Станок для обработки изделий ротационными инструментами - SU1716959A3
Код документа: SU1716959A3
Чертежи
Описание
Изобретение относится к станкостроению и может быть использовано для обработки изделий ротационными инструментами, например шлифовальными, фрезерными и
ДР-.
Цель изобретения - повышение производительности и точности обработки.
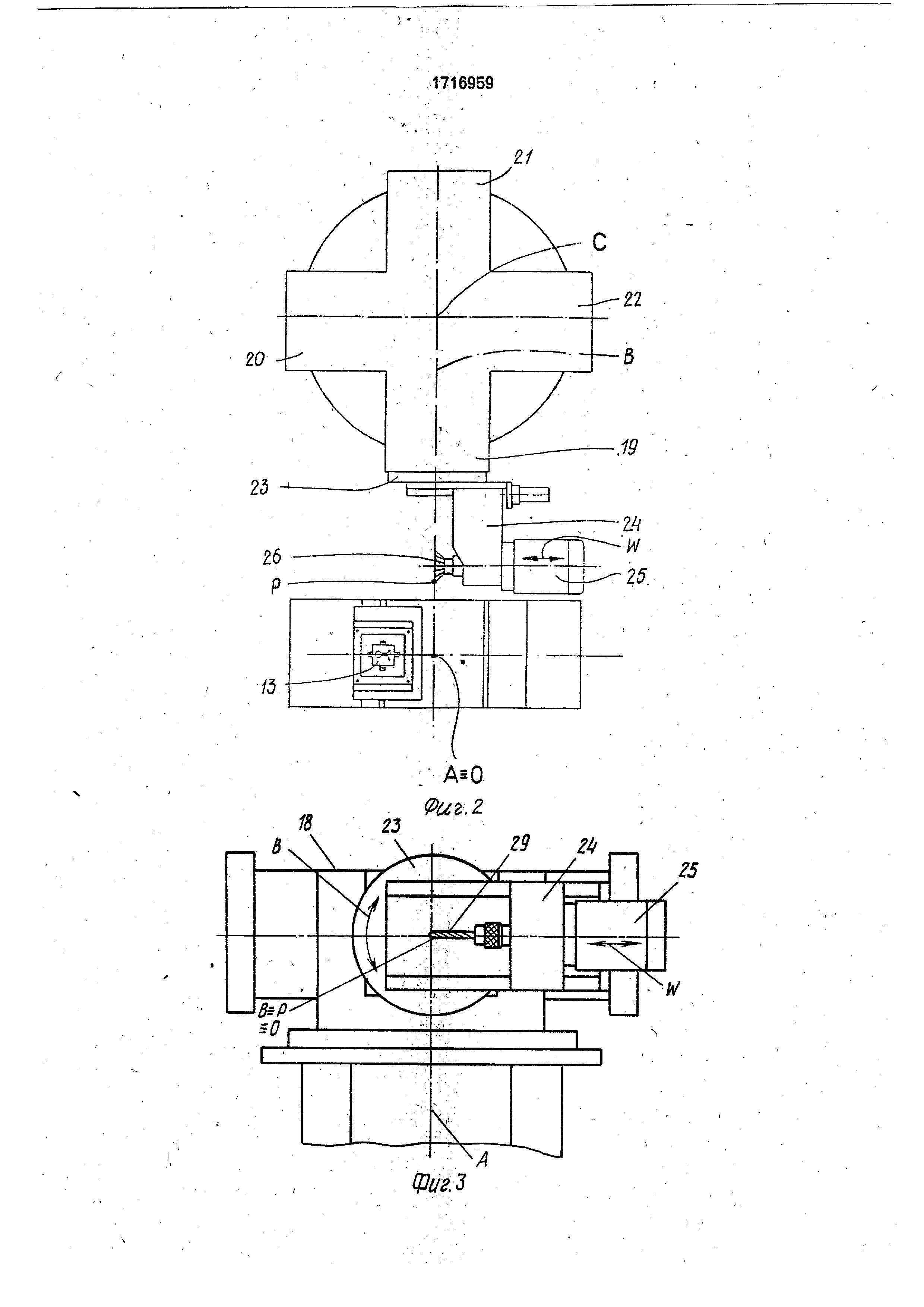
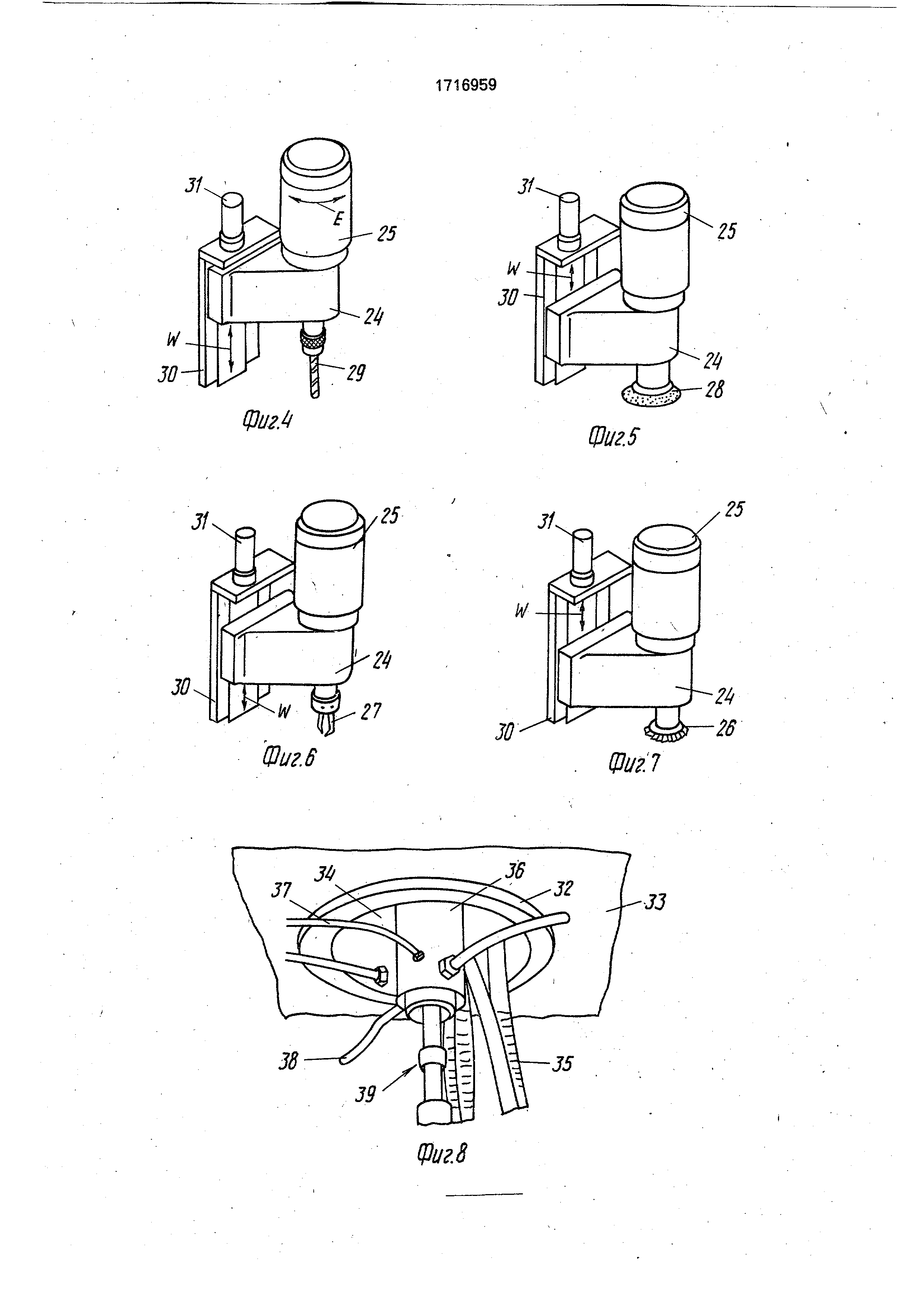
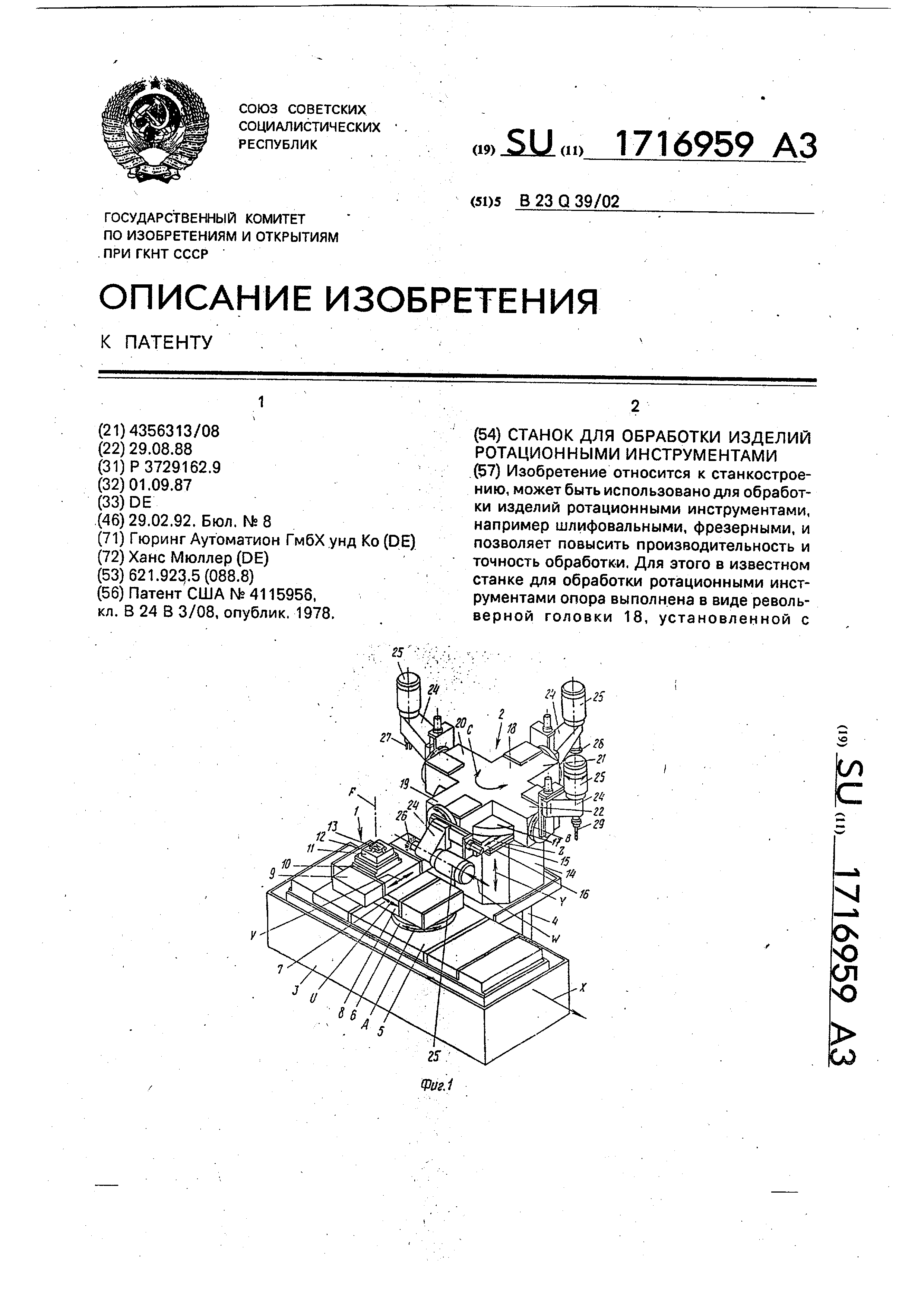
На фиг.1 изображен предлагаемый станок , общий вид; на фиг.2 - то же, вид Сверху (для упрощения изображения показана только одна унифицированная силовая головка ); на фиг.З-унифицированная силовая головка, вид спереди; на фиг. 4 - 7 - различные унифицированные силовые соловки; на фиг.8 - система энергоснабжения; на фиг.9 - приспособление для зажима изделия в увеличенном масштабе; на фиг. 10 - второй вариант приспособления для зажима изделия; на фиг.11 -третий вариант приспособления для зажима изделия.
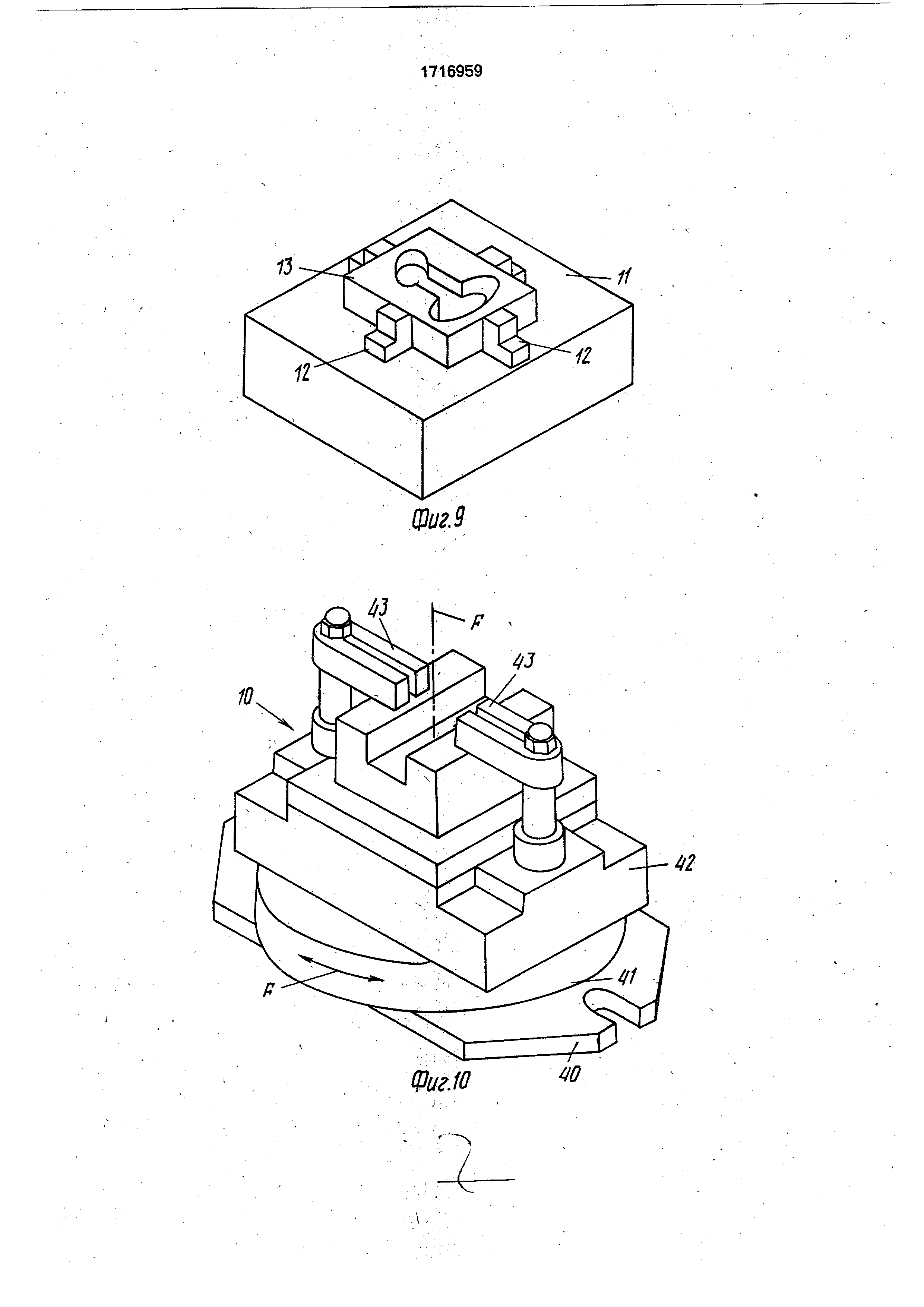
Станок содержит узел 1, несущий изделие , и узел 2, несущий инструмент. Каждый ,из этих узлов имеет соответственно станину 3 и 4. На станине 3 узла 1 установлен первый перемещаемый