм.
Предпочтительно, когда средство, предназначенное для снижения жесткости боковой поверхности витка резьбы, будет представлять собой канавку, угол, называемый "углом наклона изогнутой выпуклой боковой поверхности" и образованный касательной к изогнутой выпуклой боковой поверхности на половине ее высоты и перпендикуляром к продольной оси данного резьбового соединения, будет отличаться от угла, называемого "углом наклона сопряженной боковой поверхности" и образованного касательной к боковой поверхности, сопряженной с изогнутой выпуклой боковой поверхностью, и взятой также на половине высоты сопряженной боковой поверхности, и перпендикуляром к продольной оси резьбового соединения.
Такое различие между углами наклона приводит к смещению точки механического контакта между изогнутой выпуклой боковой поверхностью витка резьбы и сопряженной с ней боковой поверхностью другого витка резьбы в направлении вдоль боковых поверхностей в процессе изгиба упругой боковой поверхности витка резьбы на заключительном этапе свинчивания резьбового соединения или в функции осевых механических напряжений, возникающих в процессе эксплуатации.
Такое смещение точки механического контакта исключает постоянное механическое напряжение в одной и той же точечной зоне изогнутой выпуклой боковой поверхности и сопряженной с ней боковой поверхности витков резьбы, что обеспечивает снижение опасности заедания боковых поверхностей витков после выполнения нескольких циклов свинчивания и развинчивания резьбового соединения.
Предпочтительно, чтобы в этом случае величины угла наклона изогнутой выпуклой боковой поверхности и угла наклона сопряженной боковой поверхности были такими, что первоначальный механический контакт между изогнутой выпуклой боковой поверхностью и сопряженной с ней боковой поверхностью имел место на упругой боковой поверхности со стороны вершины витка, где размещена канавка.
Также предпочтительно, чтобы знак алгебраической величины смещения между углом наклона изогнутой выпуклой боковой поверхности и углом наклона сопряженной с ней боковой поверхности был таким, что точка механического контакта между изогнутой выпуклой боковой поверхностью и сопряженной с ней боковой поверхностью смещался в процессе свинчивания резьбового соединения в направлении центра вращения упругой боковой поверхности.
Также предпочтительно, чтобы величина смещения между углом наклона изогнутой выпуклой боковой поверхности и углом наклона сопряженной с ней боковой поверхности были такими, что окончательная точка контакта между изогнутой выпуклой боковой поверхностью и сопряженной с ней боковой поверхностью после полного свинчивания резьбового соединения была расположена за пределами четверти ширины изогнутой выпуклой боковой поверхности, расположенной на конце этой боковой поверхности со стороны основания витка.
Такое расположение позволяет исключить весьма неблагоприятные чрезмерные концентрации механических напряжений на уровне основания витка резьбы.
Величины угла наклона изогнутой выпуклой боковой поверхности и угла наклона сопряженной с ней боковой поверхности для получения таких технических результатов могут быть определены расчетным путем или в результате соответствующих испытаний, как это будет показано в последующем изложении при описании различных способов реализации настоящего изобретения.
Предпочтительно, чтобы абсолютная величина смещения между углом наклона изогнутой выпуклой боковой поверхности и углом наклона сопряженной с ней боковой поверхности была заключена в диапазоне от 1° до 5°.
Предпочтительно, чтобы в резьбовом соединении в соответствии с настоящим изобретением каждый охватываемый резьбовой элемент и каждый охватывающий резьбовой элемент содержали по меньшей мере одну опорную поверхность герметизации, причем каждая охватываемая опорная поверхность герметизации взаимодействует в радиальном направлении с соответствующей охватывающей опорной поверхностью герметизации в трубном резьбовом соединении в его нормально свинченном состоянии.
Также предпочтительно, чтобы в резьбовом соединении в соответствии с настоящим изобретением каждый охватываемый резьбовой элемент и каждый охватывающий резьбовой элемент содержали по меньшей мере одну поперечную кольцевую поверхность упора, причем по меньшей мере одна охватываемая упорная поверхность входит в упорный контакт с соответствующей охватывающей упорной поверхностью в нормально свинченном состоянии трубного резьбового соединения.
На приведенных в приложении чертежах схематически проиллюстрированы не являющиеся ограничительными способы реализации и использования трубных резьбовых соединений в соответствии с настоящим изобретением.
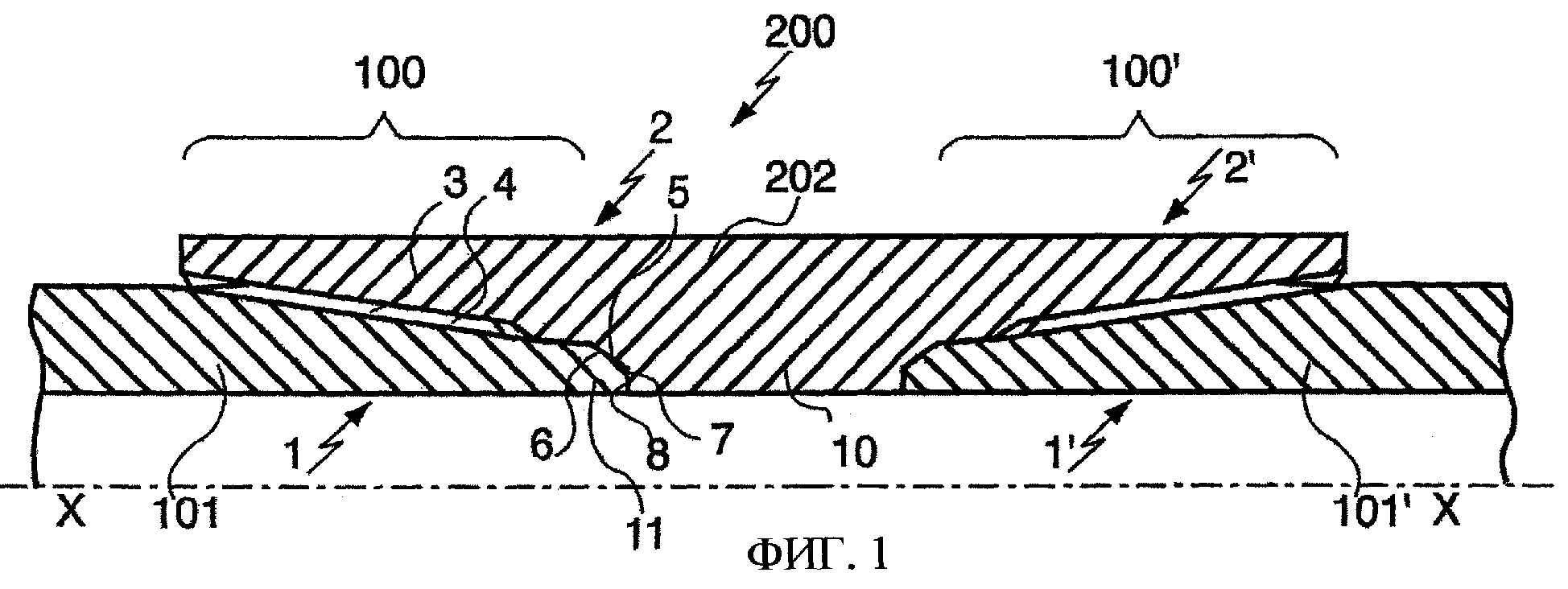
На фиг.1 изображено муфтовое резьбовое соединение, имеющее два резьбовых соединения с коническими резьбовыми элементами и витками резьбы трапециевидного профиля.
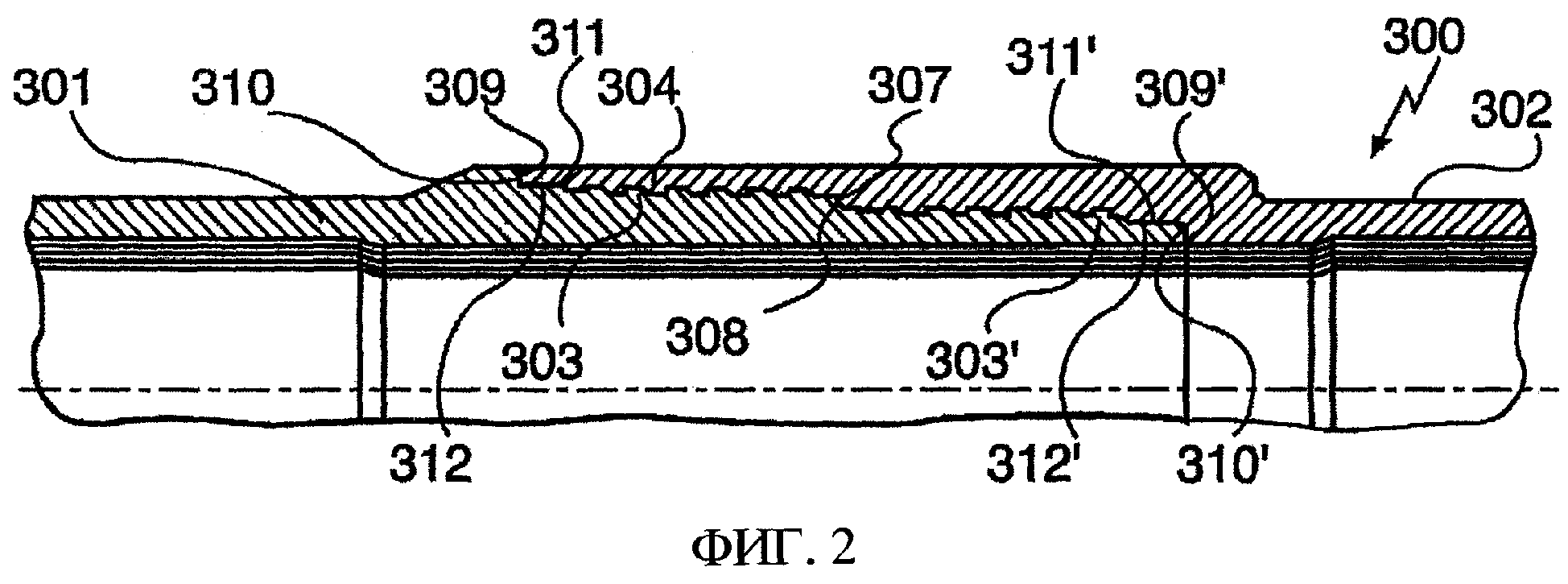
На фиг.2 изображено интегральное резьбовое соединение, имеющее одно резьбовое соединение с двухступенчатой цилиндрической резьбой и витками трапециевидного профиля.
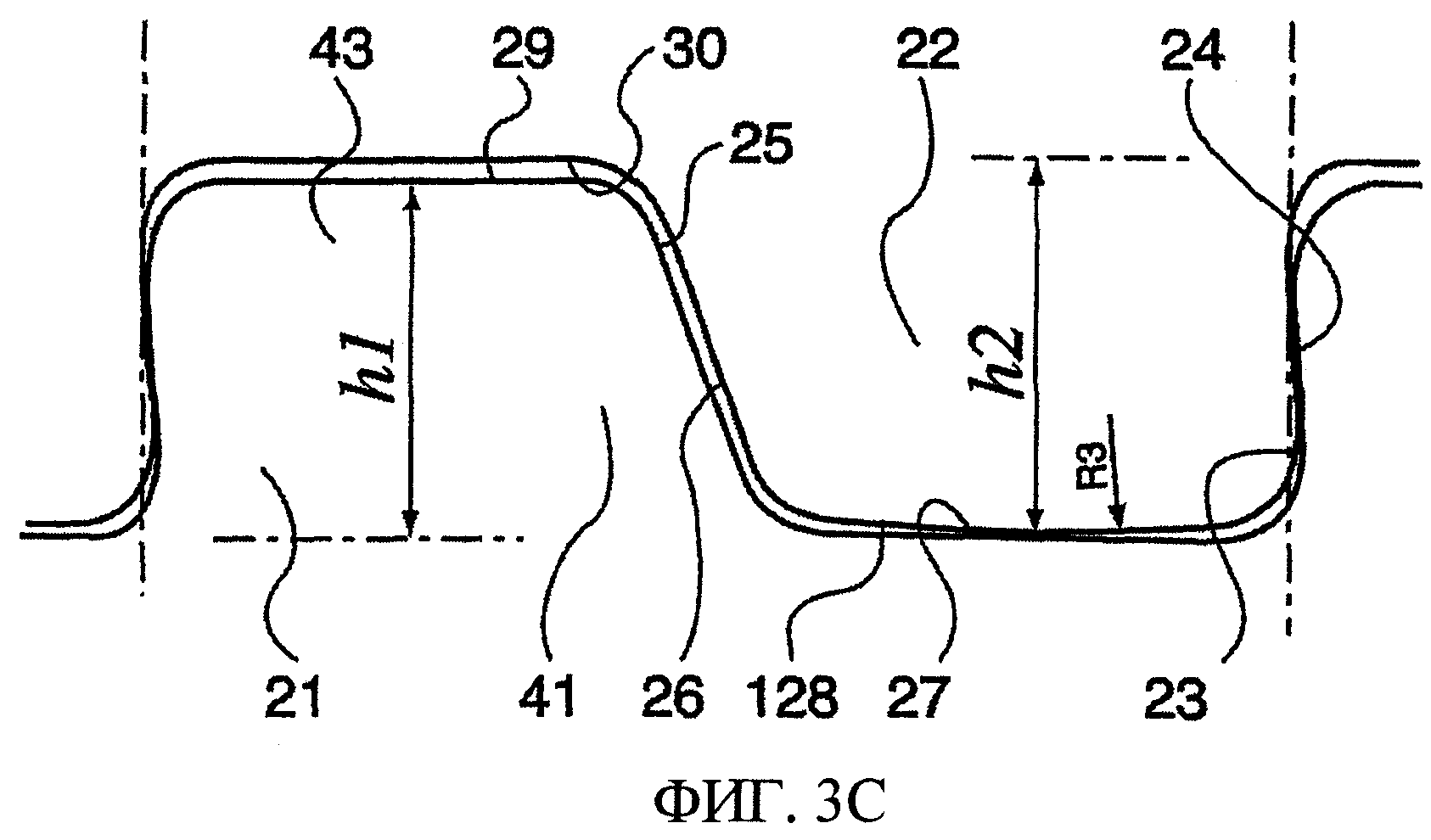
На фиг.3 изображено несколько витков трапециевидного профиля резьбового соединения в соответствии с настоящим изобретением, которое показано на фиг.1, и в котором вершины охватывающих витков изогнуты выпуклым образом; фиг.3А относится только к охватывающей резьбе, фиг.3В относится только к охватываемой резьбе, и фиг.3С относится к завершенному соединению резьбовых элементов, показанных на фиг.3А и 3В.
