Фитинг или арматура для образования запрессованного соединения со вставленным концом трубы - RU2220356C2
Код документа: RU2220356C2
Чертежи










Описание
Изобретение относится к фитингу или арматуре согласно вводной части пункта 1. Такой фитинг или арматура содержит соединительный наконечник для приема конца трубы для образования запрессованного соединения, причем соединительный наконечник с трубой холодно запрессовываются с помощью прессового инструмента.
Для того чтобы иметь возможность проконтролировать, что участок, который должен быть спрессован, еще не запрессован, этот участок должен иметь преднамеренную негерметичность до тех пор, пока он определенно не будет запрессован.
Поэтому целью данного изобретения является предоставление фитинга или арматуры, с помощью которой достигается упомянутый выше эффект.
Эта цель достигается с помощью фитинга или арматуры, имеющей характеристики по пункту 1. Если на кольцеобразном возвышении предусмотрены одна или несколько выпуклостей, с помощью которых между двух трубообразных компонентов может образовываться негерметичный участок, про запрессовку невозможно забыть, потому что жидкость, находящаяся в компонентах, будет вытекать наружу. Только с помощью запрессовки, которая вернет выпуклость в обратное положение, негерметичность будет ликвидирована. Полученное таким образом соединение имеет минимум компонентов. Кроме того, фитинг или арматуру с выпуклостью легко изготовить, потому что выпуклость может быть сделана в деформируемой концевой секции с помощью простой операции штамповки. Таким образом, для создания негерметичности не требуется никакого дорогостоящего оборудования.
В соответствии с дополнительным предпочтительным вариантом изобретения, в области выпуклости создается зазор между уплотнительным кольцом и стенкой концевой секции. В результате, и при минимальном давлении внутри трубообразного компонента дефектная запрессовка будет гарантированно замечена.
Предпочтительно, чтобы выпуклость выступала по радиусу наружу от возвышения. В результате, выпуклость может быть вдавлена внутрь при запрессовке так, что концевая секция в области выпуклости оказывается плотно прижатой к уплотнительному кольцу. Это допускает использование стандартных инструментов, которые используются в настоящее время для образования запрессованных соединений. Кроме того, в незапрессованном состоянии, уплотнительное кольцо сохраняет свою кольцевую форму, так что внутренний трубообразный компонент может быть без труда вдвинут в фитинг или арматуру.
В качестве альтернативы, выпуклость можно сделать по радиусу внутрь возвышения. Такая конструкция имеет преимущество в том, что уплотнительное кольцо будет деформировано, что может быть замечено, только если смотреть на трубу изнутри. Кроме того, во время введения внутренней трубы будет заметно некоторое сопротивление, которое напомнит пользователю о необходимости запрессовки.
Выпуклость может быть легко изготовлена с помощью штампа, который имеет, например, сферическое сечение. Таким образом, выпуклость также будет иметь сферическую форму без острых краев, которые могут причинить повреждения.
