Оросительный трубопровод - RU2371911C2
Код документа: RU2371911C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к оросительным трубопроводам, в частности к трубопроводам для сборки разветвленных оросительных сетей.
Уровень техники
Современное орошение обычно использует большие сети трубопроводов, например в системах капельного орошения или в поливочных системах. Оросительная сеть включает главные трубопроводы подачи воды и оросительные ответвления, размещаемые и устанавливаемые в поле. Установка ответвлений выполняется обычно при помощи специально разработанных боковых соединителей и влечет значительные трудовые затраты, но не всегда предотвращает утечки.
Например, публикации WO 02/066881 и JP 08318177 описывают соединители для монтажа боковых выпусков малого диаметра на стенке гибкого, сматываемого и складываемого трубопровода большого диаметра. Эти соединители содержат полый цилиндрический элемент с развальцованным концом и внешней резьбой и соответствующую гайку. Стенка трубопровода пробивается в необходимых положениях непосредственно в поле. Развальцованный конец соединителя затем вставляют в отверстие в стенке, которое эластично расширяется и зажимает соединитель над развальцованным концом. Соединитель закрепляется на трубопроводе затягиванием гайки на развальцованный конец.
В настоящей заявке термин "сматываемый трубопровод" означает трубопровод, который достаточно гибок для того, чтобы его можно было смотать на катушку с какой-либо целью, например для упаковки, транспортировки, хранения, продажи и т.п. Термин "сжимаемый трубопровод" означает трубопровод, который теряет форму, будучи незаполненным, например трубу в виде рукава. Сматываемый трубопровод может быть сжимаемым или несжимаемым.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения предлагается оросительный трубопровод, снабженный множеством соединительных элементов для прикрепления к ним боковых ответвлений после изготовления оросительного трубопровода, причем соединительные элементы смонтированы в одно целое со стенкой указанного трубопровода в процессе его изготовления. Трубопровод может быть жестким, сматываемым и сжимаемым (в виде рукава). Предпочтительно трубопровод выполнен с возможностью разрезания на множество участков, каждый из которых содержит множество указанных соединительных элементов. В процессе изготовления трубопровода каждый соединительный элемент либо смонтирован в открытом состоянии и выполнен с возможностью закрывания после изготовления указанного трубопровода, если отсутствует необходимость в использовании этого соединительного элемента, либо смонтирован в закрытом состоянии и выполнен с возможностью открывания после изготовления указанного трубопровода для обеспечения прикрепления бокового ответвления. Соединительный элемент также может быть открыт без обеспечения возможности закрытия.
В одном варианте осуществления изобретения в стенках трубопровода проделываются отверстия при изготовлении, и открытые соединительные элементы монтируются на отверстиях.
В другом варианте осуществления изобретения соединительные элементы закрыты посредством закрывающего элемента, предназначенного сохранять герметичность трубопровода при рабочем давлении. Закрывающий элемент может быть, например, частью стенки трубопровода, и/или частью соединительного элемента, и/или отдельным элементом, прикрепленным к соединительному элементу, или может иметь иную подходящую конструкцию. Закрывающий элемент может иметь круглую выемку, облегчающую открывание.
Соединительные элементы могут быть смонтированы, например, в следующих положениях:
- примыкающими к внутренней поверхности стенки трубопровода;
- примыкающими к внешней поверхности стенки трубопровода;
- охватывающими части внутренней и внешней поверхности указанной стенки;
- заделанными между внутренней и внешней поверхностью указанной стенки.
Соединительные элементы могут быть выполнены из материала трубопровода.
В другом варианте соединительный элемент может быть закрывающей прокладкой, выполненной с возможностью просверливания в ней отверстия в полевых условиях для обеспечения прикрепления бокового ответвления.
Примерами средств для прикрепления соединительных элементов к боковым ответвлениям могут быть внутренняя или внешняя резьба; байонетное крепление, сужающееся отверстие, выполненное с возможностью удерживания ответного элемента бокового ответвления посредством трения; отверстие и использование материала, свойства которого обеспечивают установку самонарезающего ответного элемента бокового ответвления, или подобные.
В соответствии с другим аспектом настоящего изобретения предлагается оросительный трубопровод, снабженный протяженным соединительным элементом для прикрепления к нему боковых ответвлений после изготовления трубопровода, например в поле (полевых условиях), причем указанный соединительный элемент смонтирован в одно целое со стенкой оросительного трубопровода в процессе его изготовления и выполнен с возможностью просверливания сквозных отверстий в заданных положениях после изготовления указанного трубопровода для обеспечения возможности прикрепления двух или более боковых ответвлений в указанных заданных положениях.
Протяженный соединительный элемент может быть, например, вытянутой полосой, проходящей параллельно оси трубопровода, или кольцом, или его частью, или вытянутой полосой, проходящей по винтовой линии, или просто любой прокладкой, достаточно большой, чтобы разместить два или более боковых ответвления. Предпочтительно, протяженный соединительный элемент выполнен из материала, свойства которого обеспечивают удержание ответных элементов боковых ответвлений в указанных отверстиях посредством трения или самонарезания.
В трубопроводе, изготовленном из плоского листа посредством соединения его краев в шов, протяженный соединительный элемент может быть смонтирован в шве.
В соответствии с обоими аспектами настоящего изобретения трубопровод может быть изготовлен в виде шланга, стойкого по отношению к высокому или низкому давлению, из полимерных материалов, усиленных клееным слоем или слоями, такими как ткань, трикотажное тканое или нетканое полотно, двуориентированный полимер, полимер высокой жесткости, и т.д. Могут быть использованы полимерные материалы, такие как полиэтилен, полипропилен, поливинилхлорид, термопластичный эластомер, эластомер и др.
Трубопровод может быть изготовлен посредством любого подходящего процесса, например, экструзией (экструзионным процессом), отливкой, выдувкой, сваркой или склеиванием листового материала и т.д. В частности, соединительные элементы могут быть смонтированы в одно целое с трубопроводом при изготовлении путем экструзии посредством способа, используемого для прикрепления находящихся на одной линии капельных водовыпусков, как описано, например, в патенте US 5324371.
В соответствии с еще одним аспектом настоящего изобретения предлагается способ изготовления полуфабриката оросительного трубопровода, в котором обеспечивают множество оросительных элементов, обеспечивают полосы гибкого свариваемого или склеиваемого материала, такого как листы полимера, и монтируют указанные оросительные элементы в заранее определенных положениях в одно целое с указанной полосой. Оросительные элементы могут представлять собой соединительные элементы для установки боковых ответвлений на указанный трубопровод, капельные водовыпуски или разбрызгиватели и т.д. Оросительные элементы могут быть смонтированы, например, сваркой или приклеиванием, предпочтительно ультразвуковой сваркой.
Изготовление оросительного трубопровода может быть завершено на той же самой или иной производственной линии посредством сгибания или скручивания полосы таким образом, чтобы ее боковые края были размещены рядом друг с другом или наложены друг на друга. Боковые края сваривают или склеивают в одно целое с получением замкнутого сечения трубопровода. Способ может включать проделывание отверстий в заранее определенных положениях.
Сгибание или скручивание может быть выполнено так, что соединители остаются либо внутри трубопровода, либо снаружи трубопровода.
Края полосы могут быть соединены прямым швом или спиральным швом.
В соответствии с еще одним аспектом данного изобретения предлагается способ изготовления оросительного трубопровода, в котором обеспечивают полосу гибкого свариваемого или склеиваемого материала, сгибают или скручивают указанную полосу с перекрытием ее боковых краев, сваривают или склеивают указанные края в одно целое с получением шва и замкнутого сечения трубопровода и используют дополнительную ленту, которую приваривают или приклеивают поверх указанного шва на внутренней и/или внешней стороне трубопровода для герметизации шва и/или указанных краев.
Предпочтительно дополнительная лента приваривается или приклеивается к боковым краям полосы перед получением замкнутого сечения трубопровода.
Предпочтительно дополнительная лента приваривается посредством сварки горячим воздухом.
Смонтированные заодно соединители предлагают быструю и удобную установку ответвляющихся труб. Такие соединители надежно прикрепляются во время изготовления, тем не менее, пользователь в состоянии выбрать положения для ответвлений в поле. Неиспользуемые соединительные элементы могут быть легко закрыты или просто не открываться. Благодаря низкому профилю соединительных элементов, трубопровод может быть смотан в достаточно тугие катушки, подходящие для упаковки, транспортировки, хранения, продажи и т.п. Трубопровод можно убрать в конце оросительного сезона. Трубопровод дешев, имеет малый вес и объем, допускает легкую установку на поверхности и под поверхностью земли.
Краткое описание чертежей
Для того чтобы понять изобретение, и для демонстрации того, как оно может быть реализовано на практике, далее будет описан ряд осуществлений изобретения путем неограничивающих примеров со ссылкой на прилагаемые чертежи.