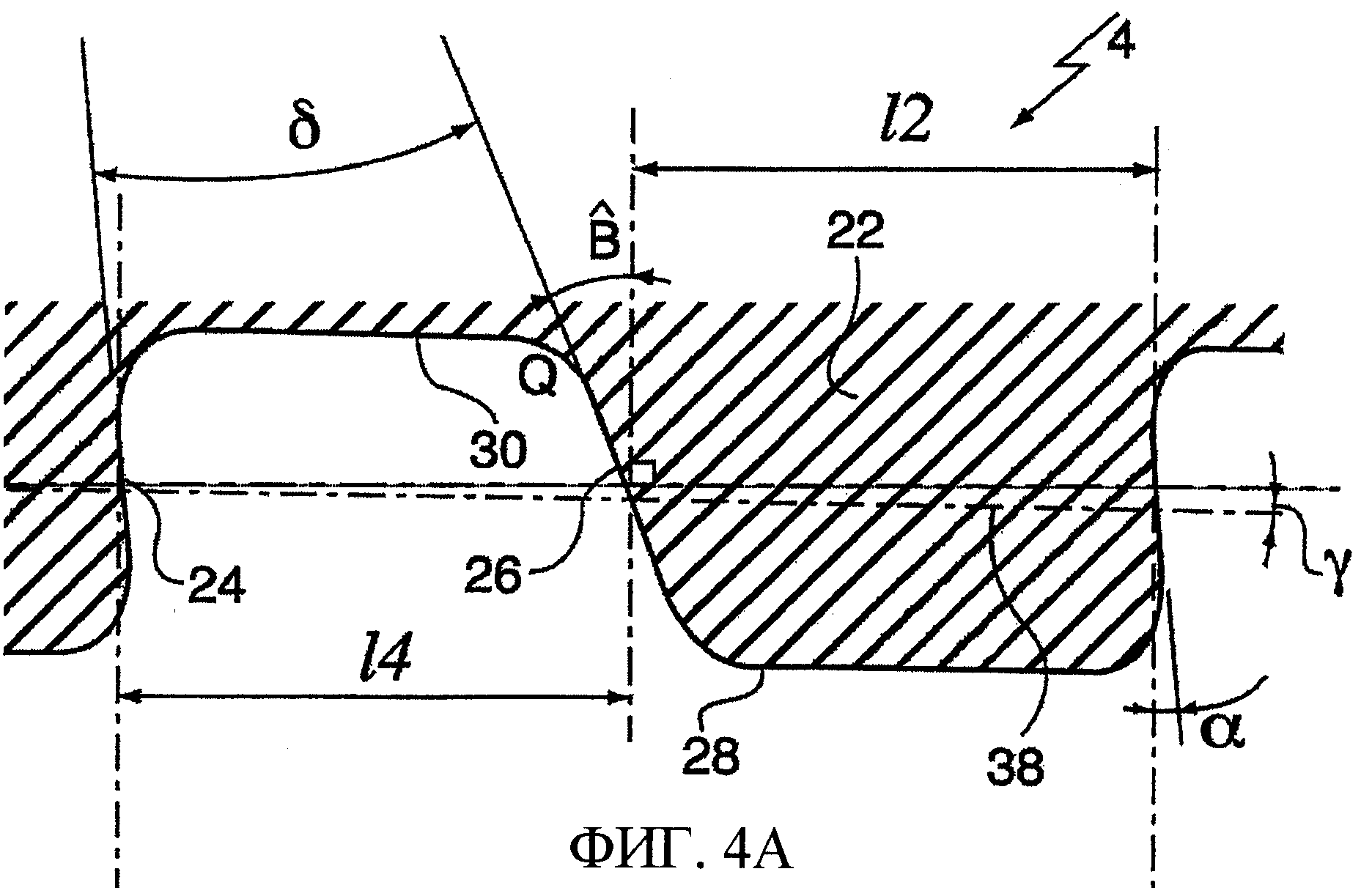
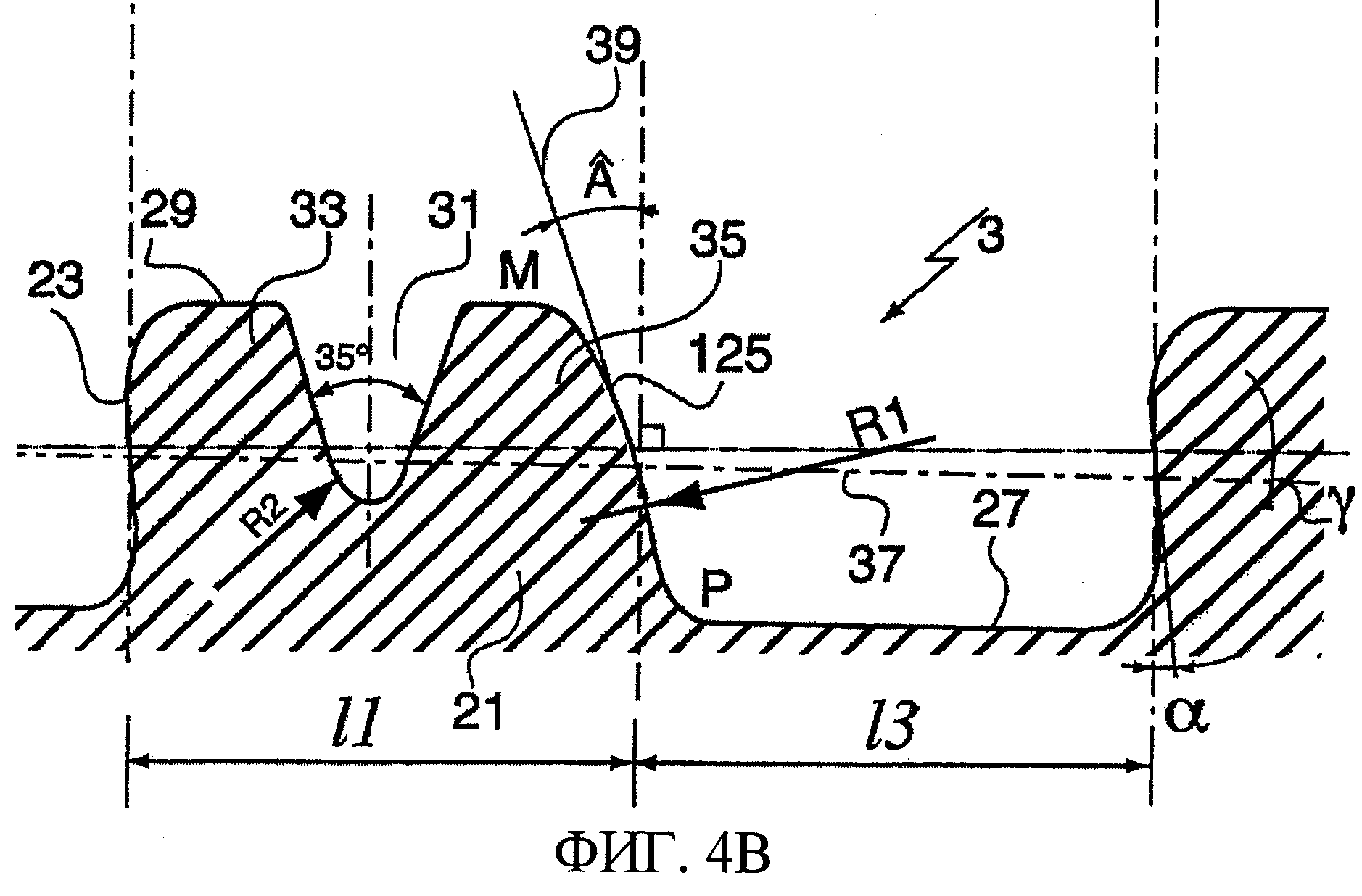
На фиг.4 изображено несколько витков другого резьбового соединения в соответствии с настоящим изобретением, показанного на фиг.1, с витками трапециевидного профиля и с осевым стягиванием, охватываемая боковая поверхность зацепления которого является изогнутой и выпуклой.
На фиг.5 изображен вариант реализации резьбового соединения, показанного на фиг.4.
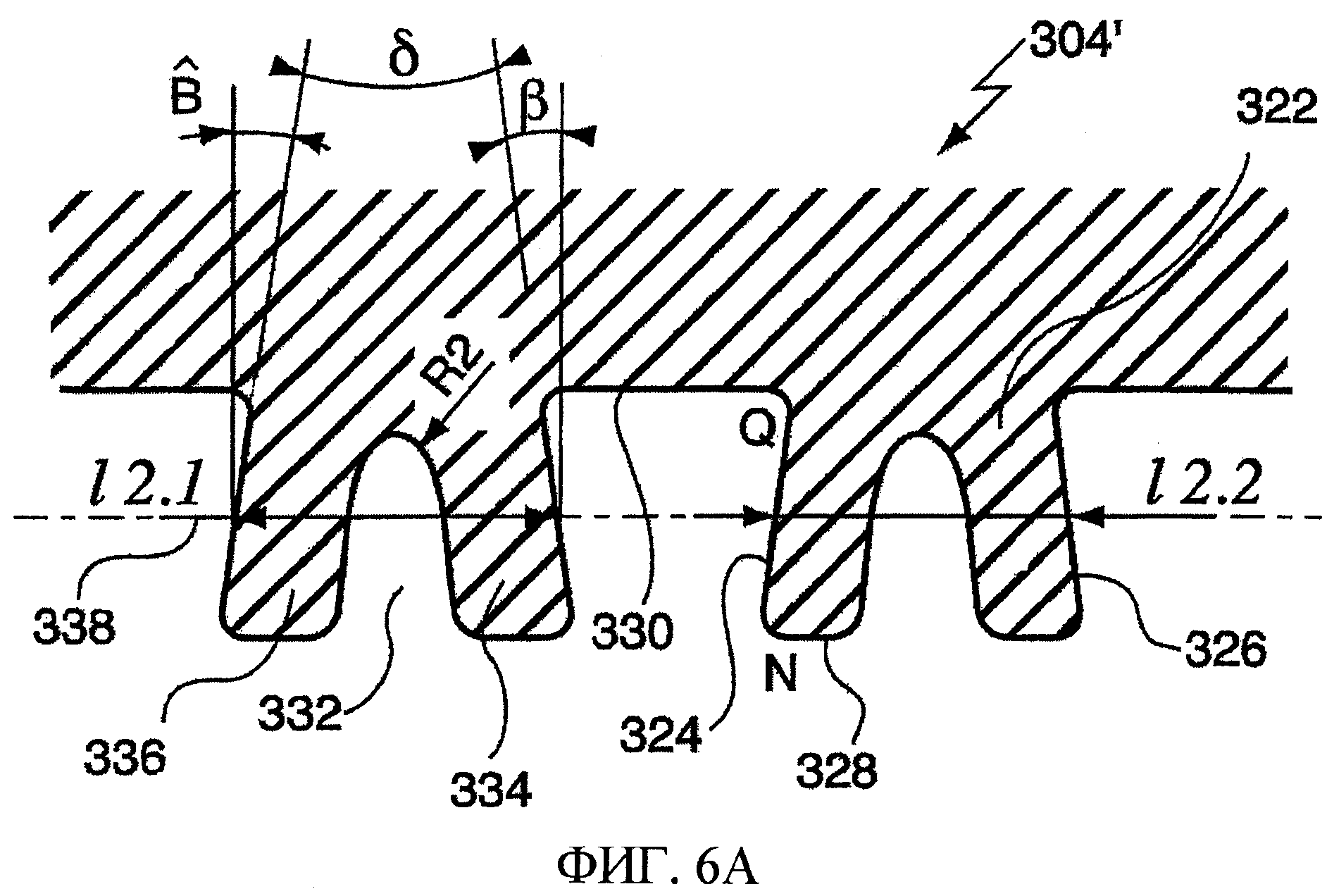
На фиг.6 изображено несколько витков другого резьбового соединения в соответствии с настоящим изобретением, показанного на фиг.2, с клиновидными витками трапециевидного профиля переменной ширины, охватываемая рабочая боковая поверхность которых является изогнутой и выпуклой.
