Способ изготовления непрерывной композитной трубы, устройство для изготовления непрерывной композитной трубы - RU2592595C2
Код документа: RU2592595C2
Чертежи
Описание
Настоящее изобретение относится к способу изготовления непрерывной композитной трубы, более конкретно термопластической композитной трубы.
Известны трубы, имеющие большую длину, которые часто используются под водой или под землей или в качестве наземных трубопроводов, хотя их применение этим не ограничено. Например, непрерывная труба предпочтительно используется при поисково-разведочных работах, добыче, геолого-технических мероприятиях и бурении на суше и в открытом море, и при этом ее применение в открытом море может оказаться наиболее полезным. Для решения таких задач зачастую могут быть необходимы трубы с длинами в несколько сотен метров, вплоть до нескольких километров.
Обычно используются стальные трубы, которые, однако, имеют недостатки, такие как коррозия, усталость, остаточная деформация, чувствительность к сварке, вес и т.д. Кроме того, транспортировка относительно длинной стальной трубы посредством смотанных в бухту труб может быть затруднена. Кроме того, для изготовления длинномерных стальных труб обычно сваривают отдельные секции стальной трубы, что может представлять собой трудоемкий производственный процесс, при котором сварной шов может привести в результате к слабому месту трубы.
Поэтому была предпринята попытка создания композитных труб, имеющих относительно большую длину. Известны различные технологии, такие как использование оплетки или намотка нитей и т.д., для создания композитной трубы либо секциями, либо более или менее непрерывным процессом.
Известны несколько способов создания композитной трубы большой длины (непрерывной трубы). Например, используется поточная линия намоточных машин, которые наматывают сухие волокна или предварительно пропитанную ленту из волокна и смолы на гильзу или предыдущий слой для создания слоистой структуры из множества слоев ленты или волокна. Структура композитной трубы может быть либо несвязанной, в которой структурные элементы свободны и структурно не соединены друг с другом, либо так называемой связанной, в которой элементы структурно соединены и формируют твердую структуру. Кроме того, структура композитной трубы может быть основана на термореактивном или термопластическом полимере.
Существенное предварительное натяжение, создаваемое на ленте и/или волокнах в ленте, могло бы быть использовано для создания давления отверждения во время отверждения термореактивного композитного материала или отверждения термопластического композитного материала. После создания слоистого материала такой слоистый материал отверждается посредством нагрева. Для несвязанной трубы отверждение нагревом может быть опущено, и свободные слои могут быть использованы в том виде, как есть, или покрыты экструдированным слоем полимера.
К недостаткам известных композитных труб относятся, например, ограниченное сопротивление внешнему давлению несвязанной трубы, микрорастрескивание трубы из термореактивного пластика, ограниченная ударная прочность трубы из термореактивного пластика, ограниченная химическая устойчивость, ограниченная устойчивость к быстрому снижению давления газа, ограниченная способность намотки на барабан связанной трубы из термореактивного пластика, ограниченное сопротивление внутреннему давлению и т.д.
Кроме того, такие обычные процессы могут потребовать изготовления продукта в течение одного производственного этапа. Также, обычные производственные процессы устанавливают ограничение на время изготовления трубы в случае термореактивного слоистого материала и/или ограничение скорости производства. Кроме того, обычные процессы, как правило, нуждаются в сложном производственном оборудовании.
Кроме того, может возникать необходимость в относительно высоком натяжении, которое может в результате привести к разрыву ленты и/или волокна при приложении предварительного натяжения к ленте и/или волокнам и может привести к относительно высоким остаточным напряжениям в трубе. Использование предварительного натяжения во время производственного процесса подразумевает использование относительно большого угла наматывания волокна и/или ленты. Предварительное натяжение во время процесса может вызвать скручивающую нагрузку на гильзе или основе, которая может деформировать трубу и может отрицательно влиять на качество и/или механическую прочность трубы.
Кроме того, известно, что для изготовления отвержденных термореактивных или термопластических труб или слоистых материалов лента может быть размещена или волокна могут быть размещены без их предварительного натяжения и с ограниченным предварительным натяжением. В области, в которой лента накладывается на изделие, называемой областью зоны контакта, для прикладывания давления к слоистому материалу используется прижимное тело, такое как ролик или башмак, чтобы обеспечить отверждение ленты относительно основания в области зоны контакта.
Пример изготовления непрерывной термопластической композитной трубы описан в документе WO 2006/107196. В публикации WO 2006/107196 раскрыто устройство для изготовления армированной волокном трубы. Ленту наматывают вокруг трубчатой гильзы и одновременно ее прижимают к трубчатой гильзе в зоне контакта прижимным роликом. Таким образом, лента одновременно наматывается и прижимается к трубчатой гильзе. При необходимости может быть применен нагрев ленты в зоне контакта. Следующий слой из ленты может быть намотан на ранее намотанную ленту и прижат к ней. Однако недостатки данного способа заключаются, например, в низком качестве конечного продукта, сложном оборудовании и по-прежнему ограниченной скорости процесса.
Вследствие указанных недостатков обычные композитные трубы не имеют широкого применения, в особенности в открытом море, под водой, в скважинах, при бурении и при работах, связанных с высоким давлением.
Задача настоящего изобретения заключается в обеспечении способа изготовления композитной трубы с относительно большой длинной, который устраняет по меньшей мере один из вышеупомянутых недостатков.
Для решения этой задачи настоящее изобретение обеспечивает способ изготовления непрерывной композитной трубы согласно пункту 1 формулы изобретения.
Настоящее изобретение относится, прежде всего, к процессу изготовления связанной трубы. Связанный или отвержденный слоистый материал имеет лучшие механические характеристики, обладает устойчивостью к сжимающим нагрузкам, таким как внешнее давление, и более устойчиво к быстрому снижению давления газа.
