Ферритно-аустенитный сплав и способ изготовления труб из него - RU2247171C2
Код документа: RU2247171C2
Чертежи

Описание
Настоящее изобретение имеет отношение к использованию нержавеющей стали, которую можно определить как легированную ферритно-аустенитную сталь, для труб, предназначенных для прокладки по морскому дну при разработке нефтяных и газовых морских месторождений. Материал, предназначенной для такого применения трубы, должен обладать хорошими коррозионными свойствами в агрессивной хлоридной среде, хорошими механическими и физическими свойствами, хорошими усталостными свойствами, а также хорошей совместимостью с типом рабочей жидкости, которую транспортируют по трубам. Трубы для такого применения изготавливают в виде бесшовных (цельнотянутых) труб, получаемых горячей экструзией (горячим прессованием).
При добыче нефти со дна моря должны быть пробурены скважины со дна моря вглубь в месторождение нефти. На дне моря должен быть установлен блок для управления потоком нефти и для обеспечения непрерывного течения сырой нефти к таким блокам, в которых будет произведено рафинирование и переработка сырой нефти в полезные продукты или полуфабрикаты. В установленном на дне моря блоке имеются среди прочего клапаны, которые должны контролировать отбор (всасывание), давление, расход и т.п., а также соединения труб, которые дают возможность закачки химикатов в нефтяную скважину. Для закачки часто используют метиловый спирт, который предотвращает коагуляцию сырой нефти и образование нежелательных пробок в добычной трубе.
Управление клапанами или соединениями установленного на дне моря блока производят гидравлически или электрически с платформы добычного судна или другого блока, находящегося на поверхности моря или на берегу. Так называемый составной шлангокабель соединяет блок управления с блоками на дне моря. Та часть шлангокабеля, которая пролегает на дне моря, например, между двумя подводными блоками разных мест добычи, именуется статическим шлангокабелем, так как волнение моря оказывает на него относительно незначительное влияние. Та часть шлангокабеля, которая идет со дна моря на поверхность, именуется динамическим шлангокабелем, так как движения в воде и на поверхности моря оказывает на него существенное влияние. Примерами таких движений являются морские течения, перемещения платформы и добычного судна, а также волнообразные движения.
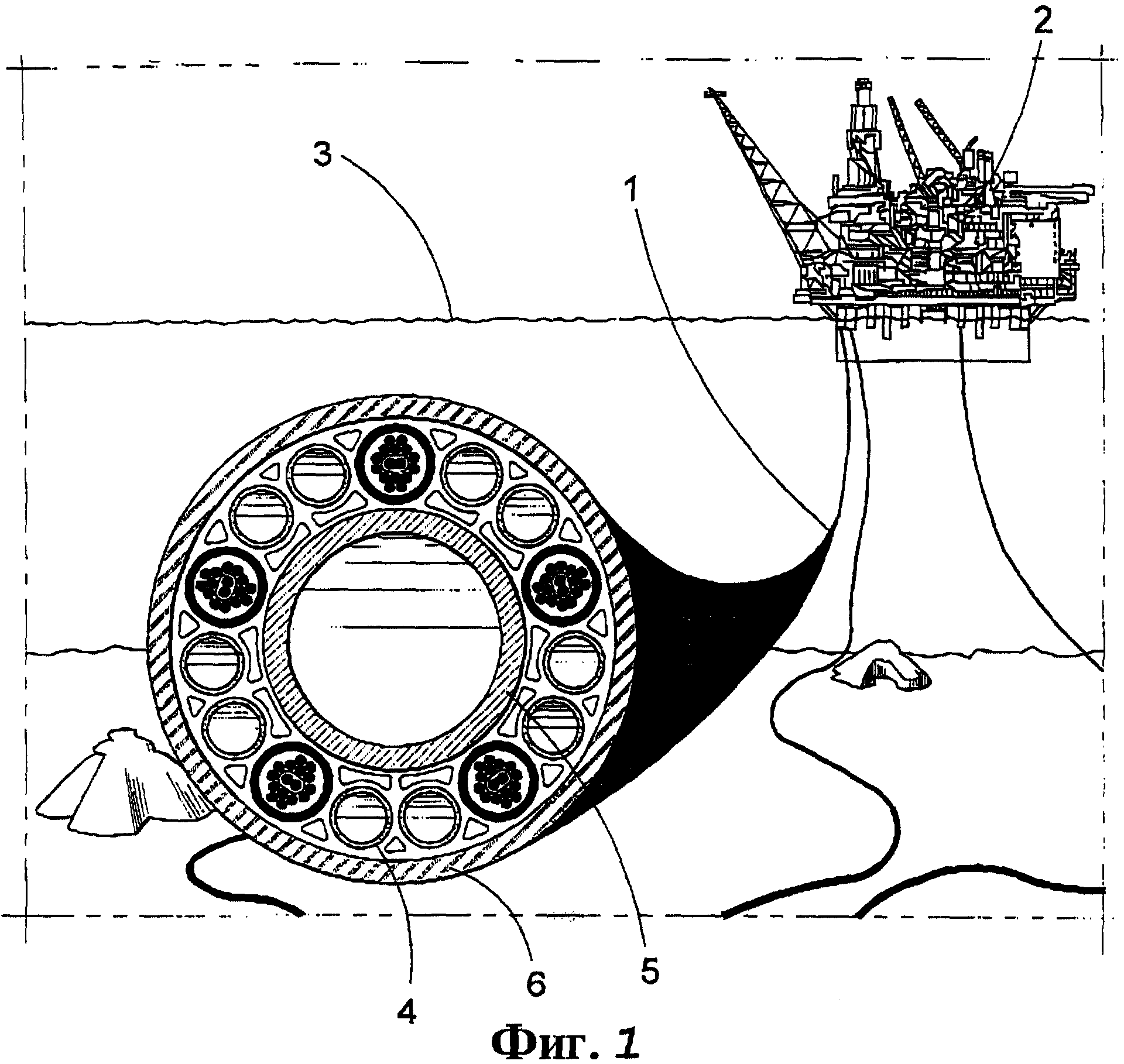
На фиг.1 показан обычный шлангокабель 1, который проложен на дне моря и идет от платформы 2, которая стоит на якорях на поверхности моря 3. В этом шлангокабеле несколько труб 4 для гидравлического и электрического управления собраны вместе с центральной трубой 5 для нагнетания химикатов, таких как метиловый спирт, в пучок труб. Шлангокабель может иметь различную конфигурацию в зависимости от потребностей установленных на дне моря блоков, однако обычно он имеет трубу большего сечения 5 по центру для закачки метилового спирта и трубы меньшего сечения вокруг нее. Часто используют шлангокабель в оплетке 6 из пластика, что позволяет сразу (без подготовки) использовать его для прокладки и ввода в эксплуатацию.