На фиг.4-6 изображено четыре варианта, обозначенные соответственно индексами А-D. При этом индекс А относится к одной только охватывающей резьбе, тогда как индекс В относится к одной только охватываемой резьбе. Индекс С относится к соединению резьбовых элементов А и В процессе их свинчивания до точки, в которой соответствующие боковые поверхности входят в механический контакт друг с другом. Индекс D относится к окончательно завершенному соединению резьбовых элементов А и В.
Фиг.1-6 выполнены не в реальном масштабе, причем определяющие геометрические характеристики резьбовых соединений были специально увеличены для того, чтобы лучше выявить эти характеристики или сделать более понятным функционирование резьбовых соединений.
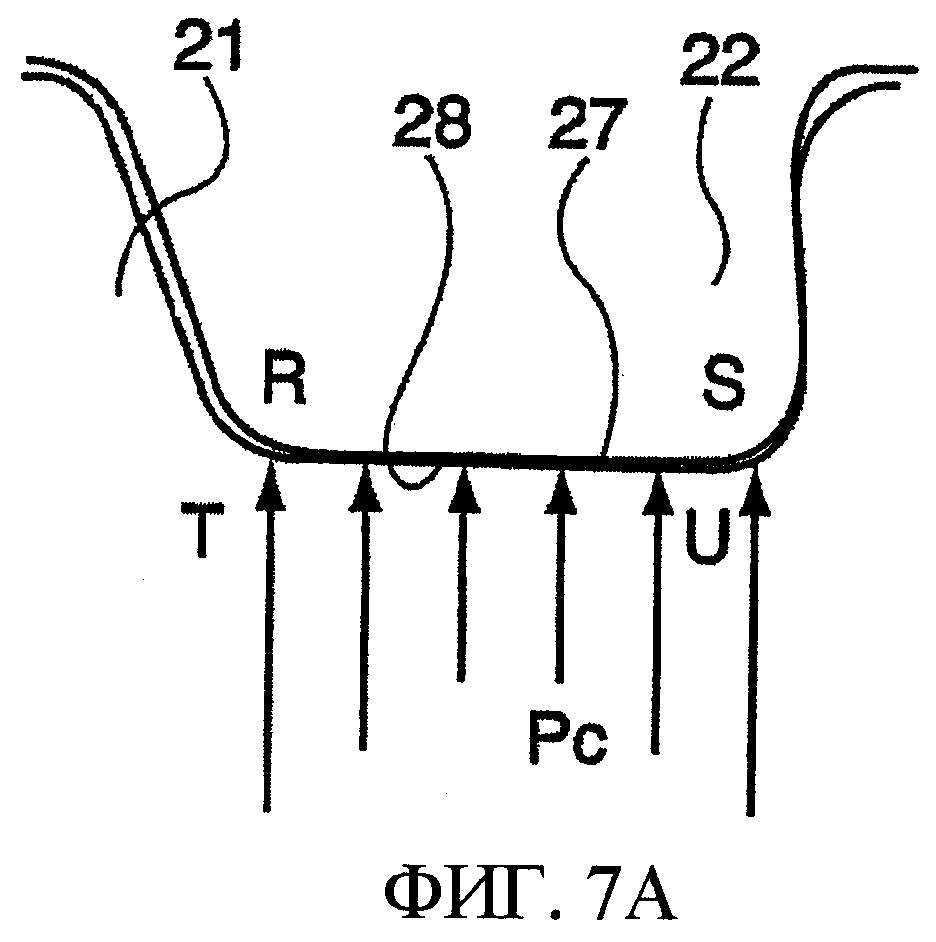
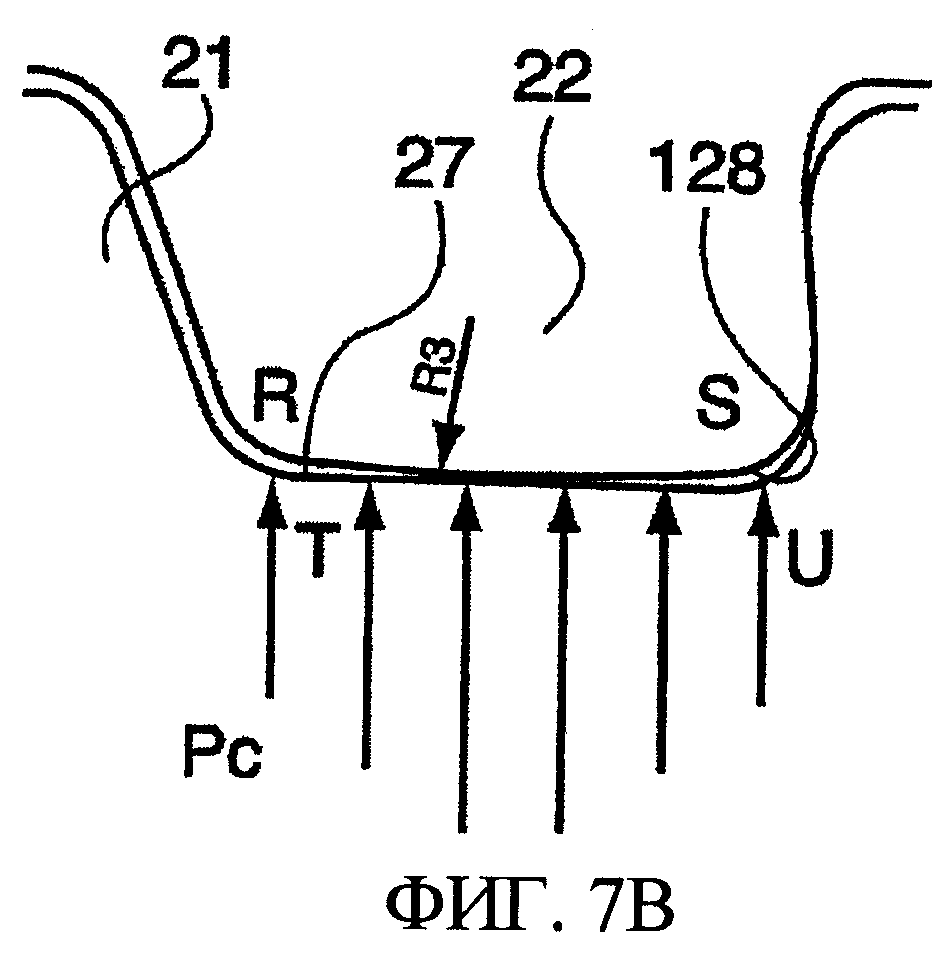
На фиг.7 изображено распределение контактных давлений между охватываемой вершиной и охватывающей впадиной взаимодействующих витков трапециевидного профиля, причем фиг.7А относится к контакту между прямолинейными вершиной и впадиной резьбового соединения в соответствии с существующим уровнем техники в данной области, а фиг.7В относится к контакту между прямолинейной впадиной и изогнутой выпуклой вершиной резьбового соединения, которое представлено на фиг.3С.
На фиг.8 изображен график смещения точки стягивающего контакта в случае витков резьбы, показанных на фиг.4, в функции свинчивания для различных угловых конфигураций боковых поверхностей зацепления.
На фиг.9 изображен график поворота упругой боковой поверхности зацепления в случае витков резьбы, показанных на фиг.4, в функции свинчивания для различных угловых конфигураций боковых поверхностей зацепления.
На фиг.10 изображен график смещения точки стягивающего контакта в случае витков резьбы, показанных на фиг.4, в функции свинчивания для различных радиусов кривизны изогнутой выпуклой поверхности.
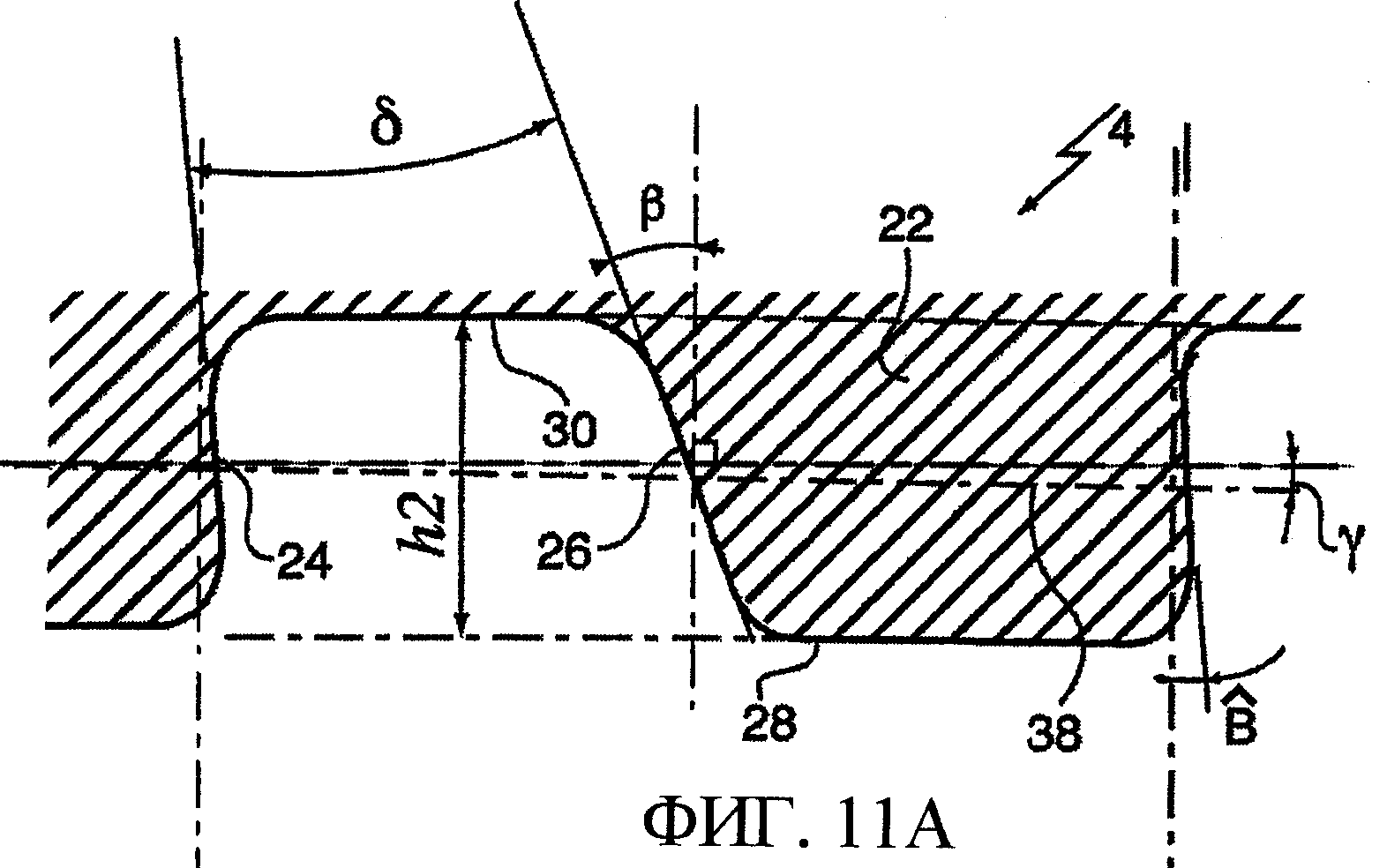
На фиг.11 изображено несколько витков резьбы другого резьбового соединения в соответствии с настоящим изобретением типа резьбового соединения, показанного на фиг.1, с коническими резьбовыми элементами и взаимодействующими друг с другом витками трапециевидного профиля.
На фиг.1 схематически показано муфтовое резьбовое соединение 200 между двумя трубами большой длины 101, 101′.
В данном случае под трубами большой длины следует понимать трубы, имеющие длину в несколько метров, например длину, составляющую примерно 10 м.
