Облицовочный материал для трубопровода и способ облицовки трубопровода - RU2650137C2
Код документа: RU2650137C2
Чертежи










Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к: облицовочному материалу для трубопровода; и способу облицовки трубопровода.
ИЗВЕСТНЫЙ УРОВЕНЬ ТЕХНИКИ
Чтобы восстановить существующий устарелый трубопровод, такой как водопровод или водосточная труба, труба для воды для сельскохозяйственных нужд или газопроводная труба, общеизвестны следующие способы: трубчатый облицовочный материал, содержащий жидкую отверждаемую смолу, армированную волокнами, устанавливается на внутреннюю поверхность существующего трубопровода, а затем жидкая отверждаемая смола отверждается таким образом, чтобы создать в трубопроводе прочную облицовочную структуру, включающую в себя смолу, армированную волокнами.
В способе, описанном в патентной литературе 1, для облицовочного материала используется лист материала-основы. Лист материала-основы формируется из нетканых материалов из органических волокон и тканых материалов, изготовленных из стекловолоконных нитей, в котором нетканые и тканые материалы накладываются друг на друга и скрепляются посредством иглопробивания, и лист материала-основы пропитывается жидкой термоотверждающейся смолой. Лист материала-основы сворачивают в трубчатую форму, а обе перекрывающиеся концевые части листа материала-основы в окружном направлении, то есть, обе перекрывающиеся периферические концевые части (образованный наложением внахлест участок) скрепляются друг с другом с помощью термоплавкого клея для того, чтобы сформировать облицовочный материал. Наружная поверхность облицовочного материала состоит из непроницаемого трубчатотканого материала. В способе, описанном в патентной литературе 1, во-первых, трубчатый облицовочный материал устанавливается в трубопроводе по мере того, как инвертируется для того чтобы быть вывернутым наизнанку посредством подачи сжатого воздуха (этап установки). Затем теплоноситель, такой как нагретый воздух или пар, подают внутрь облицовочного материала, и, таким образом, облицовочный материал находится под давлением, оказываемом изнутри при нагревании для того, чтобы увеличить диаметр облицовочного материала (этап увеличения диаметра). Это отверждает жидкую термоотверждающуюся смолу, содержащуюся в облицовочном материале, который находится в тесном контакте с трубопроводом, чтобы сформировать прочную облицовочную структуру на внутренней поверхности трубы.
Список ссылок
Патентная литература
Патентная литература 1: нерассмотренная японская заявка на патент № 086386/2012 (Tokukai 2012-086386)
Сущность изобретения
Техническая проблема
На ФИГ. 16А показан трубопровод Р и облицовочный материал 101, установленный в нем. Облицовочный материал 101 был инвертирован, и таким образом трубчатотканый материал 102, который покрывает наружную поверхность облицовочного материала 101 располагается внутри. Когда облицовочный материал 101 продвигается в трубопроводе P и одновременно инвертируется, образованный наложением внахлест участок 101а облицовочного материала 101 может контактировать с внутренней поверхностью трубопровода P. На прямом участке трубы трубопровода P, менее вероятно, что такой контакт с внутренней поверхностью трубопровода P вызовет отслаивание на образованном наложением внахлест участке 101а, где концевые части скрепляются с помощью термоплавкого клея. Однако когда облицовочный материал 101 продвигается по изогнутому участку (изгибу) трубопровода P, облицовочный материал 101 пытается повернуться в его окружном направлении, как показано на ФИГ. 16В, по причине, которая будет описана позже. В частности, на изогнутом участке с большой кривизной, облицовочный материал 101 всеми силами пытается повернуться в окружном направлении. Если облицовочный материал 101 вращается в трубопроводе P, образованный наложением внахлест участок 101а облицовочного материала 101 вступает в контакт с внутренней поверхностью трубопровода P, что вызывает отслаивание на образованном наложением внахлест участке 101а. Другими словами, образованный наложением внахлест участок 101а облицовочного материала 101 прижимается к внутренней поверхности трубопровода, P и, таким образом, происходит отслаивание. Если увеличение диаметра и отверждение осуществляется на облицовочном материале 101, в котором происходит отслаивание, то это влечет неравномерность диаметра облицовочного материала 101. Следовательно, облицовочный материал 101 не может иметь требуемую толщину, что приводит к проблеме недостаточной прочности.
На ФИГ. 17А показана инверсия участка переднего конца облицовочного материала 101, который инвертируется, если смотреть спереди по отношению к направлению продвижения, в котором продвигается облицовочный материал 101. На ФИГ. 17B показан продольный разрез изогнутого участка трубопровода, в котором происходит установка облицовочного материала. Следующее посвящено случаю, когда облицовочный материал 101 инвертируется с линией 103 переднего края инверсии, проходящей в направлении вправо и влево (в горизонтальном направлении) в прямом участке трубы трубопровода P, как показано на ФИГ. 17А. Линия 103 переднего края инверсии является линией, которая формируется на участке, где облицовочный материал 101 начинает выворачиваться наизнанку. На изогнутом участке, который имеется в составе трубопровода P, показанного на ФИГ. 17A, и изгибающемся с тем, чтобы изменить ориентацию трубопровода P от горизонтального направления к вертикальному направлению, инверсия легко продвигается потому, что линия 103 переднего края инверсии продолжает прохождение в горизонтальном направлении, и, следовательно, менее вероятно, что сила, принуждающая облицовочный материал 101 поворачиваться влияет на облицовочный материал 101. На ФИГ. 17B показан облицовочный материал 101 инвертированный в такой изогнутый участок. Как показано, инверсия начинается от нижней половины участка, который представляет собой участок ниже линии 103 переднего края инверсии, и, следовательно, облицовочный материал 101 продвигается без вращения. Однако на изогнутом участке, который входит в трубопровод P и отклоняется вправо или влево, то есть, который отклоняется в горизонтальной плоскости, облицовочный материал 101 пытается вращаться из состояния, где линия 103 переднего края инверсии проходит в вправо и влево (в горизонтальном направлении), как показано на ФИГ. 17А, в состояние, где линия 103 переднего края инверсии проходит в направлении вверх и вниз (в вертикальном направлении), чтобы сделать инверсию легче. Так как это поведение действует как сила, поворачивающая весь облицовочный материал 101, облицовочный материал пытается поворачиваться в окружном направлении трубопровода P в изогнутый участок, в результате чего на образованном наложением внахлест участке 101а происходит отслаивание.
Цель настоящего изобретения состоит в том, чтобы предотвратить отслаивание на обеих перекрывающихся периферических концевых частей (образованных наложением внахлест участках) облицовочного материала, устанавливаемого в трубопроводе.
