Зонд для витрэктомии - RU2416383C2
Код документа: RU2416383C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к микрохирургическим зондам и, в частности, к офтальмологическим микрохирургическим зондам, например зондам для витрэктомии.
Обзор состояния техники
Офтальмологические хирургические операции на заднем сегменте обычно требуют иссечения и/или удаления жидкой части стекловидного тела, прозрачного желеобразного материала, который заполняет задний сегмент глаза. Жидкая часть стекловидного тела или стекловидное тело состоит из множества микроскопических волокон, которые часто соединены с сетчаткой. Поэтому иссечение и/или удаление стекловидного тела следует выполнять с особой тщательностью, чтобы исключить напряжение сетчатки, отслоение сетчатки от собственно сосудистой оболочки глаза, разрыв сетчатки или, в худшем случае, иссечения и удаления самой сетчатки.
Общеизвестно применение микрохирургических режущих зондов при офтальмологической операции на заднем сегменте. Подобные зонды для витрэктомии обычно вводят через разрез в склере вблизи области pars plana (ресничного кружка). Хирург может также вводить другие микрохирургические инструменты, например волоконно-оптический осветитель, инфузионную канюлю или аспирационный зонд во время операции на заднем сегменте. Хирург выполняет операцию с одновременным наблюдением глаза под микроскопом.
Традиционные зонды для витрэктомии обычно содержат пустотелый внешний режущий элемент, пустотелый внутренний режущий элемент, расположенный соосно с пустотелым внешним режущим элементом и с возможностью перемещения внутри него, и канал, продолжающийся радиально сквозь внешний режущий элемент вблизи его дистального конца. Жидкую часть стекловидного тела аспирируют в открытый канал и приводят в действие внутренний элемент для закрытия канала. После закрытия канала режущие поверхности как на внутреннем, так и на внешнем режущих элементах согласованно иссекают стекловидное тело, и после этого иссеченное стекловидное тело аспирируют через внутренний режущий элемент. В патентах США №№ 4577629 (Martinez); 5019035 (Missirlian с соавторами); 4909249 (Akkas с соавторами); 5176628 (Charles с соавторами); 5047008 (de Juan с соавторами); 4696298 (Higgins с соавторами); и 5733297 (Wang) описаны различные типы зондов для витрэктомии, и каждый из упомянутых патентов целиком включен в настоящее описание путем отсылки.
Во время офтальмологической операции на заднем сегменте обычно желательно удалить как можно больше вышележащего стекловидного тела перед любой операцией по восстановлению сетчатки. Однако хирург ограничен в том, насколько близко к сетчатке он может расположить традиционный зонд для витрэктомии из-за геометрии наконечника зонда и режущего канала. Поэтому по прежнему существует потребность в усовершенствованном зонде для витрэктомии, который свободен от вышеописанных ограничений.
Сущность изобретения
В соответствии с одним аспектом настоящего изобретения предлагается микрохирургический зонд. Зонд содержит трубчатый корпус, имеющий внутреннее отверстие, канал, обеспечивающий доступ к внутреннему отверстию, и закрытый дистальный наконечник. Дистальный наконечник имеет плоскую внутреннюю поверхность.
В соответствии другим аспектом настоящего изобретения предлагается первый способ формирования микрохирургического зонда. Трубчатую иглу располагают внутри конусной втулки. Конусную втулку и иглу вращают с высокой скоростью. Обеспечивают инструмент, имеющий, в общем, плоскую дистальную поверхность со сферическим выступом на упомянутой поверхности. Кромку дистального конца иглы приводят в контакт со сферическим выступом. Инструмент перемещают по дистальному концу иглы от кромки до позиции немного за осевой линией иглы, чтобы придать дистальному концу иглы форму закрытого дистального наконечника, имеющего плоскую внешнюю поверхность и плоскую внутреннюю поверхность.
В соответствии c другим аспектом настоящего изобретения предлагается второй способ формирования микрохирургического зонда. Дистальный конец трубчатой иглы располагают в контакте с листом фольги. К игле и фольге прилагают сжимающее усилие. Пропускают электрический импульс между иглой и фольгой, чтобы фольга приварилась к игле. Иглу располагают в вырубном штампе, и иглу продавливают сквозь фольгу, чтобы сформировать закрытый дистальный наконечник, имеющий плоскую внешнюю поверхность и плоскую внутреннюю поверхность.