В дальнейшем
изобретение будет подробно объяснено с помощью двух вариантов в соответствии со следующими иллюстрациями:
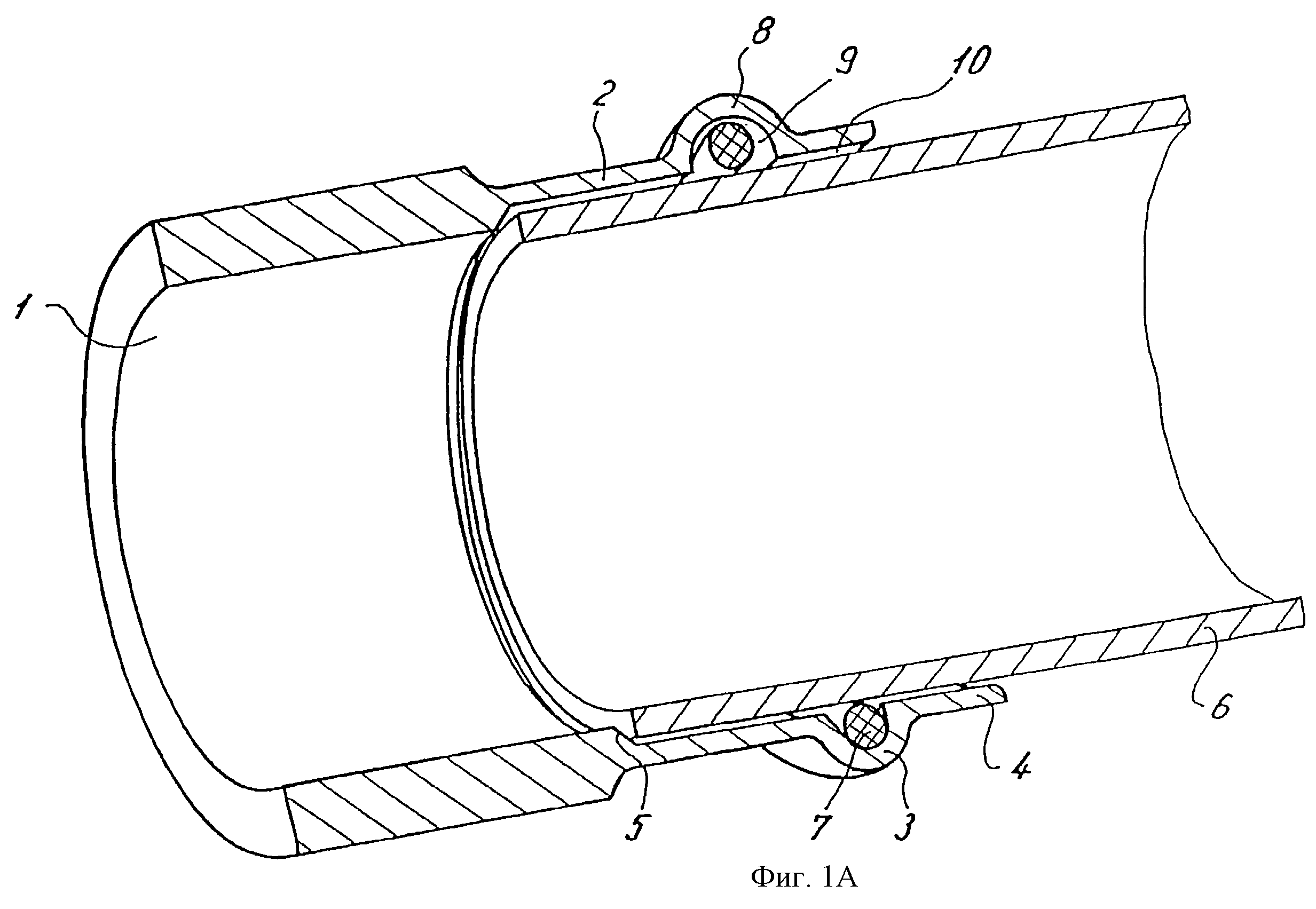
фиг. 1А - изображение в перспективе сечения первого варианта фитинга или арматуры
согласно настоящему изобретению для образования соединения в незапрессованном состоянии;
фиг. 1В - изображение в перспективе фитинга или арматуры из фиг. 1А;
фиг. 1С - изображение в
перспективе сечения фитинга или арматуры из фиг. 1А;
фиг. 2 - изображение в поперечном сечении соединения из фиг. 1А;
фиг. 3 - изображение в поперечном сечении соединения из фиг. 2
после запрессовки;
фиг. 4 - изображение сечения по Линии А-В из фиг. 2;
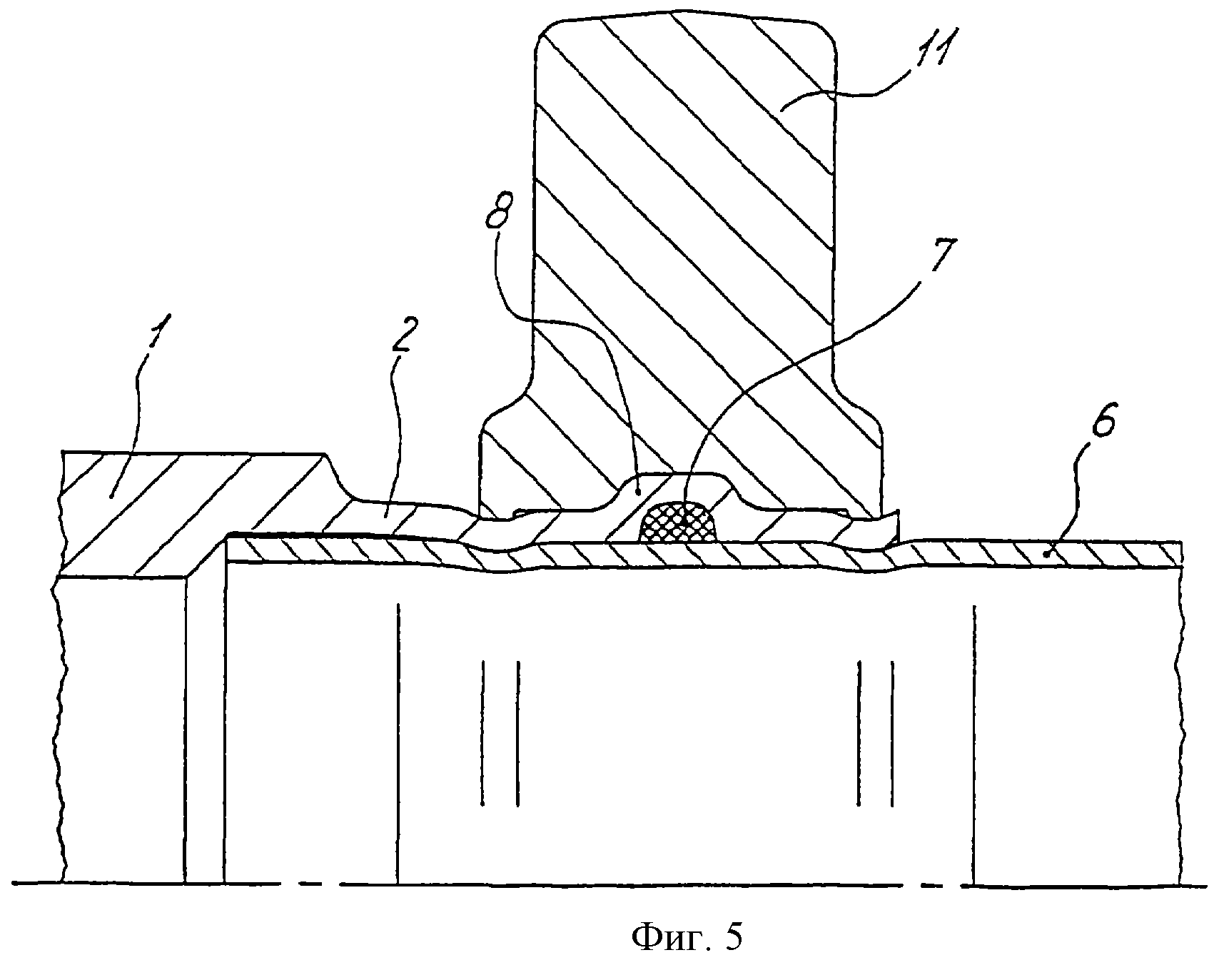
фиг. 5 - изображение сечения по Линии А-В из фиг. 3;
фиг. 6 - изображение сечения по Линии А-С из
фиг. 2;
фиг. 7 - изображение сечения по Линии А-С из фиг. 3;
фиг. 8 - изображение в перспективе сечения трубообразного компонента по второму варианту;
фиг. 9 - изображение в
поперечном сечении трубообразного компонента из фиг. 8;
фиг. 10 - изображение сечения вдоль Линии А-В из фиг. 9; и
фиг. 11 - изображение сечения вдоль Линии А-С из фиг. 9.
Фитинг или арматура 1, сделанная из металла, предпочтительно из меди, томпака ("красной" латуни), Niro или стали, включает в себя концевую секцию 2, которая имеет меньшую толщину стенок, чем остальной трубообразный компонент 1. На концевой секции 2 изготовлено кольцеобразное возвышение 3, которое соединяется с внешней секцией 4. Внешняя секция 4 используется для начального направления трубы 6, которая вставляется в трубообразный компонент 1. Труба б вставляется до упора 5, который сконструирован в переходе между концевой секцией 2 и секцией трубообразного компонента 1 с большей толщиной стенок.