Решение проблемы
В соответствии с первым аспектом изобретения заявлен облицовочный материал для трубопровода, причем облицовочный материал является инвертируемым для того, чтобы быть вывернутым наизнанку для облицовки трубопровода. Облицовочный материал содержит трубчатый непроницаемый слой; основную часть облицовочного материала, расположенную внутри непроницаемого слоя, причем основная часть облицовочного материала преобразуется в трубчатую форму путем сворачивания листа материала-основы, при этом основная часть облицовочного материала имеет образованный наложением внахлест участок, где обе периферические концевые части основной части облицовочного материала перекрывают друг друга; и трубчатый элемент, расположенный внутри основной части облицовочного материала, при этом диаметр трубчатого элемента больше, чем диаметр основной части облицовочного материала, причем когда трубчатый элемент раздавливают для того, чтобы он стал по существу плоским, трубчатый элемент имеет две стороны, включающие в себя внешнюю сторону, которая входит в контакт с образованным наложением внахлест участком и внутреннюю сторону, которая не входит в контакт с образованным наложением внахлест участком, и при этом трубчатый элемент включает в себя ненатянутый участок или сложенный участок, и при этом ненатянутый участок или сложенный участок расположен на внутренней стороне трубчатого элемента и не контактирует с образованным наложением внахлест участком.
В этом варианте, до инверсии трубчатый элемент находится внутри основной части облицовочного материала. Поэтому, когда облицовочный материал устанавливается в трубопроводе по мере того, как инвертируется для того чтобы быть вывернутым наизнанку, то есть, пока основная часть облицовочного материала и трубчатый элемент инвертируются, трубчатый элемент, который должен быть расположен снаружи, препятствует контакту обеих перекрывающихся периферических концевых частей основной части облицовочного материала с внутренней поверхностью трубопровода. Это предотвращает отслаивание на обеих перекрывающихся периферических концевых частях основной части облицовочного материала, особенно на изогнутом участке трубопровода, где облицовочный материал пытается повернуться в окружном направлении.
Как показано на ФИГ. 1, ненатянутый участок (А) не прихватывается в образованный наложением внахлест участок (2а), когда ненатянутый участок (А) трубчатого элемента (8) распространяется в процессе инверсии или увеличения диаметра, и трубчатый элемент (8) предотвращает отслаивание образованного наложением внахлест участка (2а) (обе перекрывающиеся периферические концевые части) основной части (2) облицовочного материала.
Предпочтительно также, выполнение облицовочного материала таким образом, что основная часть облицовочного материала и трубчатый элемент скреплены друг с другом с возможностью разъединения.
В этом варианте, основная часть облицовочного материала и трубчатый элемент скреплены вместе в один элемент с возможностью разъединения, и поэтому при инвертировании не происходит сдвига между основной частью облицовочного материала и трубчатым элементом. Другими словами, основная часть облицовочного материала не перемещается посредством силы, приложенной к трубчатому элементу, и это гарантирует предотвращение отслаивания на перекрывающихся обеих периферических концевых частях основной части облицовочного материала из-за трубчатого элемента, когда трубчатый элемент инвертируется.
Кроме того, облицовочный материал может быть выполнен таким образом, что внутри основной части облицовочного материала, трубчатый элемент скрепляется с возможностью разъединения с внутренней поверхностью образованного наложением внахлест участка, где обе периферические концевые части основной части облицовочного материала перекрывают друг друга.
В этом варианте, внутри основной части облицовочного материала, трубчатый элемент скрепляется с возможностью разъединения с внутренней поверхностью образованного наложением внахлест участка, где обе периферические концевые части основной части облицовочного материала перекрывают друг друга. Таким образом, в процессе облицовки, можно предотвратить отслаивание с помощью трубчатого элемента в образованном наложением внахлест участке основной части облицовочного материала, в котором обе его перекрывающиеся периферические концевые части перекрывают друг друга, даже в том случае, если трубопровод имеет сложную структуру с большим количеством изогнутых участков.
Кроме того, облицовочный материал может быть выполнен таким образом, что трубчатый элемент является трубчатотканым материалом.
В этом варианте, трубчатый элемент является трубчатотканым материалом, который имеет высокую проницаемость для жидкой термоотверждающейся смолы для пропитки основной части облицовочного материала, и который уменьшает возможность того, что трубчатый элемент деформируется. Таким образом, процесс облицовки совершается стабильно.
Предпочтительно, облицовочный материал может быть выполнен таким образом, что трубчатотканый материал не имеет шва в осевом направлении трубчатотканого материала.
В этом варианте, так как трубчатый элемент не имеет шва в своем осевом направлении, то есть, который не имеет скрепления в осевом направлении, его удлинение в окружном направлении является однородным. Это облегчает выворачивание облицовочного материала наизнанку.
В соответствии с другим вариантом осуществления изобретения, облицовочный материал выполнен так, чтобы непроницаемый слой включал в себя трубчатотканый материал, который соткан из синтетических нитей, причем наружная поверхность трубчатотканого материала покрыта покрытием из термопластичной смолы.
В этом варианте, непроницаемый слой формируется из: трубчатотканого материала; и покрытия из термопластичной смолы на наружной поверхности трубчатотканого материала, т.е. трубчатотканый материал подкрепляется покрытием. Это делает возможным стабильное осуществление инверсии облицовочного материала.
В соответствии с еще одним вариантом осуществления изобретения, периферические концевые части основной части облицовочного материала могут быть скреплены с помощью клея для образования основной части облицовочного материала.
Предпочтительно, клей является термоплавким клеем и, более предпочтительно, клей расположен во множестве параллельных удлиненных областях.
Другим аспектом изобретения является способ облицовки трубопровода, имеющего изогнутый участок, который включает в себя: пропитку облицовочного материала, описанного в любом из вышеуказанных вариантов, отверждаемой смолой; и последующее инвертирование облицовочного материала для облицовки трубопровода.
В этом аспекте, основная часть облицовочного материала и трубчатый элемент, предусмотренный внутри основной части облицовочного материала, инвертируются вместе, чтобы простираться вдоль трубопровода. Таким образом, трубчатый элемент, который расположен снаружи, препятствует при инвертировании контакту образованного наложением внахлест участка основной части облицовочного материала с внутренней поверхностью трубопровода. Это предотвращает отслаивание на образованном наложением внахлест участке основной части облицовочного материала, особенно в изогнутом участке трубопровода.
Полезные эффекты изобретения
В настоящем изобретении, до инверсии трубчатый элемент находится внутри основной части облицовочного материала. Поэтому, когда облицовочный материал устанавливается в трубопроводе по мере того, как инвертируется для того чтобы быть вывернутым наизнанку, то есть, пока, пока основная часть облицовочного материала и трубчатый элемент инвертируются, трубчатый элемент, который должен быть расположен снаружи, препятствует контакту обеих перекрывающихся периферических концевых частей основной части облицовочного материала с внутренней поверхностью трубопровода. Это предотвращает отслаивание на обеих перекрывающихся периферических концевых частях основной части облицовочного материала, особенно на изогнутом участке трубопровода, где облицовочный материал пытается повернуться в окружном направлении.
Краткое описание чертежей
На ФИГ. 1 представлен вид в перспективе облицовочного материала варианта осуществления.
На ФИГ. 2 представлен вид в перспективе листа материала-основы.
На ФИГ. 3 представлен вид в разрезе листа материала-основы.
