Способ обработки длинномерных деталей и устройство для его осуществления - RU2468896C2
Код документа: RU2468896C2
Чертежи
Описание
Изобретение относится к станкостроению и может быть использовано в металлорежущих станках для обработки длинномерных поверхностей при изготовлении и ремонте поверхностей типа направляющих станин металлорежущих станков, кузнечно-прессового, металлургического и др. оборудования.
Известен способ обработки длинномерных деталей типа станин станков на стационарных фрезерных, строгальных или шлифовальных станках, при котором деталь неподвижно закрепляется на столе станка, а стол или инструмент имеют возможность перемещаться и производить обработку направляющих.
Недостатками этого способа являются необходимость демонтажа станины с опор, наличие стационарного станка, размеры стола которого больше размеров обрабатываемой детали, сложность процесса выверки для получения поверхности повышенной точности.
Известен способ позиционирования для производственной системы позиционирования позиционирующей головки по отношению к объекту воздействия (заявка РСТ: SE97/00259 от 17.02.1997 г., публикация РСТ: WO 97/30826 от 28.08.1997 г.), где указанная система содержит позиционирующий блок, например робота или станок, блок управления позиционированием и управляющую информационную систему, причем управляющая информационная система взаимодействует с измерительной системой трехмерного определения местоположения, содержащей по меньшей мере одно регистрирующее устройство, которое определяет и регулирует положение позиционирующей головки в пространстве, отличающийся тем, что с помощью регистрирующего устройства регистрируют и определяют пространственное положение позиционирующей головки по отношению к объекту воздействия с целеуказателями, положение которых точно измеряется и которые размещены на объекте воздействия, фиксированно и стабильно связаны с объектом воздействия. Данный способ позиционирования взят за прототип для заявляемого способа.
