Способ изготовления пластмассовой трубы - RU2623266C2
Код документа: RU2623266C2
Чертежи
Описание
Изобретение относится к способу изготовления пластмассовой трубы, в соответствии с которым материал трубы непрерывно подают на оправку, диаметр которой равен внутреннему диаметру трубы, так, чтобы подаваемый материал после осаждения на оправке следовал по существу по винтовой линии.
Изобретение может быть использовано в пластмассовых трубах, используемых, например, в промышленности и на электростанциях в качестве труб для охлаждающей воды или дождевой воды и труб для стоков дождевой воды в качестве компенсационной основы, а также в процессах горнорудного производства, установках для очистки сточных вод и в деревообрабатывающей промышленности для перемещения или хранения жидкостей. Известно, что эти трубы являются крупногабаритными и должны выдерживать наружное и внутреннее давление и другие действующие на них физические нагрузки. Предпочтительными районами для использования таких труб являются районы, где происходят землетрясения, или, если почва может перемещаться иным путем, районы, чувствительные к оседанию почвы, поскольку трубы являются упругими и, следовательно, лучше выдерживают перемещение почвы рядом с ними по сравнению с соответствующими трубами из стали или бетона.
Одним из преимуществ способа согласно настоящему изобретению является изготовление трубных заготовок. Они имеют более толстую стенку, чем обычно, и подвергаются механической обработке и сварке с целью использования в качестве элементов труб.
Известен способ изготовления таких труб, согласно которому направляют поступающую из экструдера пластмассу в виде непрерывной ленты на оправку, т.е. вокруг крутящегося кольца, так, чтобы вращательное движение этого кольца и усилие подачи материала вынуждали ленту материала навиваться на крутящееся кольцо. При этом сопло, подающее ленту материала в продольном направлении на оправку, перемещают так, чтобы ширина ленты превышала перемещение сопла за один оборот оправки. В результате ленты размещаются на оправке с частичным перекрытием, а продвижение ленты материала происходит по винтовой линии. В соответствии с другим альтернативным вариантом перемещение сопла осуществляют с той же скоростью, что и перемещение ленты материала на ее ширину за один оборот оправки. В этом случае боковые стороны ленты материала образуют между собой так называемое стыковое соединение. После подачи одного слоя материала на оправку, длина которой определяет максимальную длину трубы, направление сопла, подающего материал, меняют на противоположное, и на слой материала на оправке накладывают другой слой материала. Этот процесс продолжают до тех пор, пока толщина стенки трубы не станет достаточной. После этого уменьшают размер оправки, т.е. крутящегося кольца внутри пластмассовой трубы, и пластмассовую трубу снимают с оправки в продольном направлении. В соответствии с известной технологией максимальная длина оправок такого типа составляет примерно 6 метров. Вышеупомянутые трубы в дальнейшем соединяют для образования трубопровода.
Описанный выше способ используется, например, немецкой компанией Krah A G. Подробная информация размещена на интернет-сайте www.krah.net/.
Известный способ изготовления больших труб заключается в использовании так называемой традиционной прямой экструзии. Этот способ используют, например, на производстве компании KWH PIPE.
Одним из наиболее значительных недостатков известной технологии, основанной на технологии вращения, можно считать то, что такие способы изготовления устанавливают жесткие ограничения на длину изготавливаемых труб, а также то, что для получения требуемой толщины стенки трубы на оправке должны раскатываться многочисленные слои материала. Первый из указанных недостатков фактически ведет к относительно высоким расходам на изготовление и монтаж, а второй недостаток, в добавление к расходам на изготовление, ведет к относительно низкой прочности из-за структуры слоя. Причиной относительно низкой прочности этих труб является то, что в дальнейшем их многократно нагревают в соответствии с требованиям известной технологии.
Применительно к способам, основанным на прямой экструзии при изготовлении больших труб, серьезным недостатком является то, что материал является текучим, следовательно, толщина стенки трубы не является постоянной. Это означает большие отклонения в толщинах стенки и большие потери материала, а, кроме того, охлаждение трубы происходит неравномерно, из-за чего в трубе возникают большие внутренние напряжения.
Недостатком всех известных технологий также является то, что при изготовлении труб с использованием таких технологий нужны габаритные машины и оснастка, а места расположения трубных производств определяются во многих случаях другими факторами, а не местами использования труб. По этой причине транспортные расходы относительно высоки.
