Способ изготовления делительного элемента - SU1054021A1
Код документа: SU1054021A1
Чертежи

Описание
Изобретение относится к станкостроению и может быть применено для изготовления делительцых мех-анизмов.
Известны способы изготовления делительного элемента, заключающиеся в выполнениии на торце последнего концентричной кольцевой канавки с опорными поверхностями , установке и закреплении в ней шариков , причем опорная поверхность, удаленная от центра делительного элемента, выполняется с коническим участком, угол конуса которой направлен к центру делительного элемента 1.
Недостатком известных способов является невысокая точность изготовления делительных элементов.
Цель изобретения - повышение точности делительного элемента путем устранения угловой погрешности закрепления шариков, повышение производительности и повышение точности угловой ориентации шариков относительно делительного элемента.
Поставленная цель достигается тем, что согласно способу изготовления делительного элемента опорную поверхность канавки, расположенную ближе к центру делительного элемента, выполняют ступенчатой, а шарики запрессовывают.
Кроме того, в основании кольцевой канавки выполняют отверстие, в которое вставляют штифт с опорной поверхностью, предназначенной для установки одного из шариков .
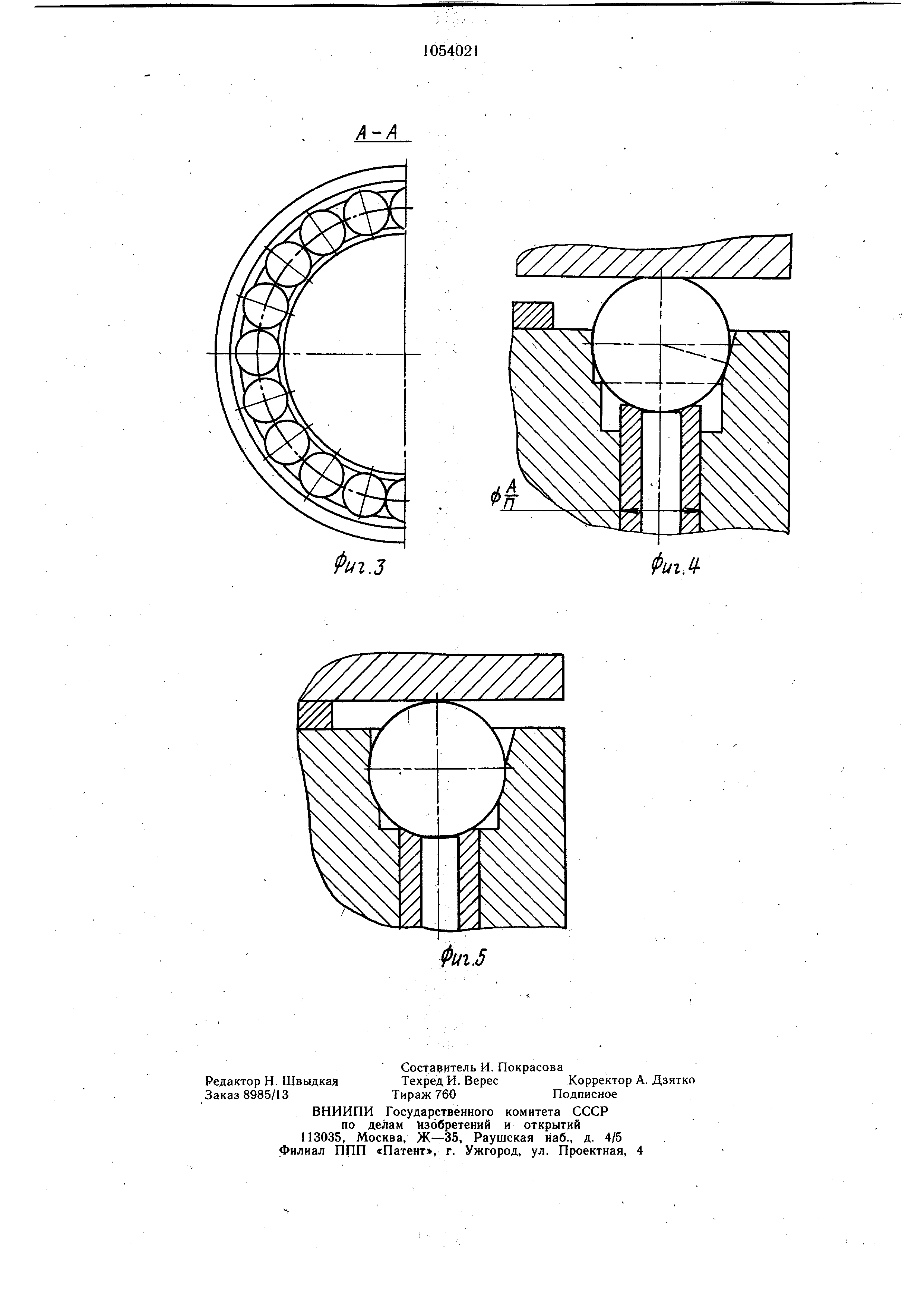
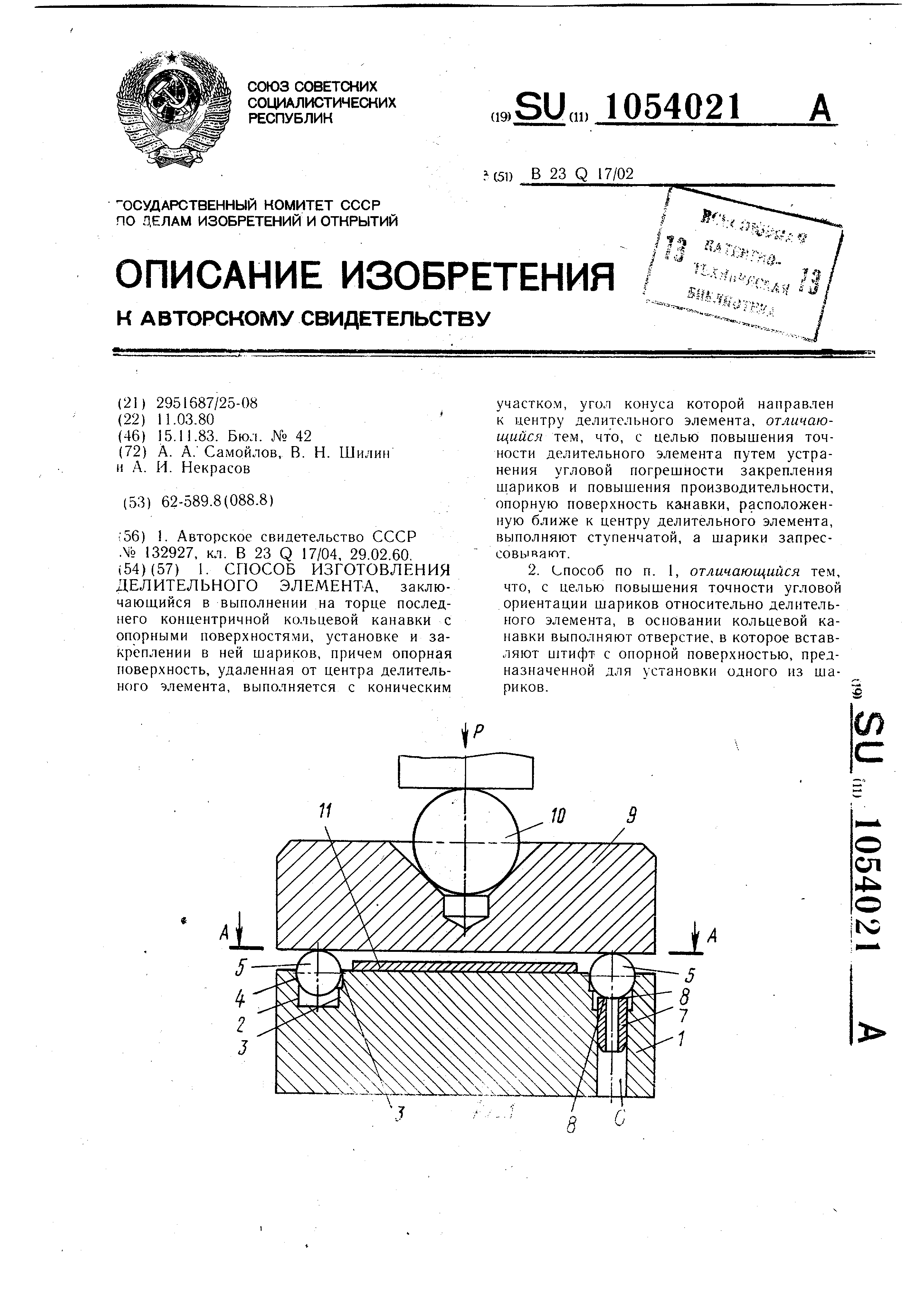
На фиг. 1 показана схема установки цепочки шариков на дополнительную коническую центрйруюшую поверхность; на фиг. 2 - расположение шариков в кольцевой канавке после закрепления; на фиг. 3 разрез А-А на фиг. 1; на фиг. 4 - установка одного из шариков на штифт с опорной поверхностью для углового ориентирования цепочки шариков относительно делительного элемента; на фиг. 5 - закрепление ориентированного шарика после закрепления цепочки шариков в делительном элементе.
