Высокопрочные стальные трубы с низким отношением предела текучести к пределу прочности, сваренные электрической контакной сваркой, стальная полоса для труб, сваренных электрической контакной сваркой, и способы их изготовления - RU2605396C2
Код документа: RU2605396C2
Чертежи
Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к высокопрочным стальным трубам, сваренным электрической контактной сваркой, для труб нефтепромыслового сортамента (OCTG) и, в частности, относится к повышению степени однородности высокопрочных стальных труб, соответствующих API 5CT K55, сваренных электрической контактной сваркой. Термин “высокопрочный” в соответствии с использованием в описании относится к случаю технического предела текучести YS 379-552 МПа и предела прочности при растяжении TS 655 МПа или более. Кроме того, термин “низкое отношение предела текучести к пределу прочности”, в соответствии с использованием в описании относится к отношению предела текучести к пределу прочности 80% или менее.
Известный уровень техники
Стальные трубы, сваренные электрической контактной сваркой, изготавливают таким образом, что, во-первых, непрерывно формируют стальную полосу и затем подвергают ее электрической контактной сварке. Большое напряжение при изгибе создается при производстве труб, вызывая значительное увеличение технического предела текучести YS после изготовления труб. Таким образом, дисперсионно упрочненный стальной лист, имеющий тенденцию к значительному увеличению технического предела текучести YS при приложении напряжения, обычно не может быть использован в качестве материала для высокопрочной стальной трубы с низким отношением предела текучести к пределу прочности, сваренной электрической контактной сваркой, без последующей термообработки при изготовлении труб. Таким образом, стальной лист с твердорастворным упрочнением с повышенным содержанием C и повышенным содержанием Mn традиционно использовался в качестве материала для высокопрочной стальной трубы с низким отношением предела текучести к пределу прочности, сваренной электрической контактной сваркой.
Например, патентный документ 1 описывает способ изготовления стальной трубы, сваренной электрической контактной сваркой, таким образом, что материал основы стальной трубы, имеющий в составе 0,0002-0,5% C, 0,003-3,0% Si, 0,003-3,0% Mn, 0,002-2,0% Al, 0,003-0,15% P, 0,03% или менее S и 0,01% или менее N, нагревают до температуры не ниже точки Ае3 и не выше 1300°C, подвергают прокатке при температуре чистовой прокатки (точка Ае3 - 50°C) или выше, подвергают охлаждению в течение 2 секунд, после этого охлаждают до (точка Ае3 - 70°C) со скоростью 5-20°C/сек и охлаждают до (точка Ае3 - 150°C) со скоростью 1,0-20°C/сек. Это позволяет получать стальные трубы, которые имеют тело трубы с мелким однородного размера зерном с дополнительно обработанным только поверхностным слоем и превосходным балансом прочность-пластичность.
Список цитированных источников
Патентный документ
[PTL 1] публикация не прошедшей экспертизу патентной заявки Японии JP No 2004-217992
Краткое изложение сущности изобретения
Техническая проблема
Однако в технологии, описанной в патентном документе 1, нагрев тела трубы и проведение прокатки тела трубы являются основными требованиями. Так как тело трубы нагревается, существует проблема, заключающаяся в том, что качество поверхности является низким и стоимость производства высокой.
Кроме того, для того чтобы обеспечить высокую прочность стального листа с твердорастворным упрочнением, содержание C и Mn должно быть высоким. Таким образом, существует проблема, заключающаяся в том, что качество, такое как прочность, значительно изменяется в зависимости от неизбежных колебаний условий горячей прокатки, внутренний виток рулона, как правило, мягче, чем внешний виток после намотки и свойства, такие как прочность значительно изменяются в зависимости от местоположения в рулоне. В частности, в толстых стальных листах (толстые продукты) с толщиной 10 мм или более эта тенденция является заметной. Поэтому трудно стабильно изготавливать высокопрочные стальные трубы, сваренные электрической контактной сваркой, имеющие небольшое изменение свойств, из стального листа с твердорастворным упрочнением без нагрева во время изготовления труб, и что особенно сложно в случае толстых листов. Кроме того, нагрев трубы во время изготовления труб требует средств нагрева и приводит к снижению производительности. Кроме того, существует проблема, заключающаяся в том, что, поскольку за счет нагрева формируется окалина, многие поверхностные дефекты вызваны контактом стали с валком, ухудшающие состояние поверхности. Таким образом, весьма востребован способ, способный производить высокопрочные стальные трубы, сваренные электрической контактной сваркой, с низким отношением предела текучести к пределу прочности без нагрева.
Настоящее изобретение преимущественно решает проблемы таких способов известного уровня техники. Целью настоящего изобретения является создание способа изготовления высокопрочных стальных труб, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности с высокой степенью однородности. Способ позволяет изготавливать стальные трубы, сваренные электрической контактной сваркой, имеющие небольшие изменения свойств, таких как прочность, низкое отношение предела текучести к пределу прочности, то есть отношение предела текучести к пределу прочности 80% или менее, и высокая прочность, то есть технический предел текучести YS 379-552 МПа и предел прочности при растяжении TS 655 МПа или более из горячекатаного стального листа с твердорастворным упрочнением (горячекатаная стальная полоса с твердорастворным упрочнением) без нагрева при изготовлении труб и горячего редуцирования прокаткой или правки в роликоправильной машине. Термин “небольшое изменение свойств” означает, что, например, изменение предела прочности при растяжении TS составляет менее 20 МПа.
Пути решения проблемы
Для достижения вышеуказанной цели авторы изобретения интенсивно исследовали продольное изменение прочности (качества) стальных труб, сваренных электрической контактной сваркой, изготовленных из смотанного горячекатаного стального листа (горячекатаная стальная полоса).
Стальной материал, имеющий в составе 0,39% C, 0,24% Si, 1,37% Mn, 0,017% P, 0,005% S, 0,041% раствор. Al и 0,0042% N по массе, остальное Fe и неизбежные примеси, нагревают до температуры нагрева 1220°C и прокатывают в горячекатаный стальной лист (горячекатаную стальную полосу) толщиной 12,4 мм горячей прокаткой, включая черновую прокатку и чистовую прокатку, в которой температура на входе составляет 930°C и температура на выходе составляет 860°C с последующей намоткой при температуре намотки 620°C. После получения рулон непрерывно подают (разматывают) и формуют практически в цилиндрическую открытую трубу при комнатной температуре непрерывным формованием с использованием валков, концевые участки которой выравнивают относительно друг друга и сваривают электрической контактной сваркой, в результате чего получают стальную трубу, сваренную электрической контактной сваркой, с наружным диаметром 508 мм.
