Смазочный материал для облегчения процесса механообработки и способ механообработки - RU2673474C1
Код документа: RU2673474C1
Чертежи










Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001]
Настоящее изобретение относится к смазочному материалу для облегчения процесса механообработки, а также к способу механообработки.
УРОВЕНЬ ТЕХНИКИ
[0002]
Армированные волокном композиционные материалы, представляемые армированными волокном пластмассами (FRP), в частности армированные углеродным волокном пластмассами (CFRP), имеют большую прочность при растяжении и упругую силу растяжения и малую плотность по сравнению с армированными стекловолокном пластмассами (GFRP), армированными арамидным волокном пластмассами (AFRP) или нержавеющей сталью (SUS), и поэтому в последние годы часто используются в качестве внешних панелей и т.п. для воздушных судов или транспортных средств. В этом контексте CFRP относятся к пластмассам, приготавливаемым с помощью горячего формования или горячего прессования одного, двух или более слоев препрегов, содержащих углеродное волокно, пропитанное матричной смолой. Элемент, сформированный из такой CFRP, крепится к структуре с использованием крепежных элементов, таких как болт или заклепка. Следовательно, для крепления CFRP к структуре, такой как деталь воздушного судна, необходима механообработка, в частности для создания множества отверстий для прохождения крепежных элементов через CFRP.
[0003]
Для получения отверстий высокого качества в CFRP с помощью процесса механообработки уже было предложено несколько методик. Примеры таких методик включают в себя способ, использующий постепенное изменение формы инструмента, например кривизны обрабатывающей поверхности или угла точки сверла (см., например, Патентный документ 1).
[0004]
Материалы для корпусных структур (структурные материалы) воздушных судов состоят главным образом из металлических материалов, большую часть которых представляет алюминиевый сплав. Термостойкий сплав, такой как титановый сплав или нержавеющая сталь, используется в тех узлах корпуса судна, которые подвергаются воздействию высокой температуры, например, в выхлопном сопле или рядом с форсажной камерой. Если скорости воздушных судов будут и дальше увеличиваться, прочность обычного алюминиевого сплава будет уменьшаться из-за аэродинамического нагрева. Поэтому ожидается, что более твердый титановый сплав или нержавеющая сталь будут использоваться в качестве главных структурных материалов для корпусных структур. Эти структурные материалы корпусов воздушных судов должны подвергаться сверлению для соединения крепежными элементами металлических материалов с другим структурным материалом, таким как CFRP.
[0005]
Для такого сверления металлов уже было предложено несколько методик. Например, материал из титанового сплава является трудно поддающимся механообработке материалом, и поэтому сильно сокращает срок службы сверла. В ответ на такую проблему были предложены, например, способ обработки, который включает в себя распыление масла для механообработки, а также способ, который включает в себя изменение формы сверла, чтобы уменьшить тем самым нагрузку на сверло и предотвратить сокращение срока службы сверла (см., например, Патентный документ 2).
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0006]
Патентный документ 1: Японская отложенная патентная заявка № 2012-210689
Патентный документ 2: Японская отложенная патентная заявка № 2006-150557
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0007]
Процесс механообработки армированных волокном композиционных материалов обычно выполняется с использованием сверла. При обычном сверлении сверло имеет чрезвычайно короткий срок службы, и головка сверла подвергается износу с увеличением количества обработанных отверстий, что приводит к снижению качества обрабатываемых отверстий. В частности, обработанные отверстия с большой вероятностью будут иметь малый внутренний диаметр, и расщепление углеродного волокна (которое представляет собой явление, в котором часть волокна, составляющего армированный волокном композиционный материал, остается в виде необрезанных заусенцев вокруг обработанных отверстий) будет легко происходить в выходной части отверстия. Кроме того, также легко может происходить расслаивание между слоями препрегов, составляющих армированный волокном композиционный материал (в дальнейшем называемое «расслаиванием»). В дополнение к этому, каждое обработанное отверстие имеет неоднородный внутренний диаметр благодаря износу головки сверла, и расслаивание может происходить из-за неравномерности обработанного отверстия. Такое явление считается серьезным дефектом. Как было упомянуто выше, износ головки сверла может вызвать проблемы, связанные с качеством обработанных отверстий. В то же время, например, производство структур для воздушных судов с использованием CFRP особенно требует высокого качества процесса механообработки. Таким образом, очень важно решить описанные выше проблемы, такие как расщепление и расслаивание.
[0008]
При механообработке CFRP проблемы, связанные с качеством обработанных отверстий, возникают более легко, поскольку износ режущего инструмента увеличивается с увеличением сопротивления механообработке. В частности, например, высокопрочная CFRP, предназначенная для воздушных судов, содержит углеродное волокно с высокой плотностью. Следовательно, частота трения углеродного волокна сверлом увеличивается, так что износ режущего инструмента происходит быстрее. В качестве мер противодействия этому инструмент заменяется через более короткие интервалы для того, чтобы сохранить качество отверстий. При таких обстоятельствах отношение затрат на инструменты к затратам на обработку является высоким.
[0009]
В этой связи, как описано в Патентном документе 1, улучшение обрабатываемости армированных волокном композиционных материалов (например, CFRP), для которых процесс механообработки является трудным, было изучено с точки зрения инструментов, но показало недостаточные эффекты.
[0010]
Процесс механообработки металлов обычно выполняется с использованием сверла. Даже если используется сверло по металлу, оно имеет короткий срок службы. В случае использования обычного сверла оно имеет чрезвычайно короткий срок службы. Кроме того, головка сверла испытывает износ с увеличением количества обработанных отверстий, что приводит к снижению качества обработанных отверстий. В частности, обработанные отверстия с большой вероятностью будут иметь малый внутренний диаметр, и заусенцы будут легко образовываться в выходной части отверстия. В дополнение к этому, износ сверла может создать пространство между соединяемыми металлическим материалом и другим структурным материалом (например, CFRP). Таким образом, между этими структурными материалами может образоваться поднятие, или отходы могут попасть в это созданное пространство. Такое явление считается серьезным дефектом. Как было упомянуто выше, износ головки сверла может вызвать проблемы, связанные с качеством обработанных отверстий. При таких обстоятельствах, например, производство структур для воздушных судов, использующих материалы из титанового сплава, требует особенно высокого качества сверления. Таким образом, очень важно решить описанные выше проблемы, такие как срок службы сверла и поднятие между металлическим материалом и другим структурным материалом.
[0011]
В случае выполнения сверления металлов с использованием сверла, тепло или трение образуется между вращающимся сверлом и металлом и локально повышает температуру вокруг обработанного отверстия. Таким образом, когда количество обработанных отверстий является большим, тепло накапливается на сверле и металле материала обрабатываемой детали с увеличением количества обработанных отверстий. Поскольку металл, имеющий низкую теплопроводность, недостаточно отводит тепло, температура вокруг обрабатываемого отверстия повышается. В связи с этим металл размягчается по мере того, как его температура повышается. Следовательно, заусенцы образуются в выходной части обработанного отверстия. Кроме того, металлические отходы прилипают к сверлу благодаря выделяющемуся при обработке теплу, так что чрезмерная нагрузка может прикладываться к сверлу для того, чтобы остановить обрабатывающее устройство. Как было упомянуто выше, накопление тепла во время сверления может вызывать проблемы, связанные с качеством обработанных отверстий. При таких обстоятельствах, например, производство структур для воздушных судов, использующих материалы из титанового сплава, требует особенно высокого качества сверления. Таким образом, очень важно решить проблемы, связанные с заусенцами, как было описано выше.
[0012]
Для того, чтобы предотвратить такое накопление тепла на обрабатываемом участке и сверле, до настоящего времени выполнялось смачивание с использованием масла для механической обработки и т.п. Однако такое смачивание требует стадии промывки по завершении процесса механообработки. Если масло останется вокруг или внутри обработанных отверстий, существует вероятность того, что винт, служащий в качестве крепежа в сквозных отверстиях, открутится, или крепеж ослабнет. Эти проблемы могут привести к катастрофе.
[0013]
В этой связи, как описано в Патентном документе 2, улучшение обрабатываемости металлов, для которых процесс механообработки является трудным, было изучено с точки зрения режущих инструментов или способов механообработки, но при этом были получены недостаточные эффекты.
[0014]
Обычные способы обработки с большей вероятностью вызовут износ сверла с увеличением диаметров отверстий и диаметра используемой головки сверла по сравнению со сверлением маленьких отверстий. К сожалению, это облегчает образование заусенцев, сколов или расщепления во входной или выходной части отверстия (в дальнейшем эти части совокупно упоминаются как «периферия обработанной части»). Причина этого заключается в том, что больший диаметр головки сверла увеличивает объем материала обрабатываемой детали, удаляемый процессом механообработки, и увеличивает нагрузку на головку сверла.
[0015]
Кроме того, обычные способы обработки с большей вероятностью вызовут износ режущего инструмента при увеличении толщины материала обрабатываемой детали по сравнению с обработкой материала обрабатываемой детали, имеющего малую толщину. К сожалению, это облегчает образование заусенцев, сколов или расщепления во входной или выходной части отверстия (в дальнейшем эти части совокупно упоминаются как «периферия обработанной части»). Причина этого заключается в том, что большая толщина материала обрабатываемой детали увеличивает объем материала обрабатываемой детали, удаляемый процессом механообработки, и увеличивает нагрузку на режущий инструмент.
[0016]
Настоящее изобретение было сделано в свете вышеописанных проблем, и задачей настоящего изобретения является предложить смазочный материал для облегчения процесса механообработки, который мог бы уменьшать нагрузку на режущий инструмент в процессе механообработки материала обрабатываемой детали (в частности, в процессе механообработки трудно поддающегося механообработке материала, имеющего криволинейную поверхность, в процессе механообработки трудно поддающегося механообработке материала для формирования отверстий, имеющих большой диаметр, или в процессе механообработки толстого трудно поддающегося механообработке материала), и тем самым уменьшения образования сколов, заусенцев или расщепления на периферии обработанной части, а также способ механообработки, использующий этот смазочный материал для облегчения процесса механообработки. «Трудно поддающийся механообработке материал» относится к армированному волокном композиционному материалу, трудно поддающемуся механообработке металлическому материалу или композиционному материалу из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала.
РЕШЕНИЕ ПРОБЛЕМЫ
[0017]
Авторы настоящего изобретения провели тщательные исследования для решения этой задачи. В результате авторы настоящего изобретения завершили настоящее изобретение, обнаружив, что эта задача может быть решена смазочным материалом для облегчения процесса механообработки, содержащим высокомолекулярное соединение (A), среднемолекулярное соединение (B) и углерод (C), имеющий предопределенный средний размер частиц.
[0018]
В частности, настоящее изобретение представляет собой следующее.
[1]
Смазочный материал для облегчения процесса механообработки, содержащий:
высокомолекулярное соединение (A), имеющее средневесовую молекулярную массу 5 × 104 или выше и 1 × 106 или ниже;
среднемолекулярное соединение (В), имеющее средневесовую молекулярную массу 1 × 103 или выше и ниже чем 5 × 104; и
углерод (C), имеющий средний размер частиц 100 мкм или больше.
[2]
Смазочный материал для облегчения процесса механообработки в соответствии с пунктом [1], в котором
смазочный материал для облегчения процесса механообработки используется в способе механообработки, содержащем стадию механообработки материала обрабатываемой детали режущим инструментом с обеспечением контакта смазочного материала для облегчения процесса механообработки с режущим инструментом и/или подлежащей обработке частью материала обрабатываемой детали.
[3]
Смазочный материал для облегчения процесса механообработки в соответствии с пунктом [1] или [2], в котором
формой углерода (C) является форма чешуек.
[4]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [3], в котором
высокомолекулярное соединение (A) представляет собой термопластичную смолу, имеющую средневесовую молекулярную массу 5 × 104 или выше и 1 × 106 или ниже; и
среднемолекулярное соединение (В) представляет собой термопластичную смолу, имеющую средневесовую молекулярную массу 1 × 103 или выше и 2 × 104 или ниже.
[5]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [4], в котором
высокомолекулярное соединение (A) содержит растворимую в воде термопластичную смолу и/или нерастворимую в воде термопластичную смолу, причем
растворимая в воде термопластичная смола представляет собой одну или более смол, выбранных из группы, состоящей из полиалкиленоксидного соединения, полиалкиленгликолевого соединения, сложноэфирного соединения полиалкиленгликоля, эфирного соединения полиалкиленгликоля, моностеаратного соединения полиалкиленгликоля, водорастворимого уретана, водорастворимой полиэфирной смолы, водорастворимого сложного полиэфира, поли(мет)акрилата натрия, полиакриламида, поливинилпирролидона, поливинилового спирта, сахаридов и модифицированного полиамида, и
нерастворимая в воде термопластичная смола представляет собой одну или более смол, выбранных из группы, состоящей из уретанового полимера, акрилового полимера, винилацетатного полимера, винилхлоридного полимера, полиэфирного полимера, полистирольной смолы и их сополимеров.
[6]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [5], в котором
среднемолекулярное соединение (B) представляет собой одно или более соединений, выбранных из группы, состоящей из полиалкиленгликолевого соединения, моноэфирного соединения полиалкиленоксида, моностеаратного соединения полиалкиленоксида и полиалкиленоксидного соединения.
[7]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [6], в котором
содержание высокомолекулярного соединения (A) составляет 20-60 массовых частей на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C),
содержание среднемолекулярного соединения (В) составляет 10-75 массовых частей на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), и
содержание углерода (C) составляет 5-70 массовых частей на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C).
[8]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [7], в котором
смазочный материал для облегчения процесса механообработки имеет форму листа, имеющего толщину 0,1 мм или больше и 20 мм или меньше.
[9]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [8], в котором
гибкий объем составляет 5 мм или больше.
[10]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [9], дополнительно содержащий
клейкий слой на той поверхности, которая будет приведена в контакт с материалом обрабатываемой детали.
[11]
Смазочный материал для облегчения процесса механообработки в соответствии с пунктом [10], в котором
клейкий слой содержит акриловый полимер.
[12]
Смазочный материал для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [11], в котором
когда смазочный материал для облегчения процесса механообработки удаляется с материала обрабатываемой детали после механообработки материала обрабатываемой детали, общее количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, присоединившихся к материалу обрабатываемой детали, составляет 1,0 × 10-8 г или меньше на мм2 суммы площади контакта между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[13]
Способ механообработки, содержащий стадию механообработки для формирования обработанной части путем механообработки материала обрабатываемой детали режущим инструментом с обеспечением контакта смазочного материала для облегчения процесса механообработки в соответствии с любым из пунктов [1] - [12] с режущим инструментом и/или подлежащей обработке частью материала обрабатываемой детали, в котором
материал обрабатываемой детали содержит армированный волокном композиционный материал, трудно поддающийся механообработке металлический материал, или композиционный материал из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала.
[14]
Способ механообработки в соответствии с пунктом [13], в котором
стадия механообработки представляет собой стадию формирования обработанной части, имеющей выход и вход режущего инструмента, и
способ механообработки содержит перед стадией механообработки стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с той частью материала обрабатываемой детали, которая будет выходом и/или входом режущего инструмента.
[15]
Способ механообработки в соответствии с пунктом [14], в котором
на стадии обеспечения плотного контакта смазочный материал для облегчения процесса механообработки предварительно приводится в плотный контакт с той частью материала обрабатываемой детали, которая будет выходом режущего инструмента.
[16]
Способ механообработки в соответствии с пунктом [14] или [15], в котором
на стадии обеспечения плотного контакта смазочный материал для облегчения процесса механообработки предварительно приводится в плотный контакт с той частью материала обрабатываемой детали, которая будет входом режущего инструмента.
[17]
Способ механообработки в соответствии с любым из пунктов [13] - [16], в котором
способ механообработки содержит перед стадией механообработки стадию предварительного обеспечения контакта смазочного материала для облегчения процесса механообработки с режущим инструментом.
[18]
Способ механообработки в соответствии с любым из пунктов [13] - [17], в котором
на стадии механообработки обработанная часть формируется путем механообработки материала обрабатываемой детали, находящейся в плотном контакте со смазочным материалом для облегчения процесса механообработки в таком состоянии, в котором другой смазочный материал для облегчения процесса механообработки находится в контакте с режущим инструментом.
[19]
Способ механообработки в соответствии с любым из пунктов [13] - [18], в котором
толщина материала обрабатываемой детали составляет 10 мм или больше.
[20]
Способ механообработки в соответствии с любым из пунктов [13] - [19], в котором
на стадии механообработки отверстие создается путем сверления с использованием сверла в качестве режущего инструмента.
[21]
Способ механообработки в соответствии с пунктом [20], в котором
диаметр отверстия составляет 10 мм или больше.
[22]
Способ механообработки в соответствии с любым из пунктов [13] - [21], в котором
армированный волокном композиционный материал представляет собой армированную углеродным волокном пластмассу.
[23]
Способ механообработки в соответствии с любым из пунктов [13] - [22], в котором
трудно поддающийся механообработке металлический материал содержит по меньшей мере один элемент, выбираемый из группы, состоящей из титанового сплава, алюминиевого сплава, магниевого сплава, низколегированной стали, нержавеющей стали и термостойкого сплава.
[24]
Способ механообработки в соответствии с пунктом [23], в котором
трудно поддающийся механообработке металлический материал представляет собой титановый сплав Ti-6Al-4V.
[25]
Способ механообработки в соответствии с любым из пунктов [13] - [24], в котором
подлежащая обработке часть материала обрабатываемой детали имеет криволинейную поверхность.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0019]
Настоящее изобретение может обеспечить смазочный материал для облегчения процесса механообработки, который может уменьшить нагрузку на режущий инструмент в процессе механообработки материала обрабатываемой детали (в частности, в процессе механообработки трудно поддающегося механообработке материала, имеющего криволинейную поверхность, в процессе механообработки трудно поддающегося механообработке материала для формирования отверстий, имеющих большой диаметр, или в процессе механообработки толстого трудно поддающегося механообработке материала), и тем самым уменьшить образование сколов, заусенцев или расщепления на периферии обработанной части, а также способ механообработки, использующий этот смазочный материал для облегчения процесса механообработки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0020]
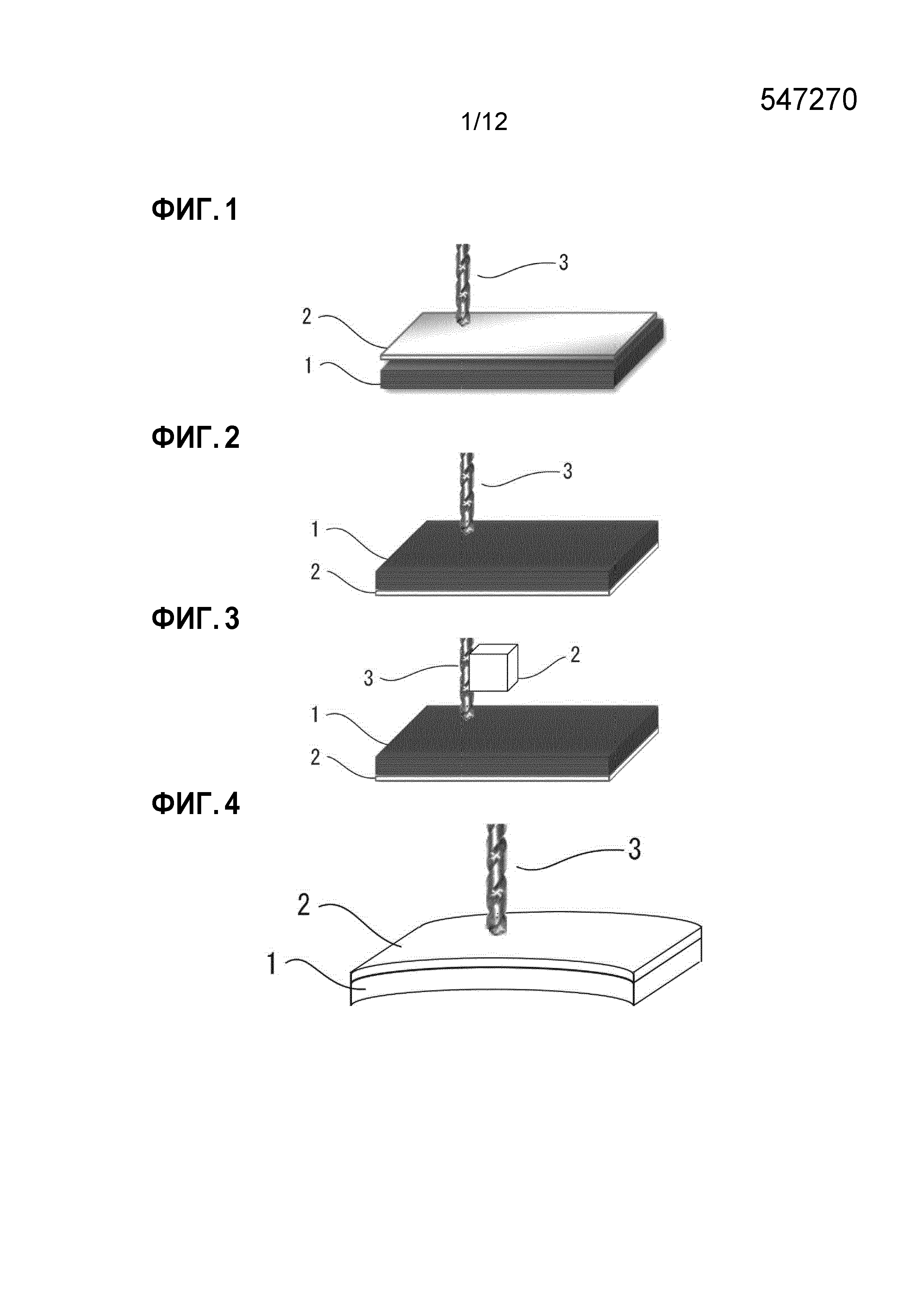
[Фиг. 1] Фиг. 1 показывает схему, иллюстрирующую один вариант осуществления способа механообработки настоящего варианта осуществления.