Краткое описание чертежей
Для более глубокого понимания настоящего изобретения и дополнительных целей и преимуществ настоящего изобретения ниже приведено описание в связи с прилагаемыми чертежами, на которых:
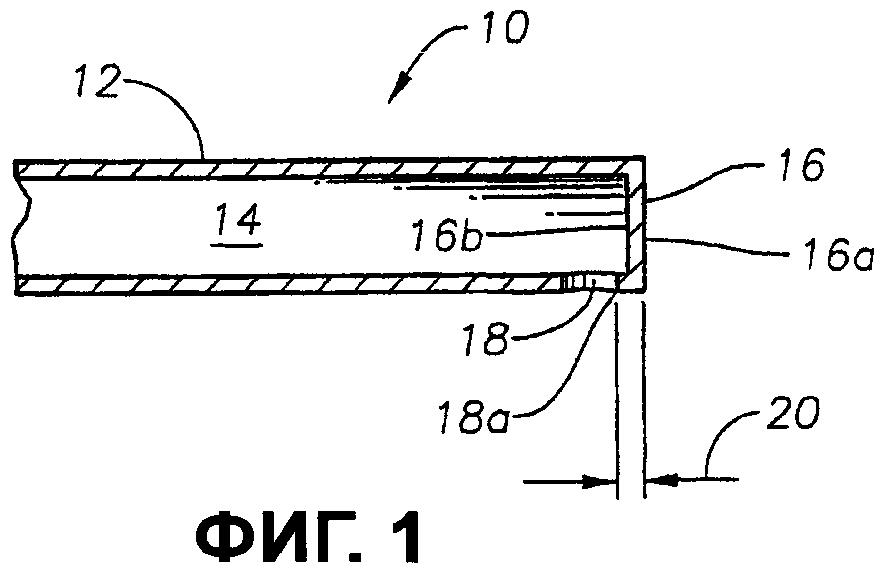
Фиг.1 - местный вид сбоку в разрезе дистального участка зонда для витрэктомии в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
Фиг.2 - местный вид сбоку в разрезе дистального участка традиционного зонда для витрэктомии;
Фиг.3 - местный вид сбоку в разрезе дистального участка второго традиционного зонда для витрэктомии;
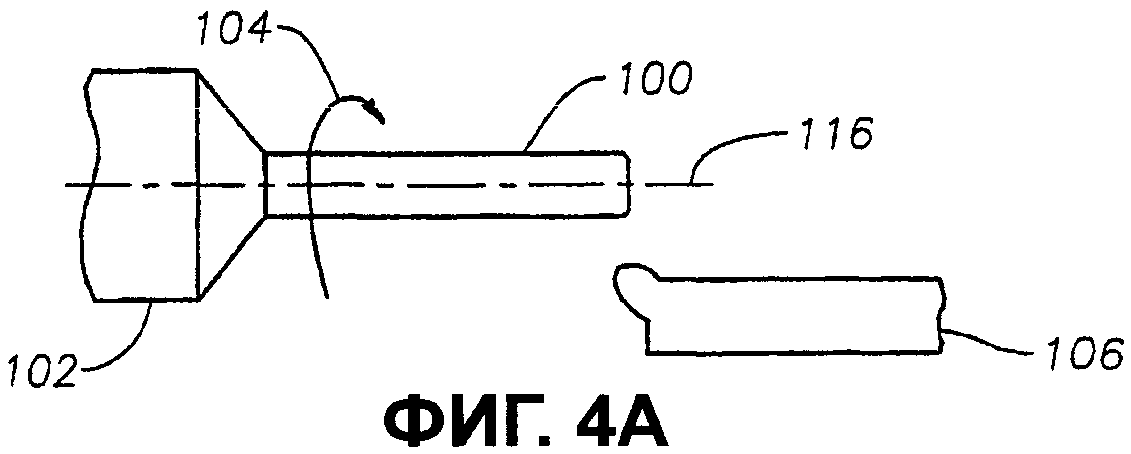
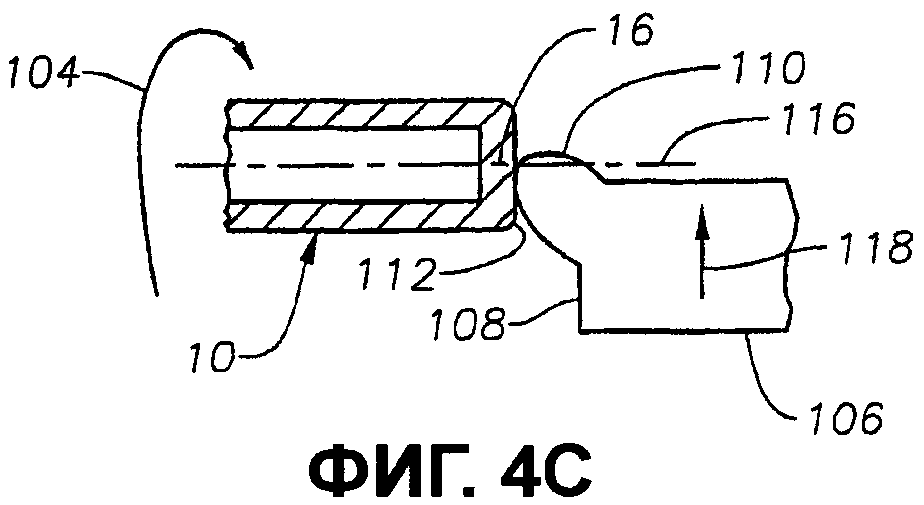
