Фитинг высокого давления - RU2752226C2
Код документа: RU2752226C2
Чертежи


Описание
[0001] Настоящее изобретение относится к фитингу, подходящему для применения в работающих при повышенном давлении трубопроводах, таких как трубопроводы, используемые в нефтегазоразведке, транспортировке газа и водопроводных сетях.
Уровень техники настоящего изобретения
[0002] Трубопроводы для транспортировки текучих сред при высоком давлении, например, давлении, превышающем 2 МПа (20 бар), часто изготавливают из стали или другого металла, чтобы обеспечить высокую механическую прочность и удерживание текучей среды. В определенных приложениях, например, где транспортируемая текучая среда вызывает коррозию, становится необходимым применение материалов, которые являются устойчивыми к коррозии, имеют систему активной защиты от коррозии или имеют защитную футеровку или оболочку между металлом и транспортируемой текучей средой. Металлы, которые являются устойчивыми к коррозии, как правило, создают высокие капитальные расходы, в то время как применение систем активного предотвращения коррозии приводит к повышению эксплуатационных расходов в течение срока службы трубопровода. Чтобы сократить полные расходы, все больше используют решения, включающие применение покрытий или футеровок для отделения металла от вызывающей коррозию текучей среды.
[0003] В качестве более экономичного решения известна модификация труб из нелегированной углеродистой стали вставками из устойчивого к коррозии сплава (CRA) или футеровками из нержавеющей стали и никелевого сплава для придания устойчивости к коррозии. Хотя такие футеровки являются эффективными, известно, что они представляют собой проблемы при работе в течение установки, которые вызывают риск повреждения самого сплава. Соответствующие альтернативы разработаны для определенных приложений, где известно применение пластмассовой футеровки вместо металлической, причем выбор пластмассы зависит от транспортируемой текучей среды и температуры эксплуатации, и известные футеровочные материалы включают, не ограничиваясь ими, полиэтилен (PE), полиамид (PA), поливинилиденфторид (PVDF) и полиэфирэфиркетон (PEEK). Футерованная пластмассой нелегированная углеродистая сталь, как правило, представляет собой решения, наиболее привлекательные в экономическом отношении, и диапазон их применений расширяется.
[0004] Традиционный подход к установке пластмассовых футеровок в трубы заключается в том, чтобы, в первую очередь, уменьшить диаметр футеровки и, сохраняя уменьшенный диаметр футеровки, вставить ее в ветку стального трубопровода. Футеровке предоставляют возможность восстановления своих первоначальных размеров после вставки с образованием плотной посадки в стальную приемную трубу. Известна установка таких футеровок длиной, превышающей 1000 метров, в ходе одной операции. Такие способы являются хорошо известными и включают такие, как способ Rolldown™, который описан в документе EP0834034, и способ Subline™, который описан в документе EP0514142.
[0005] Когда пластмассовая футеровка установлена по всей длине стальной трубы, необходимо присоединить торец вставленной пластмассовой футеровки к торцу самого стального трубопровода. Соединение должно выполнять две основные эксплуатационные функции, заключающиеся в том, что пластмассовая футеровка не должна двигаться или вытягиваться из торцевого соединения под действием условий эксплуатации, таких как давление или температура текучей среды, и что соединение должно обеспечивать герметизацию, чтобы предотвращать просачивание транспортируемой текучей среды в пространство между футеровкой и металлической трубой.
[0006] Пример фитинга, которым заканчивается пластмассовая футеровка отрезка стальной трубы, описан в документе GB2298256. Деталь в форме втулки приваривают к торцу стальной трубы, которая содержит вкладыш CRA и ряд круговых пазов или зубцов. Футеровку устанавливают и обрезают таким образом, что футеровка покрывает круговые пазы, после чего вкладыш CRA вставляют в пластмассовую футеровку, чтобы обеспечить ее прижатие к вышеупомянутым пазам. Эту систему широко используют, например, в сооружении инжекционных водопроводов для нефтедобывающей промышленности, и она имеет понятные ограничения. Первая проблема заключается в том, что предпочтительный вариант осуществления предусматривает круговые зубцы, которые выступают в канал металлического трубопровода, а не применение пазов, вырезанных в металлическом корпусе. Это означает что канал трубы дополнительно сужается в точке входа для вставки футеровки, и это означает, что требуется большее сокращение диаметра. Большее сокращение может препятствовать последующему восстановлению размеров пластмассы, которое может не обеспечить состояние плотной посадки. При эксплуатации размещение вставки вызывает локализованное уменьшение диаметра футерованной трубы, что ограничивает прикладные решения, которые могут быть использованы. Это может быть использовано, например, в сооружении инжекционных водопроводов, но не углеводородных трубопроводов. В последнем случае требуется инспекция посредством внутритрубных дефектоскопов, которые не могут проходить через канал с локализованным уменьшением диаметра, и, кроме того, углеводородные текучие среды склонны к отложениям воскообразных веществ в точках искажения структуры труб, что может приводить к закупориванию или увеличению требуемой энергии эксплуатируемых насосов.