[Фиг. 2] Фиг. 2 показывает схему, иллюстрирующую другой вариант осуществления способа механообработки настоящего варианта осуществления.
[Фиг. 3] Фиг. 3 показывает схему, иллюстрирующую дополнительный альтернативный вариант осуществления способа механообработки настоящего варианта осуществления.
[Фиг. 4] Фиг. 4 показывает схему, иллюстрирующую дополнительный альтернативный вариант осуществления способа механообработки настоящего варианта осуществления.
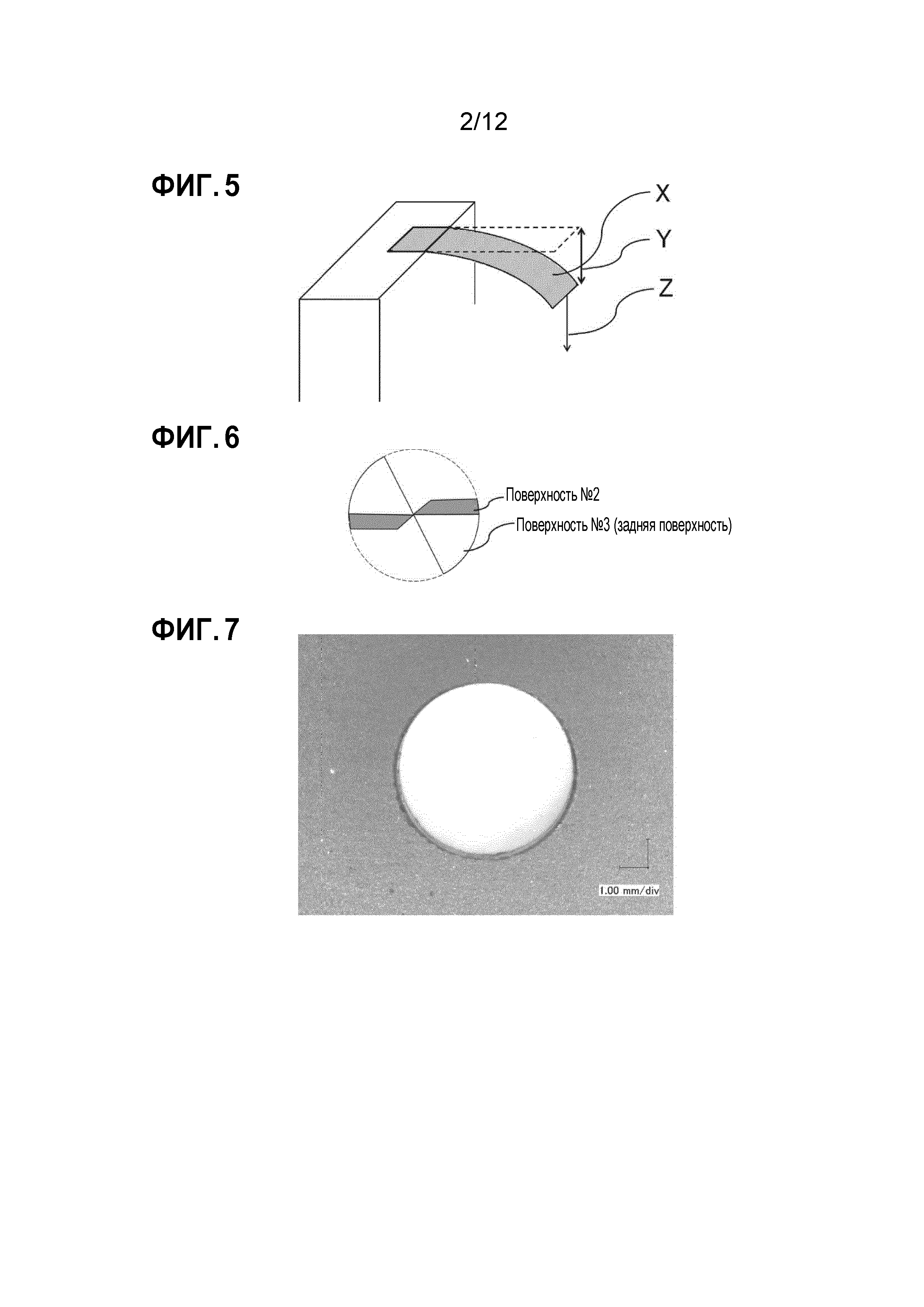
[Фиг. 5] Фиг. 5 показывает схему, иллюстрирующую способ для измерения гибкого объема.
[Фиг. 6] Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
[Фиг. 7] Фиг. 7 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Примере A1.
[Фиг. 8] Фиг. 8 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Примере A1.
[Фиг. 9] Фиг. 9 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки титановой пластины в Примере A13.
[Фиг. 10] Фиг. 10 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Сравнительном примере A1.
[Фиг. 11] Фиг. 11 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки титановой пластины в Сравнительном примере A5.
[Фиг. 12] Фиг. 12 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Сравнительном примере A1.
[Фиг. 13] Фиг. 13 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Примере B8.
[Фиг. 14] Фиг. 14 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Сравнительном примере B3.
[Фиг. 15] Фиг. 15 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки пластины из титанового сплава в Примере C1.
[Фиг. 16] Фиг. 16 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки пластины из титанового сплава в Сравнительном примере C1.
[Фиг. 17] Фиг. 17 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Примере D6.
[Фиг. 18] Фиг. 18 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Примере D6.
[Фиг. 19] Фиг. 19 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Сравнительном примере D1.
[Фиг. 20] Фиг. 20 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Сравнительном примере D1.
[Фиг. 21] Фиг. 21 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Примере E2.
[Фиг. 22] Фиг. 22 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Примере E2.
[Фиг. 23] Фиг. 23 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки титанового сплава в Сравнительном примере E1.
[Фиг. 24] Фиг. 24 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки титанового сплава в Сравнительном примере E1.
[Фиг. 25] Фиг. 25 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Примере F9.
[Фиг. 26] Фиг. 26 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Примере F9.
[Фиг. 27] Фиг. 27 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки CFRP в Сравнительном примере F2.
[Фиг. 28] Фиг. 28 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки CFRP в Сравнительном примере F2.
[Фиг. 29] Фиг. 29 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки титанового сплава в Примере G2.
[Фиг. 30] Фиг. 30 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки титанового сплава в Примере G2.
[Фиг. 31] Фиг. 31 показывает фотографию обработанной части (обработанного отверстия) во входной части после обработки титанового сплава в Сравнительном примере G1.
[Фиг. 32] Фиг. 32 показывает фотографию обработанной части (обработанного отверстия) в выходной части после обработки титанового сплава в Сравнительном примере G1.
[Фиг. 33] Фиг. 33 показывает фотографию, изображающую результаты испытания на прочность Примера HA2.
[Фиг. 34] Фиг. 34 показывает фотографию, изображающую результаты испытания на прочность Сравнительного примера HA2.
[Фиг. 35] Фиг. 35 показывает фотографию, изображающую результаты испытания на прочность Примера IA2.
[Фиг. 36] Фиг. 36 показывает фотографию, изображающую результаты испытания на прочность Сравнительного примера IA1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0021]
Далее будет подробно описан способ осуществления настоящего изобретения (далее именуемый «настоящим вариантом осуществления»). Однако настоящее изобретение не ограничивается настоящим вариантом осуществления, и могут быть сделаны различные изменения или модификации без отклонения от духа настоящего изобретения.
[0022]
[Смазочный материал для облегчения процесса механообработки]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления содержит высокомолекулярное соединение (A), имеющее средневесовую молекулярную массу 5 × 104 или выше и 1 × 106 или ниже, среднемолекулярное соединение (B), имеющее средневесовую молекулярную массу 1 × 103 или выше и ниже чем 5 × 104, а также углерод (C), имеющий средний размер частиц 100 мкм или больше.
[0023]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может использоваться в способе механообработки, содержащем стадию механообработки материала обрабатываемой детали режущим инструментом с обеспечением контакта смазочного материала для облегчения процесса механообработки с режущим инструментом и/или подлежащей обработке частью материала обрабатываемой детали. Форма смазочного материала для облегчения процесса механообработки особенно не ограничивается, при условии, что смазочный материал для облегчения процесса механообработки имеет форму, которая может использоваться в способе механообработки, который будет описан позже. Примеры этого включают в себя смазочный материал для облегчения процесса механообработки, имеющий форму листа, смазочный материал для облегчения процесса механообработки в состоянии блока, таком как форма круглого стержня или форма квадратного стержня, а также смазочный материал для облегчения процесса механообработки в расплавленном состоянии.
[0024]
Фиг. 1 показывает схему, иллюстрирующую один вариант осуществления смазочного материала для облегчения процесса механообработки настоящего варианта осуществления (см. также Фиг. 2-4). Как показано на Фиг. 1, смазочный материал для облегчения процесса 2 механообработки настоящего варианта осуществления используется в процессе механообработки (например, сверления) материала 1 обрабатываемой детали, в частности трудно поддающегося механообработке материала. В частности, на Фиг. 1 смазочный материал для облегчения процесса 2 механообработки размещается на поверхности материала 1 обрабатываемой детали, и материал 1 обрабатываемой детали обрабатывается с использованием режущего инструмента 3 со стороны смазочного материала для облегчения процесса 2 механообработки. Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может предпочтительно использоваться не только в том случае, когда обрабатываемая часть материала обрабатываемой детали имеет плоскую поверхность, но и в том случае, когда обрабатываемая часть имеет криволинейную поверхность (см. Фиг. 4). В частности, смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, который имеет высокомолекулярное соединение (A) и среднемолекулярное соединение (B), обладает превосходной гибкостью и свойствами следования обрабатываемой части, и обеспечивает процесс механообработки в плотном контакте с материалом обрабатываемой детали, имеющим криволинейную поверхность. Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления предпочтительно имеет такую конфигурацию, которая не ухудшает ни гибкости самого листа, ни свойств следования его обрабатываемой части, и в частности предпочтительно имеет форму, не содержащую толстой металлической фольги и т.п., хотя конфигурация особенно не ограничивается этим. Это дополнительно улучшает способность к механообработке материала обрабатываемой детали, имеющей криволинейную поверхность. Кроме того, смазочный материал для облегчения процесса механообработки, не содержащий металлической фольги, может предотвращать загрязнение материала обрабатываемой детали адгезией образующихся из фольги металлических отходов к материалу обрабатываемой детали. В результате этот процесс механообработки может формировать обработанную часть, обладающую более высоким качеством по сравнению с обычными процессами механообработки.
[0025]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может быть однослойным телом, содержащим только высокомолекулярное соединение (A), среднемолекулярное соединение (B) и углерод (C), имеющий средний размер частиц 100 мкм или больше, или может использоваться в форме многослойного тела, имеющего слой, содержащий высокомолекулярное соединение (A), среднемолекулярное соединение (B) и углерод (C), имеющий средний размер частиц 100 мкм или больше, а также дополнительный слой. Примеры дополнительного слоя включают в себя клейкий слой для улучшения адгезии между смазочным материалом для облегчения процесса механообработки и материалом обрабатываемой детали, а также защитный слой для предотвращения образования задиров на поверхности смазочного материала для облегчения процесса механообработки. Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления в форме многослойного тела или отлитый в форме листа может также упоминаться как «лист смазочного материала для облегчения процесса механообработки». Смазочный материал для облегчения процесса механообработки в форме многослойного тела, то есть лист смазочного материала для облегчения процесса механообработки, может иметь слой, состоящий из смазочного материала для облегчения процесса механообработки, и дополнительный слой.
[0026]
Применение смазочного материала для облегчения процесса механообработки настоящего варианта осуществления в процессе механообработки может уменьшать нагрузку на режущий инструмент (например, сверло), подавлять износ режущего инструмента и продлевать срок службы режущего инструмента. В результате затраты на режущие инструменты, количество замен режущего инструмента и т.п. могут быть уменьшены. Таким образом достигается процесс механообработки, обладающий превосходной производительностью. В этом контексте «процесс механообработки» особенно не ограничивается, при условии, что процесс механообработки является процессом механообработки материала обрабатываемой детали. Примеры этого включают в себя сверление, долбление, точение и разрезание. Среди них смазочный материал для облегчения процесса механообработки настоящего варианта осуществления является подходящим для сверления с использованием сверла.
[0027]
Кроме того, использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления в процессе механообработки армированного волокном композиционного материала может подавлять образование сколов или расщепления на периферии обработанной части. В результате может быть получена обработанная часть более высокого качества по сравнению с обычными способами.
[0028]
Кроме того, использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления в процессе механообработки трудно поддающегося механообработке металлического материала обеспечивает эффективное поглощение тепла, накапливающегося на периферии обрабатываемой части во время процесса механообработки. Это может препятствовать образованию заусенцев или сколов на периферии обработанной части благодаря накоплению тепла. Следовательно, процесс механообработки может быть выполнен с высоким качеством. Например, при сверлении можно формировать отверстия с большей производительностью и с более высоким качеством по сравнению с обычными методиками.
[0029]
«Обработанная часть» относится к пространству в материале обрабатываемой детали, из которого материал был удален режущим инструментом. «Обрабатываемая часть» материала обрабатываемой детали относится к удаляемой режущим инструментом части в материале обрабатываемой детали. «Периферия обработанной части» концептуально относится к обработанной части и ее окружению и концептуально включает в себя контактирующую с режущим инструментом (внутренние стенки и внешние края обработанной части) часть в материале обрабатываемой детали, а также окружающие ее части, на которые оказывает влияние механообработка. Например, в случае формирования отверстия (обработанной части) путем сверления периферия обработанной части включает в себя входной край и выходной край отверстия. В случае формования канавки путем долбления периферия обработанной части включает в себя край этой канавки. В случае механообработки поверхности материала обрабатываемой детали путем точения периферия обработанной части включает в себя контактирующую с режущим инструментом часть в материале обрабатываемой детали.
[0030]
Далее будет более подробно описана конфигурация смазочного материала для облегчения процесса механообработки настоящего варианта осуществления.
[0031]
[Высокомолекулярное соединение (A)]
Высокомолекулярное соединение (A) может функционировать как смазочный материал и способно проявлять эффекты улучшения маслянистости смазочного материала для облегчения процесса механообработки и подавления образования сколов, заусенцев или расщепления на периферии обработанной части. Высокомолекулярное соединение (A) может дополнительно функционировать в качестве формовочного агента и улучшает формуемость смазочного материала для облегчения процесса механообработки. Это позволяет придавать смазочному материалу для облегчения процесса механообработки различные формы, а также позволяет формировать монослой (слой (лист) может быть сформирован сам по себе без использования поддерживающего основного материала). Высокомолекулярное соединение (A) также имеет эффект улучшения способности к механообработке криволинейной поверхности за счет придания смазочному материалу для облегчения процесса механообработки свойств следования и прочности на разрыв.
[0032]
Высокомолекулярное соединение (A) особенно не ограничивается, при условии, что его средневесовая молекулярная масса составляет 5 × 104 или выше и 1 × 106 или ниже. Примеры такого соединения включают в себя растворимые в воде термопластичные смолы, нерастворимые в воде термопластичные смолы, растворимые в воде термореактивные смолы и нерастворимые в воде термореактивные смолы. Среди них предпочтительными являются растворимая в воде термопластичная смола и/или нерастворимая в воде термопластичная смола, и более предпочтительной является растворимая в воде термопластичная смола. Примеры растворимой в воде термопластичной смолы и нерастворимой в воде термопластичной смолы включают в себя, особенно не ограничиваясь этим, описанные ниже растворимые в воде смолы и нерастворимые в воде смолы. «Растворимая в воде смола» относится к высокомолекулярному соединению, которое растворяется в количестве 1 г или больше на 100 г воды при температуре 25°C и давлении 1 атм. Одно высокомолекулярное соединение (A) может использоваться отдельно, или два или более из них могут использоваться в комбинации.
[0033]
Использование растворимой в воде смолы улучшает свойства удаления отходов во время процесса механообработки за счет маслянистости растворимой в воде смолы. Кроме того, использование растворимой в воде смолы умеренно смягчает поверхностную твердость смазочного материала для облегчения процесса механообработки, и поэтому может дополнительно уменьшать нагрузку на режущий инструмент. Кроме того, полимерный компонент, присоединенный к обработанной части и ее окружению, может быть легко удален после процесса механообработки. Примеры растворимой в воде термопластичной смолы включают в себя, особенно не ограничиваясь этим: полиалкиленоксидные соединения, такие как полиэтиленоксид, полипропиленоксид и полиэтиленоксид-пропиленоксидные сополимеры; полиалкиленгликолевые соединения, такие как полиэтиленгликоль и полипропиленгликоль; сложноэфирные соединения полиалкиленгликоля; эфирные соединения полиалкиленгликоля; моностеаратные соединения полиалкиленгликоля, такие как моностеарат полиэтиленгликоля, моностеарат полипропиленгликоля и моностеарат полиглицерина; водорастворимые уретаны; водорастворимые полиэфирные смолы; водорастворимые сложные полиэфиры; поли(мет)акрилат натрия; полиакриламид; поливинилпирролидон; поливиниловый спирт; сахариды, такие как целлюлоза и ее производные; а также модифицированный полиамид. Среди них полиэтиленоксид, полиэтиленгликоль, и растворимая в воде полиэфирная смола являются предпочтительными с описанной выше точки зрения.
[0034]
Применение нерастворимой в воде смолы может увеличивать поверхностную твердость смазочного материала для облегчения процесса механообработки по сравнению с использованием растворимой в воде смолы. Это улучшает характеристики врезания сверла, например, во время сверления, позволяет создавать отверстия в намеченных местах, дополнительно улучшает жесткость смазочного материала для облегчения процесса механообработки, а также улучшает удобообрабатываемость. Примеры нерастворимой в воде термопластичной смолы включают в себя, особенно не ограничиваясь этим: уретановые полимеры; акриловые полимеры; винилацетатные полимеры; хлорвиниловые полимеры; полиэстерные полимеры; полистирольные смолы, представляемые полиэтиленовым воском, гомополимерами стирола (GPPS), бутадиенстирольными сополимерами (HIPS), и сополимерами стирола и (мет)акриловой кислоты (например, смолой MS); а также их сополимеры.
