Устройство для шлифования сложных поверхностей - SU984718A1
Код документа: SU984718A1
Чертежи
Описание
(54) УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СЛОЖНЫХ ЦОВЕРХНОСТЕЙ


Реферат
Формула
Изобретение относится к области об работок сложных поверхностей на шлифовальных
станках и С1ожет быть исполь зовано при обработке турбинных лопаток и других деталей, имеющих некруглые
фасонные поверхности. Известно устройство для хшшфования сложных поверхностей включающее экви-
. дистантный копир, шлифовальный круг и сепаратор с набором копирующих элементов
для ступенчатой компенсации износа шлифовального крута, причем центр кривизны копирующего элемента
в плоскости, перпендикулярной к оси круга, лежит на оси круга, а радиусы
кривизны копирующего элемента и профиля круга в осевом сечении круга равны Известное устройство предусматривае применение копирующих элементов в вид
щаров и обеспечивает достаточную точность копирования только в случае, если
рабочая поверхность шлифовального круга также имеет шаровую форму. В этом случае, по мере износа шлифовального круга в контакт с копиром вводят шары
меньшего диаметра, соответствующего диаметру шлифовального круга, обеспечивая
совпадение осей шара и шлифовального крута. Однако при обработке большинства типов турбинных лопаток
целесообразно применение шлифо 5алы1ого крута торовой формы. Такой круг обеспечивает
лучший подход к антивибрационным полкам- и замкам, но компенсация
его износа сменой копирующих элементов в виде шаров ведет к возникновению