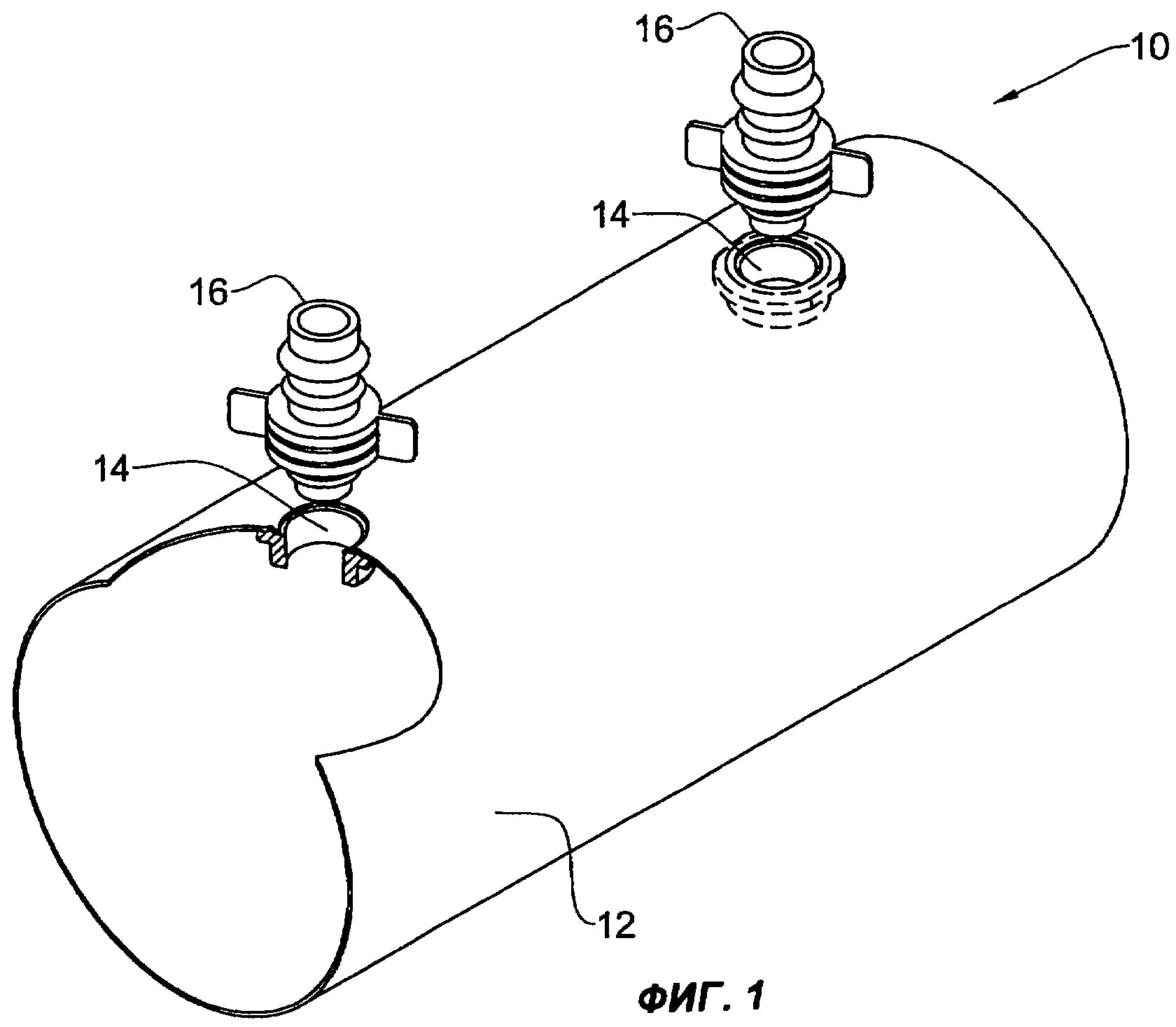
Фиг.1 - перспективный вид оросительного трубопровода по настоящему изобретению со встроенными соединительными элементами и боковыми соединителями.
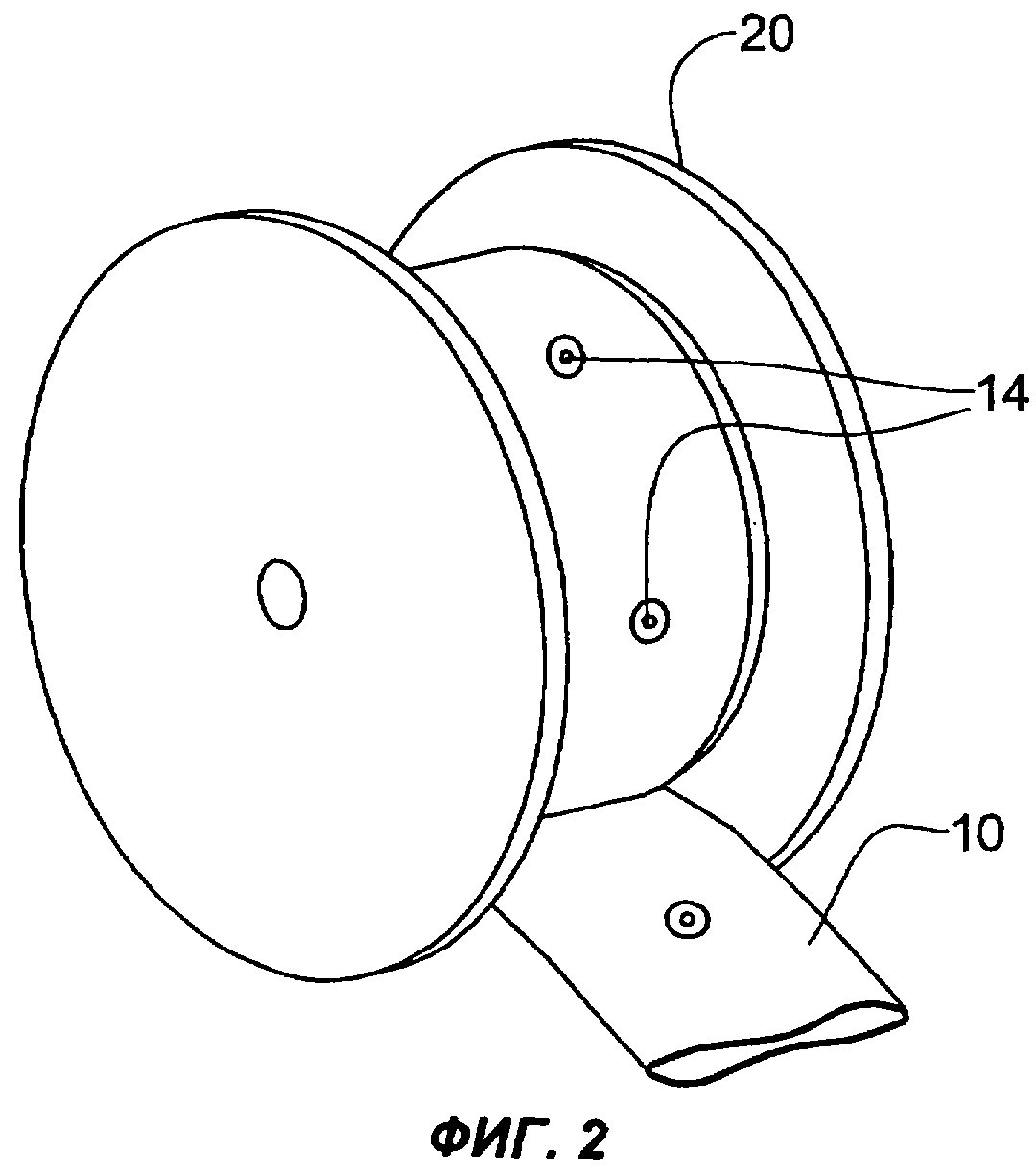
Фиг.2 - изображение сжимаемого оросительного трубопровода со встроенными соединителями, смотанного на катушку.
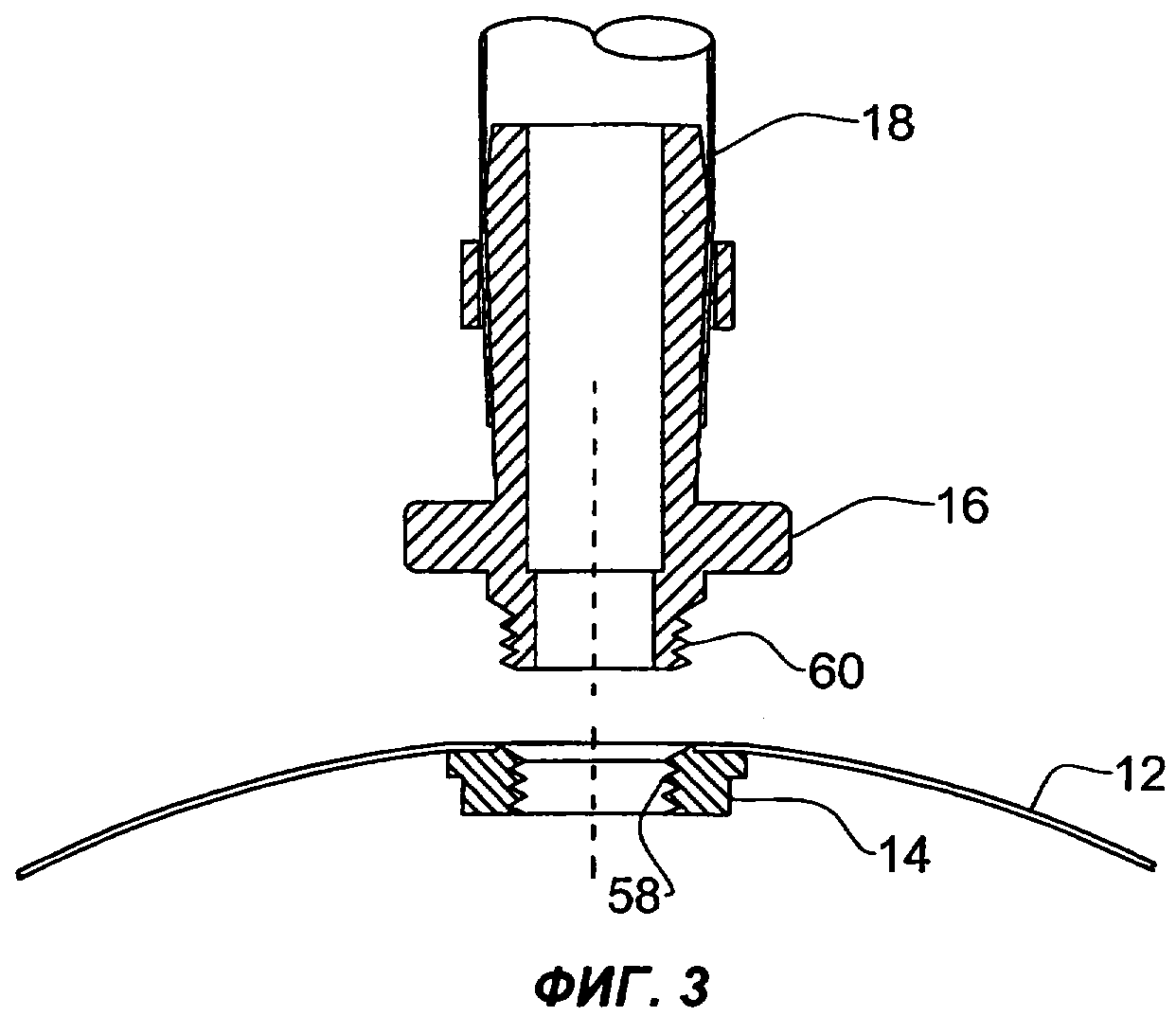
Фиг.3 - вид в разрезе прикрепляемого изнутри соединительного элемента, снабженного резьбой, в оросительном трубопроводе и бокового соединителя.