[0007] Задача настоящего изобретения заключается в том, чтобы преодолеть по меньшей мере некоторые из проблем, упомянутых выше.
Краткое раскрытие настоящего изобретения
[0008] Согласно первому аспекту настоящего изобретения предложено соединяющее трубы устройство для присоединения к футерованной полиолефином трубе содержащее:
трубный фитинг, содержащий полый корпус с каналом, имеющим первый внутренний диаметр на первом торце, второй внутренний диаметр, превышающий вышеупомянутый первый внутренний диаметр, вблизи второго торца, и конус между первым торцом и вторым торцом;
уплотнительное кольцо, имеющее внутренний диаметр и наружный конус на одном торце; и
стыковочный рельеф на внутренней поверхности фитинга;
причем цилиндрическая полиолефиновая футеровка, которая в месте расширения и прижатия к внутренней поверхности вышеупомянутой трубы обычно имеет внутренний диаметр, практически равный внутреннему диаметру уплотнительного кольца, может быть прикреплена к трубному фитингу посредством вставки вышеупомянутой футеровки в канал и последующей вставки уплотнительного кольца в вышеупомянутую футеровку, в результате чего этого прижатая часть вышеупомянутой футеровки оказывается в зацеплении со стыковочным рельефом.
[0009] Таким образом, после установки футеровка и уплотнительное кольцо имеют практически одинаковый внутренний диаметр, и это означает, что отсутствует локализованное уменьшение диаметра канала, которое может затруднять пропускание внутритрубных дефектоскопов, очистных устройств или других элементов, которые могут потребоваться для пропускания через футерованную трубу.
[0010] Футеровка имеет толщину, локальное уменьшение которой может составлять от 10% до 30% при сжатии в состоянии зацепления со стыковочным рельефом посредством уплотнительного кольца. Предпочтительно толщина футеровки локально уменьшается на 20%.
[0011] Предпочтительно стыковочный рельеф имеет форму, которая допускает холодное пластическое формование находящейся в трубе вышеупомянутой полиолефиновой футеровки, обеспечивая одновременно лабиринтное уплотнение и механическое крепление. Сжатие футеровки уплотнительным кольцом может заставлять часть футеровки пластически деформироваться, проникая в пазы, и в результате этого футеровка прочно фиксируется в фитинге.
[0012] Угол конуса на трубном фитинге может быть практически равным углу конуса на уплотнительном кольце. Это может способствовать обеспечению относительно равномерного сжатия футеровки между конусом на уплотнительном кольце и конусом на трубном фитинге, что предотвращает локализованное повреждение футеровки на стенке, приводящее к уменьшению толщины. Такой признак является желательным для предотвращения ослабления футеровки в непосредственной близости к фитингу, где оказывается вероятным воздействие аксиальной нагрузки, когда трубопровод впервые вводят в эксплуатацию.
[0013] Согласно варианту осуществления стыковочный рельеф содержит один или несколько круговых пазов, углубленных во внутреннюю поверхность фитинга. В качестве альтернативы, стыковочный рельеф содержит два или более смежных кольцевых зубцов, выступающих в радиальном направлении внутрь от внутренней поверхности фитинга и определяющих между собой пазы.
[0014] В любом случае, стыковочный рельеф может содержать от трех до пяти вышеупомянутых пазов.
[0015] Согласно варианту осуществления стыковочный рельеф находится на вышеупомянутой внутренней поверхности вышеупомянутого фитинга между вторым торцом и конусом вышеупомянутого фитинга.
[0016] Предпочтительно вышеупомянутый первый внутренний диаметр трубного фитинга равен внутреннему диаметру трубы, к которой должно быть присоединено устройство.
