Экструдированная, изготовленная литьем под давлением или формованная раздувом труба, фитинг или фасонная деталь из пластика для сооружения трубопроводов для жидких, пасто- и газообразных сред - RU2256840C2
Код документа: RU2256840C2
Чертежи
Описание
Изобретение относится к экструдированной, изготовленной литьем под давлением или формованной раздувом трубе, фитингу или фасонной детали из пластика для сооружения трубопроводов для жидких, пасто- и газообразных сред, содержащей выполненное, по меньшей мере, из трех слоев трубчатое тело с внутренним и наружным слоями из основного материала, а также со средним слоем из основного материала и, по меньшей мере, одного дополнительного материала.
Области применения труб из металла, в частности меди, оцинкованной стали, специальной стали и в небольшом количестве из свинца, ограничены определенными параметрами среды, такими как значение рН, скорость течения и рабочая температура. Коррозионная характеристика металлических труб и отдача тяжелых металлов у свинцовых и медных труб дополнительно ограничивают возможности применения металлических труб для хозяйственно-питьевых водопроводов и необходимых в пищевой промышленности линий. К тому же получение металлов, добыча, перевозка и переработка руд, а также изготовление металлических труб из-за требуемых энергозатрат во многих случаях больше неэкономичны, а в отношении загрязнения окружающей среды неприемлемы.
По вышеупомянутым причинам пластиковые трубы для сооружения трубопроводов для различных областей применения, таких как хозяйственно-питьевое водоснабжение, отопительная техника, пищевая промышленность, аппаратостроение, а также химическая промышленность, приобретают все большее значение.
Преимущества пластиковых труб по сравнению с металлическими трубами состоят в их большей стойкости к агрессивным средам и отложениям, более высокой коррозионной стойкости, более высоком изолирующем действии, гигиенической пригодности, меньшем весе, более простой технике соединения и монтажа, а также большей экологичности.
Применяемые для изготовления труб пластики, такие как поливинилхлорид, несшитый и сшитый полиэтилены, полибутен и полипропилен, которые могут быть усилены внутренними или внешними слоями из металла, в частности алюминия, отличаются применяемыми полимерами и вытекающими из этого различными механическими свойствами, а также техникой соединения. Для соединения труб и фасонных деталей из пластика применяются зажимные, резьбовые, опрессовочные, сплющивающие и передвижные гильзовые системы, клеевые системы, а также муфтовая сварка нагревательными элементами.
Длительный контакт с окислительными и восстановительными средами в трубопроводах из пластика ухудшают химические и механические свойства пластика, применяемого в качестве материала труб. Макромолекулы материала труб имеют определенную длину и определенное число переплетения цепей. Длина цепей и вид переплетений определяют, в первую очередь, характер свойств материала труб. Между кристаллическими компонентами предпочтительно применяемых для труб полимерных материалов находятся некристаллические, аморфные зоны, которые обеспечивают смещение кристаллических составляющих в полимере и создают определенные упругость и вязкость материала труб.
Для защиты от повреждения применяемого для труб полимерного материала в его аморфные зоны могут быть введены добавки, такие как дезактиваторы металла, акцепторы хлора, акцепторы кислоты, акцепторы свободных радикалов, УФ-стабилизаторы, стабилизаторы обработки и долговременные термостабилизаторы. Эти добавки должны быть введены в полимерную матрицу экстракционно-стабильно, однако с возможностью миграции.
Добавки в аморфных зонах полимерного материала подвижны. Этот эффект желателен, с тем чтобы необходимая добавка могла мигрировать к соприкасающемуся со средой месту, в котором он проявляет свое защитное действие против агрессивных сред и защищает полимерные цепи от повреждения.
Решающий недостаток труб из полимерного материала с добавками, известными, например, из ЕР 04706005 А1, состоит в том, что значительная доля добавок через аморфные зоны мигрирует из внутреннего слоя через средний слой в наружный слой труб, в котором добавки не требуются. Если эффективность добавок за счет их защитного механизма исчерпана или преобразована, во внутреннем слое труб, находящемся в контакте с протекающей по трубам средой, начинается повреждение молекул, так называемое разрушение цепи. Материал трубы охрупчивается, становится твердым и склонным к разрушению. Толщина стенки трубы уменьшается вследствие абразии и разрушения цепи. Наконец, внутреннее давление в трубе приводит к ее разрушению. Эти явления разрушения материала трубы сильно зависят от среды и температуры. По мере возрастания температуры среды сверхпропорционально увеличивается скорость разрушения.
В основе изобретения лежит задача разработки таких труб, фитингов и фасонных деталей из пластика для сооружения трубопроводов для жидких, пасто- и газообразных сред, которые обладали бы высокой механической прочностью, химической и термостойкостью.