суппорт 5 с возможностью перемещения в горизонтальной плоскости вдоль первой главной оси X. На первом перемещаемом суппорте 5 установлен поворотный стол 6 изделия с соответствующей вертикальной осью вращения А. На пово-ч ротном столе 6 изделия установлен крестовый стол 7, включающий продольный суппорт 8 и поперечный суппорт 9 с соответствующими осями движения U и V. На крестовом столе 7 закреплено приспособ- ление 10 для зажима изделия, снабженное зажимным устройством. На фиг.1 приспособление 10 для зажима изделия снабжено зажимным устройством 11, которое можно устанавливать вокруг вертикальной оси F. Эта вертикальная ось F представляет собой программно-управляемую степень свободы , которая может быть выполнена в виде программно-управляемой исполнительной оси или в виде оси, программно-управ- ляемой одновременно с другими осями независимо от них. Зажимные кулачки 12 зажимают изделие 13 в виде вырубного пуансона .
Зажимное устройство 11 (фиг.9) закреплено на приспособлении 10 предпочтительно с возможностью смены, чтобы можно было обрабатывать по возможности большое число разнообразных изделий. Обрабатываемое на многооперационном станке изделие 13 показано более детально на фиг.9. При этом речь идет об изделии, которое можно обрабатывать начерно и начисто за один установ с управлением от программы.