Фиг.4A-4C - схематичное изображение способа изготовления зонда для витрэктомии, показанного на фиг.1, в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
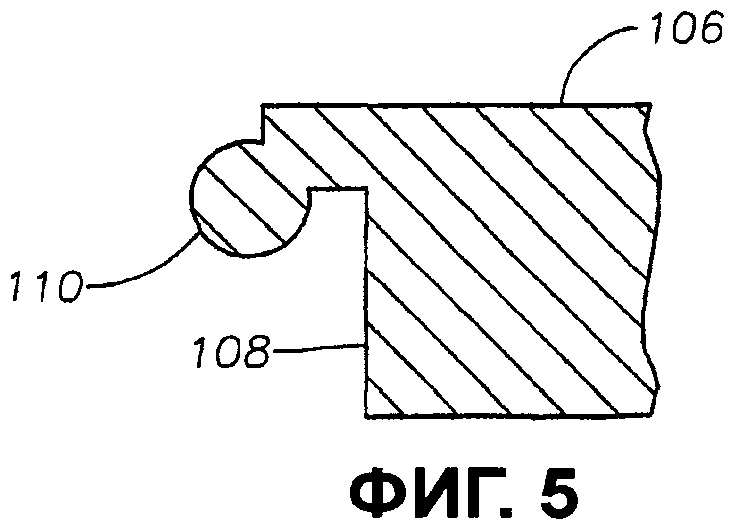
Фиг.5 - схематичный увеличенный местный вид в разрезе предпочтительного инструмента для способа, показанного на фиг.4A-4C; и
Фиг.6A-6C - схематичное изображение второго способа изготовления зонда для витрэктомии, показанного на фиг.1, в соответствии с предпочтительным вариантом осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов осуществления
Предпочтительные варианты осуществления настоящего изобретения и их преимущества наиболее понятны из рассмотрения фиг.1-6 чертежей, на которых одинаковые числовые позиции применяются для обозначения сходных и соответствующих частей на разных чертежах.