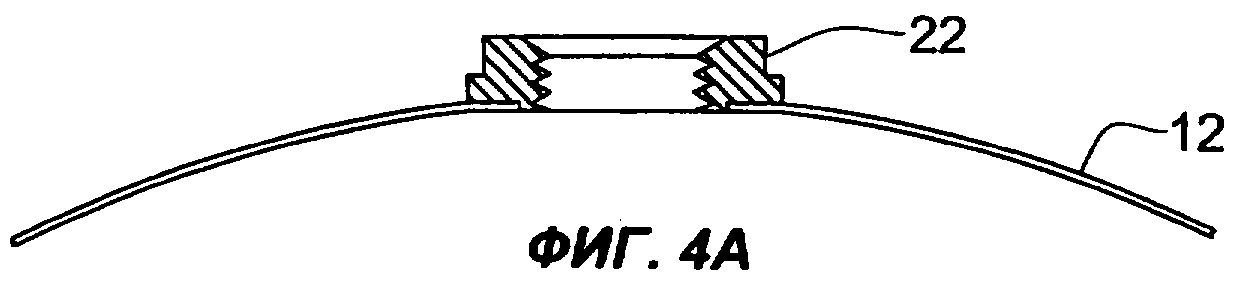
Фиг.4А - вид в разрезе прикрепляемого снаружи соединительного элемента, снабженного резьбой.
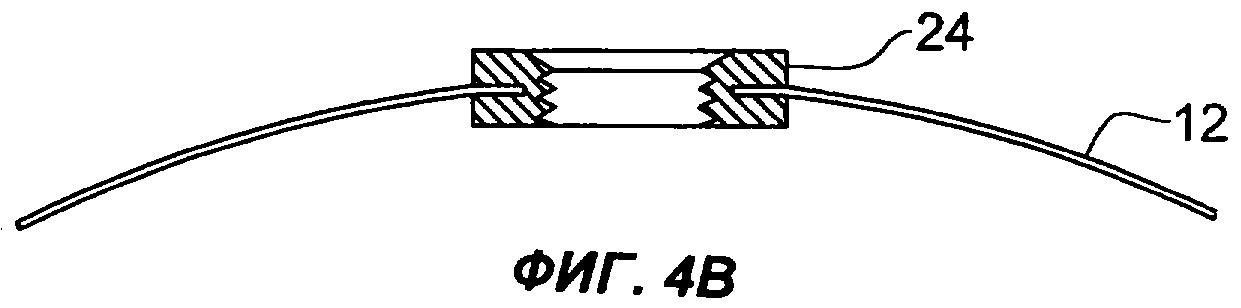
Фиг.4В - вид в разрезе соединительного элемента, прикрепляемого к оросительному трубопроводу с обоих сторон.
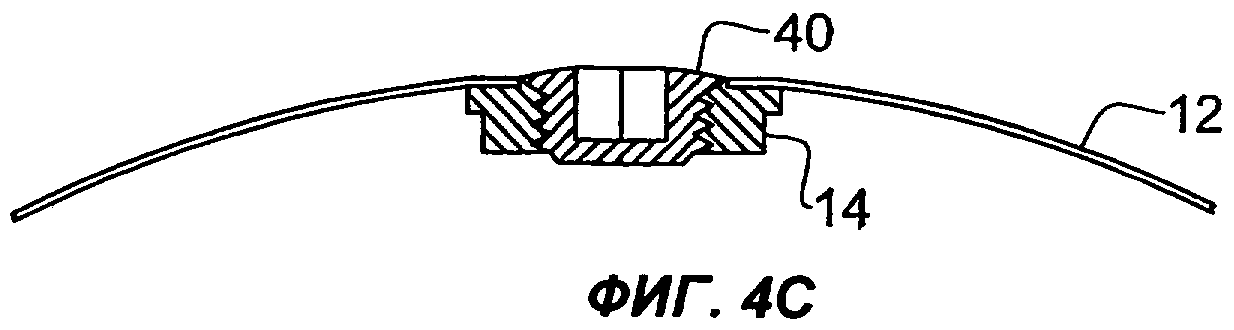
Фиг.4С - вид в разрезе снабженного резьбой соединительного элемента со снабженным резьбой закрывающим элементом.
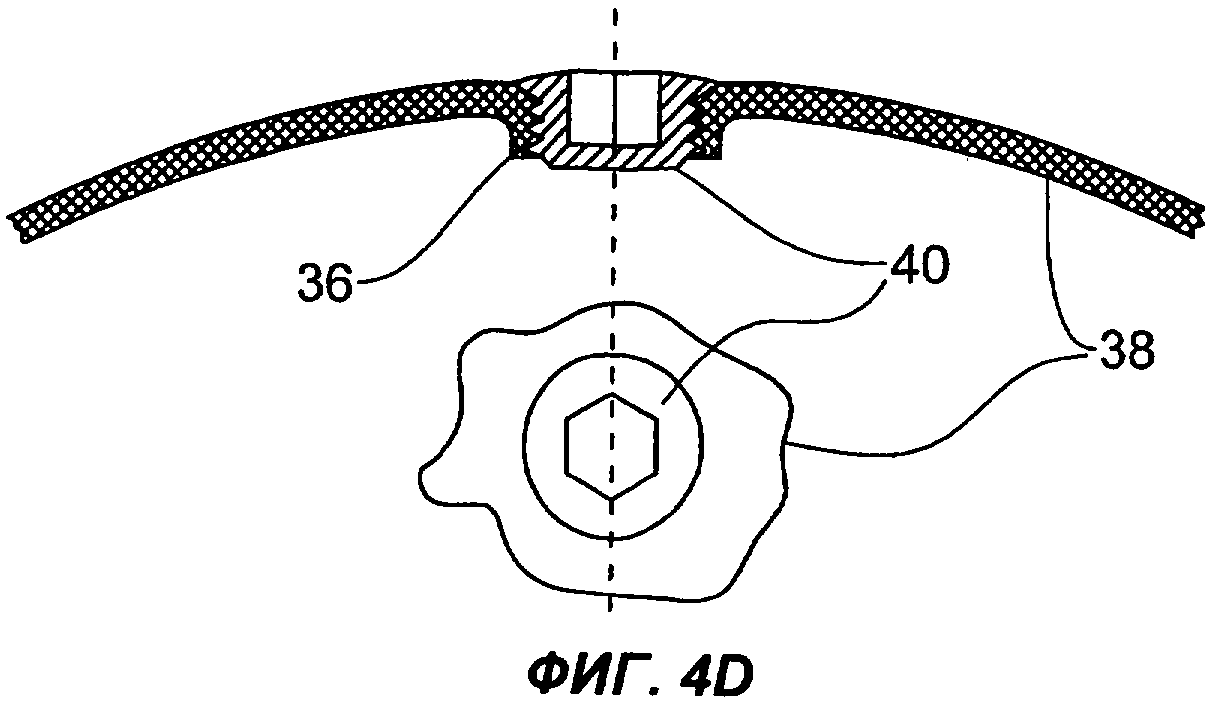
Фиг.4D - вид в разрезе снабженного резьбой соединительного элемента, выполненного из материала стенки оросительного трубопровода.
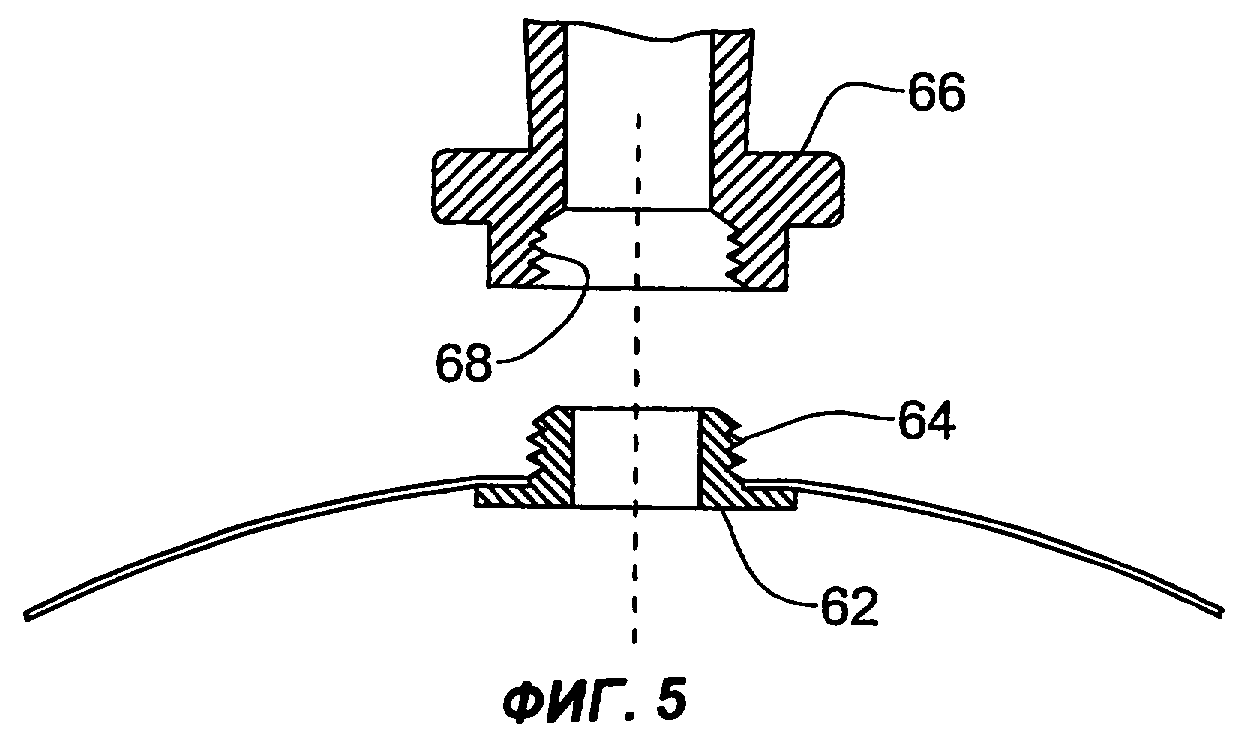
Фиг.5 - вид в разрезе соединительного элемента с внешней резьбой и соответствующего бокового соединителя с внутренней резьбой.
