Термопластичная повязка - RU2691722C2
Код документа: RU2691722C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к термопластичной повязке, обладающей исключительной деформативностью и жесткостью. Более конкретно, настоящее изобретение относится к термопластичной повязке, которая предотвращает движение поврежденной части (пораженной области) во время процесса лечения, когда рука, нога или другая часть тела человека или животного сломана или повреждена, и обладающей исключительной деформативностью, такой что может быть легко проведена медицинская процедура, в которой повязка прикрепляется к пораженной области, и которая имеет высокую жесткость после наложения в ходе медицинской процедуры.
УРОВЕНЬ ТЕХНИКИ
Обычно, когда сломаны или повреждены сустав, рука или нога, поврежденные сустав, рука или нога фиксируются с использованием повязки, гипсовой повязки (лонгеты) или ортеза и т.п. для обеспечения возможности беспроблемного лечения.
Традиционно, для фиксации поврежденного сустава, руки или ноги, при наложении гипсовой повязки использовались бинт и гипс, но такой гипс является тяжелым, и ему также невозможно повторно придать форму после затвердевания. Кроме того, пациенту затруднительно принимать ванну или душ, поскольку гипс повреждается или разрушается под воздействием на него влаги, к тому же, область, на которую наложена гипсовая повязка, плохо вентилируется.
По этим причинам недавно были разработаны повязки, которые не повреждаются даже при приеме ванны или душа, или имеют структуру, обеспечивающую возможность легкого прохождение воздуха, примером которых является термопластичный сетчатый каркас, раскрытый в патентах США № 6,673,029 и 4,143,655.
В частности, сетчатый каркас 100, раскрытый в патенте США № 6,673,029, выполнен в форме сетки с относительно крупным размером отверстий 120, как проиллюстрировано на фиг. 1A и 1B. При этом для достижения достаточной прочности, с целью обеспечения жесткой поддержки и защиты части тела, материал, образующий сетчатую форму и сформированный посредством наслоения 6-12 слоев стеклопластикового волокна 110 для образования листовой формы, разрезается таким образом, что форма отверстий образует гексагональные ячейки. В такой повязке (сетчатом каркасе) представляет трудность наслоение множества слоев пропитанного смолой стеклопластикового волокна, кроме того, натяжение повязки при выполнении процедуры наложения повязки на часть тела пациента вызывает вытягивание ребер, образующих форму ячеек сетки (в дальнейшем именуемое "удлинением"). В результате, толщина ребер уменьшается, приводя к уменьшению прочности повязки, а при избыточном удлинении ребер в продольном направлении проявляется недостаток конструкции, а именно, соединительные части не могут сохранять плоскую форму и поэтому некоторые из соединительных частей резко выступают в вертикальном направлении и соприкасаются с кожей пациента так, что пациент ощущает дискомфорт.
Кроме того, при наслоении множества слоев пропитанного смолой стеклопластикового волокна, как описано выше, из-за неравномерности пропитывания его смолой во время процесса пропитки, поверхность волокнистого слоя становится шероховатой, и для образования гладкой поверхности в области, соприкасающейся с кожей пациента, необходимо формировать отдельный слой, поскольку пациент может ощущать дискомфорт при ношении повязки, имеющей шероховатую поверхность, что усложняет процесс изготовления повязки.
Кроме того, даже когда, как описано выше, на поверхности, соприкасающейся с кожей пациента, сформирован отдельный слой, поскольку поверхность расположенного под ним слоя не является гладкой, наслоенные на него части могут оставаться шероховатыми, и поэтому, когда толщина слоя, соприкасающегося с кожей пациента, не превышает некоторую определенную толщину, пациент может продолжать ощущать дискомфорт.
Дополнительно, для того, чтобы изготовить повязку в виде сетчатого каркаса согласно вышеуказанному патенту, после первоначального формирования полотна с использованием стеклопластикового волокна, в полотне вырезают ромбообразные отверстия, из-за чего пряди стеклопластикового волокна могут отслаиваться от полотна. В этом случае прочность повязки может быть ослаблена, а когда отслаиваются части прядей, пропитанные смолой, они заостряются и вызывают раздражение кожи, беспокоящее пользователя.
Необходимо, чтобы повязка или гипсовая повязка имели достаточную прочность для того, чтобы удерживать сломанную кость в надлежащем положении или предотвращать движение в руках или ногах, чтобы ускорить лечение, стабилизировать опухоль поврежденных частей рук или ног, и защитить части тела от внешнего воздействия или повреждения.
Например, когда сломана кость, необходимо чтобы прочность повязки в направлении тела была достаточно высока для обеспечения сохранения сломанной кости в надлежащем положении. По этой причине в патенте США №. 7,985,192 было предложено "имеющее геометрические отверстия защитное и/или шинное устройство, содержащее повторно формуемый термопластичный материал", в котором воздух проходит через открытые сквозные отверстия, и которое сконструировано так, чтобы иметь высокую прочность в продольном направлении и относительно низкую прочность в направлении вдоль окружности.
Шинное устройство 200, предложенное в вышеуказанном патенте, состоит, как проиллюстрировано на фиг. 2a и 2b, из шинного элемента 210 и разделительного элемента 220, при этом шинный элемент 210 сформирован в виде сетчатого каркаса таким образом, что в нем образовано множество ромбообразных отверстий 220. Благодаря такой структуре, образованные в сетчатом каркасе ромбы с легкостью деформируются по форме (в нижеследующем описании этот процесс называется "деформацией", для отличия от "удлинения", указывающего на увеличение длины ребра вследствие его растяжения) посредством ограничения их удлинения в продольном направлении при одновременном обеспечении легкости растяжения в направлениях, параллельных первой оси и третьей оси. Тем самым была сделана попытка облегчения медицинской процедуры.
