Устройство регулирования скорости вращения детали - SU1209023A3
Код документа: SU1209023A3
Чертежи

Описание
1
Изобретение относится к ус грой- ству Для регулирования вращения обрабатьгоаемого изделия с постоянной окружной скоростью при обработке изделия на токарном станке.
Цель изобретения - повышение производительности токарной обработки путем исключения выстоя инструмента после быстрого подвода его к точке начала резания.
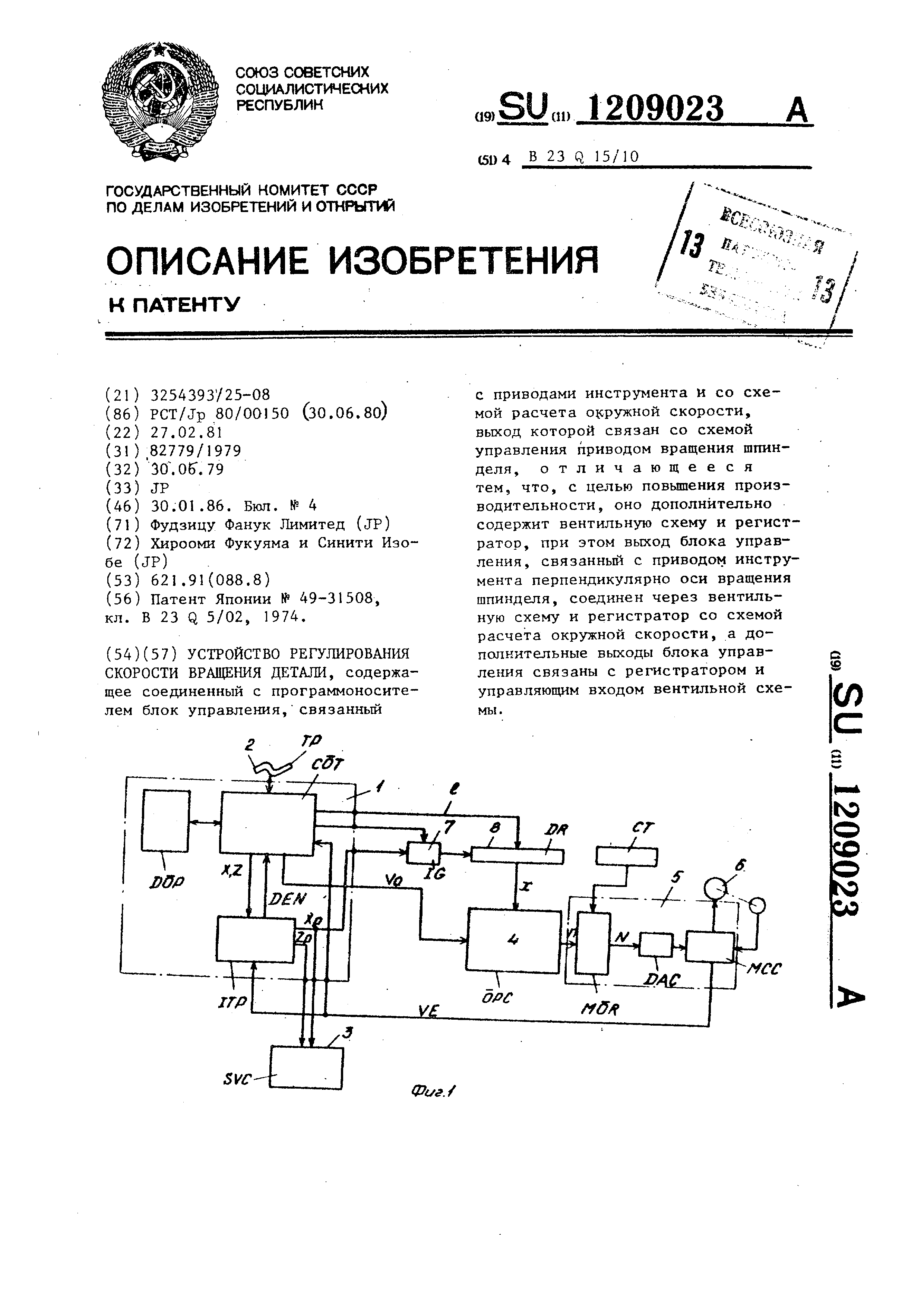
На фиг. 1 изображена блок-схема устройства; на фиг. 2-4 - варианты перемещения инструмента относительно обрабатываемой поверхности; на фиг. 5 - график зависи- мости между положением инструмента и окружной скоростью.