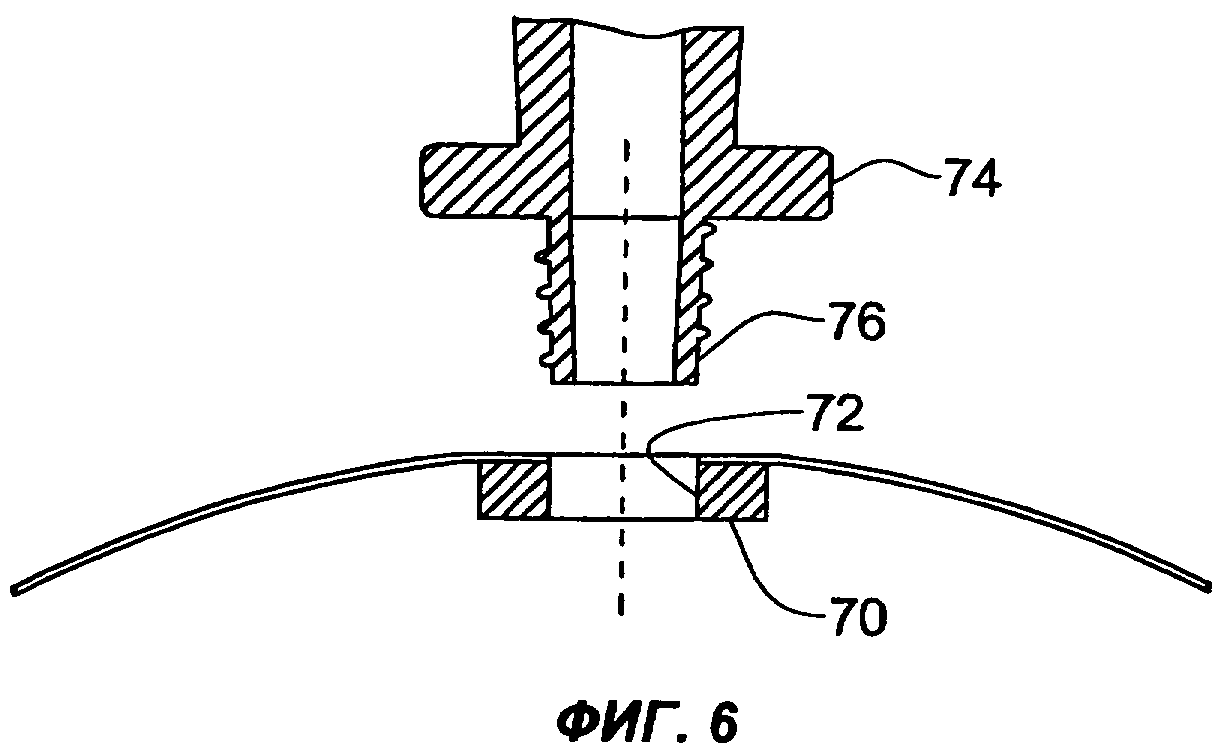
Фиг.6 - вид в разрезе соединительного элемента, прикрепленного к оросительному трубопроводу и выполненному с возможностью соединения с самонарезным боковым соединителем.
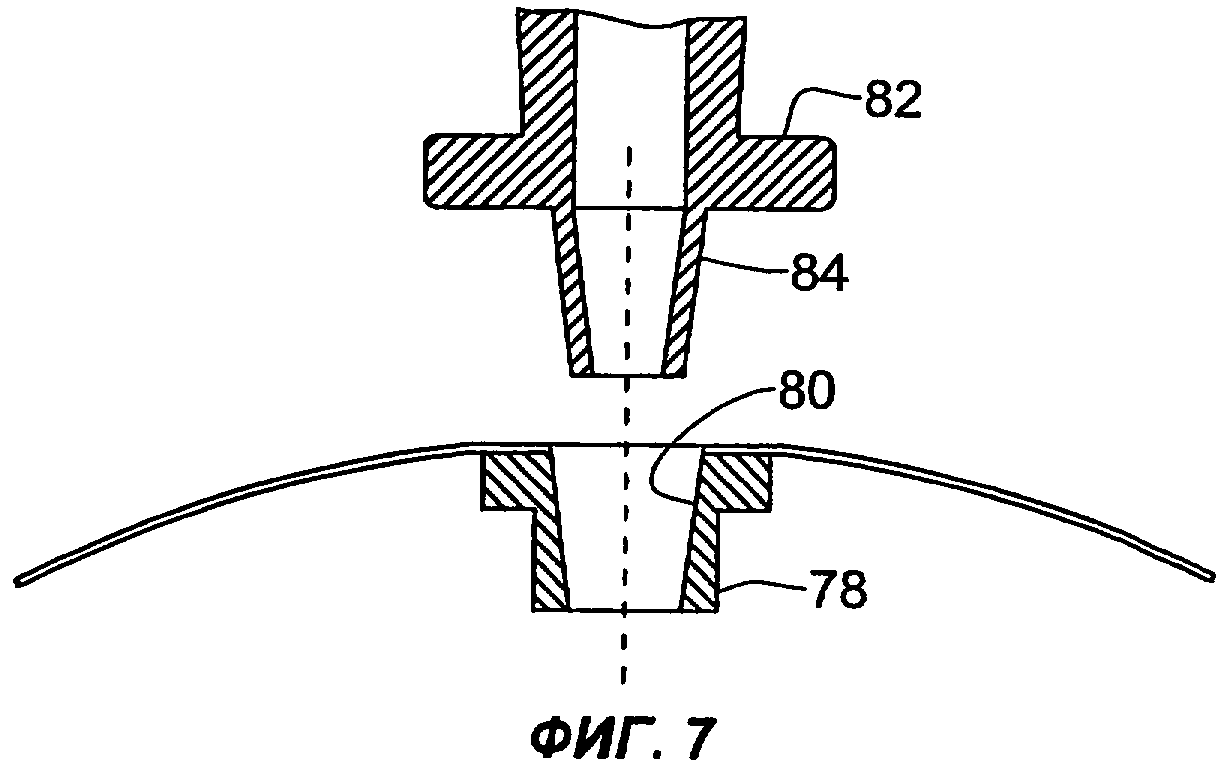
Фиг.7 - вид в разрезе соединительного элемента с сужающимся (в виде конуса) каналом, выполненным с возможностью установки путем трения соответствующего сужающегося бокового соединителя.
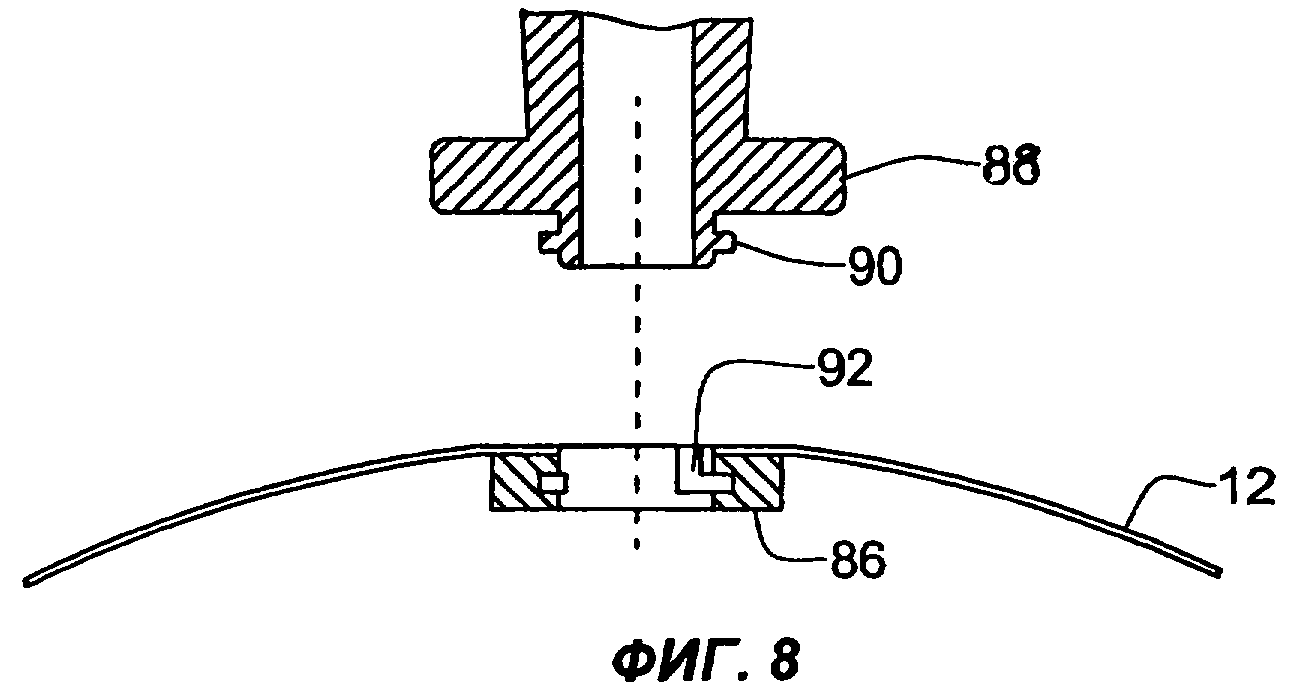
Фиг.8 - вид в разрезе встроенного соединительного элемента и бокового соединителя, составляющих байонетное крепление.