В кольцеобразном возвышении 3 расположено уплотнительное кольцо 7, которое покоится с некоторой свободой или незначительной прессовой посадкой в возвышении 3 и напротив трубы 6 соответственно. Выпуклость 8 изготовлена на возвышении 3 таким образом, что между уплотнительным кольцом 7 и выпуклостью 8 имеется зазор 9. Так как труба 6 вдвинута в концевую секцию 2 фитинга или арматуры 1 неплотно, и между концевой секцией и трубой 6 образуется некоторый зазор 10, жидкость, воздух или газ в трубообразном компоненте или в трубе 6 могут вытекать через зазор 10 в выпуклости 9 наружу. Следовательно, если после соединения про запрессовку забудут, то это будет сразу же замечено после заполнения жидкостью, воздухом или газом.
Как показано на фиг. 2, перед запрессовкой, выпуклость 8 выдается наружу из конечной секции 2. Только после запрессовки с помощью прессового инструмента 11 выпуклость 8 будет вдавлена обратно и между трубообразным компонентом 1 и трубой 6 будет установлено герметичное соединение. Окончательный профиль участка соединения показан на фиг. 3.
Деформация выпуклости 8 с помощью прессового инструмента 11 показана на фиг. 4 (не спрессовано) и на фиг. 5 (спрессовано). С помощью прессового инструмента устраняется зазор 9 между выпуклостью 8 и уплотнительным кольцом. Следствием необратимости операции запрессовки является то, что образованное соединение подходит и для использования при высоких давлениях.
Операция запрессовки вне выпуклости 8 показана на фиг. 6 (не спрессовано) и фиг. 7 (спрессовано). На этих участках уплотнительное кольцо 7 вместе с концевой секцией 2 и трубой тоже деформируется так, что образуется герметичное соединение.
На фиг. 8 показан второй вариант трубообразного компонента 1 по настоящему изобретению. На тонкостенной концевой секции 2 трубообразного компонента 1 сделано кольцеобразное возвышение 3, в которое вставлено уплотнительное кольцо 7. В возвышение 3 вдавлена выпуклость 8', которая продавливает уплотнительное кольцо 7 радиально внутрь. Как показано на фиг. 9, по обе стороны выпуклости 8' образуются зазоры 9' между возвышением 3 и уплотнительным кольцом 7. Профиль уплотнительного кольца 7 в возвышении 3 показан на фиг. 10 и 11. Когда концевая секция 2 запрессовывается, область, смежная с выпуклостью 8', продавливается внутрь и навсегда деформируется так, что зазор 9' между уплотнительным кольцом 7 и возвышением 3 исчезает. Таким образом при запрессовке образуется герметичное соединение между трубообразным компонентом 1 и трубой 6.
В проиллюстрированных вариантах предусматривается лишь по одной выпуклости 8, 8' на трубообразный компонент. Можно также сделать две или более выпуклостей 8, 8' на возвышении 3. Выпуклость 8, 8' может иметь и другую форму вместо сферической.
Согласно другому варианту, кольцеобразное возвышение образуется на внутренней трубе, на которую надевается трубообразный компонент. В этом случае для создания негерметичного участка на внутренней трубе предусматривается как минимум одна выпуклость.
Реферат
Изобретение предназначено для соединения с трубами. Фитинг или арматура, в частности, для соединения с трубообразным компонентом содержит концевую секцию, которая может образовывать соединение при запрессовке. В концевой секции в кольцеобразном буртике расположено уплотнительное кольцо. На буртике имеется деформированный участок. Посредством деформированного участка между уплотнительным кольцом и стенкой концевой секции создается зазор, через который жидкость может протекать между трубообразными компонентами. Герметичная соединительная конструкция образуется только после запрессовки этого участка. Таким образом можно избежать непроизвольного забывания о процессе запрессовки. Изобретение повышает надежность соединения. 2 с. и 4 з.п. ф-лы, 13 ил.
Комментарии