Способ и устройство для изготовления клейкой накладки - RU2552241C2
Код документа: RU2552241C2
Чертежи









Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение касается клейкой накладки, такой как компресс или пластырь, в частности, способа и устройства для изготовления клейкой накладки.
УРОВЕНЬ ТЕХНИКИ
Клейкая накладка обычно включает в себя подложку, выполненную из тканого материала, нетканого материала и т.п., чувствительный к давлению слой клейкого вещества, созданный на одной поверхности подложки, а также съемный лист, съемно закрепленный на чувствительном к давлению слое клейкого вещества. Кроме того, в чувствительном к давлению клейком веществе, образующем чувствительный к давлению слой клейкого вещества, содержится лекарственное вещество, абсорбируемое через кожу, или иное средство.
В отношении такой клейкой накладки всегда остается требование простоты прикладывания к коже. В этой связи были предложены клейкие накладки, описанные, например, в следующих источниках 1-4 патентной литературы.
Клейкие накладки, описанные в источниках 1 и 2 патентной литературы, включают в себя подложку, обладающую свойствами растяжения, и съемный лист, съемно закрепленный на чувствительном к давлению слое клейкого вещества, расположенном на подложке, при этом на центральном участке съемного листа образована перфорированная линия. При использовании клейкой накладки сначала клейкую накладку оттягивают вправо и влево для разрыва перфорированной линии, чтобы обнажить чувствительный к давлению слой клейкого вещества. Далее обнаженный участок прикладывают к коже, после чего удаляют съемный лист.
Помимо этого, клейкая накладка, описанная в источнике 3 патентной литературы, представляет собой клейкую накладку, в которой на чувствительном к давлению слое клейкого вещества расположены два съемных листа, при этом внутренний конец одного из съемных листов является сложенным, а внутренний конец другого съемного листа наложен на сложенный участок. Поскольку в такой клейкой накладке имеется возможность захватить сложенный участок или наложенный на него конец, можно легко удалить съемные листы с чувствительного к давлению слоя клейкого вещества и тем самым легко наложить на кожу.
Клейкая накладка, описанная в источнике 4 патентной литературы, представляет собой клейкую накладку, в которой на чувствительном к давлению слое клейкого вещества два съемных листа расположены так, чтобы прилегать друг к другу своими линиями складывания. На этой клейкой накладке, также как и на клейкой накладке, описанной в источнике 3 патентной литературы, можно захватить сложенный участок, чтобы легко снять съемные листы с чувствительного к давлению слоя клейкого вещества.
Клейкая накладка, описанная в источнике 5 патентной литературы, представляет собой накладку на рану, т.н. лейкопластырь, отличную от других клейких накладок, и при этом является клейкой накладкой, выполненной с возможностью легкого освобождения от съемного листа. Данная накладка на рану, также как и клейкая накладка, описанная в источнике 4 патентной литературы, выполнена так, что два съемных листа расположены на чувствительном к давлению слое клейкого вещества таким образом, чтобы концы этих двух съемных листов прилегали друг к другу. К концам на прилегающих сторонах соответствующих съемных листов крепятся отрывные язычки для оттягивания съемных листов с целью снятия съемных листов. При такой конструкции накладки на рану, также как в случаях, описанных в источниках 3 и 4 патентной литературы, можно захватить отрывные язычки, чтобы легко снять съемные листы с чувствительного к давлению слоя клейкого вещества.
Вышеописанные традиционные клейкие накладки и накладка на рану соответственно усовершенствованы в плане простоты наложения. Однако в случае клейких накладок, описанных в источниках 1 и 2 патентной литературы, когда обнаженный участок чувствительного к давлению слоя клейкого вещества прикладывается к коже после разделения съемного листа вдоль перфорированной линии, в некоторых случаях может оказаться затруднительным освободиться от съемного листа.
С другой стороны, если говорить о клейких накладках, описанных в источниках 3 и 4 патентной литературы, и накладке на рану, описанной в источнике 5 патентной литературы, их преимущество заключается в том, что съемные листы легко снять с чувствительного к давлению слоя клейкого вещества благодаря наличию участков, которые можно захватить. Однако существует проблема в том, что на участке наложения или участке прилегания двух съемных листов теряются лечебные свойства чувствительного к давлению слоя клейкого вещества.
Кроме того, если говорить о клейкой накладке, описанной в источнике 3 патентной литературы, то поскольку сложенный участок на одном из съемных листов и наложенный на него конец другого съемного листа направлены в одну сторону, захватить съемный лист удается только с одной стороны, что неудобно. Помимо этого, в целях складывания съемных листов требуется специальное устройство для сгибания листов, что создает проблему увеличения стоимости изготовления клейкой накладки.
Кроме того, в случае клейкой накладки, описанной в источнике 4 патентной литературы, необходим процесс сгибания съемных листов в ходе их изготовления, причем необходимо точно состыковать линии складывания двух съемных листов, чтобы максимально избежать потери лечебных свойств, а это чрезвычайно усложняет изготовление клейкой накладки.
Далее, если говорить о конфигурации, описанной в источнике 5 патентной литературы, как и в случае клейкой накладки, описанной в источнике 4 патентной литературы, необходимо точно состыковать съемные листы и отрывные язычки. Помимо этого, если листовой материал и материал, из которого изготовлены язычки, разрезают после того, как отрывные язычки (материал, из которого изготовлены язычки), не прошедшие резку, закреплены на съемных листах (листовом материале), не прошедших резку, возникнет необходимость в резании упрочненного участка их соединения между собой, что усложняет резку.
Кроме того, в накладке на рану, описанной в источнике 5 патентной литературы, поскольку во время оттягивания отрывных язычков для снятия съемных листов съемные листы отделяются с малым сопротивлением, на кромках накладки на рану предусмотрено средство, препятствующее съему. Создание средства, препятствующего съему, предполагает увеличение производственного процесса на одну или более операций, что требует дополнительного времени и увеличивает производственные расходы. Помимо этого, в качестве средства, препятствующего съему, используется средство складного типа (см. Фигуру 5 в источнике 5 патентной литературы) или зажимного типа (см. Фигуру 6 в источнике 5 патентной литературы). Однако при использовании средств такого типа на поверхности накладки на рану образуются выступающие участки, которые могут помешать наложению на поврежденную область. Следовательно, такие выступающие участки неприемлемы в накладках на большие раны, таких как компресс или пластырь.
Помимо этого, в конфигурациях, описанных в источниках 3-5 патентной литературы, поскольку два съемных листа не объединены, оба могут быть расположены с зазором либо могут заворачиваться вверх, что может легко привести к потере лечебных свойств, а это создает проблему устойчивости лекарственных форм. Кроме того, зазор между съемными листами деформирует подложку во время оттягивания сложенных участков или отрывных язычков, что может создавать проблему сморщивания в процессе наложения. Подобный вредоносный эффект, связанный с установочным зазором, в особенности проявляется при конфигурациях, описанных в источниках 4 и 5 патентной литературы, в которых концы всего лишь прилегают друг к другу.
Как описано выше, существующие технологические решения имеют ряд проблем. Таким образом, существует потребность в клейкой накладке, которая легко накладывается на кожу и проста в изготовлении.
СПИСОК ПАТЕНТНОЙ ЛИТЕРАТУРЫ
Источник 1: японская выложенная патентная заявка № Hei-8-112305;
источник 2: японская опубликованная нерассмотренная заявка на полезную модель № Sho-50-133797;
источник 3: японская выложенная патентная заявка № 2000-219622;
источник 4: японская выложенная патентная заявка № 2009-131583;
источник 5: японская выложенная патентная заявка № Sho-59-149141.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
С учетом вышеуказанных обстоятельств авторы изобретения предложили новую клейкую накладку. Задача настоящего изобретения заключается в создании способа и устройства, пригодных для изготовления новой клейкой накладки.
РЕШЕНИЕ ПРОБЛЕМЫ
Клейкая накладка, изготовленная с помощью способа изготовления клейких накладок или устройства для изготовления клейких накладок по настоящему изобретению, включает в себя подложку, чувствительный к давлению слой клейкого вещества, созданный на одной поверхности подложки, съемный лист, съемно закрепленный на чувствительном к давлению слое клейкого вещества, а также разупрочненную часть, образованную на съемном листе, при этом разупрочненная часть предназначена для облегчения разделения съемного листа на две части, а кроме того, в клейкой накладке на съемном листе закреплен лист, образующий захватную деталь, так что лист, образующий захватную деталь, накрывает разупрочненную часть, при этом участки листа, образующего захватную деталь, которые отличны, по меньшей мере, от одного закрепленного участка, работают в качестве захватных деталей, причем на листе, образующем захватную деталь, в местоположении, соответствующем разупрочненной части съемного листа, сформирована разупрочненная часть для облегчения разделения съемного листа на две части. В частности, подложка предпочтительно обладает свойствами растяжения. Это связано с тем, что имеется возможность разделить съемный лист и лист, образующий захватную деталь, вдоль разупрочненных частей, потянув за подложку.
В такой клейкой накладке захватные детали соответственно образуются в разделенных соответствующих съемных листах путем разделения съемного листа и листа, образующего захватную деталь, вдоль разупрочненных частей. Таким образом, пользователь может легко снять съемный лист с чувствительного к давлению слоя клейкого вещества, используя захватные детали, а кроме того, эти детали могут быть использованы для размещения клейкой накладки. Помимо этого, до употребления съемный лист выполнен в виде одного листа, а значит проблемы потери лечебных свойств и сморщивания клейкой накладки из-за установочного зазора в съемном листе, таком как при традиционных конфигурациях, описанных в источниках 3-5 патентной литературы, не возникают.
Такая клейкая накладка изготавливается следующим способом. Способ изготовления клейкой накладки по настоящему изобретению включает в себя первый этап образования чувствительного к давлению слоя клейкого вещества, расположенного на подложке, второй этап закрепления листа, образующего захватную деталь, на съемном листе, третий этап образования разупрочненной части в съемном листе и листе, образующем захватную деталь, четвертый этап приклеивания с возможностью съема съемного листа, на котором закреплен лист, образующий захватную деталь, что было достигнуто на третьем этапе, к чувствительному к давлению слою клейкого вещества, расположенному на подложке, полученному на первом этапе.
Кроме того, настоящее изобретение касается способа непрерывного производства клейких накладок, при этом клейкие накладки изготавливаются из непрерывных полотен, соответственно составляющих подложку, съемный лист, а также лист, образующий захватную деталь. Способ включает в себя первый этап разматывания первого непрерывного полотна, которое составит подложку, с первого исходного рулона для образования чувствительного к давлению слоя клейкого вещества на первом непрерывном полотне, второй этап разматывания второго непрерывного полотна, которое составит съемный лист, со второго исходного рулона, разматывания третьего непрерывного полотна, которое составит лист, образующий захватную деталь, с третьего исходного рулона, а также наложения третьего непрерывного полотна на второе непрерывное полотно для закрепления обоих листов, третий этап образования разупрочненной части во втором непрерывном полотне и третьем непрерывном полотне, закрепленных между собой, четвертый этап приклеивания с возможностью съема второго непрерывного полотна, на котором закреплено третье непрерывное полотно, что было достигнуто на третьем этапе, к чувствительному к давлению слою клейкого вещества на первом непрерывном полотне, который был получен на первом этапе, так чтобы образовать слоистое тело, а также пятый этап резания слоистого тела, полученного на четвертом этапе, по заданным размерам, так чтобы образовать клейкую накладку. В этом случае закрепление на втором этапе предпочтительно также осуществляется способом термосклеивания.
Кроме того, если говорить о месте для образования разупрочненных частей, то в случае, когда имеется один закрепленный участок, разупрочненные части могут быть образованы на закрепленном участке. Однако если закрепленные участки созданы в двух местах, разупрочненные части предпочтительно образованы между двумя закрепленными участками. Это вызвано тем, что жесткость или прочность закрепленных участков выше, чем в других местах, что создает возможность легко образовать разупрочненные части между этими двумя закрепленными участками.
Кроме того, если съемный лист (второе непрерывное полотно) и лист, образующий захватную деталь (третье непрерывное полотно), закреплены путем термосклеивания, съемный лист и/или лист, образующий захватную деталь, возможно, подвергаются усадке. Однако если закрепленный участок узок, такую усадку можно подавить. С этой точки зрения чрезвычайно эффективно создавать закрепленные участки в двух местах, что уменьшает ширину закрепленных участков.