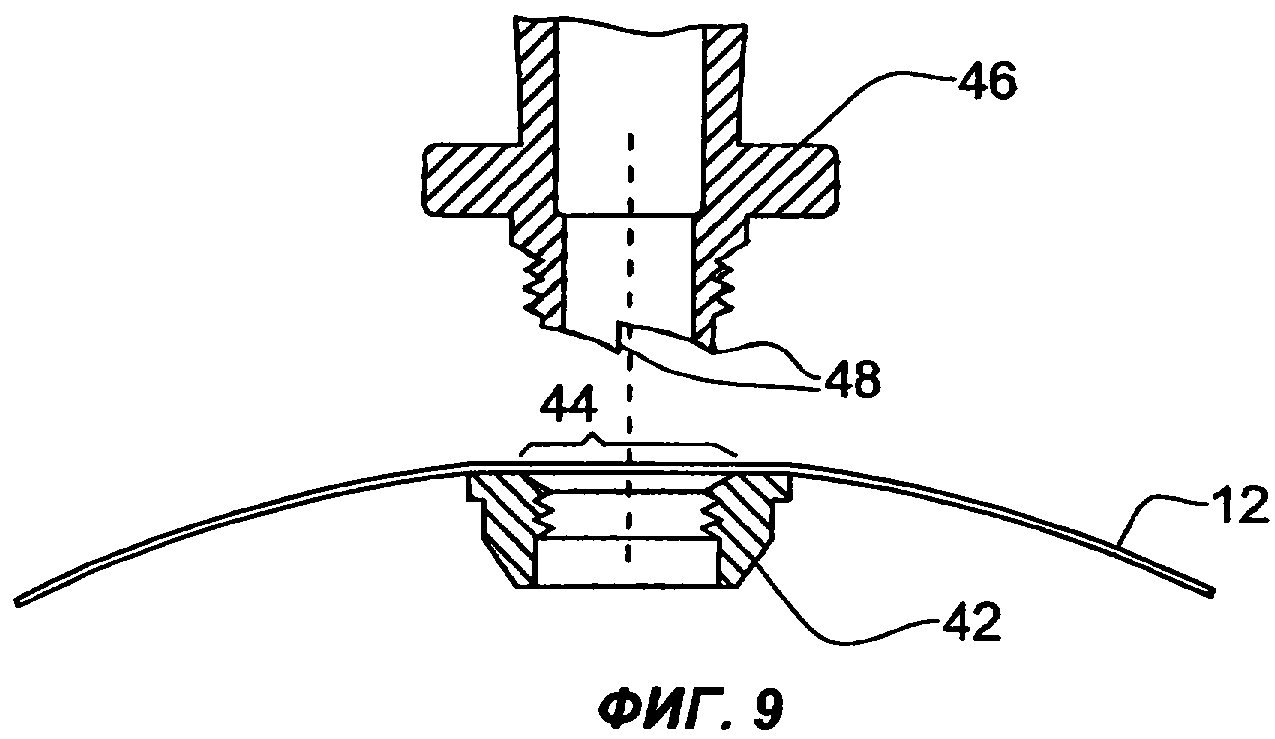
Фиг.9 - вид в разрезе прикрепляемого изнутри соединительного элемента, первоначально закрытого стенкой трубопровода, и бокового соединителя с режущими зубьями.
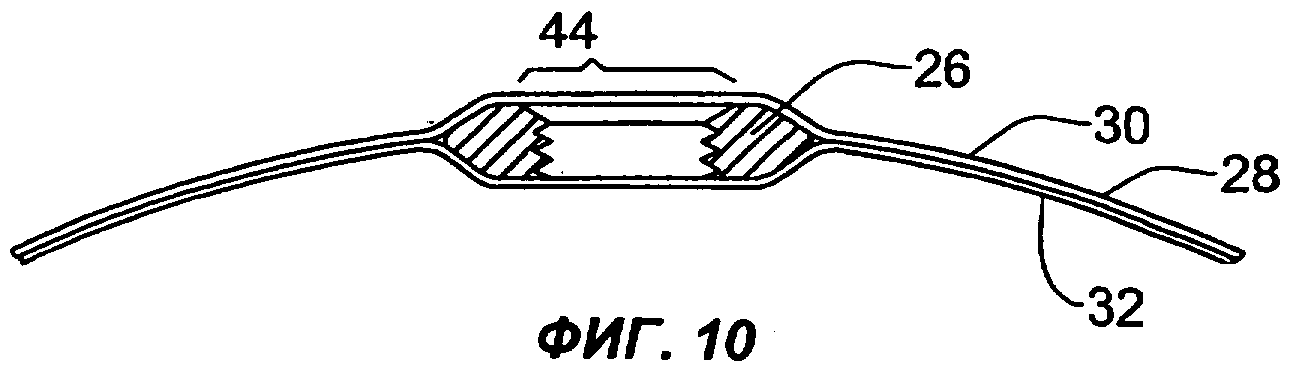
Фиг.10 - вид в разрезе соединительного элемента, прикрепленного между двумя слоями оросительного трубопровода.
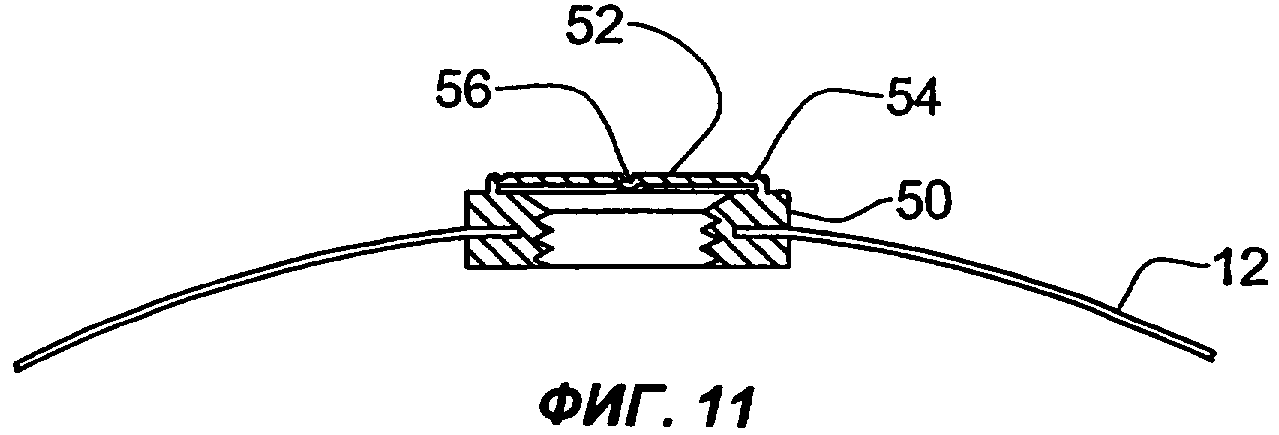
Фиг.11 - вид в разрезе соединительного элемента, первоначально закрытого встроенной крышкой с выемкой.
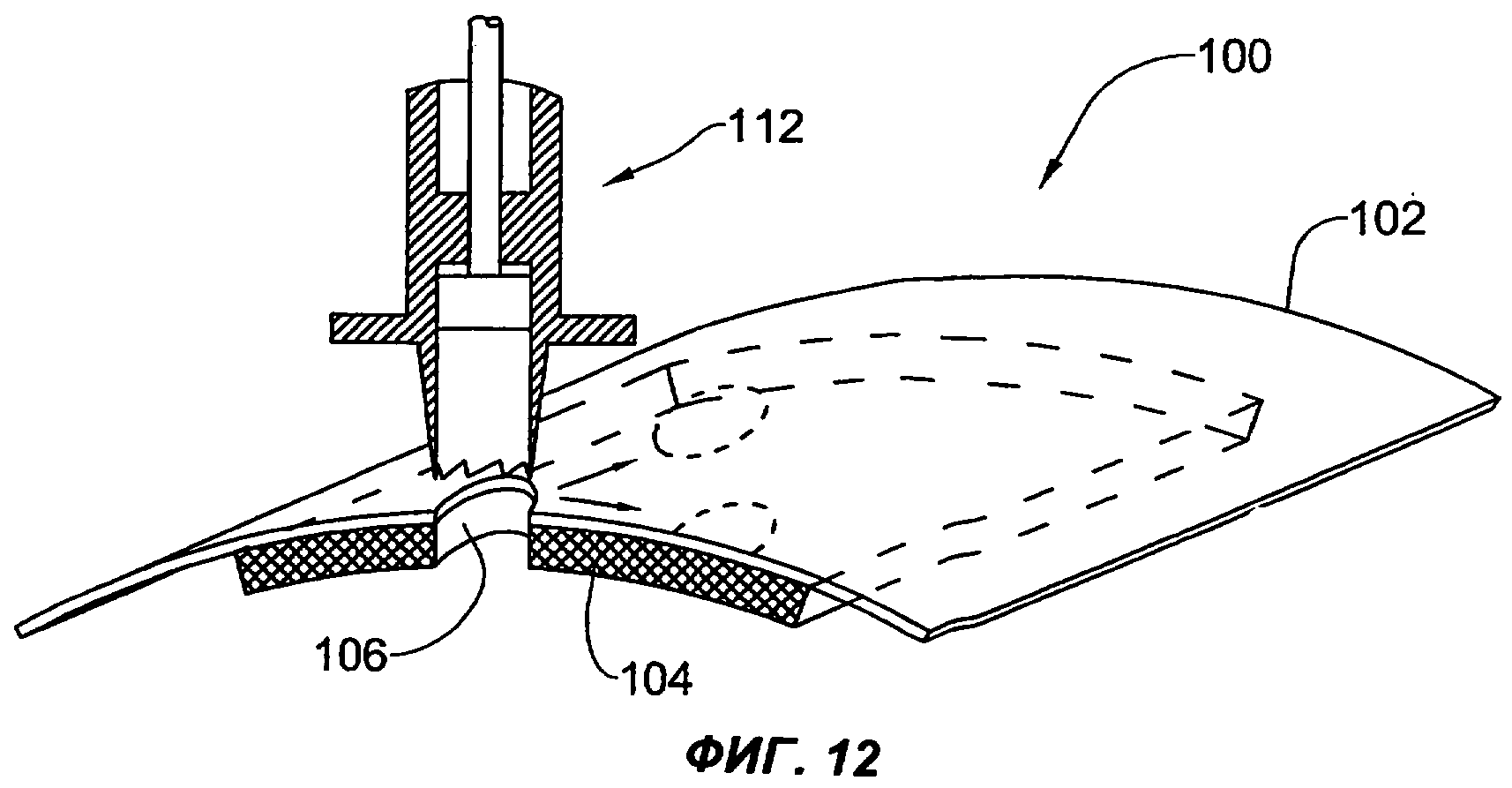
Фиг.12 - перспективный вид сечения оросительного трубопровода по настоящему изобретению с выполненными заодно соединительными элементами второго типа, подготовленными для сверления.