На фиг.1 изображен дистальный участок зонда 10 для витрэктомии в соответствии с предпочтительным вариантом осуществления настоящего изобретения. Зонд 10, в общем, содержит трубчатый корпус 12, имеющий внутреннее отверстие 14, закрытый дистальный наконечник 16 и канал 18, обеспечивающий доступ во внутреннее отверстие 14. Трубчатый корпус 12 предпочтительно выполнен из нержавеющей стали. Внутренний режущий элемент (не показан) двигается продольно возвратно-поступательно во внутреннем отверстии 14 так, чтобы разрезать ткань, аспирируемую во внутреннее отверстие 14 через канал 18 хирургической стойкой (не показанной). Дистальный наконечник 16 имеет плоскую внешнюю поверхность 16a и плоскую внутреннюю поверхность 16b. Зонд 10 предпочтительно имеет диаметр от номера 20 до номера 25.
На фиг.2 и 3 показаны дистальные участки традиционных зондов 22 и 24 для витрэктомии, соответственно. Каждый из зондов 22 и 24, в общем, содержит трубчатый корпус 26, имеющий внутреннее отверстие 28, закрытые дистальные наконечники 30 и 30a и канал 32, обеспечивающий доступ во внутреннее отверстие 28. Трубчатый корпус 26 предпочтительно выполнен из нержавеющей стали. Внутренний режущий элемент (не показанный) двигается продольно возвратно-поступательно во внутреннем отверстии 28 так, чтобы разрезать ткань, аспирируемую во внутреннее отверстие 28 через канал 32 хирургической стойкой (не показанной).
Дистальный наконечник 30 имеет выпуклую сферическую внешнюю поверхность 34 и вогнутую сферическую внутреннюю поверхность 36. Дистальный наконечник 30 изготовлен с использованием традиционного способа выдавливания. При традиционном выдавливании трубчатую заготовку иглы вращают, и инструмент, имеющий, в общем, вогнутый дистальный конец, приводят в контакт с концом иглы. Усилие инструмента, действующее на вращающуюся иглу, закрывает конец трубки и создает дистальный наконечник 30, имеющий сферическую геометрию.
Дистальный наконечник 30a имеет плоскую внешнюю поверхность 42 и выпуклую сферическую внутреннюю поверхность 44. Дистальный наконечник 30a изготовлен с использованием традиционного способа сварки наплавлением узкого валика (или дуговой сварки вольфрамовым электродом в среде инертного газа). При традиционной сварке наплавлением узкого валика электрод располагают над концом заготовки трубчатой иглы и пропускают электрический ток между иглой и электродом. На конце иглы формируется узкий валик материала с созданием закрытого дистального наконечника 30a, имеющего сферическую геометрию. На внешней поверхности 42 выполняют вспомогательные операции механической обработки для придания упомянутой поверхности плоской формы. Однако внутренняя поверхность 44 остается выпукло сферической по форме из-за сложности контроля внутреннего грата при сварке.
Как подробно изложено ниже, плоскую внешнюю поверхность 16a и плоскую внутреннюю поверхность 16b предпочтительно формируют с использованием усовершенствованного способа выдавливания или способа контактной сварки. Плоская внешняя поверхность 16a и плоская внутренняя поверхность 16b имеют следствием меньшее удаление 20 дистального конца 18a канала от внешней поверхности 16a по сравнению с удалением 40 между дистальным концом 38 канала 32 и внешней поверхностью 34 традиционного зонда 22 или с удалением 48 между дистальным концом 46 канала 32 и внешней поверхностью 42 традиционного зонда 24. Плоская внутренняя поверхность 16b позволяет также дистальному концу 18a канала 18 располагаться почти копланарно с внутренней поверхностью 16b. Напротив, дистальный конец 38 канала 32 традиционного зонда 22 смещен от его внутренней поверхности 36 из-за вогнутой сферической геометрии внутренней поверхности 36. Аналогично, дистальный конец 46 канала 32 традиционного зонда 24 смещен от его внутренней поверхности 44 из-за неопределенности допусков внутреннего грата при сварке по способу сварки наплавлением узкого валика. Удаление 20 предпочтительно составляет от приблизительно 0,006 дюймов до приблизительно 0,016 дюймов и, в наиболее предпочтительном варианте, составляет от приблизительно 0,006 дюймов до приблизительно 0,011 дюймов. Дистальный конец 18a канала 18 предпочтительно расположен на удалении от приблизительно 0,003 дюймов до приблизительно 0,005 дюймов от внутренней поверхности 16b. При сведении к минимуму удаления 20 хирург может располагать зонд 10 ближе к сетчатке, без контакта с сетчаткой. Таким образом, посредством зонда 10 хирург может удалять больше вышележащего стекловидного тела перед выполнением операции по восстановлению нижележащей сетчатки, чем посредством традиционных зондов 22 или 24.