В другом аспекте настоящее изобретение касается устройства для изготовления клейких накладок, при этом устройство для изготовления клейких накладок включает в себя блок распыления и приклеивания, который распыляет и приклеивает чувствительное к давлению клейкое вещество к первому непрерывному полотну, раскручиваемому с первого исходного рулона, чтобы составить подложку, для образования чувствительного к давлению слоя клейкого вещества, блок закрепления, который осуществляет наложение второго непрерывного полотна, раскручиваемого со второго исходного рулона, чтобы составить съемный лист, и третьего непрерывного полотна, раскручиваемого с третьего исходного рулона, чтобы составить лист, образующий захватную деталь, для закрепления обоих листов, блок образования разупрочненных частей, который формирует разупрочненную часть на втором непрерывном полотне и третьем непрерывном полотне, закрепленных с помощью блока закрепления, блок образования слоистого тела, который приклеивает с возможностью съема второе непрерывное полотно, на котором закреплено третье непрерывное полотно, прошедшее через блок образования разупрочненных частей, к чувствительному к давлению слою клейкого вещества на первом непрерывном полотне, прошедшем через блок распыления и приклеивания, так чтобы образовать слоистое тело, а также блок резки, который осуществляет резку слоистого тела, полученного с помощью блока образования слоистого тела, по заданным размерам, так чтобы образовать клейкую накладку.
Блок закрепления предпочтительно включает в себя термосклеивающее устройство. Кроме того, если термосклеивающее устройство представляет собой устройство прессового типа, соответственно со стороны входа относительно термосклеивающего устройства и между термосклеивающим устройством и блоком образования слоистого тела предпочтительно созданы первое накопительное устройство и второе накопительное устройство, способные накапливать второе непрерывное полотно и третье непрерывное полотно. Благодаря созданию таких накопительных устройств, в процессе закрепления второго непрерывного полотна и третьего непрерывного полотна посредством термосклеивающего устройства, имеется возможность временно накапливать второе непрерывное полотно и третье непрерывное полотно, которые непрерывно подаются со второго исходного рулона и третьего исходного рулона, с помощью первого накопительного устройства, а потому нет необходимости в остановке подачи второго непрерывного полотна и третьего непрерывного полотна. Кроме того, создается возможность непрерывной подачи второго непрерывного полотна и третьего непрерывного полотна, накопленных вторым накопительным устройством, в сторону выхода, при этом непрерывный производственный процесс может выполняться безостановочно, что позволяет повысить эффективность производства клейких накладок.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
В клейкой накладке по настоящему изобретению отсутствует элемент, требующий операции складывания. Следовательно, способ изготовления и само оборудование не требуют использования специального устройства сгибания, при этом технология изготовления проста. Кроме того, поскольку также не требуется средство, препятствующее съему, описанное в источнике 5 патентной литературы, технология изготовления упрощается и с этой точки зрения. Таким образом, эффективность производства повышается, что позволяет избежать увеличения производственных расходов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фигуре 1 показан схематичный вид в перспективе клейкой накладки по одному варианту осуществления, изготовленной с использованием способа и устройства для изготовления по настоящему изобретению.
На Фигуре 2 показан вид сверху клейкой накладки, представленной на Фигуре 1.
На Фигуре 3 показан вид сбоку клейкой накладки, представленной на Фигуре 1.
На Фигуре 4 показан схематичный вид в разрезе листа, образующего захватную деталь, двухслойной конструкции.
На Фигуре 5 показан вид, частично в разрезе, клейкой накладки, где представлен пример видоизмененной разупрочненной части.
На Фигуре 6 показаны пояснительные чертежи по процедуре наложения клейкой накладки.
На Фигуре 7 показан пояснительный чертеж, на котором представлен основной способ изготовления клейкой накладки, показанной на Фигуре 1.
На Фигуре 8 показан пояснительный чертеж, на котором представлены способ изготовления и устройство для изготовления в случае, когда клейкая накладка, показанная на Фигуре 1, изготавливается непрерывным способом.
На Фигуре 9 показан схематичный вид сбоку, на котором представлена конкретная конфигурация блока закрепления в устройстве для изготовления, показанном на Фигуре 8.
На Фигуре 10 показан вид сверху клейкой накладки по видоизмененному варианту осуществления настоящего изобретения.
На Фигуре 11 показан вид сбоку клейкой накладки, представленной на Фигуре 10, где показан пример способа применения после разделения съемного листа и листа, образующего захватную деталь.
На Фигуре 12 показан вид сверху клейкой накладки по другому видоизмененному варианту осуществления настоящего изобретения.
На Фигуре 13 показан вид сверху клейкой накладки по еще одному видоизмененному варианту осуществления настоящего изобретения.
На Фигуре 14 показан вид сверху клейкой накладки по еще одному видоизмененному варианту осуществления настоящего изобретения.
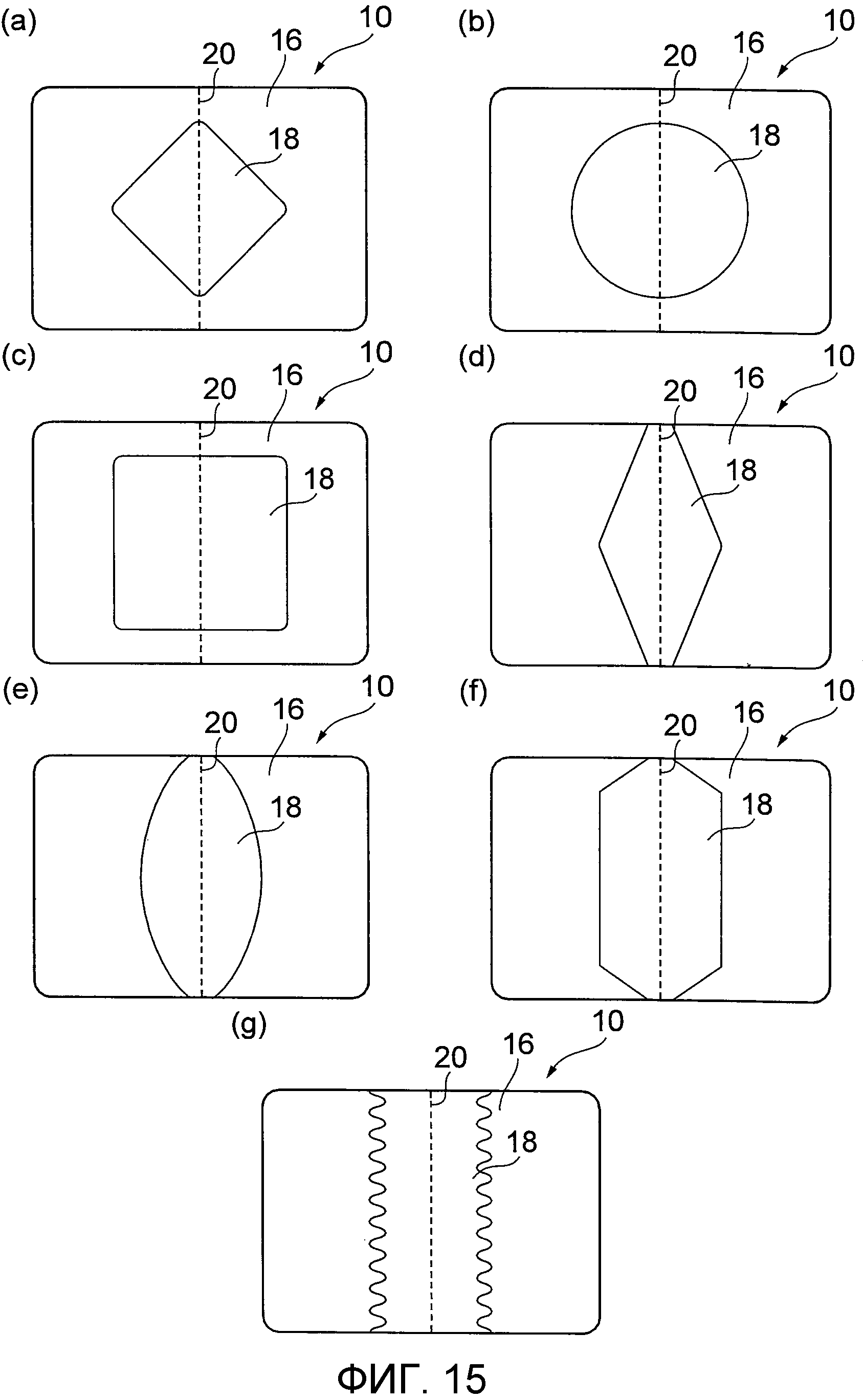
На Фигурах 15(a)-15(g) соответственно показаны виды сверху клейких накладок по различным видоизмененным вариантам осуществления настоящего изобретения.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Далее будет представлено подробное описание предпочтительных вариантов осуществления настоящего изобретения со ссылкой на чертежи.
[Клейкая накладка, изготовленная с использованием способа изготовления и устройства для изготовления согласно настоящему изобретению]
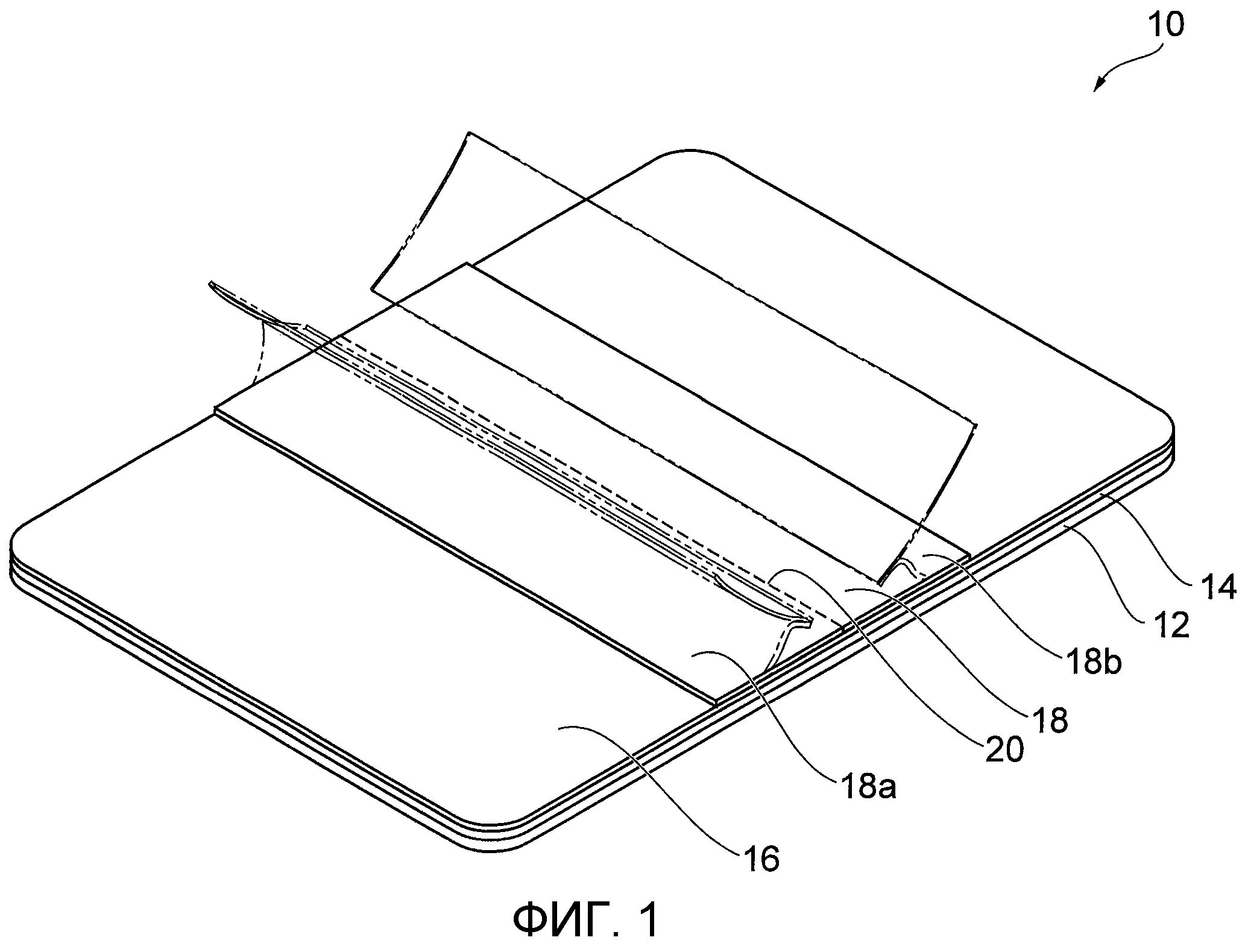
Сначала будет описана клейкая накладка, изготовленная с использованием способа изготовления клейкой накладки и устройства для изготовления клейкой накладки согласно настоящему изобретению. На Фигуре 1 показан вид в перспективе клейкой накладки по одному варианту осуществления, на Фигуре 2 показан ее вид сверху, а на Фигуре 3 показан ее вид сбоку. Как показано на чертежах, клейкая накладка 10 используется в качестве компресса или пластыря либо схожего элемента и образована подложкой 12, обладающей свойствами растяжения, чувствительным к давлению слоем 14 клейкого вещества, содержащим лекарственное вещество, образованным по существу на всей площади одной поверхности подложки 12, съемным листом 16, съемно закрепленным на поверхности чувствительного к давлению слоя 14 клейкого вещества, а также листом 18, образующим захватную деталь, закрепленным на съемном листе 16.