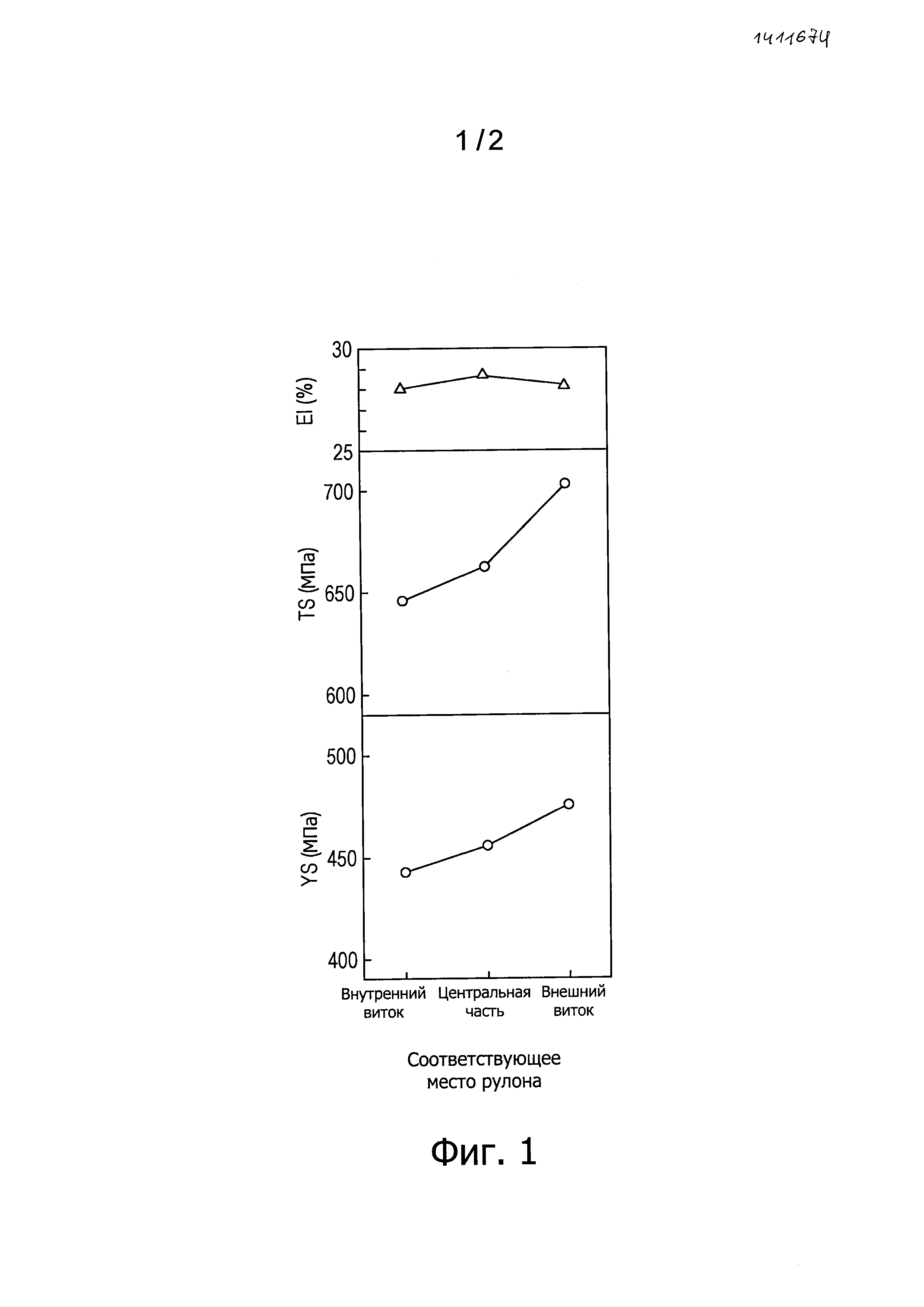
Образцы для испытания на растяжение (прямоугольные образцы шириной 38 мм) отбирают из полученной стальной трубы, сваренной электрической контактной сваркой, в следующих местах: наружный виток (10 м от заднего конца рулона) рулона, центральная часть (120 м от заднего конца рулона) рулона и внутренний виток (10 м от переднего конца рулона) рулона так, чтобы направление при растяжении совпадало с продольным направлением рулона (продольное направление трубы), с последующим испытанием на растяжение, таким образом определяются механические свойства при растяжении (предел текучести YS, предел прочности при растяжении TS и относительное удлинение EL) в соответствии со стандартом ASTM A370.
Полученные результаты показаны на фиг. 1. Как видно из фиг. 1, прочность при растяжении в продольном направлении полученной стальной трубы, сваренной электрической контактной сваркой, значительно меняется в зависимости от местоположения в рулоне, несмотря на изготовление трубы с использованием однополосного рулона (горячекатаный стальной лист (стальная полоса)) с небольшими изменениями в условиях изготовления. Стальная труба, сваренная электрической контактной сваркой, изготовленная из внутреннего витка рулона, имеет весьма низкую прочность (YS, TS), по сравнению со стальной трубой, сваренной электрической контактной сваркой, изготовленной из внешнего витка рулона.
Таким образом, авторы настоящего изобретения дополнительно интенсивно исследовали причину изменения прочности труб в продольном направлении. В результате авторы изобретения установили, что изменение прочности вызвано остаточной деформацией, остающейся при намотке.
Вероятно, механизм этого является нижеследующим.
В случае когда стальную полосу сматывают при такой низкой температуре намотки, что рекристаллизация завершена, напряжение (напряжение намотки) в ходе намотки не устраняется и стальную полосу охлаждают с деформацией сжатия, остающейся в продольном направлении стальной полосы. Таким образом, выполнение испытания на растяжение после охлаждения приводит к уменьшению прочности при растяжении за счет эффекта Баушингера. Чем больше остаточное напряжение сжатия, тем больше снижение прочности. Соответственно, можно предположить, что внутренний виток рулона имеет меньший радиус кривизны и, следовательно, имеет большую остаточную деформацию и большее снижение прочности.
Изменение прочности за счет указанного механизма является заметным в стальных листах с твердорастворным упрочнением, особенно в твердых материалах. В дисперсионно упрочненных стальных листах влияние дисперсионного упрочнения мелкодисперсными выделениями велико и поэтому изменение прочности за счет указанного механизма скрыто и не проявляется. В мягких материалах среди твердых дисперсионно упрочненных стальных листов влияние дисперсионного упрочнения выделениями AlN велико и, следовательно, изменение прочности за счет указанного механизма скрыто.
