Пластмассовая труба, способ ее изготовления и способ соединения пластмассовых труб - RU2165047C2
Код документа: RU2165047C2
Чертежи





Описание
Изобретение относится к пластмассовым трубам, конкретно к пластмассовым трубам новой конструкции, а также к способам выполнения соединений между такими трубами.
При работе с пластмассовыми трубами, при установке и соединении их поверхность часто повреждается. Например, при установке пластмассовой трубы по одной из современных технологий сначала в грунте пробуривается тоннель для трубы, после чего труба проталкивается или протягивается сквозь этот тоннель до назначенного места, например, до вырытой ямы, где она должна соединяться с другой трубой.
При таком способе укладки трубы могут испытывать существенные нагрузки на изгиб и на растяжение, а также подвергаться истиранию при контакте с окружающим грунтом. Это неблагоприятные факторы, поскольку изгиб, растягивание и истирание трубы могут сказаться на снижении ее механической прочности. Кроме того, срок службы трубы может сократиться из-за наличия в грунте веществ, способных к диффузии, или из-за условий окружающей среды.
Ясно также, что при таком способе укладки труба может оказаться растянутой и грязной. Это может повлечь неблагоприятные последствия, во-первых, потому, что материал трубы может быть чувствительным к царапинам, и в этом случае любые растяжения могут привести к большим повреждениям трубы при последующей эксплуатации. Во-вторых, наличие грязи на трубе приводит к ухудшению качества сварки. В настоящее время общепринятой технологией соединения пластмассовых труб является электрическая сварка, в частности, электрическая сварка плавлением с использованием плавящей муфты, через которую пропускается электрический ток. Такое соединение может оказаться некачественным главным образом из-за того, что поверхность трубы была грязной или окислилась. Поэтому перед соединением концы труб всегда нужно очищать от грязи и зачищать с помощью абразивного инструмента, например, с помощью наждачной бумаги, или шабрить, например, металлическим шабером. На практике часто не удается обеспечить равномерную очистку от грязи и абразивную зачистку или шабрение (в частности, внутренняя сторона трубы может быть обработана менее тщательно), и качество конечного результата в значительной степени зависит от профессиональной квалификации установщика.
Известен ряд предложений, направленный на преодоление этих недостатков.
В европейской патентной заявке N 0474583 описывается пластмассовая труба, предназначаемая для укладки в грунт, которая включает внутреннюю трубу, по которой должен проходить газ или жидкость, снабженную наружным гибким рукавом из термопластичного материала, имеющего большую по сравнению с материалом внутренней трубы эластичность. Как утверждается, такая труба способна противостоять большим механическим напряжениям, которым она подвергается в процессе непосредственной укладки в грунт. Утверждается, что участки наружного рукава, примыкающие к концам трубы, легко отслаиваются для выполнения сварного соединения двух трубных секций. Утверждается также, что трещинообразование, вызванное повреждением защитного наружного рукава, не распространяется на внутреннюю трубу, а останавливается на границе раздела наружного рукава и внутренней трубы.
В PCT/FI92/00201 описана предназначаемая для соединений пластиковая труба, характерной чертой которой является то, что эта труба покрыта пластмассовым поверхностным слоем как защитным покрытием, которое может быть легко отслоено, по крайней мере на концах трубы, чтобы обнажилась поверхность, предназначенная для соединения. Защитное покрытие может содержать вещества, устойчивые к действию ультрафиолетового излучения, и может наноситься путем бипрофильного выдавливания через экструдер с Т-образной головкой. Раскрыты различные способы создания защитного покрытия, легко отделяемого от внутренней трубы, в том числе использование в покрытии наполнителей, выбор для покрытия и для внутренней трубы пластмасс с разными химическими свойствами, выдавливание покрытия при низких температурах, а также введение веществ, снижающих адгезионное сцепление.
В PCT/FI93/00038 описана двухслойная пластмассовая труба, включающая внутреннюю трубу, материал, размеры и структура которой удовлетворяют требованиям, обусловленным природой вещества, для транспортировки которого труба предназначена, и охватывающее эту трубу наружное покрытие, создаваемое подходящим способом, при этом свойства этого наружного покрытия обусловлены окружающей средой и способом укладки трубы. Удельная жесткость наружного покрытия, обусловленная свойствами материала или типом конструкции покрытия, больше, чем удельная жесткость внутренней трубы, при этом наружное покрытие может быть отслоено по крайней мере на концах трубы. Это наружное покрытие также наносится путем бипрофильного выдавливания через экструдер с Т-образной головкой. Это защитное наружное покрытие делается так, что его легко отслоить по крайней мере у концов трубы, и имеет низкое адгезионное сцепление с внутренней трубой.
Японская патентная публикация N 3-24392 описывает расплавляемую электрическим способом трубу, характеризуемую тем, что она состоит из трубообразного тела, сделанного из термопластичной смолы и из защитного слоя, сделанного из другой, не смешивающейся с ней смолы, и покрывающего поверхность этого трубообразного тела. Это трубообразное тело может состоять из трубчатого слоя термопластичной смолы с поперечными молекулярными связями и слоя из термопластичной смолы без поперечных молекулярных связей, в целом виде сформированного с внешней стороны этого слоя из термопластичной смолы, и защитного слоя, состоящего из несмешивающейся смолы, покрывающей внешнюю поверхность трубообразного тела. Защитный слой может отслаиваться, благодаря чему может выполняться соединение путем сплавления с помощью электричества.