систематической погрешности вследствие несовпадения центров кривизны рабочей
поверхности круга и копирующего элемента . . . Цель изобретения - расширение технологических
возможностей путем применения торового шлифовального- круга. С этой целью в изобретении копирую.щие
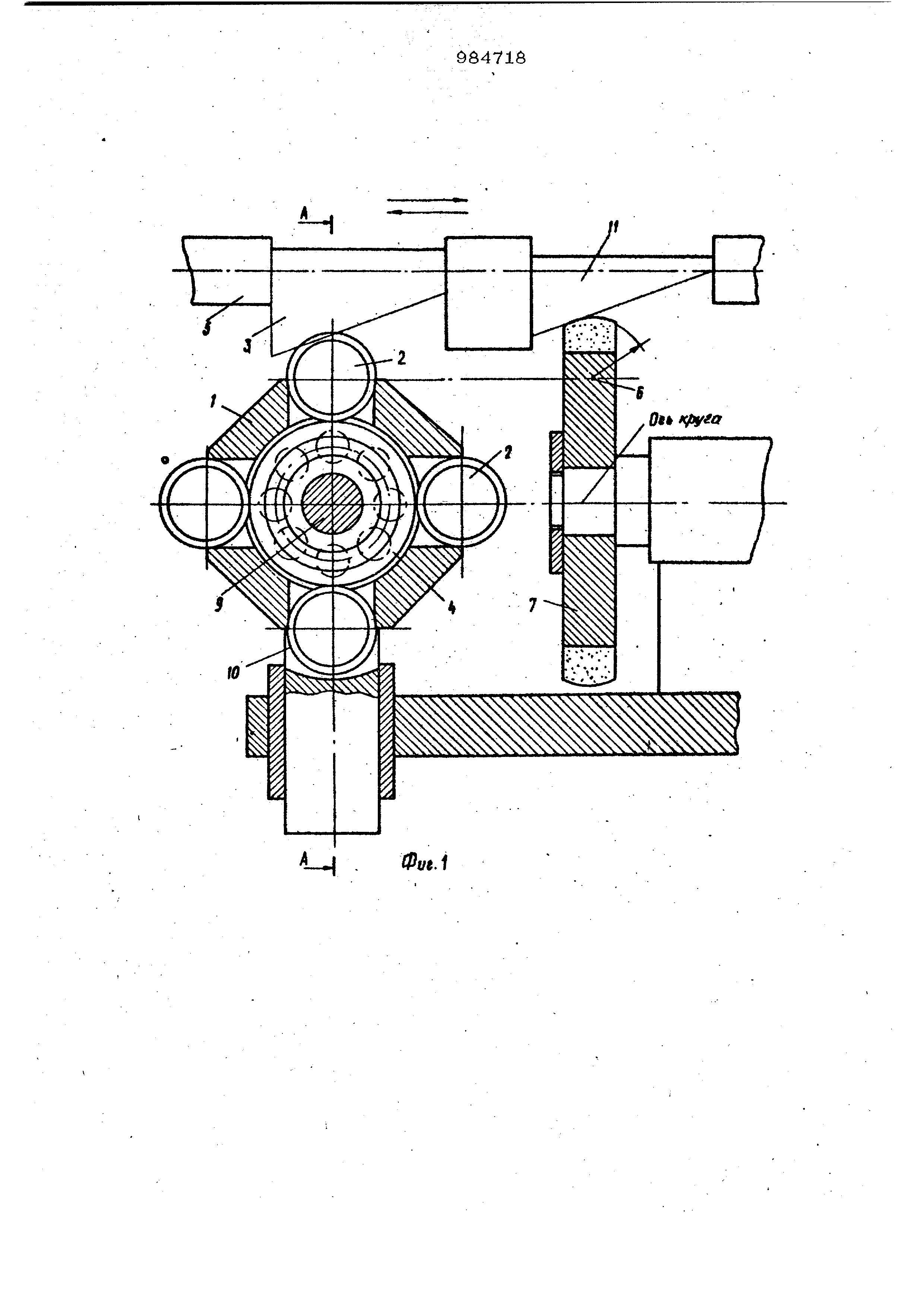
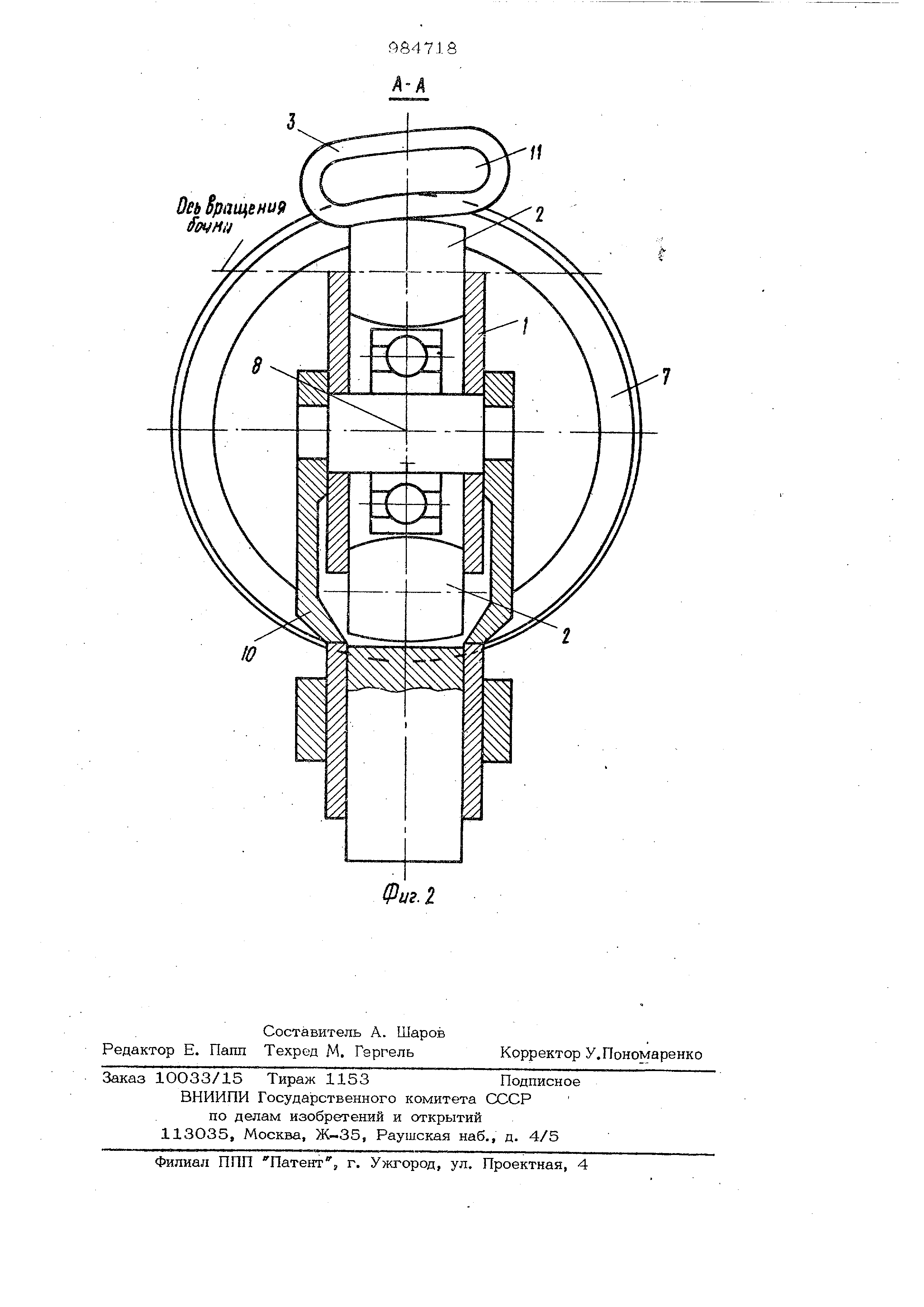
элементы выполнены в виде круговь х .бочек.. HQ фиг. 1 показано устройство, o6imift вид; на фиг. 2 - разрез А-А на фиг. 1.
Устройство для шлифования сложных поверхностей состоит из сепаратора 1 с
набором копирующих элементов 2 в виде круговых бочек, которые имеют различный
радиус кривизны образующей. Копи .рующий элемент 2 устанавливается межд копиром 3 и подшипником 4j который
.обеспечивает вращение элемента 2 при возвратно-поступательном перемещении
стола станка 5. Ось вращения элемента 2 и центр 6 кривизны профиля щлифоваль
ного крута 7 лежат в одной плоскости, параллельной оси круга 7. Центр 8 )Кривизны
образующей бочкообразного копирующего элемента 2 лежит на продолжеНИИ оси круга 7. Сепаратор 1 крепится
на оси 9, которая закреплена на вилке 10. Устройство работает следующим образом
. При возвратно-поступательном движении стола станка 5 копирующий бочкообразный
элемент 2 соверщает копирующее движение вместе со щлифовальным кругом 7, который обрабатывает лопатку 1
При износе шлифовальный круг 7 подает ся на врезание в направлении, перпендикулярном
его оси. При этом происходит рассогласование центра 8 кривизны образующей элемента 2 с осью круга 7