Кроме того, механизм заметен в случае выполнения испытания на растяжение, так что направление растяжения совпадает с продольным направлением рулона (стальной полосы). Однако было установлено, что механизм не проявляется в случае выполнения испытания на растяжение, так что направление растяжения совпадает с поперечным к направлению прокатки и маловероятно проявление в локальном испытании, таком как измерение твердости.
Таким образом, авторы настоящего изобретения провели дальнейшие исследования. В результате авторы настоящего изобретения установили, что когда температура намотки ограничена высокой температурой (650°C или выше), напряжение снимается после намотки, предотвращая изменение прочности за счет указанного механизма. В результате дальнейших исследований авторы изобретения установили, что снижение прочности за счет высокой температуры намотки можно избежать так, что чистовую прокатку выполняют в диапазоне температур вне рекристаллизации аустенита путем измельчения зерна.
Прежде всего описаны основные результаты эксперимента, лежащие в основе настоящего изобретения.
Слябы (стальные материалы), содержащие в составе 0,39% C, 0,24% Si, 1,37% Mn, 0,017% P, 0,005% C, 0,041% раствор. Al и 0,0042% N по массе, остальное Fe и неизбежные примеси, нагревают до температуры нагрева 1200-1240°C и подвергают черновой прокатке и затем чистовой прокатке, при которой температура на входе чистовой прокатки (начальная температура чистовой прокатки) FET изменялась и температура на выходе чистовой прокатки (конечная температура чистовой прокатки) FDT составляла 910-880°C с последующей намоткой при различных температурах намотки CT, в результате получают горячекатаные стальные полосы (толщиной 12,7 мм). Каждую полученную горячекатаную стальную полосу (рулон) разматывают и формуют в практически цилиндрическую открытую трубу непрерывным холодным профилированием с использованием валков. Кольцевые концевые участки каждой открытой трубы выравнивают относительно друг друга, используя прижимные ролики, с последующим проведением процесса изготовления трубы для выполнения высокочастотной электрической контактной сварки, в результате чего получают стальную трубу, сваренную электрической контактной сваркой (наружный диаметр 508 мм и толщина 12,7 мм).
Образцы для испытания на растяжение (прямоугольные образцы шириной 38 мм) отбирают из полученной стальной трубы, сваренной электрической контактной сваркой, в следующих местах: наружный виток (10 м от заднего конца рулона) рулона, центральная часть (60 м от заднего конца рулона) рулона и внутренний виток (10 м от переднего конца рулона) рулона так, чтобы направление при растяжении совпадало с продольным направлением рулона (продольное направление трубы), с последующим испытанием на растяжение, таким образом определяется предел прочности при растяжении TS в соответствии со стандартом ASTM A370. Измеряют предел прочности при растяжении TS стальной трубы, сваренной электрической контактной сваркой, изготовленной из однополосного рулона, по которой рассчитывают разность ΔTS между максимальным и минимальным значением.
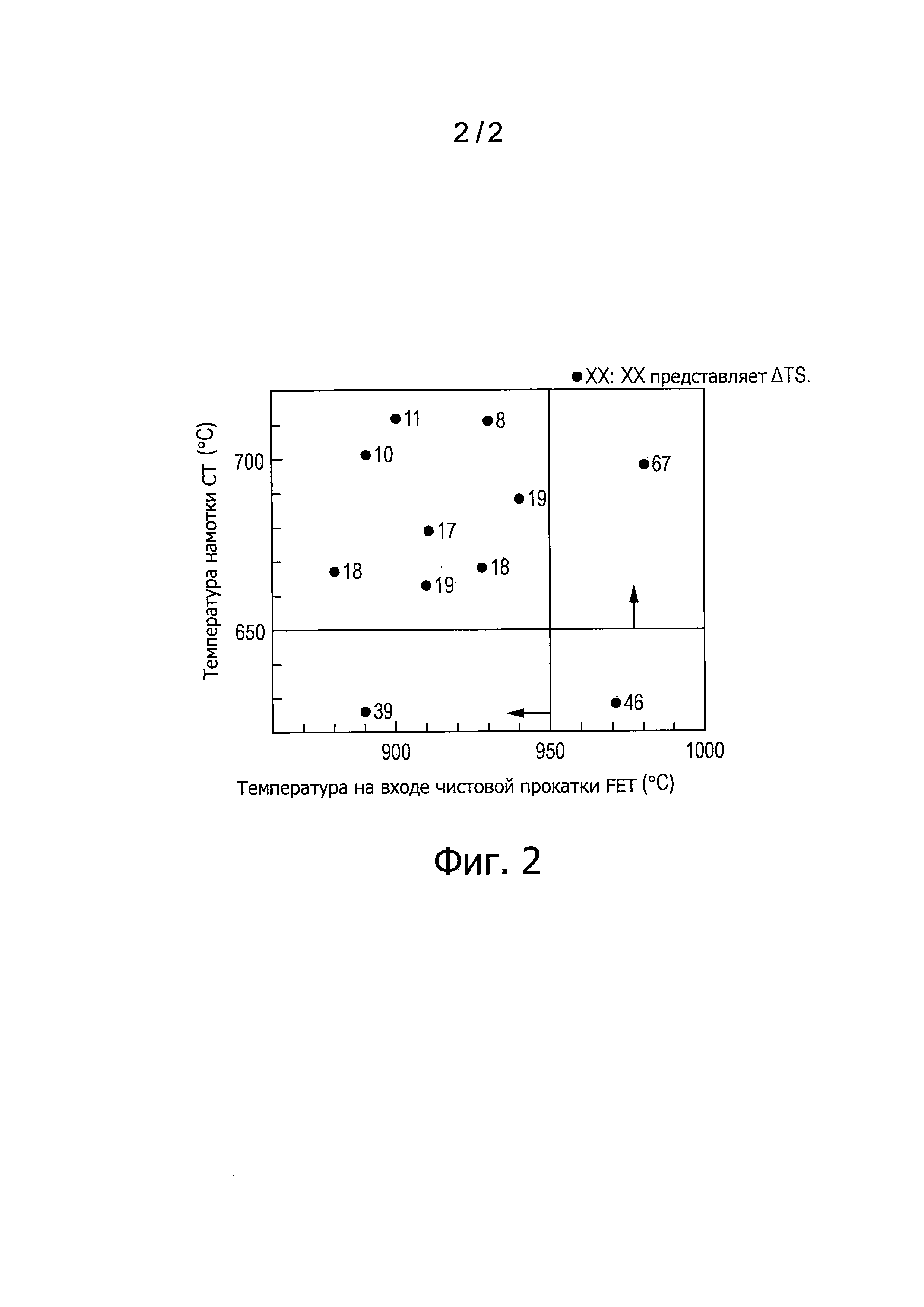
Фиг. 2 представляет зависимость между температурой намотки СТ и начальной температурой на входе чистовой прокатки FET, влияющих на ΔTS.