Не смотря на то, что шинное устройство, раскрытое в вышеуказанном патенте, может быть с легкостью деформировано, и медицинская процедура наложения такого шинного устройство на часть тела пациента становится относительно простой, прочность шинного устройства оказывается относительно низкой, поскольку всё поперечное сечение имеющего сетчатую форму шинного элемента 210 сформировано из поликапролактонового композитного материала, в который добавлена лигноцеллюлоза. Также здесь присутствует недостаток, проявляющийся в том, что удлинение ребра в продольном направлении может продолжаться с уменьшением толщина ребра и, таким образом, снижением его прочности.
Следовательно, необходимо разработать повязку, в которой удлинение ребер в продольном направлении, во время медицинской процедуры наложения повязки на часть тела пациента, ограничено - для сохранения прочности повязки, а отверстия в сетчатой структуре легко деформируются в соответствии с формой части тела пациента - для упрощения проведения медицинской процедуры наложения повязки и для того, чтобы пациент не ощущал дискомфорт при ношении повязки; а также разработать способ изготовления такой повязки.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Техническая проблема
Настоящее изобретение предназначено для того, чтобы решить проблемы, связанные с использованием повязки предшествующего уровня техники в форме сетчатого каркаса. Задачей изобретения является создание термопластичной повязки, которая обладает достаточной прочностью и превосходной деформативностью для обеспечения легкости наложения ее на часть тела пациента в ходе медицинской процедуры; в которой соединительная часть сетчатого каркаса не выступает в вертикальном направлении даже при приложении к повязке силы, вследствие чего пациент не будет ощущать дискомфорт; причем такая повязка, имеющая превосходную деформативность и жесткость, должна подлежать массовому изготовлению; а кроме того - создать способ изготовления такой повязки.
Техническое решение
Задачей настоящего изобретения является создание термопластичной повязки, которая обладает, как описано выше, превосходной деформативностью и жесткостью. Поставленная задача решена посредством создания термопластичной повязки, которая содержит: структуру, выполненную с возможностью покрытия, по меньшей мере, части сломанной части тела пациента, причем структура включает в себя термопластичный резиновый материал, с обеспечением возможности деформирования структуры для согласования с указанной частью сломанной части при нагревании, причем структура сформирована в виде сетчатого каркаса, имеющего множество ромбообразных вентиляционных отверстий. Повязка дополнительно содержит поддерживающую структуру часть для поддержки указанной структуры, причем поддерживающая структуру часть определяет предел деформации структуры, когда структура становится пластичной при нагревании.
Другим аспектом изобретения является создание способа изготовления термопластичной повязки, имеющей превосходную деформативность и жесткость. В предложенном способе, повязка имеет сетчатую форму и включает в себя сердцевину, выполненную из волокнистого материала, к которому прикреплен поликапролактон, и структуру, выполненную из поликапролактонового композитного материала и сформированную так, что она окружает наружную часть сердцевины, причем способ изготовления содержит этапы на которых: изготавливают сердцевину на этапе формирования сетчатого каркаса, на котором сетчатый каркас формируют посредством взаимного перекрещивания нитей, каждая из которых имеет заданный диаметр и получена посредством сплетения множества прядей пряжи; прикрепляют поликапролактон к сетчатому каркасу на этапе прикрепления поликапролактона; изготавливают структуру на этапе задания формы сердцевины, на котором форму сердцевины задают посредством размещения в шаблоне формы сердцевины, к которой прикрепляют поликапролактон; формируют структуру на этапе формирования структуры посредством инжекции поликапролактонового композитного материала на наружную часть сердцевины после помещения внутрь пресс-формы сердцевины, форма которой задана на этапе задания формы.
Этап задания формы сердцевины может включать этапы, на которых: устанавливают направляющую полку на верхнюю часть шаблона формы и посредством опускания нажимного элемента размещают сердцевину в сформированной в шаблоне формы канавке, когда сердцевина помещена на верхнюю часть направляющей полки.
Нить, составленная из множества прядей, может представлять собой смешанную пряжу, в которой волокно полиэтилентерефталата смешано с поликапролактоновым волокном.
Нить, составленная из множества прядей, может представлять собой волокно полиэтилентерефталата, наружная часть которого покрыта поликапролактоном.
На этапе формирования наружного покрытия на наружной части структуры могут формировать/прикреплять наружное покрытие из резинового материала, причем этап формирования наружного покрытия включает в себя один из процессов, содержащих погружение, инжекционное литье или плавление листов.
Дополнительно предусмотрено, что к поликапролактоновому композитному материалу, образующему структуру, добавлено армированное волокнами стекловолокно или волокно полиэтилентерефталата.
Помимо этого, к поликапролактоновому композитному материалу, образующему структуру, может быть добавлен полиэтилен или полиуретан.
Дополнительно канавка, имеющая углубленную вовнутрь форму, может быть сформирована в части взаимного пересечения структур.
К поликапролактоновому композитному материалу, образующему структуру, может быть добавлен нуклеирующий агент из талька.
Преимущества
Согласно настоящему изобретению повязка сформирована так что: имеет сетчатую форму, которая обеспечивает превосходную вентиляцию, и способна легко деформироваться, поэтому отсутствуют ограничения по частям тела пациента, на которые может быть наложена такая повязка, а медицинская процедура может быть легко проведена.
Кроме того, повязка согласно настоящему изобретению является легкой и более тонкой, чем традиционные гипсовые и прочие известные повязки, а поскольку пациент, носящий повязку, может носить поверх нее одежду, он легко может вести активный образ жизни во время использования повязки.