На ФИГ. 4 представлено увеличенное изображение образованного наложением внахлест участка основной части облицовочного материала, показанного на ФИГ. 1, где обе перекрывающиеся периферические концевые части накладываются друг на друга.
На ФИГ. 5 представлен продольный разрез трубопровода и т.п. в процессе установки облицовочного материала.
На ФИГ. 6 представлено увеличенное изображение участка переднего конца облицовочного материала, показанного на ФИГ. 5.
На ФИГ. 7 представлен участок переднего конца инвертированного облицовочного материала, который устанавливается, если смотреть с передней стороны по отношению к направлению продвижения облицовочного материала.
На ФИГ. 8 представлено увеличенное изображение, показывающее устройство для инверсии и тому подобное.
На ФИГ. 9 показан облицовочный материал в начале инверсии.
На ФИГ. 10 показан облицовочный материал в середине инверсии.
На ФИГ. 11 представлен продольный разрез облицовочного материала, установленного в трубопроводе.
На ФИГ. 12 представлен вид в разрезе по линии XII-XII, показанной на ФИГ. 11.
На ФИГ. 13 представлен вид в разрезе облицовочного материала, диаметр которого увеличился.
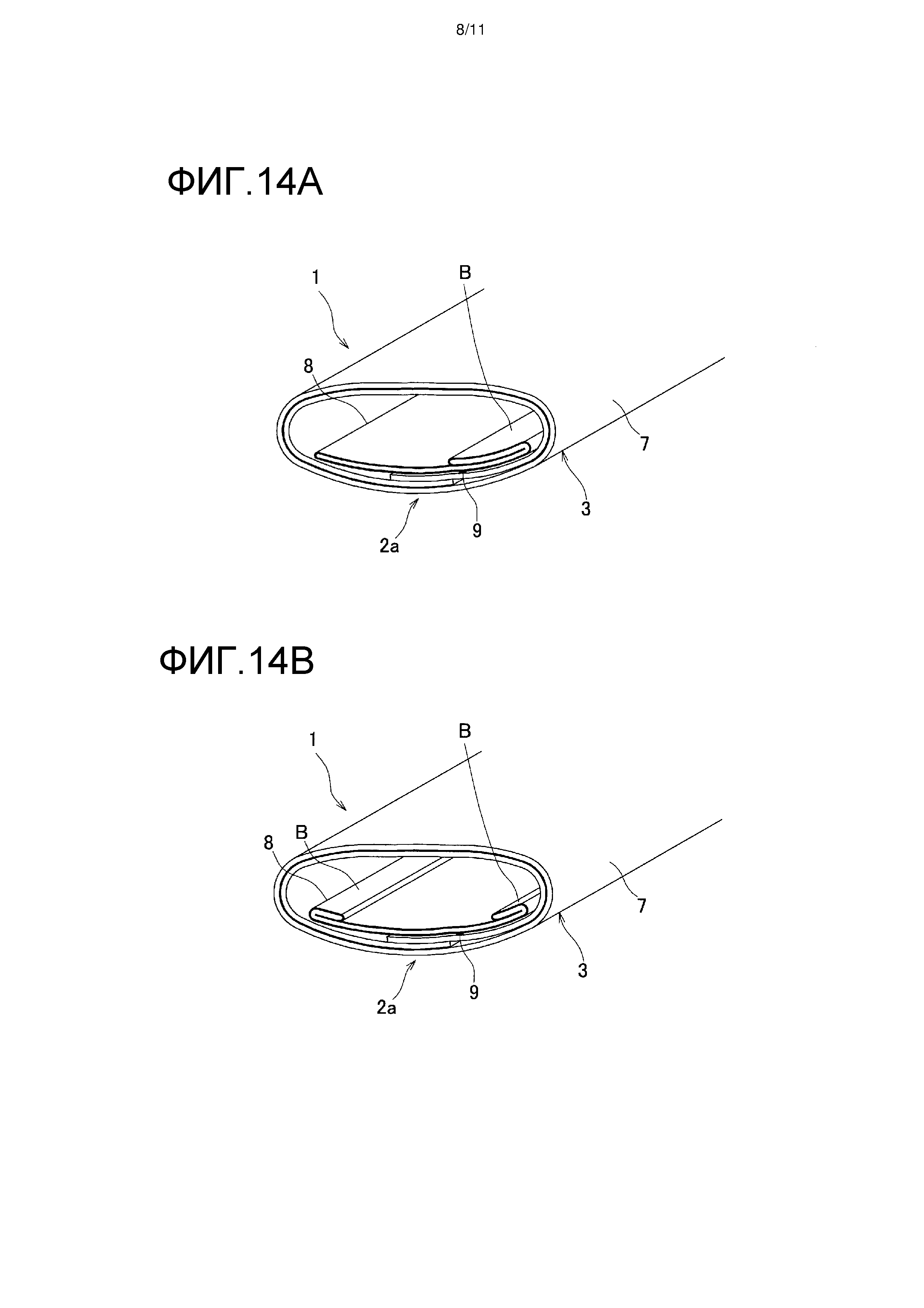
На ФИГ. 14A и 14B представлены виды в перспективе облицовочного материала в результате модификации.
На ФИГ. 154A и 15B представлены виды в перспективе основной части облицовочного материала в результате модификации.
На ФИГ. 16A и 16B представлены схемы, показывающие известный облицовочный материал, установленный в трубопроводе.
На ФИГ. 17A и 17B представлена инверсия участка переднего конца известного облицовочного материала, который инвертируется, если смотреть спереди по отношению к направлению продвижения, в котором продвигается облицовочный материал. На 17B представлен продольный разрез изогнутого участка трубопровода, в котором устанавливается известный облицовочный материал.
Описание вариантов осуществления
Ниже описывается вариант осуществления настоящего изобретения. На ФИГ. 1 представлен вид в перспективе облицовочного материала 1 по этому варианту осуществления. Используется облицовочный материал 1 по этому варианту осуществления, например, для ремонта существующего трубопровода для воды для сельскохозяйственных нужд. Облицовочный материал 1 инвертируется для того, чтобы быть вывернутым наизнанку, чтобы тянуться вдоль подобно трубопроводу. В этом варианте осуществления, объект, который будет ремонтироваться, является трубой для сельскохозяйственных нужд с диаметром трубы приблизительно 700 мм.
Во-первых, будет описана структура облицовочного материала 1. Облицовочный материал 1 включает в себя основную часть 2 облицовочного материала. На ФИГ. 2 представлен вид в перспективе листа 10 материала-основы, образующего основную часть 2 облицовочного материала. На ФИГ. 3 представлен вид в разрезе листа 10 материала-основы. Как показано на ФИГ. 2, лист 10 материала-основы является пластинчатым элементом. Лист 10 материала-основы сворачивается в трубчатую форму, и обе перекрывающиеся периферические концевые части листа 10 материала-основы выкладываются с тем, чтобы перекрыть друг друга в своем окружном направлении, в результате чего образуется основная часть 2 облицовочного материала. Кроме того, как показано на ФИГ. 1, основная часть 2 облицовочного материала в свернутой трубчатой форме вставляется в непроницаемый трубчатотканый материал 3 (непроницаемый слой), покрытый покрытием 7.