и оси вращения элемента 2 с центром кривизны профиля щлифовального круга 7
Обработка проводится до тех пор, пока величина рассогласования не достигнет
значения, при котором систематическая погрещность превысит величину допуска Затем в контакт с копиром 3 вводится другой копируюищй элемент 2 с меньщим
радиусом образующей бочки, который обеспечивает прежнее взаимное положение
центров кривизны и осей. Таким образом, вновь обеспечивается точное формообразование
изнощенным кругом 7. Применение изобретения позволит производить обработку больщинства типов
турбинных лопаток с высокой точностью. Формула изобретения Устройство для щлифования сложных
поверхностей, включающее эквидистантный копир, шлифовальный круг и сепаратор с.
набором копирующих элементов для ступенчатой компенсации износа шлифовального
круга, причем центр кривизны котирующего элемента в плоскости, перпен-
дикуляфной к оси круга, лежит на оси круга, а радиусы кривизны копирующего
элемента и профиля круга в осевом сучении круга равны, отличающе. е с я тем, что, с целью расширения
технологических возможностей путем применения торового щлифовального круга
, копирующие элементы вьшолнены в виде круговых бочек. Источники информации,
принятые во внимание при экспертизе 1. Макаров Н.Н. и др. Модернизированный
ленточно-шлифовальный станок ЛШ-1А. - Сб. Абразивная обработка и
обработка металлов резанием и давлением . Минск, Наука и техника, 1975. Wut.i г 7
Ось §рящкни9
Фиг. г
Комментарии