Полные раскрытия всех вышеупомянутых патентных публикаций включаются в настоящее описание для всех целей по ссылке.
Настоящим изобретением предлагается пластмассовая труба, включающая внутреннюю трубу и наружный защитный слой, сочетающая подходящие механические и физические свойства.
Установлено, и это составляет первую особенность предлагаемого изобретения, что относительные размеры пластмассовой трубы и толщины наружного защитного слоя существенно влияют на свойства трубы. Решаемая изобретением задача - достижение наивыгоднейшего сочетания механической прочности, обеспечивающей способность противостоять жестким условиям укладки трубы, и существенной защищенности от условий окружающей среды с приемлемой степенью отслаиваемости наружного слоя, за счет особого подбора механических свойств и размеров.
В соответствии с этой первой задачей изобретения предлагается пластмассовая труба, включающая внутреннюю трубу и наружный защитный слой, в которой: размеры трубы и защитного слоя таковы, что отношение внешнего диаметра трубы к толщине защитного слоя составляет по крайней мере 70, а предпочтительно - по крайней мере 100, и когезионная прочность наружного защитного слоя, за исключением любых линий наименьшего сопротивления, по крайней мере на концах трубы, превышает адгезионное сцепление между наружным защитным слоем и внутренней трубой.
Установлено также, и это составляет вторую особенность предлагаемого изобретения, что абсолютная величина адгезионного сцепления между внутренней трубой и наружным защитным слоем также оказывает существенное влияние на свойства трубы. Если адгезионное сцепление слишком велико или, наоборот, слишком мало, то это может привести к ухудшению механических характеристик трубы, в частности, к ухудшению ударной вязкости.
Другая задача изобретения - чтобы адгезионное сцепление обеспечивало относительно легкую отслаиваемость и в то же время относительно высокую прочность на сдвиг. Желательно, чтобы адгезионное сцепление между наружным защитным слоем и внутренней трубой находилось в пределах от 0,2 до 0,5 Н на миллиметр ширины при измерении посредством испытания на полурастягивающее отслаивание, как будет описано ниже.
Адгезионное сцепление между наружным защитным слоем и внутренней трубой в приемлемом диапазоне может быть обеспечено при выдавливании через экструдер с Т-образной головкой, когда защитный слой выдавливается поверх затвердевшей внутренней трубы. Между тем, установлено, что существенно лучшие результаты могут быть достигнуты при совместном двойном выдавливании, когда оба компонента выдавливаются и приводятся в контакт до того, как произойдет существенное окисление внешней поверхности внутренней трубы.
Кроме того, настоящим изобретением предлагается также способ изготовления такой пластмассовой трубы, включающей внутреннюю трубу и наружный защитный слой. Этот способ включает: совместное (бипрофильное) выдавливание расплавленных пластмассовых материалов, формирующих на выходе из головки экструдера внутреннюю трубу и наружный защитный слой, приведение обоих экструдатов в контакт в горячем состоянии и естественное охлаждение, после которого наружный защитный слой может быть отслоен от внутренней трубы, по крайней мере на концах трубы, чтобы внешняя поверхность внутренней трубы стала доступной и пригодной для электросварки плавлением.
В одном из вариантов настоящего изобретения предлагается пластмассовая труба, включающая внутреннюю трубу и наружный защитный слой, при этом: адгезия между наружным защитным слоем и внутренней трубой такова, что при испытании на удар B50 в соответствии с CEN TC155W1 081(291), документальная ссылка 155N69E, при температуре 0oC, в случае образования трещины в наружном защитном слое на границе раздела наружного защитного слоя и внутренней трубы происходит остановка распространения трещины.
Еще в одном варианте настоящего изобретения предлагается пластмассовая труба, включающая внутреннюю трубу и наружный защитный слой, при этом: пластмассовая труба имеет ударную вязкость, превышающую 150 Нм в испытании на удар B50 в соответствии с CEN TC155W1 081(291), документальная ссылка 155N696E, при температуре 0oC, и при этом когезионная прочность наружного защитного слоя, за исключением любых линий наименьшего сопротивления, по крайней мере на концах трубы, больше, чем адгезионное сцепление между наружным защитным слоем и внутренней трубой.
Кроме того, предлагается способ получения соединения в пластмассовой трубе или соединения двух концов пластмассовых труб, включающий отслаивание наружного защитного слоя в области (областях) трубы (труб), где должно быть обеспечено соединение, установку на обнаженную область (обнаженные области) трубы (труб) плавящей муфты и воздействие на эту муфту электрическим током с целью ее приваривания к этим областям (этой области).
Пластмассовая труба может содержать любой подходящий термопластичный полимерный материал. К таким подходящим полимерным материалам, в частности, относятся, например: олефиноненасыщенные полимеры и сополимеры, к примеру: полиолефины, такие как полиэтилен, полипропилен и полибутен, сополимеры этилена и пропилена, к примеру: сополимеры этиленацетата и винилацетата и сополимеры пропиленацетата и винилацетата, галогенированные виниловые полимеры, такие как винилхлоридные полимеры и сополимеры, полиамиды, к примеру: найлон 6 и найлон 66, а также иономерные полимеры, такие как сюрлин.