Трубы 4, 5 шлангокабеля в первую очередь должны обладать высокой коррозионной стойкостью и хорошими прочностными свойствами. Материал труб, внешняя поверхность которых окружена морской водой, должен обладать коррозионной стойкостью в морской воде, причем это свойство следует считать наиболее важным, так как морская вода является весьма коррозионной по отношению к нержавеющей стали. Более того, материал должен обладать высокой коррозионной стойкостью к различным коррозионным растворам, которые закачивают в нефтяной фонтан. Материал должен быть совместим с рабочими жидкостями для гидравлических систем, которые используют для гидравлического управления, и не должен загрязнять эти жидкости, так как загрязнение указанных жидкостей примесями может весьма негативно сказаться на служебной функции блока управления, установленного на дне моря.
Прочностные свойства материала трубы являются очень важными при ее применении в качестве трубы шлангокабеля. Так как глубина моря в месте добычи нефти является значительной, то динамическая часть шлангокабеля обычно является длинной и поэтому тяжелой. Этот вес должна выдерживать платформа или плавучее добычное судно, причем если сделать шлангокабель легче, то имеющаяся чистая подъемная сила может быть использована для других целей, а не для подъема (удержания) шлангокабеля. На практике существуют два различных пути снижения веса шлангокабеля заданной конфигурации: может быть выбран более легкий материал или материал прежней плотности, но с более высокими пределом текучести и пределом прочности при растяжении. При использовании материала с более высокой прочностью могут быть использованы трубы с более тонкими стенками, за счет чего общая масса шлангокабеля может быть снижена. Чем глубже море в месте добычи, тем важнее становится полный вес материала на метр шлангокабеля.
Кроме хороших коррозионных свойств и высокой прочности труба должна иметь хорошую усталостную прочность. В особенности это относится к динамической части шлангокабеля, на которую существенно влияют перемещения воды и плавучего блока. Можно сформулировать следующие общие требования к шлангокабелю:
Содержание Fe 35-55%
PRE (Cr+3,3Mo+16N) минимум 40
Предел текучести при растяжении Rp 0.2min=650 МПа.
Прочность на растяжение Rm=800-1000 МПа
Относительное удлинение А5 min 25%
Температура испытания в соответствии с ASTM G48A min 50°С
Температура испытания в соответствии с ASTM G48B min 35°С
Хорошая свариваемость
Хорошая усталостная прочность.
До настоящего времени наиболее часто используемым материалом для шлангокабелей является ферритно-аустенитная нержавеющая сталь, которая поступает на рынок под маркой Sandvik SAF 2507 и которая стандартизована как UNS S32750.