Такие трубы обычно соединяются друг с другом для формирования колонн обсадных труб, или колонн эксплуатационных труб для углеводородных скважин, или колонн буровых штанг для проходки тех же скважин.
Такие трубы могут быть изготовлены из любых марок нелегированных сталей, слаболегированных сталей или сильно легированных сталей и даже из железных или не являющихся железными сплавов для того, чтобы быть приспособленными соответствующим образом к различным эксплуатационным условиям: уровню механических напряжений, а также коррозионному характеру внутренних или внешних по отношению к этим трубам текучих сред.
Можно также использовать трубы, изготовленные из стали, не отличающейся высокой устойчивостью к коррозии, но снабженные покрытием, выполненным, например, из синтетического материала, и препятствующим всякому контакту между сталью и коррозионной текучей средой.
Трубы 101, 101′ снабжены на своих концах идентичными охватываемыми резьбовыми элементами 1, 1′ и соединены между собой при помощи муфты 202, снабженной на каждом из своих концов охватывающим резьбовым элементом 2, 2′.
Охватываемые резьбовые элементы 1, 1′ соединены между собой соответственно путем завинчивания в охватывающие резьбовые элементы 2, 2′, образуя два симметричных резьбовых соединения 100, 100′, соединенных при помощи пятки 10, длина которой составляет несколько сантиметров.
Пятка 10 муфты имеет внутренний диаметр, по существу идентичный внутреннему диаметру труб 101, 101′ для того, чтобы поток текучей среды, проходящий внутри этих труб, не подвергался возмущениям.
Поскольку резьбовые соединения 100, 100′ являются симметричными, в последующем изложении подробно будет описано функционирование только одного из этих резьбовых соединений.
Охватываемый резьбовой элемент 1 содержит охватываемую резьбу 3 с витками трапециевидного профиля, являющимися производными от витков так называемого типа "Buttress" в соответствии со спецификацией API 5В; эта охватываемая резьба является конической, расположена на наружной части охватываемого элемента и отделена от свободного конца 7 этого элемента не имеющей резьбы кромкой 11. Свободный конец 7 представляет собой по существу поперечную кольцевую упорную поверхность.
Рядом со свободным концом 7 на наружной поверхности кромки 11 расположена опорная коническая поверхность 5, конусность которой превышает конусность охватываемой резьбы 3.
Охватывающий элемент 2 содержит средства, сопряженные со средствами охватываемого элемента 1. Это означает, что эти средства соответствуют друг другу по форме и размерам и предназначены для взаимодействия в результате их соответствующего взаимного расположения с охватываемыми средствами.
Таким образом, охватывающий элемент 2 содержит изнутри коническую охватывающую резьбу 4, а также не имеющую резьбы часть между резьбой и пяткой 10.
Часть, не имеющая резьбы, содержит, в частности, кольцевую упорную поверхность 8 по существу поперечной ориентации, образующую кольцевой выступ на конце пятки, и опорную коническую поверхность 6, продолжающую этот кольцевой выступ.
После полного завинчивания охватываемой резьбы в охватывающую резьбу поперечные упорные поверхности 7 и 8 оказываются в состоянии упора друг в друга, тогда как опорные поверхности 5 и 6 взаимодействуют в радиальном направлении и находятся вследствие этого под давлением контакта металла с металлом. Таким образом, опорные поверхности 5, 6 образуют опорные поверхности герметизации, которые делают данное резьбовое соединение герметичным даже при больших значениях давления внешней или внутренней по отношению к нему текучей среды и при воздействии различных механических напряжений (осевое растяжение, осевое сжатие, изгиб, кручение и т.п.).
Можно также установить в эти резьбовые элементы специальное кольцо герметизации, изготовленное из синтетического материала типа фторсодержащего полимера, для обеспечения или усиления герметизации.
Другой пример резьбового соединения между двумя трубами большой длины показан на фиг.2, причем соединение 300 этого типа, где используется только одно резьбовое соединение, называют интегральным.
Труба 301 снабжена на одном из своих концов охватываемым резьбовым элементом 1, а вторая труба 302 снабжена на своем соответствующем конце охватывающим резьбовым элементом 2.
Охватываемый резьбовой элемент 1 содержит наружную охватываемую резьбу, образованную в рассматриваемом на фиг.2 случае двумя цилиндрическими ступенями или уступами 303, 303′ с витками резьбы трапециевидного профиля, разделенными при помощи поперечной кольцевой поверхности 307 центрального кругового выступа, образующего упор, причем уступ наименьшего диаметра 303′ расположен со стороны свободного конца 309′ резьбового элемента, и этот свободный конец 309′ представляет собой кольцевую поперечную поверхность.
Между резьбовой частью 303′ и концевой поверхностью 309′ резьбового элемента расположена снаружи коническая опорная поверхность 311′.
С противоположной стороны на охватываемом резьбовом элементе резьбовая часть 303 продолжается частью, не имеющей резьбы и содержащей коническую опорную поверхность 311 и кольцевую поперечную поверхность 309, образующую круговой выступ.
Охватывающий резьбовой элемент 2 содержит изнутри охватывающие средства, сопряженные с охватываемыми средствами.
Таким образом, охватывающий элемент 2 содержит охватывающую резьбу, образованную двумя цилиндрическими уступами 304, 304′, разделенными поперечной кольцевой поверхностью 308 центрального кругового выступа, образующего упор, причем уступ наибольшего диаметра 304 расположен со стороны поперечного кольцевого свободного конца 310 охватывающего резьбового элемента.
Кроме того, охватывающий резьбовой элемент содержит две опорные конические поверхности 312, 312′, соответствующие охватываемым коническим опорным поверхностям 311, 311′, и поперечную кольцевую поверхность 310′, образующую круговой выступ на конце резьбового элемента, противоположном его свободному концу 310.
В свинченном состоянии охватываемые резьбовые части 303, 303′ завинчены соответственно в охватывающие резьбовые части 304, 304′, и упорные поверхности центральных круговых выступов 307, 308 упираются друг в друга. Поперечные концевые поверхности 309, 309′ по существу находятся в контакте с поверхностями круговых выступов соответственно 310, 310′ и образуют вспомогательные упоры по отношению к основным центральным упорам 307, 308.
Охватываемые опорные поверхности 311, 311′ взаимодействуют в радиальном направлении соответственно с охватывающими опорными поверхностями 312, 312′, обеспечивая достаточно высокое давление контакта металла с металлом, способное обеспечить герметичность резьбового соединения по отношению к внутренним или внешним текучим средам.
В варианте реализации, не представленном на приведенных в приложении фигурах, муфтовое резьбовое соединение может представлять собой резьбовое соединение с цилиндрическими резьбовыми элементами, и интегральное резьбовое соединение может представлять собой соединение с коническими резьбовыми элементами.
Каждый резьбовой элемент может также состоять из двух конических резьбовых частей с одинаковой или различной конусностью или может представлять цилиндроконическую резьбу, причем резьбовые части одного и того же резьбового элемента могут быть ступенчатыми или не быть таковыми.
Как это можно видеть на фиг.1 и 2, резьбы схематически представлены образующими или огибающими вершины витков и впадины витков.
На последующих фигурах показаны витки резьбовых соединений в соответствии с несколькими вариантами реализации настоящего изобретения.
Фиг.3 относится к конической резьбе с витками трапециевидного профиля, взаимодействующими в радиальном направлении, и с изогнутыми выпуклыми вершинами витков резьбового соединения 100, показанного на фиг.1.
На фиг.3В представлены охватываемые витки 21 резьбового соединения этого типа, которые имеют классическую трапециевидную форму в осевом разрезе и которые содержат рабочую или несущую боковую поверхность 23, боковую поверхность зацепления 25, вершину витка 29 и впадину витка 27. Высота витков резьбы имеет величину h1, и их ширина на уровне половины высоты витка составляет 2, 5 мм (резьба типа 5 витков на дюйм).
Вершины и впадины витков расположены на конических поверхностях, имеющих одну и ту же конусность, определяемую половиной угла при вершине γ между так называемым "начальным" конусом, символически представленным его образующей 37, и направлением оси резьбового соединения.
Вершины витков 29 и впадины витков 27 выполнены прямолинейными, за исключением зон их соединения с боковыми поверхностями; эти зоны соединения представляют радиус кривизны, имеющий величину порядка долей миллиметра для того, чтобы ограничить концентрации механических напряжений во впадинах витка и хрупкость его острых кромок; вершины витков 29 и впадины витков 27 расположены на конических поверхностях с половиной угла при вершине γ .
Рабочие боковые поверхности 23 и боковые поверхности зацепления 25 в данном случае также выполнены прямолинейными и образуют соответственно угол α и угол β с перпендикуляром к оси резьбового соединения.
В рассматриваемом здесь случае угол α является незначительно отрицательным (боковая поверхность 23 немного нависает над впадиной витка 27), тогда как угол β является положительным и более наклоненным.
Из этого следует, что боковые поверхности образуют между собой некоторый угол δ, при котором трапециевидные витки 21 оказываются менее широкими на их вершинах 29, чем в их впадинах.
Охватывающие витки 22 резьбы схематически представлены на фиг.3А.
Форма этих витков является по существу трапециевидной и адаптированной для свинчивания с охватываемыми витками 21. Их высота h2 немного превышает высоту h1 охватываемых витков 21, и их ширина на половине высоты составляет 2,5 мм (резьба типа 5 витков на дюйм).
Вершины охватывающих витков 128 и впадины охватывающих витков 30 являются касательными к (или расположены на) коническим поверхностям с половиной угла при вершине γ, идентичного углу, относящемуся к охватываемым витками.
Впадины охватывающих витков 30 выполнены прямолинейными, за исключением зон их соединения с боковыми поверхностями, которые представляют, как и для охватываемых витков, соединительный радиус закругления.
Вершины охватывающих витков 128 выполнены искривленными и выпуклыми непрерывным образом на всей их ширине. Это означает, что они не имеют разрывов на их ширине.
Вершины охватывающих витков имеют радиус закругления R3, составляющий 5 мм (за исключением зон соединения с боковыми поверхностями, которые представляют меньший радиус соединительного закругления, адаптированный к соединительным радиусам охватываемых витков).
Рабочие боковые поверхности 24 и боковые поверхности зацепления 26 образуют соответственно те же самые углы α и β с перпендикуляром к оси резьбового соединения, что и соответствующие боковые поверхности 23, 25 витков охватываемой резьбы.
В том случае, когда охватываемую резьбу 3 завинчивают в охватывающую резьбу 4, в заданный момент времени происходит механический контакт между искривленной выпуклой вершиной охватывающего витка 128 и впадиной охватываемого витка 27, поскольку с геометрической точки зрения сделано так (h2>h1) для того, чтобы существовал определенный зазор между вершиной охватываемого витка 29 и впадиной охватывающего витка 30, которые выполнены прямолинейными (фиг.3С).
Принимая во внимание наличие упоров 7, 8 (фиг.1), которые упираются друг в друга после свинчивания данного резьбового соединения, охватываемый и охватывающий резьбовые элементы испытывают осевое растяжение, и это приводит к тому, что рабочие боковые поверхности 23, 24 находятся под контактным давлением. Между охватываемой и охватывающей боковыми поверхностями зацепления 25, 26 существует некоторый зазор.
Механический контакт взаимодействия между изогнутой выпуклой вершиной охватывающего витка 128 и впадиной охватываемого витка 27 осуществляется точечным образом в точке О, которая расположена по существу в середине выпуклой вершины 128 и прямолинейной впадины 27.
Кривизна вершины изогнутого выпуклого охватывающего витка 128 позволяет повысить устойчивость к развинчиванию или к дополнительному избыточному свинчиванию резьбового соединения в соответствии с настоящим изобретением.
На фиг.7А схематически показано распределение давлений контакта на резьбовом соединении в соответствии с существующим уровнем техники между вершиной охватывающего витка 28, имеющей прямолинейную форму, и впадиной соответствующего охватываемого витка 27, которая также имеет прямолинейную форму.Стрелки Рс показывают меру локального контактного давления в каждой точке распределенного механического контакта; следует отметить, что величины контактного давления Рс являются более высокими на каждом из концов R, S, Т, U участков контакта.
Из этого следует, что смазка, введенная в резьбовое соединение для смазывания резьбы и устранения заедания, имеет тенденцию оказаться изолированной внутри рассматриваемого контактного участка.
После завершения свинчивания под действием заданного момента свинчивания Tf на таком резьбовом соединении в соответствии с существующим уровнем техники достаточно приложить момент сил Ts, величина которого лишь немного превышает величину момента Tf, для того, чтобы обеспечить дополнительное свинчивание, принимая во внимание смазку, удерживаемую в контактных участках. Это обстоятельство приводит к возможности относительного смещения охватываемого и охватывающего резьбовых элементов и, соответственно, к неадекватному позиционированию средств герметизации резьбового соединения.