Настоящее изобретение, прежде всего, используется для изготовления термопластической композитной трубы, хотя также возможно использование композиционного термореактивного материала. Другая возможность заключается в использовании канатов из сухих волокон для изготовления сухой волоконной заготовки, в которую вводится полимерная смола при последующем этапе изготовления. Преимущество использования термопластического композитного материала для длинной непрерывной трубы с отвержденной связанной слоистой структурой состоит в более высокой пластичности и допустимого растяжения материала, обеспечивая ударную прочность, возможность наматывания на барабан, остаточное сопротивление и ударную вязкость.
Используя способ согласно настоящему изобретению, можно изготовить непрерывную отвержденную термопластическую композитную трубу. Такая связанная труба имеет лучшее сопротивление внешнему давлению, лучшую стойкость к воздействию внутреннего давления, устойчивость к нагрузкам, которые направлены вне оси относительно направления волокон, лучшую способность наматывания на барабан, чем термореактивная композитная труба. В случае изготовления гильзы, композитного материала и, возможно, материала покрытия из одинакового термопластического полимера все слои могут быть сплавлены вместе, обеспечивая систему труб, которые обладают лучшей устойчивостью к быстрому снижению давления газа, чем обычные композитные трубы, которые либо являются несвязанными, либо комбинируют различные материалы в трубе, что приводит в результате к низкой прочности поверхности контакта между различными материалами.
Например, труба может быть изготовлена с использованием принципа одного материала, означающего, что связующий материал ленты может представлять собой одинаковый или подобный материал трубчатой гильзы и одинаковый с внешним покрытием, образуя в результате лучшее сплавление и отверждение и, следовательно, лучшие характеристики.
Посредством, во-первых, наматывания ленты на трубчатую гильзу и затем, после установки наматывания, отверждения ленты на трубчатой гильзе труба может быть изготовлена прогнозируемым и управляемым образом. Поскольку наматывание и отверждение ленты отделены в пространственном отношении по продольной оси трубчатой гильзы, в отдельной установке наматывания и отдельной установке отверждения оба процесса могут быть выполнены независимо друг от друга, и поэтому ими можно лучше управлять. Фактически, отверждение ленты выполняется отдельно от наматывания ленты. Кроме того, посредством отделения установки наматывания и установки отверждения можно получить более простое устройство, которое может быть довольно компактным. Такое упрощенное устройство может быть надежнее, достаточно простым в обслуживании и, следовательно, может быть экономически эффективнее.
Путем отверждения ленты на трубчатой гильзе, такая лента одновременно и в том же месте прижимается к трубчатой гильзе или ранее намотанному слою из ленты и нагревается, в то время как трубчатая гильза поступательно перемещается. Давление и нагрев прикладываются в одном и том же месте и одновременно по меньшей мере к ленте, в то время как труба поступательно перемещается. По меньшей мере слой из ленты прижимается и нагревается для скрепления с трубчатой гильзой или с ранее намотанным слоем из ленты. Предпочтительно нижележащая трубчатая гильза или ранее намотанный слой из ленты также может быть нагрета до некоторой степени для улучшения скрепления, то есть нагрев может быть выполнен таким образом, чтобы нагревался не только верхний и последний намотанный слой из ленты, но также нагревалась и верхняя часть нижележащего ранее намотанного слоя из ленты для улучшения скрепления. Кроме того, трубчатая гильза и/или ранее намотанный слой из ленты может быть предварительно нагрета.
Предпочтительно такой процесс представляет собой непрерывный процесс так, чтобы трубчатая гильза поступательно перемещалась при одновременном приложении давления и нагрева в одном и том же месте. Устройства, оказывающие давление и нагрев, устройство сжатия и устройство нагрева, предпочтительно неподвижны относительно поступательно перемещающейся трубы. Так как трубчатая гильза может поступательно перемещаться во время прикладывания давления и нагрева, может быть получена непрерывная труба относительно большой длины. Длина трубы предпочтительно составляет более 20 м, предпочтительнее больше чем 50 м, более предпочтительно больше чем 100 м. Композитная труба может даже обладать длиной один километр или нескольких километров. В качестве альтернативы, поступательное перемещение трубы приостанавливается для отверждения определенной области, после чего труба поступательно перемещается для отверждения следующей области, таким образом, данный процесс становится процессом с чередованием движения-остановки.
Кроме того, при использовании трубчатой гильзы оправка для изготовления композитной трубы может не применяться. Лента наматывается непосредственно на трубчатую гильзу и затем отверждается на трубчатой гильзе для формирования слоя, объединенного с трубчатой гильзой. Более того, слои из ленты могут быть намотаны и отверждены на предыдущем слое из ленты, присутствующем на трубе. Поскольку отсутствует необходимость использования оправки, то нет ограничения на использование множества установок наматывания и отверждения. В обычных процессах получения одноосно ориентированного волокнистого пластика или в обычном процессе наматывания непрерывных нитей («Drostholm») в пределах производственной установки используется оправка, которая удерживается с одной стороны. В таких процессах может быть использована только одна производственная установка. Кроме того, процесс согласно настоящему изобретению может быть выполнен повторно путем повторного выполнения производственного процесса, например посредством поступательного перемещения трубы через производственную установку еще раз. Таким образом, процесс не устанавливает ограничения по толщине композитного слоистого материала, и процесс может быть изменен в зависимости от необходимой толщины.
Поскольку можно получить непрерывную композитную трубу, стыки для соединения отдельных секций трубы могут быть исключены и/или минимизированы, и установка и/или функционирование могут быть осуществлены быстрее.
Предполагается, что трубчатая гильза представляет собой пластмассовую трубчатую гильзу и/или композитную трубу, уже содержащую отвержденные слои из ленты. Предполагается, что композитная лента содержит армированную волокном пластмассовую ленту.