Как показано на ФИГ. 3, лист 10 материала основы формируется из множества слоев, которые являются: нетканым материалом 4 из органических волокон, таких как полиэфирное волокно (например, нетканые ткани спанбонд); и жгутовые ткани 5 из стекловолокна (армированные волокном слои), каждая изготовлена посредством ткачества высокопрочного стекложгута. Нетканые материалы 4 и жгутовые ткани 5 из стекловолокна поочередно накладываются друг на друга, и скрепляются вместе посредством иглопробивания. В частности, нетканые материалы 4 соответственно накладываются на обе стороны каждой жгутовой ткани 5 из стекловолокна, и таким образом каждая жгутовая ткань 5 из стекловолокна помещается между неткаными материалами 4.
Обе перекрывающиеся периферические концевые части листа 10 материала-основы, свернутого в трубчатую форму, скрепляются друг с другом с помощью термоплавкого клея 6, причем обе концевые части перекрывают друг друга с тем, чтобы сформировать основную часть 2 облицовочного материала. На ФИГ. 4 представлено увеличенное изображение образованного наложением внахлест участка основной части 2 облицовочного материала, показанного на ФИГ. 1, где обе перекрывающиеся периферические концевые части накладываются друг на друга. Как показано на ФИГ. 4, термоплавкий клей не наносится на всю поверхность одной из концевых частей основной части 2 облицовочного материала, но наносится на него по частям, в частности на множество (два на ФИГ. 4) удлиненных областей на поверхности, причем эти области параллельны продольному направлению трубчатой формы. Затем другая концевая часть основной части 2 облицовочного материала укладывается на поверхность той концевой части, на которую был нанесен термоплавкий клей 6 для того, чтобы скрепить обе концевые части основной части 2 облицовочного материала друг с другом. Следует отметить, что в дальнейшем в этом документе участок, где обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала накладываются друг на друга, будет обозначаться как «образованный наложением внахлест участок 2а».
Следует отметить, что так как для прочности скрепления требуется только чтобы обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала были скреплены друг с другом с возможностью разъединения для того, чтобы предотвратить смещение по отношению друг к другу, когда основная часть 2 облицовочного материала вставляется в трубопровод Р и одновременно инвертируется. Как будет описано позже, когда основная часть 2 облицовочного материала нагревается на этапе увеличения диаметра, который проводится после установки основной части 2 облицовочного материала (облицовочного материала 1) в трубопроводе P, термоплавкий клей 6 размягчается и таким образом, обе скрепленные концевые части высвобождаются.
Трубчатотканый материал 3, показанный на ФИГ. 1 получается, например, путем плетения нитей полиэфирного волокна. Наружная поверхность трубчатотканого материала 3 покрыта покрытием 7 из термопластичной смолы, такой как полиэтилен, полипропилен, нейлон и полиэфир для того, чтобы сделать трубчатотканый материал 3 непроницаемым. В трубчатотканый материал 3, втаскивается и вставляется основная часть 2 облицовочного материала в свернутой трубчатой форме, и тем самым внешняя поверхность основной части 2 облицовочного материала покрывается трубчатотканым материалом 3.
Основная часть 2 облицовочного материала производится, например, с помощью следующих процессов. Во-первых, стекложгуты ткутся на плоско ткацком станке в жгутовые ткани 5 из стекловолокна. Затем жгутовые ткани 5 из стекловолокна и нетканые материалы 4 стекловолокна поочередно накладываются друг на друга и скрепляются вместе посредством иглопробивания, и эту слоистую структуру разрезают для того, чтобы сформировать лист 10 материала-основы, имеющий заданную ширину.
Облицовочный материал 1, согласно настоящему варианту осуществления, дополнительно включает в себя трубчатый элемент 8, который предоставляется внутри основной части 2 облицовочного материала до инвертирования. Трубчатый элемент 8 является трубчатотканым материалом, который не имеет шва в своем осевом направлении (продольном направлении). Для формирования трубчатого элемента 8, нить ткется по кругу на круглоткацком станке, и это делает трубчатый элемент 8 бесшовным в окружном направлении. Затем, как показано в ФИГ. 1, трубчатый элемент 8 располагается на внутренней поверхности образованного наложением внахлест участка 2а основной части 2 облицовочного материала (на внутренней поверхности нижнего участка основной части 2 облицовочного материала) и скрепляется с возможностью разъединения с внутренней поверхностью с помощью термоплавкого клея 9. Термоплавкий клей 9 наносится по частям между основной частью 2 облицовочного материала и трубчатым элементом 8, то есть для того, чтобы вытягивать участки, параллельно продольному направлению. Термоплавкий клей 9 препятствует перемещению трубчатого элемента 8 на листе 10 материала-основы. Трубчатый элемент 8 располагается внутри основной части 2 облицовочного материала с тем, чтобы проходить в продольном направлении основной части 2 облицовочного материала, и, следовательно, окружное направление основной части 2 облицовочного материала такое же, как окружное направление трубчатого элемента 8 . Кроме того, диаметр трубчатого элемента 8 устанавливается большим, чем диаметр основной части 2 облицовочного материала.
Спецификация трубчатого элемента 8 для трубопровода, имеющего внутренний диаметр 700 мм, например, выглядит следующим образом.
(Структура) Основа: полиэфирная нить, 1100T/3 x 1500
Уток: полиэфирная нить, 1100T/3
(Начальный диаметр) 700 мм
(Толщина нетканого материала) 0,9 мм
После того, как трубчатый элемент 8 располагается на основной части 2 облицовочного материала, лист 10 материала-основы сворачивается в трубчатую форму. Затем на поверхность одной периферической концевой части листа 10 материала-основы наносится термоплавкий клей 6, и другая периферическая концевая часть листа 10 укладывается на одну концевую часть для того, чтобы скрепить обе концевые части друг с другом, тем самым формируя основную часть 2 облицовочного материала. В этом процессе, трубчатый элемент 8 располагается так, что, как показано на ФИГ. 1, ненатянутый участок трубчатого элемента 8 не контактирует с образованным наложением внахлест участком 2а, где обе перекрывающиеся периферические концевые части накладываются друг на друга. Более конкретно, трубчатый элемент 8 раздавливают для того, чтобы он стал по существу плоским в основной части 2 облицовочного материала, и, таким образом, чтобы имел две стороны: внешнюю сторону (наружную поверхность), которая входит в контакт с образованным наложением внахлест участком 2а основной части 2 облицовочного материала; и внутреннюю сторону (внутреннюю поверхность), которая не входит в контакт с образованным наложением внахлест участком 2а основной части 2 облицовочного материала. В данном случае ненатянутый участок располагается на внутренней стороне, так что ненатянутый участок не входит в контакт с образованным наложением внахлест участком 2а. Таким образом, в облицовочном материале 1 до инверсии, трубчатотканый материал 3, основная часть 2 облицовочного материала и трубчатый элемент 8 располагаются в таком порядке от внешней поверхности к внутренней. Для размещения трубчатого элемента 8 в основной части 2 облицовочного материала, трубчатый элемент 8 может втаскиваться в основную часть 2 облицовочного материала.