Как видно из фиг. 2, только тогда, когда температура на входе чистовой прокатки FET 950°C или ниже и температура намотки СТ 650°C или выше, ΔTS составляет 20 МПа или менее, то есть изменение прочности невелико. Было установлено, что только использование горячей прокатки стальной полосы (рулона), которая изготовлена таким образом, чтобы соответствовать CT и FET, как описано выше, в качестве материала трубы позволяет изготавливать стальную трубу, сваренную электрической контактной сваркой, с превосходной степенью однородности.
Настоящее изобретение было завершено проведением дальнейших исследований на основе экспериментальных данных. Объем притязаний настоящего изобретения представлен ниже.
(1) Способ изготовления высокопрочных стальных труб, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, с высоким уровнем однородности включает стадию горячей прокатки, на которой стальной материал нагревают и формуют горячекатаную стальную полосу черновой прокаткой и чистовой прокаткой и намоткой горячекатаной стальной полосы, и стадию изготовления трубы, на которой смотанная горячекатаная стальная полоса непрерывно подается и формуется в по существу цилиндрическую открытую трубу формованием валками и круглые концевые части открытой трубы выравнивают относительно друг друга и подвергают электрической контактной сварке. Состав стального материала включает 0,38-0,45% C, 0,1-0,3% Si, 1,0-1,8% Mn, 0,03% или менее P, 0,03% или менее S, 0,01-0,07% раств. Al и 0,01% или менее N по массе, остальное Fe и неизбежные примеси. Чистовой прокаткой является прокатка, при которой температура начала чистовой прокатки составляет 950°C или ниже и диапазон температуры окончания чистовой прокатки 820-920°C. Температура намотки горячекатаной стальной полосы находится в диапазоне 650-800°C. Стадию изготовления трубы выполняют при комнатной температуре.
(2) В способе изготовления высокопрочных стальных труб, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, указанных в пункте (1), композиция дополнительно включает один или несколько компонентов, выбранных из 0,03-0,4% Cu, 0,03-0,3% Ni и 0,001-0,005% Sn по массе.
(3) В способе изготовления высокопрочных стальных труб, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, указанных в пункте (1) или (2), композиция дополнительно включает 0,001-0,003% масс. Ca.
(4) Высокопрочная стальная труба, сваренная электрической контактной сваркой, с низким отношением предела текучести к пределу прочности с высокой степенью однородности имеет состав, содержащий 0,38-0,45% C, 0,1-0,3% Si, 1,0-1,8% Mn, 0,03% или менее P, 0,03% или менее S, 0,01-0,07% раств. Al, и 0,01% или менее N по массе, остальное Fe и неизбежные примеси, а также имеет высокую прочность, то есть предел текучести YS 379-552 МПа и предел прочности при растяжении TS 655 МПа или более и низкое отношение предела текучести к пределу прочности, то есть отношение предела текучести к пределу прочности 80% или менее.
(5) В высокопрочных стальных трубах, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, указанных в пункте (4), композиция дополнительно включает один или несколько компонентов, выбранных из 0,03-0,4% Cu, 0,03-0,3% Ni и 0,001-0,005% по массе Sn.
(6) В высокопрочных стальных трубах, сваренных электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, указанных в пункте в (4) или (5), композиция дополнительно включает 0,001-0,003% по массе Ca.
(7) Способ изготовления горячекатаной стальной полосы, пригодной для изготовления стальных труб, сваренных электрической контактной сваркой, при комнатной температуре способом, указанным в пунктах (1)-(3), на стадии изготовления труб, на которой производится непрерывная подача и формуется по существу цилиндрическая открытая труба формованием валками и круглые концевые части открытой трубы выравнивают относительно друг друга и подвергают электрической контактной сварке.
(8) Горячекатаная стальная полоса, пригодная для изготовления стальных труб, сваренных электрической контактной сваркой, при комнатной температуре, указанных в пунктах (4)-(6), на стадии изготовления труб, на которой производится непрерывная подача и формуется по существу в цилиндрическую открытую трубу формованием валками и круглые концевые части открытой трубы выравнивают относительно друг друга и подвергают электрической контактной сварке.
(9) Способ изготовления горячекатаной стальной полосы для стальной трубы, сваренной электрической контактной сваркой, включает стадию горячей прокатки, на которой стальной материал нагревают и формуют в горячекатаную стальную полосу с помощью грубой прокатки и чистовой прокатки и горячекатаную стальную полосу сматывают, и стадию изготовления труб, на которой горячекатаную стальную полосу непрерывно подают и формуют по существу в цилиндрическую открытую трубу формованием валками и круглые концевые части открытой трубы выравнивают относительно друг друга и подвергают электрической контактной сварке. Стальной материал имеет состав, включающий 0,38-0,45% C, 0,1-0,3% Si, 1,0-1,8% Mn, 0,03% или менее P, 0,03% или менее S, 0,01-0,07% раств. Al и 0,01% или менее N по массе, остальное Fe и неизбежные примеси. Чистовой прокаткой является прокатка, при которой температура начала чистовой прокатки составляет 950°C или ниже и диапазон температуры окончания чистовой прокатки 820-920°C. Температура намотки горячекатаной стальной полосы находится в диапазоне 650-800°C.
(10) В способе изготовления горячекатаной стальной полосы для стальных труб, сваренных электрической контактной сваркой, указанных в пункте (9), композиция дополнительно включает один или несколько компонентов, выбранных из 0,03-0,4% Cu, 0,03-0,3% Ni и 0,001-0,005% по массе Sn.
(11) В способе изготовления горячекатаной стальной полосы для стальных труб, сваренных электрической контактной сваркой, указанных в пункте (9) или (10), композиция дополнительно включает 0,001-0,003% по массе Ca.