Кроме того, путем отверждения ленты на трубчатой гильзе посредством приложения внешнего давления и нагрева к ленте, и/или трубе, и/или трубчатой гильзе одновременно и в одном и том же положении лента может быть уложена на трубчатую гильзу с очень небольшим или почти никаким предварительным натяжением в ленте и/или в волокнах ленты. К слою из ленты прикладывают по меньшей мере давление и нагрев, однако давлению и нагреву также может подвергаться труба и/или трубчатая гильза. Таким образом, можно получить лучшие механические свойства, чем у способа согласно предшествующему уровню техники, в котором нагрев ленты выполняется независимо от обеспечения давления. В некоторых способах предшествующего уровня техники давление обычно обеспечивается предварительным натяжением ленты во время наматывания ленты на трубу. Впоследствии, для отверждения применяется нагрев. Поскольку предварительное натяжение волокон в ленте может привести к остаточным напряжениям в трубе после отверждения, механические показатели могут быть ниже, чем у трубы, произведенной согласно настоящему изобретению.
Также, в зоне отверждения к слою из ленты и/или слоистому материалу также может быть применено охлаждение затвердения слоистого материала. Затем, зона отверждения может содержать, например, сначала предварительный нагрев, затем одновременное прижатие и нагрев и затем охлаждение. Во-первых, предварительный нагрев может быть применен по меньшей мере частично для нагревания ленты в зоне предварительного нагрева, затем одновременно и в том же месте, в котором происходит нагрев, может быть приложено давление для сплавления слоя из ленты с предыдущим слоем из ленты в зоне сжатия. После этого для затвердения сплавленного слоя из ленты может быть выполнено охлаждение в зоне охлаждения. Посредством обеспечения дополнительного охлаждения скорость производства может быть увеличена. В качестве альтернативы, после зоны отверждения может быть расположена зона охлаждения, обеспечивающая только охлаждение. В зоне отверждения по меньшей мере давление и нагрев прикладываются одновременно и в одном и том же месте. Обеспечение зоны предварительного нагрева и/или зоны охлаждения является необязательным.
Кроме того, можно использовать множество зон отверждения. Каждая зона отверждения содержит одновременное выполнение нагрева и прижатия в одном и том же месте, опционально, охлаждение. Зоны отверждения могут взаимно отличаться по меньшей мере обеспеченным давлением и/или температурой. Например, температура и/или давление может быть увеличена от одной зоны отверждения к другой зоне отверждения.
Кроме того, посредством наматывания ленты с ограниченным предварительным натяжением могут быть возможны различные углы наматывания, и лента может быть уложена на трубчатую гильзу даже с углом приблизительно 0° относительно осевой оси трубчатой гильзы. Таким образом, можно получить улучшенные механические свойства композитной трубы.
Прижатие обеспечивается в области трубчатой гильзы или трубы. Поскольку, в частности, при использовании термопластической неармированной трубчатой гильзы приложение давления по области с использованием высокого местного давления, возможно, могло бы привести к деформации или смятию гильзы. Такой риск смятия может увеличиться с нагревом, который необходимо применять в области отверждения, что временно будет снижать прочность и/или жесткость неармированной гильзы, такая особенность представляет собой отличие от способов предшествующего уровня техники, таких как укладка волокна, в котором ролик или башмак используется в зоне контакта, в которой лента входит в контакт с трубой гильзы. В таких процессах используется только частичный, линейный контакт. Это приводит к небольшой площади, по которой может быть приложено давление. Для обеспечения достаточно высокого отвержающего усилия используются высокие давления.
Предпочтительно во время отверждения лента прижимается к трубчатой гильзе и одновременно нагревается по осевой длине трубы, таким образом, область, по которой происходит прижатие, может быть достаточно большой для обеспечения полного отверждения и/или для обеспечения увеличенной скорости процесса в отличие от предшествующего уровня техники, в котором отверждение выполняется по линейной или небольшой области отверждения, как правило, в или рядом с линией зоны контакта, например роликом или башмаком, прижимающим ленту и/или слоистый материал.
Эффективность изготовления может увеличиваться, поскольку отверждение слоя из ленты на трубчатой гильзе может быть выполнено в достаточно большой области отверждения по осевой длине трубы, которая может быть намного длиннее, чем в обычных способах.
Фактически, ориентация области отверждения не связана с ориентацией ленты, тогда как согласно предшествующему уровню техники небольшая область отверждения у линии зоны контакта или около линии зоны контакта имеет одинаковую ориентацию с лентой, приблизительно перпендикулярно направлению ленты. Таким образом, длина области отверждения может быть увеличена, что может уменьшить требуемое давление для данной скорости производства и обеспечить возможность отверждения без оправки на относительно гибкой трубчатой гильзе.
Дополнительное преимущество состоит в том, что прижимное тело отверждения зависит только от диаметра трубы, а не от угла наматывания, как в случае обычного способа, в котором прижимное тело применяется перпендикулярно направлению ленты. Размеры установки отверждения могут быть относительно легко изменены для различных диаметров труб, для больших диаметров трубы необходим лишь больший размер, например диаметр по меньшей мере прижимного тела.
Предпочтительно, область отверждения также охватывает значительную круговую часть трубы, которая может быть упомянута как осевое круговое отверждение. В предпочтительном варианте реализации область отверждения проходит приблизительно по всей окружности трубчатой гильзы и по предопределенной осевой длине трубы, создавая достаточно большую поверхность отверждения. Слой из ленты может быть подвергнут отверждению по всей наружной поверхности трубчатой гильзы по всей окружности трубы и осевой длине, что может еще повысить скорость обработки. Кроме того, такая особенность гарантирует, что все части слоя из ленты подвергнуты отверждению и что возможность возникновения областей с неотвержденным материалом исключена.
При использовании прижимного тела, в частности гибкого прижимного тела, для прижатия ленты к трубчатой гильзе, лента может быть прижата к трубчатой гильзе по довольно большой площади поверхности в осевом и/или круговом направлении. Кроме того, гибкое прижимное тело может легко адаптироваться к увеличивающемуся диаметру трубы, который становится больше с каждым слоем из ленты, наматываемым до тех пор, пока не будет получен предопределенный диаметр трубы.