Кроме того, в настоящем изобретении, поверхность повязки является гладкой, поскольку образующая поверхность повязки структура сформирована посредством инжекционного литья, и поэтому пациент не ощущает дискомфорта при соприкосновении повязки с кожей.
Также в настоящем изобретении структура повязки выполнена из термопластичной смолы, поэтому при изготовлении повязки не требуется герметизирующая структура, исключающая попадание влаги и.т.п., и кроме того, повязка может быть при необходимости легко скорректирована посредством повторного нагревания и подходит для многократного использования.
Кроме того, отсутствуют ограничения по частям тела пациента, на которые может быть наложена повязка согласно настоящему изобретению, поскольку повязка может быть соответствующим образом модифицирована в соответствии с формой тела пациента, а кости и другие части тела пациента могут надежно поддерживаться, поскольку прочность повязки в продольном направлении больше ее прочности в направлении по окружности.
Кроме того, поскольку составленная из нити сердцевина окружена структурой, которая выполнена из поликапролактонового композитного материала, растяжение сердцевины ограничено, и в то же время обеспечивается нужная эластичность.
Также в настоящем изобретении обеспечена превосходная прочность повязки, поскольку структура выполнена из поликапролактонового композитного материала, к которому добавлено армированное волокнами стекловолокно или волокно из полиэтилентерефталата, так что сломанная часть тела может прочно поддерживаться.
Также настоящее изобретение содержит наружное покрытие из малораздражающего резинового материала, вследствие чего предотвращается контакт формирующих повязку химических веществ с кожей пациента и обеспечивается амортизирующий эффект, поэтому отсутствует необходимость заранее обматывать часть тела пациента под повязкой средством защиты кожи, чтобы защитить кожу.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг. 1A и 1B иллюстриуют вариант осуществления повязки предшествующего уровня техники.
Фиг. 2a и 2b иллюстрируют другой вариант осуществления повязки предшествующего уровня техники.
Фиг. 3 представляет собой вид в поперечном сечении, иллюстрирующий вариант осуществления термопластичной повязки согласно настоящему изобретению.
Фиг. 4 представляет собой фотографию варианта осуществления сердцевины согласно настоящему изобретению, изготовленной в форме сетки.
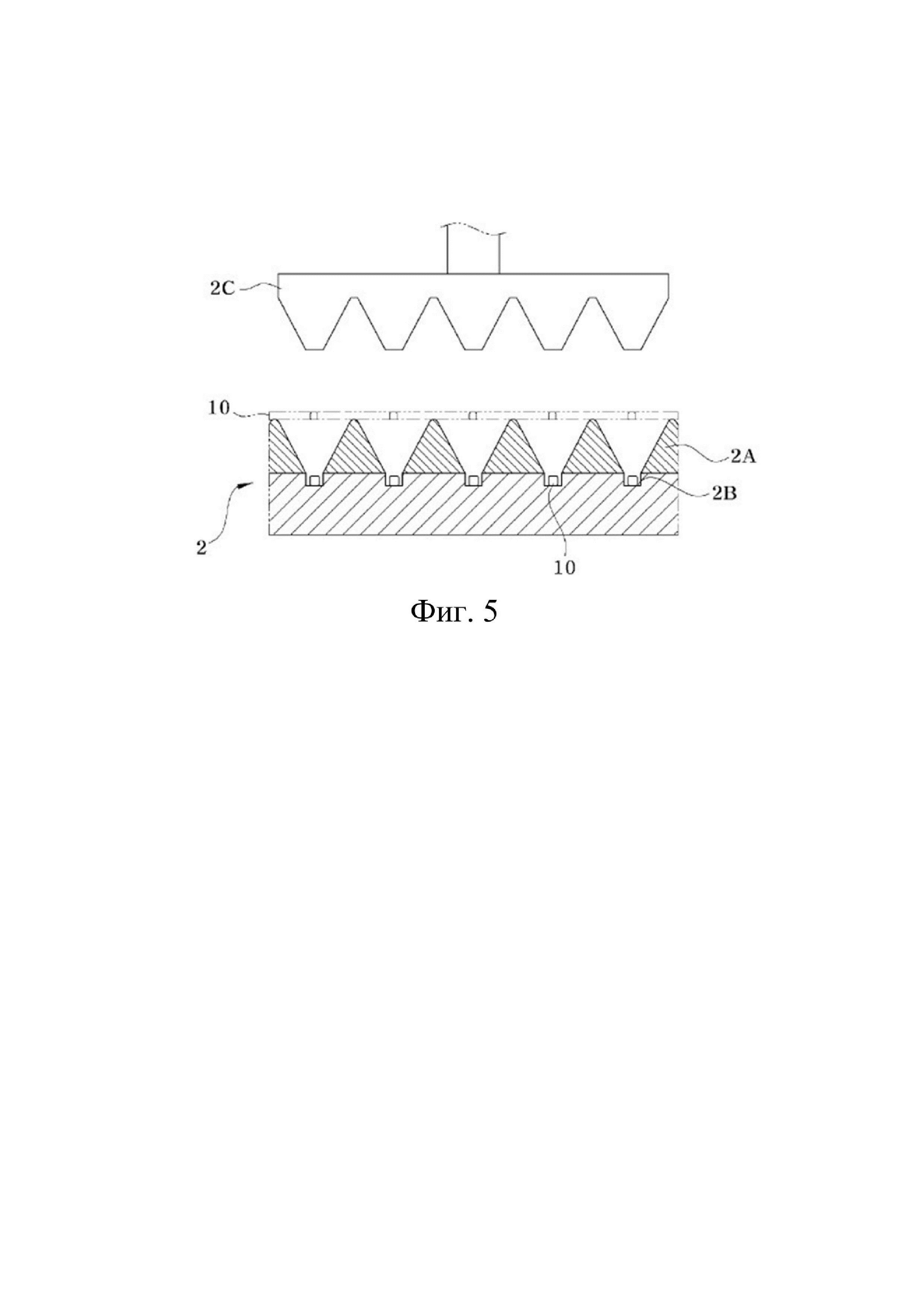
Фиг. 5 иллюстрирует вариант осуществления, в котором используются пресс-форма, направляющая полка и нажимной элемент согласно настоящему изобретению.