[0017] Согласно варианту осуществления канал трубного фитинга имеет третий внутренний диаметр на вышеупомянутом втором торце, причем вышеупомянутый второй внутренний диаметр находится между вышеупомянутым первым внутренним диаметром и вышеупомянутым третьим внутренним диаметром, и при этом третий внутренний диаметр составляет менее чем вышеупомянутый второй внутренний диаметр и не менее чем наружный диаметр уплотнительного кольца. Предпочтительно вышеупомянутый третий внутренний диаметр определяет торцевую поверхность трубного фитинга, подходящую для герметизации стыка с другой трубой или трубным фитингом.
[0018] Согласно варианту осуществления трубный фитинг имеет на своей наружной поверхности углубление, способное удерживать монтажный инструмент.
[0019] Согласно второму аспекту настоящего изобретения предложен набор деталей, содержащий по меньшей мере одно соединяющее трубы устройство согласно любому предшествующему абзацу и по меньшей мере одну полую цилиндрическую полиолефиновую футеровку, которая при расширении и прижатии к внутренней поверхности вышеупомянутой трубы имеет внутренний диаметр, практически равный внутреннему диаметру уплотнительного кольца.
[0020] Набор может дополнительно содержать монтажный инструмент, содержащий поршень, имеющий наружный диаметр, составляющий не более чем внутренний диаметр уплотнительного кольца, конический ведущий край и практически горизонтальное поле, на котором может быть временно установлено вышеупомянутое уплотнительное кольцо.
[0021] Согласно третьему аспекту настоящего изобретения предложен способ футеровки трубы, включающий следующие стадии:
a. обеспечение набора деталей, который описан выше;
b. присоединение первого торца фитинга к трубе;
c. вставка футеровки в трубу и фитинг и расширение футеровки до прижатия к внутренней поверхности трубы; и
