Устройство для центрирования труб - RU184562U1
Код документа: RU184562U1
Чертежи

Описание
Полезная модель относится к нефтегазодобывающей промышленности, в частности к устройствам, используемым при сварке труб для обеспечения их соосности при строительстве или ремонте трубопроводов.
Известен наружный центратор [1], содержащий соединенные между собой гибким элементом выравнивающие колодки с регулировочными винтами и фиксирующее устройство. Выравнивающие колодки соединены с гибким элементом для предотвращения их перекоса относительно наружной поверхности трубы. В качестве гибкого элемента используют цепь.
Недостатком центратора является недостаточная центровка кромок стыков труб, подлежащих сварке, за счет применения гибкого элемента, выравнивающего колодки, а также сложность выравнивания гибкого элемента и его низкие эксплуатационные свойства вследствие истирания и износа его составных элементов - звеньев цепи.
Известно устройство для центрирования труб при стыковке под сварку [2], принятое в качестве прототипа, содержащее направляющую, выполненную с прорезью вдоль продольной оси, зажимы с прижимными элементами, установленные с возможностью перемещения вдоль направляющей, и упоры для ограничения перемещения зажимов, а также опоры, прижимные пяты, фиксаторы и пружины возврата зажимов с прижимными элементами в исходную позицию, при этом направляющая выполнена в виде трубы (дугообразной секции), в стенке которой выполнены продольно-щелевидные канавки, расположенные по окружности через 120°, упоры установлены с возможностью перемещения вдоль направляющей трубы и выполнены в виде двух крайних и двух срединных съемных колец, выполненных из пластин с загнутыми краями, зажимы с прижимными элементами выполнены в виде Г-образных плоских прижимных рычагов, установленных в продольно-щелевидных канавках и расположенных вдоль направляющей трубы, опоры приварены с внутренней стороны к стенке направляющей трубы, пружины для возврата зажимов с прижимными элементами в исходную позицию установлены в канавках, фиксаторы размещены на каждом из съемных колец, а прижимные пяты выполнены в виде желобов, причем одни концы Г-образных плоских прижимных рычагов закреплены в опорах, а другие, выступающие над канавками, закреплены с возможностью перемещения к прижимным пятам.
Недостатками указанного технического решения являются низкие эксплуатационные свойства ввиду сложности центрирования кромок стыков труб, подлежащих сварке, в местах наличия прорези в направляющей (дугообразной секции) устройства вдоль его продольной оси, что усложняет подгонку кромок первой и второй труб и увеличивает время подготовки стыка к сварке.
Задачей, на решение которой направлено заявляемое техническое решение, является повышение эксплуатационных свойств устройства за счет обеспечения его надежного закрепления на трубах, а также возможности регулирования усилия прижатия к трубе, устранения смещений стыков кромок труб, подлежащих сварке, по всему их периметру и точного центрирования.
Поставленная задача решается устройством для центрирования труб, содержащем дугообразные секции и жестко закрепленные к ним по всему периметру регулируемые упоры и зажимы с прижимными элементами, а также прижимные пяты и фиксаторы, при этом соседние концы дугообразных секций соединены друг с другом и устройство дополнительно содержит съемные регулируемые упоры.
Съемные регулируемые упоры выполнены в виде корпуса с ходовым винтом, установленным в нем с возможностью перемещения, на конце которого размещена прижимная пята, причем со стороны расположения прижимной пяты корпус содержит выступ, выполненный с возможностью взаимодействия с внутренней поверхностью дугообразных секций.
Съемные регулируемые упоры обеспечивают их установку в необходимых местах для устранения смещений кромок труб для надежного и точного их соединения при сварке.
Зажимы с прижимными элементами выполнены в виде неподвижно установленной на дугообразной секции опоры с шарнирно закрепленным на ней прижимным рычагом, в свободном конце которого расположен с возможностью перемещения винт с прижимной пятой, при этом в опоре также установлен фиксатор.
Таким образом, устройство для центрирования труб включает регулируемые элементы - упоры, зажимы с прижимными элементами и съемные регулируемые упоры, обеспечивающие его надежное закрепление на трубах, а также возможность регулирования усилия прижатия к трубе, устранения смещений стыков кромок труб и точного центрирования труб.
Полезная модель поясняется фигурами.