Лист 18, образующий захватную деталь, крепится к съемному листу 16 не по всей своей поверхности, при этом правый и левый краевые участки пребывают незакрепленными на съемном листе 16.
Кроме того, образованы разупрочненные части 20, такие как перфорированные линии, предназначенные для облегчения разделения съемного листа 16 и листа 18, образующего захватную деталь, расположенные от одной длинной стороны до другой длинной стороны клейкой накладки 10 по существу на центральном участке съемного листа 16 и листа 18, образующего захватную деталь (который является по существу центральным участком в продольном направлении клейкой накладки 10, как и следует в дальнейшем понимать выражение «по существу центральный участок»).
Далее будут описаны соответствующие составные части.
В качестве подложки 12 может быть использован пригодный листовой элемент, такой как тканый материал, трикотажное полотно, нетканый материал, невеленевая бумага или пленка, при условии обладания свойствами растяжения, при этом подложка 12 выбирается из соображений физических характеристик, таких как толщина, растяжимость, прочность на растяжение, а также применимости для наложения, ощущения при наложении, окклюдирующей характеристики для кожи, передачи лечебных свойств и т.п. Растяжимость подложки 12 предпочтительно должны составлять 50% в продольном направлении или направлении машинной подачи и/или в поперечном или трансверсальном направлении, а ее модуль упругости предпочтительно лежит в диапазоне 0,5 - 10 Н/50 мм.
В качестве материала подложки 12 могут быть использованы лубяное волокно, такое как хлопчатобумажная ткань, пенька или джут, целлюлозное волокно, такое как из листьев манильской конопли и пр., волокно животного происхождения, такое как овечья шерсть, натуральное волокно, такое как шелковое волокно на основе протеинов или перьевое волокно, регенерированное целлюлозное волокно, такое как вискоза или медно-аммиачное волокно, регенерированное волокно, такое как регенерированное протеиновое волокно, полусинтетическое волокно, такое как ацетат-целлюлозное волокно или промикс (promix), нейлоновое/арамидное волокно, полиэтилентерефталатное волокно, полиэфирное волокно, акриловое волокно, полиолефиновое волокно, такое как полиэтиленовое или полипропиленовое, поливинилалкогольное волокно, поливинилхлоридное волокно, поливинилиденхлоридное волокно, волокно на основе поливинилхлорида, полиуретановое волокно, полиоксиметиленовое волокно, политетрафторэтиленовое волокно, волокно на основе полипарафенилен-бензобисоксазола (poly-para-phenylenebenzbisthiazole) (PBT), полиимидное волокно и т.п. В частности, предпочтительно использовать нетканое полотно, выполненное из полиэтилентерефталатного волокна на основе полиэфиров, которое слабо взаимодействует с ингредиентами, содержащимися в чувствительном к давлению слое 14 клейкого вещества.
Чувствительный к давлению слой 14 клейкого вещества предназначен для эффективного использования клейкой накладки 10, такой как компресс или пластырь, благодаря содержанию лекарственного вещества в клейкой основе или присоединению лекарственного вещества к клейкой основе. Клейкий ингредиент, который представляет собой образующий материал чувствительного к давлению слоя 14 клейкого вещества, может быть различным, при условии обладания свойством адгезии для наложения на кожу. В том случае, когда клейкая накладка 10 используется в качестве компресса, чувствительный к давлению слой 14 клейкого вещества предпочтительно удовлетворяет следующим условиям: обладает высокой адгезией к коже, усиливает абсорбцию активных ингредиентов через кожу, содержит максимально возможное количество влаги, отводит тепло от кожи при испарении влаги, присутствующей в чувствительном к давлению слое 14 клейкого вещества, создавая при этом ощущение прохлады, причем роговой слой кожи увлажняется молекулами воды, испаряющимися изнутри, для ускорения абсорбции лекарственного вещества, при этом чувствительный к давлению слой 14 клейкого вещества не ослабляется при нормальной температуре или температурах, близких к нормальной, не причиняет боли и не оставляет кожу липкой после снятия с нее, не содержит клейких выделений и т.д. В этой связи для чувствительного к давлению слоя 14 клейкого вещества предпочтительно использовать водорастворимый полимер, содержащий загущающий агент в количестве 5-20 весовых процентов, предпочтительно 10-15 весовых процентов, увлажняющий агент в количестве 5-40 весовых процентов, наполнитель в количестве 20 весовых процентов или менее, воду в количестве 10-80 весовых процентов, растворяющий агент в количестве 0-8 весовых процентов, лекарственное вещество в количестве 5 весовых процентов или менее, предпочтительно 0,1-5 весовых процентов.
В качестве вышеупомянутого водорастворимого полимера предпочтительно могут быть использованы желатин, агар, альгиновая кислот, маннан, карбоксиметилцеллюлоза или ее соли, гидроксипропилцеллюлоза или ее соли, поливинилалкоголь, полиакриловая кислота или ее соли, либо соединение, в котором, по меньшей мере, одно из этих веществ сшито с помощью органического или неорганического сшивающего агента.
В дополнение к вышеописанной клейкой основе, к чувствительному к давлению слою 14 клейкого вещества могут быть соответствующим образом добавлены загущающий агент, увлажняющий агент и т.п.
Например, загущающий агент предпочтительно должен стабильно удерживать от 10% до 80% влаги, а также предпочтительно обладать способностью удерживания воды. В качестве загущающего агента предпочтительно могут быть использованы водорастворимые полимеры естественного происхождения, такие как растительные полимеры на основе гуаровой смолы, смолы плодоворожкового дерева, каррагена, альгиновой кислоты, натриевой соли альгиновой кислоты, агара, гуммиарабика, трагаканта, смолы карая, пектина, крахмала, аравийской камеди и т.д., биополимеры ксантановой смолы и др., полимеры животного происхождения на основе желатина, коллагена и др., полусинтетические полимеры, такие как целлюлозные полимеры на основе метилцеллюлозы, этилцеллюлозы, гидроксиэтилцеллюлозы, натрий-карбоксиметилцеллюлозы и др., полимеры на основе крахмала: амилоген, карбоксиметилкрахмал, диальдегидкрахмал и др., синтетические полимеры, такие как виниловые полимеры: поливинилалкоголь, поливинилпирролидон, поливинилметакрилат и т.д., акриловые полимеры на основе полиакриловой кислоты или полиакрилата натрия и др., а также полиэтиленоксид или сополимер метилвинилэфир/малеиновый ангидрид и т.п. В частности, предпочтителен полиакрилат натрия, что связано со стойкостью геля и превосходной способностью к водоудержанию. Кроме того, предпочтителен полиакрилат натрия со средней степенью полимеризации 20000-70000. Если средняя степень полимеризации ниже 20000, проявляется ослабление эффекта загустения, что не позволяет получить достаточную прочность геля, а если средняя степень полимеризации превышает 70000, эффект загустения усиливается, что снижает технологические свойства. Кроме того, при использовании сочетания двух или более видов водорастворимых полимеров, например, образуется полимерный комплекс с прочным ионным полимером полиакрилата натрия, благодаря чему можно получить упругий гель, обладающий более высокой прочностью.
В качестве увлажняющего агента могут быть добавлены полиатомные спирты, такие как глицерин, пропиленгликоль или сорбитол, а в качестве наполнителя - каолин, тальк, титан, бентонит, силикат алюминия, оксид титана, оксид цинка, метасиликат алюминия, сульфат кальция, фосфат кальция и др. В качестве растворяющего агента или ускорителя абсорбции могут быть добавлены пропиленкарбонат, кротамитон, l-ментол, мятное масло, лимонен, диизопропиладипат и т.д. В качестве лекарственного вещества адъювантного действия могут быть добавлены метилсалицилат, гликольсалицилат, l-ментол, тимол, мятное масло, ваниллиламид пеларгоновой кислоты, экстракт красного перца и т.д.
Кроме того, при необходимости может быть добавлен стабилизирующий агент, антиоксидантный агент, эмульсифицирующий агент и т.д. Помимо этого, при необходимости может быть добавлен сшивающий агент, полимеризирующий агент и т.д. Могут быть добавлены вещества, способные консолидировать чувствительный к давлению слой 14 клейкого вещества и придать ему способность к водоудержанию. Сшивающий агент и полимеризирующий агент выбираются в соответствии с типом загущающего агента. Например, в случае использования в качестве загущающего агента полиакриловой кислоты или полиакрилата, предпочтительно используется соединение, молекула которого содержит, по меньшей мере, две эпоксидные группы, соль неорганической кислоты, такая как Ca, Mg, Al- гидрохлоридная соль и др., сульфатная соль, фосфорная соль или карбонат, соль органической кислоты, такая как соль лимонной кислоты, соль винной кислоты, глюконат или стеарат, оксид, такой как оксид цинка или кремниевый ангидрид, а также гидроксидные соединения поливалентных металлов, такие как гидроксид алюминия или гидроксид магния, и др. Кроме того, если в качестве загущающего агента применяется поливинилалкоголь, предпочтительно использовать сложные соединения, такие как адипиновая кислота, тиогликолевая кислота, эпоксидное соединение (эпихлоргидрин), альдегиды, соединение N-метилола, сложные соединения на основе Al, Ti, Zr, Sn, V, Cu, B, Cr и др. Если в качестве загущающего агента применяется поливинилпирролидон, предпочтительно использовать сополимер метилвинилэфир/малеиновый ангидрид, поликислотное соединение или соль щелочного металла (полиакриловая кислота или дубильная кислота, или их производные) и др. Если в качестве загущающего агента применяется полиэтиленоксид, предпочтительно использовать пероксид, полисульфон, азид и др. Если в качестве загущающего агента применяется сополимер метилвинилэфир/малеиновый ангидрид, предпочтительно использовать мультифункциональное гидроксисоединение, полиамин, йод, желатин, поливинилпирролидон, железо, ртуть, соль свинца и т.д. Если в качестве загущающего агента применяется желатин, предпочтительно использовать альдегиды, такие как формальдегид, глутаральдегид, а также диальдегидный крахмал, диэпоксиды, такие как глиоксаль или бутадиеноксид, дикетоны, такие как дивинилкетон, диизоцианаты и др. Если в качестве загущающего агента применяется полиакрилат натрия, предпочтительно добавить сшивающий агент, гидроксид лития, соль мультивалентного металла, например гидроксид цинка, гидроксид алюминия или борат натрия, и т.д. В частности, предпочтительно использовать соль цинка и соль алюминия. Концентрация соли мультивалентного металла, добавляемой в качестве сшивающего агента, предпочтительно составляет 0,5-1,5 эквивалента на один эквивалент загущающего агента (или водорастворимого полимера). Если концентрация соли мультивалентного металла ниже 0,5 эквивалента, реакция будет проходить слишком медленно, что снизит прочность геля, а если концентрация соли мультивалентного металла превышает 1,5 эквивалента, реакция будет проходить слишком быстро, что приведет к неоднородности при гелеобразовании и снизит технологические свойства.
С одной стороны, если говорить о пластыре, в качестве клейкой основы предпочтительно использовать клейкие ингредиенты на основе каучука, клейкие ингредиенты на основе акрила, клейкие ингредиенты на основе силикона и т.п.