Положительные эффекты изобретения
В соответствии с настоящим изобретением нижеуказанная труба может быть стабильно и легко изготовлена без горячего редуцирования прокаткой или правкой в роликоправильной машине после изготовления трубы: высокопрочная стальная труба, сваренная электрической контактной сваркой, с низким отношением предела текучести к пределу прочности, имеющая небольшие изменения свойств, например прочность, низкое отношение предела текучести к пределу прочности, то есть 80% или менее, и высокая прочность, то есть предел текучести YS 379-552 МПа и предел прочности при растяжении TS 655 МПа или более. Это особенно выгодно в промышленном масштабе.
Краткое описание чертежей
Фиг. 1 представляет график, показывающий влияние места отбора образцов (положение в рулоне) на свойства при растяжении в продольном направлении стальной трубы, сваренной электрической контактной сваркой.
Фиг. 2 представляет график, показывающий зависимость между температурой намотки и температурой на входе чистовой прокатки (температура начала чистовой прокатки) FET на изменение ΔTS ((максимум TS) - (минимум TS)) прочности при растяжении TS.
Описание осуществлений
В настоящем изобретении используют следующие материалы: стальной материал состава 0,38-0,45% C, 0,1-0,3% Si, 1,0-1,8% Mn, 0,03% или менее P, 0,03% или менее S, 0,01-0,07% раств. Al и 0,005% или менее N по массе, остальное Fe и неизбежные примеси.
Прежде всего описаны обоснования ограничения состава стального материала, используемого в настоящем изобретении. Массовые проценты обозначаются просто %, если не указано иное.
C: 0,38-0,45%
C является элементом, повышающим прочность стали. В настоящем изобретении он должен содержаться в количестве 0,38% или более для обеспечения требуемой высокой прочности. Однако при содержании более 0,45% возможно образование мартенсита в местах, где температура локально снижена водой, оставшейся на полосе или т.п., в процессе охлаждения после горячей прокатки и может вызывать изменение свойств, таких как прочность. Таким образом, содержание C ограничено диапазоном 0,38-0,45%.
Si: 0,1-0,3%
Si является элементом, который действует в качестве раскислителя и повышает прочность стали твердорастворным упрочнением и может регулировать содержание Al на низком уровне, чтобы уменьшить вредное воздействие Al. Для достижения таких эффектов необходимо содержание 0,1% или более. Однако содержание более 0,3% дает большое количество красной окалины на поверхности стального листа. Места с красной окалиной локально быстро охлаждаются при охлаждении после горячей прокатки, что приводит к изменению свойств, таких как прочность. Таким образом, содержание Si ограничено диапазоном 0,1-0,3%.
Mn: от 1,0-1,8%
Mn является элементом, который повышает прочность стали твердорастворным упрочнением или увеличивает прокаливаемость. В настоящем изобретении он должен содержаться 1,0% или более для обеспечения высокой требуемой прочности. Однако содержание более 1,8% увеличивает сегрегацию и изменение свойств, таких как прочность, потому что чрезмерно увеличивается прокаливаемость и возможно формирование мартенсита. Таким образом, содержание Mn ограничено диапазоном 1,0-1,8%.
P: 0,03% или менее
P является элементом, который образует твердый раствор, повышающий прочность стали. P может сегрегироваться на границах зерен и т.п., что вызывает неоднородность свойств. Поэтому содержание Р предпочтительно свести к минимуму до неизбежной примеси и количество до 0,03% является приемлемым. Таким образом, P ограничен 0,03% или менее. Содержание P предпочтительно составляет 0,002% или менее.
S: 0,03% или менее
S может образовывать сульфид MnS в стали и может выступать в качестве участков выделения AlN. Так как выделение AlN влияет на повышение прочности, S вызывает увеличение изменений прочности. Такое влияние заметно, когда содержится более 0,03% S. Поэтому содержание S ограничено 0,03% или менее. Содержание S предпочтительно составляет 0,005% или менее. В случае когда AlN выделяется совместно с MnS, влияние незначительно.
Раств. Al: 0,01-0,07%
Al является элементом, действующим в качестве раскислителя. Для достижения такого эффекта должно содержаться 0,01% или более. Однако содержание более 0,07% вызывает увеличение количества AlN, что приводит к возникновению изменений в прочности за счет выделения AlN. Поэтому содержание раств. Al ограничено диапазоном 0,01-0,07%.
N: 0,005% или менее
N неизбежно содержится в стали, образует твердый раствор, способствующий увеличению прочности, взаимодействием с Al образует AlN и влияет на повышение прочности за счет выделения AlN. Когда содержание является большим, более 0,005%, возможно неоднородное выделение AlN в рулоне и изменение прочности. Таким образом, содержание N ограничено 0,005% или менее.
Вышеуказанные компоненты являются основными компонентами. Композиция может дополнительно содержать один или несколько компонентов, выбранных из 0,03-0,4% Cu, 0,03-0,3% Ni и 0,001-0,005% Sn и/или 0,001-0,003% Ca в качестве селективного элемента при необходимости, в дополнение к основной композиции.
Один или несколько компонентов, выбранных из 0,03-0,4% Cu, 0,03-0,3% Ni и 0,001-0,005% Sn
Каждый из Cu, Ni, Sn является элементом, вызывающим твердорастворное упрочнение, которое способствует увеличению прочности без ухудшения низкого отношения предела текучести к пределу прочности и при необходимости один или несколько из них могут выборочно входить в состав. Для достижения такого эффекта предпочтительно содержится 0,03% или более Cu, 0,03% или более N, или 0,001% или более Sn. Содержание более 0,4% Cu, более 0,3% Ni или более 0,005% Sn приводит к снижению ударной вязкости.
Ca является элементом, влияющим на морфологию сульфида, и его содержание должно составлять 0,001-0,003%.
Ca: 0,001-0,003%
Ca является элементом, влияющим на морфологию сульфида так, что удлиненные сульфиды превращаются в сферические сульфиды. Для достижения такого эффекта предпочтительно содержание 0,001% или более. Однако содержание более 0,003% ухудшает чистоту стали и может вызвать растрескивание за счет включений в процессе изготовления трубы; следовательно, оно предпочтительно ограничено 0,003% или менее. Таким образом, содержание Ca предпочтительно ограничено диапазоном 0,001-0,003%.
Способ изготовления стальной трубы в соответствии с настоящим изобретением описан ниже. В настоящем изобретении стальной материал, имеющий вышеуказанный состав, используют в качестве исходного материала.
Остальное, кроме вышеуказанных компонентов, представляет собой Fe и неизбежные примеси. В качестве неизбежных примесей приемлемыми являются 0,1% или менее Cr, 0,1% или менее Co, 0,01% или менее Ti, 0,01% или менее Nb, 0,01% или менее V, 0,05% или менее Mo и 0,001% или менее В.