Задачей изобретения является создание способа изготовления, который позволяет устранить недостатки известных технологий. Эта задача решается изобретением в соответствии с отличительной частью п. 1 формулы изобретения.
Наибольшие преимущества, обеспечиваемые изобретением, заключаются в исключении ограничения на максимальные длины изготавливаемых труб и достижении значительного повышения прочностных характеристик. Поскольку требуемая толщина материала достигается потоком материала ленты, бесшовная структура в направлении толщины стенки обеспечивает значительно более высокую прочность этой стенки. Благодаря составу потока материала и другим особенностям изобретения поток в нижнем направлении является значительно меньшим, и очевидное преимущество состоит в том, что достигаются точные допуски на толщину стенки. Охлаждение более выровненного материала обеспечивает меньшее изменение формы, что ведет, в свою очередь, к большей точности при изготовлении изделий. Также обеспечивается экономия используемого материала.
Использование способа в соответствии с изобретением обеспечивает большое преимущество, поскольку машины и оснастка имеют значительно меньшие размеры, и трубные производства в целом являются значительно более простыми по составу в сравнении с существующими машинами, оснасткой и производствами. Производство может быть налажено в месте, расположенном недалеко от места, где требуются трубы определенного размера, поэтому расходы на транспортировку и хранение могут быть значительно сокращены, поскольку производственная технологическая линия является значительно более короткой