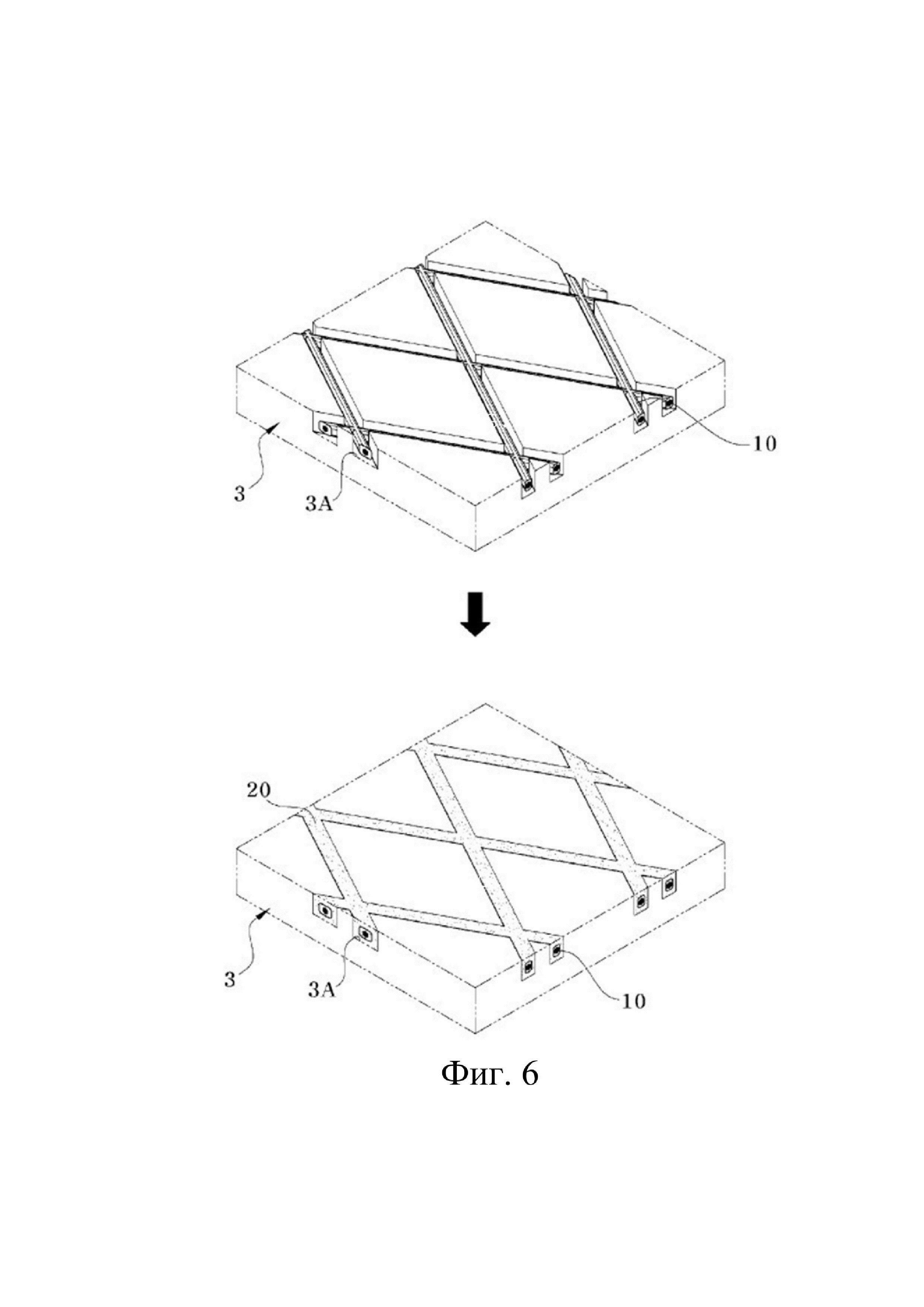
Фиг. 6 представляет собой схематическое изображение, иллюстрирующее вариант осуществления, в котором посредством инжекционного литья с использованием пресс-формы на наружной части сердцевины сформирована структура, к которой прикреплен поликапролактон, согласно настоящему изобретению.
Фиг. 7A и 7B представляют собой виды в поперечном сечении, иллюстрирующие варианты осуществления, в которых на структуре согласно настоящему изобретению сформировано наружное покрытие.
Фиг. 8 иллюстрирует вариант осуществления фиксирующего элемента, установленного на термопластичной повязке согласно настоящему изобретению.
Фиг. 9 представляет собой блок-схему, иллюстрирующую этапы способа изготовления термопластичной повязки согласно настоящему изобретению.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже, ссылаясь на прилагаемые чертежи, иллюстрирующие примерные варианты осуществления изобретения, более подробно описаны состав изобретения и достигаемые в настоящем изобретении результаты.