Способ получения стального материала вышеуказанного состава не имеет особых ограничений. Стальной материал, такой как сляб, предпочтительно получают с помощью, например, обычно используемого конвертера предпочтительно разливкой, такой как непрерывная разливка. Кроме того, мягкое обжатие или электромагнитное перемешивание предпочтительно используют для предотвращения сегрегации.
Стальной материал вышеуказанного состава сначала подвергают стадии горячей прокатки. На стадии горячей прокатки стальной материал нагревают и подвергают горячей прокатке в горячекатаную стальную полосу черновой прокаткой и чистовой прокаткой с последующей намоткой после чистовой прокатки.
Температура нагрева стального материала предпочтительно составляет 1200-1280°C. Стальной материал может быть нагрет без охлаждения или стальной материал охлаждают до комнатной температуры и затем снова нагревают. Когда температура его нагрева ниже 1200°C, то трудно в достаточной степени повторно растворить крупные MnS и AlN. Таким образом, повторное выделение происходит на нерастворенных MnS и A1N при горячей прокатке, что увеличивает различия в прочности в рулоне. Сосуществование нерастворенных крупных выделений и мелкодисперсных осажденных выделений во время горячей прокатки увеличивает различия в прочности.
Однако, когда температура высокая, выше 1280°C, зерна аустенита укрупняются, возможно образование мартенситной фазы после горячей прокатки, прочность локально является высокой и различия в прочности увеличиваются. Таким образом, на стадии горячей прокатки температура нагрева стального материала предпочтительно составляет 1200-1280°C.
Нагретый стальной материал подвергают горячей прокатке, включающей черновую прокатку и чистовую прокатку. Условия черновой прокатки конкретно не ограничены и могут быть теми, которые позволяют изготавливать сутунку, имеющую заданный размер и форму. Сутунка предпочтительно имеет толщину 45 мм или более для обеспечения степени обжатия прокатки в области температур без рекристаллизации аустенита во время чистовой прокатки. После намотки сутунка может быть подвергнута чистовой прокатке.
Чистовой прокаткой является прокатка, при которой температура на входе чистовой прокатки (температура начала чистовой прокатки) FET составляет 950°C или ниже и температура на выходе чистовой прокатки (температура окончания чистовой прокатки) FDT составляет 820-920°C.
Температура на входе (температура начала чистовой прокатки) FET: 950°C или ниже
Температуру на входе (температура начала чистовой прокатки) FET поддерживают равной 950°C или ниже, при этом чистовую прокатку выполняют в области температур без рекристаллизации аустенита. Нижний предел FET предпочтительно составляет 900°C или выше для обеспечения требуемой температуры на выходе чистовой прокатки. Это позволяет получать более мелкое зерно, тем самым обеспечивая высокую требуемую прочность. Однако, когда температура на входе чистовой прокатки (температура начала чистовой прокатки) FET является высокой, выше 950°C, невозможно уменьшить размер зерна, что вызывает недостаточную прочность.
В качестве способа поддержания низкой FET 950°C или ниже можно привести следующий пример: увеличение количества проходов при черновой прокатке, проведение чистовой прокатки по достижению сутункой требуемой начальной температуры чистовой прокатки, проведение охлаждения водой между черновой прокаткой и чистовой прокаткой или т.п.
Температура на выходе (конечная температура чистовой прокатки) FDT: 820-920°C
Когда температура на выходе чистовой доставки (конечная температура чистовой прокатки) FDT ниже 820°C, чистовая прокатка является прокаткой при температуре ниже температуры превращения и, следовательно, большая разница в прочности может быть вызвана различием в микроструктуре между концевой частью (краевой участок) и центральной частью (центральная часть) стального листа, что приводит к недостаточной прочности. Однако, когда конечная температура чистовой прокатки высокая, выше 920°C, зерно аустенита укрупняется, возможно образование мартенситной фазы, даже если температура намотки увеличивается, и возможно изменение прочности. Таким образом, температура на выходе чистовой прокатки (конечная температура чистовой прокатки) FDT ограничена диапазоном 820-920°C.
Для обеспечения на выходе чистовой прокатки (конечная температура чистовой прокатки) FDT весь лист или концевая часть (краевая часть) листа проката могут быть нагреты с помощью индукционного нагревателя и т.п. перед чистовой прокаткой. Термин “температура чистовой прокатки” относится к температуре поверхности, определенной радиационным пирометром.
Горячекатаную стальную полосу охлаждают на выпускном рольганге в течение времени с момента завершения чистовой прокатки до намотки. Полоса может охлаждаться со скоростью охлаждения 50°C/сек или более для повышения точности температуры намотки.
После чистовой прокатки горячекатаную стальную полосу сматывают. В настоящем изобретении температура намотки составляет 650-800°C.
Температура намотки: 650-800°C
Когда температура намотки ниже 650°C, возможно образование мартенсита в процессе охлаждения после завершения чистовой прокатки и изменение прочности имеет тенденцию к увеличению. Однако, когда температура намотки высокая, выше 800°C, выделяется крупный AlN, зерно укрупняется и изменение прочности имеет тенденцию к увеличению. Таким образом, температура (температура намотки), при которой сматывают горячекатаную стальную полосу, ограничена диапазоном 650-800°C. Температура намотки предпочтительно составляет 690-730°C.
Смотанную стальную полосу охлаждают до комнатной температуры. После охлаждения до 400°C или ниже рулон может охлаждаться водой для сокращения времени охлаждения. После охлаждения до 400°C или ниже мартенсит не может образовываться при охлаждении водой.
Смотанную горячекатаную стальную полосу непрерывно подают и затем подвергают стадии изготовления трубы при комнатной температуре без нагрева.
На стадии изготовления трубы горячекатаную стальную полосу, непрерывно подаваемую, сначала формуют по существу в цилиндрическую открытую трубу. Температура формования является комнатной температурой. Формование открытой трубы предпочтительно проводят непрерывно с использованием, например, ролико-гибочной машины, включающей несколько валков трубоформовочного стана с калибрами открытого типа, валков рабочей клети, валков ножевой клети или т.п., расположенных последовательно, и, конечно, ими не ограничивается. Кольцевые концевые части практически цилиндрической формованной открытой трубы выравнивают друг против друга с помощью сварочных роликов. Выровненные участки подвергаются электрической контактной сварке с помощью высокочастотной сварки или т.п., в результате чего получают стальные трубы, сваренные электрической контактной сваркой.