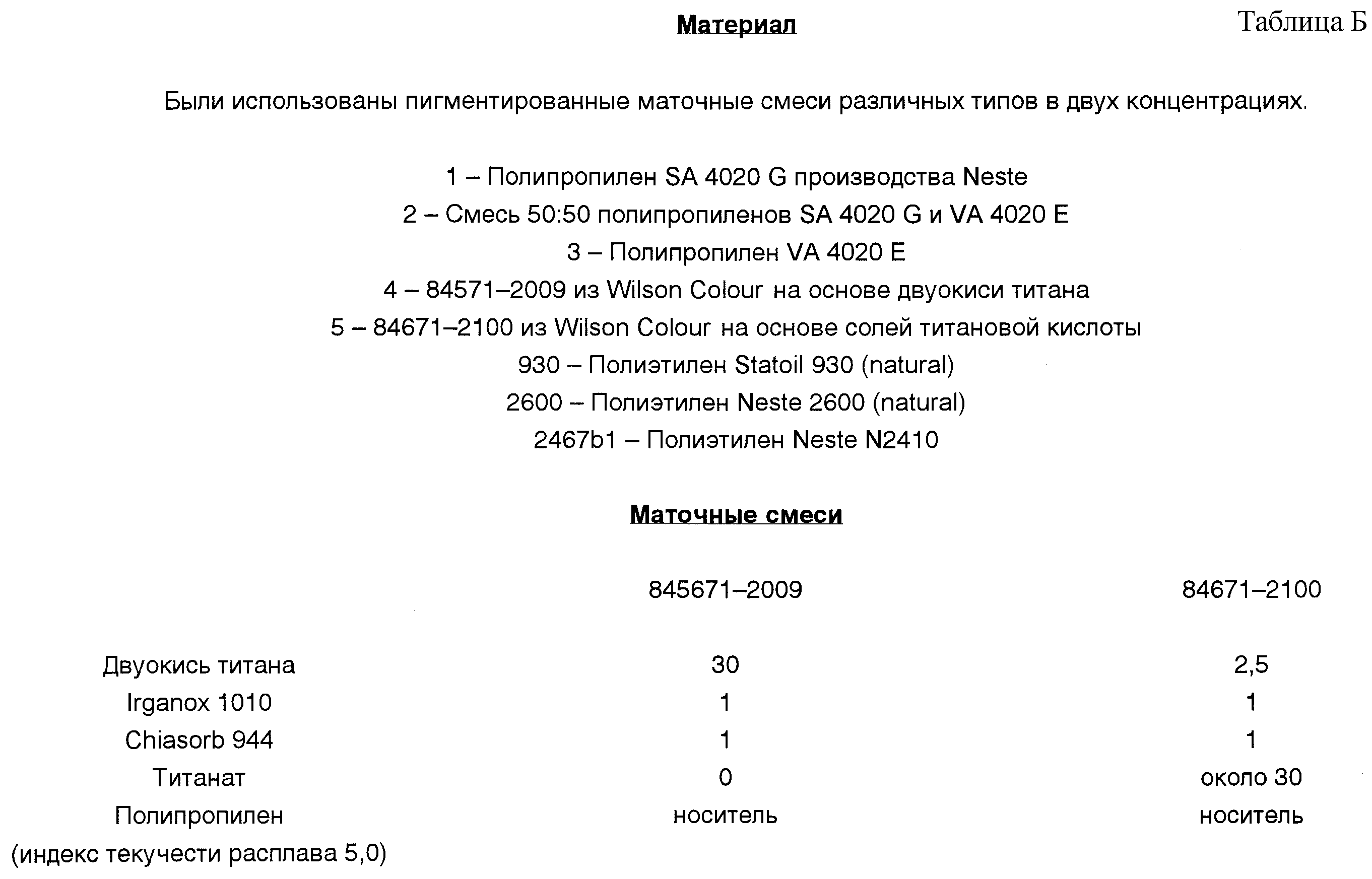
Внутренняя труба выбирается таким образом, чтобы она удовлетворяла требованиям конкретного применения, в частности, чтобы была совместима с транспортируемым через нее жидким материалом. Для многих применений предпочтительным материалом для внутренней трубы является полиэтилен. Технический сорт полиэтилена, то есть, должен ли это быть полиэтилен высокой, средней или низкой плотности, или, например, полиэтилен с низким весовым номером волокна, следует выбирать из соображений конкретного применения. Представляются подходящими такие технические сорта полиэтилена, как например, Statoil 930 (natural), Neste NCPE 2600 (natural) и Neste NCPE 2467 BL и NCPE 2418. Разумеется, можно использовать любой другой подходящий технический сорт полиэтилена равноценного качества.
Преимуществом предлагаемых пластмассовых труб является то, что в состав материала для внутренней трубы нет необходимости вводить стабилизатор ультрафиолетового излучения и краситель, если только эти вещества в достаточном количестве будут присутствовать в составе наружного защитного слоя. Это позволяет делать внутренние трубы из полимерных материалов совсем или почти без добавок. Реальный смысл этого преимущества в том, что добавки делают трубу дороже в изготовлении, кроме того, при определенных условиях добавки могут ухудшить механические и физические свойства материала внутренней трубы.