Недостатками этого способа являются ограничение размера обрабатываемой детали размерами поверхности, на которой установлены целеуказатели, необходимость установки целеуказателей для обеспечения работы системы, что не позволяет полностью автоматизировать процесс обработки.
Известно переносное устройство для обработки направляющих станины, в котором механизм базирования выполнен в виде закрепленных на станине кронштейнов, устройство снабжено связующим звеном в виде балки, несущей размещенные по обе стороны от нее в вертикальной плоскости базовые направляющие (патент РФ N 2060142, кл. В24В 23/08, В24В 7/14). Данное устройство взято за прототип для заявляемого устройства.
Недостатками этого устройства являются возможность только "ручной" обработки и значительное время на приведение устройства в рабочее состояние, так как описанная схема обработки предполагает установку и сборку устройства на обрабатываемой станине.
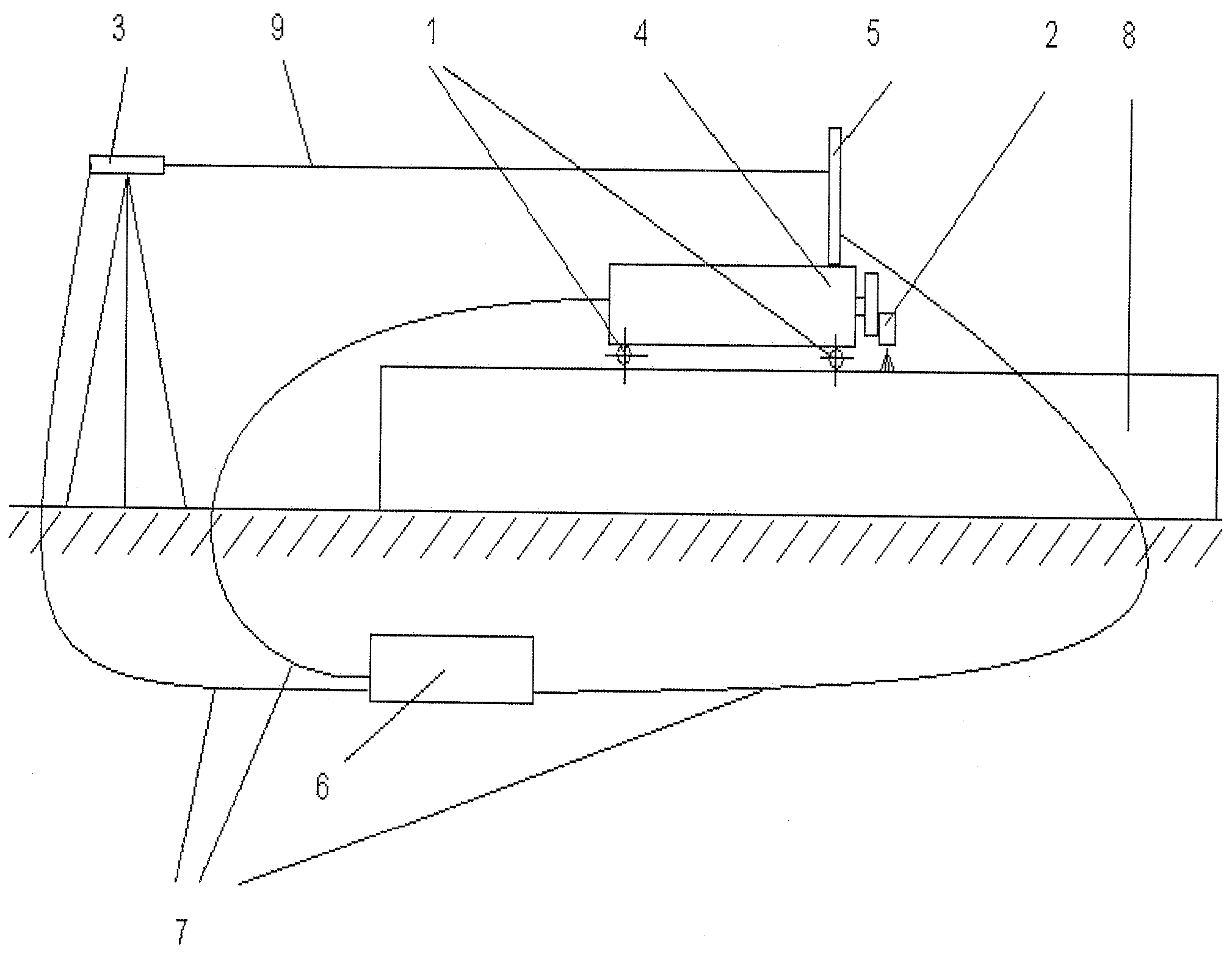
Предлагаемый способ осуществим с помощью устройства, существенные признаки которого указаны в п.2 формулы изобретения. Устройство (см. чертеж) содержит обрабатывающий станок 4 (далее станок), выполненный в мобильном варианте, что позволяет легко снять его с обрабатываемой поверхности 8 и транспортировать на значительные расстояния в кузове автомобиля. Станок 4 имеет: опоры 1, представляющие собой тела вращения, устанавливаемые непосредственно на обрабатываемую поверхность 8 таким образом, чтобы исключить люфт в соединении, не менее одной обрабатывающей головки 2, в которой крепится режущий инструмент, при этом инструмент может иметь возможность поворота и врезания в обрабатываемую поверхность 8. Датчик 5 имеет метку, изменения координат которой фиксируются с заданной периодичностью, и устанавливается либо непосредственно на станок 4, либо на подвижный элемент, передвигающийся по обрабатываемой поверхности и связанный со станком 4 связью, исключающей наличие зазора. Вычислительное устройство 6 располагается либо непосредственно на станке 4, либо на отдельной стойке. Все части устройства объединены между собой в единую сеть либо кабельными линиями 7, либо устройствами приема-передачи информации, позволяющими вести обмен данными, например устройствами радиосвязи.
