Устройство для измерения скорости износа режущего инструмента - SU894462A2
Код документа: SU894462A2
Чертежи
Описание
1
Изобретение относится к исследованию процессов . резания , в частности , к устройствам для измерения интенсивности износа режущего инструмента .
По основному авт.св. № 523331 известно устройство для измерения скорости износа режущего инструмента непосредственно в процессе резания , содержащее естественную термопару , образуемую инструментом и обрабатываемой деталью, регистрирующий прибор, блок селективных усилителей , ко входу которого подключена термопара, датчик угловой скорости обрабатываемой детали, датчик ее диаметра и решающий блок, входы которого подключены к выходу блока селективных усилителей и датчикам, а выход - к регистрирующему прибору 1.
Однако данное устройство не позволяет измерять непосредственно в . процессе резания более универсальную характеристику размерной стойкости инструмента - интенсивность износа .
Цель изобретения - измерение интенсивности износа инструмента.
Поставленная цель достигается.тем, что устройство снабжено датчиком подачи инструмента и блоком деления, входы которого соединены-с выходом решающего блока и выходами датчиков угловой скорости обрабатываемой детали , ее диаметра и подачи инструмента , а выход - .с регистрирующим прибором .
На чертеже изображена блок-схема устройства.
10
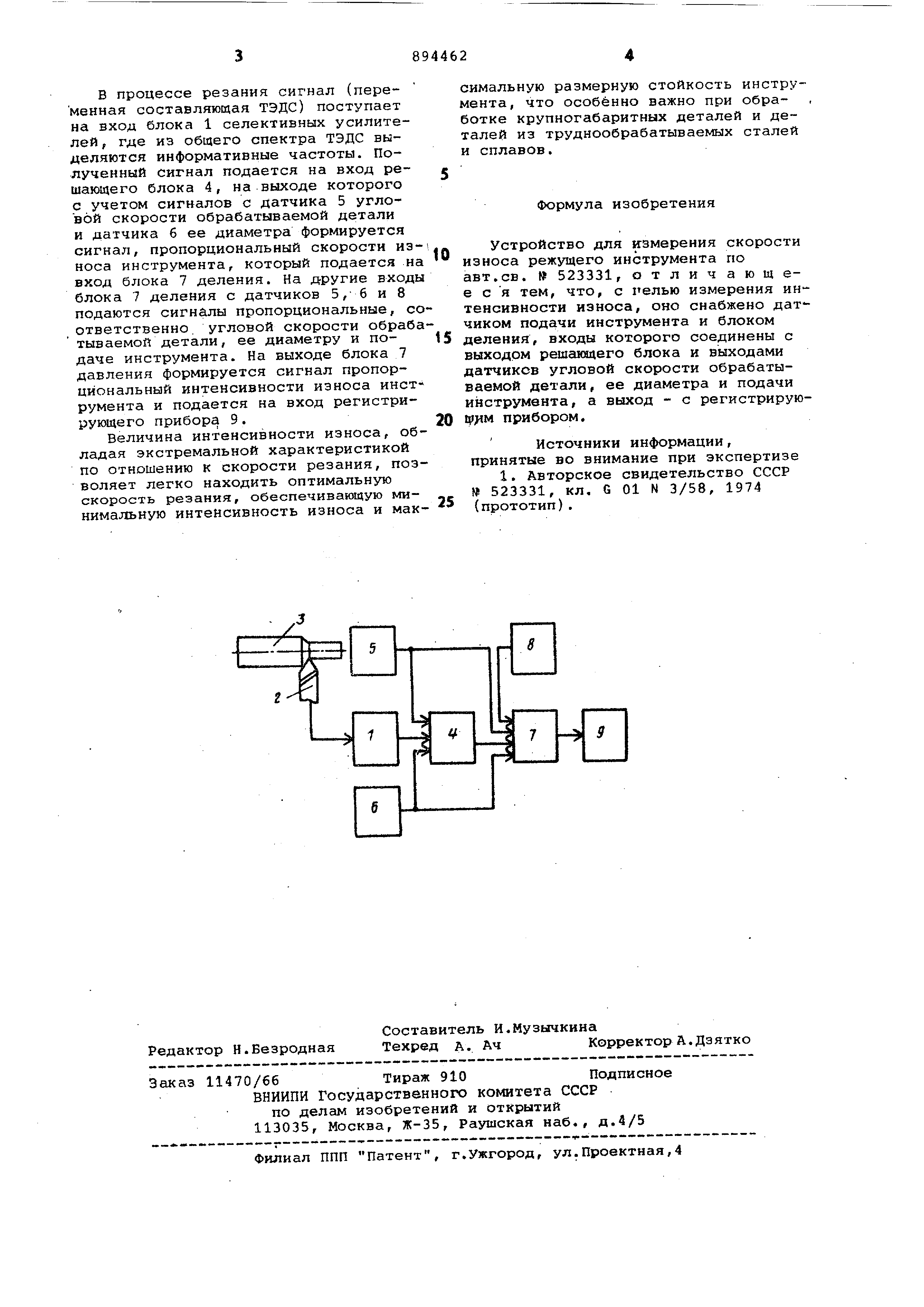
Устройство содержит блок 1 селективных усилителей, ко входу которого подключена термопара, образуемая инструментом 2 и обрабатываемой деталью 3. Выход 6JjOKa 1 селективных
15 усилителей соединен с одним из входов решающего блока 4, два других входа которого соединены соответственно с датчиком 5 угловой скорости обрабатываемой детали и датчиком
20 6 ее диаметра. К выходу решающего блока 4 подключен вход блока 7 деления , к другим трем входам блока 7 / деления подключены выходы датчика 5 угловой скорости обрабатываемой
25 детали, датчика 6, ее диаметра и датчика 8 подачи инструмента. Выход блока 7 деления подключен ко входу .регистрирующего прибора 9.
Устройство работает следующим об
30 разом. в процессе резания сигнал (переменная составляющая ТЭДС) поступает на вход блока 1 селективных усилителей , где из общего спектра ТЭДС выделяются информативные частоты. Полученный сигнал подается на вход решающего блока 4, на выходе которого с учетом сигналов с датчика 5 угловой скорости обрабатываемой детали и датчика б ее диаметра формируется сигнал, пропорциональный скорости из носа инструмента, который подается н вкод блока 7 деления. На другие вход блока 7 деления с датчиков 5, 6 и 8 подаются сигналы пропорциональные, с ответственно угловой скорости обраб тываемой детали, ее диаметру и подаче инструмента. На выходе блока 7 давления формируется сигнал пропорциональный интенсивности износа инст румента и подается на вход регистрирующего прибора 9. Величина интенсивности износа, об ладая экстремальной характеристикой по отношению к скорости резания, поз воляет легко находить оптимальную скорость резания, обеспечивающую минимальную интенсивность износа и мак симальную размерную стойкость инструмента , что особенно важно при обработке крупногабаритных деталей и деталей из труднообрабатываемых сталей и сплавов. Формула изобретения Устройство для измерения скорости износа режущего инструмента по авт.св. № 523331, отличающееся тем, что, с Релью измерения интенсивности износа, оно снабжено датчиком подачи инструмента и блоком деления, входы которого соединены с выходом решаквдего блока и выходами датчиков угловой скорости обрабатываемой детали, ее диаметра и подачи инструмента, а выход - с регистрируюtpjHM прибором. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 523331, кл, G 01 N 3/58, 1974 (прототип).
Реферат
Формула
Комментарии