Предпочтительно, усилие прижатия ленты к трубчатой гильзе является регулируемым, так, предпочтительно усилие прижатия прижимного тела является регулируемым в отличие от геометрии регулируемого прижимного тела. Прижимное тело с регулируемым усилием прижатия может приспособить неровности на трубчатой гильзе и/или неровную трубчатую гильзу, например, овальную трубчатую гильзу вследствие намотки на барабан.
Прижимное тело с регулируемой геометрией представляет собой, например, твердую матрицу с неизменной геометрией отверстия, что, в случае применения неровной трубчатой гильзы, приводит в результате к разным давлениям по окружности трубы, приводя в результате к трубе худшего качества. Прижимное тело с регулируемым усилием прижатия может представлять собой гибкое прижимное тело, прижимное тело с регулируемой геометрией, установленное на механизм с регулируемым усилием, такой как пружины или приводы, или может образовывать вакуум между трубой и прижимным телом для создания контактного давления.
Обеспечивая внутреннее давление в трубчатой гильзе во время отверждения, внешнее давление, приложенное прижимным телом, может быть приложено эффективнее. Кроме того, внутреннее давление может уменьшить вероятность придания трубчатой гильзе овальной формы, которая возникает вследствие намотки трубы на барабан.
Для отверждения ленты на трубчатой гильзе лента прижимается и нагревается в зоне отверждения одновременно и в одном месте для получения оптимального отверждения или намотки ленты на трубчатой гильзе. Охлаждение может быть использовано для снижения температуры ниже точки плавления термопластической смолы и ее застывания.
Согласно настоящему изобретению нагрев выполняется в зоне отверждения одновременно с прижатием на определенном расстоянии после установки наматывания. Нагрев может быть выполнен не напрямую, например посредством инфракрасного излучения, газа, горячего воздуха, электромагнитной индукции, лазера, микроволн, либо напрямую контактным нагревом. Предпочтительно лента нагревается контактным нагревом для минимизации потерь и максимального увеличения теплообмена между нагревательным устройством и лентой.
Предпочтительно прижимное тело нагревается нагревательным устройством и обеспечивает контактный нагрев для передачи тепла трубе, в течение контакта с трубой, при одновременном прижатии. В течение прижатия прижимного тела тепло может быть передано ленте для расплавления ленты и/или компонентов ленты с целью отверждения слоя из ленты на трубчатой гильзе. Посредством нагрева прижимного тела давление и нагрев могут быть приложены к ленте и/или трубе преимущественно одновременно и в одном и том же месте.
Кроме того, для отверждения слоистой структуры под давлением может быть использовано охлаждение. Для охлаждения также предпочтительно использовать контакт для обеспечения оптимального теплообмена. В установке отверждения может быть использовано множество зон отверждения с различными усилиями прижатия и температурами, как для нагрева, так и для охлаждения.
Слипание ленты с трубчатой гильзой и/или предыдущим слоем из ленты обычно достигается без применения клеевого граничного слоя. В дополнение к нагреву в зоне отверждения в самой зоне отверждения или до нее может быть предусмотрен предварительный нагрев.
В области зоны контакта может быть применено использование местного ролика или башмака для способствования первому отверждению ленты на трубчатой гильзе в комбинации с вышеупомянутой зоной отверждения для прижатия и нагрева после установки наматывания. Обычно указанная область зоны контакта расположена в установке наматывания.
Лента может быть намотана по спирали с углом относительно продольного направления трубчатой гильзы на трубчатую гильзу, однако лента также может быть уложена на трубчатую гильзу в осевом направлении под углом приблизительно 0°, так как лента наматывается на трубчатую гильзу с минимальным или почти отсутствующим предварительным натяжением в ленте.
Предпочтительно на трубчатую гильзу наматывается следующий слой из ленты. Таким образом, на трубчатую гильзу может быть намотано множество слоев из ленты для создания композитной трубы, После намотки каждого слоя из ленты слой из ленты может быть отвержден. Кроме того, несколько слоев из ленты могут быть намотаны друг на друга, и эти несколько слоев из ленты затем могут быть одновременно отверждены. Предпочтительно каждый слой из ленты отверждается по отдельности. В качестве альтернативы, несколько, максимум шесть, слоев из ленты могут быть намотаны и отверждены вместе. В отличие от способов предшествующего уровня техники не все слои из ленты могут быть намотаны заранее и, затем, все одновременно отверждены. Согласно настоящему изобретению предпочтительно каждый слой из ленты, альтернативно несколько слоев из ленты, наматываются и затем отверждаются. После отверждения предыдущего слоя из ленты выполняется намотка и отверждение следующего слоя из ленты. При повторном поступательном перемещении трубы через производственную установку для наматывания и отверждения следующего слоя из ленты на ранее намотанный слой из ленты может быть получена достаточно прочная труба, так как каждый слой из ленты отдельно отвержден и связан с ранее намотанным и отвержденным.
Если слой из ленты наматывается и отверждается на предыдущем закрепленном с образованием цельной конструкции слое из ленты, то труба уже имеет определенные механические характеристики и структурную жесткость и уже может быть нагружена во время производства, например, на такую трубу может быть намотан каждый слой из ленты. Не обязательно сначала изготавливать всю трубу прежде, чем труба сможет быть обмотана. Таким образом, вся труба может быть изготовлена в несколько этапов. После первого этапа поступательного перемещения с наматыванием и отверждением на трубчатой гильзе на следующем этапе поступательного перемещения на предыдущий слой из ленты может быть намотан и отвержден следующий слой из ленты. Посредством повторения последующих этапов поступательного перемещения, пока не будет уложено достаточное или предопределенное количество слоев из ленты, можно получить конечный продукт в виде непрерывной трубы. Процесс может быть расширяемым, при наличии одной производственной установки может быть уложено множество слоев из ленты, и конечный продукт может быть изготовлен полностью. Кроме того, при использовании способа и устройства согласно настоящему изобретению для изготовления непрерывных труб различных диаметров может быть использована одна производственная установка, которая, таким образом, обладает универсальным применением.
