Многопозиционный станок для двухсторонней обработки деталей - SU929399A1
Код документа: SU929399A1
Чертежи


Описание
(54) М.НОГОПОЗИЦИОННЫЙ СТАНОК ДЛЯ ДВУХСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ

Реферат
Формула
1
Изобретение относится к станкостроению
, а именно к агрегатным станкам, и может быть использовано при обработке отверстий
(сверление, зенкование, нарезание резьбы) в длинномерных изделиях, например
в профилях, применяемых в конструкции унифицированных блоков шкафов управления
, изготовляемых в электротехнической промышленности.
Известен многопозиционный станок для двухсторонней обработки деталей, содержащий
установленный на валу поворотно-позиционный стол с механизмом деления и приводом и силовые головки 1.
Недостатком данного станка является невозможность обработки двух отверстий с
различными межосевыми расстояниями одновременно в обоих торцах для нескольких типоразмеров деталей.
Цель изобретения - расширение технологических возможностей.
Поставленная цель достигается тем, что станок снабжен втулкой с кольцевым пазом
на внешней поверхности, установленной на валу с возможностью осевого перемещения,
а силовые головки, расположенные по одну сторону от поворотно-позиционного стола.
снабжены захватом, размещенным в пазу упомянутой втулки, при .этом поворотно-позиционный
стоЛ выполнен в виде двух параллельно расположенных дисков, на одном из
которых жестко закреплена упомянутая втулка, а другой связан с механизмом деления
, выполненным в виде цевок и планки, асимметрично закрепленной на валу привода
, на одном из концов которой, на стороне , обращенной к поворотно-позиционному
столу, образован паз, причем планка установлена с возможностью взаимодействия
наружной поверхностью одного конца и пазами другого с цевками.
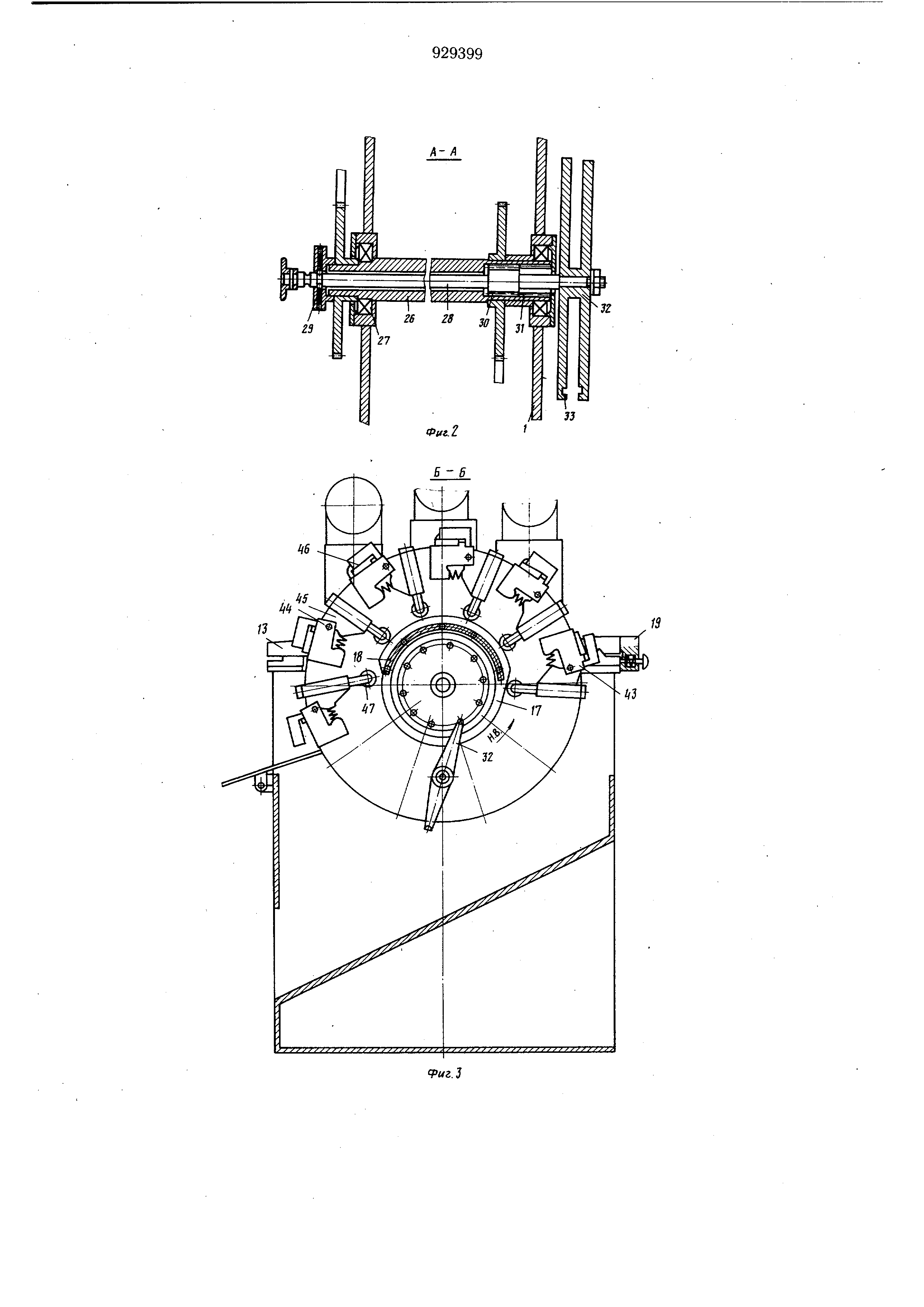
На фиг. 1 изображен станок, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на
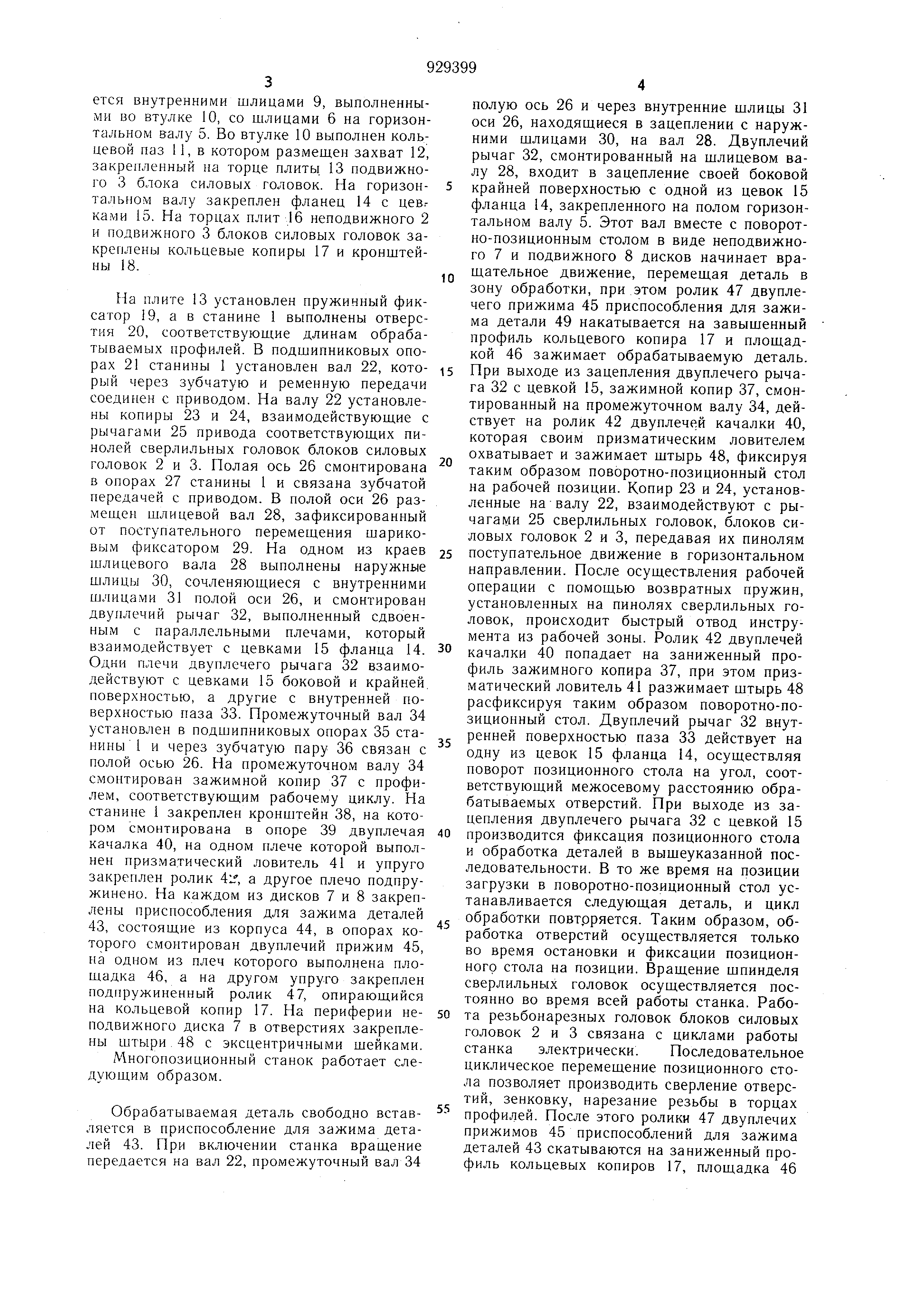
15 фиг. 3 - сечение Б-Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 1.