и более легко оборудуется по сравнению с производственными линиями, использующими известную технологию. При этом изготовление труб наибольших размеров не требует значительного увеличения размеров производственного оборудования.
Термин «оправка» означает такой элемент или конструкцию, которые пригодны для поддержки потока материала в процессе изготовления пластмассовой трубы, причем этот элемент или конструкция также придает потоку материала требуемую форму и размеры.
Изобретение поясняется чертежами.
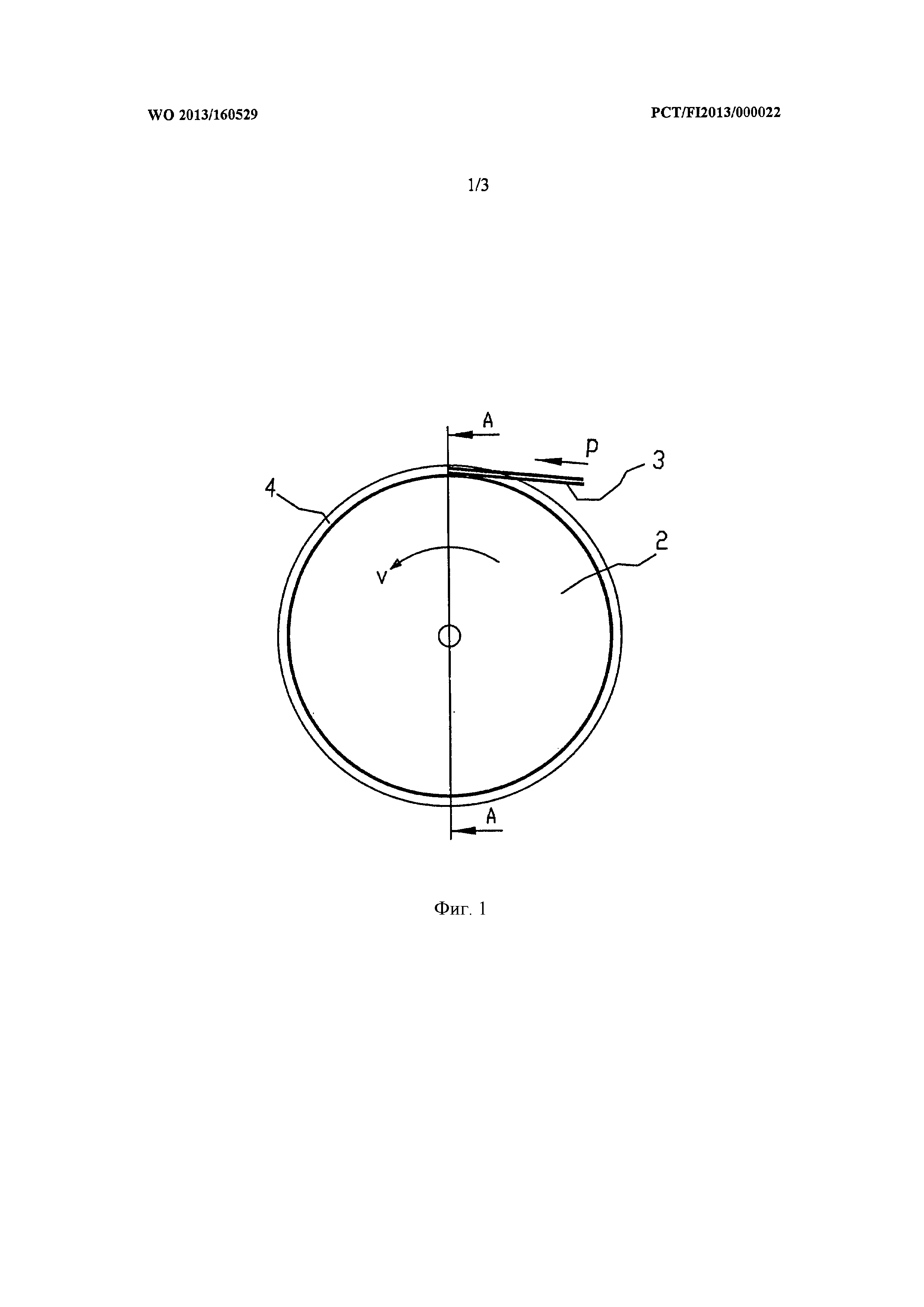
На фиг. 1 показан процесс изготовления согласно изобретению, вид с торца производственной линии;
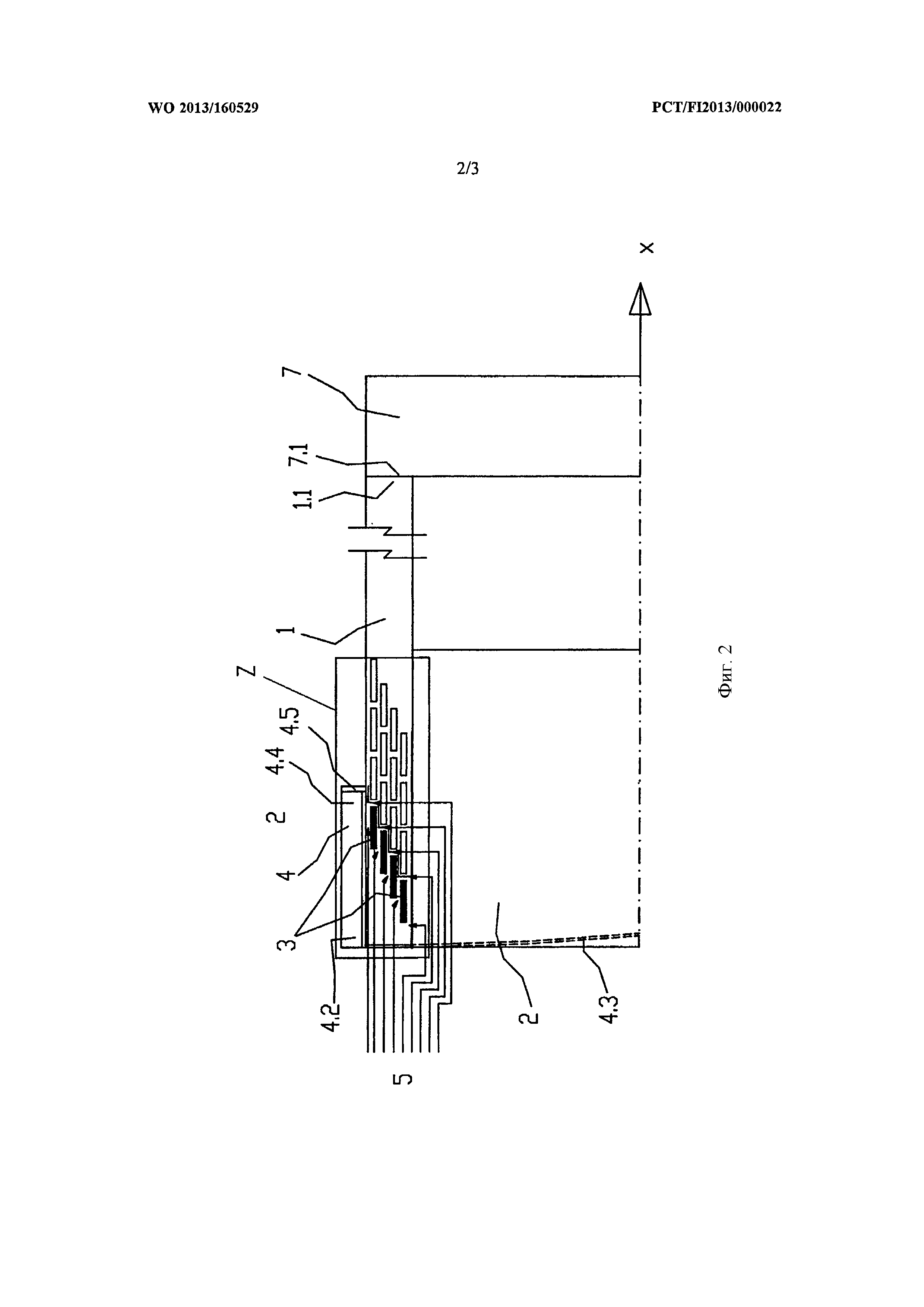
фиг. 2 - разрез по линии A-A на фиг. 1;
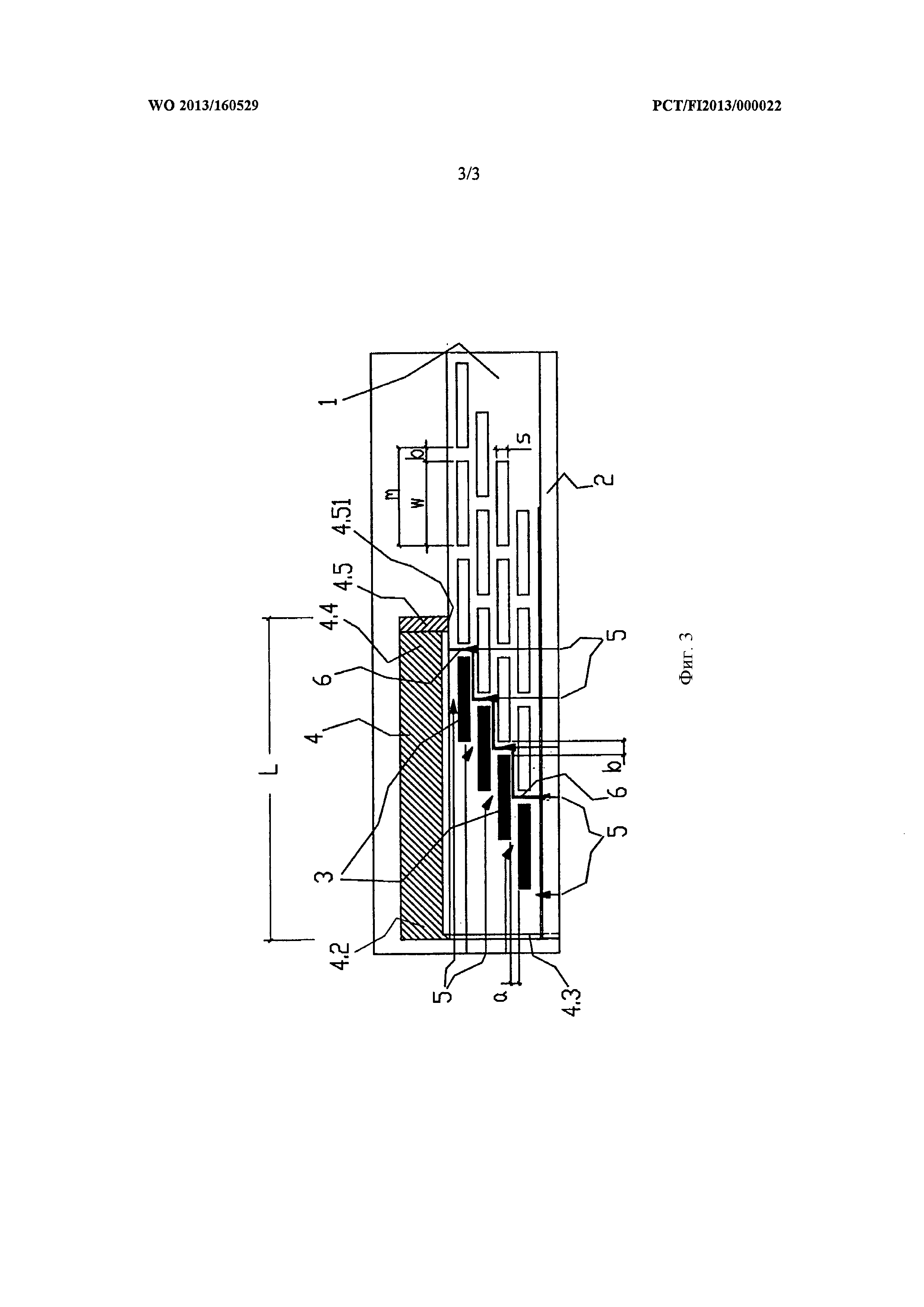
фиг. 3 - место Z на фиг. 2.