[0035]
Средневесовая молекулярная масса высокомолекулярного соединения (A) составляет 5 × 104 или выше, предпочтительно 6 × 104 или выше, более предпочтительно 1 × 105 или выше, и еще более предпочтительно 1,25 × 105 или выше. Кроме того, средневесовая молекулярная масса высокомолекулярного соединения (A) составляет 1 × 106 или ниже, предпочтительно 8 × 105 или ниже, более предпочтительно 7 × 105 или ниже, и еще более предпочтительно 6 × 105 или ниже. Когда средневесовая молекулярная масса высокомолекулярного соединения (A) составляет 5 × 104 или выше, формуемость смазочного материала для облегчения процесса механообработки дополнительно улучшается, и смазочному материалу для облегчения процесса механообработки могут быть приданы свойства следования и прочность на разрыв. Это может улучшить способность к механообработке криволинейной поверхности. Когда средневесовая молекулярная масса высокомолекулярного соединения (A) составляет 1 × 106 или ниже, дополнительно улучшается маслянистость. В случае использования двух или более высокомолекулярных соединений (A) предпочтительно, чтобы соответствующие средневесовые молекулярные массы этих соединений удовлетворяли описанной выше средневесовой молекулярной массе. В настоящем варианте осуществления средневесовая молекулярная масса может быть измерена способом, описанным в Примерах (то же самое справедливо и для дальнейшего описания).
[0036]
Высокомолекулярное соединение (A) может содержать высокомолекулярное соединение (A-1), имеющее средневесовую молекулярную массу 3 × 105 или выше и 1 × 106 или ниже, и/или высокомолекулярное соединение (A-2), имеющее средневесовую молекулярную массу 5 × 104 или выше и ниже чем 3 × 105, и предпочтительно содержит как высокомолекулярное соединение (A-1), так и высокомолекулярное соединение (A-2). Комбинированное использование высокомолекулярного соединения (A-1) и высокомолекулярного соединения (A-2) может дополнительно улучшать формуемость и маслянистость.
[0037]
Средневесовая молекулярная масса высокомолекулярного соединения (A-1) составляет 3 × 105 или выше, предпочтительно 4 × 105 или выше, более предпочтительно 4,5 × 105 или выше, и еще более предпочтительно 5 × 105 или выше. Кроме того, средневесовая молекулярная масса высокомолекулярного соединения (A-1) составляет 1 × 106 или ниже, предпочтительно 8 × 105 или ниже, более предпочтительно 7 × 105 или ниже, и еще более предпочтительно 6 × 105 или ниже.
[0038]
Содержание высокомолекулярного соединения (A-1) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 5 массовых частей или больше, более предпочтительно 10 массовых частей или больше, еще более предпочтительно 15 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Кроме того, содержание высокомолекулярного соединения (A-1) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 35 массовых частей или меньше, более предпочтительно 30 массовых частей или меньше, еще более предпочтительно 25 массовых частей или меньше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Когда содержание высокомолекулярного соединения (A-1) составляет 5 массовых частей или больше, формуемость может быть дополнительно улучшена. Кроме того, возможно улучшить свойства следования и прочность на разрыв смазочного материала для облегчения процесса механообработки и улучшить способность к механообработке криволинейной поверхности. Когда содержание высокомолекулярного соединения (A-1) составляет 35 массовых частей или меньше, маслянистость может быть дополнительно улучшена.
[0039]
Средневесовая молекулярная масса высокомолекулярного соединения (A-2) составляет 5 × 104 или выше, предпочтительно 6 × 104 или выше, более предпочтительно 1 × 105 или выше, и еще более предпочтительно 1,25 × 105 или выше. Кроме того, средневесовая молекулярная масса высокомолекулярного соединения (A-2) составляет меньше чем 3 × 105, предпочтительно 2,5 × 105 или ниже, и более предпочтительно 2 × 105 или ниже.
[0040]
Содержание высокомолекулярного соединения (A-2) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 5 массовых частей или больше, более предпочтительно 10 массовых частей или больше, еще более предпочтительно 15 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Кроме того, содержание высокомолекулярного соединения (A-2) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 35 массовых частей или меньше, более предпочтительно 30 массовых частей или меньше, еще более предпочтительно 25 массовых частей или меньше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Когда содержание высокомолекулярного соединения (A-2) составляет 5 массовых частей или больше, маслянистость может быть дополнительно улучшена. Когда содержание высокомолекулярного соединения (A-2) составляет 35 массовых частей или меньше, формуемость может быть дополнительно улучшена.
[0041]
Содержание высокомолекулярного соединения (A) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 10 массовых частей или больше, более предпочтительно 20 массовых частей или больше, еще более предпочтительно 25 массовых частей или больше, и еще более предпочтительно 30 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Кроме того, содержание высокомолекулярного соединения (A) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 60 массовых частей или меньше, более предпочтительно 55 массовых частей или меньше, еще более предпочтительно 50 массовых частей или меньше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Когда содержание высокомолекулярного соединения (A) составляет 10 массовых частей или больше, маслянистость может быть дополнительно улучшена. Когда содержание высокомолекулярного соединения (A) составляет 10 массовых частей или больше, возможно улучшить свойства следования и прочность на разрыв, а также улучшить способность к механообработке криволинейной поверхности. Когда содержание высокомолекулярного соединения (A) составляет 65 массовых частей или меньше, формуемость может быть дополнительно улучшена.
[0042]
[Среднемолекулярное соединение (B)]
Среднемолекулярное соединение (B) может функционировать как смазочный материал и способно проявлять эффекты улучшения маслянистости смазочного материала для облегчения процесса механообработки и уменьшения образования сколов, заусенцев или расщепления на периферии обработанной части.
[0043]
Среднемолекулярное соединение (B) особенно не ограничивается, при условии, что его средневесовая молекулярная масса составляет 1 × 103 или выше и ниже чем 5 × 104. Примеры такого соединения включают в себя растворимые в воде термопластичные смолы, нерастворимые в воде термопластичные смолы, растворимые в воде термореактивные смолы и нерастворимые в воде термореактивные смолы. Среди них предпочтительными являются растворимая в воде термопластичная смола или нерастворимая в воде термопластичная смола, и более предпочтительной является растворимая в воде термопластичная смола. Например, смолы, которые представляют собой смолы тех же самых типов, что и описанные выше растворимая в воде смола и нерастворимая в воде смола, и имеют средневесовую молекулярную массу 1 × 103 или выше и ниже чем 5 × 104, могут использоваться в качестве растворимой в воде термопластичной смолы и нерастворимой в воде термопластичной смолы. Одно среднемолекулярное соединение (B) может использоваться отдельно, или два или более из них могут использоваться в комбинации.
[0044]
Примеры среднемолекулярного соединения (B) включают в себя, особенно не ограничиваясь этим: соединения полиалкиленгликоля, такие как полиэтиленгликоль, полипропиленгликоль, и политетраметиленгликоль; соединения простого моноэфира полиалкиленоксида, такие как олеиловый эфир полиэтиленоксида, цетиловый эфир полиэтиленоксида, стеариловый эфир полиэтиленоксида, лауриловый эфир полиэтиленоксида, нонилфениловый эфир полиэтиленоксида и октилфениловый эфир полиэтиленоксида; моностеаратные соединения полиалкиленоксида, такие как моностеарат полиэтиленоксида, моностеарат сорбитана полиэтиленоксида и моностеарат полиглицерина; а также полиалкиленоксидные соединения, такие как полиэтиленоксид, полипропиленоксид и сополимеры полиэтиленоксида и пропиленоксида. Из них предпочтительным является моностеарат полиэтиленоксида. использование такого среднемолекулярного соединения (B) может дополнительно улучшить маслянистость.
[0045]
Средневесовая молекулярная масса среднемолекулярного соединения (B) составляет 1 × 103 или выше, предпочтительно 1,25 × 103 или выше, более предпочтительно 1,5 × 103 или выше, еще более предпочтительно 2 × 103 или выше, еще более предпочтительно 2,5 × 103 или выше, и особенно предпочтительно 3 × 103 или выше. Кроме того, средневесовая молекулярная масса среднемолекулярного соединения (B) составляет меньше чем 5 × 104, предпочтительно 2,5 × 104 или ниже, более предпочтительно 2 × 104 или ниже, еще более предпочтительно 1 × 104 или ниже, еще более предпочтительно 7,5 × 103 или ниже, и особенно предпочтительно 5 × 103 или ниже. Когда средневесовая молекулярная масса среднемолекулярного соединения (B) составляет 1 × 103 или выше, дополнительно улучшается формуемость. Когда средневесовая молекулярная масса среднемолекулярного соединения (B) составляет меньше чем 5 × 104, дополнительно улучшается маслянистость.
[0046]
Содержание среднемолекулярного соединения (B) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 10 массовых частей или больше, более предпочтительно 20 массовых частей или больше, и еще более предпочтительно 30 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Кроме того, содержание среднемолекулярного соединения (B) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 75 массовых частей или меньше, более предпочтительно 60 массовых частей или меньше, еще более предпочтительно 45 массовых частей или меньше, и еще более предпочтительно 40 массовых частей или меньше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Когда содержание среднемолекулярного соединения (B) составляет 10 массовых частей или больше, маслянистость может быть дополнительно улучшена. Когда содержание среднемолекулярного соединения (B) составляет 75 массовых частей или меньше, формуемость может быть дополнительно улучшена.
[0047]
Высокомолекулярное соединение (A) и среднемолекулярное соединение (B), которые отличаются по молекулярной массе, могут также отличаться по их соответствующим вязкостям расплава и температурам плавления. Использование одного только высокомолекулярного соединения (A), например, уменьшает формуемость или маслянистость смазочного материала для облегчения процесса механообработки из-за слишком высокой вязкости или слишком высокой температуры плавления смазочного материала для облегчения процесса механообработки, но при комбинированном использовании такого высокомолекулярного соединения (A) и среднемолекулярного соединения (B) это может быть подавлено. В дополнение к этому, хотя использование одного только среднемолекулярного соединения (B) уменьшает формуемость или маслянистость смазочного материала для облегчения процесса механообработки из-за слишком низкой вязкости или слишком низкой температуры плавления смазочного материала для облегчения процесса механообработки, это может быть подавлено.
[0048]
Из описанных выше предпочтительной является комбинация высокомолекулярного соединения (A), которое представляет собой термопластичную смолу, имеющую средневесовую молекулярную массу 5 × 104 или выше и 1 × 106 или ниже, и среднемолекулярного соединения (B), которое представляет собой термопластичную смолу, имеющую средневесовую молекулярную массу 1 × 103 или выше и 2 × 104 или ниже.
[0049]
[Углерод (C)]
Углерод (C) может функционировать как твердый смазочный материал и способен проявлять эффекты улучшения маслянистости смазочного материала для облегчения процесса механообработки и продления срока службы режущего инструмента. Кроме того, углерод (C) существует в твердом состоянии, имея некоторый объем при температуре процесса механообработки, и поэтому может поддерживать маслянистость во время процесса механообработки. Углерод (C) особенно не ограничивается, при условии, что его средний размер частиц составляет 100 мкм или больше. Примеры такого углерода включают в себя натуральный графит, искусственный графит, активированный уголь, ацетиленовую сажу, сажу, коллоидный графит, пиролитический графит, вспученный графит и чешуйчатый графит. Среди них предпочтительным является углерод (C) в форме чешуек. Углерод (C) в форме чешуек может дополнительно улучшать характеристику уменьшения износа. Углерод (C) одной разновидности может использоваться отдельно, или две или больше его разновидностей могут использоваться в комбинации.
[0050]
В процессе механообработки, в частности в непрерывном процессе механообработки, использующем смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, углерод (C) прикрепляется к поверхности или канавке режущего инструмента и к стороне обработанной части (например, обработанного отверстия) в материале обрабатываемой детали, проявляя тем самым маслянистость. В этом случае углерод (C) меньше изменяется в объеме и твердости при изменении температуры по сравнению с высокомолекулярным соединением (A) и среднемолекулярным соединением (B), и поэтому может сохранять постоянный объем и твердость в процессе механообработки, даже если температура режущего инструмента или обрабатываемой площадки повышается. В частности, углерод (C) может обычно находиться между режущим инструментом и материалом обрабатываемой детали в процессе механообработки, чтобы тем самым улучшать маслянистость и проявлять эффекты, аналогичные эффектам подшипников. Следовательно, углерод (C) является эффективным для подавления износа режущего инструмента. Углерод (C) имеет умеренно высокую твердость по сравнению с другими твердыми смазочными материалами, и поэтому обладает превосходными эффектами подшипника, описанными выше, а также превосходной маслянистостью. Следовательно, проблемы, связанные с процессом механообработки, такие как ускорение износа вершины режущего инструмента или сколы на вершине режущего инструмента, подавляются.
[0051]
Средний размер частиц углерода (C) составляет 100 мкм или больше, предпочтительно 125 мкм или больше, более предпочтительно 150 мкм или больше, еще более предпочтительно 175 мкм или больше, еще более предпочтительно 200 мкм или больше, и наиболее предпочтительно 225 мкм или больше. Кроме того, средний размер частиц углерода (C) предпочтительно составляет 1000 мкм или меньше, более предпочтительно 750 мкм или меньше, еще более предпочтительно 500 мкм или меньше, и особенно предпочтительно 300 мкм или меньше. Когда средний размер частиц углерода (C) составляет 100 мкм или больше, маслянистость и формуемость дополнительно улучшаются. Когда средний размер частиц углерода (C) составляет 100 мкм или больше, можно дополнительно улучшить свойства следования и прочность на разрыв, а также улучшить способность к механообработке криволинейной поверхности. Когда средний размер частиц углерода (C) составляет 1000 мкм или меньше, можно дополнительно подавить износ режущего инструмента. В случае включения двух или более видов углерода (C) предпочтительно, чтобы соответствующие средние размеры частиц углерода (C) удовлетворяли описанному выше диапазону.
[0052]
В настоящем варианте осуществления средний размер частиц углерода (C) относится к медианному размеру. Медианный размер означает диаметр частицы, который получается из кумулятивной кривой распределения (численного) размеров частиц в точке 50% высоты этой кривой (значение D50), и может быть измерен с помощью способа, описанного в Примерах.
[0053]
Содержание углерода (C) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 5 массовых частей или больше, более предпочтительно 15 массовых частей или больше, еще более предпочтительно 20 массовых частей или больше, еще более предпочтительно 25 массовых частей или больше, и особенно предпочтительно 30 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Кроме того, содержание углерода (C) в смазочном материале для облегчения процесса механообработки предпочтительно составляет 70 массовых частей или меньше, более предпочтительно 65 массовых частей или меньше, еще более предпочтительно 60 массовых частей или меньше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C). Когда содержание углерода (C) составляет 5 массовых частей или больше, маслянистость может быть дополнительно улучшена. Когда содержание углерода (C) составляет 70 массовых частей или меньше, формуемость может быть дополнительно улучшена. В частности, когда содержание углерода (C) составляет 5 массовых частей или больше и 70 массовых частей или меньше, можно улучшить свойства следования и прочность на разрыв смазочного материала для облегчения процесса механообработки и улучшить способность к механообработке криволинейной поверхности. Когда содержание углерода (C) находится в описанном выше диапазоне, можно дополнительно уменьшить нагрузку на режущий инструмент и дополнительно подавить образование заусенцев или сколов на периферии обработанной части.
[0054]
[Дополнительный компонент]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может опционально содержать дополнительный компонент. Примеры дополнительного компонента включают в себя компоненты для улучшения маслянистости, компоненты для улучшения формуемости листа, пластификаторы, смягчители, кондиционеры поверхности, выравнивающие агенты, антистатики, эмульгаторы, пеногасители, восковые добавки, связующие вещества, модификаторы реологии, антисептики, фунгициды, антиоксиданты, светостабилизаторы, зародышеобразователи, органические наполнители, неорганические наполнители, твердые смазочные материалы, термостабилизаторы и пигменты.
[0055]
Примеры компонентов для улучшения маслянистости включают в себя, особенно не ограничиваясь этим: амидные соединения, иллюстрируемые этиленбисстеарамидом, амидом олеиновой кислоты, амидом стеариновой кислоты и метиленбисстеарамидом; соединения жирных кислот, иллюстрируемые лауриновой кислотой, стеариновой кислотой, пальмитиновой кислотой и олеиновой кислотой; сложноэфирные соединения жирных кислот, иллюстрируемые бутилстеаратом, бутилолеатом и гликольлауратом; алифатические углеводородные соединения, иллюстрируемые жидким парафином; а также высшие алифатические спирты, иллюстрируемые олеиловым спиртом. Может быть выбран по меньшей мере один из этих компонентов для улучшения маслянистости.
[0056]
Примеры компонентов для улучшения формуемости листа включают в себя, особенно не ограничиваясь этим, эпоксидные смолы, фенольные смолы, цианатные смолы, меламиновые смолы, карбамидные смолы, а также термореактивный полиимид, которые являются термореактивными смолами. Может быть выбран по меньшей мере один из этих компонентов для улучшения формуемости.
[0057]
Когда смазочный материал для облегчения процесса механообработки помещается на криволинейную поверхность материала обрабатываемой детали, пластификатор или смягчитель, содержащийся в смазочном материале для облегчения процесса механообработки, может подавлять образование трещин в смазочном материале для облегчения процесса механообработки, например, за счет смягчения напряжения или деформации смазочного материала для облегчения процесса механообработки, и может дополнительно улучшать свойства следования криволинейной поверхности. Примеры пластификатора или смягчителя включают в себя, особенно не ограничиваясь этим, сложный эфир фталевой кислоты, сложный эфир адипиновой кислоты, сложный эфир тримеллитовой кислоты, полиэстер, сложный эфир фосфорной кислоты, сложный эфир лимонной кислоты, эпоксидированное растительное масло, а также сложный эфир себациновой кислоты.
[0058]
Примеры твердых смазочных материалов, отличающихся от углерода (C), включают в себя, особенно не ограничиваясь этим, дисульфид молибдена, дисульфид вольфрама, соединения молибдена, политетрафторэтилен и полиимид.
[0059]
Гибкий объем смазочного материала для облегчения процесса механообработки настоящего варианта осуществления предпочтительно составляет 5 мм или больше, более предпочтительно 10 мм или больше, и еще более предпочтительно 15 мм или больше. Верхний предел гибкого объема особенно не ограничивается, и предпочтительно составляет 100 мм или меньше, более предпочтительно 50 мм или меньше, и еще более предпочтительно 25 мм или меньше. Когда гибкий объем составляет 5 мм или больше, свойства следования и прочность на разрыв могут быть дополнительно улучшены. Гибкий объем можно регулировать в сторону увеличения, увеличивая содержание высокомолекулярного соединения (A), используя высокомолекулярное соединение (A), имеющее более высокую средневесовую молекулярную массу, увеличивая содержание углерода (C), или используя углерод (C), имеющий больший средний размер частиц. В частности для того, чтобы увеличить гибкий объем смазочного материала для облегчения процесса механообработки, предпочтительно, чтобы: содержание высокомолекулярного соединения (A) составляло 10 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C); средневесовая молекулярная масса (Mw) высокомолекулярного соединения (A) составляла 5 × 104 или выше; содержание углерода (C) составляло 5 массовых частей или больше на 100 массовых частей в сумме высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C); или средний размер частиц углерода (C) составлял 100 мкм или больше. Гибким объемом можно также управлять с помощью толщины смазочного материала для облегчения процесса механообработки.
[0060]
Гибкий объем может быть измерен с помощью способа, описанного в Примерах. В частности, как показано на Фиг. 5, смазочный материал X для облегчения процесса механообработки, имеющий ширину 30 мм и длину 150 мм, крепится удерживающим зажимом так, чтобы выступать на 100 мм. Затем нагрузка Z величиной 25 г прикладывается к концевой части смазочного материала X для облегчения процесса механообработки. Смещение Y от положения смазочного материала X для облегчения процесса механообработки без нагрузки Z определяется в качестве гибкого объема смазочного материала для облегчения процесса механообработки. Когда лист смазочного материала для облегчения процесса механообработки отрезается от точки опоры, в которой лист смазочного материала для облегчения процесса механообработки был закреплен удерживающим зажимом, невозможно измерить гибкий объем.