d. вставка уплотнительного кольца в футеровку и фитинг таким образом, что футеровка вдавливается в стыковочный рельеф.
[0022] Согласно четвертому аспекту настоящего изобретения предложен способ футеровки трубы, включающий следующие стадии:
a. обеспечение набора, который описан выше;
b. присоединение первого торца фитинга к трубе;
c. вставка футеровки в трубу и фитинг и расширение футеровки до прижатия к внутренней поверхности трубы;
d. присоединение вышеупомянутого монтажного инструмента к вышеупомянутому углублению на наружной поверхности трубного фитинга;
e. присоединение вышеупомянутого поршня с установленным на нем вышеупомянутым уплотнительным кольцом к монтажному инструменту;
f. применение монтажного инструмента для вставки поршня и уплотнительного кольца в футеровку и фитинг таким образом, что футеровка вдавливается в стыковочный рельеф, причем вышеупомянутое углубление удерживает монтажный инструмент, в то время как он прижимает ведущий край поршня к торцу футеровки, вызывая ее расширение в радиальном направлении, что, в свою очередь, вдавливает уплотнительное кольцо в футеровку; и
g. удаление монтажного инструмента и поршня с оставлением уплотнительного кольца в футеровке и фитинге.
[0023] В способе, который описан выше, фитинг может быть прикреплен к трубе посредством сварки.
[0024] Способ, который описан выше, может включать стадию обрезки футеровки до желательной длины после ее вставки в трубу и фитинг.
Краткое описание фигур
[0025] Далее варианты осуществления настоящего изобретения описаны в настоящем документе со ссылкой на сопровождающие фигуры, в числе которых:
фиг. 1 (уровень техники) представляет поперечное сечение собранного соединяющего трубы устройства предшествующего уровня техники;
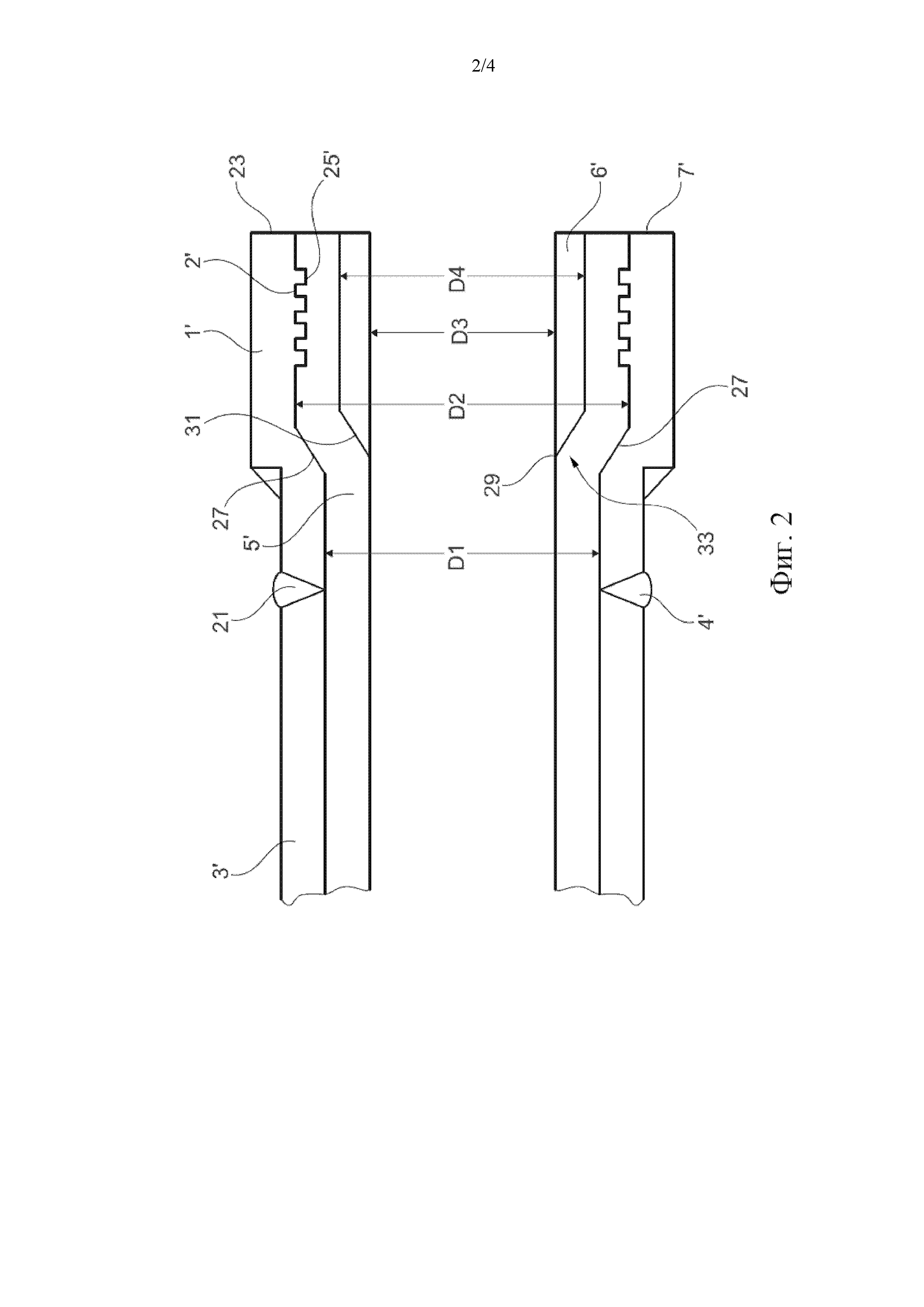
фиг. 2 представляет поперечное сечение собранного соединяющего трубы устройства согласно варианту осуществления настоящего изобретения;