Узел 2 включает вертикальную опорную стойку 14, установленную на-станине 4 и расположенную в горизонтальной плоскости на некотором расстоянии от поворотного стола 6 изделия. На верхнем конце опорной стойки 14 предусмотрен направляющий элемент 15 для второго перемещаемого суппорта 16. Направляющий элемент 15 установлен с возможностью перемещения от привода (не показан) вдоль вертикальной второй главной оси Y. Суппорт 16 имеет за счет наличия направляющего элемента 15 степень свободы движения вдоль третьей главной оси движения Z, проходящей перпендикулярно относительно первой и второй главных осей.
На втором перемещаемом суппорте 16 установлен стол 17 для размещения на нем револьверной головки 18 с вертикальной осью вращения С. Эта вертикальная ось врещения С представляет собой программно-управляемую исполнительную ось, которая служит для того, чтобы отдельные плечи 19-22 револьверной головки 18 можно было довести с управлением от вре- мени до рабочего положения, соответствующего рабочему положению изделия 13.
На каждом плече револьверной головки с торца установлен поворотный стол 23 инструмента, причем оси вращения В этих поворотных столов пересекают под прямым углом вертикальную ось вращения С револьверной головки 18. На фиг.1 револьверная головка имеет четыре поворотных стола 23, оси вращения В которых пересекаются в одной точке на вертикальной оси вращения С револьверной головки.
На каждом поворотном столе 23 инструмента закреплен, предпочтительно разъем- но, один базирующий элемент 24 для различных унифицированных силовых головок 25, например пинолей и/или других си- левых головок, например измерителей, манипуляторов и т.п. В изображенном на фиг.1 варианте выполнения устройства все унифицированные силовые головки представляют собой пиноли, несущие фре- зу 26, измерительный щуп 27, шлифовальный круг 28 и сверло 29. Инструменты различных унифицированных силовых головок выполняются и выбираются таким образом, чтобы с помощью различных си- ловых головок можно было осуществлять различные технологические операции на изделии 13. Шлифовальный круг 28 может представлять собой, например, шлифовальный круг с изменяющимся профилем, состоящий из металлической подложки и нанесенного на ней слоя нитрида бора с кубической решеткой.