[0061]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, имеющий описанную выше конфигурацию, обладает превосходными свойствами следования материалу обрабатываемой детали (в частности, трудно поддающемуся механообработке материалу, имеющему криволинейную поверхность), а также прочностью на разрыв. Следовательно, смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может предпочтительно использоваться для материалов обрабатываемой детали, имеющих различные поверхностные формы. Например, смазочный материал для облегчения процесса механообработки может предпочтительно использоваться не только в том случае, когда обрабатываемая часть материала обрабатываемой детали имеет плоскую поверхность, но и в том случае, когда обрабатываемая часть имеет криволинейную поверхность.
[0062]
В частности, смазочный материал для облегчения процесса механообработки обладает превосходными свойствами следования обрабатываемой части, и поэтому позволяет проводить процесс механообработки в плотном контакте смазочного материала для облегчения процесса механообработки с материалом обрабатываемой детали, имеющим криволинейную поверхность. Кроме того, смазочный материал для облегчения процесса механообработки обладает превосходной прочностью на разрыв и достигает плотного контакта с различными криволинейными поверхностями без образования трещин и т.п., а также без образования какого-либо пространства между ним и обрабатываемой частью материала обрабатываемой детали. Смазочный материал для облегчения процесса механообработки действует как смазочный материал, и поэтому может уменьшать нагрузку на режущий инструмент в процессе механообработки за счет плотного контакта смазочного материала для облегчения процесса механообработки с обрабатываемой частью материала обрабатываемой детали без какого-либо пространства. В результате смазочный материал для облегчения процесса механообработки может более эффективно проявлять эффект подавления образования заусенцев, сколов или расщепления на периферии обработанной части, и обеспечивает процесс механообработки с превосходной производительностью. В настоящем варианте осуществления «свойства следования» относятся к свойствам, за счет которых смазочный материал для облегчения процесса механообработки входит в плотный контакт с материалом обрабатываемой детали в соответствии с поверхностной формой материала обрабатываемой детали. «Прочность на разрыв» относится к жесткости (прочности и вытягиваемости) смазочного материала для облегчения процесса механообработки при его напряжении.
[0063]
Предпочтительно, чтобы смазочный материал для облегчения процесса механообработки настоящего варианта осуществления не содержал металлической фольги. Это может предотвратить загрязнение обработанной части материала обрабатываемой детали адгезией образующихся из фольги металлических отходов к обработанной части материала обрабатываемой детали. В результате может быть получен продукт процесса механообработки, обладающий превосходным качеством обработанной части.
[0064]
[Клейкий слой]
Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может иметь на своей поверхности клейкий слой, который будет приведен в контакт с материалом обрабатываемой детали. Этот клейкий слой может дополнительно улучшать адгезию между смазочным материалом для облегчения процесса механообработки и материалом обрабатываемой детали.
[0065]
Компонент, составляющий клейкий слой, особенно не ограничивается, и представляет собой, например, термопластичную смолу и/или термореактивную смолу. Примеры термопластичной смолы включают в себя, особенно не ограничиваясь этим, уретановые полимеры, акриловые полимеры, винилацетатные полимеры, хлорвиниловые полимеры, полиэстерные полимеры, а также их сополимеры. Примеры термореактивной смолы включают в себя, особенно не ограничиваясь этим, смолы, такие как фенольные смолы, эпоксидные смолы, меламиновые смолы, карбамидные смолы, ненасыщенные полиэстерные смолы, алкидные смолы, полиуретан, термореактивный полиимид и цианатные смолы. Из них предпочтительным является акриловый полимер, потому что он не пачкает материал обрабатываемой детали и может легко прилипать при обычной температуре. Более предпочтительными являются чувствительные к давлению клейкие вещества с растворителем и чувствительные к давлению клейкие вещества на основе акриловой эмульсии (водной).
[0066]
Клейкий слой может опционально содержать в качестве компонентов клеящего слоя агент, предотвращающий деградацию, такой как антиоксидант, и неорганический наполнитель, такой как карбонат кальция, тальк или диоксид кремния.
[0067]
Когда смазочный материал для облегчения процесса механообработки удаляется с материала обрабатываемой детали после процесса механообработки, общее количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, присоединившихся к материалу обрабатываемой детали, предпочтительно составляет 1,0 × 10-8 г или меньше, более предпочтительно 5,0 × 10-9 г или меньше на мм2 суммы площади контакта между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части. Нижний предел общего количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, присоединившихся к материалу обрабатываемой детали, особенно не ограничивается и предпочтительно равен нулю. В этом контексте «площадь обработанной части» относится к внутренней части обработанного отверстия (обработанной части), сформированного, например, путем сверления.
[0068]
[Толщина]
Толщина смазочного материала для облегчения процесса механообработки, исключая клейкий слой, особенно не ограничивается и подходящим образом выбирается в соответствии со способом механообработки для процесса механообработки материала обрабатываемой детали, способом отрезания, площадью или объемом обрабатываемой части, типом режущего инструмента, конфигурацией или толщиной материала обрабатываемой детали и т.д. Толщина смазочного материала для облегчения процесса механообработки предпочтительно составляет 0,1 мм или больше, более предпочтительно 0,2 мм или больше, и еще более предпочтительно 0,5 мм или больше. Кроме того, толщина смазочного материала для облегчения процесса механообработки предпочтительно составляет 20 мм или меньше, более предпочтительно 10 мм или меньше, и еще более предпочтительно 5 мм или меньше. Когда толщина смазочного материала для облегчения процесса механообработки составляет 0,1 мм или больше, можно получить достаточное уменьшение напряжения при механообработке, снижение нагрузки на режущий инструмент, а также дополнительно подавить разрушение сверла и т.п. Когда толщина смазочного материала для облегчения процесса механообработки составляет 20 мм или меньше, можно уменьшить скручивание смазочного материала для облегчения процесса механообработки вокруг режущего инструмента и дополнительно подавить образование трещин в смазочном материале для облегчения процесса механообработки.
[0069]
Смола, содержащаяся в смазочном материале для облегчения процесса механообработки, не должна служить связующим веществом для отходов механообработки. Существует тенденция предотвращать оставление отходов механообработки в обработанной части. Это, как правило, способно подавить увеличение внутренней нерегулярности обработанной части. Вкратце, маслянистость может быть улучшена за счет обеспечения надлежащего состава и толщины смазочного материала для облегчения процесса механообработки. Устранение отходов резания через канавку сверла может быть оптимизировано, например, для сверления. Для дальнейшего получения эффектов настоящего изобретения предпочтительно соответствующим образом регулировать общую толщину смазочного материала для облегчения процесса механообработки в указанном выше диапазоне. Множество тонких смазочных материалов для облегчения процесса механообработки может быть наслоено для использования.
[0070]
Толщина клейкого слоя особенно не ограничивается и предпочтительно составляет 0,01 мм или больше, более предпочтительно 0,05 мм или больше. Кроме того, толщина клейкого слоя предпочтительно составляет 5 мм или меньше, более предпочтительно 2,5 мм или меньше.
[0071]
Толщина каждого слоя, составляющего смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, измеряется следующим образом: сначала смазочный материал для облегчения процесса механообработки отрезается в направлении толщины с использованием устройства для полировки поперечного сечения (CROSS-SECTION POLISHER SM-09010 производства компании JEOL Ltd. DATUM Solution Business Operations) или ультрамикротома (EM UC7 производства компании Leica Camera AG). Затем плоскость сечения наблюдается в направлении, перпендикулярном к плоскости сечения, с использованием сканирующего электронного микроскопа (SEM) (VE-7800 производства компании Keyence Corp.) для того, чтобы измерить толщину каждого слоя, составляющего смазочный материал для облегчения процесса механообработки. При этой операции измеряются толщины в 5 точках в поле зрения, и их среднее значение используется в качестве толщины каждого слоя.
[0072]
[Способ для производства смазочного материала для облегчения процесса механообработки]
Способ для производства смазочного материала для облегчения процесса механообработки настоящего варианта осуществления особенно не ограничивается, и может широко использоваться обычный способ, известный в данной области техники для литья под давлением полимерного состава, содержащего смолу, такую как полимерный материал, и наполнитель (например, неорганический наполнитель), в форму листа или в форму блока, такого как круглый стержень или квадратный стержень. Примеры такого способа производства включают в себя: способ, который использует смешивание высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C) в присутствии или в отсутствие растворителя, нанесение этой смеси на подложку, отверждение этой смеси путем охлаждения для того, чтобы сформировать лист, а затем отслаивания подложки для того, чтобы получить смазочный материал для облегчения процесса механообработки; а также способ, который использует смешивание высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C) в присутствии или в отсутствие растворителя, экструзионное формование этой смеси в форму листа и вытягивание этого листа, в случае необходимости, для получения смазочного материала для облегчения процесса механообработки.
[0073]
Когда смазочный материал для облегчения процесса механообработки представляет собой упомянутое выше многослойное тело (например, лист смазочного материала для облегчения процесса механообработки, имеющий клейкий слой и/или защитный слой), примеры способа для производства такого многослойного тела включают в себя, особенно не ограничиваясь этим: способ, который использует предварительную подготовку одного слоя и прямое формирование другого слоя по меньшей мере на одной его стороне; а также способ, который использует ламинирование заранее подготовленных одного слоя и другого слоя с помощью способа ламинирования, использующего клейкую смолу или тепло.
[0074]
Способ для формирования клейкого слоя на поверхности смазочного материала для облегчения процесса механообработки особенно не ограничивается, при условии, что этот способ известен в данной области техники и используется промышленным образом. Конкретные примеры этого включают в себя: способ, который использует формирование клейкого слоя с помощью валика, путем нанесения покрытия поливом, путем распыления и т.п.; а также способ, который использует предварительное формирование клейкого слоя, имеющего желаемую толщину, с использованием валика, Т-образной экструзионной головки и т.п. Толщина клейкого слоя особенно не ограничивается, и оптимальная толщина может быть подходящим образом выбрана в соответствии с кривизной материала обрабатываемой детали и конфигурацией смазочного материала для облегчения процесса механообработки.
[0075]
В случае производства смазочного материала для облегчения процесса механообработки в расплавленном состоянии примеры способов его производства включают в себя: способ, использующий в качестве смазочного материала для облегчения процесса механообработки полимерную композицию, получаемую путем смешивания смолы и наполнителя; а также способ, использующий в качестве смазочного материала для облегчения процесса механообработки полимерную композицию, получаемую путем смешивания смолы, наполнителя и растворителя.
[0076]
[Способ механообработки]
Способ механообработки настоящего варианта осуществления содержит стадию механообработки для формирования обработанной части путем механообработки материала обрабатываемой детали режущим инструментом с одновременным обеспечением контакта смазочного материала для облегчения процесса механообработки с режущим инструментом и/или обрабатываемой частью материала обрабатываемой детали, причем материал обрабатываемой детали содержит армированный волокном композиционный материал, трудно поддающийся механообработке металлический материал или композит из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала.
[0077]
В этом контексте примеры фразы «обеспечение контакта» включают в себя, особенно не ограничиваясь этим, случай, в котором после стадии присоединения смазочного материала для облегчения процесса механообработки к режущему инструменту перед процессом механообработки стадия механообработки выполняется с присоединенным к режущему инструменту смазочным материалом для облегчения процесса механообработки, случай, в котором после стадии обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с обрабатываемой частью материала обрабатываемой детали обрабатываемая часть материала обрабатываемой детали подвергается механообработке со стороны смазочного материала для облегчения процесса механообработки, а также комбинацию этих случаев.
[0078]
«Процесс механообработки» особенно не ограничивается, при условии, что процесс механообработки является процессом механообработки материала обрабатываемой детали. Примеры этого включают в себя сверление, долбление, точение и разрезание. Из них предпочтительным является сверление с использованием сверла (в дальнейшем также называемое просто «сверлением»).
[0079]
Способ механообработки настоящего варианта осуществления включает в себя, не ограничиваясь этим, например, описанные ниже варианты осуществления. Далее каждый из этих вариантов осуществления будет описан отдельно.
(Вариант осуществления 1) Когда стадия механообработки представляет собой стадию формирования обработанной части (например, обработанного отверстия), имеющей выход и вход режущего инструмента, и этот вариант осуществления имеет перед стадией механообработки стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с планируемой выходной частью и/или планируемой входной частью в материале обрабатываемой детали (см. Фиг. 1 и 2).
(Вариант осуществления 1-1) Вариант осуществления, в котором на стадии обеспечения плотного контакта варианта осуществления 1 смазочный материал для облегчения процесса механообработки предварительно плотно контактирует с планируемой частью входа режущего инструмента в материале обрабатываемой детали.
(Вариант осуществления 1-2) Вариант осуществления, в котором на стадии обеспечения плотного контакта варианта осуществления 1 смазочный материал для облегчения процесса механообработки предварительно плотно контактирует с планируемой частью выхода режущего инструмента в материале обрабатываемой детали.
(Вариант осуществления 2) Вариант осуществления, имеющий перед стадией механообработки стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с режущим инструментом.
(Вариант осуществления 3) Вариант осуществления, в котором на стадии механообработки обработанная часть формируется путем механообработки материала обрабатываемой детали, находящейся в плотном контакте со смазочным материалом для облегчения процесса механообработки в таком состоянии, в котором другой смазочный материал для облегчения процесса механообработки находится в контакте с режущим инструментом (см. Фиг. 3).
[0080]
[Вариант осуществления 1]
Когда стадия механообработки представляет собой стадию формирования обработанной части (например, обработанного отверстия), имеющей выход и вход режущего инструмента, способ механообработки варианта осуществления 1 содержит перед стадией механообработки стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с планируемой выходной частью и/или планируемой входной частью в материале обрабатываемой детали. В этом контексте термин «планируемая выходная часть» может использоваться взаимозаменяемо с поверхностью, служащей в качестве выхода, если эта часть представляет собой поверхность. Соответственно термин «планируемая входная часть» может использоваться взаимозаменяемо с поверхностью, служащей в качестве входа.
[0081]
При сверлении окрестности краев будущего отверстия (обработанной части) соответствуют «планируемой входной части» и «планируемой выходной части». При строгании канавки окрестности краев будущей канавки (обработанной части) соответствуют «планируемой входной части» режущего инструмента. При токарной обработке окрестности поверхности материала обрабатываемой детали соответствуют «планируемой входной части» режущего инструмента. При отрезании окрестности краев будущей обработанной поверхности соответствуют «планируемой входной части» и «планируемой выходной части».
[0082]
Фиг. 1 и Фиг. 2 показывают схему, иллюстрирующую один вариант осуществления способа механообработки настоящего варианта осуществления. Как показано на Фиг. 1 и Фиг. 2, смазочный материал 2 для облегчения процесса механообработки используется в процессе механообработки материала 1 обрабатываемой детали, в частности трудно поддающегося механообработке материала.
[0083]
[Вариант осуществления 1-1]
В варианте осуществления 1-1 смазочный материал 2 для облегчения процесса механообработки предварительно приводится в плотный контакт с той частью материала 1 обрабатываемой детали, которая будет входом режущего инструмента 3, и материал 1 обрабатываемой детали обрабатывается режущим инструментом 3 (см. Фиг. 1). В этом случае смазочный материал 2 для облегчения процесса механообработки входит в контакт с режущим инструментом 3 раньше материала 1 обрабатываемой детали.
[0084]
Смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место входа режущего инструмента, чтобы тем самым передать смазочный компонент смазочного материала для облегчения процесса механообработки на кончик инструмента непосредственно перед обработкой. Следовательно, смазочный эффект смазочного материала для облегчения процесса механообработки проявляется более эффективно. Смазочный материал для облегчения процесса механообработки, помещенный на планируемую входную часть отверстия, также действует в качестве буферного материала при входе режущего инструмента в материал обрабатываемой детали, и может подавлять образование сколов на периферии обработанной части. Это может дополнительно уменьшить нагрузку на режущий инструмент, подавить износ режущего инструмента и продлить срок службы режущего инструмента. В результате затраты на режущие инструменты, количество замен режущего инструмента и т.п. могут быть уменьшены. Таким образом достигается процесс механообработки, обладающий превосходной производительностью. В частности, для непрерывного процесса механообработки, режущий инструмент однократно контактирует со смазочным материалом для облегчения процесса механообработки, помещенный на планируемое место входа режущего инструмента, так что смазочный материал для облегчения процесса механообработки присоединяется к режущему инструменту. Следовательно, эффекты уменьшения нагрузки на режущий инструмент, подавления износа и продления срока службы могут быть получены при последующей обработке. Как было упомянуто выше, для этого непрерывного процесса механообработки режущий инструмент однократно контактирует со смазочным материалом для облегчения процесса механообработки, помещенным на планируемое место входа режущего инструмента, так что смазочный материал для облегчения процесса механообработки присоединяется к режущему инструменту. Следовательно, эффекты смазочного материала для облегчения процесса механообработки также проявляются на той части, которая будет выходом режущего инструмента, в дополнение к той части, которая является входом режущего инструмента. В результате образование сколов, заусенцев, или расщепления на периферии обработанной части может быть подавлено.
[0085]
Смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место входа режущего инструмента в материал обрабатываемой детали так, чтобы сколы или расщепление во входной части могли быть подавлены в процессе механообработки армированного волокном композиционного материала. Причина этого заключается в том, что смазочный материал для облегчения процесса механообработки входит в плотный контакт с местом входа режущего инструмента, чтобы тем самым передать смазочный компонент смазочного материала для облегчения процесса механообработки на конец инструмента непосредственно перед обработкой. Это может дополнительно уменьшить нагрузку на режущий инструмент и обеспечить более гладкий процесс механообработки.
[0086]
Смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место входа режущего инструмента в материал обрабатываемой детали так, чтобы сколы или заусенцы на периферии обработанной части могли быть подавлены в процессе механообработки трудно поддающегося механообработке металлического материала. Причина этого заключается в том, что смазочный материал для облегчения процесса механообработки входит в плотный контакт с местом входа режущего инструмента, чтобы тем самым передать смазочный компонент смазочного материала для облегчения процесса механообработки на конец инструмента непосредственно перед обработкой. Это может дополнительно уменьшить нагрузку на режущий инструмент и обеспечить эффективное поглощение выделяемой теплоты при входе режущего инструмента в материал обрабатываемой детали. Это может предотвратить образование металлических заусенцев или сколов на периферии обработанной части благодаря накоплению тепла, и поэтому обеспечивает процесс механообработки высокого качества. Смазочный материал для облегчения процесса механообработки, помещенный на планируемую входную часть отверстия, также действует в качестве буферного материала при входе режущего инструмента в материал обрабатываемой детали, и может подавлять образование сколов на периферии обработанной части.
[0087]
Кроме того, смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место входа режущего инструмента в материал обрабатываемой детали, так что образование сколов, заусенцев или расщепления на периферии обработанной части также может быть подавлено в процессе механообработки композита из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала. Когда материал обрабатываемой детали представляет собой композит из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала, возможный порядок, в котором режущий инструмент проникает через материал обрабатываемой детали, включает в себя случай, в котором сначала обрабатывается трудно поддающийся механообработке металлический материал, а затем армированный волокном композиционный материал, и случай, в котором сначала обрабатывается армированный волокном композиционный материал, а затем трудно поддающийся механообработке металлический материал. Например, в том случае, когда первым обрабатывается трудно поддающийся механообработке металлический материал, износ режущего инструмента может произойти уже до того, как начнется обработка армированного волокном композиционного материала. В этой связи, в случае обработки армированного волокном композиционного материала более изношенным режущим инструментом режущий инструмент режет армированный волокном композиционный материал путем сжатия и разрыва волокна. Следовательно, между слоями препрегов легко происходит расслаивание. В результате расщепление более легко образуется в выходной части отверстия. Однако использование смазочного материала для облегчения процесса механообработки подавляет износ режущего инструмента во время сверления трудно поддающегося механообработке металлического материала, и может значительно ослабить ограничения на сверление армированного волокном композиционного материала, чувствительного к износу режущего инструмента с точки зрения качества обработанных отверстий.