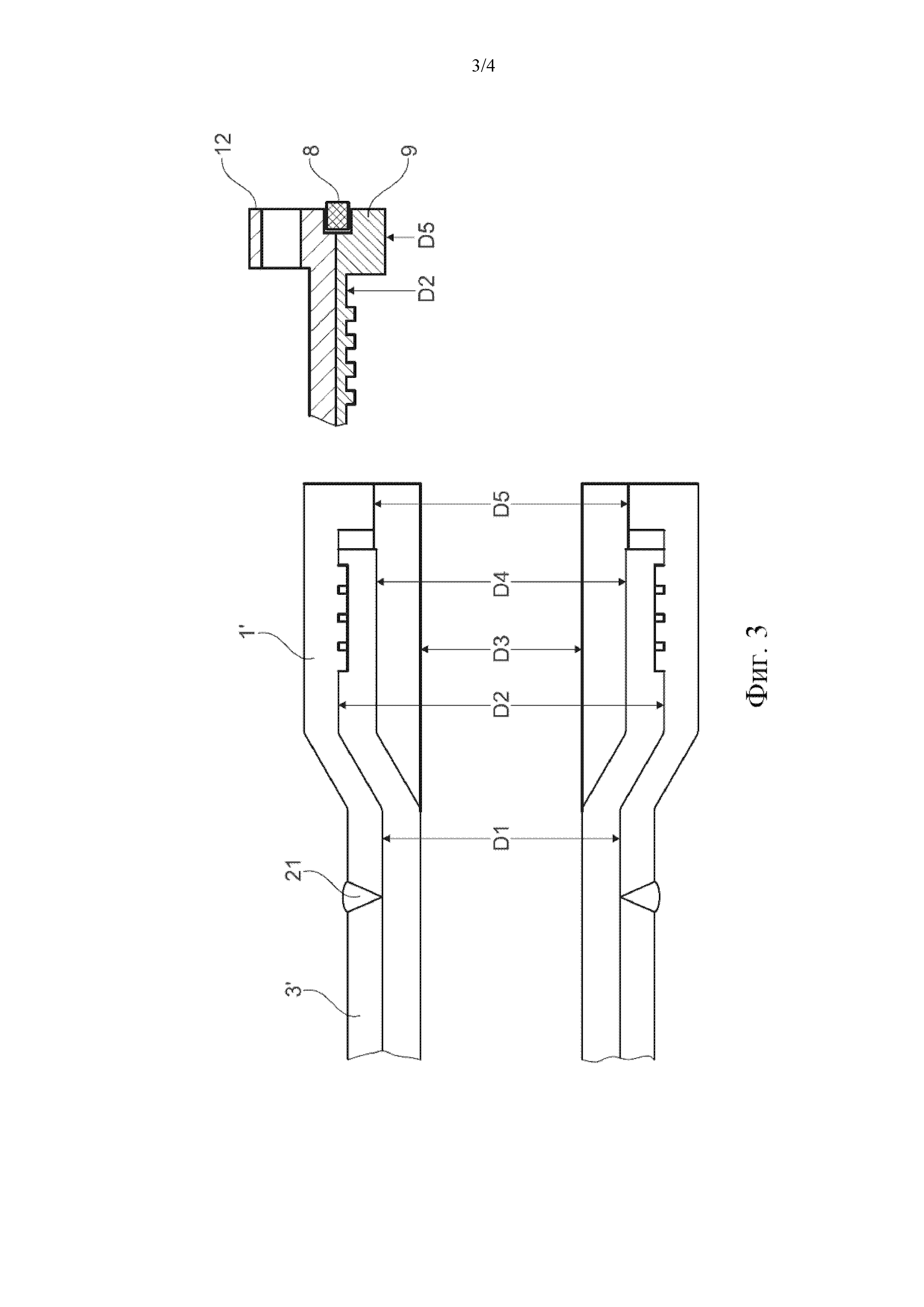
фиг. 3 представляет вставку уплотнительного кольца в футерованный фитинг согласно варианту осуществления настоящего изобретения;
фиг. 4 представляет вставку уплотнительного кольца в футерованный фитинг, в котором входной диаметр ограничен, чтобы допускать применение средств герметизации торцевой поверхности.
Подробное раскрытие настоящего изобретения
[0026] На фиг. 1 представлено поперечное сечение трубы 3, изготовленной из материала, который не является устойчивым к коррозии, но который покрывает устойчивая к коррозии полиолефиновая футеровка 5 в конфигурации предшествующего уровня техники. Труба 3 прикреплена к фитингу 1 посредством сварного соединения 4. Фитинг 1 содержит область на своей внутренней поверхности, имеющую зубцы 25, между которыми определены пазы 2. Когда фитинг 1 присоединен к трубе 3, футеровку 5 вставляют в трубу 3 и фитинг 1, применяя известный способ, такой как Rolldown™ или Subline™. Уплотнительное кольцо 6, имеющее наружный диаметр, несколько превышающий внутренний диаметр футеровки 5, затем вдавливают в фитинг 1 приблизительно в таком же аксиальном положении, как пазы 2 и зубцы 25, таким образом, что футеровка сжимается в этой области. Такое прижатие футеровки 5 к зубцам 25 заставляет футеровку пластически деформироваться и «втекать» в пазы 2, принимая форму зубцов и прикрепляя футеровку 5 к фитингу 1. Пазы 2 и зубцы 25 должны обеспечивать достаточно прочное соединение между фитингом 1 и футеровкой 5, чтобы выдерживать силы сдвига между футеровкой и пазами. Как правило, для обеспечения надлежащего соединения между пазами и трубой 3 могут быть достаточными от трех до пяти пазов, которые могут определять между собой от четырех до шести зубцов. Когда труба и фитинг являются футерованными, их приваривают к аналогично подготовленным трубе и фитингу на торцевой поверхности 7.