Базирующие элементы 24 имеют идентичную форму и установлены в направляю- щих 30. Для перемещения базирующих элементов 24 в направляющих 30 служат, например, установочные шпиндели 31.
Общим для всех унифицированных силовых головок, независимо от того, являют- ся ли они пинолями или другими силовыми головками, например измерителями, манипуляторами , устройствами для обработки лазерным лучом и т.п., является то, что их можно ориентировать вдоль четвертой оси трансляции W в соответствующем базирующем элементе 24 и/или за счет перемещения в. соответствующей направляющей 30, причем четвертая ось трансляции W пересекает под прямым углом соответст- вующую ось вращения В соответствующего поворотного стола 23 инструмента. Четвертую ось трансляции W можно выполнять или в виде оси, служащей только для юстировки, или в виде программно-управ- ляемой исполнительной оси или оси, программно-управляемой одновременно с другими осями независимо от них, за счет чего можно осуществлять, например/процессы сверления с помощью пиноли 25.
Кроме того, в области одной или нескольких пинолей можно предусматривать дополнительную программно-управляемую ось вращения Е (фиг.1 и 4), которая может выполнять функцию исполнительной оси или оси, управляемой одновременно с другими осями независимо от них. В .последнем случае можно осуществлять даже процессы нарезания внутренней
резьбы с помощью соответствующей унифицированной силовой головки.
Изложенная выше конструкция станка с линейными главными осями X, Y и Z, с осями вращения А, В и С и с линейными осями движения U, V и W, которые являются исключительно программно-управляемыми осями, представляет возможность обработки изделий любой конфигурации от заготовки до готового продукта с управлением от программы без их перезакрепления. При этом число одновременно независимо одна от другой программно-управляемых осей и их пространственная координация способствует значительному упрощению программирования .
На фиг.2 и 3 револьверная головка 18 изображена в упрощенном виде, причем показан только тот инструмент, который находится в данный момент в эксплуатации. На фиг.2 револьверная головка 18 занимает положение , показанное на фиг.1. На фиг.3 револьверная головка 18 повернута на 90° по направлению часовой стрелки. Особенность изобретения заключается в том, что за счет наличия оси трансляции W и определенного расположения этой оси инструмент , например фрезу 26, можно позиционировать таким образом, чтобы точку зацепления Р инструмента с изделием можно было располагать с одной стороны на оси вращения В поворотного стола 23 инструмента, а с другой стороны - на вертикальной оси вращения А поворотного стола 6 изделия. Это позиционирование облегчается еще и тем, что второй перемещаемый суппорт 16 установлен на опорной стойке 14 с возможностью перемещения так, что остается достаточно свободного пространства по отношению к крестовому столу 7 для смещения точки зацепления Р фрезы 26 с изделием 13 к оси А и расположения точки зацепления Р на этой оси. Оказалось , что программирование станка можно значительно упрощать и точность обработки можно дополнительно повышать в случае, если программирование отдельных приводных устройств, приведенных в соответствие с вышеуказанными осями, начинается с так называемой нулевой точки, представляющей собой точку пересечения осей А и В и одновременно точку зацепления Р инструмента с соответственно ориентированным изделием. Особенное npeMMyiMectso заключается в том, что при вращении унифицированной силовой головки 25 вокруг оси вращения В точка зацепления Р с фрезой 26 не изменяет своего положения. В результате этого не только отпадают комплексные шаги программы
для точного определения положения точки зацепления Р относительно других осей, за счет чего значительно уменьшаются затраты на программирование, но предоставлена и возможность программирования унифицированной силовой головки, предусмотренной для следующей операции, начиная с той же самой исходной или нулевой точки, за счет чего повышается точность обработки.
Эта связь видна из фиг.З, на которой револьверная головка 18 изображена в другом положении. Точку зацепления Р инструмента , а именно сверла 29 с изделием, можно смещать за счет наличия дополни- тельной степени свободы- вдоль четвертой оси трансляции W до достижения точки пересечения осей А и В так, что для программирования сверлильного инструмента 29, вводимого в эксплуатацию после примене- ния фрезерного инструмента 26, можно использовать ту же самую исходную или нулевую точку, за счет чего при вращении унифицированной силовой головки 25 вокруг оси В не надо осуществлять ника- кого комплексного преобразования координат .
Точность обработки повышается тем, что для отдельных силовых, головок, вводимых последовательно в зацепление с изде- лием, можно использовать одинаковую исходную точку зацепления с изделием в качестве исходной точки программирования . Этим создано условие для оснащения револьверной головки также измерителя- ми и/или манипуляторами и представлена также возможность корректирующего воздействия на процесс обработки за счет создания обратной связи между измерителем и унифицированной силовой головкой и, тем самым, возможность обработки изделия за один программированный цикл до достижения желаемой области допуска. Точность обработки повышается еще и тем, что наличие большого числа одновре- менно независимо друг от друга программно-управляемых осей, для определенной технологической операции позволяет выбирать из большого числа осей движения самые выгодные оси, т.е. оси, с помощью которых можно управлять по возможности малым числом осей с взаимным согласованием .