Настоящее изобретение относится к термопластичной повязке, используемой для покрытия сломанной части тела пациента и тем самым ее фиксации или коррекции и, как проиллюстрировано на фиг. 3, термопластичная повязка содержит сердцевину 10 и структуру 20, образованную из поликапролактонового (PCL) композитного материала так, что структура окружает наружную часть сердцевины.
Как проиллюстрировано на фиг. 3, сердцевина 10 выполнена имеющей сетчатую форму (форма сетчатого каркаса) из взаимно пересекающихся нитей, каждая из которых имеет заданный диаметр и получена посредством сплетения множества прядей тонкой пряжи с последующим прикреплением поликапролактона на наружную часть нитей посредством: пропитывания сетчатого каркаса термопластичным поликапролактоном; использования волокна из полиэтилентерефталата (PET), внешняя периферийная поверхность которых покрыта поликапролактоном, с последующих расплавлением покрытой поликапролактоном части посредством нагревания; или расплавления посредством нагревания поликапролактонового волокна, вплетенного в сетчатый каркас. В качестве нити, образующей сетчатый каркас, используется обычная пряжа, или смешанная пряжа, в которой волокно из полиэтилентерефталата смешано с поликапролактоновым волокном, или волокно из полиэтилентерефталата, внешняя периферийная поверхность которого покрыта поликапролактоном.
В настоящем изобретении, как описано выше, сердцевина 10 выполнена из составленной из множества прядей нити, и поэтому может свободно принимать различные формы, a также является легкой и устойчивой к повреждению.
Кроме того, как описано выше, в настоящем изобретении, когда сетчатый каркас пропитывают термопластичным поликапролактоном, или расплавляют часть волокна из полиэтилентерефталата, покрытую поликапролактоном, или посредством нагревания расплавляют поликапролактоновое волокно, а затем охлаждают его, сетчатый каркас тем самым укрепляют поликапролактоном, прикрепляя его к наружной части нити так, что форма сетчатого каркаса может сохраняться в неизменном виде, и даже при приложении внешней силы, он не растягивается избыточно и легко возвращается к своей первоначальной форме после растяжения.
На внешней периферийной поверхности сердцевины 10 сформирована структура 20 так, что она окружает сердцевину 10, и, в данном случае, структура 20 содержит поликапролактоновый композитный материал, основным компонентом которого является поликапролактон. Благодаря такому составу структура может прочно соединяться с поликапролактоном, прикрепленным к внешней периферийной поверхности нити. В результате предотвращается разделение или отслоение по причине различия материалов структуры 20 и сердцевины 10.
При этом структура 20 сформирована таким образом, чтобы иметь прямоугольное поперечное сечение, высота которого больше ширины так, что достигается достаточная жесткость относительно внешней силы или удара.
Кроме того, как описано выше, структура 20 составлена из поликапролактонового композитного материала, причем этот поликапролактоновый композитный материал составлен из поликапролактона, являющимся основным компонентом, и наполнителя, составленного из стекловолокна, армированного волокнами, или волокна из полиэтилентерефталата. Благодаря наличию такого наполнителя повышается прочность структуры 20, а также, поскольку ширина структуры 20 может быть уменьшена, содержание ромбообразных вентиляционных отверстий было увеличено для повышения воздухопроницаемости, что обеспечило возможность сделать структуру 20 более легкой.
Помимо этого, в структуру в качестве наполнителя может быть добавлен полиэтилен (PE) или полиуретан (PR), которые повышают ударопрочность и время затвердевания структуры 20, за счет чего может обеспечиваться достаточное количество времени для проведения медицинской процедуры по наложению повязки на пораженную область, и структура становится устойчивой по отношению к внешнему воздействию.
Как описано выше, в повязке согласно настоящему изобретению удлинение каждого из ребер, образующих ромбы, ограничено в продольном направлении, поскольку сердцевина 10 составлена из нити; при этом обеспечена возможность легко деформировать ромбы (например, в форму, при которой длинная диагональ ромба становится короткой диагональю, а короткая диагональ - становится длинной диагональю), поэтому медицинская процедура легко проводится на любой части тела; а поскольку сердцевина 10 окружена структурой 20 из поликапролактонового композитного материала, достигается структурная целостность повязки с обеспечением надежной поддержки части тела.
Наружное покрытие 30 может быть сформировано/прикреплено на всей наружной поверхности структуры 20 или на ее части, при этом наружное покрытие 30 представляет собой резиновый материал, сформированный посредством одного из процессов, включающих в себя: погружение, инжекционное литье или плавление листов.
Повязку (1), имеющую вышеописанную структуру, изготавливают в ходе процесса, содержащего этап S100 формирования сетчатого каркаса, этап S200 прикрепления поликапролактона, этап S300 задания формы сердцевины, этап S400 формирования структуры и этап S500 формирования наружного покрытия, как проиллюстрировано на фиг. 9. Ниже приведено подробное описание каждого из этапов.
(1) Этап S100 формирования сетчатого каркаса
Этот этап является этапом формирования сетчатого каркаса, на котором, как проиллюстрировано на фиг. 4, нити, имеющие заданный диаметр, взаимно перекрещивают и соединяют. При этом нить, используемая при формировании сетчатого каркаса, представляет собой нить, составленную из обычной пряжи, или смешанной пряжи, в которой волокно из полиэтилентерефталата смешано с поликапролактоновым волокном, или из волокна из полиэтилентерефталата, в котором внешняя периферийная поверхность покрыта поликапролактоном, что улучшает ее связывающую способность со структурой 20, составленной из поликапролактонового композитного материала. Описание этого аспекта будет приведено ниже.