На фиг.4A-4C и фиг.5 схематично изображен предпочтительный усовершенствованный способ выдавливания для формирования зонда 10 для витрэктомии. Трубчатую заготовку 100 иглы располагают внутри конусной втулки 102 токарного станка (не показанного) традиционным способом. Конусную втулку 102 и, следовательно, иглу 100 вращают с высокой скоростью по стрелке 104. Инструмент 106, имеющий, в общем, плоскую дистальную поверхность 108 с, в общем, сферическим выступом 110 приводят в контакт с кромкой 112 дистального конца 114 иглы 100, как показано на фиг.4B. Инструмент 106 перемещают по всему торцу дистального конца 114 от кромки 112 в направлении по стрелке 118. В альтернативном варианте инструмент 106 перемещают по торцу дистального конца 114 от кромки 112 до позиции немного за осевой линией 116 иглы 100 в направлении по стрелке 118, как показано на фиг.4C. Усилие выступа 110, контактирующего с дистальным концом 114 иглы 100, вызывает смещение материала, образующего иглу 100. Когда выступ 110 достигает осевой линии 116, дистальный конец 114 иглы 100 замыкается так, чтобы формировался дистальный конец 16 зонда 10. Диаметр сферического выступа 110 составляет предпочтительно +/- десять процентов от внешнего диаметра иглы 100. Плоскую внешнюю поверхность 16a предпочтительно механически обрабатывают для придания ей радиуса или фаски по ее периферии, чтобы облегчить разрез в области pars plana.
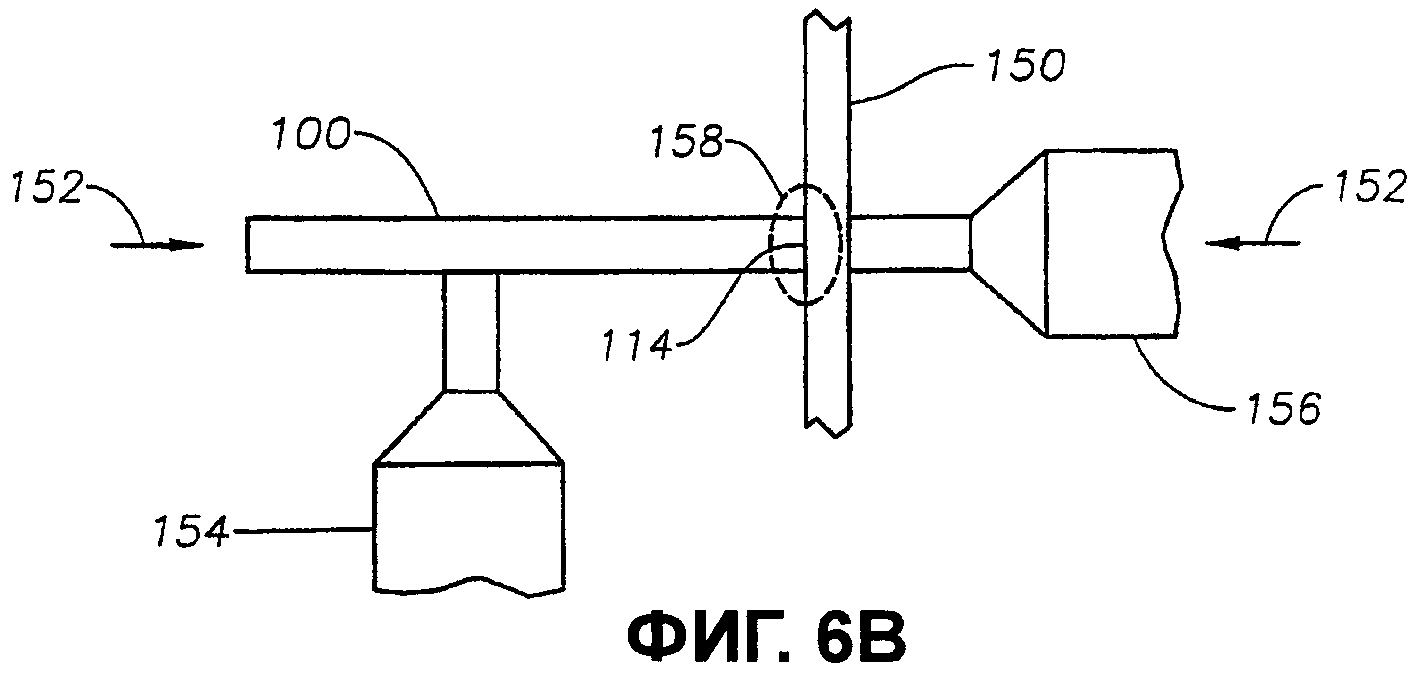
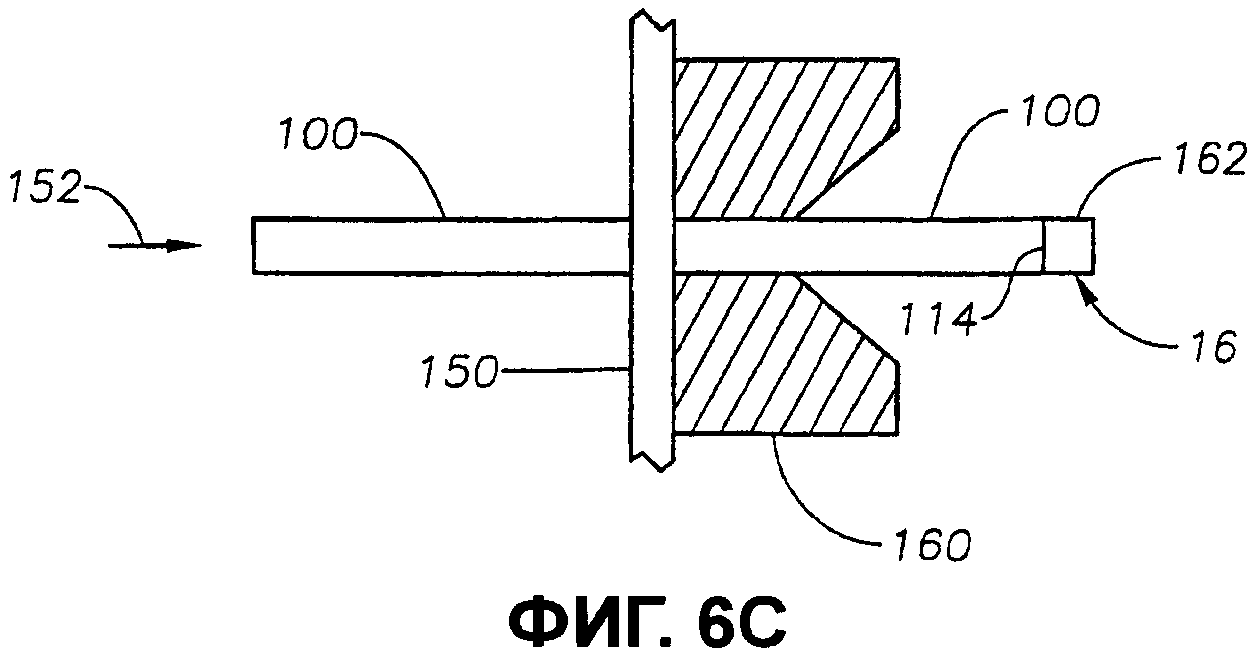