Эта задача решена, согласно изобретению, посредством многослойных труб, фитингов и фасонных деталей из пластика, отличающихся тем, что внутренний и средний слои состоят из полимерного материала, в аморфные зоны частично кристаллического полимерного материала внутреннего слоя, находящегося в контакте с транспортируемой средой, и/или среднего слоя введены добавки против агрессивных сред, в частности окислительных и восстановительных сред, и что в аморфные зоны полимерного материала среднего слоя введены наполнители и/или добавки в качестве барьерных материалов для уменьшения миграции добавок из внутреннего слоя в наружный слой трубы, фитинга или фасонной детали.
За счет блокирующего действия, уменьшающего миграцию среднего слоя труб, фитингов и фасонных деталей, эффективные компоненты добавок остаются во внутреннем слое, который вступает в контакт с протекающей по трубопроводу средой. Предотвращается миграция добавок в слои или зоны труб, фитингов и фасонных деталей, не вступающие в контакт с протекающей по трубопроводу средой. Диффузия газов и жидкостей снаружи через стенку трубы в протекающую по трубопроводу среду также уменьшается. На основе барьерного действия среднего слоя повышаются химическая и в находящемся в контакте с протекающей средой среднем слое труб, фитингов и фасонных деталей успешно противостоит воздействию каталитических ионов металлов и окислительному воздействию кислорода, кислот и щелочей, а также свободного хлора и других галогенов также при более высоких рабочих температурах и повышает стойкость к этим средам. Отличающаяся слоистой структурой пластиковая труба характеризуется также высокой прочностью на изгиб и растяжение, простой в обращении и при переработке, хорошими гигиеническими свойствами, а также хорошей звукоизоляцией от шумов течения, создаваемых при протекании по трубе жидкой среды.
Изобретение поясняется ниже с помощью схематических чертежей, на которых изображают:
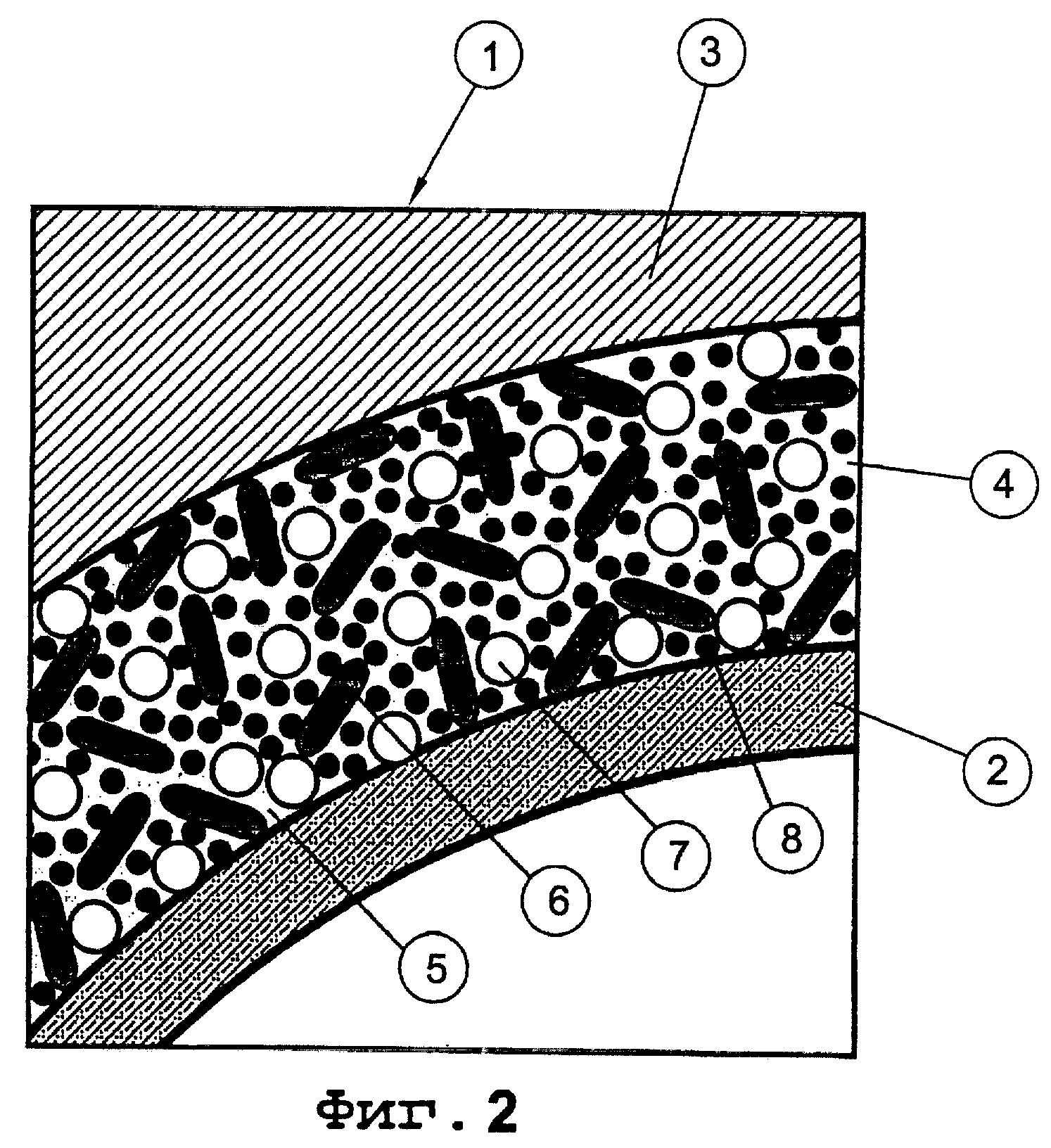
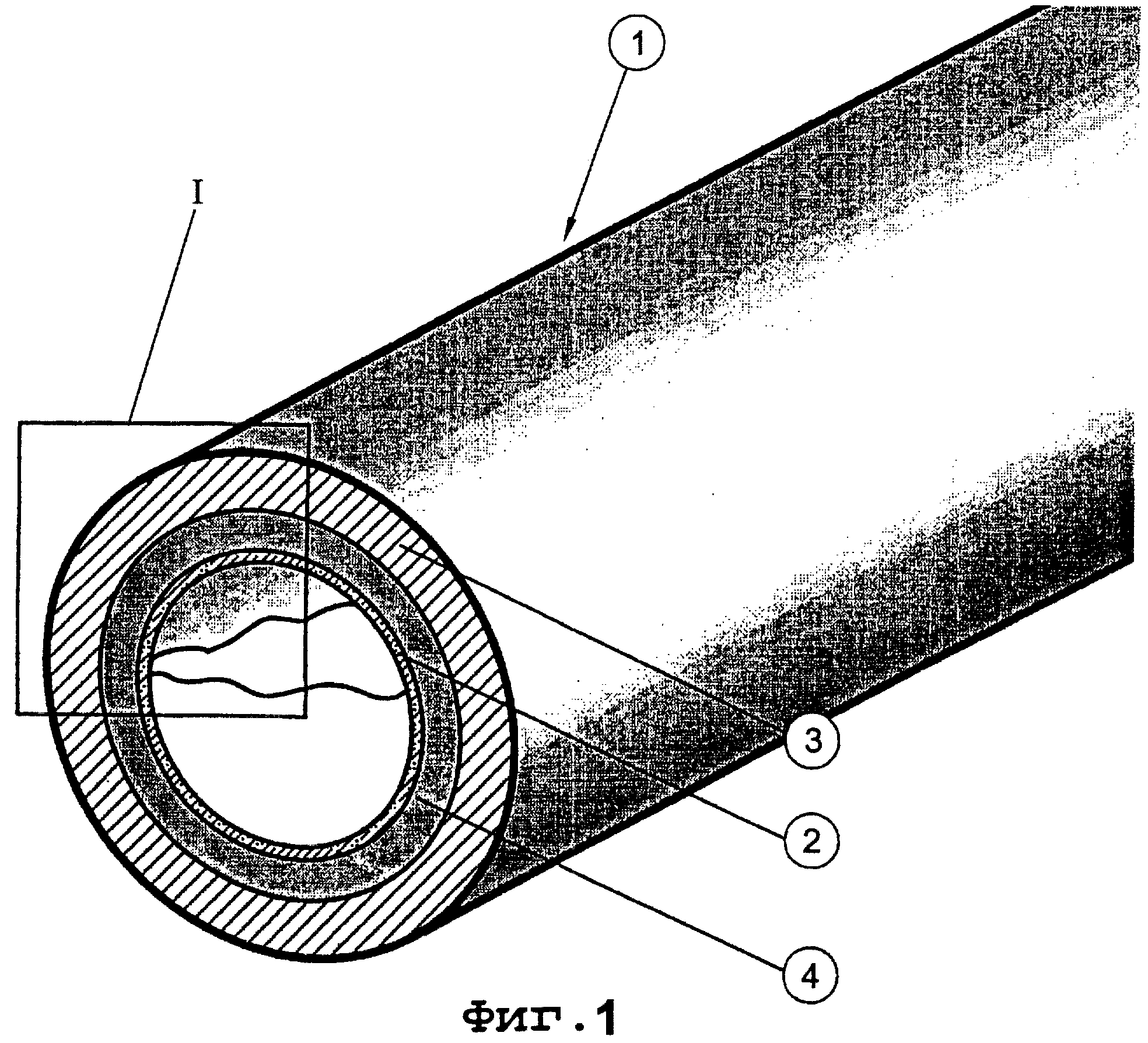
фиг. 1 - в перспективе трубу для строительства трубопроводов;
фиг. 2 - в увеличенном виде сечение трубы согласно фрагменту I на фиг. 1.
