Способ контроля состояния инструмента при глубоком сверлении - SU1495014A1
Код документа: SU1495014A1
Чертежи
Описание
Изобретение относится к обработке материалов резанием, в частности к определению состояния режущего инструмента в процессе обработки, и может быть использовано на сверлильных и модернизированных станках для глубокого сверления.
Цель изобретения - повышение надежности .
Способ осуществляют следующим образом .
В прстцессе N,--ханической обработки режущий инсц. умент находится под действием механичггких и тепловых нагрузок, которые способствуют увеличению дефектности структуры материала инструмента. Под д;сйствием напряжения -jariac.u Trii упругая энергия G e|2 C-|2l Ee 2(e l)|l; - упругая деформация Пс С.пе р;к;к1я.1тия трещины
энергия, запасенная в объеме , где h - радиус трещины Грьффитса, ре- лаксирует, стекая к верщинам трещины, превращается в поверхностную энергию и излучается в виде сигналов акустической эмиссии (АЭ), энергия которых пропорциональна разности упругой энергии и поверхностной энергии трещины Гриффитеа:
х ел
Vb.-T где поверхностная энергия вычисляется так:
У Ga/8,
G - модуль сдвига;
Е - модуль Юнга
В силу того, что у инструментальных материалов, в частности у твердых
сплавов, модуль Юнга имеет относительно высокое значение (Е 3,5 х х10 кгс/см), энергия сигналов АЭ
при разрушении может достигать значи-- тельной величины Большая часть энергии при трещинообразовании излучается в виде продольных упругих волн Таким образом регистрация продольной составляющей упругих волн позволяет )0 определить момент образования макротрещины в тепе инструмента и прекратить обработку до поломки инструмента . Надежному прогнозированию поломки инструмента при глубоком сверлении 15 способствует также тот факт, что режущая пластинка припаяна к корпусу инструмента и возникновение макротрещины не приводит к мгновенному разрушению сверла
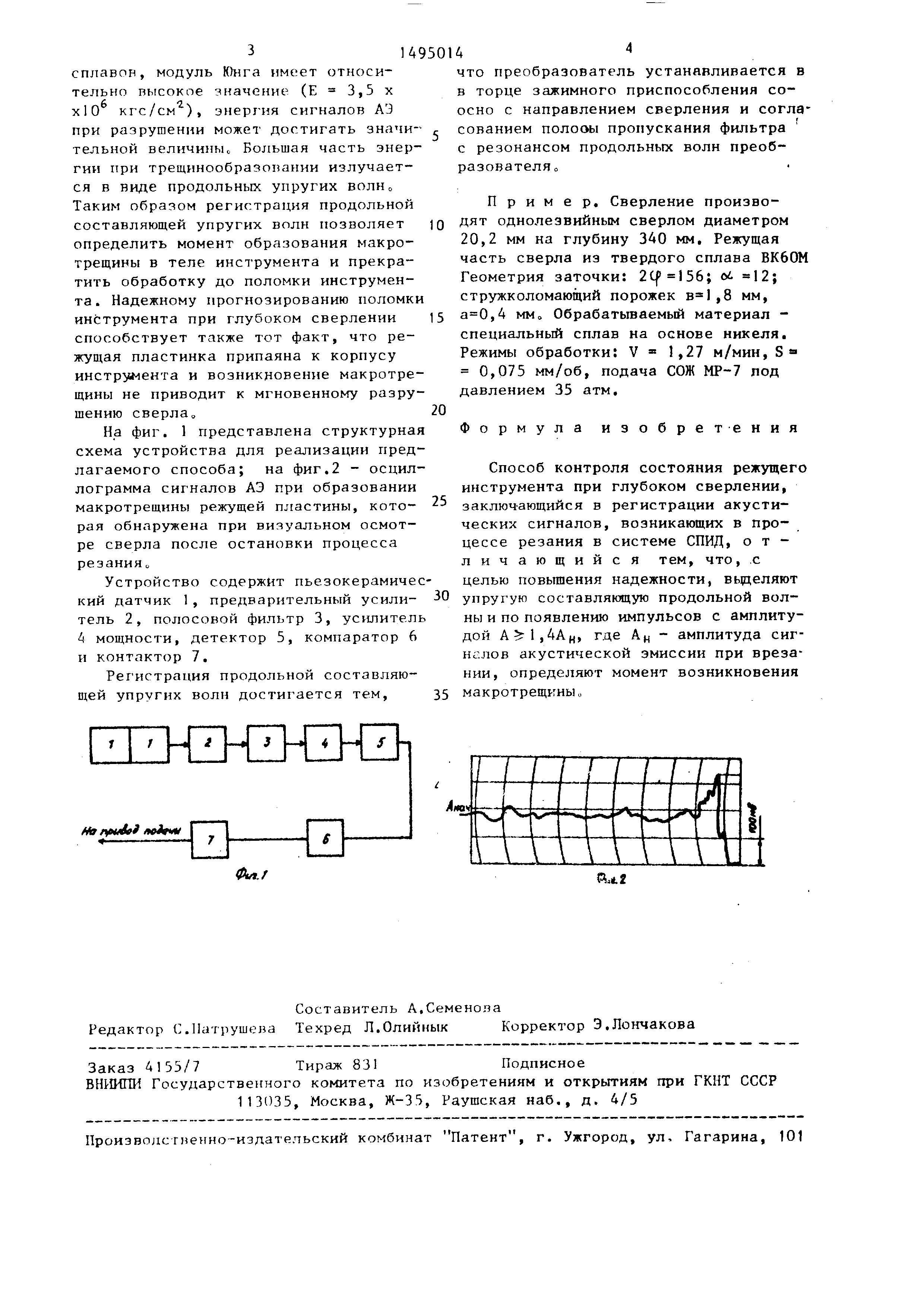
На фиг. 1 представлена структурная схема устройства для реализации предлагаемого способа; на фиг.2 - осциллограмма сигналов АЭ при образовании макротрещины режущей пластины, которая обнаружена при визуальном осмотре сверла после остановки процесса резания
Устройство содержит пьезокерамичес- кий датчик 1, предварительный усили- 0 тель 2, полосовой фильтр 3, усилитель 4 мощности, детектор 5, компаратор 6 и контактор 7.
Регистрация продольной составляющей упругих волн достигается тем, 35
495014