Изображенная на фиг.6 головка включает в себя измерительный щуп 27, который придвигается к изделию 13 в целях проверки размеров или после осуществления каждой отдельной операции, или осуществления всех операций. Для программирования измерительной системы служит опять
точка зацепления (в данном случае точка контакта ) измерительного щупа с поверхностью изделия, обрабатываемой до достижения желаемых размеров. Для программирования движения измерительного щупа упомянутая точка зацепления переносится в вышеуказанную исходную или нулевую точку программирования.
Изложенная конструкция станка не только облегчает программирование отдельных технологических операций и тем самым способствует повышению рентабельности процесса обработки, но создает условия для применения сверхмощных инструментов , например фрезерных и скоростных шлифовальных, при использовании которых станок должен воспринимать значительные усилия, так как силы резания дей- ствуют внутри направляющих станка, а главные составляющие усилия резания направлены к оси револьверной головки.
Для большого числа унифицированных силовых головок станка необходимо использовать комплексную питающую систему, т.е. трубопроводы гидросистемы и линии электросистемы. Для этого предусмотрена над револьверной головкой центральная система энергоснабжения, отдельные части которой изображены на фиг.З. Позиция 32 обозначает опорное кольцо, закрепленное на корпусе 33 обрабатывающего центра, показанном только в общих чертах. На опорное кольцо 32 опирается скользящая тарелка 34, от верхней стороны которой отходят провода к кабелям (не показаны). Скользящая тарелка 34 снабжена отверстиями для электрических линий 35 управления . На нижней стороне скользящей тарелки 34 предусмотрено соосное удлинение 36, служащее в качестве распределителя гидравлических трубопроводов 37. Дополнительно предусмотрены радиальные опорные плечи 38, служащие для направления электрических линий 35 управления и гидравлических трубопроводов 37 к отдельным унифицированным силовым головкам станка.
Скользящая тарелка 34-с соосным удлинением 36 соединена с револьверной головкой 18. Для этого предусмотрен телескопический соединительный вал 39, включающий карданный шарнир (не показан ) для захватывания скользящей тарелки 34 независимо от положения второго перемещаемого суппорта 16. Такое энер- госнабжзние предоставляет возможность одновременного использования вращательного движения скользящей тарелки 34 для управления гидравлическим ходовым клапаном гидравлических трубопроводов 37.
Так, например, вращательное движение револьверной головки 18 можно использовать для управления только гидравлическим трубопроводом 37, соответствующим обращен- ному к изделию плечу револьверной головки.
Отдельные шаги переключения револьверной головки происходят предпочтительно таким образом, что револьверная головка поворачивается сперва шаг за ша- гом в одном направлении только на 270°, а затем шаг за шагом в противоположном направлении более чем на 270°, вводя в зацепление с изделием и остальные унифицированные силовые головки. За счет этого исключается потребность в использовании контактных колец, которые в случае косвенного программного управления от вычислительной машины представляют собой источники ошибок.
Для обеспечения максимальной точности позиционирования всех силовых головок, входящих последовательно в /зацепление с изделием, выгодно оснащать ре- вольверную головку дополнительно поворотным механизмом (не показан). Это дает дополнительно то преимущество, что сервопривод револьверной головки можно использовать независимо от возникающих максимальных сил резания.
На фиг. 10 изображен другой вариант приспособления 10 для зажима изделия, которое может быть установлено на вом столе 7 с возможностью съема. Для установки этого приспособления на кре- стовом столе 7 предусмотрена основная плита 40, нажоторой установлена поворотная тарелка 41 с осью вращения F. На поворотной тарелке 41 установлена колодка 42 для зажима изделия. Зажимным уст- ройством является прихват 43. Таким образом, приспособление для зажима изделия (фиг. 10), так же, как изображенные на фиг.1 и 9 приспособления для зажима изделия, имеет дополнительную програм- мно-управляемую степень свободы в виде оси вращения F, которая может быть ориентирована в пространстве и в другом на- правлении. Однако ось вращения F должна быть ориентирована в пространстве так, чтобы эту ось можно было довести до положения , в котором она проходит параллельно4 по отношению к одной из главных осей X, Y или Z.