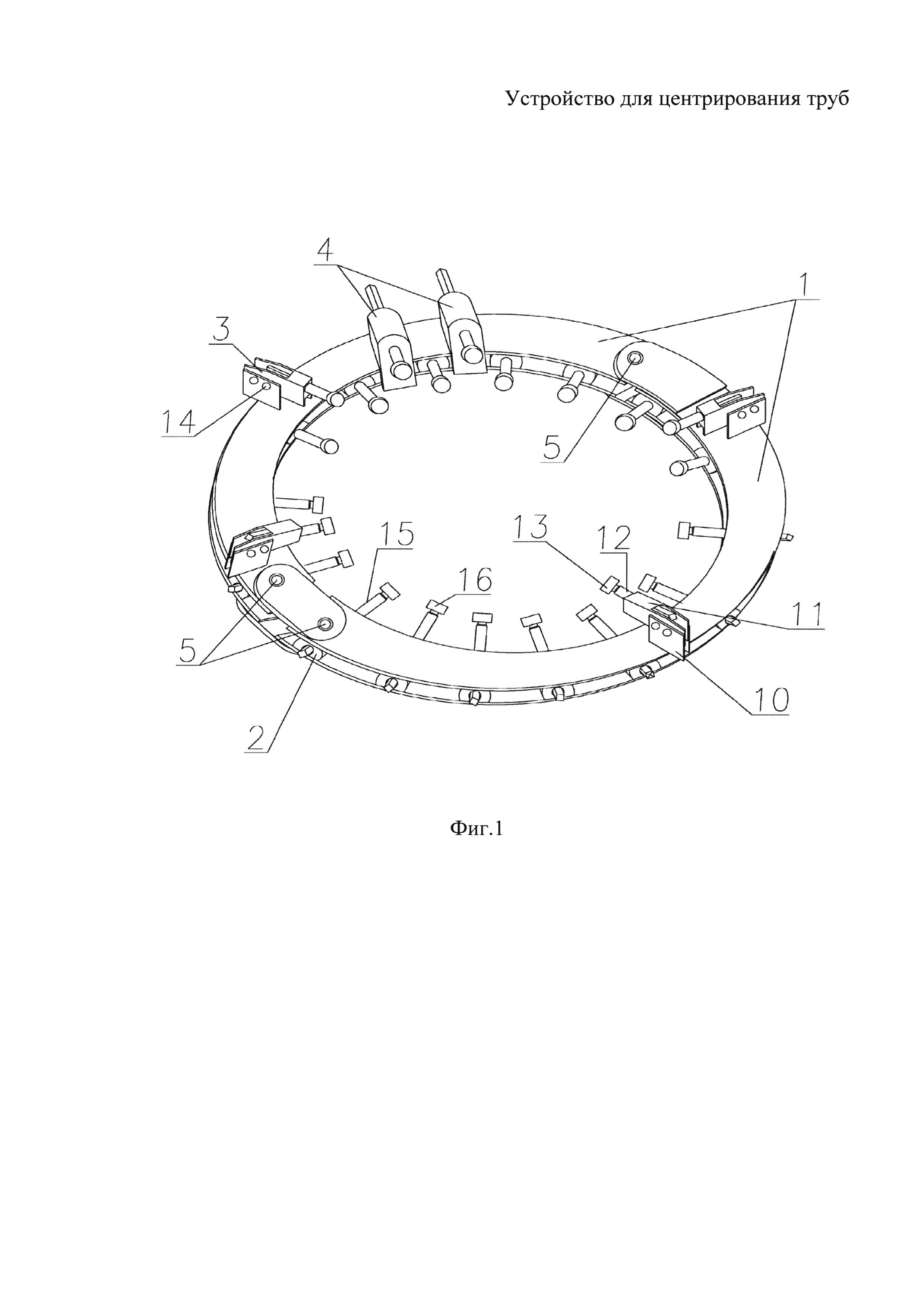
На фиг. 1 изображено заявляемое устройство для центрирования труб, на фиг. 2 - съемный регулируемый упор (увеличено).
Устройство для центрирования труб содержит две дугообразные секции 1 и жестко закрепленные к ним, например сваркой, по периметру регулируемые упоры 2, зажимы 3 с прижимными элементами, а также съемные регулируемые упоры 4. Соседние концы дугообразных секций 1 соединены друг с другом посредством осей 5.