Также, предпочтительно, чтобы диаметр нити, формирующей сетчатый каркас, в состоянии, когда множество прядей тонкой пряжи сплетено вместе, составлял 1~3 мм, чтобы нить имела нужную прочность и эластичность.
(2) Этап S200 прикрепления поликапролактон
Этот этап является этапом изготовления сердцевины 10, который выполняется после того, как сетчатый каркас из нити изготовлен на этапе S100 формирования сетчатого каркаса, описанном выше. На этом этапе: указанный сетчатый каркас помещают в бак пропитки поликапролактоном для пропитки поликапролактоном, или к наружной части нити прикрепляют поликапролактон посредством нагрева сетчатого каркаса, составленного из волокон полиэтилентерефталата, внешняя периферийная поверхность которых покрыта поликапролактоном. В результате прочность сердцевины 10 повышается, причем сердцевина 10 способна сохранять форму сетчатого каркаса, поэтому описанный ниже этап S400 формирования структуры может быть легко выполнен.
В настоящем изобретении в качестве способа прикрепления поликапролактона к наружной части нити для изготовления сердцевины 10 выбирают один из трех следующих способов. Первый способ представляет собой способ прикрепления поликапролактона к наружной части нити, в котором сетчатый каркас из нити погружают и пропитывают в баке пропитки поликапролактоном, содержащем раствор поликапролактона, поддерживаемый при постоянной температуре. Второй способ представляет собой способ прикрепления поликапролактона к наружной части нити посредством нагревания сетчатого каркаса, составленного из волокон полиэтилентерефталата, внешняя периферийная поверхность которых покрыта поликапролактоном, посредством помещения сетчатого каркаса в нагревающее устройство, например микроволновую печь, чтобы расплавить поликапролактон, покрывающий наружную часть волокон из полиэтилентерефталата. Преимущество этого способа состоит в том, что поликапролактон прикрепляется ко всей наружной части нити, более равномерно, чем в предыдущем способом прикрепления поликапролактона к наружной части нити посредством пропитки. Третий способ представляет собой способ прикрепления поликапролактона к наружной части нити посредством нагревания сетчатого каркаса, который образован из волокна поликапролактона и волокна полиэтилентерефталата, в нагревающем устройстве, например микроволновой печи для того, чтобы расплавить поликапролактоновое волокно.
При прикреплении поликапролактона к наружной части нити посредством пропитки используется раствор поликапролактона, находящийся в ванне пропитки поликапролактоном и разведенный растворителем, например тетрагидрофураном (THF) и т.п. Поэтому, пока поликапролактон высыхает, он легко просачивается через тонкую пряжу, образующую сетчатый каркас, так что диаметр сетчатого каркаса после пропитки поликапролактоном, т.е. поперечное сечение сердцевины 10, также является однородным.
Предпочтительно, чтобы диаметр поперечного сечения сетчатого каркаса (сердцевины) составлял 2~5 мм, при том, что поликапролактоновый композитный материал прикреплен к внутренней и наружной частям нити сетчатого каркаса, имеющей диаметр поперечного сечения 1~3 мм, что обеспечивает сердцевине 10 необходимую жесткость при охлаждении на описанном ниже этапе S300, и также то, что сердцевина 10 сохраняет сетчатую форму при выполнении следующего этапа S400 формирования структуры, а значит, такую сердцевину легко обрабатывать и обеспечивается ее эффективное сцепление со структурой 20, составленной из поликапролактонового композитного материала таким образом, что структура окружает наружную часть сердцевины.
Поликапролактон в поликапролактоновом композитном материале, прикрепленном к наружной части нити, представляет собой термопластичную смолу, которая легко размягчается в температурном диапазоне 55~80ОС, но при комнатной температуре не является клейкой и проявляет кристаллические свойства. Поэтому, когда прикрепленный к внутренней и наружной частям сетчатого каркаса поликапролактоновый композитный материал охлаждается, как описано выше, форма сетчатого каркаса может сохраняться при комнатной температуре.
(3) Этап S300 задания формы сердцевины.
Этот этап представляет собой этап формирования заданной формы сердцевины 10, которая не может сохранять форму сетчатого каркаса при прохождении процесса пропитки и т.п., и поэтому деформируется в произвольную форму, причем на этом этапе сердцевина 10 может быть легко размещена внутри пресс-формы.
В случае прикрепления поликапролактона на наружной части нити, например посредством пропитки, при выполнении этапа S200 прикрепления поликапролактона после того, как в ванну пропитки поликапролактоном помещают разведенный растворителем концентрат раствора поликапролактона, который, как описано выше, сохраняется при температуре в диапазоне 40~60℃, в ванну пропитки поликапролактоном погружают сетчатый каркас, чтобы тем самым прикрепить к нему поликапролактон. Во время выполнения этого процесса сетчатый каркас может не сохранять первоначальную форму и, следовательно, деформируется в произвольную форму, и в этом случае будет затруднительно поместить сердцевину 10 в пресс-форму для прикрепления структуры 20 на наружной части сердцевины.
Для решения этой проблемы в настоящем изобретении, до размещения сердцевины 10 внутрь пресс-формы, форму деформированной произвольно сердцевины 10 задают посредством приложения давления и размещения сердцевины 10 в шаблоне 2 формы, в котором сформированы канавки в форме заданного сетчатого каркаса, как проиллюстрировано на фиг. 5. Шаблон формы снабжен направляющей полкой 2A, в которой сформировано множество направляющих выступов, выступающих вверх, образуя тем самым сетчатую форму, и нажимным элементом 2C, который расположен над направляющей полкой 2A для приложения давления, и поэтому способен толкать сердцевину 10 в направлении канавки 2B в шаблоне формы. Благодаря такой конфигурации, когда сердцевину 10 сначала помещают на направляющую полку 2A, а затем опускают нажимной элемент 2C к шаблону 2 формы, размещенная на направляющей полке 2A сердцевина 10 перемещается вниз, скользя вдоль направляющих выступов направляющей полки 2A до размещения внутри шаблона формы; тем самым обеспечивается возможность легкого размещения сердцевины 10 в пресс-форме для прикрепления структуры 20 к наружной части сердцевины.