На фиг.6A-6C схематично показан предпочтительный способ контактной сварки для формирования зонда 10 для витрэктомии. Дистальный конец 114 заготовки 100 трубчатой иглы приводят в контакт с листом фольги 150 из нержавеющей стали, и к игле 100 и фольге 150 прилагают сжимающее усилие, показанное стрелкой 152. Фольга 150 предпочтительно имеет толщину около 0,004 дюймов. Электрод 154 располагают на стороне иглы 100, и электрод 156 располагают на фольге 150. Между электродами 154 и 156 пропускают электрический импульс. При протекании электрического импульса от иглы 100 к фольге 150 возникает локальная зона высокого сопротивления, в которой выделяется тепло и происходит приваривание дистального конца 114 к фольге 150 в зоне 158 расплавления. Иглу 100 помещают в вырубном штампе 160, и затем иглу 100 продавливают сквозь фольгу 150 (как показано на фиг.6C), чтобы приваренный фольговый наконечник 162 сформировал дистальный конец 16 зонда 10. Предпочтительный аппарат контактной сварки представляет собой аппарат контактной сварки модели 125, выпускаемый компанией Miyachi Unitek Corporation, Monrovia, California. В аппарате контактной сварки модели 125 предпочтительно применяют микросварочную головку, выпускаемую компанией Miyachi Unitek Corporation и содержащую электрод 156. Предпочтительный цикл сварки является двухимпульсным циклом в пределах диапазона мощности от десяти процентов (10%) до шестидесяти процентов (60%). Плоскую внешнюю поверхность 16a предпочтительно механически обрабатывают для придания ей радиуса или фаски по ее периферии, чтобы облегчить разрез в области pars plana.