[0027] Описанная выше конструкция предшествующего уровня техники обеспечивает эффективную футеровку для предотвращения коррозии трубы. Она также исключает применение фланцевых соединений, которые не являются подходящими для обычной технологии установки, которая заключается в том, чтобы присоединить ряд футерованных трубных секций с применением сварки без плавления внутренней футеровки. Сварка является предпочтительной, поскольку она не вызывает локализованное увеличение наружного диаметра трубы. Это означает, что весь трубопровод может быть легко намотан на барабан на трубоукладочной барже, с которой может быть осуществлена подводная укладка.
[0028] Однако недостаток конструкции предшествующего уровня техники заключается в том, что уплотнительное кольцо 6 вызывает локальное сужение канала трубы. Это задерживает прохождение внутритрубных дефектоскопов, очистных устройств или других элементов, которые могут потребоваться для пропускания через футерованную трубу.
[0029] Цель настоящего изобретения заключается в том, чтобы предложить фитинговое соединение, например, для футерованных пластмассой трубопроводов из нелегированной углеродистой стали, которое обеспечивает надежное крепление футеровки, герметизацию для предотвращения просачивания текучей среды в область контакта между футеровкой и нелегированной трубой из углеродистой стали и выполняет данные функции, обеспечивая при этом постоянный внутренний диаметр по всей длине футерованной трубы без локализованного сокращения или сужения, возникающего вследствие трубного фитинга.
[0030] На фиг. 2 представлена присоединенная к фитингу 1' и футерованная футеровкой 5' труба 3', которая присоединена к фитингу с применением уплотнительного кольца 6' согласно варианту осуществления настоящего изобретения. Футеровка 5' может содержать устойчивый к коррозии полиолефин. Фитинг 1' содержит на первом торце 21 область, имеющую первый внутренний диаметр D1, практически равный внутреннему диаметру трубы 3', что допускает его присоединение к трубе 3' посредством сварного соединения 4'. Фитинг 1' также содержит область, имеющую второй внутренний диаметр D2, который составляет более чем первый внутренний диаметр D1. В области фитинга, имеющей второй внутренний диаметр D2, присутствует множество кольцевых зубцов 25', между которыми определены пазы 2'. Зубцы 25' могут проходить в радиальном направлении внутрь от внутреннего диаметра D2 фитинга 1' (как проиллюстрировано на фиг. 2). В качестве альтернативы, вместо зубцов пазы могут проходить в радиальном направлении наружу от внутреннего диаметра D2 фитинга. Обе возможности представляют собой примеры стыковочного рельефа для футеровки, как будет описано ниже более подробно. Разность между первым внутренним диаметром D1 и вторым внутренним диаметром D2 фитинга предпочтительно представляет собой практически удвоенную толщину стенки уплотнительного кольца 6'.
[0031] Внутренняя поверхность фитинга 1' имеет коническую часть 27, расположенную между первым и вторым торцами, и ее внутренний диаметр увеличивается от вышеупомянутого первого внутреннего диаметра D1 до вышеупомянутого второго внутреннего диаметра D2 с практически одинаковым наклоном. Уплотнительное кольцо 6' также имеет коническую часть 31, смежную с первым торцом 33. В конической части 31, наружный диаметр уплотнительного кольца уменьшается с практически одинаковым наклоном от максимального наружного диаметра D4, равного наружному диаметру уплотнительного кольца, до минимального наружного диаметра D3, равного внутреннему диаметру уплотнительного кольца. Таким образом, на торце 33 образуется точка 29, и наружная стенка уплотнительного кольца 6' обычно имеет клиновидное поперечное сечение в конической части 31. Наклон от уменьшения наружного диаметра в конической части 31 уплотнительного кольца 6' предпочтительно является практически равным наклону от увеличения внутреннего диаметра фитинга 1' в конической части 27 фитинга 1'.
[0032] Уплотнительное кольцо 6' может быть вставлено в фитинг 1' таким же образом, как уплотнительное кольцо 6, представленное на фиг. 1, причем уплотнительное кольцо занимает такое же аксиальное положение, как пазы 2'. Для обеспечения надлежащего соединения между футеровкой 5' и фитингом 1' присутствуют от трех до пяти пазов. Однако в отличие от расположения на фиг. 1, конфигурация уплотнительного кольца и фитинга, представленная на фиг. 2, позволяет введенной в эксплуатацию трубе иметь канал постоянного диаметра, потому что уплотнительное кольцо 6' не выступает в радиальном направлении внутрь далее чем футеровка 5' в канал трубы 3'. Можно легко вычислить относительные размеры уплотнительного кольца, футеровки и фитинга, которые обеспечивают постоянный канал во введенной в эксплуатацию трубе. Например, разность между первым внутренним диаметром D1 и вторым внутренним диаметром D2 фитинга может представлять собой приблизительно удвоенную толщину стенки уплотнительного кольца 6', и внутренний диаметр D3 уплотнительного кольца может быть приблизительно равным внутреннему диаметру футеровки. Толщина футеровки может быть такой, что она сжимается при вдавливании уплотнительного кольца на заданное место. Локальное уменьшение толщины может составлять от 10% до 30%.