Наружный защитный слой желательно формировать из полимерного материала или из смеси полимерных материалов с подходящими физическими и механическими свойствами в сочетании со способностью удерживать стабилизирующие вещества, в частности, стабилизаторы ультрафиолетового излучения в количествах, достаточных для защиты внутренней трубы. Для наружного защитного слоя желательно использовать такие полимерные материалы, как гомополимеры и сополимеры пропилена, особенно, такие сополимеры пропилена, как например, Neste SA 4020G. При определенных условиях можно использовать также другие полимерные материалы с подходящими механическими и физическими свойствами, например, найлоны и сюрлин.
В качестве стабилизирующих материалов могут быть использованы, например, двуокись титана, газовая сажа, можно использовать и другие наполнители. Газовая сажа является превосходным стабилизатором ультрафиолетового излучения и упрочняющим наполнителем, однако цвет подземных труб зачастую играет роль идентификатора, поэтому использовать газовую сажу можно далеко не для всех применений. Поэтому для использования в качестве стабилизатора ультрафиолетового излучения и наполнителя следует отдать предпочтение двуокиси титана, поскольку он также совместим со многими красителями. Можно использовать и другие наполнители, в частности, мел и тальк, а также наполнители, указанные в PCT/FI93/00038. Оптимальные размеры частиц наполнителя зависят от конкретного наполнителя, для двуокиси титана, например, оптимальный средний размер частиц находится в диапазоне от 0,003 до 0,025 мкм.
Одним из предпочтительных вариантов предлагаемой настоящим изобретением пластмассовой трубы является пластмассовая труба, у которой внутренняя труба сделана из полиэтилена, а наружный защитный слой - из сополимера пропилена. Разумеется, труба может иметь больше чем два слоя из полимерных материалов, и в объем притязаний настоящего изобретения включаются все подходящие многослойные трубы, при условии, что имеется по крайней мере одна внутренняя труба и по крайней мере один наружный защитный слой. Труба может состоять, например, из многослойной внутренней трубы и из наружного защитного слоя.
Толщина наружного защитного слоя должна быть достаточной для того, чтобы содержать стабилизатор (стабилизаторы) ультрафиолетового излучения и краситель (красители) в количествах, достаточных как для защиты внутренней трубы, так и для целей идентификации. Установлено, что если наружный защитный слой слишком толстый, то он приобретает слишком большую жесткость, в результате чего ударная вязкость трубы оказывается сверх ожидаемого пониженной.
Не связывая себя той или иной теорией, можно предположить, что ударная вязкость предлагаемых пластмассовых труб отчасти связана с адгезионным сцеплением между внутренней трубой и наружным защитным слоем. Если это адгезионное сцепление слишком мало, то наружный защитный слой ведет себя как относительно тонкостенная, структурно независимая труба, склонная к разрушению при ударе. Если же адгезионное сцепление слишком велико, то образующиеся в наружном защитном слое трещины имеют тенденцию распространяться и на внутреннюю трубу. Поэтому в идеальном варианте адгезионное сцепление между наружным защитным слоем и внутренней трубой должно быть таким, чтобы даже в случае разрушения наружного защитного слоя и образования в нем трещин трещинообразование останавливалось бы на границе раздела наружного защитного слоя и внутренней трубы.
Желательно, чтобы наружный защитный слой имел толщину более 0,1 мм, предпочтительно - более 0,2 мм, а еще более предпочтительно - в пределах от 0,3 до 0,5 мм.
Желательно выбирать размеры трубы и наружного защитного слоя таким образом, чтобы отношение внешнего диаметра трубы к толщине наружного защитного слоя составляло по крайней мере 70, а предпочтительно - по крайней мере 100. Из этого следует, что для трубы большего диаметра можно использовать более толстый наружный защитный слой, хотя из соображений лучшей отслаиваемости желательно его толщину сводить к минимуму.
В табл. А приведены примеры приемлемых внешних диаметров трубы и толщин наружного защитного слоя.
Желательно выбирать размеры трубы и наружного защитного слоя таким образом, чтобы отношение внешнего диаметра трубы к толщине наружного защитного слоя (стандартное отношение размеров) находилось в пределах от 150 до 400.
Важно, чтобы при отслаивании наружного защитного слоя для обнажения концов трубы когезионная прочность наружного защитного слоя была больше, чем адгезионное сцепление между наружным защитным слоем и внутренней трубой. Смысл этого требования в том, чтобы не допустить приставания существенно крупных кусочков наружного защитного слоя к внешней поверхности внутренней трубы и вовлечения этих кусочков в процесс образования соединения, когда используется, например, привариваемая электросваркой соединительная муфта. Рекомендуется организовывать работу таким образом, чтобы при отслаивании наружного защитного слоя на внешней поверхности внутренней трубы не оставалось никаких его остатков. В качестве общей рекомендации можно указать, что когезионная прочность наружного защитного слоя должна быть не менее 5 МПа, а предпочтительно - в диапазоне от 5 МПа до 10 МПа.
Тем не менее, на наружном защитном слое в целях облегчения отслоения могут быть образованы линии наименьшего сопротивления, которые можно получить путем надрезов, или же, что предпочтительно, использованием головки экструдера надлежащей формы, или же местным охлаждением этой головки, как это описывается, например, в PCT/FI92/00201.
В целях еще большего облегчения отслаивания наружного защитного слоя могут быть созданы такие условия экструзионного выдавливания, при которых прочностные характеристики наружного защитного слоя будут различаться в зависимости от направления - радиального или осевого - приложения силы.