Таким образом, произведенный трубчатый облицовочный материал 1 пропитывается жидкой термоотверждающейся смолой. В этом процессе, жидкую смолу впрыскивают во внутреннее пространство самого удаленного трубчатого элемента 8 для пропитки жидкой термоотверждающейся смолой всего трубчатотканого материала 3, основной части 2 облицовочного материала и трубчатого элемента 8, которые расположены внутри покрытия 7. Для того, чтобы пропитать их с жидкой смолой, может быть применен обычный способ, в котором облицовочный материал 1, в который была введена жидкая термоотверждающаяся смола, сдавливается с помощью прижимного валика. Однако, для более равномерной пропитки, до сдавливания прижимным валиком, предпочтительно выполнение следующего процесса: введение жидкой смолы, имеющей более низкую вязкость, чем у обычно используемой смолы (т.е., жидкой смолы, капающей при нормальной температуре); и затем перемещение основной части 2 облицовочного материала, в которую была введена жидкая смола, в более высокое положение. При этом основная часть 2 облицовочного материала равномерно пропитывается жидкой смолой, а избыточная жидкая смола, приставшая к основной части 2 облицовочного материала удаляется благодаря гравитации. Кроме того, по сравнению со способом, в котором основная часть 2 облицовочного материала сдавливается только с помощью прижимного валика, период времени, необходимый для процесса пропитки смолой, сокращается. Кроме того, в дополнение к вышесказанному он является эффективным для того, чтобы сбросить давление внутри облицовочного материала 1.
Следует отметить, что, если облицовочный материал 1 перемещается после пропитывания смолой, маловязкая жидкая смола может капать. Таким образом, предпочтительно проводить процесс увеличения вязкости (например, нагревание, охлаждение, или т.п.) в зависимости от типа жидкой смолы для того, чтобы повысить вязкость, до перемещения облицовочного материала 1.
Ниже описывается процесс ремонта существующего трубопровода P с использованием описанного выше облицовочного материала 1. Чтобы восстановить трубопровод P с использованием облицовочного материала 1, во-первых, в трубопроводе P, который подлежит ремонту, устанавливается облицовочный материал 1 по мере того, как инвертируется для того чтобы быть вывернутым наизнанку (этап установки). Затем диаметр основной части 2 облицовочного материала из облицовочного материала 1, установленного в трубопроводе P, увеличивается посредством скольжения по окружности обеих перекрывающихся периферических концевых частей основной части 2 облицовочного материала, друг по другу (этап увеличения диаметра). На вышеуказанном этапе увеличения диаметра основная часть 2 облицовочного материала нагревается и находится под давлением, оказываемом изнутри для того, чтобы затвердела жидкая смола, пропитавшая основную часть 2 облицовочного материала, и увеличился диаметр основной части 2 облицовочного материала.
(Этап установки)
Во-первых, будет описан этап установки. На ФИГ. 5 представлен продольный разрез трубопровода P и т.п. в процессе установки облицовочного материала 1. На ФИГ. 6 представлено увеличенное изображение участка переднего конца облицовочного материала 1, показанного на ФИГ. 5. На ФИГ. 7 представлен участок переднего конца инвертированного облицовочного материала 1, который устанавливается, если смотреть с передней стороны по отношению к направлению продвижения облицовочного материала 1. Как показано на ФИГ. 5 - ФИГ. 7, в этом варианте осуществления, сжатый воздух подается в трубчатый облицовочный материал 1, пропитанный жидкой термоотверждающейся смолой и тем самым устанавливает облицовочный материал 1 в трубопроводе P , при этом инвертируя облицовочный материал 1 для того, чтобы вывернуть его наизнанку (способ инверсии).
Как показано на ФИГ. 5, трубопровод Р сообщается с колодцем Q, выходящем на землю, и облицовочный материал 1 устанавливается в трубопроводе P через колодец Q. На ФИГ. 8 представлено увеличенное изображение устройства 21 для инверсии. Следует отметить, что ФИГ. 8 иллюстрирует состояние, в котором облицовочный материал 1 еще не инвертирован. Как показано на фигуре, облицовочный материал 1 намотан на катушку 22 устройства 21 для инверсии, которое предусматривается на грузовике Т на поверхности земли. Кроме того, передний конец облицовочного материала 1 кольцеобразно закреплен ободе 23 раструба устройства 21 для инверсии. То есть, основная часть 2 облицовочного материала, трубчатотканый материал 3 и трубчатый элемент 8 расширяются в радиальном направлении, и закрепляются кольцеобразно на наружной периферийной поверхности обода 23 раструба с помощью, например, металлической ленты (не показано).
В состоянии, показанном на ФИГ. 8, сжатый воздух подается в устройство 21 для инверсии, и затем давление сжатого воздуха прилагается к сложенному участку облицовочного материала 1, закрепленному на ободе 23 раструба. Так как трубчатотканый материал 3, покрывающей внешнюю поверхность основной части 2 облицовочного материала является герметичным, подаваемое давление сжатого воздуха продвигает сложенный участок облицовочного материала 1 в направлении продвижения (справа), и облицовочный материал 1 начинает инвертироваться, как показано на ФИГ. 9. В это время, облицовочный материал 1 продвигается и одновременно отматывается с барабана 22. Затем облицовочный материал 1 удерживается инвертированным пока выдвигается в направлении продвижения, как показано на ФИГ. 10. В результате, как показано на ФИГ. 11, облицовочный материал 1 инвертируется для того, чтобы быть вывернутым наизнанку по всей своей длине и устанавливается в трубопроводе P. Трубчатый элемент 8, основная часть 2 облицовочного материала и трубчатотканый материал 3 располагаются в таком порядке от внешней поверхности к внутренней.
В этом способе инверсии, сжатый воздух продвигает участок переднего конца инвертированного облицовочного материала 1 по трубопроводу P, и это делает относительно легкой установку облицовочного материала 1 в трубопровод P, имеющей изогнутый участок. Кроме того, как описано выше, на этапе установки обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала скрепляются (с возможностью разъединения) друг с другом с помощью термоплавкого клея 6, и это препятствует смещению обеих концевых частей относительно друг друга и тем самым расширяет основную часть 2 облицовочного материала во время выворачивания облицовочного материала 1 наизнанку.
(Этап увеличения диаметра)
Далее, будет дано описание этапа увеличения диаметра. На ФИГ. 12 представлен вид в разрезе по линии XII-XII, показанной на ФИГ. 11. На ФИГ. 13 представлен вид в разрезе облицовочного материала 1, диаметр которого увеличился. После этапа установки (после инверсии), трубчатотканый материал 3 располагается внутри основной части 2 облицовочного материала, и внутренняя поверхность трубчатотканого материала 3 покрывается непроницаемым покрытием 7. Поэтому, путем подачи нагревающей среды, такой как нагретый воздух или пар, в трубчатотканый материал 3, основная часть 2 облицовочного материала находится под давлением, оказываемом изнутри при нагревании, для увеличения диаметра.