Для ингредиентов на основе каучука может использоваться как натуральный каучук, так и синтетический каучук, при этом в качестве примера синтетического каучука можно привести стироловый блок-сополимер или полиизобутилен. Кроме того, в качестве примера стиролового блок-сополимера можно привести блок-сополимер стирол-бутилен-стирол (SBS), блок-сополимер стирол-изопрен-стирол (SIS), блок-сополимер стирол-этилен/бутилен-стирол (SEBS) или блок-сополимер стирол-этилен/пропилен-стирол (SEPS). В качестве конкретного примера стиролового блок-сополимера можно привести линейный триблок-сополимер, такой как KRATON D-1112, D-1111 и D-1107 (товарные знаки, производство Kraton Polymers Japan Ltd.), JSR5000 или JSR5002 (товарные знаки, производство JSR Corporation), Quintac 3530, 3421 или 3570С (товарные знаки, производство ZEON CORPORATION), KRATON D-KX401CS или D-1107CU (товарные знаки, производство Kraton Polymers Japan Ltd.), или звездообразный блок-сополимер, например, KRATON D-1124 (товарный знак, производство Kraton Polymers Japan Ltd.), или SOLPRENE 418 (товарный знак, производство Phillips Petroleum Co.).
В случае полиизобутилена используют низкомолекулярный полиизобутилен. В качестве примера можно привести Oppanol B10, B12, B12SF, B15, B15SF, B30SF, B50, B50SF, B80, B100, B120, B150 или B200 (товарные знаки, производство BASF Japan Ltd.), Vistanex LM-MS, LM-MH, LM-H, MM L-80, MM L-100, MM L-120 или MM L-150 (товарные знаки, производство Exxon Mobile Corporation).
В качестве акрилового полимера используется полимер или сополимер, содержащий, по меньшей мере, один эфир метакриловой кислоты, представленный в виде мономерного звена, например, 2-этилгексилакрилат, метилакрилат, бутилакрилат, гидроксиэтилакрилат, 2-этилгексилметакрилат и др. Например, может использоваться чувствительное к давлению клейкое вещество на основе сополимера акриловой кислоты/октилакрилата, сополимера 2-этилгексилакрилата/N-винил-2-пиролидона/диметакрилат-1,6-гексангликольдиметакрилата, сополимера 2-этилгексилакрилата/винилацетата, сополимера 2-этилгексилакрилата/винилацетата/акриловой кислоты, сополимера 2-этилгексилакрилата/2-этилгексилметакрилата/додецилметакрилата, эмульсии смолы на основе сополимера метилакрилата-2-этилгексилакрилата, акрилового полимера, содержащегося в алканоламиновом растворе акриловой смолы, либо серия чувствительных к давлению клейких веществ на основе акрила Duro-Tak (производство National Starch and Chemical Company), серия чувствительных к давлению клейких веществ на основе акрила GELVA (производство Monsanto Company), SK-Dyne Matriderm (производство Soken Chemical & Engineering Co., Ltd.), серия Eudragit (производство HIGUCHI INC.) и др.
Может быть использована одна единственная из вышеописанных клейких основ, выполненных на основе каучука, на основе акрила или на основе силикона, или две из них могут быть смешаны.
Кроме того, в случае использования в качестве пластыря, в состав могут быть должным образом введены полимерный усилитель клейкости, пластифицирующий агент, наполнитель и стабилизирующий агент.
Лекарственное вещество, содержащееся в чувствительном к давлению слое 14 лекарственного вещества, может быть различным, при условии, что оно абсорбируется через кожу в организм для оказания фармакологического эффекта. В качестве примера можно привести противовоспалительное вещество, аналгезирующее средство, антигистаминное средство, местный анестетик, средство для усиления циркуляции крови, анестетик, атарактическое средство, антигипертензивное средство, антибактериальное средство, вазодилататор и др.
В качестве лекарственного вещества может быть использован, по меньшей мере, один нестероидный противовоспалительный агент, выбираемый из следующего ряда: метилсалицилат, гликольсалицилат, l-ментол, экстракт красного перца, ваниллиламид пеларгоновой кислоты, мятное масло, диклофенак, ибупрофен, индометацин, кетопрофен, локсопрофен, сулиндак, толметин, лобензарит, пеницилламин, фенбуфен, флурбипрофен, напроксен, пранопрофен, тиапрофеновая кислота, супрофен, фелбинак, кеторолак, оксапроцин, этодолак, залтопрофен, пироксикам, пентазоцин, бупренофрина гидрохлорид, буторфанола тетрат и т.д., производная эфира или его соль, либо стероидный противовоспалительный агент, такой как преднизолон, дексаметазон, гидрокортизон, бетаметазон, флуоцинонид, флуоцинолона ацетонид, преднизолона ацетат, дексаметазона дипропионат, дифлукортолона валерат, дифлупреднат, бетаметазона валерат, гидрокортизона бутират, клобетазона бутират, бетаметазона бутират, комплекс пропионовая кислота-клобетазон, комплекс янтарная кислота- дексаметазон, преднизолона 21-(2E, 6E) фарнезилат, гидрокортизона валерат, дифлоразона диацетат, комплекс пропионовая кислота- дексаметазон, бетаметазона дипропионат, амцинонид, дексаметазона валерат, хальцинонид, будесонид, беклометазона дипропионат и др. Однако, этим список не ограничивается. При необходимости могут совместно использоваться два или более лекарственных веществ. Кроме того, эти лекарственные вещества могут содержаться в чувствительном к давлению слое 14 клейкого вещества или присоединяться к нему в виде соединения, введенного в эфирное вещество, соединения, введенного в амидное вещество, соединения, введенного в ацетальное вещество, либо неорганической соли или органической соли, разрешенной с медицинской точки зрения. Количество лекарственного вещества соответствующим образом выбирается согласно типу клейкой накладки 10, ее назначению и пр., например, при использовании в качестве компресса или пластыря, так чтобы при ее наложении к коже пациента прикладывалось заранее установленное эффективное количество лекарственного вещества.
В качестве съемного листа 16, в дополнение к полипропилену, используются, например, неориентированный полипропилен или ориентированный полипропилен, бесцветный или окрашенный листовой материал, такой как пластиковая пленка, выполненная из полиэтилентерефталата, полибутилентерефталата, полиэтилена, полиэфира, полиуретана, поливинилхлорида, полистирола и др., обработанная силиконом бумага, в которой использованы силиконовые синтетические смолы, синтетическая бумага, синтетическое волокно и др., ламинированная бумага, при изготовлении которой алюминиевая фольга или крафт-бумага ламинируются полиэтиленом, и т.д.
Толщина съемного листа 16 может быть различной и предпочтительно составляет 10 мкм - 75 мкм, предпочтительно - 12 мкм - 50 мкм. Если толщина съемного листа 16 составляет менее 10 мкм, съемный лист 16 слишком тонок, а потому проявляет тенденцию к «запутыванию» на чувствительном к давлению слое 14 клейкого вещества при его снятии, либо съемный лист 16 проявляет тенденцию к немедленному разделению в процессе производства, что снижает технологические свойства, либо съемный лист 16 проявляет тенденцию к сморщиванию, когда съемный лист 16 закрепляется на чувствительном к давлению слое 14 клейкого вещества. Хотя подробнее это будет описано ниже, при использовании клейкой накладки 10 по настоящему изобретению съемный лист 16 и лист 18, образующий захватную деталь, разделяются вдоль разупрочненных частей 20 путем оттягивания вправо и влево. При этом если толщина съемного листа 16 превышает 75 мкм, съемный лист 16 и лист 18, образующий захватную деталь, сложно разделить, а также сложно резать исходное полотно материала в процессе производства, что приводит к снижению технологических свойств.
Кроме того, хотя это не показано на чертежах, съемному листу 16 предпочтительно дополнительно придать вогнутость и выпуклость путем рельефного выдавливания или как-то иначе. Помимо этого, чтобы сделать ясным способ разделения, на правый участок и левый участок съемного листа 16 могут быть нанесены графические символы, такие как стрелки, буквы или знаки, либо цветовые отметки. Обозначения могут быть выполнены путем рельефного вдавливания.
В случае использования рельефного выдавливания для съемного листа 16 создаются следующие функциональные эффекты. А именно, при образовании вогнутости и выпуклости на поверхности съемного листа 16 посредством рельефного выдавливания, эти вогнутость и выпуклость могут увеличить фрикционное сопротивление по отношению к пальцам или чувствительному к давлению слою 14 клейкого вещества. Следовательно, проявляется эффект в том, что вогнутость и выпуклость съемного листа 16 служит увеличению трения для более легкого сцепления с пальцами при разделении съемного листа 16 и листа 18, образующего захватную деталь. Кроме того, благодаря увеличению фрикционного сопротивления между съемным листом 16 и чувствительным к давлению слоем 14 клейкого вещества, в процессе оттягивания клейкой накладки 10 вправо и влево усилие надежным образом передается на съемный лист 16, что упрощает разделение съемного листа 16. Помимо этого, поскольку толщина съемного листа 16 варьируется координатно-зависимым образом вследствие вогнутости и выпуклости, приданной рельефным выдавливанием, концы съемного листа 16 вдоль разделительной линии проявляют тенденцию к естественному отделению от чувствительного к давлению слоя 14 клейкого вещества после разделения съемного листа 16, что также облегчает снятие съемного листа 16.
В дополнение к этому, благодаря такому феномену отделения концов съемного листа 16, обнаженные участки подложки 12 могут обладать кривизной, либо соответствующие участки чувствительного к давлению слоя 14 клейкого вещества могут быть приклеены друг к другу. Однако благодаря тому, что лист 18, образующий захватную деталь (захватные детали 18a и 18b), закреплен вдоль разупрочненной части 20 съемного листа 16, имеется возможность предотвратить непреднамеренное отделение концов съемного листа 16 от чувствительного к давлению слоя 14 клейкого вещества.
В представленном варианте осуществления лист 18, образующий захватную деталь, имеет прямоугольную форму, при этом длина его длинной стороны D1 по существу равна длине короткой стороны D2 клейкой накладки 10, а длина короткой стороны D3 короче длины длинной стороны D4 клейкой накладки 10. Выполненный таким образом лист 18, образующий захватную деталь, располагается так, что длинные стороны листа 18, образующего захватную деталь, параллельны коротким сторонам съемного листа 16 по существу на центральном участке съемного листа 16. Лист 18, образующий захватную деталь, крепится к съемному листу 16 так, чтобы по существу не иметь возможности отделяться в местоположении на заданном расстоянии x (которое не ограничено конкретной величиной, но составляет, например, 0,5-25 мм) с левой и правой стороны от продольной центральной оси (местоположение разупрочненной части 20). Каждый из расположенных справа и слева закрепленных участков 22 между листом 18, образующим захватную деталь, и съемным листом 16 предпочтительно продолжается по всей длине листа 18, образующего захватную деталь. Кроме того, лист 18, образующий захватную деталь, не закреплен на съемном листе 16 по участкам с наружной стороны соответствующих закрепленных участков 22 (в направлении от продольной центральной оси листа 18, образующего захватную деталь), при этом данные незакрепленные участки должны функционировать в качестве захватных деталей 18a и 18b, как будет показано далее. Поскольку эти захватные детали 18a и 18b предназначены для захвата пальцами, их длина такова, чтобы обеспечить захват пальцами. Однако ширина каждой из захватных деталей 18a и 18b предпочтительно составляет примерно 2-4 см. Это объясняется тем, что если ширина составляет менее 2 см, захватные детали трудно захватить пальцами, а если ширина превышает 4 см, захватные детали 18a и 18b слишком велики, чтобы ими манипулировать, при этом материальные затраты возрастают.
Ширина z закрепленных участков 22 между листом 18, образующим захватную деталь, и съемным листом 16 может быть определена как минимально необходимая для обеспечения невозможности отсоединения листов 16 и 18. Однако в целях эффективной передачи усилия от листа 18, образующего захватную деталь, на съемный лист 16 во время разделения листа, что будет описано ниже, в оптимальном случае ширина должна быть постоянной. Например, ширина z предпочтительно может составлять примерно 0,1-10 мм.
В случае если клейкая накладка 10 имеет длину 150 мм по короткой стороне D2, а ее длинная сторона D4 составляет 200 мм, в качестве листа 18, образующего захватную деталь, предпочтительно использовать лист, длина которого по длинной стороне D1 равна 150 мм, а длина по короткой стороне D3 составляет 70 мм, при этом предпочтительно расстояние x от продольной центральной оси листа 18, образующего захватную деталь (местоположение разупрочненной части 20) до закрепленных участков 22 равно 2,5 мм, ширина z закрепленных участков 22 равна 1,0 мм, а значит, ширина y захватных деталей 18a и 18b составляет 31,5 мм.
В качестве средства для закрепления листа 18, образующего захватную деталь, и съемного листа 16 может быть использовано любое средство, позволяющее зафиксировать оба листа 16, 18 так, чтобы по существу их было невозможно отделить. При этом предпочтителен способ с использованием клейкого вещества, способ термосклеивания или иной подобный способ. В частности, способ термосклеивания предпочтителен в том отношении, что позволяет существенно сократить время закрепления по сравнению с использованием клейкого вещества.