что преобразователь устанавливается в в торце зажимного приспособления со- осно с направлением сверления и согласованием полооы пропускания фильтра с резонансом продольных волн преоб- разователЯо
25
Пример. Сверление производят однолезвийным сверлом диаметром 20,2 мм на глубину ЗАО мм. Режущая часть сверла из твердого сплава ВК60М Геометрия заточки: 2Cf 156; oi 12; стружколомающий порожек ,8 мм, ,4 мм о Обрабатьшаемый материал - специальный сплав на основе никеля, Режимы обработки: V 1,27 м/мин, S « 0,075 мм/об, подача СОЖ МР-7 лсд давлением 35 атм.
Формула изобретения
Способ контроля состояния режущего инструмента при глубоком сверлении, заключающийся в регистрации акустических сигналов, возникающих в процессе резания в системе СПИД, отличающийся тем, что, с целью повышения надежности, вьделяют упругую составляющую продольной волны и по появлению импульсов с амплитудой А5г1,4Ан, где АЦ - амплитуда сигналов акустической эмиссии при врезании , определяют момент возникновения макротрещины
0 5
0
35
5
Пример. Сверление производят однолезвийным сверлом диаметром 20,2 мм на глубину ЗАО мм. Режущая часть сверла из твердого сплава ВК60М Геометрия заточки: 2Cf 156; oi 12; стружколомающий порожек ,8 мм, ,4 мм о Обрабатьшаемый материал - специальный сплав на основе никеля, Режимы обработки: V 1,27 м/мин, S « 0,075 мм/об, подача СОЖ МР-7 лсд давлением 35 атм.
Формула изобретения
Способ контроля состояния режущего инструмента при глубоком сверлении, заключающийся в регистрации акустических сигналов, возникающих в процессе резания в системе СПИД, отличающийся тем, что, с целью повышения надежности, вьделяют упругую составляющую продольной волны и по появлению импульсов с амплитудой А5г1,4Ан, где АЦ - амплитуда сигналов акустической эмиссии при врезании , определяют момент возникновения макротрещины

Реферат
Изобретение относится к обработке металлов резанием ,в частности, к определению состояния режущего инструмента в процессе обработки, и может быть использовано на сверлильных и модернизированных станках для глубокого сверления. Цель - повышение надежности. В процессе резания в системе СПИД регистрируют сигналы акустической эмиссии, генерируемые в зоне резания, выделяют из них сигналы, характеризующие продольную составляющую упругих волн. По выявлению импульсов с амплитудой А≥1,4Ан, где Ан- амплитуда сигналов акустической эмиссии при врезании, определяют момент возникновения макротрещин. 2 ил.
Формула
Комментарии