Съемный регулируемый упор 4 выполнен в виде корпуса 6 с ходовым винтом 7, установленным в нем с возможностью перемещения, на конце которого размещена прижимная пята 8, причем со стороны расположения прижимной пяты 8 корпус 6 содержит выступ 9, выполненный с возможностью взаимодействия с внутренней поверхностью дугообразной секции 1.
Зажимы 3 с прижимными элементами выполнены в виде неподвижно закрепленной, например сваркой, на дугообразной секции 1 опоры 10 с шарнирно закрепленным на ней прижимным рычагом 11, в свободном конце которого расположен с возможностью перемещения винт 12 с прижимной пятой 13, при этом в опоре 10 также установлен фиксатор 14 для закрепления прижимного рычага 11 в требуемом положении.
Регулируемые упоры 2 содержат винт 15, установленный с возможностью перемещения относительно дугообразных секций 1, и прижимную пяту 16.
Устройство в зависимости от диаметра центрируемой трубы может состоять из двух или более дугообразных секций, соединенных между собой посредством осей.
Количество регулируемых упоров 2, зажимов 3 с прижимными элементами, съемных регулируемых упоров 4 определяется исходя из диаметра центрируемой трубы и толщиной ее стенок с целью обеспечения равномерного центрирования стыков кромок труб по всему периметру и предотвращения образования смещения их кромок при сварке. Например, при сварке труб DN 1020 устройство для центрирования содержит две дугообразные секции 1 и шестнадцать жестко закрепленных к ним по периметру регулируемых упоров 2, четыре зажима 3 с прижимными элементами, а также съемные регулируемые упоры 4.
Устройство работает следующим образом.
Перед сборкой стыка две дугообразные секции 1 устанавливают на первой трубе и соединяют их концы друг с другом посредством осей 5. Дугообразные секции 1 закрепляют на первой трубе, например, на расстоянии 100 мм от кромки с помощью зажимов 3 с прижимными элементами, при этом опускают прижимные рычаги 11 к поверхности первой трубы, перемещают к поверхности первой трубы винты 12 с прижимной пятой 13, прижимая к ней зажим 3, фиксируют положение прижимного рычага 11 фиксатором 14. С помощью трубоукладчика подводят вторую трубу и, манипулируя им, устанавливают сварочный зазор. Фиксацию второй трубы производят регулируемыми упорами 2, при этом перемещают винты 15 с прижимными пятами 16 относительно дугообразных секций 1 к поверхности второй трубы, при этом деформируя вторую трубу до совпадения с первой, приводят первую и вторую трубы к соосности.
В месте образования смещения кромок первой и второй труб устанавливают съемный регулируемый упор 4. На поверхности центрируемой трубы, например первой, устанавливают корпус 6, размещая его выступ 9 с внутренней поверхности дугообразной секции 1. Затем регулируют положение ходового винта 7 с прижимной пятой 8, деформируют кромку первой трубы до совпадения с кромкой второй трубы и устраняют смещение.
Количество устанавливаемых съемных регулируемых упоров 4 соответствует количеству смещений кромок первой и второй труб.
Таким образом, устройство для центрирования труб позволяет производить сварку труб по всему периметру стыков без разрывов, упрощает процесс подгонки кромок и уменьшает время подготовки стыка к сварке.
1. Патент RU 2153964, опубл. 2000.08.10.
2. Патент RU 2295432, опубл. 2007.03.20.
Реферат
Полезная модель относится к нефтегазодобывающей промышленности, в частности к устройствам, используемым при сварке труб для обеспечения их соосности при строительстве или ремонте трубопроводов.Устройство для центрирования труб содержит дугообразные секции и жестко закрепленные к ним по всему периметру регулируемые упоры и зажимы с прижимными элементами, а также прижимные пяты и фиксаторы, при этом соседние концы дугообразных секций соединены друг с другом и устройство дополнительно содержит съемные регулируемые упоры, которые выполнены в виде корпуса с ходовым винтом, установленным в нем с возможностью перемещения, на конце которого размещена прижимная пята, причем со стороны расположения прижимной пяты корпус содержит выступ, выполненный с возможностью взаимодействия с внутренней поверхностью дугообразных секций.Устройство позволяет обеспечить его надежное закрепление на трубах, а также возможность регулирования усилия прижатия к трубе, устранения смещения стыков кромок труб, подлежащих сварке, и точного центрирования труб.
Комментарии