На этом этапе увеличения диаметра, облицовочный материал 1 нагревают до температуры отверждения термоотверждающейся смолы (например, от 80 до 100 градусов по Цельсию). При этом процессе, термоплавкий клей 6, скрепляющий с возможностью разъединения обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала размягчается, и, таким образом, его сцепление уменьшается, что позволяет обеим концевым частям основной части 2 облицовочного материала скользить по окружности друг по другу. Следует отметить, что тип термоплавкого клея 6 может быть соответствующим образом определен в зависимости от температуры отверждения жидкой термоотверждающейся смолы. Одновременно с этим нагреванием, основная часть 2 облицовочного материала находится под давлением, оказываемом изнутри при нагревании, и это заставляет обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала скользить по окружности друг по другу для того, чтобы увеличить диаметр основной части 2 облицовочного материала. В результате основная часть 2 облицовочного материала прижимается к внутренней поверхности трубопровода P для того, чтобы вступить в тесный контакт с внутренней поверхностью, и в этом состоянии, термоотверждающаяся смола термически устанавливается. Таким образом, на внутренней поверхности трубопровода P образуется прочная облицовочная структура, в которой термоотверждающаяся смола усиливается высокопрочной жгутовой тканью 5 из стекловолокна.
Как описано выше, облицовочный материал 1 согласно этому варианту осуществления включает в себя трубчатый элемент 8, который предоставляется внутри основной части 2 облицовочного материала до инвертирования. Трубчатый элемент 8, который должен быть расположен снаружи, препятствует контакту обеих перекрывающихся периферических концевых частей (образованный наложением внахлест участок 2а) основной части 2 облицовочного материала с внутренней поверхностью трубопровода P, когда облицовочный материал 1 устанавливается в трубопроводе P по мере того, как инвертируется для того чтобы быть вывернутым наизнанку, то есть, пока трубчатотканый материал 3, основная часть 2 облицовочного материала и трубчатый элемент 8 инвертируются на этапе установки. Это предотвращает отслаивание на обеих перекрывающихся периферических концевых частях основной части 2 облицовочного материала, особенно на изогнутом участке.
Кроме того, диаметр трубчатого элемента 8 больше, чем диаметр основной части 2 облицовочного материала, и поэтому можно инвертировать облицовочный материал 1, чтобы вывернуть его наизнанку, то есть, чтобы инвертировать основную часть 2 облицовочного материала и трубчатый элемент 8, и трубчатый элемент 8 не мешает увеличению диаметра в обеих периферических концевых частях (образованный наложением внахлест участок 2a) инвертированной основной части облицовочного материала.
Кроме того, ненатянутый участок трубчатого элемента 8 не контактирует с образованным наложением внахлест участком 2а, где обе периферические концевые части основной части 2 облицовочного материала перекрывают друг друга. Поэтому, как показано на ФИГ. 1, ненатянутый участок A не прихватывается в образованный наложением внахлест участок 2а, когда ненатянутый участок А трубчатого элемента 8 распространяется в процессе инверсии или увеличения диаметра, и трубчатый элемент 8 предотвращает отслаивание образованного наложением внахлест участка 2а основной части 2 облицовочного материала.
Кроме того, основная часть 2 облицовочного материала и трубчатый элемент 8 скреплены вместе в один элемент с возможностью разъединения, и поэтому при инвертировании не происходит сдвига между основной частью 2 облицовочного материала и трубчатым 8 элементом. Другими словами, основная часть 2 облицовочного материала не перемещается посредством силы, приложенной к трубчатому элементу 8, и это гарантирует предотвращение отслаивания на перекрывающихся обеих периферических концевых частях основной части 2 облицовочного материала из-за трубчатого элемента 8, когда трубчатый элемент 8 инвертируется.
Кроме того, внутри основной части 2 облицовочного материала, трубчатый элемент 8 скрепляется с возможностью разъединения с внутренней поверхностью образованного наложением внахлест участка 2a, где обе периферические концевые части основной части 2 облицовочного материала перекрывают друг друга. Таким образом, в процессе облицовки, можно предотвратить отслаивание с помощью трубчатого элемента 8 в образованном наложением внахлест участке 2a основной части 2 облицовочного материала, в котором обе его перекрывающиеся периферические концевые части перекрывают друг друга, даже в том случае, если трубопровод P имеет сложную структуру с большим количеством изогнутых участков.
Кроме того, трубчатый элемент 8 является трубчатотканым материалом, который имеет высокую проницаемость для жидкой термоотверждающейся смолы для пропитки основной части 2 облицовочного материала, и который уменьшает возможность того, что трубчатый элемент 8 деформируется. Таким образом, процесс облицовки совершается стабильно. Кроме того, когда в качестве трубчатого элемента 8 используется материал неплотного плетения, дополнительно увеличивается проницаемость для жидкой термоотверждающейся смолы в трубчатом элементе 8. Кроме того, поскольку трубчатый элемент 8 является трубчатотканым материалом, который не имеет шва в своем осевом направлении, то есть, который не имеет скрепления в осевом направлении, его удлинение в окружном направлении является однородным. Это облегчает плавную инверсию облицовочного материала 1, чтобы вывернуть его наизнанку, то есть плавную инверсию основной части 2 облицовочного материала и трубчатого элемента 8.
Кроме того, лист 10 материала-основы, включает в себя тканые материалы, изготовленных из стекловолоконных нитей (жгутовую ткань 5 из стекловолокна), и таким образом включает в себя высокопрочные волокна. Таким образом, лист 10 материала-основы имеет высокую прочность, и это позволяет уменьшить общую толщину основной части 2 облицовочного материала (листа 10 материала-основы). Кроме того, каждый тканый материал, изготовленный из стекловолоконных нитей, которая являются высокопрочным волокном, является в частности жгутовой тканью 5 из стекловолокна, и это еще больше повышает прочность основной части 2 облицовочного материала. Теперь, из-за высокой эластичности основной части 2 облицовочного материала, невозможно увеличить периметр основной части 2 облицовочного материала, установленного в трубопроводе P, чтобы он вступил в тесный контакт с внутренней поверхностью трубопровода P. В этом варианте осуществления, диаметр основной части 2 облицовочного материала увеличивается на этапе увеличения диаметра при скольжении обеих перекрывающихся периферических концевых частей основной части 2 облицовочного материала (концевых частей в образованном наложением внахлест участка 2а), и, таким образом, основная часть 2 облицовочного материала вступает в тесный контакте с внутренней поверхностью трубопровода P.