Авторы настоящего изобретения обнаружили, что для указанных целей можно использовать трубный материал с повышенным пределом текучести при растяжении и повышенной прочностью на растяжение при одновременном сохранении хорошей пластичности и хороших коррозионных свойств при точечной (питтинговой) коррозии за счет увеличения содержания таких важных легирующих элементов, как Cr, N, и использования адекватного содержания Мо, что позволяет получить двухфазный суперсплав, который после горячей экструзии (прессования) в бесшовные (цельнотянутые) трубы подвергается холодной прокатке до требуемого конечного размера, а после этого окончательному отжигу при точно выбранном уровне температур.
Такой материал известен из патента США №5582656. Далее этот тип материала и его сравнительные испытания будут описаны более подробно.
B указанном патенте США описывается ферритно-аустенитный сплав, содержащий в вес.%:
углерод до 0, 05
кремний до 0, 8
марганец 0,30-1,5
хром 28,0-30,0
никель 5,80-7,40
молибден 2,00-2,50
азот 0,30-0, 40
медь до 1,0
вольфрам до 2,0
сера до 0, 010
железо остальное,
при этом 30-70 об. % составляет феррит и остальное аустенит.
Предел текучести сплава при растяжении составляет по меньшей мере 750 МПа, а относительное удлинение составляет по меньшей мере 25%.
Пример 1
Испытуемый материал был изготовлен отливкой 170 кг заготовок, из которых горячей ковкой получали круглые стержни диаметром 126 мм, из которых за счет горячей экструзии получали бесшовные трубы размерами 48×5 мм, имеющие после холодной прокатки размеры 31×3 мм. Окончательный отжиг проводили при температуре 1040°С, время выдержки 5 минут, с последующей закалкой в воде. Состав материалов приведен в Таблице 1. Эти сплавы принимали во внимание в качестве сравнительного примера, который показывает, что подобные материалы в основном не соответствуют предъявляемым требованиям для указанного применения.
Материалы были испытаны на точечную коррозию в 6% FеСl3 в соответствии с ASTM G48C, но при начальной температуре 40°С и со ступенями 5°С, до получения следов точечной коррозии. Температуры, при которых это происходит, были названы критическими температурами точечной коррозии (СРТ).
Были также проведены испытания на относительное удлинение при комнатной температуре. Результаты проведенных испытаний сведены в Таблицу 2.
Пример 2
Материал был изготовлен по технологии аргонокислородного обезуглероживания (AOD), с применением горячей экструзии и горячей прокатки, после чего получали круглые стержни диаметром 126 мм, из которых за счет экструзии получали бесшовные трубы размерами 33, 2×3,5 мм, а после холодной прокатки получали трубы размерами 15,2×1,2 мм. Отжиг был проведен при двух различных температурах 1020°С и 1060°С, время выдержки 2 минуты, с последующей закалкой в воде.
Состав материала приведен в Таблице 3. Этот состав материала лежит в диапазоне состава материала в соответствии с настоящим изобретением.
Указанный материал был испытан на точечную коррозию, частично в искусственной морской воде при увеличенном потенциале (см. таблицу 4), частично в 6% FeCl3 (см. таблицу 5). Такие испытания часто используют при приемочных испытаниях высоколегированных нержавеющих сталей, причем они предусмотрены в соответствии со стандартом ASTM G48. В проведенных испытаниях проверку материала производили в его окончательном виде, то есть после прокатки на пилигримовом прокатном стане и отжига, с поверхностью, зашлифованной после отжига. Никакого дополнительного шлифования внутренней или внешней поверхностей трубы перед проведением испытаний не производили. Результаты показывают, что материал этой формы (в виде трубы) имел свойства точечной коррозии, соответствующие свойствам материала SAF 2507.
В шлангокабеле обычно используют трубы с внутренним диаметром около 10-20 мм. При таких размерах труб шлангокабеля для марки стали SAF 2507 должен быть гарантирован предел текучести при растяжении 650 МПа и прочность на растяжение 850 МПа, причем эти величины используют при проектном расчете шлангокабеля. Трубы с аналогичными размерами, изготовленные при помощи соответствующего способа из марки стали в соответствии с настоящим изобретением, совершенно неожиданно имеют предел текучести при растяжении свыше 850 МПа и прочность на растяжение свыше 1000 МПа, при сохранении пластичности A min 25% (см. Таблицу 5).
При температуре окончательного отжига 1060°С могут быть выполнены минимальные требования по поводу относительного удлинения, недостижимые при использовании температуры окончательного отжига 1020°С. Полученные результаты показывают, что толщина стенки трубы может быть снижена почти на 20-25% по сравнению с трубой из стали SAF 2507 такого же назначения. Для шлангокабеля длиной 2 км, имеющего, например, 12 труб, такое снижение толщины стенки труб может привести к весьма существенному снижению полного веса.