На чертеже закрепленные участки 22 представлены в виде непрерывных линий. Однако закрепленные участки 22 могут быть выполнены в виде разрывных линий, например точечных линий.
В качестве материала для листа 18, образующего захватную деталь, может быть использован тот же материал, что и для съемного листа 16, который описан выше. Однако, в частности, с учетом работы в качестве захватных деталей, полезно использовать полиэтилентерефталат, который трудно разорвать. Однако если съемный лист 16 имеет однослойную конструкцию, выполненную из полиэтилентерефталата, при этом, по меньшей мере, поверхностный слой съемного листа 16 выполнен из полипропилена и на нем образована вогнутость и выпуклость путем рельефного выдавливания или иным способом, в некоторых случаях термосклеивание обоих может оказаться сложным. В этом случае может быть использовано клейкое вещество. Однако чтобы термосклеивание можно было осуществить, лист 18, образующий захватную деталь, может быть выполнен в виде двухслойной конструкции, как схематично показано на Фигуре 4. А именно, путем наслаивания полипропилена на нижнюю поверхность базового слоя полиэтилентерефталата (поверхность на стороне съемного листа 16), создается возможность легко выполнить термосклеивание, даже с учетом того, что съемный лист 16 из полипропилена имеет вогнутость и выпуклость.
Кроме того, можно должным образом определить толщину листа 18, образующего захватную деталь. Из соображений обеспечения прочности захватных деталей, соответствующих ощущений при его захвате и пр. толщина предпочтительно должна составлять 10-100 мкм. Кроме того, в случае двухслойной конструкции с использованием полиэтилентерефталата и неориентированного полипропилена слой полиэтилентерефталата составляет 5-40 мкм, а слой неориентированного полипропилена составляет примерно 10-60 мкм. Если вместо слоя неориентированного полипропилена используется слой ориентированного полипропилена, толщина слоя ориентированного полипропилена предпочтительно составляет 10-60 мкм.
Путем окрашивания листа 18, образующего захватную деталь, или участков, предназначенных в качестве захватных деталей 18a и 18b, с приданием иного цвета, чем цвет съемного листа 16, можно легко отличить захватные детали 18a и 18b от съемного листа 16.
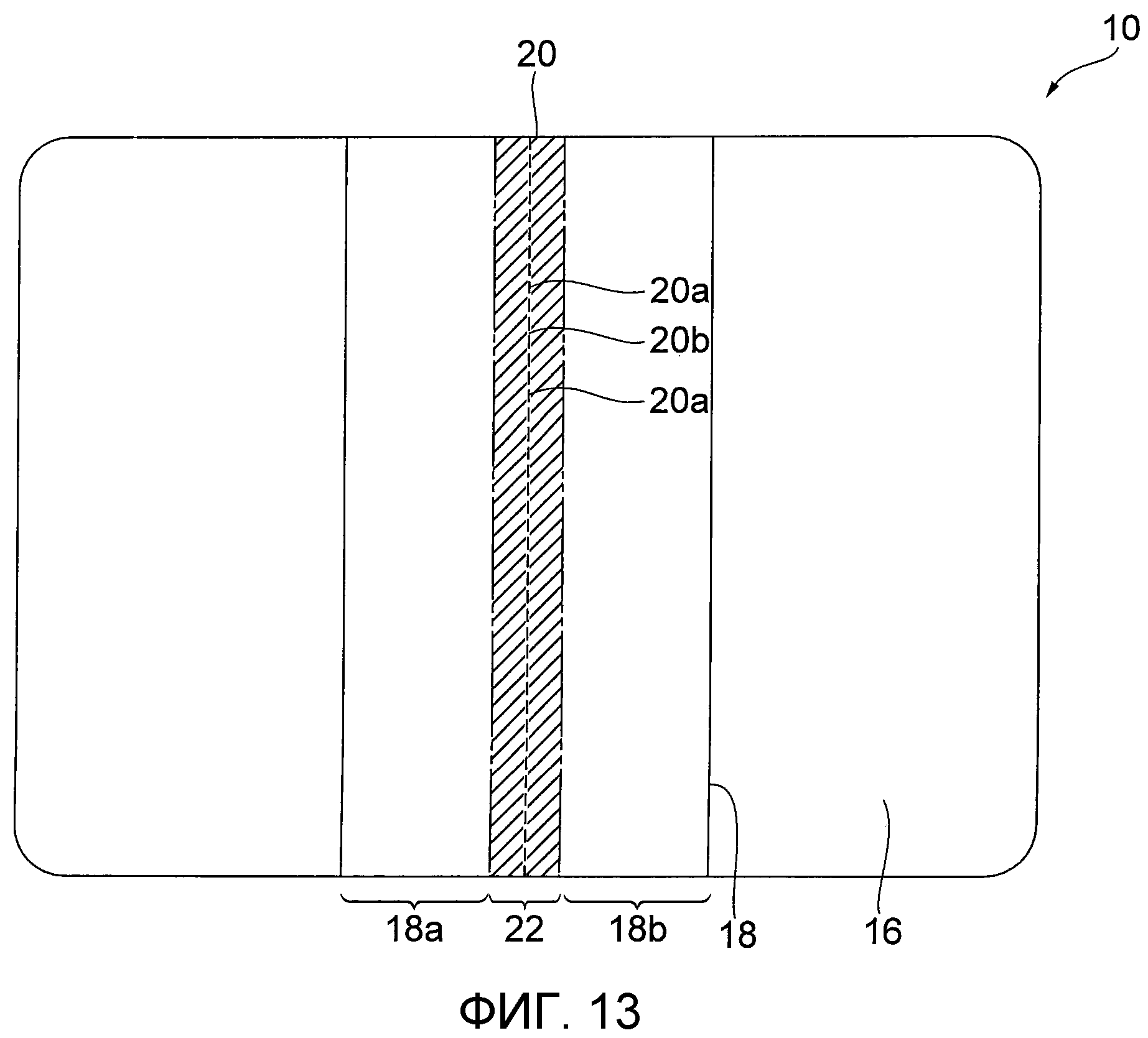
Разупрочненные части 20, образованные по существу на центральном участке съемного листа 16 и листа 18, образующего захватную деталь, предназначены для облегчения разделения обоих листов 16 и 18 и образованы по всей длине листа 18, образующего захватную деталь. В настоящем варианте осуществления, как ясно показано на Фигуре 2, разупрочненная часть 20 представляет собой т.н. перфорированную линию, по которой созданы непрерывно чередующиеся просечки 20a, проходящие сквозь съемный лист 16 и лист 18, образующий захватную деталь. Конфигурация перфорированной линии может быть определена соответствующим образом. Однако отношение длин просечек 20a к длинам соединительных участков 20b между просечками предпочтительно составляет «20a»:«20b»=(1-1500):(1-25), более предпочтительно «20a»:«20b»=(1-1000):(1-20), еще более предпочтительно «20a»:«20b»=(100-1000):(1-10). Если длина просечки 20a превышает длину соединительного участка 20b из вышеприведенного диапазона, листы могут разделяться даже не будучи в употреблении, при этом происходит испарение лекарственного средства, что приводит к снижению лечебного эффекта, снижая удобство применения и технологические свойства. При этом существует возможность предотвратить или устранить испарение лекарственного средства и влаги из просечек 20a путем натяжения съемного листа 16 для смыкания просечек 20a. С другой стороны, если длина просечки 20a меньше, чем длина соединительного участка 20b из вышеприведенного диапазона, становится сложно разделить съемный лист 16, что снижает надежность и удобство применения. Длина соединительного участка 20b также может быть определена соответствующим образом. Однако длина соединительного участка 20b предпочтительно лежит в пределах 0,03-10 мм. Если соединительный участок 20b становится слишком длинным, трудно разделить лист. С другой стороны, если соединительный участок 20b короток, лист разделить легко. Однако если соединительный участок 20b слишком короток, лист легко рвется даже не будучи в употреблении.
Кроме того, поскольку разупрочненные части 20 предназначены для облегчения разделения съемного листа 16 и листа 18, образующего захватную деталь, на месте перфорированной линии может быть образована канавка, как показано на Фигуре 5. Эта канавка проходит сквозь лист 18, образующий захватную деталь, и продолжается частично по толщине съемного листа 16, образуя т.н. неполный разрез. Следовательно, разупрочненная часть 20, выполненная посредством такой канавки, имеет преимущество в том, что не возникает проблемы потери лечебных свойств, как в случае перфорированной линии. Кроме того, если говорить об разупрочненных частях 20 в случае, когда съемный лист 16 и лист 18, образующий захватную деталь, подвергаются локальному нагреву лазером или иным средством, для облегчения разделения этого участка можно предложить утончение пленок и другие приемы.
В плане разделения съемного листа 16 и листа 18, образующего захватную деталь, вдоль разупрочненных частей 20 усилие растяжения съемного листа 16 может быть различным. Однако оно должно лежать в диапазоне 1г/см-200г/см, предпочтительно в диапазоне 1г/см-100г/см. Данный диапазон выбран из тех соображений, что материал листа 18, образующего захватную деталь, закрепленного на съемном листе 16, - предпочтительно полиэтилентерефталат или схожий материал, жесткость которого выше жесткости съемного листа 16. А именно, даже когда прочность на разрыв съемного листа 16, имеющего разупрочненную часть 20, мала и соответствует примерно 1г/см, благодаря креплению листа 18, образующего захватную деталь, к съемному листу 16 обеспечиваются приемлемые характеристики разделения. С другой стороны, если прочность на разрыв съемного листа 16 соответствует величине менее 1г/см, происходит отрыв съемного листа 16 в процессе производства, при этом невозможно обеспечить непрерывное склеивание съемного листа 16 с чувствительным к давлению слоем 14 клейкого вещества. Помимо этого, когда клейкая накладка 10, такая как компресс или пластырь, заложена в упаковку, съемный лист 16 проявляет тенденцию к слишком легкому разделению, что снижает выход годных изделий. Наоборот, если прочность на разрыв соответствует величине более 200г/см, на практике съемный лист 16 становится трудно разделить, что снижает удобство применения.
Далее будет описано применение клейкой накладки 10 по вышеприведенному описанию.
Сначала, как показано на Фигуре 6a, захватываются оба конца клейкой накладки 10, чтобы растянуть съемный лист 16 совместно с подложкой 12 вправо и влево с целью разделить съемный лист 16 и лист 18, образующий захватную деталь, вправо и влево вдоль разупрочненных частей 20. При этом если на съемном листе 16 образована вогнутость и выпуклость путем рельефного выдавливания или иным способом, съемный лист 16 препятствует выскальзыванию, что позволяет легко растянуть клейкую накладку 10.
Закрепленные участки 22 включают в себя толщины съемного листа 16 и листа 18, образующего захватную деталь, при этом их прочность или жесткость увеличивается согласно толщинам. Следовательно, при захвате обоих концов клейкой накладки 10 для оттягивания вправо и влево, усилие растяжения распределяется по всем закрепленным участкам 22. В результате, когда разупрочненные части 20 начинают частично разрушаться, разрыв моментально распространяется по всем разупрочненным частям 20, что позволяет немедленно разделить оба листа 16 и 18.
В частности, если разупрочненная часть 20 представляет собой перфорированную линию, съемный лист 16 и лист 18, образующий захватную деталь, выполнены из предпочтительных материалов, а их толщины лежат в предпочтительных диапазонах, указанных выше, можно создать особое ощущение разрыва, испытываемое пользователем, поскольку соединительные участки 20b между просечками 20a перфорированной линии разрываются моментально. Кроме того, это ощущение разрыва включает в себя не только ощущение, позволяющее пользователю понять, что съемный лист 16 и лист 18, образующий захватную деталь, разделились надвое, но также ощущение, что вслед за моментальным разрывом подложка 12 растянулась. Следовательно, если нет ощущения разделения, но есть ощущения растяжения в момент ее оттягивания, существует вероятность, что съемный лист 16 клейкой накладки 10 уже разделился. Иными словами, можно предоставить пользователю чувство безопасности в отношении того, что чувствительный к давлению слой 14 клейкого вещества клейкой накладки 10 перед использованием защищен, что повышает ее пригодность к работе.
Кроме того, в аспекте Фигуры 2, поскольку разупрочненные части 20 располагаются на незакрепленном участке между съемным листом 16 и листом 18, образующим захватную деталь, разупрочненные части 20 не испытывают влияния закрепленных участков 22, т.е. термосклеивания, клейких веществ и т.п. Таким образом, существует возможность разделения съемного листа 16 и листа 18, образующего захватную деталь, контролируя разрыв разупрочненных частей 20.