Лист 10 материала основы, формируется из: тканых материалов, каждый из которых изготовлен из стекловолоконных нитей, которые являются высокопрочным волокном (жгутовая ткань 5 из стекловолокна); и нетканых материалов 4 из органических волокон, тканые материалы и нетканые материалы накладываются друг на друга и скрепляются вместе посредством иглопробивания. Каждый нетканый материал 4 имеет структуру, в которой длинные волокна спутаны. Таким образом, если внешняя сила прикладывается к любой из жгутовых тканей 5 из стекловолокна, нетканый материал 4, наложенный и скрепленный с этой жгутовой тканью 5 из стекловолокна посредством иглопробивания, сообщает прочность его стекловолоконным нитям. Это сдерживает проскальзывание нити жгутовой ткани 5 из стекловолокна. Нетканые материалы 4 также предотвращают расползание жгутовой ткани 5 из стекловолокна, изготовленного из стекловолоконных нитей, на ее кромке. Таким образом, внутри канала P выстраивается равномерная и высокопрочная облицовочная структура.
Кроме того, на вышеуказанном этапе увеличения диаметра, основная часть 2 облицовочного материала нагревается и находится под давлением, оказываемом изнутри для того, чтобы отвердить жидкую термоотверждающуюся смолу, которой была пропитана основная часть 2 облицовочного материала при увеличении диаметра основной части 2 облицовочного материала. При этом прочная облицовочная структура конструируется на внутренней поверхности трубопровода P.
Кроме того, обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала в свернутой трубчатой форме (обе концевые части на образованном наложением внахлест участке 2а) скрепляются друг с другом термоплавким клеем 6, причем обе концевые части перекрывают друг друга. Это дополнительно предотвращает отслаивание на перекрывающихся концевых частях. Кроме того, это препятствует смещению обеих концевых частей относительно друг друга и тем самым расширение основной части 2 облицовочного материала, когда облицовочный материал 1 вставляется в трубопровод P на этапе установки. Кроме того, когда основная часть 2 облицовочного материала нагревается и находится под давлением после установки в трубопровод P, термоплавкий клей 6 размягчается, и, таким образом, его сцепление уменьшается. В результате, обе перекрывающиеся периферические концевые части двигаются и скользят друг по другу для того, чтобы увеличить диаметр основной части 2 облицовочного материала, чтобы она вступила в тесный контакт с внутренней поверхностью трубопровода P, и термоотверждающаяся смола отверждается в этом состоянии.
Выше в данном документе был описан вариант осуществления настоящего изобретения. Применение настоящего изобретения не ограничивается приведенным выше вариантом осуществления, и различные модификации и изменения возможны в пределах объема сущности изобретения, как описано, например, ниже.
В описанном выше варианте осуществления, диаметр трубчатого элемента 8 больше, чем диаметр основной части 2 облицовочного материала, и ненатянутый участок трубчатого элемента 8 находится на ее внутренней стороне (внутренней поверхности), которая не контактирует с образованным наложением внахлест участком 2а основной части 2 облицовочного материала. Настоящее изобретение не ограничивается этим, и, как показано на ФИГ. 14А, одна концевая часть трубчатого элемента 8 может быть загнута (сложенный участок B), внутри основной части 2 облицовочного материала, по направлению к внутренней стороне (в направлении внутренней поверхности), которая не контактирует с образованным наложением внахлест участком 2а основной части 2 облицовочного материала. Альтернативно, как показано на ФИГ. 14В, оба концевых участка трубчатого элемента 8 могут быть загнуты (сложенные участки B) внутри основной части 2 облицовочного материала, по направлению к внутренней стороне (в направлении внутренней поверхности), которая не контактирует с образованным наложением внахлест участком 2а основной части 2 облицовочного материала.
В описанном выше варианте осуществления, обе перекрывающиеся периферические концевые части одного листа 10 материала-основы, свернутого в трубчатую форму, скрепляются друг с другом с помощью термоплавкого клея 6, причем обе концевые части перекрывают друг друга с тем, чтобы сформировать основную часть 2 облицовочного материала. Настоящее изобретение не ограничивается этим, и два или несколько листов материала-основы можно использовать для формирования основной части облицовочного материала большего диаметра для трубопровода с большим диаметром. На ФИГ. 15A представлен вид в перспективе основной части 51 облицовочного материала, состоящей из двух листов 52 материала-основы одинакового размера. Как показано на ФИГ. 15А, обе перекрывающиеся периферические концевые части одного из двух листов 52 материала-основы соответственно скреплены с обеими перекрывающимися периферическими концевыми частями другого с помощью термоплавкого клея 53, причем каждая пара концевых частей перекрывает друг друга. Что касается прочности скрепления на одном образованном наложением внахлест участке 51а, где перекрывающиеся концевые части должны скользить друг по другу для увеличения диаметра, то требуется только, чтобы эти концевые части скреплялись друг с другом с возможностью разъединения для того, чтобы предотвратить смещение по отношению друг к другу. Таким образом, термоплавкий клей 53 наносится по частям на две удлиненные области, которые параллельны продольному направлению трубчатой формы. Что касается прочности скрепления на другом образованном наложением внахлест участке 51b, перекрывающиеся концевые части должны быть скреплены друг с другом таким образом, чтобы быть зафиксированными, и поэтому термоплавкий клей 53 наносится на четыре удлиненных области параллельно продольному направлению трубчатой формы. Таким образом, в основной части 51 облицовочного материала образованного двумя листами 52 материала-основы, концевые части на одном образованном наложением внахлест участке 51а из двух образованных наложением внахлест участков 51а и 51b скользят друг по другу, в то время как концевые части на другом образованном наложением внахлест участке 51b остаются зафиксированными. Два образованных наложением внахлест участка 51а и 51b располагаются под углом 180 градусов относительно друг друга. Когда используются три листа материала-основы одного и того же размера, аналогично сказанному выше, листы объединяются в трубчатую форму, причем каждая пара периферических концевых частей перекрывает друг друга, и каждая пара пересекающихся по окружности концевых частей скрепляется друг с другом с помощью термоплавкого клея. В этом случае, концевые части на одном из образованных наложением внахлест участков скользят друг по другу, но концевые части на оставшихся двух образованных наложением внахлест участков остаются неизменными. Три образованных наложением внахлест участка расположены с интервалом приблизительно 120 градусов.
На ФИГ. 15В представлена основная часть 51 облицовочного материала, показанного на ФИГ. 15A, перевернутая вверх дном, в которой трубчатый элемент 8 располагается на внутренней поверхности основной части 51 облицовочного материала. Также в этом случае, предпочтительно, чтобы трубчатый элемент 8 был скреплен с возможностью разъединения с основной частью 51 облицовочного материала термоплавким клеем 9. На ФИГ. 15В, термоплавкий клей 9 наносится на два участка для того, чтобы скрепить их.
В описанном выше варианте осуществления трубчатый элемент 8 является трубчатотканым материалом; однако, трубчатый элемент 8 может быть выполнен из другого материала, например, из нетканого материала. Кроме того, трубчатый элемент 8 является нетканым материалом, который не имеет шов в своем осевом направлении; однако, трубчатый элемент 8 может иметь шов в осевом направлении, т.е., не должен быть бесшовным.