[0088]
(Стадия плотного контакта)
Способ механообработки варианта осуществления 1-1 содержит стадию плотного контакта, на которой заранее обеспечивается плотный контакт смазочного материала для облегчения процесса механообработки с той частью материала обрабатываемой детали, которая будет входом режущего инструмента. Стадия плотного контакта представляет собой стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с той частью материала обрабатываемой детали, которая будет входом режущего инструмента. В качестве места плотного контакта материала обрабатываемой детали со смазочным материалом для облегчения процесса механообработки заранее выбирается та часть материала обрабатываемой детали, которая будет входом режущего инструмента. Это обеспечивает перенос смазочного компонента смазочного материала для облегчения процесса механообработки на кончик инструмента непосредственно перед обработкой. Следовательно, смазочный эффект смазочного материала для облегчения процесса механообработки проявляется в достаточной степени. Это может дополнительно уменьшить нагрузку на режущий инструмент и может подавить образование сколов, заусенцев или расщепления на периферии входной части отверстия.
[0089]
Примеры способа обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с материалом обрабатываемой детали включают в себя, особенно не ограничиваясь этим: способ, который использует физическое крепление смазочного материала для облегчения процесса механообработки и материала обрабатываемой детали с помощью зажима или зажимного приспособления; а также способ, использующий смазочный материал для облегчения процесса механообработки, имеющий слой соединения, имеющего способность к адгезии (клейкий слой), сформированный на поверхности смазочного материала для облегчения процесса механообработки или на поверхности металлической фольги, которая будет приведена в контакт с материалом обрабатываемой детали. Из них предпочтительным является способ, использующий смазочный материал для облегчения процесса механообработки, имеющий сформированный клейкий слой, потому что этот способ избавляет от необходимости фиксации с помощью зажима и т.п. В настоящем описании клейкий слой определяется как слой соединения, имеющего способность к адгезии, который используется для крепления материала обрабатываемой детали и смазочного материала для облегчения процесса механообработки.
[0090]
[Вариант осуществления 1-2]
В варианте осуществления 1-2 смазочный материал 2 для облегчения процесса механообработки предварительно приводится в плотный контакт с той частью материала 1 обрабатываемой детали, которая будет выходом режущего инструмента 3, и материал 1 обрабатываемой детали обрабатывается режущим инструментом 3 (см. Фиг. 2). В этом случае смазочный материал 2 для облегчения процесса механообработки входит в контакт с режущим инструментом 3 после завершения его проникновения в материал 1 обрабатываемой детали.
[0091]
Смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место выхода режущего инструмента, так что смазочный материал для облегчения процесса механообработки действует в качестве смазочного материала. Это может уменьшить нагрузку на режущий инструмент во время процесса механообработки, подавить износ режущего инструмента и продлить срок службы режущего инструмента. В результате затраты на режущие инструменты, количество замен режущего инструмента и т.п. могут быть уменьшены. Таким образом достигается процесс механообработки, обладающий превосходной производительностью. В частности, для непрерывного процесса механообработки, режущий инструмент однократно контактирует со смазочным материалом для облегчения процесса механообработки, помещенным на планируемое место выхода режущего инструмента, так что смазочный материал для облегчения процесса механообработки присоединяется к режущему инструменту. Следовательно, эффекты уменьшения нагрузки на режущий инструмент, подавления износа и продления срока службы могут быть получены при последующей обработке. Как было упомянуто выше, для этого непрерывного процесса механообработки режущий инструмент однократно контактирует со смазочным материалом для облегчения процесса механообработки, помещенным на планируемое место выхода режущего инструмента, так что смазочный материал для облегчения процесса механообработки присоединяется к режущему инструменту. Следовательно, эффекты смазочного материала для облегчения процесса механообработки также проявляются на той части, которая будет входом режущего инструмента, в дополнение к той части, которая является выходом режущего инструмента. В результате образование сколов, заусенцев, или расщепления на периферии обработанной части также может быть подавлено.
[0092]
Кроме того, смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место выхода режущего инструмента в материал обрабатываемой детали так, чтобы сколы или расщепление в выходной части могли быть подавлены в процессе механообработки армированного волокном композиционного материала. Причина этого заключается в том, что смазочный материал для облегчения процесса механообработки действует как крышка. В процессе механообработки армированного волокном композиционного материала механизм, лежащий в основе образования сколов или расщепления в выходной части проникновения режущего инструмента, является следующим. Когда кончик инструмента начинает проникать через самый нижний слой армированного волокном композиционного материала, материал обрабатываемой детали начинает расщепляться в направлении, параллельном волокну. По мере того, как инструмент постепенно опускается, волокно материала обрабатываемой детали обрезается вокруг центра отверстия и обрезается в направлении, перпендикулярном к волокну. Затем, по мере того, как инструмент опускается дальше, отверстие расширяется за счет проталкивания. В этом случае волокно, удерживаемое в консольном состоянии краем отверстия, просто сгибается в направлении вращения инструмента без обрезания. В этой связи обработка может быть выполнена со смазочным материалом для облегчения процесса механообработки, помещенным на выходной части проникновения режущего инструмента в материал обрабатываемой детали, для того, чтобы тем самым предотвратить удержание волокна материала обрабатываемой детали в консольном состоянии краем отверстия. Таким образом волокно материала обрабатываемой детали может быть аккуратно обработано вдоль края отверстия. В результате этот подход может подавлять образование сколов или расщепления, и давать обработанные отверстия высокого качества по сравнению с обычными способами. В частности, для сверления достигается более производительное и качественное сверление по сравнению с обычными методиками.
[0093]
В дополнение к этому, смазочный материал для облегчения процесса механообработки помещается для использования на планируемое место выхода режущего инструмента в материал обрабатываемой детали так, чтобы образование сколов или заусенцев в выходной части могло быть подавлено в процессе механообработки трудно поддающегося механообработке металлического материала. Причина этого заключается в том, что использование смазочного материала для облегчения процесса механообработки в процессе механообработки трудно поддающегося механообработке металлического материала обеспечивает эффективное поглощение тепла, накапливающегося на периферии обработанной части во время процесса механообработки. В частности, смазочный материал для облегчения процесса механообработки помещается на выходной части материала обрабатываемой детали так, чтобы тепло, выделяемое при выходе режущего инструмента из материала обрабатываемой детали, могло быть эффективно поглощено. Это может предотвратить образование металлических заусенцев на периферии обработанной части благодаря накоплению тепла. Кроме того, смазочный материал для облегчения процесса механообработки может действовать как крышка во время процесса механообработки, чтобы тем самым подавлять образование сколов на периферии обработанной части. В результате с помощью процесса механообработки могут быть получены более высококачественные отверстия по сравнению с обычными способами. В частности, для сверления достигается более производительное и качественное сверление по сравнению с обычными методиками.
[0094]
Применение смазочного материала для облегчения процесса механообработки в процессе механообработки композита из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала обеспечивает эффективное поглощение тепла, накапливающегося на периферии обработанной части во время процесса механообработки. Кроме того, смазочный материал для облегчения процесса механообработки может действовать как крышка, уменьшая образование сколов и расщепления на периферии обработанной части в армированном волокном композиционном материале.
[0095]
(Стадия плотного контакта)
Способ механообработки варианта осуществления 1-2 содержит стадию плотного контакта, на которой заранее обеспечивается плотный контакт смазочного материала для облегчения процесса механообработки с той частью материала обрабатываемой детали, которая будет выходом режущего инструмента. Стадия плотного контакта представляет собой стадию предварительного обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с той частью материала обрабатываемой детали, которая будет выходом режущего инструмента. В качестве места плотного контакта материала обрабатываемой детали со смазочным материалом для облегчения процесса механообработки заранее выбирается та часть материала обрабатываемой детали, которая будет выходом режущего инструмента. Это может уменьшить нагрузку на режущий инструмент, как было упомянуто выше, а также может уменьшить образование сколов, заусенцев или расщепления на периферии выхода режущего инструмента.
[0096]
Примеры способа обеспечения плотного контакта смазочного материала для облегчения процесса механообработки с материалом обрабатываемой детали включают в себя, особенно не ограничиваясь этим: способ, который использует физическое крепление смазочного материала для облегчения процесса механообработки и материала обрабатываемой детали с помощью зажима или зажимного приспособления; а также способ, использующий смазочный материал для облегчения процесса механообработки, имеющий слой соединения, имеющего способность к адгезии (клейкий слой), сформированный на поверхности смазочного материала для облегчения процесса механообработки или на поверхности металлической фольги, которая будет контактировать с материалом обрабатываемой детали. Из них предпочтительным является способ, использующий смазочный материал для облегчения процесса механообработки, имеющий сформированный клейкий слой, потому что этот способ избавляет от необходимости фиксации с помощью зажима и т.п. В настоящем описании клейкий слой определяется как слой соединения, имеющего способность к адгезии, который используется для крепления материала обрабатываемой детали и смазочного материала для облегчения процесса механообработки.
[0097]
Особенно предпочтительно, чтобы плотный контакт со смазочным материалом для облегчения процесса механообработки заранее обеспечивался с планируемым местом входа режущего инструмента в материал обрабатываемой детали, а также с планируемым местом выхода режущего инструмента из материала обрабатываемой детали.
[0098]
[Вариант осуществления 2]
Способ механообработки варианта осуществления 2 содержит перед стадией механообработки стадию предварительного обеспечения контакта смазочного материала для облегчения процесса механообработки с режущим инструментом. Предварительное приведение в контакт смазочного материала для облегчения процесса механообработки с режущим инструментом на стадии механообработки может оказывать эффекты, эквивалентные эффектам случая плотного контакта смазочного материала для облегчения процесса механообработки с планируемым местом входа режущего инструмента. Способ обеспечения контакта особенно не ограничивается. Например, смазочный материал для облегчения процесса механообработки заранее наносится на режущий инструмент так, чтобы смазочный материал для облегчения процесса механообработки мог быть присоединен к режущему инструменту. Кроме того, смазочный материал для облегчения процесса механообработки разрезается или просверливается режущим инструментом перед процессом механообработки так, чтобы смазочный материал для облегчения процесса механообработки мог быть присоединен к режущему инструменту.
[0099]
Смазочный материал для облегчения процесса механообработки помещается на планируемое место входа режущего инструмента так, чтобы смазочный материал для облегчения процесса механообработки мог быть присоединен к режущему инструменту перед процессом механообработки. Этот случай соответствует описанному выше варианту осуществления 1-1.
[0100]
[Вариант осуществления 3]
На стадии механообработки способа механообработки варианта осуществления 3 обработанная часть формируется путем механообработки материала обрабатываемой детали, находящейся в плотном контакте со смазочным материалом для облегчения процесса механообработки в таком состоянии, в котором другой смазочный материал для облегчения процесса механообработки находится в контакте с режущим инструментом. Контакт и присоединение другого смазочного материала для облегчения процесса механообработки к режущему инструменту на стадии механообработки может оказывать эффекты, эквивалентные эффектам случая плотного контакта смазочного материала для облегчения процесса механообработки с планируемым местом входа режущего инструмента. В случае механообработки материала обрабатываемой детали со смазочным материалом для облегчения процесса механообработки, находящимся в плотном контакте как с входной частью, так и с выходной частью, способ механообработки настоящего варианта осуществления может также содержать перед стадией механообработки стадию предварительного обеспечения контакта смазочного материала для облегчения процесса механообработки с режущим инструментом, и может формировать обработанную часть путем присоединения другого смазочного материала для облегчения процесса механообработки к режущему инструменту на стадии механообработки.
[0101]
Фиг. 3 показывает схематическую диаграмму состояния, в котором другой смазочный материал для облегчения процесса механообработки контактирует и присоединяется к режущему инструменту на стадии механообработки. Как показано на Фиг. 3, смазочный материал 2 для облегчения процесса механообработки постоянно подается к режущему инструменту путем выполнения процесса механообработки с одновременным контактом другого смазочного материала 2 для облегчения процесса механообработки с режущим инструментом 3. Таким образом достигается эффективная обработка. В случае использования смазочного материала 2 для облегчения процесса механообработки, смазочный материал 2 для облегчения процесса механообработки подается к режущему инструменту в количестве, вычисляемом из толщины смазочного материала 2 для облегчения процесса механообработки × диаметр сверла (площадь места контакта с режущим инструментом). Применение другого смазочного материала 2 для облегчения процесса механообработки обеспечивает подачу смазочного материала 2 для облегчения процесса механообработки в достаточном количестве к режущему инструменту.
[0102]
Только другой смазочный материал для облегчения процесса механообработки может контактировать с режущим инструментом. Смазочный материал для облегчения процесса механообработки может быть присоединен к режущему инструменту путем выполнения процесса механообработки с одновременным обеспечением контакта смазочного материала для облегчения процесса механообработки с режущим инструментом. Этот случай особенно не ограничивается и соответствует, например, случаю использования только смазочного материала 2 для облегчения процесса механообработки в форме блока на Фиг. 3. Такой вариант осуществления обеспечивает непрерывную подачу смазочного материала для облегчения процесса механообработки посредством режущего инструмента к обрабатываемой части.
[0103]
[Толщина материала обрабатываемой детали]
Способ механообработки настоящего варианта осуществления оказывает описанные выше эффекты даже на толстом материале обрабатываемой детали. Следовательно, материал обрабатываемой детали может иметь большую толщину. Толщина материала обрабатываемой детали предпочтительно составляет 3 мм или больше, более предпочтительно 5 мм или больше, еще более предпочтительно 10 мм или больше, еще более предпочтительно 15 мм или больше, и наиболее предпочтительно 17,5 мм или больше. Верхний предел толщины материала обрабатываемой детали особенно не ограничивается и предпочтительно составляет 40 мм или меньше.
[0104]
В частности, обработка материала обрабатываемой детали, имеющего толщину 10 мм или больше, с большой вероятностью будет вызывать износ режущего инструмента благодаря большой толщине по сравнению с обработкой материала обрабатываемой детали, имеющего малую толщину, и заусенцы, сколы или расщепление будут легко образовываться на периферии обработанной части. Причина этого заключается в том, что толстый материал обрабатываемой детали увеличивает объем материала обрабатываемой детали, подлежащий удалению с помощью процесса механообработки, и увеличивает нагрузку на режущий инструмент. В этой связи, использование смазочного материала для облегчения процесса механообработки в процессе механообработки материала обрабатываемой детали, имеющего толщину 10 мм или больше, может уменьшить нагрузку на режущий инструмент, подавить износ режущего инструмента и продлить срок службы режущего инструмента, потому что смазочный материал для облегчения процесса механообработки действует в качестве смазочного материала. В результате затраты на режущие инструменты, количество замен режущего инструмента и т.п. могут быть уменьшены. Таким образом достигается процесс механообработки, обладающий превосходной производительностью. Кроме того, использование смазочного материала для облегчения процесса механообработки в процессе механообработки материала обрабатываемой детали, имеющего толщину 10 мм или больше, может подавлять образование заусенцев, сколов или расщепления на периферии обработанной части, потому что смазочный материал для облегчения процесса механообработки действует в качестве смазочного материала. В результате может быть получена обработанная часть высокого качества по сравнению со случаем без использования смазочного материала для облегчения процесса механообработки.
[0105]
[Материал обрабатываемой детали, имеющей криволинейную поверхность]
Смазочный материал для облегчения процесса механообработки может предпочтительно использоваться не только в том случае, когда обрабатываемая часть материала обрабатываемой детали имеет плоскую поверхность, но и в том случае, когда обрабатываемая часть имеет криволинейную поверхность. В частности, смазочный материал для облегчения процесса механообработки обладает превосходной гибкостью и свойствами следования обрабатываемой части, и обеспечивает процесс механообработки в плотном контакте с материалом обрабатываемой детали, имеющим криволинейную поверхность. Смазочный материал для облегчения процесса механообработки предпочтительно имеет такую конфигурацию, которая не ухудшает ни гибкости самого смазочного материала для облегчения процесса механообработки, ни свойств следования его обрабатываемой части, и в частности предпочтительно имеет форму, не содержащую толстой металлической фольги и т.п., хотя конфигурация особенно не ограничивается этим. Это дополнительно улучшает способность к механообработке материала обрабатываемой детали, имеющей криволинейную поверхность. Кроме того, смазочный материал для облегчения процесса механообработки, не содержащий металлической фольги, может предотвращать загрязнение обработанной части материала обрабатываемой детали адгезией образующихся из фольги металлических отходов к обработанной части материала обрабатываемой детали. В результате этот процесс механообработки может обеспечивать более высокое качество по сравнению с обычными методиками процессов механообработки.
[0106]
[Стадия механообработки]
На стадии механообработки материал обрабатываемой детали подвергается процессу механообработки со смазочным материалом для облегчения процесса механообработки, присоединенным к режущему инструменту, или материал обрабатываемой детали, находящийся в плотном контакте со смазочным материалом для облегчения процесса механообработки, подвергается процессу механообработки режущим инструментом. Использование смазочного материала для облегчения процесса механообработки таким образом, в частности для непрерывной обработки, улучшает маслянистость между поверхностью режущего инструмента, включая лезвие режущего инструмента, и поверхностью внутренней стенки обработанной части, облегчает удаление волокна или труднообрабатываемых частиц в трудно поддающемся механообработке металле, и может уменьшать частоту и степень трения лезвия режущего инструмента. Следовательно, износ лезвий режущего инструмента может уменьшаться. Этот принцип действия относится к любому обычному режущему инструменту.
[0107]
Более конкретно, когда материал обрабатываемой детали представляет собой армированный волокном композиционный материал, плотно содержащий волокно, количество резов волокна является большим. Это может усиливать износ лезвий режущего инструмента. Использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления может уменьшить износ лезвий режущего инструмента. В случае обработки армированного волокном композиционного материала более изношенным режущим инструментом режущий инструмент режет армированный волокном композиционный материал путем сжатия и разрыва волокна. Следовательно, между слоями препрегов легко происходит расслаивание. В результате расщепление более легко образуется в выходной части отверстия в материале обрабатываемой детали. Однако использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления может дополнительно подавлять расщепление.
[0108]
Когда материал обрабатываемой детали представляет собой однонаправленный материал (UD), вход лезвия режущего инструмента под углом для того, чтобы откусить и выдернуть пучок волокон, скорее всего вызовет изгиб волокна по внутренней стенке обработанной части. В этой связи использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления подавляет изгиб волокна, и кроме того подавляет даже повышение температуры, вызываемое теплотой трения. Следовательно, точка (температура) стеклования или температура размягчения матричной смолы становится труднодостижимой. Таким образом может быть сохранено прочно связанное состояние углеродного волокна, и изгиб волокна может быть подавлен. В этом контексте «материал UD» означает армированный волокном композиционный материал, получаемый с использованием тканевого материала из волокон, выровненных только в одном направлении.
[0109]
Когда материал обрабатываемой детали представляет собой трудно поддающийся механообработке металлический материал, абразивный износ возникает при трении лезвий режущего инструмента о кристаллические частицы трудно поддающегося механообработке металла, что вызывает постепенный износ лезвий режущего инструмента. Металл, имеющий более высокую прочность, увеличивает скорость роста температуры, вызванного теплом или трением во время процесса механообработки, и поэтому с большей вероятностью увеличивает количество образующихся заусенцев. В этой связи использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления улучшает маслянистость между поверхностью режущего инструмента, включая поверхность канавки сверла, и внутренней поверхностью обработанной части, облегчает удаление труднообрабатываемых кристаллических частиц металла в трудно поддающемся механообработке металле, а также может уменьшать частоту и степень трения лезвия режущего инструмента. В результате износ лезвий режущего инструмента уменьшается, и повышение температуры в результате трения также может быть подавлено. Следовательно, количество образующихся заусенцев может быть уменьшено.