Пластиковая труба по фиг. 1 и 2 для сооружения трубопроводов для жидких, пасто- и газообразных сред, которая применяется предпочтительно в качестве водопроводной трубы и может быть изготовлена путем экструзии, литья под давлением или формования раздувом, содержит выполненное послойно трубчатое тело 1 с внутренним 2 и наружным 3 слоями из основного материала, а также средним слоем 4 из композиционного материала, состоящего из основного и, по меньшей мере, одного дополнительного материалов.
Основной материал внутреннего 2 и наружного 3 слоев пластиковой трубы состоит из статистического сополимера пропилена.
Композиционный материал среднего слоя 4 пластиковой трубы составлен из статистического сополимера 5 пропилена с массовой долей 50-90, преимущественно 60-80 мас.%, стекловолокна 6, стеклянных шариков 7 или стеклянной муки 8 или смесей этих материалов с массовой долей 10-50, преимущественно 20-40 мас.%, а также соединительной добавки для соединения матрицы 5 из статистического сополимера пропилена со стекловолокном 6, стеклянными шариками 7 и/или стеклянной мукой 8.
Статистический сополимер пропилена композиционного материала среднего слоя 4 имеет содержание этена 2-6 мас.% и значение MFR (Melt Flow Rate) 0,3-10 г/10 мин при 190°С и нагрузке 5 кг.
Соединительная добавка для соединения матрицы из статистического сополимера пропилена, а также стекловолокна, стеклянных шариков или стеклянной муки или смесей этих материалов среднего слоя 4 состоит из силановсго соединения.
Этен добавляют в композиционный материал для того, чтобы уменьшить вызванную волокнистым материалом хрупкость и придать материалу достаточную упругость.
К композиционному материалу среднего слоя 4 и/или к основному материалу внутреннего слоя 2 пластиковой трубы примешаны облегчающие переработку вспомогательные вещества, такие как антиадгезив, и добавки, такие как светои теплостабилизаторы.
Для изготовления исходного композиционного материала среднего слоя 4 пластиковой трубы пластифицированный или вязкотекучий статистический сополимер пропилена перерабатывают в комбинирующем блоке с короткорезаным стекловолокном исходной длиной 0,1-6 мм или бесконечным стекловолокном, измельчаемым в процессе смешивания, и/или со стеклянными шариками, и/или стеклянной мукой, а также, при необходимости, стабилизаторами и добавками в однородный композиционный материал, причем стекловолокно имеет 500-5000 текс.
Пластиковая труба может быть изготовлена на машине, оборудованной тремя экструдерами для экструдирования внутреннего 2, среднего 4 и наружного 3 слоев.
Для сварки пластиковой трубы с фитингами или фасонными деталями соединяемый конец трубы и внутреннюю стенку отверстия фитинга или фасонной детали нагревают с помощью инструмента до текучести пластика, причем инструмент состоит из электронагреваемой втулки для нагрева конца трубы и электронагреваемой оправки для нагрева стенки отверстия фитинга или фасонной детали. Затем трубу и фитинг отделяют от инструмента и конец трубы вставляют в отверстие фитинга, в результате чего обе детали свариваются между собой.
Новая многослойная пластиковая труба может применяться для сооружения трубопроводов для жидкостей, в частности хозяйственно-питьевых водопроводов, а также газопроводов и в химической промышленности, аппаратостроении, а также пищевой промышленности.
Реферат
Изобретение относится к экструдированной, изготовленной литьем под давлением или формованной раздувом пластиковой трубе для сооружения трубопроводов. В трубе, содержащей выполненное, по меньшей мере, из трех слоев трубчатое тело, внутренний и средний слои состоят из полимерного материала, в аморфные зоны частично кристаллического полимерного материала внутреннего слоя, находящегося в контакте с транспортируемой средой, и/или среднего слоя введены добавки против агрессивных сред, в частности окислительных и восстановительных сред, при этом в аморфные зоны полимерного материала среднего слоя введены наполнители и/или добавки в качестве барьерных материалов для уменьшения миграции добавок из внутреннего слоя в наружный слой трубы. Техническим результатом изобретения является повышение механической прочности и химической и термостойкости. 2 н.п. ф-лы, 9 з.п. ф-лы, 2 ил.
Комментарии