[0033] Согласно варианту осуществления, представленному на фиг. 2, предложены футерованная труба и фитинг, имеющий в целом однородный канал. Фитинг может быть присоединен к другому аналогичному фитингу с применением разнообразных традиционных способов, включающих, например, соединение фланца с фланцем на соответствующей поверхности другого фитинга. Однако если фитинг должен быть приварен к другому фитингу, то футеровка 5' не может покрывать всю поверхность фитинга и должна быть обрезана внутри фитинга 1'. Это обусловлено тем, что в противном случае часть футеровки, расположенная вблизи торцовой поверхности 7', была бы повреждена при сварке фитингов друг с другом. Таким образом, если фитинги сваривают друг с другом, возникает локальное увеличение канала в области, где осуществляют соединение.
[0034] На фиг. 3 представлен вариант осуществления, согласно которому фитинги 1' могут быть соединены друг с другом с помощью механических приспособлений, таких как фланец 12, который предпочтительно содержит герметизирующий компонент 8. Согласно этому варианту осуществления вкладыш 9 из CRA (устойчивый к коррозии сплав) может присутствовать с уменьшением диаметра D5 отверстия («третий внутренний диаметр») фитинга. Диаметр D5 составляет более чем D4, чтобы допускать прохождение уплотнительного кольца 6' через отверстие, но менее чем D2. Уменьшенный диаметр D5 отверстия определяет торцевую поверхность трубного фитинга, подходящую для герметизации стыка с другой трубой или трубным фитингом. Уплотнительное кольцо 6' может иметь такую длину, что когда уплотнительное кольцо 6' плотно прилегает к вкладышу 9, уплотнительное кольцо 6' проходит до торцевой поверхности, и в результате этого сохраняется постоянный диаметр канала во всем фитинге 1'. Стыковое соединение двух фитингов упрощает применение необязательного герметизирующего компонента 8. Герметизирующий компонент 8 может представлять собой прокладку или уплотнительное кольцо в торцевом соединении. Отрезки труб можно затем стыковывать торцами друг с другом и соединять, образуя полный трубопровод, в котором желательно сокращать до минимума общий наружный диаметр фитинга для применения в условиях ограниченного пространства.
[0035] На фиг. 4 представлена вставка уплотнительного кольца в футерованный фитинг с применением другого способа согласно настоящему изобретению. Фитинг 1' имеет углубление на своей наружной поверхности, которое согласно проиллюстрированному варианту осуществления представляет собой круговой паз 11. Углубление 11 используют для удерживания монтажного инструмента.
Фитинг 1' сначала присоединяют к трубе 3' посредством сварного соединения 4', и футеровку 5' затем вставляют в фитинг и трубу традиционными средствами и обрезают впритык с торцовой поверхностью 7' фитинга 1'. Когда футеровка установлена в заданном месте, монтажный инструмент 13, содержащий гидравлический поршень или пресс 14, имеющий временно установленное на нем уплотнительное кольцо 6', присоединяют к фитингу 1' с применением кругового паза 11 в качестве временной установочной точки. Уплотнительное кольцо 6' посажено на практически горизонтальное поле. Когда монтажный инструмент 13 присоединяют к фитингу 1', гидравлический пресс 14 приближают к фитингу, продвигая уплотнительное кольцо 6' в фитинг 1' и заставляя футеровку 5' прижиматься к зубцам 25', таким образом, что футеровка 5' пластически деформируется, входя в пазы 2`. Когда гидравлический пресс 14 удаляют, уплотнительное кольцо 6' отсоединяется от него и остается на своем месте внутри фитинга. Таким образом, футерованная труба и фитинг имеют канал постоянного диаметра. Когда гидравлический пресс 14 отделен от фитинга, паз 11 может быть необязательно использован для присоединения фитинга к другому фитингу.
[0036] Можно видеть, что радиальное расширение футеровки до диаметра D2 не сопровождается локализованным уменьшением толщины стенки пластмассового футеровочного материала, которое происходит, если пластмассу подвергают практически пластической деформации, влияющей на полную толщина стенки. Вместо этого пластмассовый футеровочный материал локально вдавливают в стыковочный рельеф.