Очевидно, что температура отжига 1060°С является более благоприятной, чем температура отжига 1020°С. Критическое сопротивление точечной коррозии выше для материала, отожженного при 1060°С, причем усредненное удлинение при испытаниях на растяжение также выше для материала, отожженного при 1060°С. Следует специально отметить, что материал, отожженный при 1020°С, отвечает требованиям по меньшей мере 25% удлинения, которые предъявляются к известным в настоящее время материалам для шлангокабеля. Таким образом, желательная температура отжига для материала в соответствии с настоящим изобретением должна составлять около 1060°С, а преимущественно лежать в диапазоне 1040-1080°С.
Трубы сваривают встык при помощи 0,8 мм ТIG-проволоки (присадочной проволоки), имеющей такой же состав, что и основной материал. В качестве защитного газа при сварке используют Ar+3% N2. Состав присадочного материала приведен в Таблице 7.
Материал подвергался испытаниям на растяжение в соответствии с ASTM G48C, при начальной температуре 40°С и со ступенями 5°С. Полученные результаты приведены в Таблице 8.
Были проведены исследования усталостных свойств материала при приложении механических напряжений и проведено сравнение результатов с данными для других высоколегированных нержавеющих сталей. Тесты проводили при изменении нагрузки с синусоидальной формой волны и при средней скорости удлинения 5×10-3S-1. Полученные результаты приведены на фиг.2.
В результате проведенных испытаний оказалось, что материал, который наиболее подходит для упомянутого выше окончательного отжига и в остальном хорошо оптимизирован для применения в качестве материала трубы шлангокабеля, должен иметь состав с содержанием С максимум 0,05%, Si максимум 0,8%, Mn 0,30-1,5%, Cr 28,0-30,0%, Мо 2,00-2,50%, Ni 5,80-7,40%, N 0,30-0,40%, Сu максимум 1,0%, W максимум 2,0%, S максимум 0,010%, с остатком Fe, и нормально встречающимися примесями, причем содержание феррита составляет 30-70%, а баланс образован аустенитом. После окончательной холодной прокатки трубы подвергают окончательному отжигу при температуре 1040-1080°С в течение 3-10 минут с последующей закалкой в воде.
Можно видеть, что сталь в соответствии с настоящим изобретением имеет усталостные свойства в том же диапазоне, что и SAF 2507. Проверка усталостных свойств при приложении напряжений показывает, сколько раз материал может быть подвергнут растяжению до того, как в нем возникает усталость при напряжении. Так как трубы шлангокабеля сваривают вместе для получения длинных отрезков и наматывают на барабаны для хранения перед их использованием в шлангокабеле, нет ничего необычного в том, что они совершают ряд рабочих циклов с приложением определенной пластической деформации перед тем, как их ставят в шлангокабель. Полученные данные для усталости при напряжении показывают, что риск разрыва в результате усталости при напряжении трубы в шлангокабеле практически отсутствует.
Сталь, соответствующая упомянутым выше результатам анализа, имеет свойства, которые великолепно подходят для ее применения в качестве материала труб шлангокабеля. Указанный материал имеет высокую коррозионную стойкость в морской воде за счет его высокого PRE-числа и совместимости с используемыми в настоящее время флюидами, которые протекают по различным трубам шлангокабеля. Высокая прочность материала позволяет существенно снизить толщину стенок труб по сравнению с наиболее распространенным материалом для данного применения, а именно SAF 2507. Снижение веса шлангокабеля имеет исключительное значение для добычи нефти с больших океанских глубин, которая становится все более и более обычной.
Сварные стыки труб работают удовлетворительно, что необходимо для создания шлангокабелей. Усталостные свойства показывают, что риск разрушения за счет вызванной напряжениями усталости практически отсутствует.
Реферат
Изобретение относится к применению нержавеющей стали для изготовления труб для разработки морских нефтяных и газовых месторождений. Заявлено применение ферритно-аустенитного сплава, содержащего в вес.%: углерод до 0,05; кремний до 0,8; марганец 0,30-1,5; хром 28,0-30,0; никель 5,80-7,40; молибден 2,00-2,50; азот 0, 30-0,40; медь до 1,0; вольфрам до 2,0; сера до 0,010; железо - остальное. При этом 30-70 об.% сплава составляет феррит и остальное - аустенит. Сплав применяют для изготовления труб шлангокабеля для прокладки по морскому дну при разработке нефтяных и газовых месторождений. Предел текучести сплава при растяжении - по меньшей мере 750-850 МПа, а относительное удлинение - по меньшей мере 25%. Изготовление бесшовных труб осуществляют экструзией с последующей холодной прокаткой и отжигом при температуре 1040-1080°С в течение 3-10 минут с закалкой в воде. Трубы сваривают встык и наматывают на барабан. Техническим результатом изобретения является снижение веса шлангокабеля путем снижения толщины его стенок за счет более высокой прочности и коррозионной стойкости стали 4 з.п. ф-лы, 2 ил., 8 табл.
Комментарии