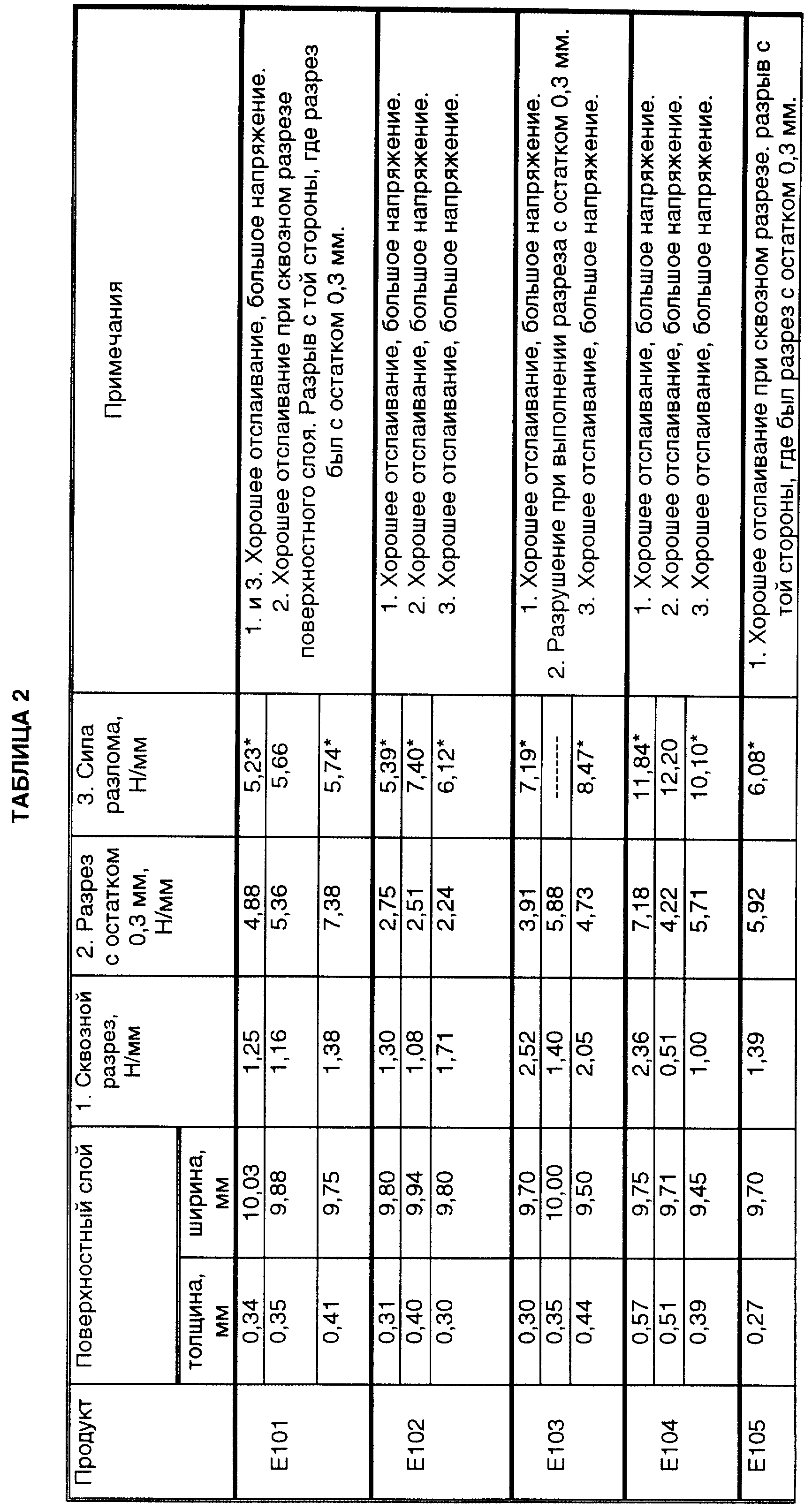
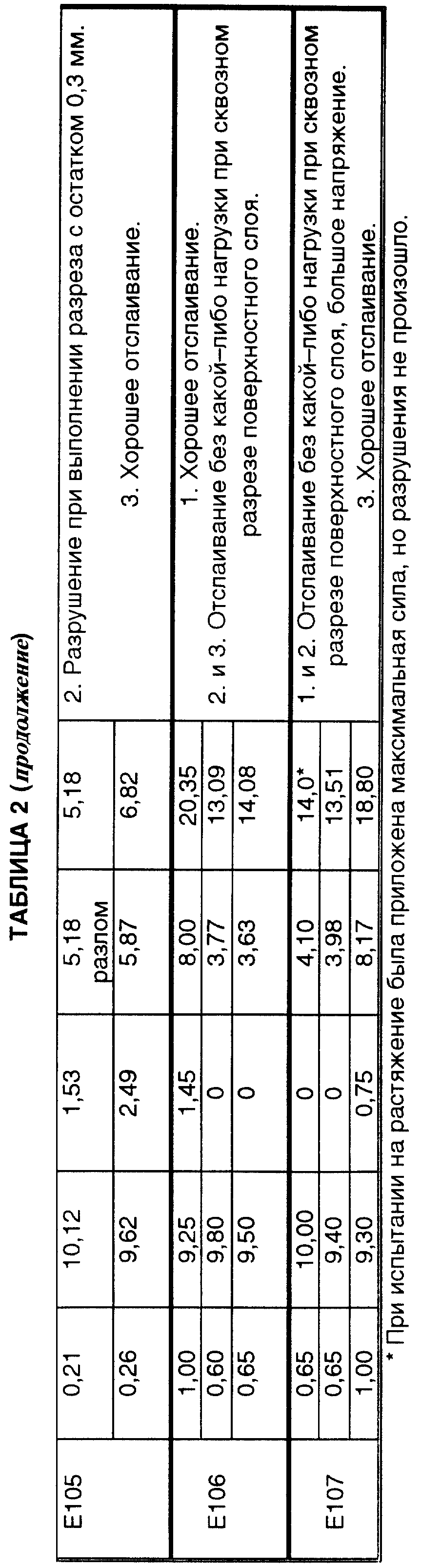
Как упоминалось выше, желательно, чтобы адгезионное сцепление между наружным защитным слоем и внутренней трубой находилось в диапазоне от 0,2 до 0,5 Н на миллиметр ширины при измерении с помощью испытания на полурастягивающее отслаивание. Один из примеров подходящего испытания описывается ниже.