На станине 1 установлены неподвижный 2 и подвижный 3 блоки силовых головок
. В центральной части станины 1 в подшипниковых опорах 4 смонтирован полый
горизонтальный вал 5 с наружными шлицами 6, на котором закреплен поворотно-позиционный
стол в виде неподвижного 7 и подвижного 8 дисков. Диск 7 жестко закреплен
на горизонтальном валу, а диск -8 сочленяется внутренними шлицами 9, выполненными
во втулке 10, со шлицами 6 на горизонтальном валу 5. Во втулке 10 выполнен кольцевой
паз 11, в котором размещен захват 12, закрепленный на торце плиты. 13 подвижного
3 блока силовых головок. На горизонтальном валу закреплен фланец 14 с цевками
15. На торцах плит 16 неподвижного 2 и подвижного 3 блоков силовых головок закреплены
кольцевые копиры 17 и кронштейны 18. На плите 13 установлен пружинный фиксатор
19, а в станине 1 выполнены отверстия 20, соответствующие длинам обрабатываемых
профилей. В подшипниковых опорах 21 станины 1 установлен вал 22, который
через зубчатую и ременную передачи соединен с приводом. На валу 22 установлены
копиры 23 и 24, взаимодействующие с рычагами 25 привода соответствующих пинолей
сверлильных головок блоков силовых головок 2 и 3. Полая ось 26 смонтирована
в опорах 27 станины 1 и связана зубчатой передачей с приводом. В полой оси 26 размещен
шлицевой вал 28, зафиксированный от поступательного перемещения шариковым
фиксатором 29. На одном из краев шлицевого вала 28 выполнены наружные
шлицы 30, сочленяющиеся с внутренними шлицами 31 полой оси 26, и смонтирован
двуплечий рычаг 32, выполненный сдвоенным с параллельными плечами, который
взаимодействует с цевками 15 фланца 14. Одни плечи двуплечего рычага 32 взаимодействуют
с цевками 15 боковой и крайней, поверхностью, а другие с внутренней поверхностью
паза 33. Промежуточный вал 34 установлен в подшипниковых опорах 35 станины
1 и через зубчатую пару 36 связан с полой осью 26. На промежуточном валу 34
смонтирован зажимной копир 37 с профилем , соответствующим рабочему циклу. На
станине 1 закреплен кронштейн 38, на котором смонтирована в опоре 39 двуплечая
качалка 40, на одном плече которой выполнен приз.матический ловитель 41 и упруго
закреплен ролик , а другое плечо подпружинено . На каждом из дисков 7 и 8 закреплены
приспособления для зажима деталей 43, состоящие из корпуса 44, в опорах которого
смонтирован двуплечий прижим 45, на одном из плеч которого выполнена площадка
46, а на другом упруго закреплен подпружиненный ролик 47, опирающийся
на кольцевой копир 17. На периферии неподвижного диска 7 в отверстиях закреплены
штыри . 48 с эксцентричными щейками. Многопозиционный стапок работает следующим образом.