В одном из вариантов реализации трубчатая гильза и/или лента выполнена из термопластического материала и/или содержит термопластический материал для улучшения слипания ленты с трубчатой гильзой и/или для улучшения характеристик гибкости трубы. Аналогично, лента и/или трубчатая гильза может быть выполнена из термореактивного материала или в сухой волоконной форме, с возможностью стабилизации порошком из связующего вещества.
Настоящее изобретение дополнительно относится к устройству для изготовления непрерывной композитной трубы. Устройство содержит отдельную установку наматывания и отдельную установку отверждения. В установке наматывания лента наматывается на трубчатую гильзу для формирования слоя из ленты. В установке отверждения слой из ленты отверждается на трубчатой гильзе посредством одновременного прижатия и нагрева слоя из ленты в одном и том же месте, то есть давление и нагрев прикладывают к слою из ленты в одном месте во время поступательного перемещения трубчатой гильзы.
Могут быть обеспечены отдельное устройство прижатия и отдельное нагревательное устройство, которые расположены таким образом, что в одном месте одновременно могут быть приложены давление и нагрев. В качестве альтернативы и/или дополнения, устройство прижатия может быть нагрето для обеспечения одновременно и в одном месте давления и нагрева. Дополнительные преимущества вариантов реализации представлены в зависимых пунктах формулы изобретения.
Настоящее изобретение дополнительно будет объяснено на основе типовых вариантов реализации, которые представлены на чертеже. Типовые варианты реализации представлены в качестве неограничивающей иллюстрации настоящего изобретения.
На чертежах:
на фиг.1 показано схематическое изображение первого варианта реализации устройства согласно настоящему изобретению;
на фиг.2 показано схематическое изображение второго варианта реализации устройства согласно настоящему изобретению; и
на фиг.3 показано схематическое изображение физического разделение наматывания и отверждения ленты.
Следует отметить, что на чертежах приведены только схематические изображения вариантов реализации настоящего изобретения, которые даны в качестве неограничивающих примеров. На данных чертежах одинаковые или соответствующие части обозначены одинаковыми ссылочными номерами.
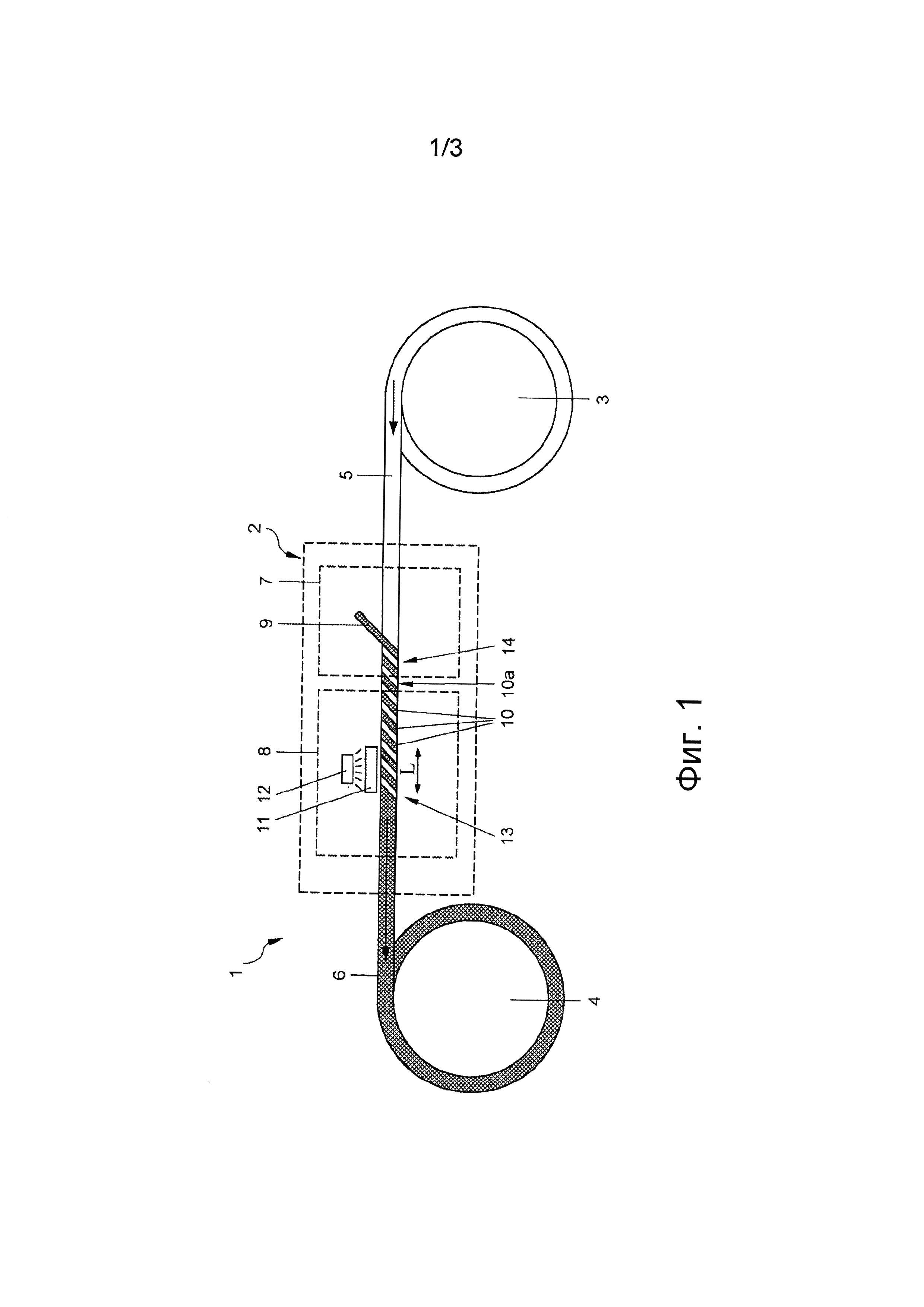
На фиг.1 представлено схематическое изображение устройства 1 согласно настоящему изобретению. Устройство 1 для изготовления непрерывной композитной трубы содержит производственную установку 2 и два барабана 3, 4. Пластиковая, предпочтительно термопластическая, трубчатая гильза 5 намотана на барабан 3. В течение производства композитной трубы 6 трубчатая гильза 5 поступательно перемещается через производственную установку 2 и наматывается на барабан 4. Таким образом, может быть получена обмотанная композитным материалом труба 6.