Испытуемый образец трубы готовится путем вырезания в осевом направлении двух параллельных бороздок через весь поверхностный слой на длину 50 мм и продления этих бороздок еще на 50 мм с такой глубиной, чтобы осталось 0,3 мм поверхностного слоя. Еще 20 мм длины образца оставляется до вертикального выравнивания с динамометрическим элементом.
Испытание на разрыв выполняется в разрывной машине марки "Инстрон" модели 1197 со скоростью 100 мм в минуту. Труба размещается таким образом, что начало разрывания в начале бороздки сквозной глубины находится на расстоянии 120 мм от середины динамометрического элемента, а расстояние от начала разрывания до точки крепления динамометрического элемента составляет 750 мм. В результате оказывается, что наибольший угол разрыва достигается при разрывании той части трубы, в которой бороздка проходит сквозь весь поверхностный слой.
Хотя в данном случае это и не представляется оптимальным, тем не менее, не исключается возможность введения между внутренней трубой и наружным защитным слоем слоя связующего материала с подходящими адгезивными характеристиками. Если такое связующее вещество используется, то желательно, чтобы оно имело высокую когезионную прочность, с тем чтобы после отслаивания оно не оставляло остатков на поверхности внутренней трубы, или же, если этих остатков нельзя избежать, то связующее вещество должно быть таким, чтобы его влияние на качество сварки было не вредным, а благоприятным.
Желательно, чтобы ударная вязкость предлагаемой пластмассовой трубы была сравнима с ударной вязкостью пластмассовой трубы таких же размеров, сформированной полностью из материала внутренней трубы. Желательно, чтобы ударная вязкость составляла по меньшей мере 150 Нм при измерении при температуре 0oC при испытании на удар B50 в соответствии с CEN TC155W1 081(291), документальная ссылка 155N696E, полное раскрытие которого включается в данное описание по ссылке. Превосходная ударная вязкость была получена при использовании пластмассовой трубы, включающей внутреннюю трубу из полиэтилена и наружный защитный слой из сополимера пропилена.
Как упоминалось выше, предпочтительным способом изготовления предлагаемой пластмассовой трубы является бипрофильное выдавливание, например, с использованием головки экструдера, соединенной с двойным цилиндром, с двойным червячным экструдером, или соединенной с двумя отдельными экструдерами, при этом осуществляется питание головки раздельными потоками расплавленных пластмассовых материалов. Желательно, чтобы эти потоки расплавленных веществ приводились в контакт в пределах головки экструдера, то есть, в области повышенного давления внутри головки, и выходили из головки как единый экструдат. Кроме того, возможен и такой вариант, когда головка экструдера имеет концентрические выпускные отверстия, питание которых осуществляется отдельными потоками расплавленных пластмассовых материалов, из которых должны сформироваться внутренняя труба и наружный защитный слой. В этом случае выходящие из отверстий головки экструдера экструдаты могут приводиться в контакт друг с другом в калибровочной головке, где одновременно осуществляется выравнивание внешнего диаметра трубы. Желательно, чтобы экструдаты приводились в контакт друг с другом вблизи выходного отверстия головки экструдера, что позволит избежать сколь-нибудь значительного окисления поверхности внутренней трубы. Например, при скорости прохождения экструдата 1 м в минуту калибровочную головку рекомендуется располагать на расстоянии не далее 15 см от выходного отверстия головки экструдера.
Хотя при определенных условиях можно до наложения наружного защитного слоя пропускать экструдат внутренней трубы через отдельную калибровочную головку, все же это не рекомендуется, так как установлено, что калибровочная головка создает на внутренней трубе некоторый обладающий отличающимися от остального материала свойствами поверхностный слой, более склонный к деградации, возможно, из-за происходящих при контакте с калибровочной головкой явлений ориентации или зарождения касательных напряжений в этом слое.
Температура экструдатов зависит от природы используемых пластмассовых материалов, например, при внутренней трубе из полиэтилена и наружном защитном слое из сополимера пропилена рекомендуемый диапазон температуры на выходе из головки экструдера составляет от 180 до 220oC. Желательно, чтобы температура экструдатов при их приведении в контакт друг с другом была не менее 150oC, предпочтительно - в диапазоне от 180 до 220oC.