Только зона сварного шва (часть шва), сформированная с помощью электрической контактной сварки, может быть подвергнута термической обработке (отжигу шва) нагревом зоны сварного шва до около 900-1050°C для того, чтобы улучшить микроструктуру.
После стадии изготовления трубы полученная стальная труба, сваренная электрической контактной сваркой, может быть подвергнута редуцированию прокаткой на 0,3-5% при комнатной температуре с целью калибровки по размеру формы. Когда редуцирование менее 0,3% цель, то есть калибровка по размеру формы не может быть достигнута. Однако, когда уменьшение диаметра является большим, более 5%, возможно образование трещин. Таким образом, редуцирование предпочтительно составляет 0,3-5% и более предпочтительно 1,5% или менее.
Примеры
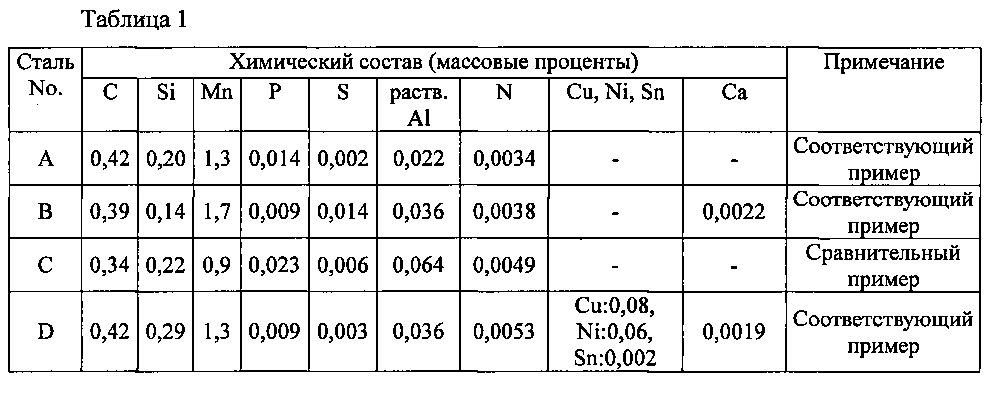
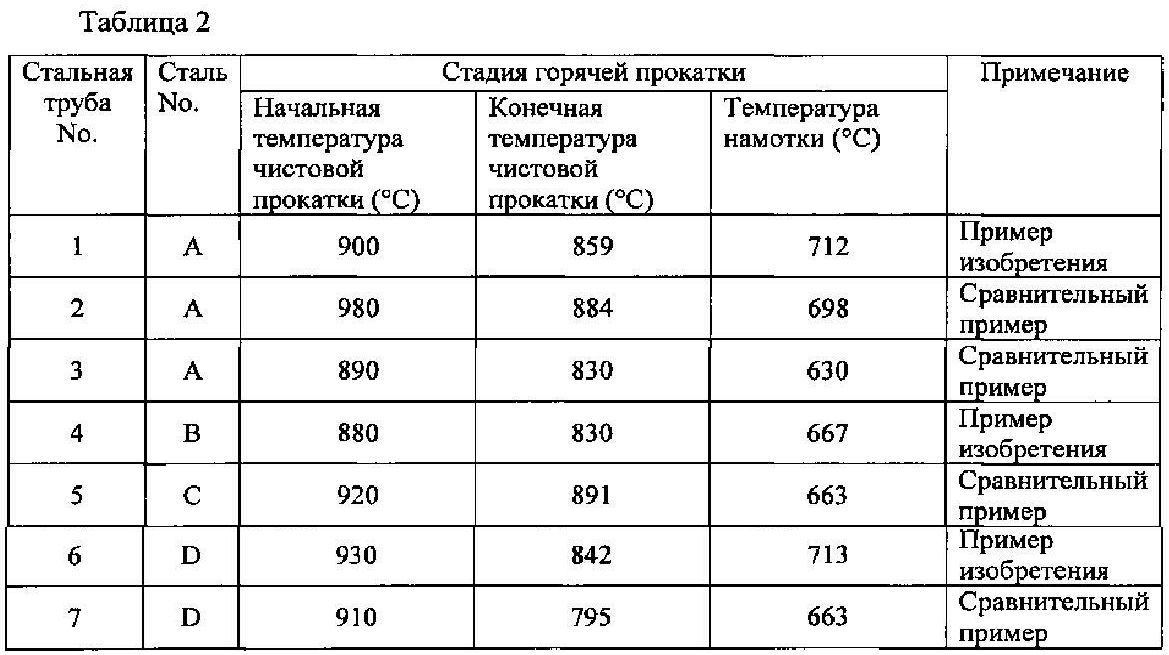
Расплавленную сталь состава, показанного в таблице 1, готовят в конвертере и отливают в слябы (стальной материал) с помощью процесса непрерывной разливки. Сляб подвергают стадии горячей прокатки, включающей стадию нагрева при температуре нагрева 1210-1240°C, черновую прокатку при температуре 970-1000°C, горячую прокатку, включающую чистовую прокатку в условиях, показанных в таблице 2, и намотку при температуре намотки, показанной в таблице 2, в результате получают горячекатаную стальную полосу (толщина 12,4 мм). Смотанную горячекатаную стальную полосу разматывают и формуют в практически цилиндрическую открытую трубу непрерывным формованием с использованием валков. Круглые концевые участки каждой открытой трубы выравнивают относительно друг друга, используя сварочные ролики, с последующей стадией изготовления трубы проведением электрической контактной сварки, высокочастотной электрической контактной сваркой, посредством чего получают стальную трубу, сваренную электрической контактной сваркой (наружный диаметр 508 мм φ и толщина 12,7 мм). Только зону электрической контактной сварки подвергают термической обработке (отжиг шва) нагревом зоны сварного шва электрической контактной сварки до около 980°C, чтобы улучшить микроструктуру. После изготовления трубы выполняют редуцирование на 0,6% при комнатной температуре, используя калибровочный стан, в результате чего выполняется калибровка по размеру формы.