Производственная установка 2 содержит отдельную установку 7 наматывания и отдельную установку 8 отверждения. В установке 7 наматывания композитная, предпочтительно термопластическая, лента 9 укладывается поверх трубчатой гильзы 5 для формирования слоя из ленты на трубчатой гильзе 5 в зоне 14 наматывания. Лента может представлять собой армированную волокном ленту. Лента 9 может быть уложена траекториями 10 приблизительно рядом друг с другом, формируя слой 10а из ленты. Допускается небольшой зазор между траекториями 10 ленты, или допустимо небольшое перекрытие между траекториями 10 ленты. В идеале, траектории 10 ленты упираются торцами друг в друга.
На расстоянии после установки 7 наматывания далее по технологической цепочке размещена установка 8 отверждения. В установке 8 отверждения слой 10а из ленты крепится на трубчатой гильзе 5 посредством одновременного прижатия и нагрева в одном и том же месте. Одновременное прижатие и нагрев обеспечиваются в одном месте, в данном случае в зоне 13 отверждения, при поступательном перемещении трубчатой гильзы 5 через установку 8 отверждения. Прижатие и нагрев слоя 10а из ленты выполняются в одном и том же месте и одновременно в зоне 13 отверждения, таким образом, может быть получено оптимальное сплавление слоя 10а из ленты с трубчатой гильзой 5. Обеспечивая отверждение слоя 10а из ленты на трубчатой гильзе 5 на некотором расстоянии после зоны 14 наматывания, можно достичь управляемого процесса.
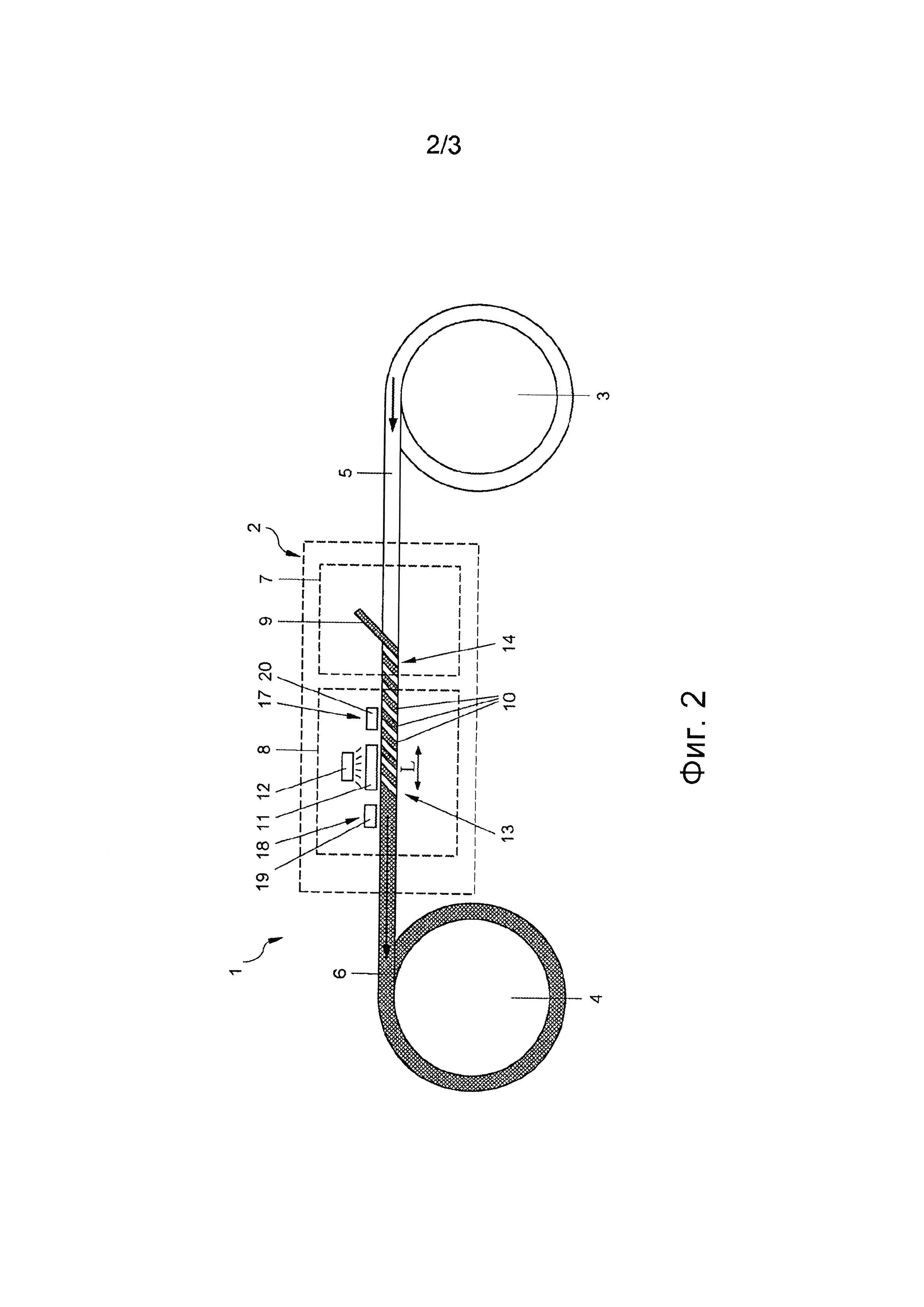
На фиг.2 показан другой вариант реализации настоящего изобретения, в котором дополнительно обеспечены охлаждающая зона 18 и зона 17 предварительного нагрева. В охлаждающей зоне 18 расположено охлаждающее устройство 19, а в зоне 17 предварительного нагрева расположено устройство 20 предварительного нагрева. Во-первых, в зоне 17 предварительного нагрева слой 10а из ленты может быть предварительно нагрет по меньшей мере частично до состояния плавления, затем для сплавления слоя 10а из ленты с предыдущим слоем к нему может быть приложено давление и нагрев в зоне 13 отверждения. После этого для отвердения сплавленного слоя из ленты его можно охладить в охлаждающей зоне 18. Кроме того, может быть обеспечено множество зон 13 отверждения, например, в той же самой установке отверждения или во множестве установок отверждения. Возможно множество различных вариантов.