[0110]
Когда материал обрабатываемой детали представляет собой композит из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала, возможный порядок, в котором режущий инструмент проникает через материал обрабатываемой детали, включает в себя случай, в котором сначала обрабатывается трудно поддающийся механообработке металлический материал, а затем армированный волокном композиционный материал, и случай, в котором сначала обрабатывается армированный волокном композиционный материал, а затем трудно поддающийся механообработке металлический материал. Например, в том случае, когда первым обрабатывается трудно поддающийся механообработке металлический материал, износ режущего инструмента может произойти уже до того, как начнется обработка армированного волокном композиционного материала. В этой связи, в случае обработки армированного волокном композиционного материала более изношенным режущим инструментом режущий инструмент режет армированный волокном композиционный материал путем сжатия и разрыва волокна. Следовательно, между слоями препрегов легко происходит расслаивание. В результате расщепление более легко образуется в выходной части отверстия. Однако использование смазочного материала для облегчения процесса механообработки подавляет износ режущего инструмента во время процесса механообработки трудно поддающегося механообработке металлического материала, и может значительно ослабить ограничения на процесс механообработки армированного волокном композиционного материала, чувствительного к износу режущего инструмента с точки зрения качества обработанной части.
[0111]
Используемый режущий инструмент особенно не ограничивается. В случае использования, например, сверла в качестве режущего инструмента, сверло особенно не ограничивается по его диаметру, материалу, форме и присутствию или отсутствию поверхностного покрытия. Диаметр сверла может быть подходящим образом выбран в соответствии с намеченной целью и предпочтительно составляет 1 мм или больше и 30 мм или меньше. Диаметр сверла, предназначенного для сверления основного материала для воздушных судов, предпочтительно составляет 2 мм или больше и 7 мм или меньше. Кроме того, диаметр сверла предпочтительно составляет 10 мм или больше, более предпочтительно 12,5 мм или больше, еще более предпочтительно 15 мм или больше с точки зрения формирования более крупных обработанных отверстий. Материал сверла предпочтительно представляет собой цементированный карбид, производимый путем спекания порошка карбида твердого сплава. Примеры такого цементированного карбида включают в себя, особенно не ограничиваясь этим, металл, производимый путем спекания смеси карбида вольфрама и связующего кобальта. Поскольку такой цементированный карбид дополнительно улучшает характеристики материала в соответствии с целью использования, к нему могут быть добавлены карбид титана, карбид тантала и т.п. С другой стороны, форма сверла может быть подходящим образом выбрана в соответствии с условиями сверления, типом и формой материала обрабатываемой детали, и т.д. Примеры формы сверла включают в себя, особенно не ограничиваясь этим, угол при вершине сверла, угол закручивания его канавки и количество режущих кромок. Поверхностное покрытие сверла может быть подходящим образом выбрано в соответствии с условиями сверления, типом и формой материала обрабатываемой детали, и т.д. Предпочтительные примеры типа поверхностного покрытия включают в себя алмазное покрытие, алмазоподобное покрытие и керамическое покрытие.
[0112]
На стадии механообработки отверстие создается предпочтительно путем сверления с использованием сверла в качестве режущего инструмента. Для большой обрабатываемой части способ механообработки настоящего варианта осуществления дает описанные выше эффекты даже при сверлении, например, с использованием головки сверла, имеющей большой диаметр. Следовательно, размер обработанной части, например, диаметр отверстия, которое будет сформировано путем сверления, может быть увеличен. В этом случае диаметр отверстия, которое будет сформировано, предпочтительно составляет 3 мм или больше, более предпочтительно 5 мм или больше, еще более предпочтительно 6 мм или больше, еще более предпочтительно больше чем 10 мм, еще более предпочтительно 12,5 мм или больше, и особенно предпочтительно 15 мм или больше. Когда диаметр отверстия составляет 3 мм или больше, увеличенный объем механообработки увеличивает нагрузку на головку сверла, увеличивает вероятность износа сверла, а также увеличивает вероятность образования заусенцев, сколов или расщепления на периферии обработанной части. В дополнение к этому, может возникнуть проблема снижения качества обработанной части в материале обрабатываемой детали благодаря накоплению тепла во время обработки. В отличие от этого, использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления может уменьшить нагрузку на сверло, может уменьшить образование заусенцев, сколов, или расщепления на периферии обработанного отверстия, а также может улучшить качество обработанной части в материале обрабатываемой детали. «Диаметр отверстия» может регулироваться диаметром используемого сверла.
[0113]
В частности, обработка материала обрабатываемой детали для формирования отверстия, имеющего диаметр больше чем 10 мм, с большей вероятностью вызовет износ сверла благодаря большому диаметру головки сверла по сравнению со сверлением маленького отверстия, и заусенцы, сколы или расщепление будут легко образовываться на периферии обработанной части. Причина этого заключается в том, что большой диаметр головки сверла увеличивает объем материала обрабатываемой детали, удаляемый процессом механообработки, и увеличивает нагрузку на сверло.
[0114]
В этой связи использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления при сверлении материала обрабатываемой детали для формирования отверстия, имеющего диаметр больше чем 10 мм, может уменьшить нагрузку на сверло, подавить износ сверла и продлить срок службы сверла, потому что смазочный материал для облегчения процесса механообработки действует в качестве смазочного материала. В результате затраты на сверление, количество замен сверла и т.п. могут быть уменьшены. Таким образом достигается сверление, обладающий превосходной производительностью.
[0115]
Кроме того, использование смазочного материала для облегчения процесса механообработки при сверлении материала обрабатываемой детали для формирования отверстия, имеющего диаметр больше чем 10 мм, может подавлять образование заусенцев, сколов или расщепления на периферии обработанной части, потому что смазочный материал для облегчения процесса механообработки действует в качестве смазочного материала. В результате может быть получено обработанное отверстие высокого качества по сравнению со случаем без использования смазочного материала для облегчения процесса механообработки.
[0116]
На стадии механообработки может использоваться обычная методика процесса механообработки. Примеры этого включают в себя процесс механообработки, который выполняется с охлаждением обрабатываемого места и/или режущего инструмента с использованием газа или жидкости. Примеры способа для охлаждения обрабатываемого места и/или режущего инструмента с использованием газа включают в себя: способ, который использует подачу сжатого газа к обрабатываемому месту и/или режущему инструменту; а также способ, который использует подачу окружающего газа к обрабатываемому месту и/или режущему инструменту путем отсасывания газа в окрестности обрабатываемого места и/или режущего инструмента.
[0117]
В дополнение к этому, обработка, отличающийся от сверления, также может выполняться таким же образом. Инструмент и способ для процесса механообработки особенно не ограничиваются. Конкретные примеры этого включают в себя сверление для формирования сквозных отверстий или несквозных отверстий с использованием сверла, а также фасонной фрезы, фрезерного резца, торцевой фрезы, дисковой фрезы и т.п., а также обработку для обрезания материала обрабатываемой детали фасонной фрезой, труборезкой, торцевой фрезой, пилой для металла и т.п. Кроме того, пленка покрытия из титана, алмаза, алмазоподобного углерода и т.п. может быть сформирована на режущей кромке режущего инструмента для того, чтобы улучшить его твердость и тем самым подавить износ. Смазочный материал для облегчения процесса механообработки настоящего варианта осуществления может продлить срок службы режущего инструмента даже при любой обработке, использующей такой специальный режущий инструмент со сформированной на нем пленкой покрытия.
[0118]
[Материал обрабатываемой детали]
Примеры материала обрабатываемой детали, для которого предназначен смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, включают в себя, особенно не ограничиваясь этим, армированный волокном композиционный материал, трудно поддающийся механообработке металлический материал, а также композит из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала.
[0119]
Армированный волокном композиционный материал особенно не ограничивается, при условии, что он делается из матричной смолы и армирующего волокна. Примеры матричной смолы включают в себя, особенно не ограничиваясь этим: термореактивные смолы, такие как эпоксидные смолы, фенольные смолы, цианатные смолы, сложноэфирные виниловые смолы и ненасыщенные полиэфирные смолы; а также термопластичные смолы, такие как акрилонитрил-бутадиенстирольные смолы (ABS), полиамидные (PA) смолы, полипропиленовые (PP) смолы, поликарбонатные (PC) смолы, метилметакрилатные смолы, полиэтиленовые, акриловые и полиэфирные смолы. Примеры армирующего волокна включают в себя, особенно не ограничиваясь этим, стекловолокно, углеродное волокно и арамидное волокно. Примеры формы армирующего волокна включают в себя, особенно не ограничиваясь этим, непрерывные элементарные волокна, жгуты, ткани, ленты, обрезки, измельченные волокна, войлочные маты, бумагу и препреги. Конкретные примеры такого армированного волокном композиционного материала включают в себя, особенно не ограничиваясь этим, армированные волокном пластмассы (FRP), такие как армированные углеродным волокном пластмассы (CFRP), армированные стекловолокном пластические массы (GFRP), а также армированные арамидным волокном пластмассы (AFRP). Из них предпочтительной является армированная углеродным волокном пластмасса (CFRP), имеющая относительно большую прочность при растяжении и упругую силу растяжения, а также малую плотность. Армированный волокном композиционный материал может опционально содержать дополнительный компонент, такой как неорганический наполнитель или органический наполнитель. Армированные волокном пластмассы (FRP) концептуально содержат армирующее волокно и термореактивную смолу и/или термопластичную смолу. Среди прочих армированные волокном композиционные материалы, содержащие армирующее волокно и термопластичную смолу, также упоминаются как FRTP (армированные волокном термопласты). Например, армированные волокном композиционные материалы, содержащие углеродное волокно и термопластичную смолу, упоминаются как CFRTP (армированные углеродным волокном термопласты).
[0120]
Трудно поддающийся механообработке металлический материал особенно не ограничивается, при условии, что этот трудно поддающийся механообработке металлический материал представляет собой металл, обычно используемый в качестве структурного материала. Примеры этого включают в себя титановый сплав, алюминиевый сплав, магниевый сплав, низколегированную сталь, нержавеющую сталь и термостойкий сплав. Из них предпочтительным является титановый сплав. Титановый сплав особенно предпочтительно представляет собой сплав Ti-6Al-4V, который состоит из титана, алюминия и ванадия и имеет высокую твердость. Титановый сплав представляет собой материал, который имеет прочность при растяжении в два раза выше, чем алюминиевый сплав, а также обладает превосходной коррозионной стойкостью и термостойкостью. Этот трудно поддающийся механообработке материал, имеющий высокую твердость, требует для обычных методик специальных условий процесса механообработки или режущего инструмента, имеющего специальную форму. Однако использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления избавляет от необходимости в специальных условиях процесса механообработки или в режущем инструменте, имеющем специальную форму, и может дополнительно продлевать срок службы режущего инструмента. С точки зрения намеченной цели предпочтительным является металлический материал для использования, например, в материалах для корпусных структур воздушных судов. Эффект продления срока службы режущего инструмента при помощи смазочного материала для облегчения процесса механообработки настоящего варианта осуществления становится более очевидным для металла, имеющего высокую прочность. Трудно поддающийся механообработке металлический материал может использоваться отдельно, или две или больше его разновидностей могут использоваться в качестве многослойного тела.
[0121]
Примеры композита из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала включают в себя, особенно не ограничиваясь этим, материал, приготовленный с помощью ламинирования и т.п. как описанный выше композит из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала. Обычно армированный волокном композиционный материал и трудно поддающийся механообработке металлический материал в значительной степени различаются по оптимальным условиям их механообработки. Малая подача при высоких скоростях вращения является подходящей для армированного волокном композиционного материала, тогда как высокоскоростная подача при небольших оборотах является подходящей для трудно поддающегося механообработке металлического материала. Причина этого заключается в том, что, например, для сверления трудно поддающегося механообработке металлического материала подавляется повышение температуры сверла, а также износ головки сверла. В частности, термолабильное сверло с алмазным покрытием требует именно таких условий сверления. В ответ на эти взаимоисключающие требования условия сверления изменяются между CFRP и титановым сплавом, или сверление осуществляется при одних и тех же приемлемых условиях на реальных обрабатываемых участках. Альтернативно в случае выполнения, например, сверления титанового сплава, предназначенного для воздушных судов, вводится масло или осуществляется сбор пыли с помощью пылесборника при распылении холодного воздуха для того, чтобы предотвратить повышение температуры сверла. Однако, использование смазочного материала для облегчения процесса механообработки настоящего варианта осуществления является по эффективности второстепенным для значительного ослабления ограничений на условия сверления трудно поддающегося механообработке металлического материала, которое легко вырабатывает тепло благодаря трению.
[0122]
Толщина материала обрабатываемой детали предпочтительно составляет 3 мм или больше, более предпочтительно 5 мм или больше, еще более предпочтительно 6 мм или больше, еще более предпочтительно 9 мм или больше, еще более предпочтительно 10 мм или больше, и особенно предпочтительно 15 мм или больше. Верхний предел толщины материала обрабатываемой детали особенно не ограничивается и предпочтительно составляет, например, 40 мм или меньше. Причина этого заключается в том, что можно дополнительно уменьшить износ режущего инструмента и дополнительно улучшить качество обработанной части (например, просверленного отверстия), даже если толщина материала обрабатываемой детали составляет 3 мм или больше.
Примеры
[0123]
Далее настоящее изобретение будет описано более подробно со ссылкой на Примеры и Сравнительные примеры. Примеры, описанные ниже, приведены только для иллюстрации одного примера варианта осуществления настоящего изобретения. Настоящее изобретение не ограничивается этими примерами.
[0124]
[Примеры А]
В таблице 1 приведены технические характеристики, такие как материал обрабатываемой детали (просверливаемый материал), используемый в каждом из Примеров A и Сравнительных примеров A, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке. В нижеприведенных Примерах смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, отлитый в форме листа, упоминается как лист смазочного материала для облегчения процесса механообработки, а смазочный материал для облегчения процесса механообработки настоящего варианта осуществления, отлитый в блочной форме, упоминается как блок смазочного материала для облегчения процесса механообработки.
[0125]
[Таблица 1]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0126]
Для определения среднего размера (медианного размера) частиц углерода (C) углерод диспергировался в растворе, состоящем из раствора гексаметафосфорной кислоты и нескольких капель тринитротолуола, и соответствующие максимальные длины выступающих углеродных частиц измерялись с использованием лазерного дифракционного анализатора распределения размера частиц. Затем вычислялась кривая кумулятивного распределения (числовая) размеров частиц. Диаметр частицы, который соответствовал 50% высоты в кривой кумулятивного распределения, использовался в качестве среднего размера частиц.
[0127]
Средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) вычислялись как относительные средние молекулярные массы путем растворения или диспергирования каждого из высокомолекулярного соединения (A) и среднемолекулярного соединения (B) в 0,05%-ом солевом растворе с последующим измерением с помощью жидкостной хроматографии с использованием колонок GPC (гель-проникающей хроматографии) с полиэтиленгликолем в качестве стандартов.
[0128]
[Пример A1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были тщательно смешаны, и экструдированы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Двусторонняя клейкая акриловая лента, имеющая толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена в качестве клейкого слоя к одной стороне этого листа таким образом, чтобы сильно клейкая лицевая сторона находилась в контакте с листом, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0129]
Поверхность произведенного листа а смазочного материала для облегчения процесса механообработки со сформированным на ней клейким слоем крепилась к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист а смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Процесс сверления сверлом из цементированного карбида выполнялся при условиях, показанных в Таблице 3. Таблица 3 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанной части (обработанного отверстия) на входной стороне и выходной стороне головки сверла, а также износ вершины головки сверла.
[0130]
[Примеры A2 - A25]
Лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 2, тем же самым образом, что и в Примере A1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - l смазочного материала для облегчения процесса механообработки.
[0131]
Каждый произведенный лист b - l смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали с использованием зажима тем же самым образом, что и в Примере A1. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 3. Таблица 3 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанной части на входной стороне и выходной стороне головки сверла, а также износ вершины головки сверла.
[0132]
В Примерах A1 - A12 в качестве материала обрабатываемой детали использовалась CFRP. В Примерах A13 - A20 в качестве материала обрабатываемой детали использовался Ti. В Примерах A21 - A25 в качестве материала обрабатываемой детали использовался композит из CFRP и Ti. Когда использовался композит из CFRP и Ti, лист смазочного материала для облегчения процесса механообработки и этот композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0133]
[Сравнительные примеры A1 - A6]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 2, тем же самым образом, что и в Примере A1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы m - r смазочного материала для облегчения процесса механообработки.
[0134]
Каждый произведенный лист m - r смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали с использованием зажима тем же самым образом, что и в Примере A1. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 3. Таблица 3 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанной части на входной стороне и выходной стороне головки сверла, а также износ вершины головки сверла. В Сравнительном примере A6 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0135]
[Оценка: сколы, заусенцы и расщепление]
В Примерах A и Сравнительных примерах A количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанной части со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанной части повысилась благодаря трению, так что металл на периферии обработанной части размягчился и тем самым облегчил образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных частей без их обрезания.
[0136]
Фиг. 7 показывает фотографию входа головки сверла после обработки CFRP в Примере A1. Фиг. 8 показывает фотографию выхода головки сверла после обработки CFRP в Примере A1. Как показано на Фиг. 7 и 8, очевидно, что благоприятная обработанная часть была сформирована на входе и выходе головки сверла в Примере A1.
[0137]
Фиг. 9 показывает фотографию выхода головки сверла после обработки титановой пластины в Примере A13. Как показано на Фиг. 9, очевидно, что благоприятная обработанная часть была сформирована на выходе головки сверла в Примере A13. Кроме того, благоприятная обработанная часть была аналогично сформирована на входе головки сверла.
[0138]
Фиг. 10 показывает фотографию входа головки сверла после обработки CFRP в Сравнительном примере A1. Фиг. 12 показывает фотографию выхода головки сверла после обработки CFRP в Сравнительном примере A1. Как показано на Фиг. 10, очевидно, что сколы образовались на краю обработанной части на входе головки сверла в Сравнительном примере A1. Как показано на Фиг. 12, очевидно, что расщепление образовалось на краю обработанной части на выходе головки сверла в Сравнительном примере A1.
[0139]
Фиг. 11 показывает фотографию выхода головки сверла после обработки титановой пластины в Сравнительном примере A5. Как показано на Фиг. 11, очевидно, что заусенцы образовались на краю обработанной части на выходе головки сверла в Сравнительном примере A5.
[0140]
[Оценка: износ вершины головки сверла]
В Примерах А и Сравнительных примерах А износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 3, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0141]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах А количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0142]
[Таблица 2]
*1: Было невозможно сформировать лист благодаря слишком низкой вязкости полимерного состава.
*2: Было невозможно сформировать лист благодаря слишком высокой вязкости полимерного состава.
*3: Было невозможно сформировать применимый на практике лист, потому что лист не имел тела и был хрупким.
[0143]
[Таблица 3]
[0144]
[Примеры B]
В таблице 4 приведены технические характеристики, такие как материал обрабатываемой детали (просверливаемый материал), используемый в каждом из Примеров В и Сравнительных примеров В, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке.
[0145]
[Таблица 4]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0146]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0147]
[Пример B1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были тщательно смешаны, и экструдированы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Двусторонняя клейкая акриловая лента, имеющая толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена в качестве клейкого слоя к одной стороне этого листа таким образом, чтобы сильно клейкая лицевая сторона находилась в контакте с листом, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0148]
Поверхность произведенного листа а смазочного материала для облегчения процесса механообработки со сформированным на ней клейким слоем крепилась к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть к выходной части отверстия). Лист а смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Процесс сверления сверлом из цементированного карбида выполнялся при условиях, показанных в Таблице 6. Таблица 6 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0149]
[Примеры B2 - B10]
Лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 5, тем же самым образом, что и в Примере В1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести лист b смазочного материала для облегчения процесса механообработки.