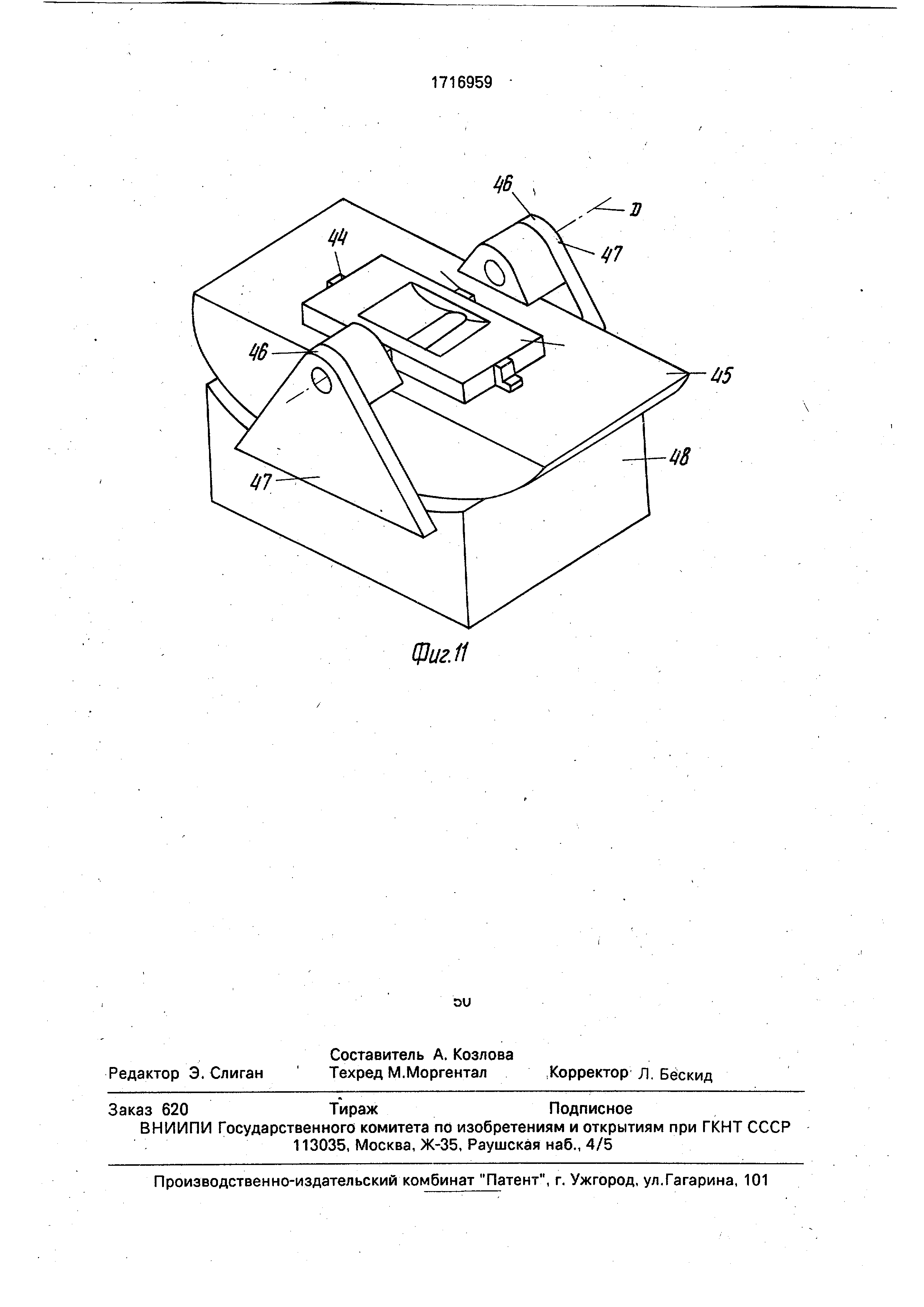
Еще один вариант приспособления для зажима изделия изображен на фиг. 11. Изделие в виде блока, который следует снабжать рельефной структурой, прижато зажимными кулачками 44 к зажимной колодке 45, с обеих сторон которой расположены опорные колодки 46 для оси вращения D, закрепленные неподвижно на опорных стенках 47, Опорные стенки 47 установлены на несущем блоке 48. Ось D, которая может представлять собой котировочную ось, или прогроммно-управляемую исполнительную ось или ось, программно-управляемую одновременно с другими осями независимо от них, ориентирована таким образом, что она проходит в середине изделия, например вдоль главной оси симметрии. Несущий блок 48 установлен на крестовом столе 7 таким образом, что ось вращения D может совпадать с одной из программно-управляемых осей станка (в изображенном на фиг. 11 варианте с главной осью Z), чтобы можно было упрощать программированный цикл при обработке рабочих поверхностей сложной конфигурации и уменьшать число инструментов.
Изобретение не ограничено изображенными на фигурах примерами его выполнения . Так, изделие можно обрабатывать и другими инструментами, например пальцевыми шлифовальными кругами, резьбонарезными инструментами или инструментами для обработки лазерным лучом . Кроме того, револьверную головку можно оснащать и другими унифицированными силовыми головками, например инструментами для загрузки и разгрузки изделия, инструментами для изменения положения обрабатываемого изделия или манипуляторами . Наконец, базирующие элементы 24 можно оснащать адаптерами для облегчения присоединения различных силовых головок .