Предлагаемый способ изготовления предлагаемых пластмассовых труб позволяет устойчиво получать внутреннюю трубу и наружный защитный слой с адгезионным сцеплением в заданных пределах, а при надлежащем выборе материала наружного защитного слоя предлагаемый способ обеспечивает возможность отслаивания наружного защитного слоя от внутренней трубы практически без остатка на поверхности внутренней трубы. При необходимости физические свойства наружного защитного слоя можно изменять в желаемом направлении путем введения большего или меньшего количества наполнителей и других добавок. В качестве одного из рекомендуемых полимерных материалов для наружного защитного слоя можно назвать, например, сополимер пропилена, к которому добавлена в качестве наполнителя двуокись титана в количестве от 1 до 6% от общей массы композиции. Рекомендуется, чтобы прочность наружного защитного слоя на растяжение находилась в пределах от 15 до 25 МПа.
Установлено, что при осуществлении предлагаемого способа в общем нежелательно использовать в качестве добавок низкомолекулярные соединения, например, такие как технологические добавки. Тем не менее, как установлено, такие технологические добавки, как стеараты, например, стеарат кальция, эффективны в качестве технологических добавок и не оказывают отрицательного влияния на адгезионное сцепление между внутренней трубой и наружным защитным слоем.
В состав наружного защитного слоя могут включаться - по мере необходимости - противоокислители. Если это будет сочтено целесообразным, можно не вводить противоокислители в состав внутренней трубы, при условии, что они в достаточных количествах введены в состав наружного защитного слоя.
Предлагаемое изобретение иллюстрируется следующим примером.
Пример
Ряд композиций для внутренней трубы и
наружного защитного слоя были составлены, как указывается в табл. 1. Эти композиции выдавливались с помощью главного экструдера и с помощью менее крупного дополнительного экструдера с концентрическим
питанием головки. Потоки расплавов соединялись до выхода из горячих головок. В одном эксперименте экструдат, имеющий диаметр 80 мм, пропускался через калибровочную головку с диаметром 66,8 мм, с тем
чтобы получить двухслойную трубу с внешним диаметром 63,8 мм, толщиной наружного защитного слоя 0,3 мм и толщиной внутренней трубы 6,2 мм. В другом эксперименте выдавливалась двухслойная труба с
внешним диаметром 40 мм.
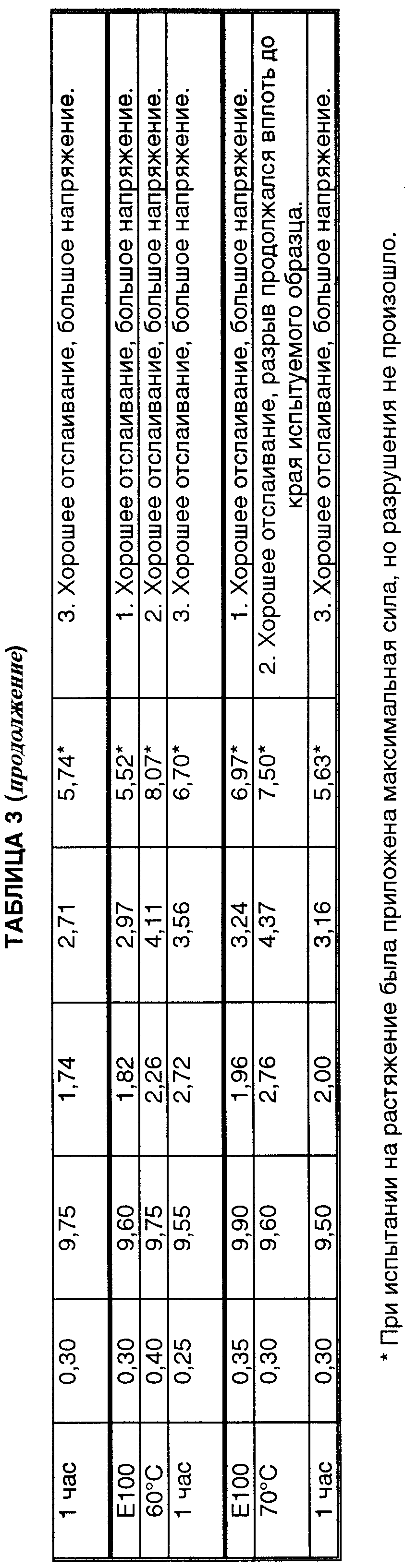
Образцы труб с внешним диаметром 40 мм подвергались испытаниям на полурастягивающее отслаивание, как описано выше, результаты этих испытаний приводятся в табл. 2. В табл. 3 приводятся подобные же результаты, полученные при испытаниях образцов, для которых отслаивание не могло быть выполнено при комнатной температуре, и поэтому они перед испытаниями были подвергнуты нагреванию в печи. Эти примеры приводятся для сравнения.
Кроме того, образцы труб подвергались также выдерживанию в соответствии с условиями испытаний на погодоустойчивость по стандарту ISO 4892. Методика испытаний описывается ниже. Было установлено, что свойства труб после этих испытаний на погодоустойчивость не претерпели существенных изменений, что свидетельствует о том, что внутренняя труба эффективно защищается включенными в состав наружного защитного слоя стабилизаторами от влияний внешней среды. Результаты этих испытаний приводятся в табл. 4.