[0150]
В Примерах B2 и B3, произведенный лист a или b смазочного материала для облегчения процесса механообработки крепился к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) из материала обрабатываемой детали (т.е. к выходной части) тем же самым образом, что и в Примере B1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0151]
В Примерах B4, B5, B7 и B8 произведенный лист a или b смазочного материала для облегчения процесса механообработки ламинировался в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/лист смазочного материала для облегчения процесса механообработки. Лист смазочного материала для облегчения процесса механообработки прикреплялся к обеим сторонам (к планируемому месту входа (ко входной части) и к планируемому месту выхода (к выходной части) головки сверла). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0152]
В Примерах B6 и B9 произведенный лист b смазочного материала для облегчения процесса механообработки ламинировался в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/лист смазочного материала для облегчения процесса механообработки. Лист смазочного материала для облегчения процесса механообработки прикреплялся к обеим сторонам (к планируемому месту входа (ко входной части) и к планируемому месту выхода (к выходной части) головки сверла). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Как показано на Фиг. 3, блок смазочного материала для облегчения процесса механообработки дополнительно контактировал с режущим инструментом в качестве другого смазочного материала для облегчения процесса механообработки. В этом состоянии выполнялся процесс механообработки. Блок смазочного материала для облегчения процесса механообработки, использовавшийся в каждом из Примеров B6 и B9, имел тот же самый состав, что и лист b смазочного материала для облегчения процесса механообработки.
[0153]
В Примерах B10 к B12 композит из CFRP и Ti (CFRP/Ti) использовался в качестве материала обрабатываемой детали. В Примерах B10 и B11 лист смазочного материала для облегчения процесса механообработки и этот композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны CFRP. В Примере B12 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/Ti/CFRP/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны Ti.
[0154]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 6. Таблица 6 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0155]
[Сравнительные примеры B1 - B6]
В Сравнительных примерах B1 - B3 произведенный лист a или b смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0156]
В Сравнительных примерах B4 - B6 композит из CFRP и Ti использовался в качестве материала обрабатываемой детали. В Сравнительных примерах B4 и B5 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки. В Сравнительном примере B6 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/Ti/CFRP, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0157]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 6. Таблица 6 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0158]
[Оценка: сколы, заусенцы и расщепление]
В Примерах B и Сравнительных примерах B количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанного отверстия повысилась благодаря трению, так что металл на периферии обработанного отверстия размягчился и тем самым облегчил образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0159]
Фиг. 13 показывает фотографию выхода головки сверла после обработки CFRP в Примере B8. Как показано на Фиг. 13, очевидно, что благоприятное обработанное отверстие было сформировано на выходе головки сверла в Примере B8. Фиг. 14 показывает фотографию выхода головки сверла после обработки CFRP в Сравнительном примере B3. Как показано на Фиг. 14, очевидно, что сколы и расщепление образовались на краю обработанного отверстия на входе головки сверла в Сравнительном примере B3.
[0160]
[Оценка: износ вершины головки сверла]
В Примерах B и Сравнительных примерах B износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 6, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0161]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах B количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0162]
[Таблица 5]
[0163]
[Таблица 6]
[0164]
[Примеры C]
В таблице 7 приведены технические характеристики, такие как материал обрабатываемой детали (просверливаемый материал), используемый в каждом из Примеров С и Сравнительных примеров С, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке.
[0165]
[Таблица 7]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0166]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0167]
[Пример C1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были тщательно смешаны, и экструдированы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Двусторонняя клейкая акриловая лента, имеющая толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена в качестве клейкого слоя к одной стороне этого листа таким образом, чтобы сильно клейкая лицевая сторона находилась в контакте с листом, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0168]
Поверхность произведенного листа а смазочного материала для облегчения процесса механообработки со сформированным на ней клейким слоем крепилась к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть к выходной части отверстия). Лист а смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Процесс сверления сверлом из цементированного карбида выполнялся при условиях, показанных в Таблице 9. Таблица 9 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0169]
[Примеры C2 - C8]
Лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 8, тем же самым образом, что и в Примере С1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести лист b смазочного материала для облегчения процесса механообработки.
[0170]
В Примерах С2 произведенный лист b смазочного материала для облегчения процесса механообработки крепился к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) из материала обрабатываемой детали (т.е. к выходной части) тем же самым образом, что и в Примере С1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0171]
В Примерах C3 и C4 произведенный лист a или b смазочного материала для облегчения процесса механообработки ламинировался в следующем порядке: лист смазочного материала для облегчения процесса механообработки/Ti/лист смазочного материала для облегчения процесса механообработки. Лист смазочного материала для облегчения процесса механообработки прикреплялся к обеим сторонам (к планируемому месту входа (ко входной части) и к планируемому месту выхода (к выходной части) головки сверла). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились с использованием зажима.
[0172]
В Примере С5 произведенный лист b смазочного материала для облегчения процесса механообработки крепился к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) из материала обрабатываемой детали (т.е. к выходной части) тем же самым образом, что и в Примере С1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Как показано на Фиг. 3, блок смазочного материала для облегчения процесса механообработки дополнительно контактировал с режущим инструментом в качестве другого смазочного материала для облегчения процесса механообработки. В этом состоянии выполнялся процесс механообработки. Блок смазочного материала для облегчения процесса механообработки, использовавшийся в Примере С5, имел тот же самый состав, что и лист b смазочного материала для облегчения процесса механообработки.
[0173]
В Примерах C6 - C8 композит из CFRP и Ti (CFRP/Ti) использовался в качестве материала обрабатываемой детали. В Примерах C6 и C7 лист смазочного материала для облегчения процесса механообработки и этот композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны CFRP. В Примере C8 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/Ti/CFRP/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны Ti.
[0174]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 9. Таблица 9 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0175]
[Сравнительные примеры C1 - C5]
В Сравнительных примерах C1 и C2 произведенный лист a или b смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0176]
В Сравнительных примерах C3 - C5 композит из CFRP и Ti использовался в качестве материала обрабатываемой детали. В Сравнительных примерах C3 и C4 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки. В Сравнительном примере С5 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/Ti/CFRP, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0177]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 9. Таблица 9 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0178]
[Оценка: сколы, заусенцы и расщепление]
В Примерах С и Сравнительных примерах С количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанного отверстия повысилась благодаря трению, так что металл на периферии обработанного отверстия размягчился и тем самым облегчил образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0179]
Фиг. 15 показывает фотографию выхода головки сверла после обработки пластины из титанового сплава в Примере С1. Как показано на Фиг. 15, очевидно, что благоприятное обработанное отверстие было сформировано на выходе головки сверла в Примере С1.
[0180]
Фиг. 16 показывает фотографию выхода головки сверла после обработки пластины из титанового сплава в Сравнительном примере С1. Как показано на Фиг. 16, очевидно, что сколы и заусенцы образовались на краю обработанного отверстия на входе головки сверла в Сравнительном примере С1.
[0181]
[Оценка: износ вершины головки сверла]
В Примерах C и Сравнительных примерах C износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 9, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0182]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах С количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0183]
[Таблица 8]
[0184]
[Таблица 9]
[0185]
[Примеры D]
В таблице 10 приведены технические характеристики, такие как материал обрабатываемой детали (просверливаемый материал), используемый в каждом из Примеров D и Сравнительных примеров D, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке.
[0186]
[Таблица 10]
[0187]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0188]
[Пример D1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0189]
Произведенный лист а смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа сверла из цементированного карбида в материал обрабатываемой детали (т.е. ко входной части). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 12. Таблица 12 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0190]
[Примеры D2 - D7]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), в также толщиной, показанными в Таблице 11, тем же самым образом, что и в Примере D1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - е смазочного материала для облегчения процесса механообработки.
[0191]
В Примерах D2 - D5 каждый произведенный лист b - e смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа сверла из цементированного карбида в материал обрабатываемой детали тем же самым образом, что и в Примере D1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0192]
В Примерах D6 и D7 произведенный лист b или листы b и d смазочного материала для облегчения процесса механообработки крепились к планируемому месту входа и выхода сверла цементированного карбида на материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0193]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 12. Таблица 12 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0194]
[Сравнительный пример D1]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 12, тем же самым образом, что и в Примере D1, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался. Таблица 12 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0195]
[Оценка: сколы, заусенцы и расщепление]
В Примерах D и Сравнительном примере D количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда сверло проходило от входа головки сверла к выходу головки сверла. Головка сверла затупляется вследствие износа, и тем самым облегчает образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0196]
Фиг. 17 показывает фотографию входа головки сверла после обработки CFRP в Примере D6. Фиг. 18 показывает фотографию выхода головки сверла после обработки CFRP в Примере D6. Как показано на Фиг. 17 и 18, очевидно, что благоприятное обработанное отверстие было сформировано на входе и выходе головки сверла в Примере D6.
[0197]
Фиг. 19 показывает фотографию входа головки сверла после обработки CFRP в Сравнительном примере D1. Фиг. 20 показывает фотографию выхода головки сверла после обработки CFRP в Сравнительном примере D1. Как показано на Фиг. 19 и 20, очевидно, что сколы образовались на краю обработанного отверстия на входе головки сверла, и расщепление образовалось на краю обработанного отверстия на выходе головки сверла в Сравнительном примере D1.
[0198]
[Оценка: износ вершины головки сверла]
В Примерах D и Сравнительных примерах D износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 12, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0199]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах D количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0200]
[Таблица 11]
[0201]
[Таблица 12]
[0202]
[Примеры E]
В таблице 13 приведены технические характеристики, такие как материал обрабатываемой детали (просверливаемый материал), используемый в каждом из Примеров Е и Сравнительного примера Е, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке.
[0203]
[Таблица 13]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0204]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0205]
[Пример E1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0206]
Поверхность произведенного листа а смазочного материала для облегчения процесса механообработки со сформированным на ней клейким слоем крепилась к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 15. Таблица 15 показывает результаты оценки сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0207]
[Примеры E2 - E9]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), в также толщиной, показанными в Таблице 14, тем же самым образом, что и в Примере E1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - е смазочного материала для облегчения процесса механообработки.
[0208]
В Примерах E2 - E5 каждый произведенный лист b - e смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали тем же самым образом, что и в Примере E1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0209]
В Примерах E6 и E7 произведенные листы смазочного материала b и b или d и b для облегчения процесса механообработки крепились к планируемому месту входа и выхода, соответственно, режущего инструмента (сверла из цементированного карбида) на материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0210]
В Примерах E8 и E9 композит из CFRP и Ti (CFRP/Ti) использовался в качестве материала обрабатываемой детали, и использовался лист c или d смазочного материала для облегчения процесса механообработки. В Примерах E8 и E9 лист смазочного материала для облегчения процесса механообработки и этот композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны CFRP.
[0211]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 15. Таблица 15 показывает результаты оценки количества отверстий, которые были обработаны с помощью процесса механообработки (количество обработанных отверстий), наличия сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла для указанного количества отверстий, обработанных с помощью процесса механообработки, а также износ вершины головки сверла.
[0212]
[Сравнительные примеры E1 и E2]
В Сравнительном примере E1 сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 15, тем же самым образом, что и в Примере Е1, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался.
[0213]
В Сравнительном примере E2 сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 15, тем же самым образом, что и в Примере Е8, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался.
[0214]
Таблица 15 показывает результаты оценки количества отверстий, которые были обработаны с помощью процесса механообработки, наличия сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла для указанного количества отверстий, обработанных с помощью процесса механообработки, а также износ вершины головки сверла.
[0215]
[Оценка: количество обработанных отверстий, сколы и заусенцы]
В Примерах E и Сравнительных примерах E количество отверстий, в которых заусенцы и сколы образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критерии для оценки количества обработанных отверстий, заусенцев и сколов были следующими.
(Критерии оценки)
Количество обработанных отверстий: процесс механообработки завершался, когда расщепление, аномальный шум, или воспламенение головки сверла возникали во время процесса механообработки. Количество отверстий, обработанных до этого момента, использовалось в качестве количества обработанных отверстий.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанного отверстия повысилась благодаря трению, так что металл на периферии обработанного отверстия размягчился и тем самым облегчил образование больших заусенцев.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0216]
Фиг. 21 показывает фотографию входа головки сверла после обработки титанового сплава в Примере E2. Фиг. 22 показывает фотографию выхода головки сверла после обработки титанового сплава в Примере E2. Как показано на Фиг. 21 и 22, очевидно, что благоприятное обработанное отверстие было сформировано на входе и выходе головки сверла в Примере E2.
[0217]
Фиг. 23 показывает фотографию входа головки сверла после обработки титанового сплава в Сравнительном примере E1. Фиг. 24 показывает фотографию выхода головки сверла после обработки титанового сплава в Сравнительном примере E1. Как показано на Фиг. 23 и 24, очевидно, что заусенцы и сколы образовались на краю обработанного отверстия на входе головки сверла, и сколы образовались на краю обработанного отверстия на выходе головки сверла в Сравнительном примере E1.
[0218]
[Оценка: износ вершины головки сверла]
В Примерах Е и Сравнительных примерах Е износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 15, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0219]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах Е количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0220]
[Таблица 14]
[0221]
[Таблица 15]
[0222]
[Примеры F]
В таблице 16 приведены технические характеристики, такие как материал обрабатываемой детали (обрабатываемый материал), используемый в каждом из Примеров F и Сравнительных примеров F, каждый компонент, используемый в производстве смазочного материала для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, обрабатывающий инструмент и устройство, используемое при оценке.
[0223]
[Таблица 16]
[0224]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0225]
[Процедура производства листа смазочного материала для облегчения процесса механообработки]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки. Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), а также толщиной, показанными в Таблице 17. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - е смазочного материала для облегчения процесса механообработки.
[0226]
[Примеры F1 - F3]
В Примере F1 произведенный лист смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 18. CFRP с толщиной 10 мм использовалась в качестве материала обрабатываемой детали, и сверление выполнялось при условиях диаметра головки сверла 6 мм и количества обработанных отверстий на головку сверла 100.
[0227]
В Примерах F2 и F3 сверление выполнялось тем же самым образом, что и в Примере F1, за исключением того, что лист b или e смазочного материала для облегчения процесса механообработки использовался вместо листа a смазочного материала для облегчения процесса механообработки. Таблица 18 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0228]
[Сравнительный пример F1]
Сверление выполнялось тем же самым образом, что и в Примере 1, за исключением того, что только материал обрабатываемой детали крепился к инструменту для сверления с использованием зажима, без использования листа смазочного материала для облегчения процесса механообработки. Таблица 18 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0229]
[Примеры F4 - F10]
В Примерах F4 - F8 каждый из произведенных листов а - е смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 19. CFRP с толщиной 20 мм использовалась в качестве материала обрабатываемой детали, и сверление выполнялось при условиях диаметра головки сверла 17,78 мм и количества обработанных отверстий на головку сверла 40.
[0230]
В Примерах F9 и F10 сверление выполнялось тем же самым образом, что и в Примерах F4 - F8, за исключением того, что лист b или d смазочного материала для облегчения процесса механообработки крепился вместо листа а - е смазочного материала для облегчения процесса механообработки к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали, лист b смазочного материала для облегчения процесса механообработки крепился к планируемому месту выхода режущего инструмента (сверла из цементированного карбида) из материала обрабатываемой детали, и лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Таблица 19 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0231]
[Сравнительный пример F2]
Сверление выполнялось тем же самым образом, что и в Примере F4, за исключением того, что только материал обрабатываемой детали крепился к инструменту для сверления с использованием зажима, без использования листа смазочного материала для облегчения процесса механообработки. Таблица 19 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0232]
[Оценка: сколы, заусенцы и расщепление]
В Примерах F и Сравнительных примерах F количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Головка сверла затупляется вследствие износа, и тем самым облегчает образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, остается в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0233]
Фиг. 25 показывает фотографию входа головки сверла после обработки CFRP в Примере F9. Фиг. 26 показывает фотографию выхода головки сверла после обработки CFRP в Примере F9. Как показано на Фиг. 25 и 26, очевидно, что благоприятное обработанное отверстие было сформировано на входе и выходе головки сверла в Примере F9. Фиг. 27 показывает фотографию входа головки сверла после обработки CFRP в Сравнительном примере F2. Фиг. 28 показывает фотографию выхода головки сверла после обработки CFRP в Сравнительном примере F2. Как показано на Фиг. 27 и 28, очевидно, что сколы образовались на краю обработанного отверстия на входе головки сверла, и расщепление образовалось на краю обработанного отверстия на выходе головки сверла в Сравнительном примере F2.
[0234]
[Оценка: износ вершины головки сверла]
В Примерах F и Сравнительных примерах F износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблицах 18 и 19, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0235]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах F количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0236]
[Таблица 17]
[0237]
[Таблица 18]
[0238]
[Таблица 19]
[0239]
[Примеры G]
В таблице 20 приведены технические характеристики, такие как материал обрабатываемой детали (обрабатываемый материал), используемый в каждом из Примеров G и Сравнительных примеров G, каждый компонент, используемый в производстве смазочного листа для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, сверлильный инструмент и устройство, используемое при оценке.
[0240]
[Таблица 20]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0241]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0242]
[Пример G1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки.
[0243]
Поверхность произведенного листа а смазочного материала для облегчения процесса механообработки со сформированным на ней клейким слоем крепилась к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 22. Таблица 22 показывает результаты оценки сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0244]
[Примеры G2 - G7]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), в также толщиной, показанными в Таблице 21, тем же самым образом, что и в Примере G1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - е смазочного материала для облегчения процесса механообработки.
[0245]
В Примерах G2 - G5 каждый из произведенных листов b - e смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали тем же самым образом, что и в Примере G1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0246]
В Примерах G6 и G7 произведенные листы b и b или d и b смазочного материала для облегчения процесса механообработки крепились к планируемому месту входа и выхода, соответственно, режущего инструмента (сверла из цементированного карбида) на материал обрабатываемой детали. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились с использованием зажима.
[0247]
В Примерах G8 и G9 композит из CFRP и Ti (CFRP/Ti) использовался в качестве материала обрабатываемой детали, и использовался лист c или d смазочного материала для облегчения процесса механообработки. В Примерах G8 и G9 лист смазочного материала для облегчения процесса механообработки и этот композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti/лист смазочного материала для облегчения процесса механообработки, и сверление выполнялось со стороны CFRP.
[0248]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 22. Таблица 22 показывает результаты оценки количества отверстий, которые были обработаны с помощью процесса механообработки (количество обработанных отверстий), наличия сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла для указанного количества отверстий, обработанных с помощью процесса механообработки, а также износ вершины головки сверла.
[0249]
[Сравнительный пример G1]
В Сравнительном примере G1 сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 22, тем же самым образом, что и в Примере G1, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался.
[0250]
В Сравнительном примере G2 сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 22, тем же самым образом, что и в Примере G8, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался.
[0251]
Таблица 22 показывает результаты оценки количества отверстий, которые были обработаны с помощью процесса механообработки (количество обработанных отверстий), наличия сколов и заусенцев на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла для указанного количества отверстий, обработанных с помощью процесса механообработки, а также износ вершины головки сверла.
[0252]
[Оценка: количество обработанных отверстий, сколы и заусенцы]
В Примерах G и Сравнительных примерах G количество отверстий, в которых заусенцы и сколы образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критерии для оценки количества обработанных отверстий, заусенцев и сколов были следующими.
(Критерии оценки)
Количество обработанных отверстий: процесс механообработки завершался, когда расщепление, аномальный шум, или воспламенение головки сверла возникали во время процесса механообработки. Количество отверстий, обработанных до этого момента, использовалось в качестве количества обработанных отверстий.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанного отверстия повысилась благодаря трению, так что металл на периферии обработанного отверстия размягчился и тем самым облегчил образование больших заусенцев.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0253]
Фиг. 29 показывает фотографию входа головки сверла после обработки титанового сплава в Примере G2. Фиг. 30 показывает фотографию выхода головки сверла после обработки титанового сплава в Примере G2. Как показано на Фиг. 29 и 30, очевидно, что благоприятное обработанное отверстие было сформировано на входе и выходе головки сверла в Примере G2.
[0254]
Фиг. 31 показывает фотографию входа головки сверла после обработки титанового сплава в Сравнительном примере G1. Фиг. 32 показывает фотографию выхода головки сверла после обработки титанового сплава в Сравнительном примере G1. Как показано на Фиг. 31 и 32, очевидно, что заусенцы и сколы образовались на краю обработанного отверстия на входе головки сверла, и сколы образовались на краю обработанного отверстия на выходе головки сверла в Сравнительном примере G1.