Револьверная головка может иметь более или менее четырех плеч. Число плеч револьверной головки зависит от главной задачи станка. Если при обработке изделия сложной конфигурации необходимо сменять очень часто силовые головки, выгодно ограничить число плеч револьверной головки тремя. Однако, если многооперацйонный станок предусмотрен для крупносерийного производства, то выгодно использовать четыре плеча револьверной головки, так как оказалось, что с этим числом плеч можнсг осуществлять подходящими инструментами все операции за один установ. В связи с этим выгодно выполнять все плечи револьверной головки предлагаемого станка одинаковой структуры, чтобы временное пос эдствие использования различных силовых головок не было ограничено определенной структурой.
Формула изобретения
1. Станок для обработки изделий ротационными инструментами, содержащий
узел, несущий изделие и выполненный в виде установленного на станине с возможностью перемещения в горизонтальной плоскости вдоль главной оси X первого суппорта с расположенным на нем поворотным относительно вертикальной оси столом, несущим крестовый стол для размещения изделия , продольный и поперечный суппорты которого смонтированы с возможностью перемещения вдоль взаимно перпендикулярных осей, а также узел, несущий инструмент и выполненный в виде расположенной на расстоянии от поворотного стола изделия вертикальной опорной стойки, на верхнем торце которой смонтирован второй суппорт, установленный с возможностью перемещения вдоль взаимно перпендикулярных второй и третьей главных осей Y и Z, перпендикулярных первой главной оси X, и предназначенный для размещения опоры, на которой расположен с возможностью вращения относительно оси, перпендикулярной второй главной оси Y, поворотный стол для крепления силовой головки с инструментом, при этом все упомянутые оси движений автономно связаны с системой программного управления, отличающийся тем, что, с целью повышения производительности и точности обработки, опора выполнена в виде револьверной головки, установленной с возможностью вращения вокруг оси, совпадающей с второй главной осью Y и связанной с системой программного управления , а станок снабжен смонтированным на револьверной головке перпендикулярно ее оси по меньшей мере одним дополнительным поворотным столом инструмента с осью вращения, связанной с системой программного управления и пересекающей оси вращения револьверной головки и первого поворотного стола инструмента в одной точке, а также закрепленными на поворотных столах базирующими элементами и по меньшей мере; одной дополнительной силовой головкой, при этом силовые головки смонтированы в базирующих элементах и каждая из них установлена с возможностью перемещения вдоль оси, перпендикулярной оси вращения соот- ветствующего поворотного стола инструмента .
2. Станок по п.1,отличающийся тем, что базирующий элемент установлен с возможностью разъема.
3. Станок по пп. 1-2, отличающий- с я тем, что ось продольного перемещения силовой головки автономно связана с системой программного управления. 4. Станок по пп. 1-3, отличающий
с я тем, что по меньшей мере ось вращения одной из силовых головок связана с системой программного управления.
5.Станок по пп. 1-4, от л и ч а ю щи й- с я тем, что он снабжен сменным зажимным
устройством, установленным на крестовом столе.
6.Станок по пп. 1-5, отличающий- с я тем, что зажимное устройство установлено с возможностью вращения вокруг оси, совпадающей с главной осью изделия и связанной с системой программного управле- ния.
7.Станок по пп. 1-6, отличающий- с я тем, что он снабжен энергоснабжающей
системой, расположенной над револьверной головкой.
8.Станок по пп. 1-7, отличающий- с я тем, что в качестве силовой головки
предусмотрено устройство для загрузки и разгрузки изделия.
9.Станок по пп. 1-8, отличающйй- с я тем, что в качестве силовой головки предусмотрено устройство для поворота изделия .
10.Станок по пп. 1-9, отл и ч а ю щи й- с я тем, что в качестве силовой головки предусмотрено измерительное устройство.
11.Станок по пп. 1-10, о т л и ч а ю- щ и и с я тем, что в качестве силовой
головки предусмотрена шлифовальная головка , преимущественно скоростная.
12.Станок по пп. 1-11,отличаю- щ и и с я тем, что в качестве силовых головок
предусмотрены фрезерная силовая головка и/или сверлильная силовая головка, и/или. резьбонарезная силовая головка.
13.Станок по пп. 1-12, отличающийся тем, что в качестве силовой головки
предусмотрена ГОЛОЁКЗ для обработки лазерным лучом.
14.Станок по пп. 1-13, отличающийся тем, что револьверная головка имеет четыре плеча, на каждом из которых
установлена одна базирующая деталь для соответртвующей силовой головки.
15.Станок по пп. 1-14, отличающийся тем, что в качестве силовой головки предусмотрено устройство для правки шлифовальных кругов.
9Ј
Реферат
Изобретение относится к станкостроению , может быть использовано для обработки изделий ротационными инструментами, например шлифовальными, фрезерными, и позволяет повысить производительность и точность обработки, Для этого в известном станке для обработки ротационными инструментами опора выполнена в виде револьверной головки 18, установленной с
Формула
Комментарии