Станок для автоматической высокоскоростной прецизионной обработки небольших деталей сложной формы - SU432707A3
Код документа: SU432707A3
Чертежи


Описание
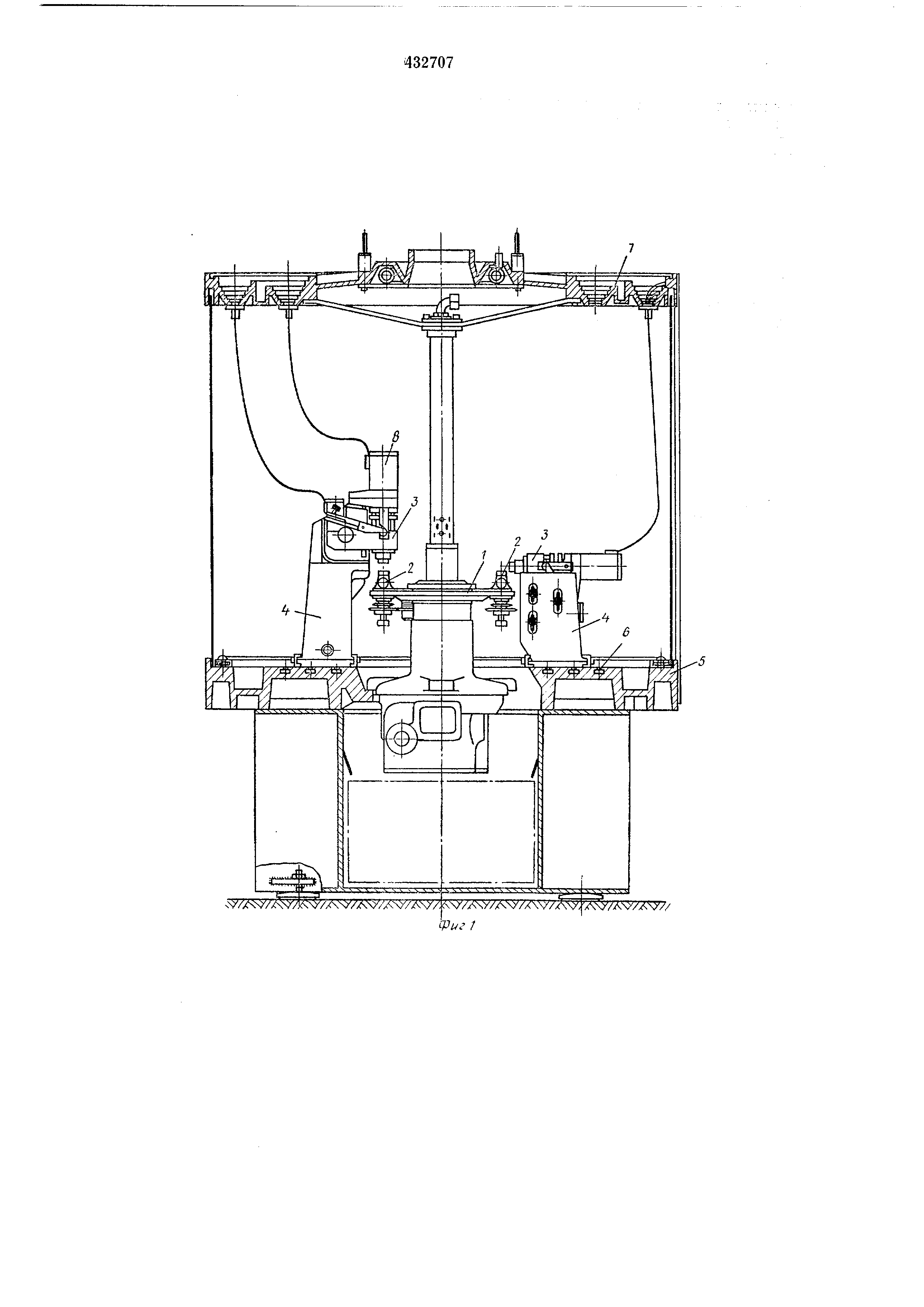
Изобретение относится к станкам для автоматической высокоскоростной прецизионной обработки небольших деталей, даже таких, которые имеют сложную форму, как например, электрических контактов, деталей или изделий, имеющих одинаковые или различные отверстия , профрезерованные канавки или резьбы. Известные станки для осуществления нодобного рода обработок содержат, в основном, по- ю воротный стол, на котором располагаются детали , совершающий прерывистое вращательное перемещение, в результате которого деталь передается с одной рабочей позиции на другую, силовые узлы, располагающиеся на каждой рабочей позици и производящие одновременно различные виды обработки на деталях . Установленные силовые узлы одного типа являются независимыми, а поэтому взаимозаменяемыми; каждый силовой узел снаб- 20 жен, по крайней мере, одним электродвигателем , осуществлющим подачу инструмента, и, по крайней мере, одним электродвигателем, осуществляющим вращение инструмента. Перемещение различных двигателей не связано 25 механически с прерывистым движением стола, несущего.детали. ..., . . В предложенном станке скорость различных двигателей подачи, расположенных на всех силовых узлах, .одновременно изменяется от зо 5 15 одного органа управления. Синхронизация различных онерацпй, которые могут отличаться небольшим различием скоростей различных двигателей, гарантируется восстановлением регулировки каждого цикла обработки. Кроме того, синхронизация различных операций осуществляется путем инвертирования направления вращения упомянутых двигателей в конце каждого цикла обработки и их останова против упорного буртика и затем повторного их пуска в одной фазе в обычном направлении вращения. На фиг. 1 представлен схематически станок в осевом сечении; на фиг. 2 - тот же станок, вид сбоку с частичным разрезом в увеличенном масштабе силового узла; на фиг. 3 показаны детали силового узла; «а фиг. 4 - поперечное сечение силового узла, показанного на фиг. 3. Станок содержит поворотный стол 1, на котором располагаются детали, совершающий прерывистое вращательное движение. По периферии стола на равном расстоянии друг от друга расположены зажимные приспособления 2. Если, например, по периферии поворотного стола установлено двенадцать зажимных приспособлений, то каждое из них располагается под углом 30°, и рабочих позиций в этом случае тоже будет двенадцать. На каждой позпцпп расположены силовые узлы 3, закрепленные на стойках 4, каждый из которых выполняет определенный вид обработки. Очевидно, что в то время, когда силовой узел 3 выполняет определенный вид обработки на соответствующей детали, например сверление , то в этот же момент на следующей позиции силовым узлом производится другой вид обработки, например нарезание резьбы, таким образом одновременно при каждом останове стола 1 различные детали подвергаются последовательно различным видам обработки и при каждом повороте стола на него устанавливается необработанная деталь и удаляется готовая деталь. В нижней части новоротного стола расположена вся кинематика, т. е. все механизмы, осуществляющие