Устройство работает следующим образом. Станок 4 устанавливается опорами 1 на обрабатываемую поверхность 8 таким образом, чтобы исключить люфт в соединении, посредством кабельных линий 7 подключается вычислительное устройство 6, устройство обратной связи 3 и датчик 5. В процессе работы устройство обратной связи 3 с заданной периодичностью регистрирует текущие координаты Z датчика 5 и текущие отклонения координат X, Y метки на датчике 5 от положения метки, зарегистрированные в точке отсчета (точка отсчета - это либо координаты первого замера, либо заранее заданная точка) с помощью луча 9, передает данные по кабельным линиям 7 на вычислительное устройство 6. Вычислительное устройство 6 по алгоритму, заранее введенному в его память, вычисляет виртуальную теоретическую линию, принимаемую за виртуальную измерительную базу при обработке, значение координат которой в каждый текущий момент времени является расчетными координатами в данной точке. В зависимости от величины отклонения текущих координат датчика 5 от расчетных координат в данной точке вычислительное устройство 6 определяет текущие параметры обработки в каждый текущий момент времени и по кабельным линиям 7 сообщает их либо устройству ЧПУ станка 4, либо обрабатывающей головке 2 и приводу подачи станка 4. При приближении к краю обрабатываемой поверхности 8 датчик, расположенный на переднем или заднем краю станка 4, подает сигнал на вычислительное устройство 6, вычислительное устройство 6 дает команду на привод подачи станка 4 о смене направления движения, процесс повторяется. При равенстве текущих координат и расчетных координат в каждой точке вычислительное устройство 6 останавливает станок 4 и дает сигнал о завершении обработки.
Передвижение станка по обрабатываемой поверхности и организация взаимообмена данными в ходе обработки позволяют производить обработку с высокой точностью, избежать остановок процесса обработки, автоматизировать процесс и обрабатывать поверхности повышенной длины.
Возможность подстройки параметров обработки в каждый текущий момент позволяет максимально приблизить качество обработанной поверхности к заданным параметрам качества обработки поверхности. Заданные параметры качества обработки поверхности могут либо заноситься в память вычислительного устройства 6 перед началом работы, либо заранее внесены в память вычислительного устройства 6 при разработке программного обеспечения и проектировании устройства.
Выполнение станка в мобильном варианте, при котором станок передвигается по обрабатываемой поверхности, позволяет производить обработку деталей повышенной длины.
Передвижение станка 4 по обрабатываемой поверхности 8 на опорах 1, представляющих собой тела вращения, позволяет вычислительному устройству 6 в каждый текущий момент времени с заданной периодичностью вычислять текущие координаты датчика 5, определять отклонения текущих координат от расчетных координат виртуальной измерительной базы, корректировать положение обрабатывающей головки 2 станка 4 с требуемой периодичностью в автоматическом режиме во время работы станка 4, корректировать текущие параметры обработки в автоматическом режиме без участия человека, избежать возможности переноса погрешностей измерительной базы на обрабатываемую поверхность при выполнении обработки, уменьшить время на обработку, повысить точность обработки.
Реферат
Группа изобретений относится к области машиностроения и предназначена для обработки длинномерных поверхностей, например направляющих станин металлорежущих станков. Способ обработки включает установку на деталь мобильного обрабатывающего станка, связанного с вычислительным устройством, датчиком текущих координат в данной точке обработки и устройством обратной связи. Мобильный обрабатывающий станок посредством опор, представляющих собой тела вращения, передвигают по обрабатываемой поверхности, регистрируют текущие координаты упомянутого датчика и вычисляют текущие параметры обработки в каждый момент времени обработки в зависимости от отклонения текущих координат датчика в данной точке от расчетных координат. Устройство для осуществления упомянутого способа содержит мобильный обрабатывающий станок, вычислительное устройство, датчик текущих координат в данной точке обработки и устройство обратной связи. Обеспечивается автоматизация процесса обработки детали и обработка детали повышенной длины. 2 н.п. ф-лы, 1 ил.
Комментарии