Кроме того, даже после разделения съемного листа 16 и листа 18, образующего захватную деталь, закрепленные участки 22 между обоими листами 16 и 18 не отделяются, сохраняя закрепленное состояние. Следовательно, хотя форма приобретает некоторую кривизну, имеется возможность сохранить по существу линейное состояние или планарное состояние. Благодаря такой устойчивости формы, имеется возможность поддержать форму подложки 12, склеенной с закрепленными участками 22, что позволяет предотвратить сморщивание подложки 12.
Когда съемный лист 16 и лист 18, образующий захватную деталь, разделены, на подложке 12 обнажается чувствительный к давлению слой 14 клейкого вещества. Далее, как показано на Фигуре 6(b), обнаженный чувствительный к давлению слой 14 клейкого вещества накладывается на кожу. Хотя обнаженный участок чувствительного к давлению слоя 14 клейкого вещества мал, клейкая накладка 10 может временно удерживаться на коже S. Когда лист 18, образующий захватную деталь, разделен, по отношению к соответствующим съемным листам 16 образуются захватные детали 18a и 18b. Следовательно, захватив и оттянув захватные детали 18a и 18b после временного удерживания клейкой накладки 10, имеется возможность наложить чувствительный к давлению слой 14 клейкого вещества на кожу S, снимая разделенные съемные листы 16 с чувствительного к давлению слоя 14 клейкого вещества на подложке 12.
Поскольку свободные концы захватных деталей 18a и 18b расположены близко к обнаженному участку чувствительного к давлению слоя 14 клейкого вещества, при этом участок, на котором съемный лист 16 и захватные детали 18a и 18b образуют двухслойную конструкцию, обладает некоторой толщиной и жесткостью, пользователь может расположить клейкую накладку 10 в требуемом месте на основе тактильных ощущений. Помимо этого, поскольку при захвате захватных деталей 18a и 18b пальцы находятся близко к обнаженному участку чувствительного к давлению слоя 14 клейкого вещества, нетрудно точно отрегулировать положение клейкой накладки 10, что существенно повышает удобство для пользователя.
Если говорить о клейкой накладке, описанной в вышеупомянутых источниках 1 и 2 патентной литературы, то при временном удерживании клейкой накладки на коже съемный лист занимает промежуточное положение между подложкой и кожей, что в некоторых случаях усложняет снятие съемного листа. Однако благодаря тому, что в настоящем изобретении образованы захватные детали 18a и 18b, можно легко снять съемный лист 16 путем захвата и оттягивания. Кроме того, поскольку можно предотвратить касание чувствительного к давлению слоя 14 клейкого вещества кончиками пальцев, чувствительное к давлению клейкое вещество никогда не прилипнет к рукам.
Помимо этого, поскольку можно не только захватить любую из захватных деталей 18a и 18b, но можно также одновременно захватить правую и левую захватные детали 18a и 18b и при этом их потянуть, наложение становится более удобным.
Кроме того, во время захвата и оттягивания захватных деталей 18a и 18b, так же как и во время разделения съемных листов, в силу высокой жесткости закрепленных участков 22 между съемным листом 16 и захватными деталями 18a и 18b, растягивающее усилие распределяется по всей площади закрепленных участков 22, по существу оказывая на них равномерное воздействие. Когда съемный лист 16 снимается с чувствительного к давлению слоя 14 клейкого вещества в этом состоянии, усилие по существу равномерно действует по линии расхождения между съемным листом 16 и чувствительным к давлению слоем 14 клейкого вещества (линия границы с наружной стороной участка сцепления съемного листа 16 и чувствительного к давлению слоя 14 клейкого вещества). В результате можно предотвратить сморщивание подложки 12, а также склеивание чувствительного к давлению слоя 14 клейкого вещества.
Таким образом, согласно настоящему изобретению имеется возможность аккуратно наложить клейкую накладку 10 на кожу без того, чтобы руки стали липкими, и избегая сморщивания.
Клейкая накладка 10 по настоящему изобретению может использоваться иными способами, помимо вышеописанного способа. Например, может быть использован способ, при котором участки, служащие в качестве захватных деталей 18a и 18b листа 18, образующего захватную деталь, удерживаются для оттягивания с целью разделения съемного листа 16 и листа 18, образующего захватную деталь, после чего одна из захватных деталей 18a и 18b захватывается для снятия съемного листа 16 на своей стороне с целью обнажения половины чувствительного к давлению слоя 14 клейкого вещества на подложке 12, которая далее прикладывается к коже. В этом случае, поскольку захватные детали 18a и 18b образованы симметрично, пользователь имеет свободу выбора одной из захватных деталей 18a и 18b, которую легко захватить, что удобно.
В одном аспекте настоящего изобретения для предпочтительного оказания вышеописанных функциональных эффектов может быть использован компресс. Компресс выполнен так, что подложка 12 представляет собой нетканый материал, а чувствительный к давлению слой 14 клейкого вещества - водный гель. Если чувствительный к давлению слой 14 клейкого вещества представляет собой водный гель, в силу его достаточной толщины и достаточного веса, он наделен средним по величине сопротивлением снятию, при этом в любом случае съемный лист 16 не будет отделяться слишком легко. Следовательно, поскольку нет необходимости в создании средства, препятствующего съему, такого как накладка на рану, описанная в источнике 5 патентной литературы, производственный процесс прост, а затраты невелики.
[Способ изготовления клейкой накладки и устройство для изготовления клейкой накладки по настоящему изобретению]
Согласно настоящему изобретению способ изготовления клейкой накладки 10, обладающей превосходным эффектом по вышеприведенному описанию, главным образом выполняется с использованием операций, показанных на Фигуре 7. А именно, на первом этапе, подготавливается подложка 12, при этом на одной ее поверхности образуют чувствительный к давлению слой 14 клейкого вещества. Далее на съемном листе 16 закрепляют лист 18, образующий захватную деталь, после чего формируют разупрочненные части 20, такие как перфорированные линии. Затем съемный лист 16, на котором имеется лист 18, образующий захватную деталь, склеивают с чувствительным к давлению слоем 14 клейкого вещества на подложке 12. В качестве способа закрепления используют способ с применением клейкого вещества, способ термосклеивания или схожие способы, как описано выше.
Способ, представленный на Фигуре 7, представляет собой способ, при котором клейкие накладки изготавливаются поочередно. Однако существует также способ непрерывного изготовления клейких накладок 10. Непрерывный способ изготовления клейких накладок включает в себя первый этап разматывания первого непрерывного полотна, которое составит подложку 12, с первого исходного рулона для образования чувствительного к давлению слоя 14 клейкого вещества на первом непрерывном полотне, второй этап разматывания второго непрерывного полотна, которое составит съемный лист 16, со второго исходного рулона, разматывания третьего непрерывного полотна, которое составит лист 18, образующий захватную деталь, с третьего исходного рулона, а также наложения третьего непрерывного полотна на второе непрерывное полотно для закрепления обоих листов, третий этап образования разупрочненной части на втором непрерывном полотне и третьем непрерывном полотне, закрепленных между собой, четвертый этап приклеивания с возможностью съема второго непрерывного полотна, на котором закреплено третье непрерывное полотно, что было достигнуто на третьем этапе, к чувствительному к давлению слою 14 клейкого вещества на первом непрерывном полотне, полученному на первом этапе, так чтобы образовать слоистое тело, а также пятый этап резки слоистого тела, полученного на четвертом этапе, по заданным размерам, так чтобы образовать клейкую накладку 10.
С целью предпочтительной реализации данного способа может быть эффективно использовано устройство 100 для изготовления клейких накладок по настоящему изобретению, схематично показанное на Фигуре 8. Представленное устройство 100 содержит блок 110 распыления и приклеивания, который распыляет и приклеивает чувствительное к давлению клейкое вещество к первому непрерывному полотну 12A, составляющем подложку 12, для образования чувствительного к давлению слоя 14 клейкого вещества, блок 120 закрепления, который закрепляет третье непрерывное полотно 18A, составляющее лист 18, образующий захватную деталь, на втором непрерывном полотне 16A, составляющем съемный лист 16, блок 140 образования разупрочненных частей, который формирует разупрочненные части 20 на втором и третьем непрерывных полотнах 16A и 18A, проходящих через блок 120 закрепления, блок 150 образования слоистого тела, который закрепляет второе и третье непрерывные полотна 16A и 18A, проходящие через блок 140 образования разупрочненных частей, на чувствительном к давлению слое 14 клейкого вещества первого непрерывного полотна 12A, проходящего через блок 110 распыления и приклеивания, так чтобы образовать слоистое тело 24, а также блок 160 резки, который осуществляет резание слоистого тела, образованного первым, вторым и третьим непрерывными полотнами 12A, 16A и 18A, проходящими через блок 150 образования слоистого тела, чтобы получить клейкую накладку 10 в виде законченного продукта.
Первое непрерывное полотно 12A разматывается со смотанного первого исходного рулона 12B, который удерживается с возможностью вращения со стороны входа относительно блока 110 распыления и приклеивания, для подачи в блок 110 распыления и приклеивания. Блок 110 распыления и приклеивания представляет собой известную конструкцию, которая распыляет и приклеивает чувствительное к давлению клейкое вещество к верхней поверхности первого непрерывного полотна 12A для образования чувствительного к давлению слоя 14 клейкого вещества.
С другой стороны, второе непрерывное полотно 16A и третье непрерывное полотно 18A соответственно разматываются со смотанного второго исходного рулона 16B и смотанного третьего исходного рулона 18B, которые удерживаются с возможностью вращения со стороны входа относительно блока 120 закрепления, при этом оба непрерывных полотна 16A и 18A в наложенном виде подаются в блок 120 закрепления.
Закрепление обоих непрерывных полотен 16A и 18A в блоке 120 закрепления может выполняться с использованием клейкого вещества. Однако оборудование может оказаться сложным, а потому эффективнее выполнить закрепление с применением термосклеивающего устройства. В качестве термосклеивающего устройства может использоваться устройство валкового типа, имеющее пару валков для термосклеивания. Однако для надежного термосклеивания предпочтительно использовать устройство прессового типа.
На Фигуре 9 схематично показан вид сбоку блока 120 закрепления, имеющего термосклеивающее устройство 122 прессового типа. Представленное термосклеивающее устройство 122 включает в себя неподвижную склеивающую балку 124 и подвижную склеивающую балку 126, выполненную с возможностью вертикального перемещения над неподвижной склеивающей балкой 124. Когда подвижная склеивающая балка 126 перемещается вниз, неподвижная склеивающая балка 124 и подвижная склеивающая балка 126 соприкасаются друг с другом. Поскольку неподвижная склеивающая балка 124 и подвижная склеивающая балка 126, или одна из них, нагреваются до температуры, необходимой для термосклеивания, при подаче второго и третьего непрерывных полотен 16A и 18A между неподвижной склеивающей балкой 124 и подвижной склеивающей балкой 126, пребывающих в нагретом состоянии, и при этом сдавливании обоих непрерывных полотен 16A и 18A между этими склеивающими балками 124 и 126, оба непрерывных полотна 16A и 18A подвергаются термосклеиванию на участке, на котором склеивающие балки 124 и 126 контактируют друг с другом. Прочность закрепления на участке 22 закрепления, полученном термосклеиванием, можно отрегулировать путем соответствующего изменения таких параметров, как продолжительность сжатия, давление сжатия и температура нагрева. Даже в случае, когда на втором непрерывном полотне 16A образована вогнутость и выпуклость с помощью рельефного выдавливания или иного способа, путем использования термосклеивающего устройства 122 прессового типа имеется возможность обеспечить достаточное время сжатия и давление сжатия. Таким образом, преимущество заключается в том, что можно надежно выполнить термосклеивание второго непрерывного полотна 16A и третьего непрерывного полотна 18A. Кроме того, вместо неподвижной склеивающей балки 124 может быть использована плоская плита, т.е. т.н. опорная плита.
Кроме того, в варианте осуществления, показанном на Фигуре 8, параллельно направлению подачи непрерывных полотен 16A и 18A обеспечены две пары неподвижных и подвижных склеивающих балок 124 и 126, что приводит к образованию двух закрепленных участков 22.