[0255]
[Оценка: износ вершины головки сверла]
В Примерах G и Сравнительных примерах G износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 22, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0256]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах Е количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0257]
[Таблица 21]
[0258]
[Таблица 22]
[0259]
[Примеры H]
В таблице 23 приведены технические характеристики, такие как материал обрабатываемой детали (обрабатываемый материал), используемый в каждом из Примеров H и Сравнительных примеров H, каждый компонент, используемый в производстве смазочного листа для облегчения процесса механообработки, клейкий слой, головка сверла, используемая при сверлении, обрабатывающий инструмент и устройство, используемое при оценке.
[0260]
[Таблица 23]
[0261]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0262]
[Пример HA1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки. Таблица 24 показывает гибкий объем, свойства следования и прочность на разрыв листа a смазочного материала для облегчения процесса механообработки.
[0263]
[Примеры HA2 - HA8]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 24, тем же самым образом, что и в Примере НA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - h смазочного материала для облегчения процесса механообработки. Таблица 24 показывает гибкий объем, свойства следования и прочность на разрыв листов b - h смазочного материала для облегчения процесса механообработки.
[0264]
[Сравнительные примеры HA1 - HA5]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 24, тем же самым образом, что и в Примере НA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы i - m смазочного материала для облегчения процесса механообработки. Таблица 24 показывает гибкий объем, свойства следования и прочность на разрыв листов i - m смазочного материала для облегчения процесса механообработки.
[0265]
[Сравнительный пример HA6]
Слой полиэфирной смолы, имеющий толщину 0,01 мм (VYLONAL MD-1200 производства компании Toyobo Co., Ltd.), был сформирован в качестве клейкого полимерного слоя на одной стороне алюминиевой фольги, имеющей толщину 0,15 мм (1N30-H18 производства компании Mitsubishi Aluminum Co., Ltd.). Приготовленная таким образом алюминиевая фольга со сформированным на ней клейким полимерным слоем (алюминиевая фольга с клейким полимерным слоем) и лист i смазочного материала для облегчения процесса механообработки были ламинированы в форме листа i смазочного материала для облегчения процесса механообработки, покрытого с обеих сторон алюминиевой фольгой с клейким полимерным слоем, то есть в форме структуры: алюминиевая фольга с клейким полимерным слоем/лист i смазочного материала для облегчения процесса механообработки/алюминиевая фольга с клейким полимерным слоем. Клейкий полимерный слой на поверхности алюминиевой фольги контактировал с листом смазочного материала для облегчения процесса механообработки. Эта структура была интегрально ламинирована с помощью термоламинирования при температуре 150°C с использованием устройства ламинирования (OHL-2400 производства компании ONC Inc.) для того, чтобы произвести лист n смазочного материала для облегчения процесса механообработки.
[0266]
[Сравнительные примеры HA7 - HA9]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 24, тем же самым образом, что и в Примере НA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы o - q смазочного материала для облегчения процесса механообработки.
[0267]
[Примеры HB1 - HB14]
Каждый из произведенных листов a - h смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 25. Таблица 25 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0268]
В Примерах HB9 - HB12 композит из CFRP и Ti использовался в качестве материала обрабатываемой детали. При этом лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0269]
В Примерах HB13 и HB14 произведенный лист b смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа и выхода режущего инструмента (сверла из цементированного карбида) на CFRTP, имеющую криволинейную поверхность. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Лист смазочного материала для облегчения процесса механообработки имел превосходные свойства следования и прочность на разрыв, и поэтому достигал плотного контакта с материалом обрабатываемой детали.
[0270]
[Сравнительные примеры HB1 - HB7]
В Сравнительных примерах HB1 - HB5 каждый произведенный лист i - m смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали тем же самым образом, что и в Примере HB1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима.
[0271]
В Сравнительных примерах HB6 и HB7 выполнялась та же самая операция, что и в Примере HB13, за исключением того, что лист смазочного материала для облегчения процесса механообработки не использовался.
[0272]
Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 25. Таблица 25 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла. В Сравнительном примере HB5 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0273]
[Оценка: гибкий объем]
Как показано на Фиг. 5, лист X смазочного материала для облегчения процесса механообработки, имеющий ширину 30 мм и длину 150 мм, крепился удерживающим зажимом так, чтобы выступать на 100 мм. Затем нагрузка Z величиной 25 г прикладывалась к концевой части листа X смазочного материала для облегчения процесса механообработки. Смещение Y от положения листа X смазочного материала для облегчения процесса механообработки без нагрузки Z использовалось в качестве гибкого объема листа смазочного материала для облегчения процесса механообработки. Когда лист смазочного материала для облегчения процесса механообработки был отрезан от точки опоры, в которой лист смазочного материала для облегчения процесса механообработки был закреплен удерживающим зажимом, было невозможно измерить гибкий объем.
[0274]
[Свойства следования]
Лист смазочного материала для облегчения процесса механообработки оборачивался вокруг цилиндра, имеющего диаметр 90 мм. Пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром наблюдалось визуально. Свойства следования оценивались в соответствии с описанными ниже критериями. Фиг. 33 и 34 показывают фотографии, иллюстрирующие свойства следования и результаты испытания на прочность Примера HA2 и Сравнительного примера HA2.
Превосходно: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром было меньше чем 1 мм.
Хорошо: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром составляло 1 мм или больше и меньше чем 5 мм.
Плохо: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром составляло 5 мм или больше, или было невозможно обернуть лист смазочного материала для облегчения процесса механообработки вокруг цилиндра.
[0275]
[Прочность на разрыв]
Лист смазочного материала для облегчения процесса механообработки оборачивался вокруг цилиндра, имеющего диаметр 90 мм. Через 24 час состояние листа смазочного материала для облегчения процесса механообработки наблюдалось визуально. Прочность на разрыв оценивалась в соответствии с описанными ниже критериями. Фиг. 33 и 34 показывают фотографии, иллюстрирующие свойства следования и результаты испытания на прочность Примера HA2 и Сравнительного примера HA2.
Превосходно: трещины на поверхности листа смазочного материала для облегчения процесса механообработки отсутствуют.
Хорошо: трещина размером меньше чем 1 мм образовалась на поверхности листа смазочного материала для облегчения процесса механообработки.
Плохо: лист смазочного материала для облегчения процесса механообработки разорвался или разрушился, или трещина размером 1 мм или больше образовалась на поверхности листа смазочного материала для облегчения процесса механообработки.
[0276]
[Оценка: сколы, заусенцы и расщепление]
В Примерах H и Сравнительных примерах H количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Головка сверла затупляется вследствие износа, и тем самым облегчает образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0277]
[Оценка: износ вершины головки сверла]
В Примерах H и Сравнительных примерах H износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 25, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0278]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах H количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0279]
[Таблица 24]
*1: Было невозможно сформировать лист благодаря слишком низкой вязкости полимерного состава.
*2: Было невозможно сформировать лист благодаря слишком высокой вязкости полимерного состава.
*3: Было невозможно сформировать применимый на практике лист, потому что лист не имел тела и был хрупким.
[0280]
[Таблица 25]
[0281]
[Примеры I]
В таблице 26 приведены технические характеристики, такие как материал обрабатываемой детали (обрабатываемый материал), используемый в каждом из Примеров I и Сравнительных примеров I, каждый компонент, используемый в производстве смазочного листа для облегчения процесса механообработки, клейкий слой, головка сверла, используемая в процессе механообработки, обрабатывающий инструмент и устройство, используемое при оценке.
[0282]
[Таблица 26]
* Твердость по Виккерсу сплава Ti-6Al-4V составляла 320.
[0283]
Средний размер частиц (медианный диаметр) углерода (C) и средневесовые молекулярные массы высокомолекулярного соединения (A) и среднемолекулярного соединения (B) измерялись тем же самым образом, что и в Примерах A.
[0284]
[Пример IA1]
24 массовые части полиэтиленоксида (Alkox E-45 производства компании Meisei Chemical Works, Ltd.) и 24 массовые части полиэтиленоксида (Alkox R-150 производства компании Meisei Chemical Works, Ltd.) в качестве высокомолекулярного соединения (A), 47 массовых частей моностеарата полиэтиленоксида (Nonion S-40 производства компании NOF Corp.) в качестве среднемолекулярного соединения (B) и 5 массовых частей графита (XD-100, производства компании Ito Graphite Co., Ltd.) в качестве углерода (C) были сформованы при температуре 140°C с использованием одношнекового экструдера для того, чтобы произвести лист, имеющий толщину 1,0 мм. Сильно клейкая лицевая сторона двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A производства компании Nitto Denko Corp.), была прикреплена к одной стороне этого листа для того, чтобы произвести лист a смазочного материала для облегчения процесса механообработки. Таблица 27 показывает гибкий объем, свойства следования и прочность на разрыв листа a смазочного материала для облегчения процесса механообработки.
[0285]
[Примеры IA2 - IA4]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 27, тем же самым образом, что и в Примере IA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы b - d смазочного материала для облегчения процесса механообработки. Таблица 27 показывает гибкий объем, свойства следования и прочность на разрыв листов b - d смазочного материала для облегчения процесса механообработки.
[0286]
[Сравнительные примеры IA1 и IA2]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 27, тем же самым образом, что и в Примере IA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы e и f смазочного материала для облегчения процесса механообработки. Таблица 27 показывает гибкий объем, свойства следования и прочность на разрыв листов e и f смазочного материала для облегчения процесса механообработки.
[0287]
[Сравнительный пример IA3]
Слой полиэфирной смолы, имеющий толщину 0,01 мм (VYLONAL MD-1200 производства компании Toyobo Co., Ltd.), был сформирован в качестве клейкого полимерного слоя на одной стороне алюминиевой фольги, имеющей толщину 0,15 мм (1N30-H18 производства компании Mitsubishi Aluminum Co., Ltd.). Приготовленная таким образом алюминиевая фольга со сформированным на ней клейким полимерным слоем (алюминиевая фольга с клейким полимерным слоем) и лист е смазочного материала для облегчения процесса механообработки были ламинированы в форме листа e смазочного материала для облегчения процесса механообработки, покрытого с обеих сторон алюминиевой фольгой, то есть в форме структуры: алюминиевая фольга с клейким полимерным слоем/лист е смазочного материала для облегчения процесса механообработки/алюминиевая фольга с клейким полимерным слоем. Клейкий полимерный слой на поверхности алюминиевой фольги контактировал с листом смазочного материала для облегчения процесса механообработки. Эта структура была интегрально ламинирована с помощью термоламинирования при температуре 150°C с использованием устройства ламинирования (OHL-2400 производства компании ONC Inc.) для того, чтобы произвести лист g смазочного материала для облегчения процесса механообработки.
[0288]
[Сравнительные примеры IA4 - IA6]
Каждый лист был произведен с использованием одношнекового экструдера в соответствии с полимерной композицией высокомолекулярного соединения (A), среднемолекулярного соединения (B) и углерода (C), показанной в Таблице 27, тем же самым образом, что и в Примере IA1. Сильно клейкая поверхность двусторонней клейкой ленты, имеющей толщину 0,12 мм (№ 535A, производства компании Nitto Denko Corp.), прикреплялась к одной стороне листа для того, чтобы произвести листы h - j смазочного материала для облегчения процесса механообработки.
[0289]
[Примеры IB1 - IB8]
Каждый из произведенных листов a - d смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали (то есть ко входной части отверстия). Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 28. Таблица 28 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла.
[0290]
В Примерах IB5 - IB8 использовался композит из CFRP и Ti. При этом лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0291]
[Сравнительные примеры IB1 и IB2]
Каждый произведенный лист e и f смазочного материала для облегчения процесса механообработки крепился к планируемому месту входа режущего инструмента (сверла из цементированного карбида) в материал обрабатываемой детали тем же самым образом, что и в Примере IB1. Лист смазочного материала для облегчения процесса механообработки и материал обрабатываемой детали крепились к сверлильному инструменту с использованием зажима. Сверление сверлом из цементированного карбида выполнялось при условиях, показанных в Таблице 28. Таблица 28 показывает результаты оценки сколов, заусенцев и расщепления на периферии обработанного отверстия на стороне входа и на стороне выхода головки сверла, а также износ вершины головки сверла. В Сравнительном примере IB2 лист смазочного материала для облегчения процесса механообработки и композит ламинировались в следующем порядке: лист смазочного материала для облегчения процесса механообработки/CFRP/Ti, и сверление выполнялось со стороны листа смазочного материала для облегчения процесса механообработки.
[0292]
[Оценка: гибкий объем]
Как показано на Фиг. 5, лист X смазочного материала для облегчения процесса механообработки, имеющий ширину 30 мм и длину 150 мм, крепился удерживающим зажимом так, чтобы выступать на 100 мм. Затем нагрузка Z величиной 25 г прикладывалась к концевой части листа X смазочного материала для облегчения процесса механообработки. Смещение Y от положения листа X смазочного материала для облегчения процесса механообработки без нагрузки Z использовалось в качестве гибкого объема листа смазочного материала для облегчения процесса механообработки. Когда лист смазочного материала для облегчения процесса механообработки был отрезан от точки опоры, в которой лист смазочного материала для облегчения процесса механообработки был закреплен удерживающим зажимом, было невозможно измерить гибкий объем.
[0293]
[Свойства следования]
Лист смазочного материала для облегчения процесса механообработки оборачивался вокруг цилиндра, имеющего диаметр 90 мм. Пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром наблюдалось визуально. Свойства следования оценивались в соответствии с описанными ниже критериями оценки.
Превосходно: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром было меньше чем 1 мм.
Хорошо: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром составляло 1 мм или больше и меньше чем 5 мм.
Плохо: пространство между листом смазочного материала для облегчения процесса механообработки и цилиндром составляло 5 мм или больше, или было невозможно обернуть лист смазочного материала для облегчения процесса механообработки вокруг цилиндра.
[0294]
[Прочность на разрыв]
Лист смазочного материала для облегчения процесса механообработки оборачивался вокруг цилиндра, имеющего диаметр 90 мм. Через 24 час состояние листа смазочного материала для облегчения процесса механообработки наблюдалось визуально. Прочность на разрыв оценивалась в соответствии с описанными ниже критериями. Фиг. 35 и 36 показывают фотографии, иллюстрирующие свойства следования и результаты испытания на прочность Примера IA2 и Сравнительного примера IA1.
Превосходно: трещины на поверхности листа смазочного материала для облегчения процесса механообработки отсутствуют.
Хорошо: трещина размером меньше чем 1 мм образовалась на поверхности листа смазочного материала для облегчения процесса механообработки.
Плохо: лист смазочного материала для облегчения процесса механообработки разорвался или разрушился, или трещина размером 1 мм или больше образовалась на поверхности листа смазочного материала для облегчения процесса механообработки.
[0295]
[Оценка: сколы, заусенцы и расщепление]
В Примерах I и Сравнительных примерах I количество отверстий, в которых заусенцы, сколы и расщепление образовались на периферии обработанного отверстия со стороны входа головки сверла и со стороны выхода головки сверла, подсчитывалось визуально с использованием лупы с увеличением 10×. Критериями для оценки заусенцев, сколов и расщепления были следующие.
(Критерии оценки)
Заусенцы: выступы, которые образовались вокруг выхода головки сверла, когда режущий инструмент проходил от входа головки сверла к выходу головки сверла. Температура окружения обработанного отверстия повысилась благодаря трению, так что металл на периферии обработанного отверстия размягчился и тем самым облегчил образование больших заусенцев.
Сколы: вогнутые части, которые образовались у входа головки сверла и у выхода головки сверла.
Расщепление: явление, в котором часть волокна, составляющего армированный волокном композиционный материал, оставалась в виде заусенцев вокруг обработанных отверстий без их обрезания.
[0296]
[Оценка: износ вершины головки сверла]
В Примерах I и Сравнительных примерах I износ вершины головки сверла после сверления отверстий в соответствии с количеством обработанных отверстий, показанным в Таблице 28, был визуально оценен в направлении от вершины головки сверла с использованием лупы с увеличением 10×. Определялось отношение площади поверхности №2 головки сверла (сверло из цементированного карбида RG-GDN производства компании OSG Corp.) после использования (после износа) к площади (100%) поверхности №2 головки сверла в неиспользованном свежем состоянии, и износ вершины головки сверла оценивался в соответствии с критериями оценки, описанными ниже. Фиг. 6 показывает схему головки сверла, если смотреть в направлении от вершины головки сверла.
Большой: осталось меньше чем 80% площади поверхности №2.
Средний: осталось меньше чем 95% и 80% или больше площади поверхности № 2.
Небольшой: осталось 95% или больше площади поверхности №2.
[0297]
[Оценка: количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали]
После обработки лист смазочного материала для облегчения процесса механообработки был отделен от материала обрабатываемой детали, и количество компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя, прилипших к материалу обрабатываемой детали, было определено способом экстракции раствора. Конкретно, материал обрабатываемой детали после отделения листа смазочного материала для облегчения процесса механообработки опускался в ультрачистую воду. Затем только растворитель был сконцентрирован и разложен с применением бромистоводородной кислоты. Полиэтиленоксид был количественно проанализирован для определения количества компонентов смазочного материала для облегчения процесса механообработки и клейкого слоя. В результате в Примерах I количество прилипших компонентов составило от 3 × 10-9 до 4 × 10-9 г/мм2 в общей сложности для площади контактной части между материалом обрабатываемой детали и смазочным материалом для облегчения процесса механообработки и площади обработанной части.
[0298]
[Таблица 27]
*1: Было невозможно сформировать лист благодаря слишком низкой вязкости полимерного состава.
*2: Было невозможно сформировать лист благодаря слишком высокой вязкости полимерного состава.
*3: Было невозможно сформировать применимый на практике лист, потому что лист не имел тела и был хрупким.
[0299]
[Таблица 28]
[0300]
Настоящая патентная заявка основана на японской патентной заявке № 2015-156386, поданной в японское Бюро патентов 6 августа 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-217797, поданной в японское Бюро патентов 5 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-217799, поданной в японское Бюро патентов 5 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-221629, поданной в японское Бюро патентов 11 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-221031, поданной в японское Бюро патентов 11 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-221630, поданной в японское Бюро патентов 11 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-221032, поданной в японское Бюро патентов 11 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-219830, поданной в японское Бюро патентов 9 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки. Кроме того, настоящая патентная заявка основана на японской патентной заявке № 2015-219832, поданной в японское Бюро патентов 9 ноября 2015 г., содержание которой включено в настоящий документ посредством ссылки.
ПРОМЫШЛЕННАЯ ПРИМЕНИМОСТЬ
[0301]
В процессе механообработки материала обрабатываемой детали, в частности трудно поддающегося механообработке материала, смазочный материал для облегчения процесса механообработки по настоящему изобретению имеет промышленную применимость в качестве листа, который улучшает качество обработки и уменьшает затраты на обработку.
СПИСОК ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
[0302]
1 - Материал обрабатываемой детали
2 - Смазочный материал для облегчения процесса механообработки
3 - Режущий инструмент
X - Лист смазочного материала для облегчения процесса механообработки
Y - Смещение
Z - Нагрузка
Реферат
Настоящее изобретение относится к смазочному материалу для облегчения процесса механообработки, содержащий: высокомолекулярное соединение (A), имеющее средневесовую молекулярную массу 5 × 10или выше и 1 × 10или ниже; среднемолекулярное соединение (В), имеющее средневесовую молекулярную массу 1 × 10или выше и ниже чем 5 × 10; и углерод (C), имеющий средний размер частиц 100 мкм или больше, и формой углерода (C) является форма чешуек. Смазочный материал используется в способе механообработки, содержащем стадию механообработки материала обрабатываемой детали режущим инструментом с обеспечением контакта смазочного материала для облегчения процесса механообработки с режущим инструментом и/или подлежащей обработке частью материала обрабатываемой детали, в котором материал обрабатываемой детали содержит армированный волокном композиционный материал, трудно поддающийся механообработке металлический материал или композиционный материал из армированного волокном композиционного материала и трудно поддающегося механообработке металлического материала. 2 н. и 23 з.п. ф-лы, 36 ил., 28 табл.
Формула
Документы, цитированные в отчёте о поиске
Резьбовое соединение для стальных труб
Композиция смазочного покрытия, подходящая для смазки резьбового соединения
Комментарии