В описанном выше варианте осуществления, жидкая отверждаемая смола, с помощью которой пропитывают облицовочный материал 1, является термоотверждающейся смолой. Однако жидкая отверждаемая смола не ограничивается этим, и можно использовать УФ-отверждаемую смолу или смолу, отверждающуюся в естественных условиях. Однако, в случае, если облицовка осуществляется через два этапа, этапа установки и этапа увеличения диаметра, как в описанном выше варианте осуществления, предпочтительно использовать жидкую термоотверждающуюся смолу, так что отверждение жидкой отверждаемой смолы и размягчение термоплавкого клея 6 (расцепления скрепления) могут быть проведены одновременно.
В описанном выше варианте осуществления, обе перекрывающиеся периферические концевые части основной части 2 трубчатого облицовочного материала скрепляются друг с другом с помощью термоплавкого клея 6. Однако, обе концевые части могут быть скреплены другим способом, например, с помощью прошивания. Следует отметить, что, если обе концевые части скрепляются с помощью прошивания, обе концевые части должны скрепляться относительно свободно, так чтобы прошитый участок мог быть разорван, когда давление изнутри прилагается к основной части 2 облицовочного материала на этапе увеличения диаметра.
Кроме того, практически нет необходимости скреплять обе перекрывающиеся периферические концевые части основной части 2 облицовочного материала друг другом, когда нет возможности делать это, благодаря высокому коэффициенту трения между обеими перекрывающимися периферическими концевыми частями, например, основная часть 2 трубчатого облицовочного материала значительно увеличивается, когда облицовочный материал 1 устанавливается в трубопровод P.
Кроме того, инверсия и увеличение диаметра могут быть выполнены одновременно, например, при ремонте водопровода или тому подобного. В этом случае, обе перекрывающиеся периферические концевые части основной части 2 трубчатого облицовочного материала (концевые части в образованном наложением внахлест участке 2а) скрепляются друг с другом с помощью термоплавкого клея 6 относительно слабо (например, уменьшается расход термоплавкого клея 6). Затем скрепление расцепляется посредством давления, приложенного для инверсии, и, таким образом, перекрывающиеся концевые части скользят друг по другу. Таким образом, инверсия и увеличение диаметра выполняются одновременно, и основная часть 2 облицовочного материала вступает в тесный контакт с внутренней поверхностью трубопровода P. С этим одновременным выполнением инверсии и увеличения диаметра для того, чтобы облицовочный материал 1 вступил в тесный контакт с трубопроводом Р, можно предотвратить, например, поступление воды снаружи существующей трубы, что может вызвать недостаточное нагревание термоотверждающейся смолы, и, следовательно, не будет отверждения. Кроме того, можно вытеснить вперед воду, застоявшуюся в трубопроводе P, параллельно с инверсией и увеличением диаметра.
В описанном выше варианте осуществления, трубчатотканый материал 3, покрытый покрытием 7, используется в качестве непроницаемого слоя. Непроницаемый слой не ограничивается этим, и пластиковая трубка относительно большой толщины (порядка 100 мкм) может альтернативно использоваться в качестве непроницаемого слоя. В этом случае можно удалить непроницаемый слой после того, как трубопровод будет облицован.
Описанный выше вариант осуществления имеет дело со случаем, когда настоящее изобретение используется для ремонта существующего трубопровода. Однако облицовочный материал может устанавливаться для укрепления трубопровода, независимо от того, является ли существующей трубопровод новым или нет.
Лист 10 материала основы, составляющий основную часть 2 облицовочного материала не ограничивается тем, что описано в приведенном выше варианте осуществления. Лист 10 материала основы, может быть структурирован следующим образом.
В листе 10 материала основы описанного выше варианта осуществления, нетканые материалы 4 накладываются соответственно на обе стороны каждой жгутовой ткани из стекловолокна 5, и каждая жгутовая ткань 5 из стекловолокна помещается между двумя неткаными материалами 4. Однако нетканый материал 4 может быть наложен только на одной из двух сторон каждой жгутовой ткани 5 из стекловолокна. Эта структура также обеспечивает эффект предотвращения проскальзывания нити в жгутовой ткани 5 из стекловолокна, или предотвращения расползания на кромке.
Кроме того, нетканый материал, изготовленный из стекловолоконных нитей, не ограничивается жгутовой тканью из стекловолокна, образованной стекложгута, изготовленного из параллельных стекловолоконных нитей. Можно использовать стеклоткань, изготовленную путем ткачества крученых стекловолоконных нитей.
Лист материала-основы не должен иметь слоистую структуру, в которой тканый материал (ы), изготовленный из стекловолоконных нитей, и нетканый материал (ы) накладываются друг на друга. Например, один или несколько из нетканых материалов 4 может быть пропущены. Например, нетканые материалы 4 и жгутовые ткани 5 из стекловолокна не должны поочередно накладываться друг на друга. Нетканые материалы 4 могут соответственно накладываться только на верхние и нижние стороны стопки жгутовых тканей 5 из стекловолокна. Альтернативно, может не предоставляться никакой нетканый материал 4. Кроме того, армированный волокном слой облицовочного материала не должен быть тканым материалом из стекловолоконных нитей. Например, лист материала-основы может быть листовым формовочным материалом (SMC), в котором высокопрочные короткие волокна диспергированы в жидкой термоотверждающейся смоле.
Кроме того, лист материала-основы включает в себя стекловолоконные нити, которые являются высокопрочными волокнами; однако, лист материала-основы может включать в себя высокопрочные волокна иные, чем стекловолоконные нити, такие как арамидные волокна, высокопрочные полиэтиленовые волокна и высокопрочные полиалилатные волокна.
Список ссылочных позиций
1 облицовочный материал
2, 51 основная часть облицовочного материала
2a, 51a, 51b образованный наложением внахлест участок
3 трубчатотканый материал (непроницаемый слой)
4 нетканый материал
5 жгутовая ткань 5 из стекловолокна
6 термоплавкий клей
7 покрытие
8 трубчатый элемент
10, 52 лист материала-основы
A ненатянутый участок
P трубопровод
Реферат
Группа изобретений относится к облицовочному материалу для трубопровода и к способу облицовки трубопровода. Облицовочный материал инвертируется для того, чтобы быть вывернутым наизнанку для облицовки трубопровода P. Облицовочный материал 1 включает в себя: непроницаемый слой 3; основную часть 2 облицовочного материала, предусмотренного внутри непроницаемого слоя 3. Причем основная часть 2 облицовочного материала преобразуется в трубчатую форму путем сворачивания листа 10 материала-основы, с его обеими периферическими концевыми частями, перекрывающими друг друга; и трубчатый элемент 8, расположенный внутри основной части 2 облицовочного материала. Способ облицовки трубопровода, имеющего изогнутый участок, включает пропитку облицовочного материала и последующее его инвертирование. Технический результат группы изобретений заключается в предотвращении отслаивания на обеих перекрывающихся периферических концевых частях (образованных наложением внахлест участках) облицовочного материала, устанавливаемого в трубопроводе. 2 н. и 8 з.п. ф-лы, 17 ил.
Комментарии