Как показано на фиг. 1, производственная линия содержит цилиндрическую оправку 2, имеющую диаметр в несколько метров. Предварительно изготовленную ленту 3 материала подают на оправку 2, вращающуюся со скоростью v. Как показано на фиг. 2, сматывающиеся с рулонов предварительно изготовленные ленты 3 материала, в данном случае в количестве четырех, равномерно подают в неподвижную форму 4, установленную на оправке, так, чтобы ленты материала наслаивались одна на другую (также показано на фиг. 3) при вращении оправки вокруг оси. Ленты 3 материала навиваются на оправку вследствие действия на эти ленты давления подачи p и вращения оправки внутри формы 4. Одновременно в форму 4, расположенную концентрично оправке 2, из одного или нескольких экструдеров подают расплавленную пластмассу 5. Таким образом, стенка изготавливаемой пластмассовой трубы 1 состоит из лент 3 материала и расплавленной пластмассы 5, которые совместно образуют поток материала для подачи в форму. В процессе изготовления в форме находится такое количество расплавленной пластмассы, что ленты 3 материала прижимаются к оправке практически через расплавленную пластмассу 5, которая заполняет зазоры а в радиальном направлении между лентами 3 материала на оправке. На конце 4.2 формы 4, который не вращается или неподвижно закреплен, имеется концевая пластина 4.3, намотанная на оправку по винтовой линии. Пластина 4.3 вынуждает ленты 3 материала и расплавленную пластмассу 5 перемещаться по оправке 2 в боковом направлении x, так что их наклон становится неизбежным. Таким образом, на скорость указанного перемещения влияют наклон пластины 4.3 и скорость вращения v оправки. Наклон пластины 4.3 выбран так, чтобы после полного оборота ленты 3 материала и расплавленная пластмасса 5 перемещались по оправке на расстояние, немного превышающее ширину w лент 3 материала, и ленты материала для начала следующего оборота прилегали внахлест к лентам материала предыдущего оборота. Более точно, после 2 оборотов оправки ленты материала перемещаются на расстояние m, равное сумме ширины m лент материала и зазора b между лентами материала. По мере осуществления процесса расплавленная пластмасса 5 постоянно заполняет также продольные зазоры b, даже когда они образуются во время разных вращений.
Когда ленты материала прилегают внахлест друг к другу, расплавленная пластмасса 5 образует сварное соединение 6 между слоями. Таким образом, сварное соединение 6 проходит по стенке изготавливаемой пластмассовой трубы 1, образуя прочное и герметичное соединение, которое в изготавливаемой пластмассовой трубе проходит по винтовой линии.
В начале процесса изготовления пластмассовой трубы 1 способом в соответствии с изобретением ленты 3 материала и расплавленную пластмассу сначала подают к концу начальной трубы 7, которую вращают с такой же скоростью, что и оправку. Начальная труба 7 используется для содействия процессу (фиг. 2). Конец 1.1 трубы, которая образуется из лент 3 материала и расплавленной пластмассы, приваривают к концу 7.1 начальной трубы 7, а после этого начальную трубу 7 начинают перемещать в боковом направлении x с такой же скоростью, с которой пластина 4.3 на конце внутренней части перемещает ленты 3 материала и расплавленную пластмассу 5 в том же направлении. Во время этого бокового перемещения, и когда только что образованная труба выходит из формы, пластина 4.5, расположенная на другом конце 4.4 формы, т.е. выравнивающая кольцевая пластина, выполняет функцию ограничителя толщины стенки трубы. Таким образом, кромка 4.51 отверстия пластины 4.5 регулирует толщину требуемого слоя. Сваривание осуществляется внутри формы 4, и когда труба 1 выходит из формы, ее вытягивают в направлении х. После этого изготовленную пластмассовую трубу охлаждают любым известным способом, например, посредством систем водяного или воздушного охлаждения.