В процессе термосклеивания необходимо остановить подачу второго и третьего непрерывных полотен 16A и 18A относительно соответствующих склеивающих балок 124 и 126 на участке расположения термосклеивающего устройства 122. В случае, когда подача второго и третьего непрерывных полотен 16A и 18A выполняется в прерывистом режиме, в силу того, что первое непрерывное полотно 12A подается непрерывно, сложно осуществить наложение первого непрерывного полотна 12A, а также второго и третьего непрерывных полотен 16A и 18A в блоке 150 образования слоистого тела, а потому подачу первого непрерывного полотна 12A необходимо также осуществлять в прерывистом режиме. Это приводит к снижению эффективности производства.
Для решения этой проблемы в показанном на Фигуре 9 блоке 120 закрепления соответственно со стороны входа и стороны выхода относительно термосклеивающего устройства 122 предусмотрены первое накопительное устройство 128 и второе накопительное устройство 130, способные накапливать или удерживать второе и третье непрерывные полотна 16A и 18A, чтобы обеспечить непрерывную подачу второго и третьего непрерывных полотен 16A и 18A.
В качестве накопительных устройств 128 и 130 могут быть предложены устройства различного вида, при этом может быть использован механизм, показанный на Фигуре 9. Представленный механизм содержит множество направляющих валиков 132, закрепленных в определенных местах с возможностью вращения, а также подвижных валиков 134, расположенных между смежными направляющими валиками 132. Подвижные валики 134 выполнены с возможностью приближаться к направляющим валикам 132 и удаляться от них. Кроме того, подвижные валики 134 выполнены с возможностью отводиться от направляющих валиков 132 в ненагруженном состоянии с помощью пружин или схожих элементов. В таком механизме второе и третье непрерывные полотна 16A и 18A приводятся в состояние, при котором непрерывные полотна поочередно наматываются вокруг направляющих валиков 132 и подвижных валиков 134, при этом, когда на непрерывные полотна 16A и 18A воздействует сила натяжения, превышающая заданную величину, подвижные валики 134 приближаются к направляющим валикам 132, а когда, наоборот, сила натяжения становится меньше заданной, подвижные валики 134 отводятся от направляющих валиков 132.
Когда со стороны входа и стороны выхода относительно термосклеивающего устройства 122 созданы накопительные устройства 128 и 130, оборудованные таким механизмом, работа осуществляется следующим образом.
Сначала, в состоянии, при котором термосклеивание не производится, второе и третье непрерывные полотна 16A и 18A принудительно перемещаются при заданном усилии натяжения с помощью направляющих валиков 132 и подвижных валиков 134, совершая непрерывное движение.
Даже в процессе термосклеивания второго и третьего непрерывных полотен 16A и 18A, выполняемого с помощью термосклеивающего устройства 122, второе и третье непрерывные полотна 16A и 18A непрерывно подаются в блок 120 закрепления с исходных рулонов 16B и 18B. Однако поскольку сила натяжения второго и третьего непрерывных полотен 16A и 18A снижается в первом накопительном устройстве 128 со стороны входа, подвижные валики 134 отводятся от направляющих валиков 132, так чтобы увеличить длину пути листа в первом накопительном устройстве 128. Поскольку второе и третье непрерывные полотна 16A и 18A, длина которых увеличилась, накапливаются в первом накопительном устройстве 128, нет необходимости останавливать разматывание непрерывных полотен 16A и 18A с исходных рулонов 16B и 18B.
С другой стороны, во время термосклеивания, когда второе и третье непрерывные полотна 16A и 18A непосредственно подаются в блок 150 образования слоистого тела на стороне выхода относительно термосклеивающего устройства 122, в силу того, что во втором накопительном устройстве 130 на стороне выхода сила натяжения второго и третьего непрерывных полотен 16A и 18A снижается, подвижные валики 134 приближаются к направляющим валикам 132. В результате второе и третье непрерывные полотна 16A и 18A, накопленные во втором накопительном устройстве 130, подаются на выход.
Таким образом, даже когда подача второго и третьего непрерывных полотен 16A и 18A выполняется в прерывистом режиме посредством термосклеивающего устройства 122, подача в блок 120 закрепления и подача из блока 120 закрепления выполняются непрерывно благодаря наличию накопительных устройств 128 и 130, а значит, имеется возможность непрерывно осуществлять наложение второго и третьего непрерывных полотен 16A и 18A, а также первого непрерывного полотна 12A.
Второе и третье непрерывные полотна 16A и 18A, преобразованные в блоке 120 закрепления в двухслойную конструкцию, подаются в блок 140 образования разупрочненных частей с целью формирования разупрочненных частей 20. В качестве блока 140 образования разупрочненных частей могут использоваться широко известные устройства. Примером может служить устройство, содержащее валик с лезвием для образования перфорированной линии, канавки и т.д., устройство, создающее перфорированную линию, канавку или ломкую часть путем лазерного излучения, и т.д. В варианте осуществления, показанном на Фигуре 8, разупрочненные части 20 образованы в центре между двумя закрепленными участками 22, образованными заранее.
Второе и третье непрерывные полотна 16A и 18A, в которых разупрочненные части 20, такие как перфорированные линии, сформированы в блоке 140 образования разупрочненных частей, далее накладываются на чувствительный к давлению слой 14 клейкого вещества первого непрерывного полотна 12A в блоке 150 образования слоистого тела, чтобы образовать слоистое тело 24, и подаются на блок 160 резки. Слоистое тело 24 подвергается резке по заданным размерам и в заданном временном режиме в блоке 160 резки, завершая изготовление требуемой клейкой накладки 10.
В способе изготовления и устройстве 100 для изготовления, описанных выше, в силу того, что не требуется операция складывания для второго и третьего непрерывных полотен 16A и 18A, составляющих съемный лист 16 и лист 18, образующий захватную деталь, и при этом имеется возможность непрерывно осуществлять закрепление второго и третьего непрерывных полотен 16A и 18A, а также формировать разупрочненные части 20 вдоль направления подачи листов, существует возможность организации эффективного производства.
В частности, если закрепление второго и третьего непрерывных полотен 16A и 18A выполняется с использованием термосклеивающего устройства 122 прессового типа, даже когда на втором непрерывном полотне 16A образована вогнутость и выпуклость, такие как при рельефном выдавливании, имеется возможность надежно закрепить третье непрерывное полотно 18A на втором непрерывном полотне 16A. С другой стороны, настоящее изобретение предполагает прерывистую подачу в случае использования термосклеивающего устройства 122 прессового типа путем применения накопительных устройств 128 и 130, а потому имеется возможность осуществления непрерывного наложения второго и третьего непрерывных полотен 16A и 18A на первое непрерывное полотно 12A и их окончательное резание.
ВИДОИЗМЕНЕННЫЕ ВАРИАНТЫ ОСУЩЕСТВЛЕНИЯ
Выше были подробно описаны предпочтительные варианты осуществления настоящего изобретения. Однако очевидно, что настоящее изобретение не ограничено вышеописанными вариантами осуществления.
Например, в вышеописанных вариантах осуществления подложка 12 обладает свойствами растяжения. Однако если нет необходимости в разделении съемного листа 16 путем растягивания клейкой накладки 10 вправо и влево, свойства растяжения, которыми обладает подложка 12, не требуются.
Кроме того, в варианте осуществления, показанном на Фигурах 1-3, правый и левый закрепленные участки 22 разнесены от разупрочненных частей 20. Однако поскольку закрепленные участки 22 образованы в местах, расположенных относительно близко к разупрочненным частям 20, сложно захватить внутренние участки листа 18, образующего захватную деталь (участки с противоположной стороны захватных деталей 18a и 18b) после разделения листа. В этом случае, как показано на Фигуре 10, может быть предложен вариант, при котором правый и левый закрепленные участки 22 расположены в относительно отдаленных местах, например на расстоянии 15-25 мм от разупрочненных частей 20.
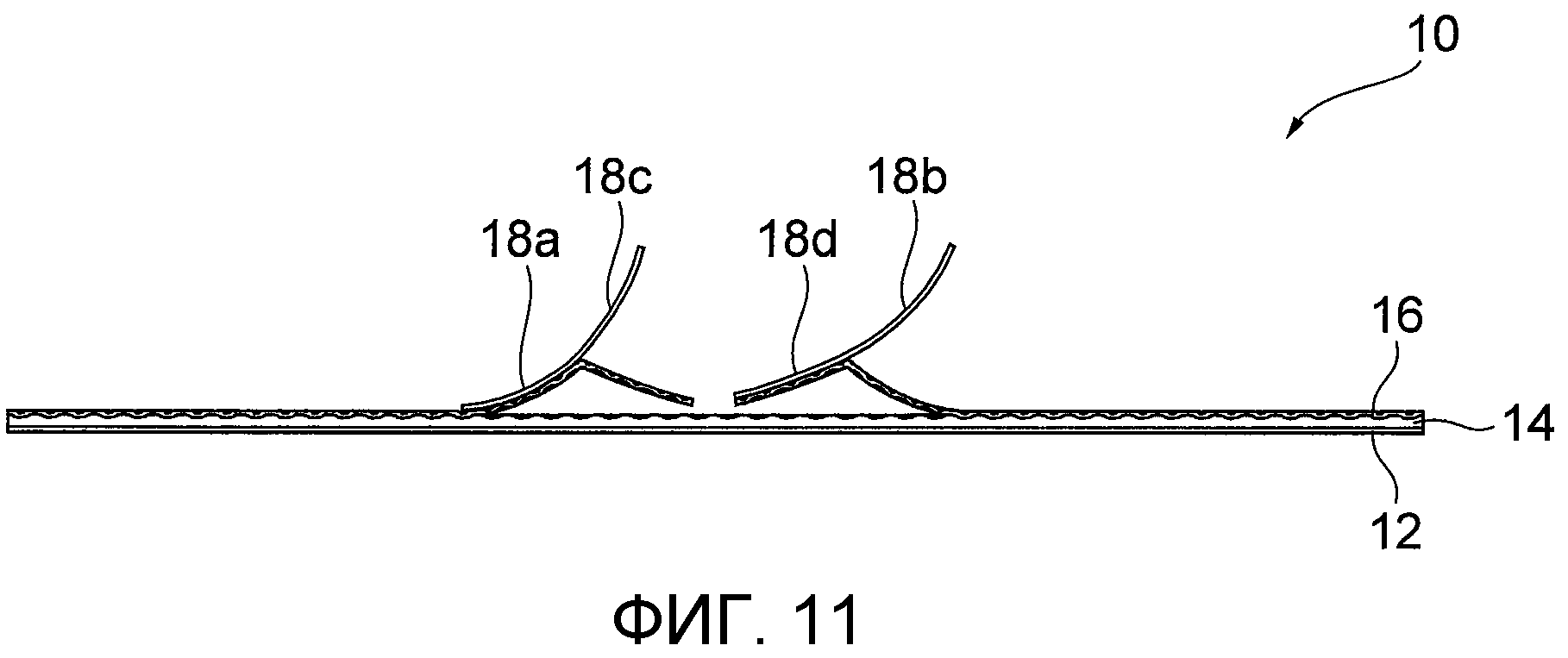
В варианте осуществления, показанном на Фигуре 10, после разделения съемного лист 16 и листа 18, образующего захватную деталь, вдоль разупрочненных частей 20, не только наружные участки 18a и 18b, но также и внутренние участки 18c и 18d функционируют в качестве захватных деталей. Таким образом, создаются различные возможности использования для удобства пользователя. Например, как показано на Фигуре 11, имеется возможность захвата внутренней захватной детали 18c с левой стороны и наружной захватной детали 18b с правой стороны с целью снятия съемного листа 16.
Кроме того, форма закрепленных участков 22 может быть не только линейной, показанной на Фигуре 2, но также и иной, например криволинейной формой, как показано на Фигуре 12. В случае, когда закрепленные участки 22 имеют нелинейную форму, в частности, легко осуществить закрепление способом термосклеивания, который является более удобным. В случае формы, показанной на Фигуре 12, после того как лист 18, образующий захватную деталь, разъединен вдоль разупрочненных частей 20, при оттягивании захватных деталей 18a и 18b вправо и влево имеется возможность придания такой пространственной кривизны, чтобы обнаженная поверхность (поверхность, содержащая лечебное средство) чувствительного к давлению слоя 14 клейкого вещества клейкой накладки 10 поддерживалась «в плавающем состоянии», что позволяет легко наложить клейкую накладку 10 на требуемый участок поверхности тела, не приводя к сморщиванию. Кроме того, поскольку зазор между двумя закрепленными участками 22 заужен на центральном участке клейкой накладки 10, при оттягивании захватных деталей 18a и 18b вправо и влево растягивающее усилие концентрируется на разупрочненных частях 20, расположенных на центральном участке клейкой накладки 10, что облегчает разделение съемного листа 16 и листа 18, образующего захватную деталь. Помимо этого, благодаря расширению зазора между двумя закрепленными участками 22 на длинных сторонах клейкой накладки 10, можно использовать тот же захват этих участков, как и на Фигуре 11.