Устройство состоит из блока 1 управления, соединенного с программоносителем 2. Выход блока управления соединен с приводами 3 инструмента и со схемой 4 расчета окружной скорости. Схема 4 связана со схемой 5 управления двигателем 6 вращения шпинделя. Дополните ль- ные выходы блока 1 управления соединены с вентильной схемой 7 и регистратором 8, подключенным к схеме 4 расчета окружной скорости. В шпинделе закреплена деталь 9, которая обрабатывается инструментом 1 О.
Регистратор представляет собой двухсторонний счетчик, который настроен на запоминание количества импульсов, соответствующее величине X расстояния от режущего инструмента 10 до оси шпинделя. Схема 4 рассчитывает число Ч оборотов в минуту шпинделя по уравнению
n V/27X,(1)
где V - запрограммированная окружная скоростьJ
X - расстояние от вершины инструмента до оси шпинделя Устройство работает следующим образом.
При подаче сигнала быстрой подачи инструмента из точки А в точку с программоносителя 2 блок 1 выдает сигнал, закрывающий вентш: ь- ную схему 7 и устанавливает в регираторе 8 величину X, соответствующую координате точки В, которая считывается после команды быстрой подачи. При этом схема 4 рассчитывет скорость вращения шпинделя по
090232
формуле (1) и соответственный сигнал подается в схему 5 управления двигателем 6 шпинделя.
Одновременно с регулированием 5 числа оборотов шпинделя, происходит перемещение инструмента в точку В со скоростью быстрой подачи. Когда установка режущего инструмента закончена, окружная скорость при10 мерно равна запрограммированной.
После завершения установки режущего инструмента по команде быстрой подачи, данные регистратора 8 соответствуют величине X настоящего по15 ложения инструмента. Если в этот момент скорость вращения равна запрограммированной , информация о диаметре обрабатываемого изделия должна проходить в регистратор для кор20 ректировки скорости вращения в процессе резания. Для этого блок управления открывает вентильную схему 7 и соответствуюш 1е импульсы с блока 1 управления поступают в регистра25 тор 8.
Если заданная скорость вращения еще не достигнута из-за малого быстродействия системы 5 или малого расстояния между точками А и Б,
30 то блок управления не включает подачу инструмента в режиме резания. Однако эта задержка незначительна, т.к. действительная окружная скорость в этот момент продолжает при35 ближaтJьcя к запрограммированной.
Таким образом, после выработки импульса перемещения инструмента по оси X на основе любой команды, кроме команды быстрой подачи, ные регистратора обновляются на величину +1 в зависимости от направления перемещения.При этом схемы 4 и 5 управляют скоростью вращения детали, поддерживая ее на заданной величине,
А
На фиг. 3 показана операция, при которой режущий инструмент отводят из точки А в точку В, меняют на другой инструмент и подводят в точку С на быстрой подаче. При этом в регистратор координата X точки С может быть записана при подаче коман;а;ы быстрого перемещения в точке А, что обеспечит заведомое равенство скорости вращения запро- 55 граммированной при достижении инструментом точки С.
При вьтолнении операции, изображенной на фиг. 4, в регистратор
50
записывается координата X точки С в момент включения быстрой подачи в точкеА.При этомскорость вращения, соответсвующая необходимой,устанавливается во время подачи инструмента от точки А через точку В к точкам С
Предлагаемое устройство позволяет избежать простоя инструмента после осуществления быстрой подачи , следовательно повысить производительность процесса обработки .
CL
fp{j.2
Л7
CL
лС
Г7.
б
С
с с
d С
03иг.4
ФигУ
Составитель В.Влодавский Редактор К.Волощук Техред М.ТТароцай Корректор.Эрдейи
з1каз 306/61 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Мпсква, Ж-35, Раушская наб., д. 4/5
Филиал ИЛИ Патент, г. Ужгород,.- ул. Проектная, 4
-9 CL
УО
/ /
f
X .
УА
Реферат

Комментарии