[0037] Сжатие пластмассового материала футеровки 5' от D4 до D2 предпочтительно составляет 20%, не менее чем 10% и не более чем 30%.
[0038] Хотя варианты осуществления, представленные на фиг. 2-4, иллюстрируют стыковочный рельеф в форме пазов и/или зубцов 25', расположенных на внутренней поверхности фитинга 1', следует понимать, что являются также возможными и другие стыковочные рельефы, содержащие, например, множество выступов или каналов.
[0039] Заявленное изобретение не предусматривает, каким образом один фитинг может быть присоединен к другому фитингу, чтобы обеспечить соединение множества секций футерованной трубы с образованием непрерывного трубопровода. Подходящие для этого способы представляют собой предметы обычных технологических принципов и могут включать, не ограничиваясь этим, такие примеры как соединение двух фланцев, резьбовые соединения, механические соединительные устройства и сварка двух труб.
[0040] В контексте настоящего изобретения следует понимать, что термин «фитинг» означает компонент для присоединения первой трубы ко второй (смежной) трубе. Такой фитинг может быть выполнен с возможностью присоединения к первой трубе, или он может составлять единое целое с первой трубой.
[0041] Во всем тексте описания и формулы изобретения в рамках настоящей заявки слова «включать» и «содержать» и их соответствующие формы означают «включающий, но не ограниченный этим», и они не предназначены (и не использованы) в целях исключения других фрагментов, добавок, компонентов, целых величин или стадий. Во всем тексте описания и формулы изобретения в рамках настоящей заявки форма единственного числа охватывает множественное число, если иное условие не требуется по контексту. В частности, если использована форма единственного числа, настоящее описание следует понимать как предусматривающее множественное число, помимо единственного числа, если иное условие не требуется по контексту.
[0042] Признаки, целые величины, характеристики, соединения, химические фрагменты или группы, описанные в сочетании с конкретным аспектом, вариантом осуществления или примером настоящего изобретения, следует понимать как применимые к любому другому аспекту, варианту осуществления или примеру, описанному в настоящем документе, если они являются совместимыми. Все из признаков, раскрытых в настоящем описании (включая любую сопровождающую формулу изобретения, реферат и фигуры), и/или все из стадий любого способа или процесса, описанного таким образом, можно объединять в любой комбинации, за исключением комбинаций, где по меньшей мере некоторые из таких признаков и/или стадий являются взаимоисключающими. Настоящее изобретение не ограничено деталями какого-либо из представленных выше вариантов осуществления. Настоящее изобретение распространяется на любой новый признак или любую новую комбинацию признаков, раскрытых в настоящем описании (включая любую сопровождающую формулу изобретения, реферат и фигуры), или на любую новую стадию или любую новую комбинацию стадий любого способа или процесса, описанного указанным образом.
[0043] При чтении следует обратить внимание на все материалы и документы, которые поданы одновременно с настоящим описанием или предварительно в сочетании с настоящей заявкой и которые открыты для публичного ознакомления с настоящим описанием, причем содержание всех таких материалов и документов включено в настоящий документ посредством ссылки.
Реферат
Изобретение относится к фитингу для взаимного соединения низкоуглеродистых стальных труб с полиолефиновой футеровкой. Соединяющее трубы устройство для присоединения к футерованной полиолефином трубе содержит трубный фитинг, содержащий полый корпус с каналом, имеющим первый внутренний диаметр на первом торце, второй внутренний диаметр, находящийся вблизи второго торца и превышающий вышеупомянутый первый внутренний диаметр, и конус между первым торцом и вторым торцом, уплотнительное кольцо, имеющее внутренний диаметр и наружный конус на одном торце и стыковочный рельеф на внутренней поверхности фитинга, причем цилиндрическая полиолефиновая футеровка, которая в месте расширения и прижатия к внутренней поверхности вышеупомянутой трубы имеет внутренний диаметр, практически равный внутреннему диаметру уплотнительного кольца, прикреплена к трубному фитингу посредством вставки вышеупомянутой футеровки в канал и последующей вставки уплотнительного кольца в вышеупомянутую футеровку, в результате чего прижатая часть вышеупомянутой футеровки оказывается в зацеплении со стыковочным рельефом. Уплотнительное кольцо может быть вставлено в трубу таким образом, что сохраняется постоянный диаметр канала введенного в эксплуатацию трубопровода. 4 н. и 15 з.п. ф-лы, 4 ил.
Комментарии