Используемые с недавних пор технологии бурения скважин, которые могут изгибаться наклонно и даже доходить до горизонтального положения, требуют, в частности, вращать колонны труб и их резьбовых соединений, которые свинчиваются в процессе опускания колонны труб в скважину, и вследствие этого подвергать данные резьбовые соединения воздействию значительного крутящего момента. При этом необходимо, чтобы такое вращение не приводило к утечкам в процессе эксплуатации.
Кроме того, для развинчивания трубного резьбового соединения необходимо приложить момент Tb, направление которого противоположно направлению момента свинчивания Tf, но этот момент для резьбового соединения в соответствии с существующим уровнем техники по абсолютной величине по существу идентичен моменту свинчивания Tf.
На фиг.7В показано, что небольшая кривизна вершин охватывающих витков 128 позволяет устранить среднюю впадину диаграммы величин контактного давления и уменьшить таким образом удержание смазки между взаимодействующими между собой вершинами охватывающих витков 128 и впадинами охватываемых витков 27, создавая, наоборот, расположенный посредине пик контактного давления.
При этом необходимо приложить некоторый момент Т, более высокий по абсолютной величине, чем момент свинчивания Tf, для того, чтобы дополнительно завинтить или развинтить резьбовое соединение.
Испытания на свинчивание-развинчивание были проведены на резьбовых соединениях типа VAM ТОР® (в соответствии с каталогом VAM® № 940, изданным в июле 1994 фирмой Vallourec Oil & Gas), модифицированных в соответствии с фиг.3 и приведенными ниже характеристиками:
- трубы, изготовленные из слаболегированной стали и обработанные для получения марки API L80 (предел упругости превышает или равен 552 МПа);
- наружный диаметр труб составляет 177,8 мм (7′′);
- толщина стенок труб равна 10,36 мм (29 фунтов на фут);
- резьба с 5 витками на дюйм;
- конусность резьбы составляет 6,25% (γ=1,79°).
В процессе испытаний измерялись величины момента развинчивания Tb резьбового соединения, свинченного под действием момента Tf, для 4 различных резьбовых соединений и различных уровней используемого момента свинчивания.
По результатам 11 выполненных испытаний свинчивания-развинчивания относительное расхождение по абсолютной величине между моментами Tf и Tb изменяется в диапазоне от 3% до 14% и в среднем составляет 7,5%.
Выбор слишком небольшого радиуса кривизны R3 приводит к получению сильно выраженного среднего пика контактного давления и, следовательно, к опасности пластификации материала и/или заедания в витках резьбы после нескольких циклов использования резьбового соединения; такой выбор приводит также к уменьшению ширины рабочих боковых поверхностей 23, 24 и к снижению, тем самым, максимальной допустимой нагрузки осевого растяжения: радиус кривизны R3, превышающий или равный 2 мм, является вполне подходящим.
Выбор слишком большого радиуса кривизны R3 не позволяет обеспечить ожидаемый эффект и приводит к опасности удержания смазки: радиус кривизны R3, меньший или равный 60 мм и предпочтительно 20 мм, является вполне адекватным.
Можно в еще большей степени усовершенствовать благоприятные характеристики устойчивости к развинчиванию или к дополнительному избыточному свинчиванию резьбового соединения в соответствии с настоящим изобретением, дополнительно используя незначительно изогнутую и выпуклую охватываемую или охватывающую рабочую боковую поверхность таким образом, чтобы исключить всякое удержание смазки в средней зоне рабочих боковых поверхностей.
На фиг.4 показана коническая резьба с витками трапециевидного профиля с осевым стягиванием для резьбового соединения 100, показанного на фиг.1.
В данном случае под витками резьбы трапециевидного профиля с осевым стягиванием следует понимать витки типа тех, которые описаны в патентном документе WO 00/14441, в котором ширина этих витков на половине их высоты превышает ширину, также измеренную на половине высоты, промежутков между соответствующими витками сопряженной резьбы, что обеспечивает осевое стягивание двух боковых поверхностей витка одной резьбы при помощи боковых поверхностей сопряженной резьбы, и наоборот.
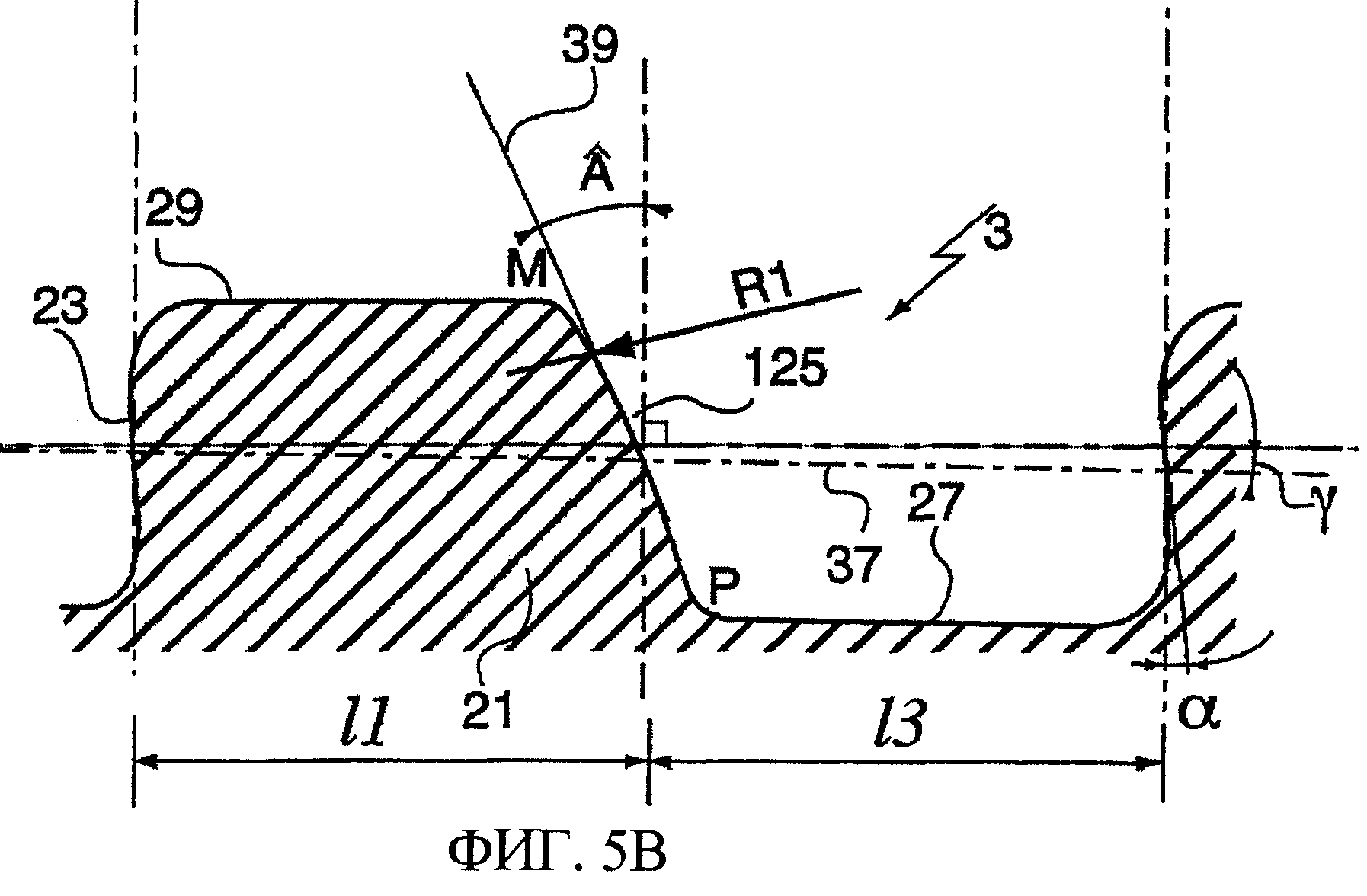
На фиг.4В схематически показано несколько охватываемых витков 21, которые имеют по существу трапециевидную форму в осевом разрезе и которые содержат рабочую боковую поверхность 23, боковую поверхность зацепления 125, вершину витка 29 и впадину витка 27.
В рассматриваемом здесь случае вершины и впадины витков выполнены прямолинейными (за исключением соединительных зон с боковыми поверхностями, которые представляют радиус кривизны, имеющий величину порядка долей миллиметра, для ограничения концентраций механических напряжений во впадинах витков и хрупкости их острых кромок) и расположены на конических поверхностях, имеющих одну и ту же конусность, определяемую половиной угла при вершине γ между так называемым "начальным" конусом, символически представленным его образующей 37, и направлением оси данного резьбового соединения.
Витки резьбы представляют по всей своей длине спиральную канавку 31, профиль которой имеет ось, по существу перпендикулярную к оси резьбового соединения, причем канавка открывается на вершине витка и примерно на середине ее ширины.
Канавка 31 имеет V-образный профиль с закругленной донной частью, причем угол между ветвями V-образного профиля имеет величину порядка 35° и радиус закругления донной части канавки 31 составляет 0,4 мм.
Ширина канавки на ее выходе составляет примерно 35% от ширины вершины витка 29, и ее глубина составляет примерно 60% от высоты витка 21.
Рабочая боковая поверхность 23 выполнена прямолинейной (за исключением зон соединения с вершиной и впадиной витка, как об этом уже было сказано выше) и едва заметно нависает над впадиной витка, причем угол α, который рабочая боковая поверхность образует с перпендикуляром к оси резьбового соединения, имеет вследствие этого очень незначительную отрицательную величину, составляющую -3°.
Боковая поверхность зацепления 125, которая примыкает к вершине витка 29, выполнена изогнутой и выпуклой на всей ее ширине МР; эта поверхность имеет одинаковый радиус кривизны R1, составляющий несколько миллиметров, за исключением зон соединения с вершинами и впадинами витка, где радиус кривизны значительно меньше и имеет величину порядка долей миллиметра.
Касательная 39 к боковой поверхности зацепления, взятая на половине высоты витка, образует угол А с перпендикуляром к оси резьбового соединения.
Ширина витка резьбы, взятая на половине высоты витка, имеет величину 11, тогда как величина 13 представляет расстояние между зубьями резьбы на половине ее высоты, причем сумма расстояний (11 + 13) равна шагу данной резьбы.
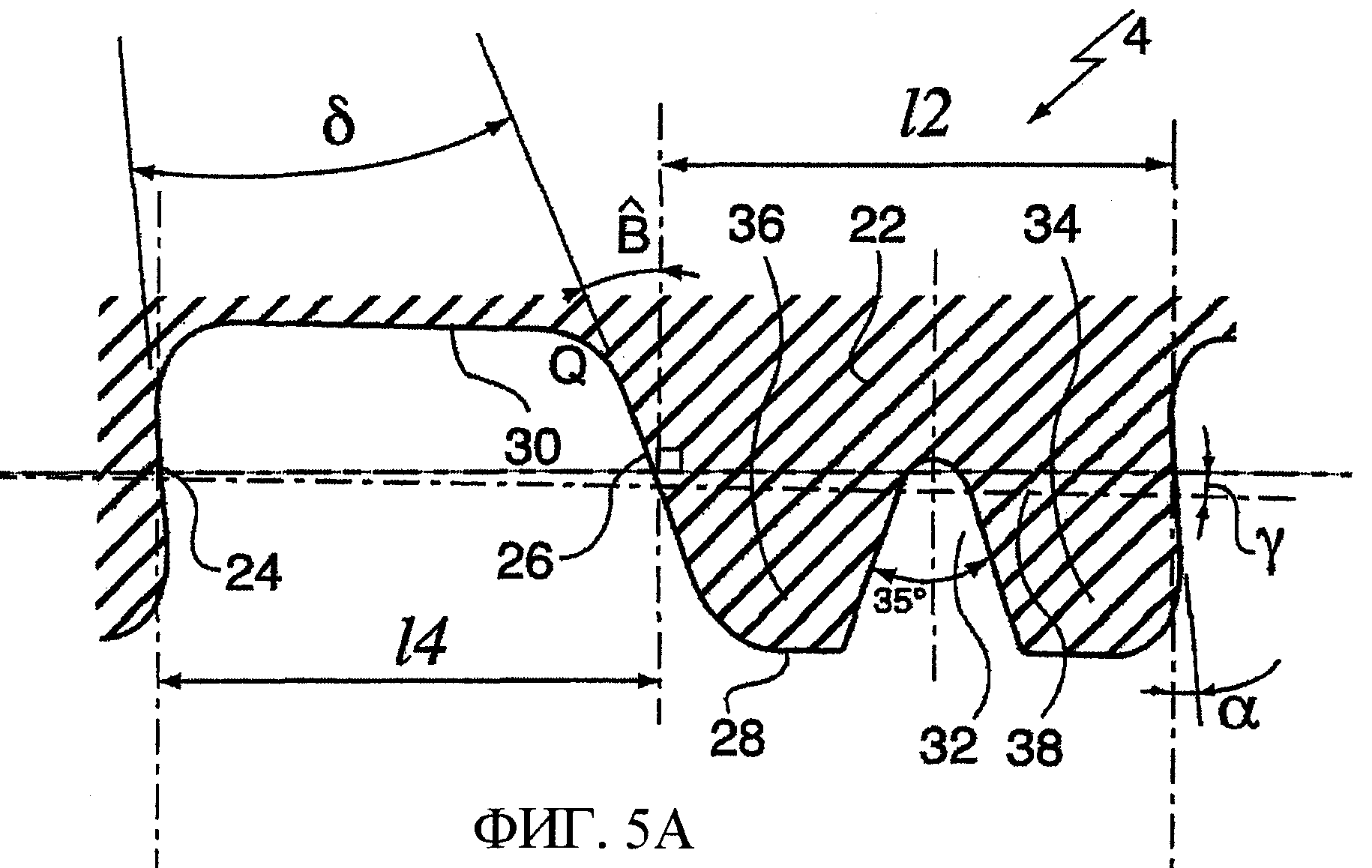
На фиг.4А представлены несколько охватывающих витков 22 трапециевидного профиля, форма которых адаптирована к форме охватываемых витков 21.