Из вышеизложенного можно понять, что настоящее изобретение предлагает усовершенствованные устройства и способы для выполнения операции витрэктомии. Настоящее изобретение поясняется на примере, и специалистом в данной области техники могут быть предложены различные модификации. Например, хотя выше настоящее изобретение описано применительно к зонду для витрэктомии, изобретение применимо также к другим офтальмологическим хирургическим зондам и неофтальмологическим хирургическим зондам. Хотя в другом примере настоящее изобретение описано в связи с режущим зондом, оно применимо также к аспирационному зонду.
Предполагается, что порядок работы и конструкция настоящего изобретения очевидны из вышеприведенного описания. Хотя показанные и описанные выше устройства и способы характеризуются как предпочтительные, однако в них можно внести различные изменения и модификации, не выходящие за пределы существа и объема изобретения, определяемых нижеследующей формулой изобретения.
Реферат
Группа изобретений относится к офтальмологии. Зонд для витрэктомии содержит трубчатый корпус, который имеет внутреннее отверстие, закрытый дистальный наконечник и канал. Канал обеспечивает доступ во внутреннее отверстие. Дистальный наконечник имеет плоскую внутреннюю поверхность и плоскую внешнюю поверхность. Дистальный конец канала расположен на удалении от приблизительно 0,006 дюймов до приблизительно 0,016 дюймов от внешней поверхности. Плоская внутренняя поверхность, плоская внешняя поверхность и указанное удаление допускают расположение хирургом зонда ближе к сетчатке глаза, без контакта с сетчаткой. В результате зонд может быть расположен от сетчатки на близком расстоянии. 3 н. и 5 з.п. ф-лы, 6 ил.
Формула
располагают трубчатую иглу внутри конусной втулки;
вращают упомянутую конусную втулку и упомянутую иглу;
обеспечивают инструмент, имеющий, в общем, плоскую дистальную поверхность со сферическим выступом на упомянутой поверхности;
приводят кромку дистального конца упомянутой иглы в контакт с упомянутым сферическим выступом; и
перемещают упомянутый инструмент по упомянутому дистальному концу упомянутой иглы от упомянутой кромки до позиции, за осевой линией упомянутой иглы, чтобы придать упомянутому дистальному концу упомянутой иглы форму закрытого дистального наконечника, имеющего плоскую внешнюю поверхность и плоскую внутреннюю поверхность.
располагают дистальный конец трубчатой иглы в контакте с листом фольги;
прилагают сжимающее усилие к упомянутой игле и упомянутой фольге;
пропускают электрический импульс между упомянутой иглой и упомянутой фольгой, чтобы упомянутая фольга приварилась к упомянутой игле;
располагают упомянутую иглу в вырубном штампе;
продавливают упомянутую иглу сквозь упомянутую фольгу, чтобы сформировать закрытый дистальный наконечник, имеющий плоскую внешнюю поверхность и плоскую внутреннюю поверхность.
Комментарии