Кроме того, в отличие от варианта осуществления, представленного на Фигурах 1-3, вариант, при котором наружные участки 18a и 18b уменьшены или полностью отсутствуют, при этом захватными деталями служат только внутренние участки 18c и 18d, также предусмотрен в объеме настоящего изобретения.
Помимо этого, нет необходимости в образовании закрепленных участков 22 в двух местах справа и слева. Как показано на Фигуре 13, съемный лист 16 и лист 18, образующий захватную деталь, могут быть закреплены в одном месте по существу центрального участка, при этом разупрочненные части 20 могут быть образованы на одном закрепленном участке 22. В этом случае в термосклеивающем устройстве 122 прессового типа требуется только одна пара, состоящая из неподвижной склеивающей балки 124 и подвижной склеивающей балки 126.
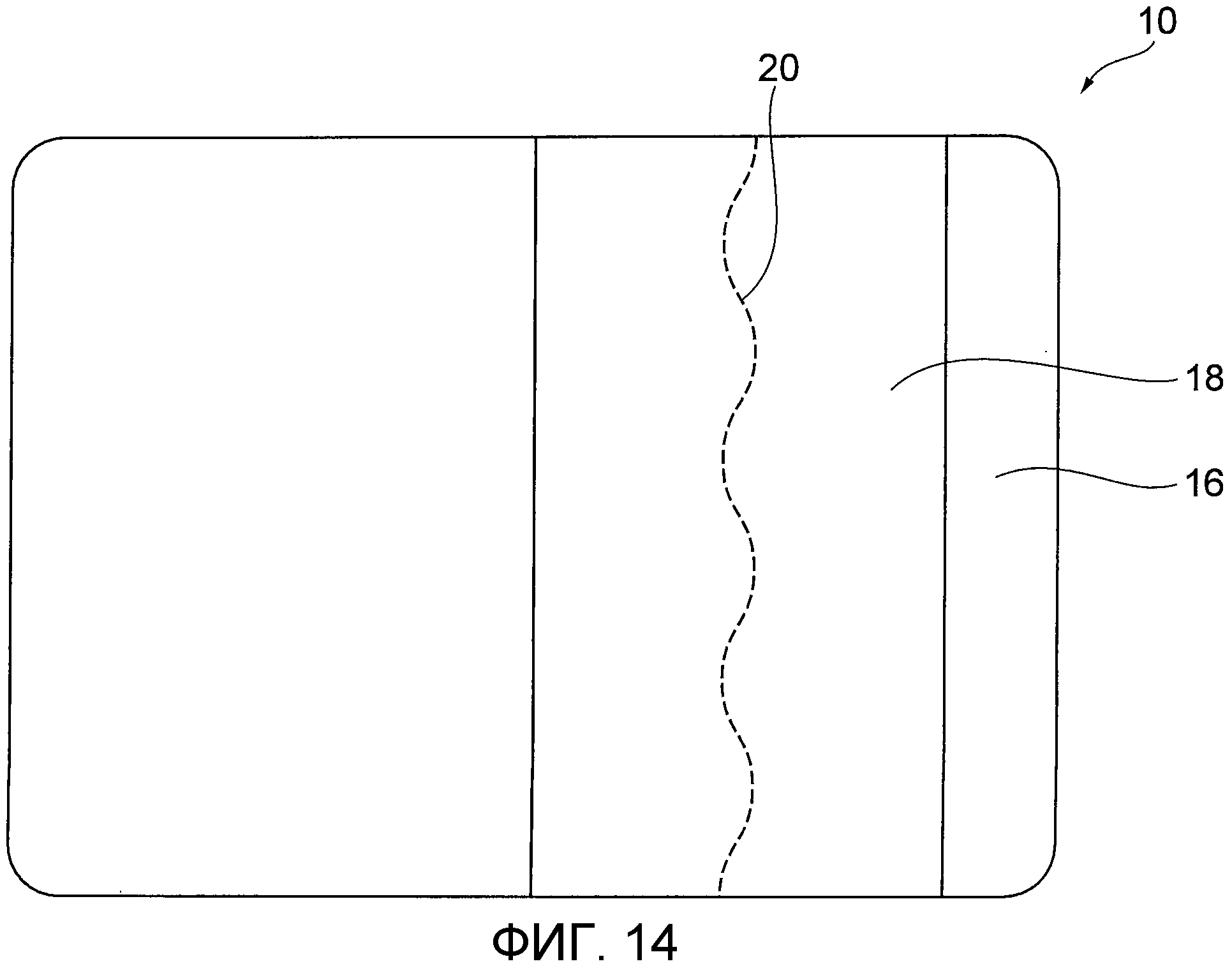
В дополнение к этому, как показано на Фигуре 14, лист 18, образующий захватную деталь, может быть закреплен в положении, сдвинутом от центрального участка съемного листа 16.
Помимо этого, разупрочненная часть 20 не обязательно должна быть прямолинейной, она может иметь волнообразную форму или пилообразную форму, как показано на Фигуре 14. В этом случае закрепленным участкам 22 может быть придана волнообразная форма или пилообразная форма, чтобы соответствовать форме разупрочненной части 20.
Кроме того, лист 18, образующий захватную деталь, может иметь непрямоугольную форму, например различные формы, показанные на Фигурах 15(a)-15(g). Помимо этого, приемлем вариант, при котором лист 18, образующий захватную деталь, не пересекает всю клейкую накладку 10, как показано на Фигурах 15(a)-15(g). Закрепленные участки на Фиг. 15 не показаны.
Нетрудно понять, что способ и устройство для изготовления клейких накладок по настоящему изобретению применимы для различных клейких накладок согласно вышеописанным видоизмененным вариантам осуществления. Если лист 18, образующий захватную деталь, не пересекает всю клейкую накладку 10, как показано на Фигурах 15(a)-15(c), устройство для изготовления клейких накладок, показанное на Фигуре 8, не может быть непосредственно использовано. Однако, например, если использовать конфигурацию, при которой лист, образующий захватную деталь, в соответствующее время располагают на втором непрерывном полотне непосредственно перед поступлением в термосклеивающее устройство в блоке закрепления, имеется возможность изготовить клейкие накладки, представленные на Фигурах 15(a)-15(c).
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
10 - клейкая прокладка, 12 - подложка, 12A - первое непрерывное полотно, составляющее подложка, 14 - чувствительный к давлению слой клейкого вещества, 16 - съемный лист, 16A - второе непрерывное полотно, составляющее съемный лист, 18 - лист, образующий захватную деталь, 18a, 18b, 18c - захватные детали, 18A - третье непрерывное полотно, составляющее лист, образующий захватную деталь, 20 - разупрочненная часть, 22 - закрепленный участок, 24 - слоистое тело, 100 - устройство для изготовления клейких накладок, 110 - блок распыления и приклеивания, 120 - блок закрепления, 122 - термосклеивающее устройство, 124 - неподвижная склеивающая балка, 126 - подвижная склеивающая балка, 128 - первое накопительное устройство, 130 - второе накопительное устройство, 132 - направляющий валик, 134 - подвижный валик, 140 - блок образования разупрочненных частей, 150 - блок образования слоистого тела, 160 - блок резки.
Реферат
Группа изобретений для изготовления клейкой накладки, которая легко накладывается на кожу. Клейкая накладка включает в себя подложку, чувствительный к давлению слой клейкого вещества, обеспеченный на одной поверхности подложки, съемный лист, съемно закрепленный на чувствительном к давлению слое клейкого вещества, а также разупрочненную часть, образованную на съемном листе. В клейкой накладке на съемном листе закреплен лист, образующий захватную деталь, так что лист, образующий захватную деталь, накрывает разупрочненную часть, при этом участки листа, образующего захватную деталь, которые отличны, по меньшей мере, от одного закрепленного участка, работают в качестве захватных деталей. Способ включает в себя первый этап образования чувствительного к давлению слоя клейкого вещества на подложке, второй этап закрепления листа, образующего захватную деталь, на съемном листе, третий этап формирования разупрочненной части на съемном листе и листе, образующем захватную деталь, а также четвертый этап приклеивания с возможностью съема съемного листа, на котором закреплен лист, образующий захватную деталь, что было достигнуто на третьем этапе, к чувствительному к давлению слою клейкого вещества на подложке, полученному на первом этапе. Обеспечивается упрощение технологии изготовления, повышается эффективность производства. 2 н. и 4 з.п. ф-лы, 15 ил.
Формула
при этом способ включает в себя:
первый этап, на котором разматывают первое непрерывное полотно, которое составит подложку, с первого исходного рулона для образования чувствительного к давлению слоя клейкого вещества на первом непрерывном полотне;
второй этап, на котором разматывают второе непрерывное полотно, которое составит съемный лист, со второго исходного рулона, разматывают третье непрерывное полотно, которое составит лист, образующий захватную деталь, с третьего исходного рулона, и накладывают и фиксируют третье непрерывное полотно на второе непрерывное полотно способом термосклеивания с использованием термосклеивающего устройства, причем со стороны входа термосклеивающего устройства и между термосклеивающим устройством и блоком образования слоистого тела соответственно обеспечиваются первое накопительное устройство и второе накопительное устройство, выполненные с возможностью накапливать второе непрерывное полотно и третье непрерывное полотно, благодаря чему, в процессе этапа закрепления второго непрерывного полотна и третьего непрерывного полотна посредством термосклеивающего устройства, второе непрерывное полотно и третье непрерывное полотно, которые непрерывно подаются со второго исходного рулона и третьего исходного рулона, временно накапливаются с помощью первого накопительного устройства, при этом второе непрерывное полотно и третье непрерывное полотно, накопленные вторым накопительным устройством, непрерывно подаются в сторону выхода,
идущий вслед за вторым третий этап, на котором формируют разупрочненную часть в закрепленных втором непрерывном полотне и третьем непрерывном полотне;
четвертый этап, на котором приклеивают с возможностью съема второе непрерывное полотно, на котором закреплено третье непрерывное полотно, что было достигнуто на третьем этапе, к чувствительному к давлению слою клейкого вещества на первом непрерывном полотне, который был получен на первом этапе, так чтобы образовать слоистое тело; а также пятый этап, на котором разрезают слоистое тело, полученное на четвертом этапе, по заданным размерам, так чтобы образовать требуемую клейкую накладку.
при этом устройство включает в себя:
блок распыления и приклеивания, который распыляет и приклеивает чувствительное к давлению клейкое вещество к первому непрерывному полотну, разматываемому с первого исходного рулона, чтобы составить подложку, для образования чувствительного к давлению слоя клейкого вещества;
блок закрепления, который осуществляет наложение второго непрерывного полотна, разматываемого со второго исходного рулона, чтобы составить съемный лист, и третьего непрерывного полотна, разматываемого с третьего исходного рулона, чтобы составить лист, образующий захватную деталь, для закрепления обоих листов; блок образования разупрочненных частей, который формирует разупрочненную часть во втором непрерывном полотне и третьем непрерывном полотне, закрепленных с помощью блока закрепления; блок образования слоистого тела, который приклеивает с возможностью съема второе непрерывное полотно, на котором закреплено третье непрерывное полотно, прошедшее через блок образования разупрочненных частей, к чувствительному к давлению слою клейкого вещества на первом непрерывном полотне, прошедшем через блок распыления и приклеивания, так чтобы образовать слоистое тело, а также блок резки, который осуществляет резку слоистого тела, полученного с помощью блока образования слоистого тела, по заданным размерам, так чтобы образовать клейкую накладку,
причем блок закрепления включает в себя термосклеивающее устройство, а со стороны входа термосклеивающего устройства и между термосклеивающим устройством и блоком образования слоистого тела соответственно обеспечиваются первое накопительное устройство и второе накопительное устройство, выполненные с возможностью накапливать второе непрерывное полотно и третье непрерывное полотно, благодаря чему, в процессе этапа закрепления второго непрерывного полотна и третьего непрерывного полотна посредством термосклеивающего устройства, второе непрерывное полотно и третье непрерывное полотно, которые непрерывно подаются со второго исходного рулона и третьего исходного рулона, временно накапливаются с помощью первого накопительного устройства, при этом второе непрерывное полотно и третье непрерывное полотно, накопленные вторым накопительным устройством, непрерывно подаются в сторону выхода.
Комментарии