Охватывающие витки 22 содержат четыре стороны, которые выполнены прямолинейными (за исключением зон их соединения с вершинами и впадинами, которые имеют радиус кривизны порядка долей миллиметра для того, чтобы ограничить концентрации механических напряжений во впадинах витка и хрупкость острых кромок), а именно:
- рабочую боковую поверхность 24, которая нависает над впадиной витка 30 и наклонена на угол α относительно перпендикуляра к оси резьбового соединения, причем угол α идентичен углу наклона охватываемой рабочей боковой поверхности,
- боковую поверхность зацепления 26, которая наклонена на угол В относительно перпендикуляра к оси резьбового соединения, причем угол В незначительно превышает угол А, показанный на фиг.4В,
- вершину витка 28, расположенную на конической поверхности с половиной угла при вершине γ, идентичного половине угла при вершине конической поверхности, относящейся к охватываемой резьбе,
- впадину витка 30, также расположенную на конической поверхности с половиной угла при вершине γ.
Углы α и В выполнены разными по величине, причем их разность δ такова, что витки 22 являются менее широкими на их вершине 28, чем в их основании.
Величина 12 представляет ширину охватывающего витка, измеренную на половине его высоты, тогда как величина 14 представляет расстояние между зубьями охватывающей резьбы на половине их высоты; сумма величин (12 + 14) представляет шаг охватывающей резьбы, который идентичен шагу охватываемой резьбы.
В резьбовом соединении, показанном на фиг.4, величина 11 превышает величину 14, и величина 12 превышает величину 13, вследствие чего в процессе свинчивания две охватываемые боковые поверхности 23, 125 будут входить в заданный момент времени, принимая во внимание конусность данной резьбы, в механический контакт с двумя охватывающими боковыми поверхностями 24, 26; при продолжении свинчивания витков 21, 22 будет обеспечиваться осевое стягивание, поэтому эти витки витков резьбы называются витками с осевым стягиванием.
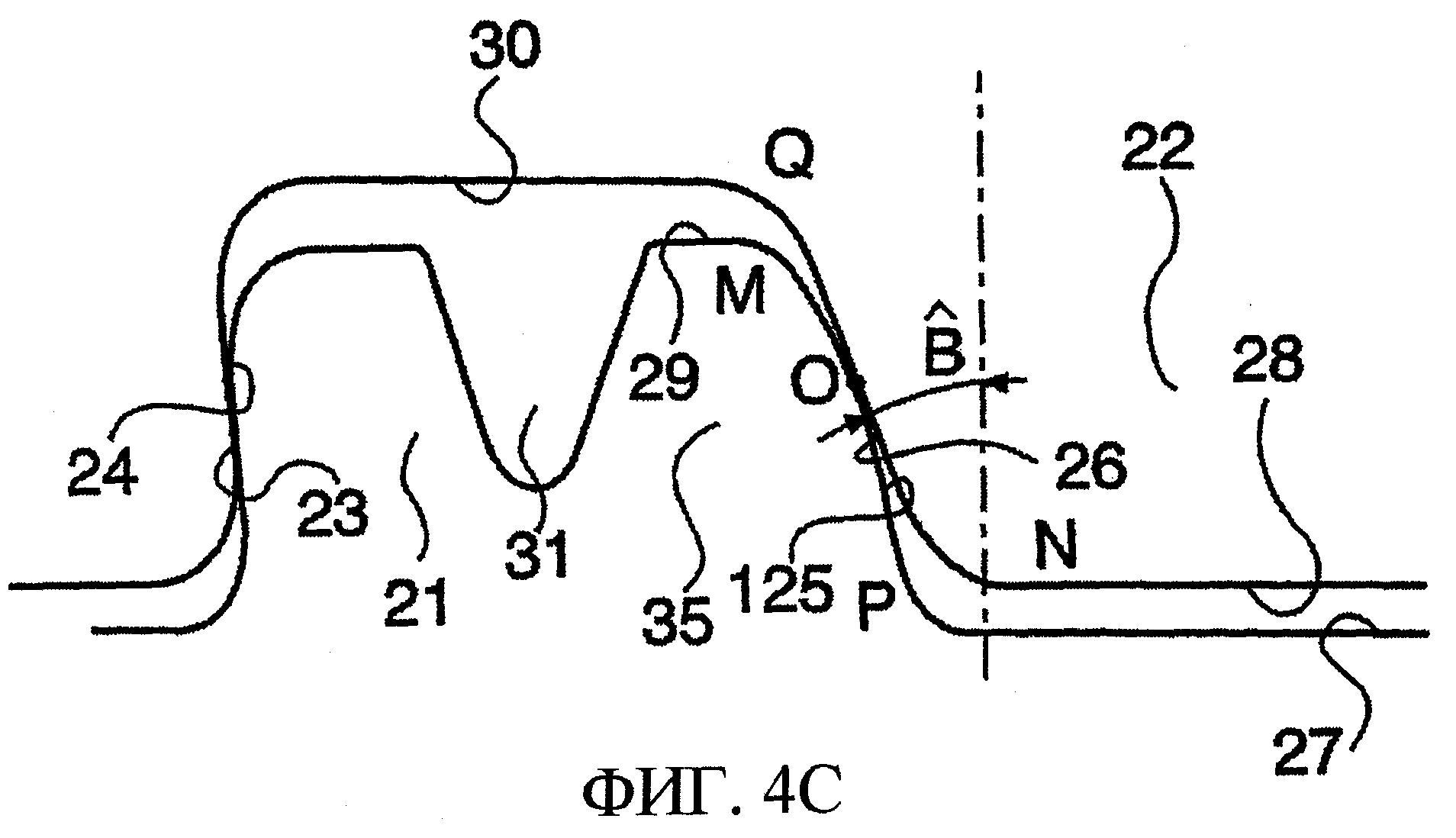
На фиг.4С показано относительное положение охватываемого 21 и охватывающего 22 витков резьбы в момент первоначального их механического контакта в процессе свинчивания.
Прямолинейные рабочие боковые поверхности 23, 24, наклоненные на угол α, находятся при этом в распределенном механическом контакте по всей их общей ширине.
Вершины витков 29, 28 в этот момент времени еще удалены от соответствующих впадин витков 30, 27.
Боковые поверхности зацепления 125, 26 находятся в механическом контакте в точке О, которая расположена на дуге МР и ближе к точке М, чем к точке Р, на охватываемой боковой поверхности 125, а также ближе к точке Q, чем к точке N, на охватывающей боковой поверхности 26. Таким образом, данный механический контакт имеет место со стороны вершины охватываемого витка, на которой выполнена канавка 31.
Смещение точки контакта в направлении точки М является следствием того, что угол А наклона касательной 39 к изогнутой выпуклой боковой поверхности 125, взятой на половине высоты витка, оказывается меньше постоянного угла В наклона прямолинейной охватывающей боковой поверхности 26, причем точка О соответствует точке, где касательная к изогнутой выпуклой боковой поверхности 125 образует угол, равный углу В, относительно перпендикуляра к оси резьбового соединения.
В том случае, когда свинчивание продолжают и после достижения положения, показанного на фиг.4С, вследствие того, что данная резьба является конической, охватываемые витки стремятся проникнуть по типу клина в полости между охватывающими витками, и наоборот, охватывающие витки стремятся проникнуть также по типу клина в полости между охватываемыми витками, производя при этом стягивающее контактное давление между соответствующими боковыми поверхностями. Это контактное давление возрастает в том случае, когда продолжают свинчивание, вследствие трапециевидной формы профиля витков и конусности резьбы.
В случае отсутствия канавки на охватываемых и охватывающих витках резьбы классического трапециевидного профиля и принимая во внимание изготовление этих витков из материала с высоким модулем упругости, например из стали, обе боковые поверхности витков очень быстро образуют предельно жесткий упор, после чего уже нет возможности дальше продолжать свинчивание резьбового соединения.
Это обстоятельство не представляло бы собой серьезного недостатка в том случае, если бы геометрия витков была надежно воспроизводимой, что на самом деле практически не может быть осуществлено.
Обычные допуски на механическую обработку, имеющие величину порядка ±0,01 мм, способны привести на ширине охватываемого и охватывающего витка к наличию отклонения до 0,02 мм на осевое стягивание или сжатие, равное (11 - 14) или (12 - 13).
Это отклонение выражается вследствие конусности резьбы в неприемлемых отклонениях позиционирования охватываемого резьбового элемента по отношению к охватывающему резьбовому элементу, а также приводит, в частности, к нарушениям радиального взаимодействия на уровне опорных поверхностей герметизации 5, 6, то есть к неприемлемому риску утечек в процессе эксплуатации.
Канавка 31, которая открывается на вершине витка 29, примыкающей к искривленной выпуклой боковой поверхности зацепления 125, позволяет двум частям 33, 35 охватываемого витка 21 деформироваться в результате изгиба под действием стягивающего контактного давления, возникающего вследствие продолжения свинчивания резьбового соединения дальше точки первоначального механического контакта, таким образом, канавка 31 позволяет сделать структуру охватываемого витка 21 более гибкой и уменьшить жесткость боковой поверхности 125 зацепления.
Деформация двух частей 33, 35 охватываемого витка является пропорциональной контактному давлению, причем по определению материал охватываемого витка 21 заставляют работать в упругой области, и сплошной охватывающий виток 22 может рассматриваться в первом приближении как абсолютно жесткий, а жесткость пружины, образованной частью витка 35 между канавкой 31 и упругой боковой поверхностью зацепления, определяется геометрией этой части витка 35 и упругостью материала, например, стали, из которого эта часть витка изготовлена.
Кривизна искривленной выпуклой охватываемой боковой поверхности 125 зацепления позволяет заставить канавку работать оптимальным образом; при отсутствии такой кривизны, то есть в том случае, если боковая охватываемая поверхность зацепления является прямолинейной с углом наклона, равным углу В, будет иметь место сближение в результате поступательного перемещения частей 33, 35 зуба охватываемого витка, что будет приводить к существенному уменьшению радиуса закругления R2 в донной части этой канавки и к опасности нежелательного сдвига корневых участков частей витка 33, 35.
Наоборот, кривизна охватываемой боковой поверхности 125 зацепления позволяет обеспечить постепенный поворот этой искривленной выпуклой боковой поверхности 125 зацепления, сделанной таким образом упругой, в процессе продолжения свинчивания резьбового соединения, а также обеспечить распределение контактных давлений в соответствии с теорией Герца.
Центр вращения упругой боковой поверхности 125 зацепления расположен по существу в точке Р, лежащей в основании упругой боковой поверхности 125 зацепления.
На фиг.4D схематически показано позиционирование витков резьбы в конце свинчивания.
Часть 35 витка, заключенная между канавкой 31 и упругой боковой поверхностью 125 зацепления, поворачивается на некоторый угол для того, чтобы обеспечить возможность адаптации габаритных размеров между боковыми поверхностями охватываемых и охватывающих витков.
Точка первоначального контакта О перемещается в положение О′ в направлении точки Р вдоль дуги МР.
Такое смещение ОО′ является выгодным, поскольку оно позволяет исключить механическую работу, всегда выполняемую в одной и той же точке боковых поверхностей зацепления в процессе свинчивания резьбового соединения, и ограничить тем самым опасность заедания.
Таким образом, можно видеть, что предпочтительно выполнять первоначальный механический контакт в точке О на половине ширины дуги МР, противоположной точке Р, и, если это возможно, рядом с концом М, противоположным концу Р, то есть со стороны вершины витка 29, где расположена канавка 31.
Выбор радиуса кривизны R1 изогнутой выпуклой боковой поверхности 125 определяет смещение ОО′ для заданных значений углов А и В.