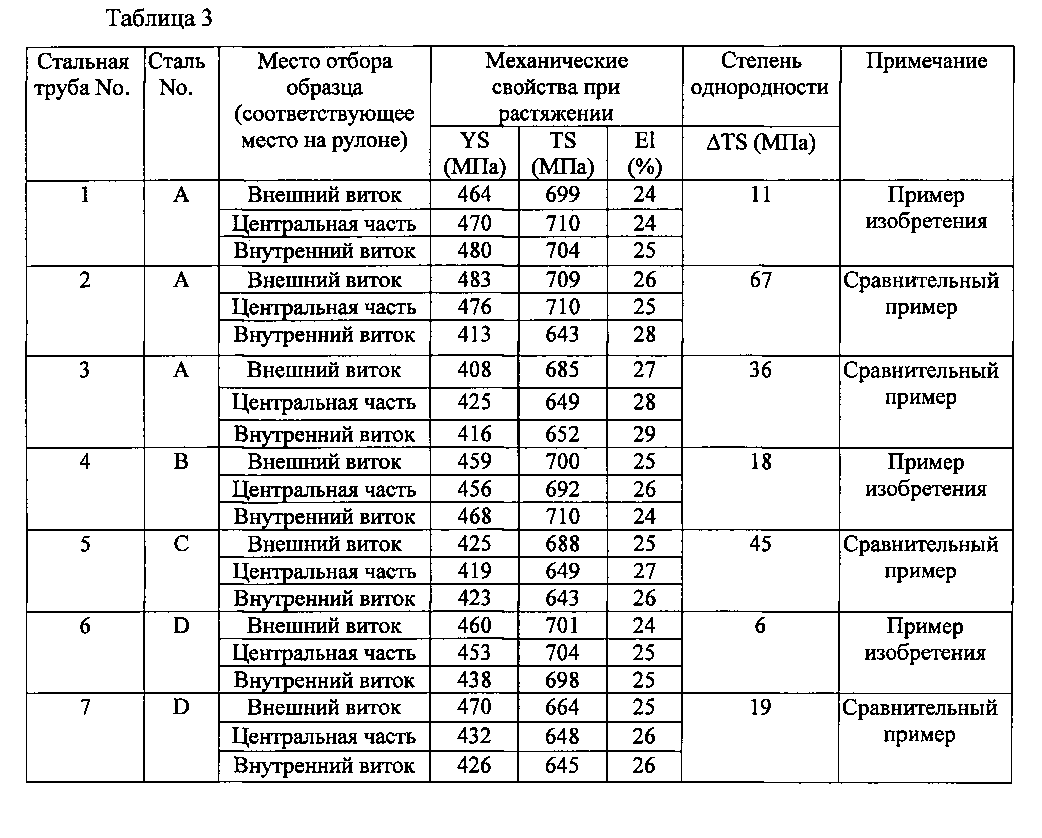
Образцы для испытания на растяжение (прямоугольные образцы шириной 38 мм) отбирают из полученной стальной трубы, сваренной электрической контактной сваркой, так, чтобы продольное направление трубы совпало с направлением при растяжении, таким образом определяются механические свойства при растяжении (предел текучести YS, предел прочности при растяжении TS и относительное удлинение EL) в соответствии со стандартом ASTM А370. Образцы для испытаний на растяжение отбирают в соответствующих местах (внешний виток (10 м от заднего конца рулона) рулона, центральная часть (60 м от заднего конца рулона) и внутренний виток (10 м от переднего конца рулона)) однополосного рулона.
Разницу ΔTS между максимумом и минимумом рассчитывают по пределу прочности при растяжении TS, полученному в каждом месте в продольном направлении рулона, в результате чего оценивают изменение свойств (изменение прочности) рулона.
Полученные результаты приведены в таблице 3.
Примеры изобретения создают стальную трубу, сваренную электрической контактной сваркой, имеющую небольшие изменения свойств, то есть ΔTS менее 20 МПа, низкое отношение предела текучести к пределу прочности, то есть отношение предела текучести к пределу прочности 80% или менее и высокую прочность, то есть предел текучести YS 379-552 МПа и предел прочности при растяжении TS 655 МПа или более без нагрева в процессе изготовления трубы и горячего редуцирования или правки в роликоправильной машине после изготовления труб. Однако сравнительные примеры, которые выходят за рамки настоящего изобретения, проявляют большое изменение свойств, то есть ATS 20 МПа или более, или не могут стабильно соответствовать требуемой высокой прочности (TS 655 МПа или более).
Для стальной трубы №2 TS внутреннего витка рулона выходит за рамки настоящего изобретения, и ΔTS является большим, потому что начальная температура чистовой прокатки превышает 950°C, которая представляет верхний предел в настоящем изобретении.
Кроме того, для стальной трубы №3 ΔTS, TS центральной части рулона и внутреннего витка рулона выходят за рамки настоящего изобретения, так как температура намотки ниже 650°C, которая является нижним пределом в настоящем изобретении. Для стальной трубы №5 ΔTS, TS центральной части рулона и внутреннего витка рулона выходят за рамки настоящего изобретения, поскольку содержание C и Mn в стальном листе менее нижнего предела настоящего изобретения. Для стальной трубы №7 TS центральной части рулона и внутреннего витка рулона выходит за рамки настоящего изобретения, так как конечная температура чистовой прокатки ниже 820°C, которая является нижним пределом в настоящем изобретении.
Реферат
Изобретение относится к высокопрочной стальной трубе с низким отношением предела текучести к пределу прочности, сваренной электрической контактной сваркой, с отношением предела текучести к пределу прочности 80% или менее и TS 655 МПа или более и способ ее изготовления. В частности, стальной материал состава, включающего, мас.%: 0,38-0,45 C, 0,15-0,25 Si, 1,0-1,8 Mn, 0,03 или менее P, 0,03 или менее S, 0,01-0,07 раств. Al и 0,005 или менее N по массе, подвергают черновой прокатке и чистовой прокатке, при которой начальная температура составляет 950°C или ниже, и конечная температура составляет 820-920°C, получая таким образом горячекатаную стальную полосу. Полосу сматывают при температуре 650-800°C, затем разматывают, формуют и осуществляют электрическую контактную сварку при комнатной температуре c получением стальной трубы с небольшими изменениями свойств в продольном направлении ΔTS 20 МПа или менее, низким отношением предела текучести к пределу прочности 80% или менее и высокой прочностью, то есть пределом текучести YS 379-552 МПа и пределом прочности при растяжении TS 655 МПа или более. 4 н. и 8 з.п. ф-лы, 3 табл., 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Стальные листы для сверхвысокопрочных магистральных труб и сверхвысокопрочные магистральные трубы, обладающие прекрасной низкотемпературной ударной вязкостью, и способы их изготовления
Горячекатаный стальной лист для высокопрочной трубы, изготовленной путем контактной сварки, обладающий стойкостью к воздействию сернистого газа и исключительной ударной вязкостью, и способ изготовления такого стального листа
Комментарии