Обрабатываемая деталь свободно вставляется в приспособление для зажима деталей
43. При включении станка вращение передается на вал 22, промежуточный вал 34 полую ось 26 и через внутренние шлицы 31 оси 26, находящиеся в зацеплении с наружними
шлицами 30, на вал 28. Двуплечий рычаг 32, смонтированный на щлицевом валу
28, входит в зацепление своей боковой крайней поверхностью с одной из цевок 15
фланца 14, закрепленного на полом горизонтальном валу 5. Этот вал вместе с поворотно-позиционным
столом в виде неподвижного 7 и подвижного 8 дисков начинает вращательное движение, перемещая деталь в
зону обработки, при этом ролик 47 двуплечего прижима 45 приспособления для зажима
детали 49 накатывается на завышенный профиль кольцевого копира 17 и площадкой
46 зажимает обрабатываемую деталь. При выходе из зацепления двуплечего рычага
32 с цевкой 15, зажимной копир 37, смонтированный на промежуточном валу 34, действует
на ролик 42 двуплечей качалки 40, которая своим призматическим ловителем
охватывает и зажимает штырь 48, фиксируя таким образом поворотно-позиционный стол
на рабочей позиции. Копир 23 и 24, установленные на валу 22, взаимодействуют с рычагами
25 сверлильных головок, блоков силовых головок 2 и 3, передавая их пинолям
поступательное движение в горизонтальном направлении. После осуществления рабочей
операции с помощью возвратных пружин, установленных на пинолях сверлильных головок
, происходит быстрый отвод инструмента из рабочей зоны. Ролик 42 двуплечей
качалки 40 попадает на заниженный профиль зажимного копира 37, при этом призматический
ловитель 41 разжимает штырь 48 расфиксируя таким образом поворотно-позиционный
стол. Двуплечий рычаг 32 внутренней поверхностью паза 33 действует на
одну из цевок 15 фланца 14, осуществляя поворот позиционного стола на угол, соответствующий
межосевому расстоянию обрабатываемых отверстий. При выходе из зацепления
двуплечего рычага 32 с цевкой 15 производится фиксация позиционного стола
и обработка деталей в вышеуказанной последовательности . В то же время на позиции
загрузки в поворотно-позиционный стол устанавливается следующая деталь, и цикл
обработки повтрряется. Таким образом, обработка отверстий осуществляется только
во время остановки и фиксации позиционного стола на позиции. Вращение щпинделя
сверлильных головок осуществляется постоянно во время всей работы станка. Работа
резьбонарезных головок блоков силовых головок 2 и 3 связана с циклами работы
станка электрически. Последовательное циклическое перемещение позиционного стола
позволяет производить сверление отверстий , зенковку, нарезание резьбы в торцах
профилей. После этого ролики 47 двуплечих прижимов 45 приспособлений для зажима
деталей 43 скатываются на заниженный профиль кольцевых копиров 17, площадка 46
поднимается, и обра-ботанная деталь снимается съемником.
При переходе на обработку профиля другой длины необходимо освободить пружинный
фиксатор 19, подать подвижный блок силовых головок 3 в нужном направлении
и зафиксировать его на одном из отверстий 20, выполненных в станине 1. При этом
изменится размер позиционного стола, так как подвижный диск 8, смонтированный на
втулке 10, связанный с захватом 12, закрепленным на торце 13 подвижного 3
блока силовых головок, передвигается вдоль полого горизонтального вала 5 со шлицами 6
с которыми он сочленен внутренними шлицами 9, выполненными во втулке 10.
При обработке в торцах профилей отверстий , расстояние между осями которых
иные, переналадка осушествляется следующим образом: штыри 48 с эксцентричными
шейками расфиксируются, разворачиваются в отверстиях диска 7 до установки необходимого
межцентрового размера, а затем вновь фиксируются; вал 28, сочлененный
своими наружными шлицами 30 с внутренними шлицами 31 полой оси 26, перемещается
внутри последней в нужном направлении и фиксируется от поступательного
перемещения шариковым фиксатором 29. При этом смонтированный на валу 28 двуплечий
рычаг 32 встает во второе положение , при котором в работе участвует другая
пара плеч, и, следовательно, поворот позиционного стола происходит на дистанцию,
соответствующую иному размеру между осями обрабатываемых отверстий.
Технико-экономический эффект при применении предлагаемого станка заключается
в том, что на нем возможна обработка до
двух отверстий в обоих торцах профилей
одновременно. При этом межосевые размеры отверстий и длины профилей могут варьироваться
в щироких пределах, что расширяются технологические возможности станка .
Формула изобретения
Многопрзиционный станок для двухсто0 ронней обработки деталей, содержащий установленный на валу поворотно-позиционный
стол с механизмом деления и приводом и силовые головки,, отличающийся тем,
что, с целью расширения технологических возможностей, станок снабжен втулкой с
5 кольцевым пазом на внешней поверхности, установленной на валу с возможностью осевого
перемещения, а силовые головки, расположенные по одну сторону от поворотнопозиционного
стола, снабжены захватом,
0 размещенным в пазу упомянутой втулки, при
этом поворотно-позиционный стол выполнен в виде двух дисков, на одном из которых
жестко закреплена упомянутая втулка, а другой связан с механизмом деления, выполненным
в виде цевок и планки, асимметрично закрепленной на валу привода, на одном
из концов которой, на стороне, обращенной к поворотно-позиционному столу, выполнен
паз, причем планка установлена с возможностью взаимодействия наружной поверхностью
одного конца плеча и пазом другого
0 с цевками.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР
№ 655510, кл. В 23 Q 41/02, 1977.
(О
:s
s
Цб
13
Б- Б
Комментарии