Графики, показанные на фиг.8-10, иллюстрируют результаты исследований, проведенных на резьбовых соединениях типа VAM ТОР® (в соответствии с каталогом VAM® № 940, изданным в июле 1994 фирмой Vallourec Oil & Gas), модифицированных в соответствии с фиг.4 и приведенными ниже характеристиками:
- трубы изготовлены из слаболегированной стали и обработаны для получения марки API L80 (предел упругости превышает или равен 552 МПа);
- наружный диаметр труб составляет 177,8 мм (7′′);
- толщина стенок труб равна 10,36 мм (29 фунтов на фут);
- используется резьба с шагом 6 мм и конусностью, составляющей 6,25% (γ=1,79°);
- высота витка резьбы составляет 1, 8 мм, и ширина этого витка резьбы составляет 3,5 мм;
- угол α=-3°; угол В (угол наклона охватывающей боковой поверхности зацепления) составляет 13°; угол δ =10°;
- угол А (угол наклона охватываемой боковой поверхности зацепления, измеренный на половине высоты витка) изменяется в диапазоне от 9° до 14°;
- радиус R1 изогнутой выпуклой охватываемой боковой поверхности зацепления изменяется в диапазоне от 5 мм до 20 мм;
- сжатие (или осевое стягивание FA) изменяется в диапазоне от 0 до 0, 14 мм (предпочтительной является величина 0,04 мм);
- глубина канавки составляет 1 мм, ширина канавки на уровне ее открытия составляет 1,4 мм;
- радиус R2 закругления донной части канавки составляет 0,4 мм;
- центр донной части канавки расположен на расстоянии 2,3 мм от рабочей боковой поверхности.
График, показанный на фиг.8, демонстрирует смещение DC точки контакта О вдоль дуги МР упругой боковой поверхности 125, показанной на фиг.4, в функции стягивания FA на боковой поверхности зацепления для различных значений угла А, заключенных в диапазоне от 9° до 14°.
Как можно видеть на фиг.8, чем больше величина угла А, тем быстрее происходит смещение DC на боковой поверхности 125.
В том случае, когда угол А меньше угла В, необходимо, чтобы точка О первоначального механического контакта была расположена на половине ширины дуги МР со стороны, противоположной центру вращения Р.
Невозможно иметь величину угла А, составляющую менее 9°, поскольку точка О в противном случае может оказаться за пределами дуги МР и дальше точки М.
Значения угла А, превышающие 12°, также не являются желательными, поскольку в противном случае точка О′ окончательного механического контакта может оказаться дальше точки Р для некоторых неточно подогнанных пар охватываемого и охватывающего резьбовых элементов.
Кроме того, функционирование в эксплуатации с точкой окончательного контакта О′, расположенной близко к точке Р, представляется не вполне оптимальным, поскольку оно ведет к концентрации механических напряжений в основании витка резьбы, как это имеет место в случае контакта между двумя прямолинейными боковыми поверхностями.
Величина угла А порядка 10° представляется вполне подходящей в рассматриваемом здесь случае, причем точка окончательного механического контакта О′ приводит к пику механических напряжений, который в худшем случае может быть расположен немного за точкой половины ширины боковой поверхности со стороны точки Р.
На фиг.9 для тех же самых резьбовых соединений показано изменение угла поворота RFE упругой боковой поверхности 125 в функции стягивания FA.
Здесь также поворот боковой поверхности 125 оказывается тем более быстрым, чем больше величина угла А.
В данном случае выгодно выбирать относительно небольшую величину угла А (например, величину порядка 10°) таким образом, чтобы ограничить амплитуду поворота со стягиванием.
Таким образом, контактное давление будет мало изменяться в функции реально полученного стягивания.
График, показанный на фиг.10, демонстрирует для того же типа резьбового соединения и для различных радиусов кривизны R1 боковой поверхности 125 влияние стягивания FA на смещение DC точки механического контакта, причем в этом случае величина угла А удерживается постоянной и равной 10°.
Для радиуса кривизны R1, составляющего 20 мм, первоначальный механический контакт имеет место в точке М, и эта точка первоначального контакта быстро смещается вдоль дуги МР по мере увеличения стягивания.
Чем меньше величина радиуса кривизны R1, тем в большей степени точка первоначального механического контакта О смещается в направлении точки Р, и тем в большей степени скорость этого перемещения уменьшается в функции стягивания.
Слишком малый радиус R (до 5 мм) представляется нежелательным в том случае, когда требуется сохранить точку первоначального механического контакта О на половине ширины дуги МР, противоположной точке Р.
Надлежащим образом можно выбирать радиус кривизны R1 изогнутой выпуклой боковой поверхности 125 зацепления в диапазоне от 3 мм до 30 мм.
Получают тот же самый эффект повышения устойчивости резьбового соединения по отношению к развинчиванию или к дополнительному избыточному свинчиванию в случае витков резьбы в соответствии с фиг.4, что и в случае резьбовых соединений с изогнутыми и выпуклыми вершинами витков в соответствии с фиг.3, но повышение этой устойчивости оказывается значительно более существенным в случае витков с осевым стягиванием и с изогнутой и выпуклой боковой поверхностью зацепления, чем в случае витков, показанных на фиг.3, причем механизм повышения этой устойчивости является, тем не менее, идентичным тому механизму, который представлен на фиг.7.
Усовершенствованная устойчивость к развинчиванию резьбового соединения была установлена путем испытаний свинчивания-развинчивания, которые были выполнены на двух резьбовых соединениях, подобных резьбовым соединениям, результаты испытаний которых представлены на фиг.8-10, но имеющих отличительные геометрические характеристики, противоположные геометрическим характеристикам, представленным на фиг.4: охватываемый резьбовой элемент является обычным и содержит охватываемые витки с прямолинейными поверхностями, тогда как охватывающий резьбовой элемент содержит охватывающие витки, имеющие изогнутую и выпуклую боковую поверхность зацепления и канавку, открывающуюся на вершине охватывающего витка.
Для угла между касательной к изогнутой выпуклой охватывающей боковой поверхности зацепления и перпендикуляром к оси резьбового соединения (на уровне половины высоты витка), равного 11°, радиус R1 изогнутой выпуклой охватывающей боковой поверхности зацепления равен 10 мм, и стягивание или сжатие составляет 0,02 мм, причем момент развинчивания Tb увеличивается до 130% от номинального момента свинчивания Tf для одного резьбового соединения и увеличивается до 123% от номинального момента свинчивания Tf для другого резьбового соединения.
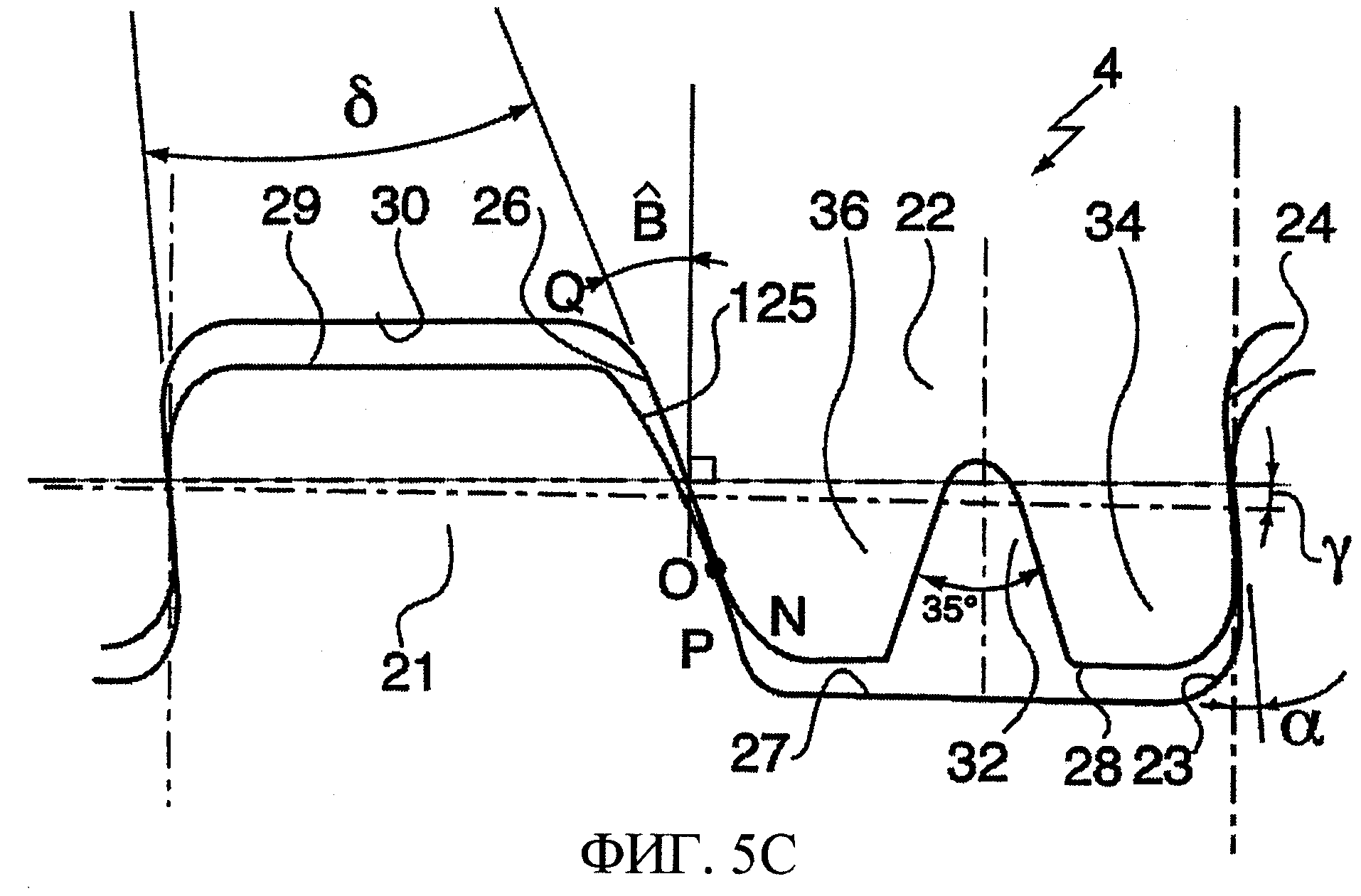
На фиг.5 схематически представлен вариант реализации резьбового соединения, показанного на фиг.4. Как можно видеть на фиг.5, охватываемый виток 21 также содержит изогнутую выпуклую боковую поверхность зацепления с углом наклона А, измеренным на половине ширины этой боковой поверхности, но этот виток не содержит канавки на своей вершине.
В данном случае канавка 32 расположена на охватывающем витке 22 и позволяет обеспечить изгиб прямолинейной охватывающей боковой поверхности 26 зацепления, которая соответствует изогнутой выпуклой боковой поверхности 125 зацепления в условиях стягивающего механического контакта в процессе свинчивания.
В конфигурации резьбового соединения, схематически показанной на фиг.5, величина угла наклона А превышает величину угла наклона В. Такая конфигурация позволяет, как это можно видеть на фиг.5С и 5D, обеспечить первоначальный механический контакт в точке О, расположенной на половине ширины упругой боковой поверхности 26 зацепления со стороны вершины охватывающего витка 28, на которой выполнена канавка 32. Эта конфигурация позволяет также обеспечить смещение ОО′ точки механического контакта в направлении центра вращения Q.
Функционирование резьбового соединения, схематически показанного на фиг.5, подобно функционированию, описанному для резьбового соединения, показанного на фиг.4.
На фиг.6 схематически представлено применение в резьбовом соединении 300, показанном на фиг.2, витка резьбы с канавкой и изогнутой выпуклой боковой поверхности зацепления в цилиндрической резьбе с витками резьбы трапециевидного профиля, которые называют клиновидными витками или витками переменной ширины, причем такая резьба с клиновидными витками известна, в частности, из патентного документа US Re 30647.
Охватываемая резьба 303′, показанная на фиг.6В, содержит витки трапециевидного профиля, выполненные в виде ласточкиного хвоста и имеющие переменную ширину.
Охватываемые витки резьбы 321 трапециевидного профиля содержат:
- прямолинейную вершину витка 329, параллельную оси резьбового соединения;
- прямолинейную впадину витка 327, параллельную оси резьбового соединения;
- прямолинейную боковую поверхность зацепления 325, которая нависает над впадиной витка 327, причем угол β между этой боковой поверхностью зацепления и перпендикуляром к оси резьбового соединения вследствие этого обстоятельства является отрицательным;
- изогнутую и выпуклую боковую рабочую поверхность 323, имеющую радиус кривизны R1 (за исключением зон соединения с вершинами и впадинами данного витка).
Рабочая боковая поверхность 323 выполнена такой, чтобы касательная 339 к ней, проведенная на половине высоты витка, образовала угол А с перпендикуляром к оси резьбового соединения.