При этом может быть очень затруднительно выполнить операцию задания затвердевшей формы сердцевины 10, к наружной стороне которой прикреплен поликапролактон; для решения этой проблемы предпочтительно, чтобы операция задания формы выполнялась в состоянии, в котором до операции задания формы сердцевины 10, ей придают гибкость посредством нагревания в нагревающем устройстве или подобным образом.
(4) Этап S400 формирования структуры
Этот этап представляет собой этап, на котором в пресс-форму для инжекционного литья размещают сердцевину, которая имеет заданную форму, с целью образования посредством средств впрыскивания на наружной части сердцевины 10 выполненной из поликапролактонового композитного материала структуры 20 так, что она окружает сердцевину 10.
Когда сердцевина 10 образована в форме сетки на вышеуказанном этапе S300 задания формы сердцевины, эту сердцевину 10, которая имеет заданную форму, размещают внутри пресс-формы для инжекционного литья для формирования посредством средств впрыскивания на наружной части сердцевины 10 выполненной из поликапролактонового композитного материала структуры 20 так, что она окружает сердцевину 10. Для этого, как проиллюстрировано на фиг. 6, в настоящем изобретении внутри пресс-формы 3 сформирована канавка 3A такой же формы, что и сетчатый каркас, составленный из пары верхняя/нижняя часть; и когда пресс-форма 3 подготовлена, и сердцевина 10 размещена внутри канавки 3A пресс-формы 3, впрыскивают (инжекционное литье) поликапролактоновый композитный материал, основным компонентом которого является поликапролактон, причем впрыскивают таким образом, что выполненная из поликапролактонового композитного материала структура 20 окружает внешнюю периферийную поверхность сердцевины 10. При этом, как описано выше, структура 20 содержит поликапролактон, который является тем же самым материалом, что и сердцевина 10 в качестве основного компонента; наполнитель, смешанный с поликапролактоном для дополнительного повышения его прочности, например армированное волокнами стекловолокно или волокно из полиэтилентерефталата и т.п.; полиэтилен или полиуретан, добавляемый с целью предоставления достаточного количества времени для проведения медицинской процедуры по наложению повязки, повышая при этом также ударопрочность.
Также к поликапролактоновому композитному материалу, образующему структуру 20, может быть добавлен нуклеирующий агент из талька, что может ускорить кристаллизацию поликапролактонового композитного материала. Тем самым достигается быстрое затвердевание поликапролактонового композитного материала во время впрыскивания, и предотвращается избыточная кристаллизация поликапролактонового композитного материала, поэтому может ожидаться однородность его прочности, а также повышается общая производительность.
Структура 20, сформированная посредством инжекционного литья на наружной части сердцевины 10, сформирована имеющей прямоугольное поперечное сечение, высота которого больше ширины, поэтому может быть достигнута достаточная жесткость по отношению к внешнему воздействию или удару. При этом структура 20 сформирована таким образом, чтобы иметь ширину в диапазоне 5~6 мм и высоту в диапазоне 5.5~6.5 мм, и поэтому может быть реализована повязка, обладающая достаточной жесткостью и гибкостью. Также, изготовленная структура 20 имеет гладкую поверхность, поскольку она сформирована посредством инжекционного литья с использованием пресс-формы 3, которая, как описано выше, имеет гладкую поверхность.
Когда сердцевину 10 вставляют и располагают внутри пресс-формы 3, сердцевина 10 может не располагаться в центре канавки 3A, образованной в пресс-форме 3, а вместо этого может располагаться в направлении одной стороны или в направлении нижней части пресс-формы 3. В этом случае существует вероятность того, что поликапролактон, образованный на наружной части сердцевины, может быть сформирован с неоднородной толщиной, поэтому желательно формирование разделителя (не изображен) в форме выступа в канавке 3A, сформированной внутри пресс-формы 3, так чтобы сердцевина 10 могла позиционироваться в центре канавки 3A пресс-формы 3.
Часть повязки может быть деформирована в большей относительно других частей степени, в зависимости от части тела пациента, на которую наложена повязка. В этом случае часть повязки, на которой взаимно пересекаются друг с другом структуры 20, может не образовывать плоскую поверхность, а вместо этого выступать вверх или вниз, и когда такая часть выступает вниз, она может давить на кожу пациента так, что пациент будет ощущать дискомфорт. Чтобы предотвратить это, в настоящем изобретении при формировании структуры 20 на части, где структуры 20 пересекаются друг с другом, формируют углубленную вовнутрь канавку, или формируют такую часть относительно более тонкой. Углубленная вовнутрь канавка может быть сформирована посредством выступающей части (не изображена) в пресс-форме 3 для формирования структуры 20. Структура 20, в которой часть пересечения является относительно более тонкой, может быть реализована путем выполнения соответствующего участка в пресс-форме, формирующего эту часть, относительно более узким.
Как описано выше, в настоящем изобретении структура 20, имеющая однородную толщину, может быть быстро сформирована, поскольку структуру 20 формируют с использованием пресс-формы посредством инжекционного литья, и поэтому легко может изготавливаться массово. Также дискомфорт, ощущаемый пациентом, может быть устранен даже когда повязка 1 соприкасается с кожей пациента благодаря тому, что наружная часть нити сердцевины 10, имеющая шероховатую поверхность, окружена структурой 20 из поликапролактона, имеющей гладкую поверхность.