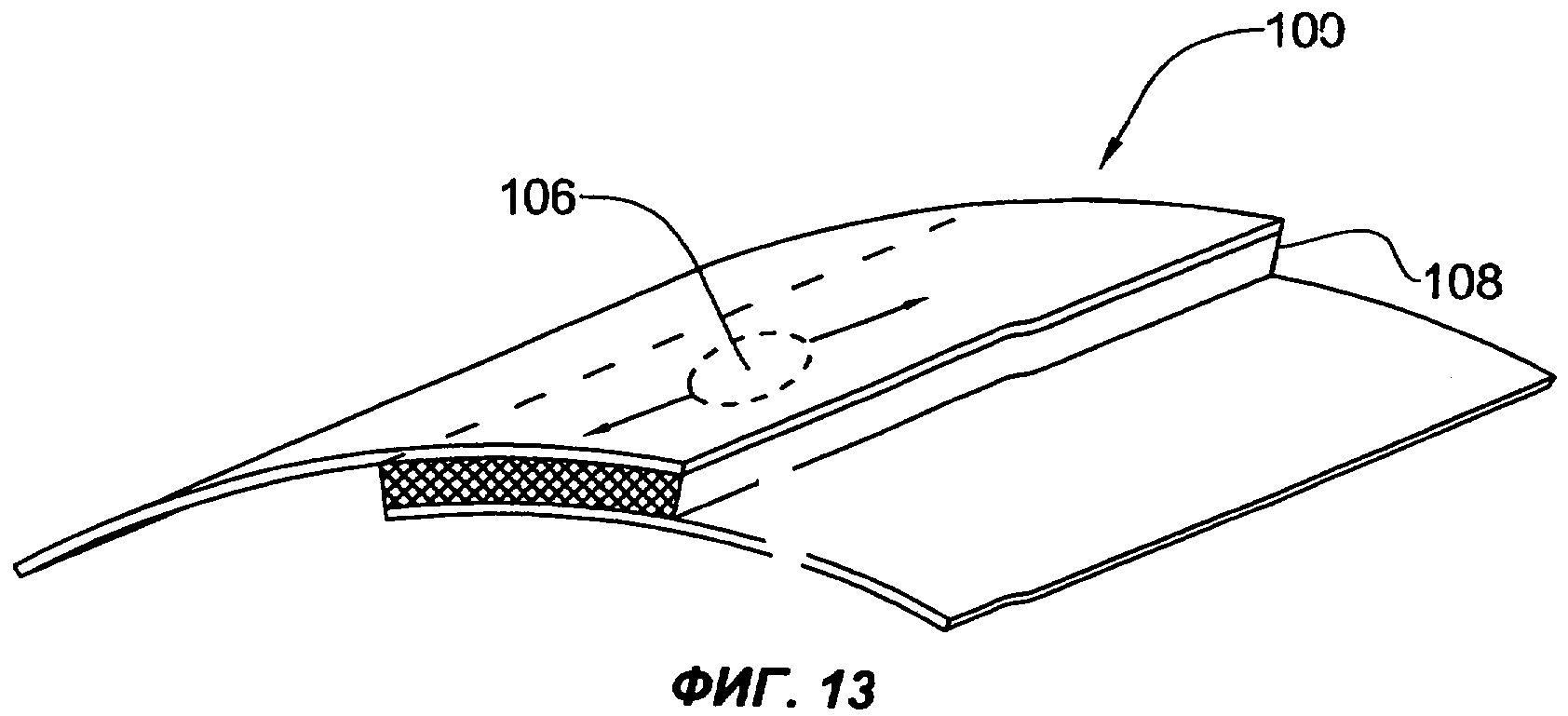
Фиг.13 - перспективный вид сечения соединительного элемента второго типа, прикрепленного в продольном перекрывающемся шве оросительного трубопровода.
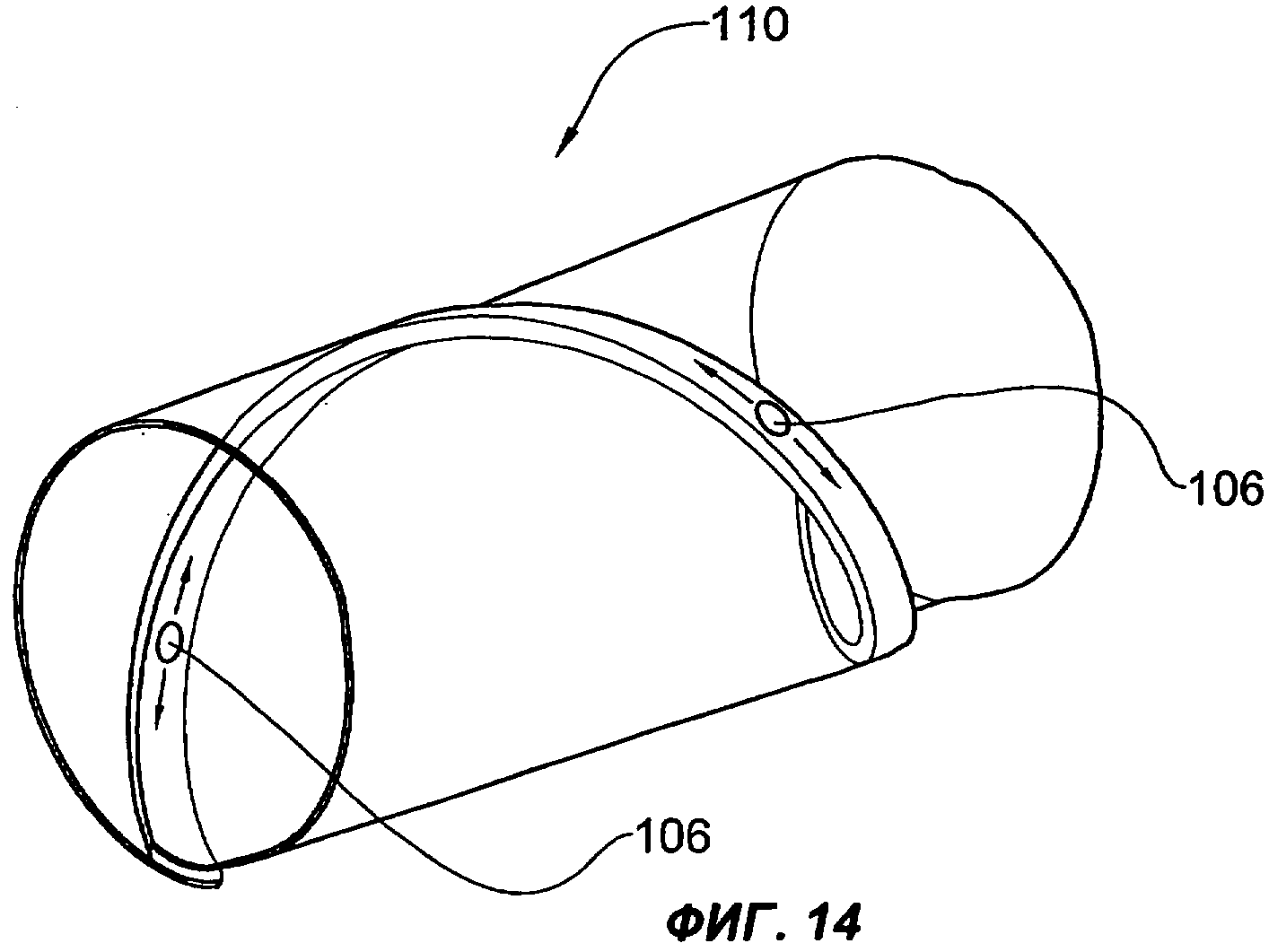
Фиг.14 - перспективный вид сваренного по спирали оросительного трубопровода с соединительным элементом второго типа, прикрепленным в спиральном шве.