Углы β и А выполнены таких размеров, что витки резьбы являются более широкими на их вершине 329, чем в их основании (витки в форме ласточкиного хвоста).
Эти витки называют также витками с постоянным шагом и с переменной шириной, поскольку ширина витка в этом случае возрастает (а расстояние между зубьями витков соответственно уменьшается) по мере удаления от свободного конца резьбового элемента: таким образом, как это можно видеть на фиг.7В, расстояние l3.1 превышает расстояние 13.2.
Соответствующая охватывающая резьба 304′ схематически показана на фиг.6А.
Охватывающие витки 322 представляют собой витки известного типа в форме ласточкиного хвоста с переменной шириной, адаптированные к охватываемым виткам 321.
Вершины витков 328 и впадины витков 330 являются прямолинейными и параллельными оси резьбового соединения.
Рабочая боковая поверхность 324 и боковая поверхность зацепления 326 также выполнены прямолинейными; обе эти боковые поверхности нависают над впадинами витков 330 таким образом, что их углы наклона, соответственно В и β, относительно перпендикуляра к оси резьбового соединения принято считать отрицательными.
Ширина витков 12 на половине их высоты уменьшается по мере приближения к свободному концу резьбового элемента таким образом, что расстояние 12.1 превышает расстояние 12.2, как это можно видеть на фиг.6А.
Охватывающие витки 322 дополнительно содержат на всей своей длине спиральную канавку 332, профиль которой имеет ось, по существу перпендикулярную к оси резьбового соединения, и которая открывается на вершине витка 328.
Эта канавка имеет поперечный профиль V-образной формы с закругленной донной частью, имеющей радиус закругления R2, составляющий 0,4 мм.
В том случае, когда резьбовые элементы 303′, 304′ завинчивают один в другой, начинают с соединения витков малой ширины с полостями большой ширины, но по мере свинчивания этих резьбовых элементов этот зазор уменьшается вплоть до его полного исчезновения в заданный момент времени, схематически представленный на фиг.6С: охватываемая и охватывающая рабочие боковые поверхности 323, 324 находятся в точечном механическом контакте в точке О и охватываемая и охватывающая боковые поверхности зацепления 325, 326 находятся в распределенном механическом контакте.
Как и в случае, показанном на фиг.5, точка механического контакта О расположена на отрезке NQ со стороны вершины витка 328, на которой выполнена канавка 332.
Это, как и в предыдущем случае, происходит вследствие того, что угол А меньше угла В по абсолютной величине.
Если продолжать свинчивание резьбового соединения и после осуществления первоначального механического контакта между боковыми поверхностями витков резьбы, то все более широкие витки имеют тенденцию перемещаться во все более узкие полости: таким образом, обеспечивается постепенное осевое стягивание витков в виде клина, откуда происходит определение "клиновидной" для этого типа резьбы; как и в случаях, показанных на фиг.4 или 5, продолжать свинчивание можно только до тех пор, пока это позволяет боковым поверхностям витков упруго деформироваться.
Функция канавки 332, осуществлению которой благоприятным образом способствует искривленная выпуклая форма рабочей боковой поверхности, состоит в том, чтобы обеспечить возможность такой упругой деформации боковых поверхностей витков.
Функции канавки 332 и искривленной выпуклой боковой поверхности 323 идентичны функциям канавок 31, 32 и искривленной выпуклой боковой поверхности 125, показанных на фиг.4 и 5, причем упругая боковая поверхность 324 является прямолинейной, как и в случае, показанном на фиг.5.
Надлежащим образом можно выбрать радиус кривизны R1 охватываемой рабочей боковой поверхности 323 для того, чтобы повысить устойчивость резьбового соединения к развинчиванию или к дополнительному избыточному свинчиванию при помощи механизма, идентичного тому, который показан на фиг.7.
Необходимо отметить, что резьбовые соединения, схематически показанные на фиг.4-6, также могут быть адаптированы к коническим резьбовым элементам с клиновидными витками переменной ширины, которые были описаны в патентном документе WO 94/29627. Для такой адаптации специалисту в данной области техники помогут приведенные выше инструкции.
Необходимо также отметить, что без выхода за рамки настоящего изобретения могут быть получены и другие трубные резьбовые соединения.
Так, например, не выходя за рамки настоящего изобретения, можно выполнить трубное резьбовое соединение с осевым стягиванием, подобное соединению, показанному на фиг.4, в котором осуществляется радиальное взаимодействие между вершинами одного из витков, охватываемого или охватывающего, и впадиной сопряженного с ним витка в конце процесса свинчивания.
Можно также выполнить, не выходя за рамки настоящего изобретения, трубное резьбовое соединение с взаимодействующими коническими резьбовыми элементами, в которых охватываемые или охватывающие рабочие боковые поверхности витков являются искривленными и выпуклыми, и охватываемые или охватывающие витки которых содержат канавку, открывающуюся на вершине соответствующего витка для того, чтобы обеспечить регулирование изменений механического контакта между рабочими боковыми поверхностями, возникающих вследствие изменяющихся механических воздействий типа осевого растяжения, осевого сжатия или изгиба, проявляющихся в процессе эксплуатации.
Действительно, такие изменения механического контакта на сплошных витках (то есть на витках, не содержащих канавки) с прямолинейными рабочими боковыми поверхностями способны вызвать развитие трещин усталостного происхождения ("pitting") на этих рабочих боковых поверхностях.
Различные способы реализации настоящего изобретения, описанные или не описанные выше, могут в то же время применяться как к интегральным резьбовым соединениям, так и к муфтовым резьбовым соединениям.
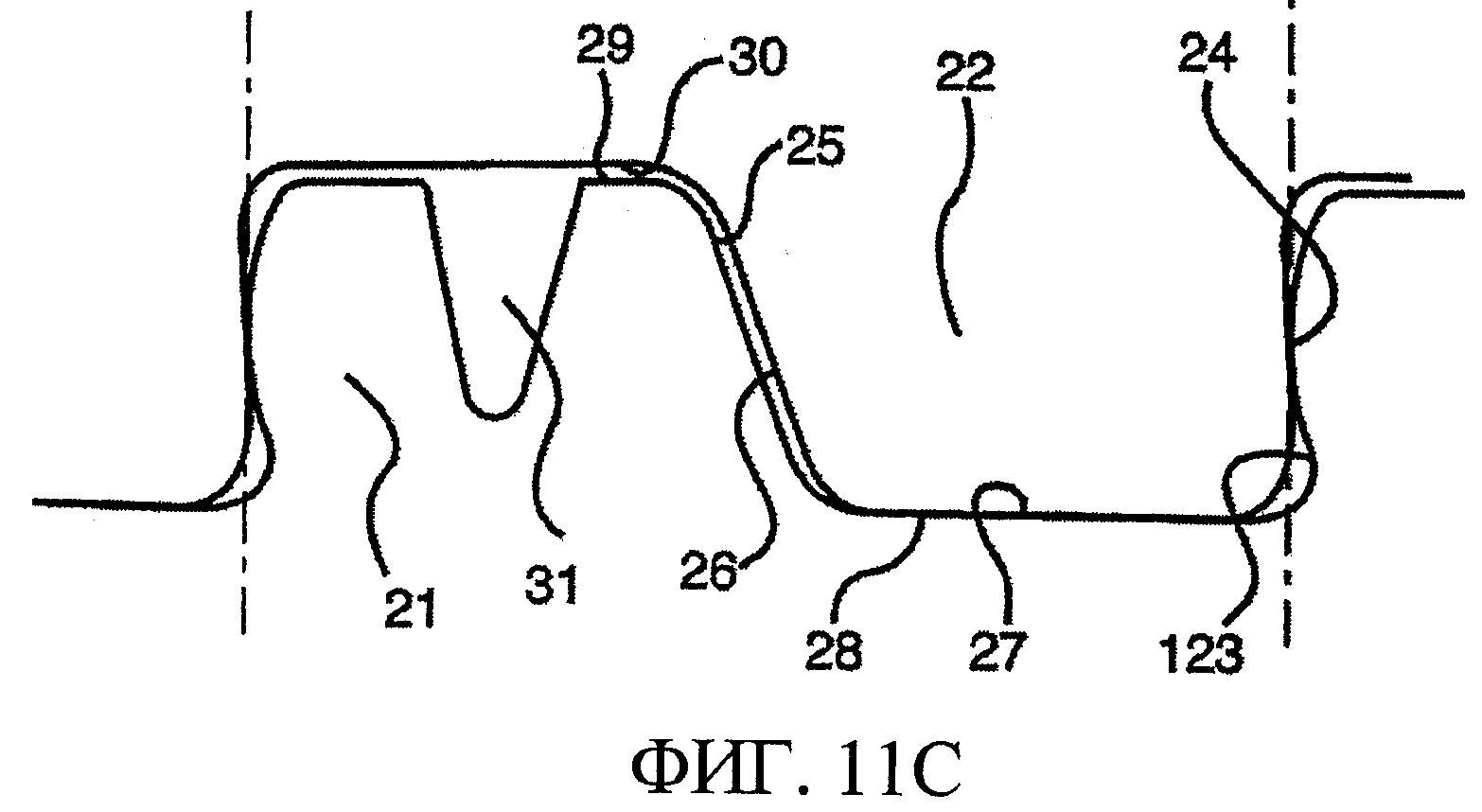
Так, например, можно выполнить резьбовое соединение, схематически представленное на фиг.11, в котором охватывающие витки (фиг.11А) трапециевидного профиля имеют все прямолинейные поверхности, тогда как соответствующие охватываемые витки (фиг.11В) также в целом имеют профиль трапециевидной формы, но с несколько искривленной и выпуклой рабочей боковой поверхностью 123, как и на фиг.6В.
Высота h1 охватываемых витков здесь немного меньше высоты h2 охватывающих витков, и ширина охватываемых или охватывающих витков немного меньше, чем ширина пространств между соответствующими витками, как это показано на фиг.3А, 3В, таким образом, чтобы после свинчивания резьбового соединения (фиг.11С) вершины охватывающих витков 28 взаимодействовали с впадинами охватываемых витков 27, при этом существует радиальный зазор между вершинами охватываемых витков 29 и впадинами охватывающих витков 30. Кроме того, охватываемые 123 и охватывающие 24 рабочие боковые поверхности витков резьбы упираются друг в друга, тогда как существует некоторый осевой зазор между охватываемой 25 и охватывающей 26 боковыми поверхностями зацепления.
Охватывающие витки 22 являются сплошными, тогда как охватываемые витки 21 содержат канавку 31, подобную канавке, показанной на фиг.4, которая позволяет регулировать изменения контактного давления в процессе эксплуатации.
Кривизна охватываемой рабочей боковой поверхности 123 предпочтительно обеспечивает в дополнение к эффекту, оказываемому на устойчивость резьбового соединения к развинчиванию или к дополнительному избыточному свинчиванию, регулирование ширины механического контакта и локализацию механического контакта между рабочими боковыми поверхностями 123, 24, как об этом уже было сказано выше, в том случае, когда изогнутая и выпуклая поверхность представляет собой боковую поверхность зацепления (фиг.4 и 5).
Аналогичные эффекты могут быть получены путем выполнения изогнутой и выпуклой охватывающей рабочей боковой поверхности при том, что охватываемая рабочая боковая поверхность остается прямолинейной.
Аналогичные эффекты также могут быть получены на резьбовых соединениях с конической резьбой и витками типа "rugged threads", описанными в патентных документах ЕР 454147 или JP 08281061, в которых охватываемые и охватывающие рабочие боковые поверхности упираются друг в друга, тогда как охватываемые и охватывающие боковые поверхности зацепления находятся в механическом контакте в конце свинчивания резьбового соединения, причем витки по меньшей мере одного резьбового элемента содержат рабочую боковую поверхность, или боковую поверхность зацепления, или рабочие боковые поверхности и боковые поверхности зацепления, являющиеся изогнутыми и выпуклыми.
Реферат
Изобретение относится к трубным резьбовым соединениям. Трубное резьбовое соединение содержит охватываемый резьбовой элемент и охватывающий резьбовой элемент, завинчиваемые один в другой под действием заданного момента завинчивания, в котором по меньшей мере одна поверхность витка резьбы, находящаяся под контактным давлением, имеет перед свинчиванием резьбового соединения непрерывную изогнутую выпуклую форму на всей своей ширине с радиусом кривизны, имеющим величину в диапазоне от 2 мм до 60 мм, и находится в точечном механическом контакте с соответствующей поверхностью сопряженного резьбового элемента. Такое резьбовое соединение представляет повышенную устойчивость к развинчиванию или к дополнительному избыточному свинчиванию. Такая геометрия позволяет упорядочить изменения условий контакта между боковыми поверхностями. 20 з.п. ф-лы, 24 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления разъемного резьбового соединения для стальных труб
Комментарии