Для отверждения слоя 10а из ленты на трубчатой гильзе 5 обеспечены прижимное тело 11 и нагревательное устройство 12. В примерах, показанных на фиг.1 и фиг.2, прижимное тело 11 неподвижно относительно трубы, и/или трубчатой гильзы, и/или ленты. Кроме того, в показанных вариантах реализации нагревательное устройство 12 неподвижно относительно трубы, и/или трубчатой гильзы, и/или ленты.
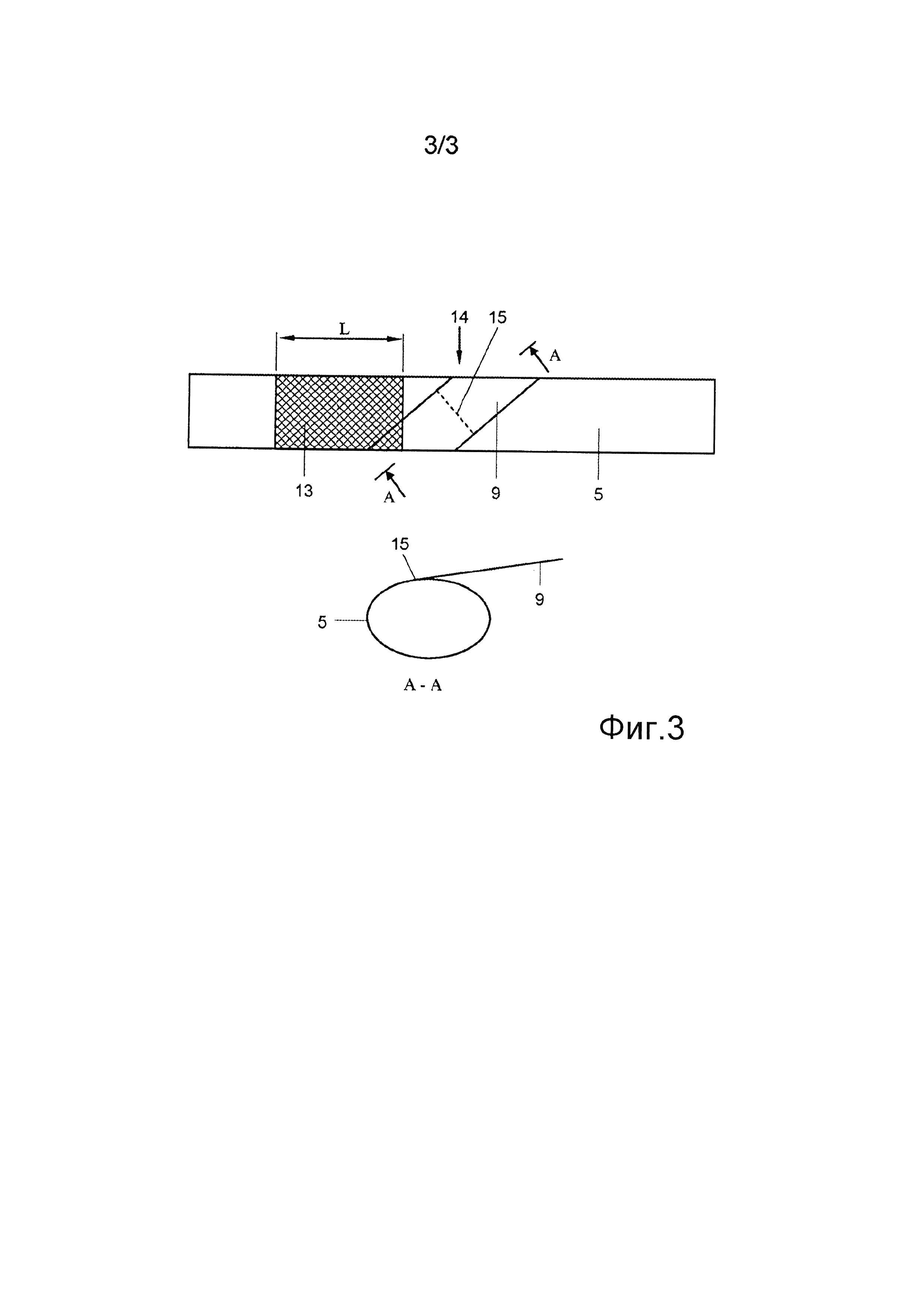
На фиг.3 показано, что закрепление с образованием цельной конструкции происходит в зоне 13 отверждения на определенном расстоянии после зоны 14 наматывания. В зоне 14 наматывания лента 9 наматывается на трубчатую гильзу 5, причем место, в котором лента 9 соприкасается с трубчатой гильзой 5, обычно именуется линией 15 зоны контакта. Отдельным этапом от наматывания ленты 9 является отверждение ленты 9, которое происходит в зоне 13 отверждения установки 8 отверждения. Отверждение ленты 9 на трубчатой гильзе 5 посредством одновременного прижима и нагрева в одном и том же месте выполняется предпочтительно по области отверждения, проходящей по осевой длине L трубчатой гильзы 5 и, предпочтительно, по окружности трубчатой гильзы 5. В зависимости от вида прижимного тела зона отверждения, т.е. наружная поверхность трубчатой гильзы, к которой прикладывается давление и нагрев, проходит по части окружности или по всей окружности трубчатой гильзы.