передачу прерывистого движения , включая электродвигатель. На станине станка находится неподвижная платформа 5, в которой выполнены кольцевые канавки 6, служащие для крепления силовых узлов относительно рабочих позиций. Верхняя часть 7 станка выполнена из синтетического изолирующего материала и образует крышку, в которой содержатся электропровода, идущие к различным двигателям. Двигатели 8, приводящие в действие инструменты , могут отличаться друг от друга по мощности и рабочей скорости. Они могут сниматься вместе с инструментом для облегчения замены инструмента. Различные силовые узлы 3 являются стандартными , то есть взаимозаменяемыми на всех позициях. Каждый силовой узел 3 (фиг. 2) содержит электрические приводные двигатели 8 и 9, причем двигатель 9 осуществляет подачу инструмента . Особенностью станка является то, что скорости двигателей 9, установленных на различных силовых узлах 3, одновременно изменяются с помощью одного органа управления. Двигатели 8 и 9 могут быть переменного тока, т. е. асинхронными или синхронными, или постоянного тока. В первом случае (асинхронные или синхронные двигатели) изменение их скоростей достигается за счет изменения частоты переменного тока, которым они питаются . В этом случае, на станке предусматривается генератор переменного тока с регулируемой частотой, обеспечивающий одновременное питание всех двигателей различных силовых узлов. При применении асинхронных двигателей имеет место проскальзывание ротора относительно статора, в результате чего происходит незначительное изменение скорости. Однако к концу операции обработки синхронизация различных процессов обработки восстанавливается за счет восстановления фазовой регулировки . Для двигателей постоянного тока изменение скорости производится путем изменения подаваемого напряжения. Силовой узел состоит из небольшого блока, 3 котором встроена система подачи инструментального шпинделя, -перемещающегося на шариках во втулке 10. Шпиндель с соответствующим инструментом может быть легко удален из блока для быстрой замены инструмента с помощью скользящих рычагов И. Подача моторизованного шпинделя осуществляется с помощью двигателя 9, передающего движение через винт 12 с гайкой 13 на кулачковый вал 14 (фиг. 3). После этого кулачок 15 через систему рычагов 16 передает движение на шпиндель . Для того, чтобы изменить время обработки , необходимо изменить скорость двигателя 9. Различные силовые узлы, установленные против соответствующих рабочих позиций, должны работать, «синхронно, т. е. все кулачки 15 различных силовых устройств должны делать один поворот одновременно. Небольшая погрешность при этом допустима, однако она не должна накапливаться с количеством обработок, так как иначе синхронность работы силовых узлов будет потеряна. Скорость двигателей 9, работающих на переменном токе, меняется путем изменения частоты подаваемого тока. Переменная частота создается статическим генератором частоты, который объединяет в себе две частоты: основную частоту и генерируемую отдельно частоту и позволяет бесконечно изменять результирующую частоту и, как следствие этого, бесконечно изменять скорость и время обра богки на станке. Генератор частоты питает все двигатели 9. Поскольку двигатели являются трехфазными