Ленты 3 материала подают на оправку 2 по касательной или под необходимым углом относительно этой касательной линии. Нахлест лент 3 материала составляет приблизительно половину перемещения m из предыдущего примера, но в зависимости от конкретного случая он может иметь и другую величину. При определении нахлеста следует учитывать толщину стенки изготавливаемой пластмассовой трубы 1. Чем больше толщина стенки, тем больше должна быть ширина используемой формы 4. За счет уменьшения нахлеста ширина формы может поддерживаться в некоторых пределах. Ширина L формы варьируется приблизительно в диапазоне 0,3-1,5 м, но она также может отклоняться от этих пределов.
При осуществлении способа в соответствии с изобретением ленты 3 материала изготавливают заранее, и их хранят, например, в рулонах, что обеспечивает много значительных преимуществ. Так, для изготовления лент 3 материала не требуются экструдеры; вместо этого ленты поставляют на место производства плотно упакованными в рулоны или т.п. Кроме того, холодные ленты 3 материала ускоряют охлаждение расплавленной пластмассы 5 в процессе изготовления трубы, а, например, жидкотекучий материал не является сплошным, так что количество энергии, необходимое для изготовления труб, значительно уменьшается по сравнению с использованием известных способов. В связи с отмеченными выше обстоятельствами налаживание производства пластмассовых труб требует значительно меньших затрат и объемов работ по сравнению с затратами на соответствующее производство с использованием известных способов.
Цилиндрический корпус формы 4 может быть изготовлен в виде единого элемента из какого-либо подходящего материала, например, из стали с PFTE-покрытием, или он может быть образован из полосы, например, из отдельных частей, так чтобы посредством регулирования относительного расположения этих частей можно было изменять диаметр кромки 4.51 отверстия. Это оказывает непосредственное влияние на наружный диаметр изготавливаемой пластмассовой трубы.
Ширина w ленты материала может быть любой в зависимости от конкретных требований. В случае изготовления больших труб ширина может составлять 150-500 мм. Толщина используемой ленты определяется толщиной стенки изготавливаемой трубы. В способе в соответствии с изобретением возможно использование всех толщин s, необходимых в настоящее время для изготовления труб. Определяющим фактором при выборе ширины материала ленты может быть стоимость приобретаемого инструмента.
Скорость v вращения оправки 2 также может быть любой подходящей для других этапов изготовления трубы, например, для выполнения экструзионной сварки. Следует отметить, что скорость подачи ленты 3 материала на оправку в соответствии с изобретением может составлять более 10 м/мин.
Одной из особенностей способа в соответствии с настоящим изобретением является то, что ленты материала предварительно изготавливают непосредственно из исходного материала для изготовления лент, поэтому гранулирование не требуется. В результате экономится энергии.
Аналогично, особенностью способа в соответствии с изобретением является то, что ленты 3 материала могут подаваться на оправку 2 с нескольких рулонов одновременно. Это позволяет создавать в изготавливаемой трубе разные слои. Например, не требуется, чтобы все ленты содержали пигменты поверхностного слоя трубы, поскольку такая лента может изготавливаться иным образом по сравнению с используемыми одновременно с ней другими лентами.
Добавление волокон в определенную ленту/ленты 3 во время их изготовления также является особенностью изобретения и представляет собой часть способа в соответствии с изобретением. Эти волокна могут состоять из любого материала, который пригоден для использования при изготовлении трубы.
Способом в соответствии с изобретением можно изготавливать очень широкий ассортимент различных труб. Диаметр изготавливаемой трубы может варьироваться от метра до нескольких метров.
Следует отметить, что выше описан один вариант осуществления изобретения, пригодный для его внедрения, но это ни в коей мере не ограничивает использование изобретения только вышеуказанным вариантом, и в рамках идеи изобретения, определенной в его формуле, возможно использование множества иных вариантов.
Реферат
Изобретение относится к способу изготовления пластмассовой трубы. Согласно способу материал пластмассовой трубы подают на оправку, диаметр которой соответствует внутреннему диаметру трубы. Материал подают в виде непрерывного потока, который после осаждения на оправку перемещают на оправке фактически по винтовой линии в боковом направлении внутри формы, установленной на оправке. Пластмассовую трубу образуют из лент материала и расплавленной пластмассы, которую подают в зазоры между лентами. Круглой и наклонной пластиной на конце формы направляют поток материала на оправке в боковом направлении. Переднюю часть пластмассовой трубы прижимают и приваривают к начальной трубе, которую в процессе ее изготовления используют для перемещения этой трубы в боковом направлении относительно оправки. Изобретение обеспечивает повышение физико-механических свойств получаемых изделий. 7 з.п. ф-лы, 3 ил.
Комментарии