Давление предпочтительно прикладывается по осевой длине трубчатой гильзы и/или по круговой части трубчатой гильзы Предпочтительно в течение прижатия прижимным устройством трубчатая гильза 5 также подвергается внутреннему давлению для минимизации риска смятия трубчатой гильзы 5.
При приложении усилия прижатия в зоне отверждения, одновременно и в том же самом месте применяется нагрев. Нагрев может быть обеспечен нагревательным устройством 12, которое может нагревать трубчатую гильзу непосредственно, например, нагревательное устройство 12 нагревает ленту и/или трубчатую гильзу, или не напрямую, например, нагревательное устройство 12 нагревает прижимное тело 11, которое, в свою очередь, нагревает ленту и/или трубчатую гильзу. Нагревательные устройства могут быть размещены неподвижно относительно ленты и/или трубчатой гильзы. Кроме того, нагревательное устройство может быть объединено с устройством прижатия, например нагреваемым башмаком, который может оказывать давление на ленту и/или трубчатую гильзу.
Нагрев предпочтительно выполняется по осевой длине трубчатой гильзы и/или по круговой части трубчатой гильзы. Предпочтительно нагретая область приблизительно равняется области, к которой приложено усилие прижатия. Посредством нагрева трубчатой гильзы 5 и/или ленты 9 сплавление ленты 10а с трубчатой гильзой 5 может быть улучшено.
Предпочтительно трубчатая гильза 5 и/или лента 9 нагреваются посредством контактного нагрева для увеличения теплообмена к ленте и/или трубчатой гильзе и повышения сплавления между лентой 9 и трубчатой гильзой 5. Предпочтительно прижимное тело 11 само подвергается нагреву. Путем прижатия нагретого прижимного тела 11 к ленте 9 и трубчатой гильзе 5 лента 9 и трубчатая гильза 5 нагреваются. Подобным образом может быть выполнено охлаждение.
Предпочтительно изготовление композитной трубы представляет собой непрерывный процесс, означая, что во время поступательного перемещения трубчатой гильзы 5 через производственную установку 2 лента 9 отверждается на трубчатой гильзе 5. Во время отверждения прижимное тело 11 неподвижно и находится в контакте с лентой 9 для прижатия ленты 9 к трубчатой гильзе 5.
Дополнительный слой из ленты может быть намотан на трубчатую гильзу 5 поверх слоя из ленты, уже имеющегося на трубчатой гильзе 5. Например, после производственной установки 2 может быть обеспечена дополнительная производственная установка 2. Кроме того, когда на барабане 3 отсутствует трубчатая гильза 5, а труба 6 намотана на барабан 4, то барабаны 3, 4 могут быть поменяны, и процесс может начаться снова. Таким образом, на следующем этапе поступательного перемещения труба может быть поступательно перемещена еще раз через производственную установку 2. Затем дополнительный слой из ленты наматывается поверх существующего слоя из ленты при повторной обработке трубчатой гильзы 5 в производственной установке 2. На трубчатую гильзу 5 может быть намотано множество слоев из ленты, например, может быть намотано до 40 слоев из ленты или более, пока не будет достигнута необходимая толщина для получения конечного продукта.
Предпочтительно каждый слой из ленты отверждается по отдельности, и последующий слой из ленты наматывается после отверждения предыдущего слоя из ленты, например, при повторном поступательном перемещении трубы через производственную установку. В качестве альтернативы и/или дополнения, несколько, максимально шесть, слоев из ленты могут быть намотаны и могут быть отверждены совместно, в отличие от предшествующего уровня техники, в котором все слои из ленты наматываются заранее и отверждаются одновременно.
Множество различных вариантов реализации станет очевидно для специалиста в данной области техники. Следует понимать, что прижимное тело может иметь различные варианты реализации, например содержать ролики, каретки, расширяемые жидкие тела и т.д. Следует понимать, что нагревательное тело может иметь различные варианты реализации, включая прямой нагрев или не прямой нагрев, например нагрев газом, горячим воздухом, инфракрасным излучением, электромагнитной индукцией, микроволнами и т.д. Все такие разновидности охватываются объемом настоящего изобретения, который определен в приложенной формуле изобретения.
Реферат
Изобретение относится к способу и устройству изготовления непрерывной композитной трубы. Способ включает поступательное перемещение трубчатой гильзы через производственную установку. Установка содержит установку наматывания и установку отверждения, расположенную на расстоянии после установки наматывания. Наматывают композитную ленту на трубчатую гильзу в установке наматывания для формирования слоя из ленты. Закрепляют с образованием цельной конструкции композитную ленту на трубчатой гильзе в зоне отверждения установки отверждения путем прижатия и нагрева ленты. Изобретение обеспечивает повышение физико-механических свойств изделий. 2 н. и 6 з.п. ф-лы, 3 ил.
Формула
- поступательное перемещение трубчатой гильзы через производственную установку, содержащую отдельную установку для наматывания и отдельную установку для отверждения, расположенную на расстоянии далее по технологической цепочке после установки для наматывания;
- наматывание композитной ленты на трубчатую гильзу в установке для наматывания, чтобы сформировать слой из ленты;
- отверждение слоя из композитной ленты на трубчатой гильзе в зоне отверждения установки для отверждения путем одновременного прижатия и нагрева слоя из ленты в одном и том же месте при поступательном перемещении трубчатой гильзы.
причем в каждой зоне отверждения лента одновременно прижимается и нагревается в одном и том же месте.
причем производственная установка содержит установку для наматывания композитной ленты на трубчатую гильзу, чтобы формировать слой из ленты, и установку для отверждения этого слоя из ленты на трубчатой гильзе в зоне отверждения установки для отверждения, которая расположена на расстоянии далее по технологической цепочке после установки для наматывания,
причем зона отверждения содержит устройство для отверждения для одновременного прижатия и нагрева слоя из ленты в одном и том же месте при поступательном перемещении трубчатой гильзы.
Комментарии