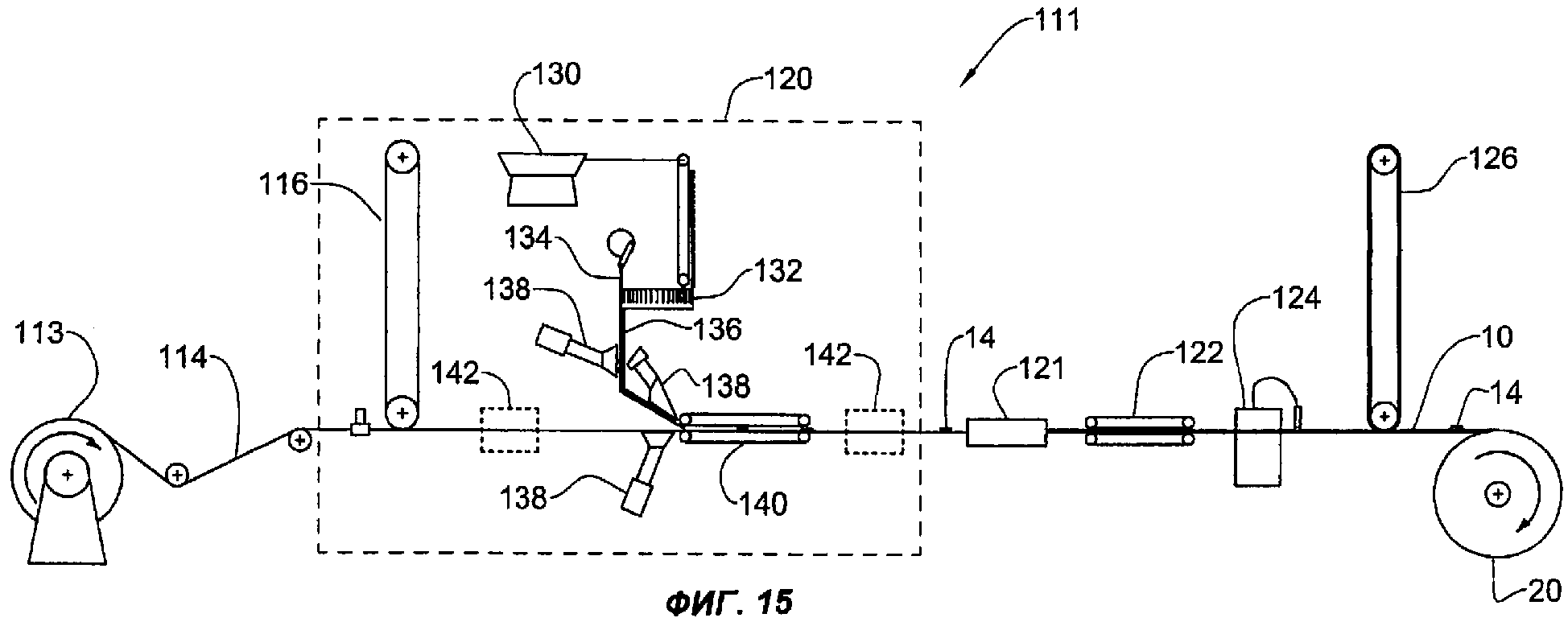
Фиг.15 - схема производства сворачиваемой трубы со встроенными соединителями; и
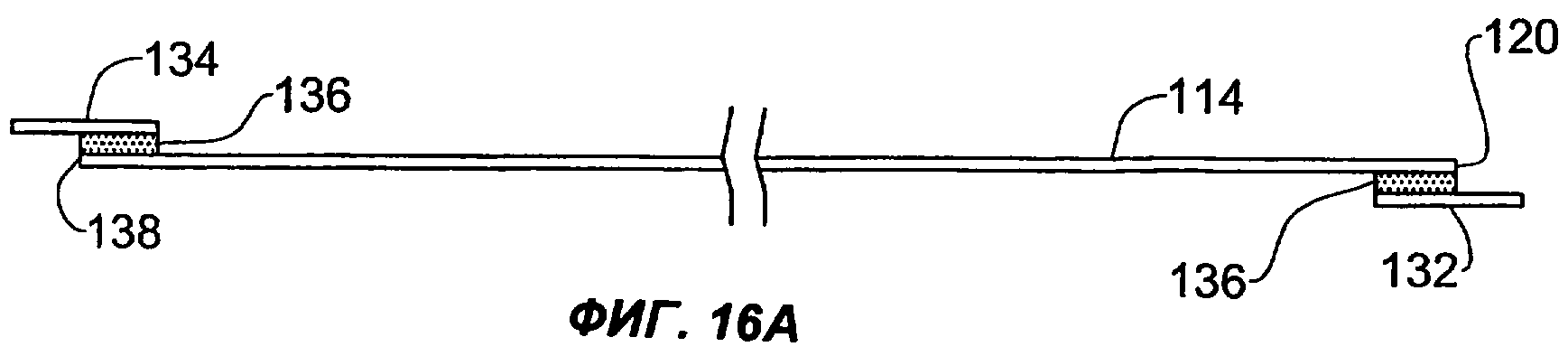
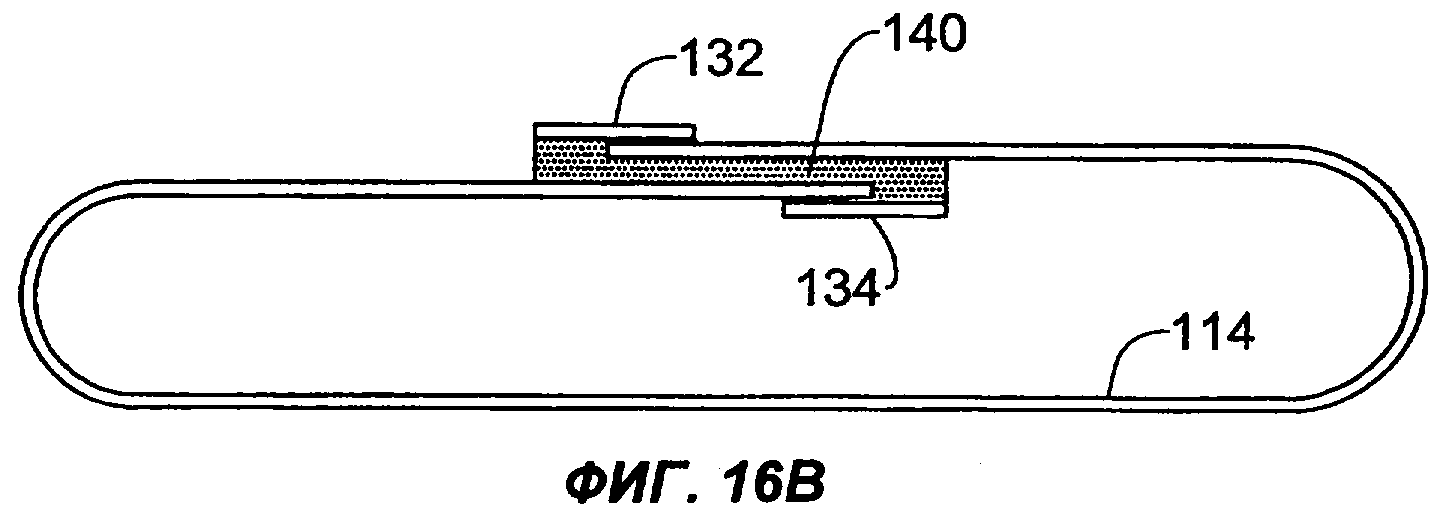
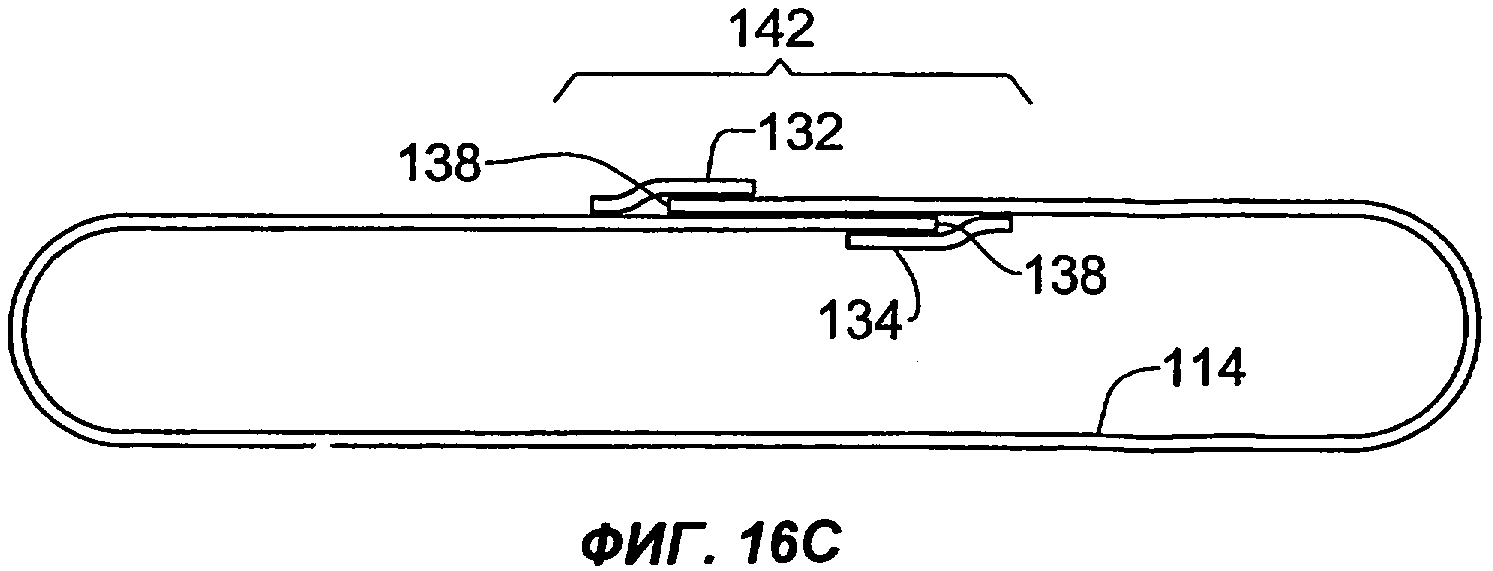
Фиг.16А-16С - процесс сваривания сматываемой трубы с защитными лентами в соответствии с изобретением.
Осуществление изобретения
Со ссылкой на фиг.1-3 оросительный трубопровод 10 по настоящему изобретению содержит трубу 12 и соединители 14, смонтированные в одно целое со стенкой трубы при изготовлении. Соединители 14 трубы выполнены с возможностью установки боковых соединителей 16 ответвляющихся труб 18. Трубопровод 10 может быть смотан на катушку 20, как в примере сжимаемого трубопровода (в виде плоского рукава), показанного на фиг.2.