асинхронными, то их вращение не будет полностью синхронным, так как имеют место небольшие различия, обусловленные разными нагрузками (в соответствии с обработкой, выполняемой на одной рабочей позиции) от трения и т. п. По этой причине в блок каждого силового узла встроена система для регулирования фазы всех силовых узлов, работающая следующим образом. На кулачковом валу 14 (фиг. 3), который обычно совершает один поворот для каждой обработки, закреплен кулачок 17, взаимодействующий с рычагом 18. На кулачке 17 в точке «О (соответствующей концу обработки) находится выступ 19 (фиг. 4). Во время вращения кулачкового вала 14, когда выступ 19 достигает точки «О, рычаг 18, предварительно нагруженный пружиной 20, перемещается и под действием магнита 21 открывает «язычковый контакт 22 (являющийся известного типа контактом, состоящим из двух пластин, одна из которых магнитная и приводится в действие электромагнитом или матнитом). В результате этого поступает сигнал, отмечающий конец обработки для каждого силового Ззла. Когда контакты 22 всех силовых узлов открыы , то это означает, что все силовые узлы, становленные на различных рабочих позицих , достигли точки «О, т. е. завершили свою бработку. Очевидно, что будут иметь место небольшие азличия, т. е. все контакты откроются точно
в одно и то же время. Следовательно, частота тока, питающего двигатели 9, быстро доводится до нуля и относительная фаза инвертируется . В результате этого двигатели 9 сначала быстро тормозятся, а затем инвертируются в направлении вращения.
Вращение в обратном направлении ограничивается выступом 19 кулачка 17, который блокирует кулачковый вал 14 и тем самым двигатель 9.
Делительное перемещение поворотного стола 1 начинается, как только все силовые узлы достигнут точки «О (все язычковые контакты открыты). В то время, когда поворотный стол перемещается на один шаг, производится регулировка фазы для следующей обработки. Таким образом не теряется время на синхронизацию .
В том случае, когда применяются двигатели постоянного тока, изменение -скорости достигается путем изменения прикладываемого напряжения , а инверсия движения осуществляется уменьшением такого напряжения до нуля и его инвертирования.
Предмет изобретения
1. Станок для автоматической высокоскоростной прецизионной обработки небольших деталей сложной формы, содержащий стол для установки деталей, совершающий делительное движение, взаимозаменяемые силовые узлы, установленные на рабочих позипиях и независимые друг от друга, каждый из которых содержит электродвигатель подачи и электродвигатель вращения инструмента, отличающийся тем, что, с целью обеспечения синхронности работы силовых узлов, он снабжен устройством для одновременной регулировки скорости электродвигателей подачи силовых узлов, причем восстановление настройки в начале каждого цикла обработки осуществляется вращением всех двигателей подачи в обратную сторону до упора, а затем одновременным пуском в обычном направлении вращения.
2. Станок по п. 1, о т л it ч а ю щ и и с я тем, что, с целью получения сигнала об окончании обработки на данной операции, каждый силовой узел снабжен контактом, срабатывающим от магнита, установленного на кулачке, приводимом от электродвигателя подачи.
2
72


Реферат
Формула
Комментарии