(5) Этап S500 формирования наружного покрытия
Этот этап представляет собой этап образования наружного покрытия 30 на наружной части структуры 20, и этот этап может выполняться опционально по необходимости.
Посредством проведения вышеописанного этапа S400 формирования структуры изготавливается повязка 1, имеющая гладкую поверхность, и поэтому пациент не будет ощущать дискомфорт, даже при контакте ее с кожей. Однако пациент может ощущать дискомфорт, поскольку структура 20 становится жесткой в процессе охлаждения после наложения повязки на пораженную область. Поэтому в настоящем изобретении на структуре 20 может быть дополнительно сформировано наружное покрытие 30 из резинового материала, предназначенное для устранения дискомфорта пациента, причем наружное покрытие 30 может быть сформировано посредством приведенных ниже двух способов.
Как проиллюстрировано на фиг. 7A, первый способ представляет собой способ образования наружного покрытия 30 из резинового материала на всех четырех гранях структуры 20, при этом наружное покрытие 30 формируют посредством погружения, а затем извлечения всей структуры 20 в резервуаре, который содержит смесь связующего вещества и раствора каучука (погружение); или посредством размещения структуры 20 внутри пресс-формы, например, на этапе S400 формирования структуры, и инжекции резинового материала, находящегося в жидком состоянии, на внешнюю периферийную поверхность структуры (инжекционное литье); или посредством укладывания листа из резинового материала на наружной части структуры 20, а затем наплавления его наплавление на структуру 20 посредством нагрева (плавление листа).
Как проиллюстрировано на фиг. 7B, второй способ представляет собой способ образования наружного покрытия 30 только на нижней грани структуры 20, при этом в резервуар, содержащий смесь связующего вещества и раствора каучука погружают и затем извлекают только нижнюю грань, которая соприкасается с кожей пациента; причем может быть обеспечена вентиляция, если наружное покрытие 30, которое сформировано на нижней поверхности структуры 20, образовано в виде выступов.
Когда на повязке 1 согласно настоящему изобретению образовано наружное покрытие 30 из резинового материала, как описанное выше, наружное покрытие 30 действует в качестве амортизирующего материала. Поэтому, даже если повязка непосредственно соприкасается с кожей пациента, прилагаемое к коже давление уменьшается, и в результате предотвращается боль из-за воздействия давления со стороны повязки, а также устраняется необходимости в укладывании отдельного средства защиты кожи и т.п. на нижней части повязки 1.
При наложении на пораженную область пациента термопластичной повязки 1, сформированной со структурой согласно настоящему изобретению, как описана выше, повязку 1, которая находится при комнатной температуре, сначала размягчают посредством нагревания в нагревающем устройстве, например, в водонагревателе или микровоновой печи, и тем самым переводят ее в свободно деформируемое состояние, а затем, после наложения, так что она окружает пораженную область пациента, которая сломана или требует корректировки, повязка 1 постепенно охлаждается до комнатной температуры в состоянии, в котором оба конца повязки, которые соприкасаются друг с другом, зафиксированы посредством фиксирующего элемента F, как проиллюстрировано на фиг. 8, и затвердевает, что завершает процесс наложения повязки 1.
При этом фиксирующий элемент F, используемый для фиксации обоих концов повязки, может иметь любую конфигурацию, включая элементы типа зажима или типа пряжки, обеспечивающую фиксацию обоих концов повязки 1. Для того чтобы при ношении повязки 1 обеспечить возможность проведения рентгеновского обследования и т.п., предпочтительно, чтобы фиксирующий элемент был выполнен из пластмассы, а не металла.
Когда необходимо, чтобы повязка 1 была снята с пораженной области пациента или была скорректирована, повязка может легко сниматься с пораженной области путем снятия фиксирующего элемента F, установленного на обоих концах, а затем разведения в стороны обоих концов повязки 1, поэтому ее снятие является сравнительно простой процедурой. Также при повторном наложении повязки 1 на пораженную область тела пациента, снятая повязка 1 может быть повторно нагрета и размягчена, а затем легко модифицирована или повторно наложена путем выполнения вышеописанного процесса наложения повязки 1 еще раз.
Как описано выше в настоящем изобретении, повязка сетчатой формы формируется таким образом, что улучшается вентиляция, и поскольку структура, составленная из поликапролактонового композитного материала, сформирована посредством инжекционного литья так, что она окружает наружную часть сердцевины, повязка является структурно устойчивой, а пациент не будет ощущать дискомфорт. Также, поскольку структура содержит термопластичный материал, повязка имеет преимущество, выражающееся в том, что при необходимости она может быть модифицирована или использована повторно.
Реферат
Настоящее изобретение относится к термопластичной повязке для фиксации сломанной части тела пациента, которая легко накладывается или используется повторно. Согласно изобретению, термопластичная повязка содержит структуру, выполненную с возможностью покрытия, по меньшей мере, части сломанной части тела пациента, причем структура включает в себя термопластичный резиновый материал, с обеспечением возможности деформирования структуры для согласования с указанной частью сломанной части при нагревании, причем структура сформирована в виде сетчатого каркаса, имеющего множество ромбообразных вентиляционных отверстий. Дополнительно повязка согласно изобретению, содержит поддерживающую структуру часть для поддержки указанной структуры, причем поддерживающая структуру часть определяет предел деформации структуры, когда структура становится пластичной при нагревании. 13 з.п. ф-лы, 9 ил.
Комментарии