Еще одна группа образцов была подвергнута испытаниям на удар B50 в соответствии с CEN TC155W1 081(291), документальная ссылка 155N696E. Эти испытания на удар выполнялись при температурах от 0 до -20oC. Считалось, что труба выдержала испытания, если измеренная для нее ударная вязкость составляла величину более 150 Нм.
Было установлено, что трубы с наружным защитным слоем из сополимера полипропилена все прошли испытания на удар и вели себя примерно так же, как сплошные полиэтиленовые трубы того же диаметра.
Трубы с наружным защитным слоем из гомополимера полипропилена при температуре 0oC имели ударную вязкость 33 Нм, что существенно ниже, чем ударная вязкость сплошных труб того же диаметра из полиэтилена - более 150 Нм - и были признаны не прошедшими испытания.
Испытывались также трубы из смеси гомополимера и сополимера полипропилена в соотношении 50:50. При температуре 0oC такая труба выдержала испытания, показав ударную вязкость более 150 Нм, однако при температуре -20oC результат был тот же, что и в случае сплошной трубы из гомополимера полипропилена.
Непрохождение испытаний было обусловлено типом разрушения, а именно: трещина, возникавшая в наружном слое, распространялась на всю трубу. Предполагается, что образцы, не выдержавшие испытания, имели слишком большое адгезионное сцепление между наружным защитным слоем и внутренней трубой.
Заявители привлекают внимание читателя ко всем письменным источникам и документам, которые зафиксированы параллельно с настоящим описанием или до него в связи с настоящей заявкой, и которые обнародуются настоящим описанием, а содержание всех таких письменных источников и документов включается в настоящее описание по ссылке.
Все особенности предлагаемого изобретения, раскрываемые в настоящем описании (включая формулу изобретения, краткое описание и прилагаемые таблицы), и/или все шаги любого способа или процесса, раскрываемые таким образом, могут сочетаться в любой комбинации, за исключением таких комбинаций, в которых хотя бы некоторые особенности и/или шаги исключают друг друга.
Каждая особенность, раскрываемая в настоящем описании (включая формулу изобретения, краткое описание и прилагаемые таблицы), могут быть заменены другими особенностями, служащими той же самой, равноценной или сходной цели, если только обратное не оговорено особо. Таким образом, если обратное не оговорено особо, то каждая раскрытая в настоящем описании особенность представляет собой только один пример из множества равноценных или сходных особенностей.
Настоящее изобретение не ограничивается особенностями описанных ранее воплощений. Оно распространяется также на любую новую особенность или на любое новое сочетание особенностей, раскрытых в настоящем описании (включая формулу изобретения, краткое описание и прилагаемые таблицы), а также на любой новый шаг или на любое новое сочетание шагов любого раскрытого таким же образом способа или процесса.
Испытания на погодоустойчивость полиэтиленовых/полипропиленовых
труб
Испытания на погодоустойчивость по стандарту ISO 4892
Объект испытаний
61 образец полиэтиленовых труб длиной 465 мм и диаметром 40 мм, из них:
9 образцов
- желтые трубы с маркировкой Е100,
9 образцов - желтые трубы с маркировкой Е102,
9 образцов - желтые трубы с маркировкой Е103,
9 образцов - желтые трубы с маркировкой Е104,
8 образцов - желтые трубы с маркировкой Е106,
8 образцов - белые трубы с маркировкой Е107,
9 образцов - черно-оранжевые трубы с маркировкой Е108.
Выполнение
испытаний
Полиэтиленовые трубы были подвергнуты действию испытательной установки Atlas Type 65 Weather-o-meter® с дождевым циклом 102/18.
Температура по стандартному зачерненному термометру составляла 63,3oC, а относительная влажность составляла 50,5%.
Источник света фильтровался таким образом, что нижний предел длины волны светового излучения составлял 290 нм.
Поверхностная плотность потока излучения составляла 61,6 Вт/м2 в полосе пропускания от 280 до 400 нм.
Длительность испытаний с помощью упомянутой испытательной установки составляла 250 часов, в течение которых испытуемые образцы получали трехмесячную дозу светового облучения в видимом и ультрафиолетовом диапазоне длин волн (от 280 до 800 нм) для г. Лондона, Англия.
Реферат
Изобретение относится к пластмассовым трубам. Размеры трубы и защитного слоя таковы, что отношение внешнего диаметра трубы к толщине защитного слоя составляет по меньшей мере 70, а предпочтительно по меньшей мере 100, и когезионная прочность наружного защитного слоя, за исключением любых линий наименьшего сопротивления, по крайней мере на концах трубы больше, чем адгезионное сцепление между наружным защитным слоем и внутренней трубой. Способ изготовления пластмассовой трубы включает совместное (бипрофильное) выдавливание из головки экструдера расплавленных пластмассовых материалов, из которых формируются внутренняя труба и наружный защитный слой, приведение расплавленных пластмассовых материалов в контакт в неостывшем состоянии и предоставление им возможности остывать в естественных условиях таким образом, что после остывания наружный защитный слой может быть отслоен от внутренней трубы по крайней мере на концах трубы. Обнажаемая поверхность внутренней трубы становится пригодной для выполнения сварки путем расплавления с помощью электрического тока. В результате достигается наивыгоднейшее сочетание механической прочности и защищенности от условий окружающей среды. 6 с. и 30 з.п. ф-лы, 6 табл.
Формула
Документы, цитированные в отчёте о поиске
Композиционная пластиковая труба
Комментарии