Фиг.3, 4А, 4В и 10 показывают соединители, установленные в следующих положениях:
- примыкающими к внутренней поверхности трубы 12, соединитель 14 на фиг.3;
- примыкающими к внешней поверхности трубы 12, соединитель 22 на фиг.4А;
- охватывающими части внутренней и внешней поверхности трубы 12, соединитель 24 на фиг.4В; и
- заделанными в стенку трубы 28 между двумя слоями 30 и 32, образующими стенку трубы, соединитель 26 на фиг.10.
Как показано на фиг.4D, соединитель 36 может быть выполнен из материала стенки 38 трубы.
Как видно на фиг.3-8, в стенках оросительной трубы 12 во время изготовления могут быть проделаны и оставлены открытыми отверстия, так что соединители трубы открыты и готовы для установки боковых соединителей. В этом случае соединители 14, 22, 24, 36 могут быть снабжены крышкой 40 для закрывания тех соединителей, которые не будут использоваться в поле. Крышки сохраняют герметичность трубопровода под рабочим давлением.
В другом варианте, как показано на фиг.9, 10 и 11, соединители трубы могут иметь встроенные закрывающие элементы, поддерживающие герметичность трубопровода под рабочим давлением. Такие соединители могут быть использованы для установки после удаления закрывающего элемента, который может быть материалом стенки, соединителя или обоих.
В частности, фиг.9 и 10 показывают соединители 42 и 26 трубы, соответственно, закрытые участком 44 стенки трубы 12. Участок 44 может быть вырезан перед установкой при помощи соответствующего инструмента (см., например, фиг.12, где такой инструмент используется с соединителями другого вида). В другом варианте боковой соединитель 46 может быть выполнен с режущими зубьями 48. В последнем случае может существовать необходимость в наличии у соединителя 42 трубы более высокого профиля для безопасного приема зубьев 48 после установки.
Фиг.11 показывает соединитель 50 трубы из единого куска материала с закрывающим элементом 52. Закрывающий элемент 52 может быть выполнен со средствами, облегчающими его удаление, например круглой выемкой 54 и направляющей канавкой 56 для удерживания кончика вращающегося режущего инструмента.
Фиг.3 и 5-8 иллюстрируют несколько возможных средств сборки соединителей трубы и боковых соединителей. На фиг.3 показан соединитель 14 трубы с внутренней резьбой 58 и боковой соединитель 16 с соответствующей внешней резьбой 60. Как показано на фиг.5, соединитель 62 трубы может быть выполнен с внешней резьбой 64, тогда как боковой соединитель 66 может иметь внутреннюю резьбу 68. Фиг.6 показывает соединитель 70 трубы с гладким отверстием или каналом 72 из относительно мягкого материала, тогда как боковой соединитель 74 выполнен с резьбовым наконечником 76 из относительно твердого материала, такого, что наконечник 76 может быть вкручен с одновременным нарезанием резьбы в канал 72. Фиг.7 показывает соединитель 78 трубы с сужающимся (коническим) отверстием или каналом 80 и соответствующий боковой соединитель 82 с сужающимся наконечником 84. Угол сужения и материалы соединителей выбраны таким образом, чтобы обеспечить надежный захват посредством трения после установки. На фиг.8 показаны соединитель 86 трубопровода и боковой соединитель 88, выполненные как соответствующие друг другу части байонетного крепления с зубцами 90 и Г-образными каналами 92.
В соответствии с другим аспектом данного изобретения, изображенным на фиг.12-14, оросительный трубопровод 100 содержит гибкую трубу 102 и протяженный соединительный элемент 104, который смонтирован в одно целое со стенкой трубы во время ее изготовления. Соединительный элемент 104 имеет достаточные размеры для того, чтобы в нем мог быть просверлен ряд отверстий 106, и в заданных положениях после изготовления могли быть прикреплены боковые соединители. Как видно на фиг.13, полоса 108 из подходящего материала может быть прикреплена вдоль оросительного трубопровода 100 в качестве непрерывного соединителя, выполненного заодно с трубой. Такая полоса особенно подходит для монтажа в перекрывающемся шве, например, в спирально-шовном трубопроводе 110, как показано на фиг.14, или в трубопроводе 100 с прямым швом на фиг.13.
Соединительный элемент 104 или 108 может быть просверлен вращающимся инструментом, таким как инструмент 112 на фиг.12, для установки самонарезающего бокового соединителя, такого как соединитель 74 на фиг.6, или сужающегося бокового соединителя, удерживаемого трением, такого как соединитель 82 на фиг.7.
Со ссылкой на фиг.15 показана примерная схема производства сматываемого полимерного трубопровода 10 со встроенными соединителями 14 в соответствии с еще одним аспектом настоящего изобретения. Производство выполняется на конвейерной линии 111, включающей подающую катушку 113 для подачи исходной полосы 114, накопитель 116 полосы, участок 120 монтажа соединителей, устройство 121 формирования трубопровода, выталкиватель 122, печатающую контрольную станцию 124, накопитель 126 трубопровода и приемную катушку 20 трубопровода 10.
Участок 120 монтажа соединителей включает устройство 130 подачи соединителей, барабанный магазин 132, подающий плунжер 134, лоток 136, устройство 138 сваривания, выталкивающее устройство 140 и, опционально, устройство 142 для проделывания отверстий.
При работе конвейера исходный полимерный листовой материал сначала разрезается на полосы 114 заранее определенной ширины и наматывается на подающие катушки 113. Это осуществляется перед тем, как подающая катушка 113 загружается на линию 111. Полоса 114 подается в накопитель 116 и далее на участок 120 монтажа соединителей.
На участке 120 устройство 130 подачи соединителей загружает барабанный магазин 132 соединителями 14, устанавливая их в заранее определенное положение. Барабанный магазин 132 поворачивается на определенный угол через заранее определенные интервалы времени, и подающий плунжер 134 периодически проталкивает соединитель 14 по лотку 136, что направляет его к сварочным устройствам 138.
Исходная полоса 114 также направляется к сварочным устройствам 138, соединитель 114 располагается на плоской полосе 114 и производится ультразвуковая или высокочастотная сварка. Полоса 114 проталкивается выталкивающим устройством 140. В полосе 114 опционально могут быть проделаны отверстия в области отверстий соединителей посредством устройства 142 для проделывания отверстий, перед или после сваривания, в зависимости, например, от конфигурации соединителя.
Полоса 114 с приваренными соединителями 14 затем подается в устройство 121 формирования трубопровода. Там полоса сгибается (скручивается) в рукав с соединенными краями или перекрывающимися кромками, и края или кромки свариваются водонепроницаемым швом в трубопровод с замкнутым сечением. Соединители могут остаться либо на внешней стороне трубопровода, либо на внутренней, по желанию. Трубопровод 10 может быть сварен тем же способом, что и соединители, или иным способом.
Готовый трубопровод 10 выталкивается выталкивателем 122, проверяется и штампуется в печатающей контрольной станции 124 и, через накопитель 126, наматывается на приемную катушку 20.
Со ссылкой на фиг.16А-16С показан процесс производства сматываемого или сжимаемого трубопровода с защитными лентами в соответствии с настоящим изобретением. Перед подачей полимерной полосы 114 (той же, что и выше) в устройство 121 формирования трубопровода две узких защитных ленты 132 и 134 привариваются к кромкам полосы, показанной в разрезе на фиг.16А, причем зона 136 сварки между каждой лентой и полосой увеличена по сравнению с действительной. В устройстве 121 формирования трубопровода полоса сгибается (скручивается) в рукав с перекрывающимися кромками, как видно на фиг.16В, и рукав сваривается в трубопровод (перекрывающаяся зона 140 сваривания также увеличена по сравнению с действительной). Выполняется плотный шов 142, как показано на фиг.16С, где края 138 разреза плотно покрыты защитными лентами 132 и 134.
Полимерная полоса 114 для изготовления трубопровода обычно имеет слоистую структуру, включающую полимерную пленку или ткань и разнообразные прослаивающие и покрывающие слои. Функцией защитных лент является предотвращение проникновения оросительной воды между этими слоями от края 138 разреза и понижения прочности трубопровода. Защитные ленты предпочтительно являются тонкими полимерными лентами.
Сваривание лент и краев полосы предпочтительно производится горячим воздухом, без использования дополнительных клеящих материалов. Нужно иметь в виду, что сваривание или приклеивание могут быть произведены посредством других известных технологий, таких как использование клеящих материалов, высокочастотная сварка и др. Так как более важно защитить внутренний край, внешняя лента 132 может быть опущена.
Хотя выше были описаны конкретные варианты осуществления, предполагается, что могут быть сделаны различные изменения без отступления от объема настоящего изобретения. Например, встроенные соединители могут быть сгруппированы в два ряда вдоль трубопровода, или могут быть снабжены отрывными крышечками, сходными с теми, что используются в упаковках для жидкости. Установка встроенных соединителей может быть выполнена прессованием, горячим прессованием или другими способами. В трубопроводе могут быть проделаны отверстия перед установкой соединителей и т.д. Способ прикрепления к полосе до образования закрытого сечения трубопровода может быть использован для присоединения других оросительных элементов, таких как капельные водовыпуски или разбрызгиватели (распылители). Схема производства может включать сматывание полосы с прикрепленными оросительными элементами в катушку на одной производственной линии, например после приваривания элементов, как полуфабрикат продукта, и изготовление трубопровода в устройстве формирования трубопровода на другой производственной линии.
Реферат
Оросительный трубопровод имеет множество соединительных элементов, выполненных с возможностью прикрепления к ним боковых ответвлений, причем соединительные элементы смонтированы в одно целое со стенкой оросительного трубопровода в процессе его изготовления. Соединительные элементы могут быть смонтированы в открытом состоянии и выполнены с возможностью закрывания после изготовления в случае, если не предназначаются для использования, или могут быть смонтированы в закрытом состоянии и выполнены с возможностью открывания после изготовления для обеспечения прикрепления боковых ответвлений. Трубопровод имеет малый вес и объем, допускает легкую установку на поверхности и под поверхностью земли. 2 н. и 7 з.п. ф-лы, 21 ил.
Комментарии