Согласно способу на торце каждого делительного элемента 1 выполняют концентричную канавку с удаленной от центра делительного элемента опорной поверхностью 2 и расположенной ближе к центруопорной поверхностью 3. При этом опорную поверхность 2 выполняют с конической центрируюшей поверхностью 4, а опорную поверхность 3 выполняют ступенчатой.
Цепочку шариков 5 устанавливают на центрирующую поверхность 4, а так как последняя имеет угол конуса, направленньш к центру делительного элемента, то шарики 5, скатываясь по поверхности 4, устанавливаются на ней без зазора по всей цепоч ке.
В случае необходимости обеспечить ориентированное угловое положение шариков относительно делительного элемента в основании кольцевой канавки выполняют ориентированно в угловом положении отверстие б, в которое по плотной посадке вставляют штифт 7, имеющий опорную поверхность 8, на которую устанавливается один из шариков.
Закрепление шариков в кольцевой канавке осуществляют нажимным диском 9, усилием Р, прикладываемым через шарнир 10. Для ограничения хода нажимного диска на делительном диске устанавливается диск 11.
На цепочке шариков, установленной на конической центрируюш,ей поверхности 4, в том числе на шарик, установленный на штифт 7, устанавливают нажимный диск 9, к которому через шарнир 10 прикладывают запрессовывающее усилие Р. Так как дополнительная коническая центрирующая поверхность 4 имеет угол конуса, направленный к центру делительного элемента, то при запрессовке шариков в тело делительного элемента между ними образуется натяг , и вся цепочка шариков запрессовывается в кольцевую канавку с радиальным и торцовым натягом, причем радиальный натяг обеспечивается исполнительными размерами кольцевой канавки, а торцовый - размером ограничительного диска.
Таким образом, шарики надежно с равномерным натягом, а следовательно, с высокой точностью углового расположения закрепляются в делительном элементе.
f//7/777.
hi.3
ФигЛ
Реферат
1. СПОСОБ ИЗГОТОВЛЕНИЯ ДЕЛИТЕЛЬНОГО ЭЛЕМЕНТА, заключающийся в выполнении на торце последнего концентричной кольцевой канавки с опорными поверхностями, установке и закреплении в ней шариков, причем опорная поверхность, удаленная от центра делительного элемента, выпOv няeтcя с коническим участко.м, угол конуса которой направлен к центру делительного элемента, отличающийся тем, что, с целью повышения точности делительного элемента путем устранения угловой погрешности закрепления щариков и повышения производительности, опорную поверхность канавки, расположенную ближе к центру делительного элемента, выполняют ступенчатой, а шарики запрессовывают . 2. Способ по п. 1, отличающийся тем, что, с целью повышения точности угловой ориентации шариков относительно делительного элемента, в основании кольцевой канавки выполняют отверстие, в которое вставляют и1тифт с опорной поверхностью, предназначенной для установки одного из шариков . (Л ел о itN2
Комментарии