Способ модификации полипропилена - RU2031906C1
Код документа: RU2031906C1
Чертежи
Описание
Изобретение относится к технологии переработки полимеров и может быть использовано при производстве изделий, пленок, покрытий из полипропилена.
Цель изобретения - улучшение формовочных характеристик полипропиленовых композиций.
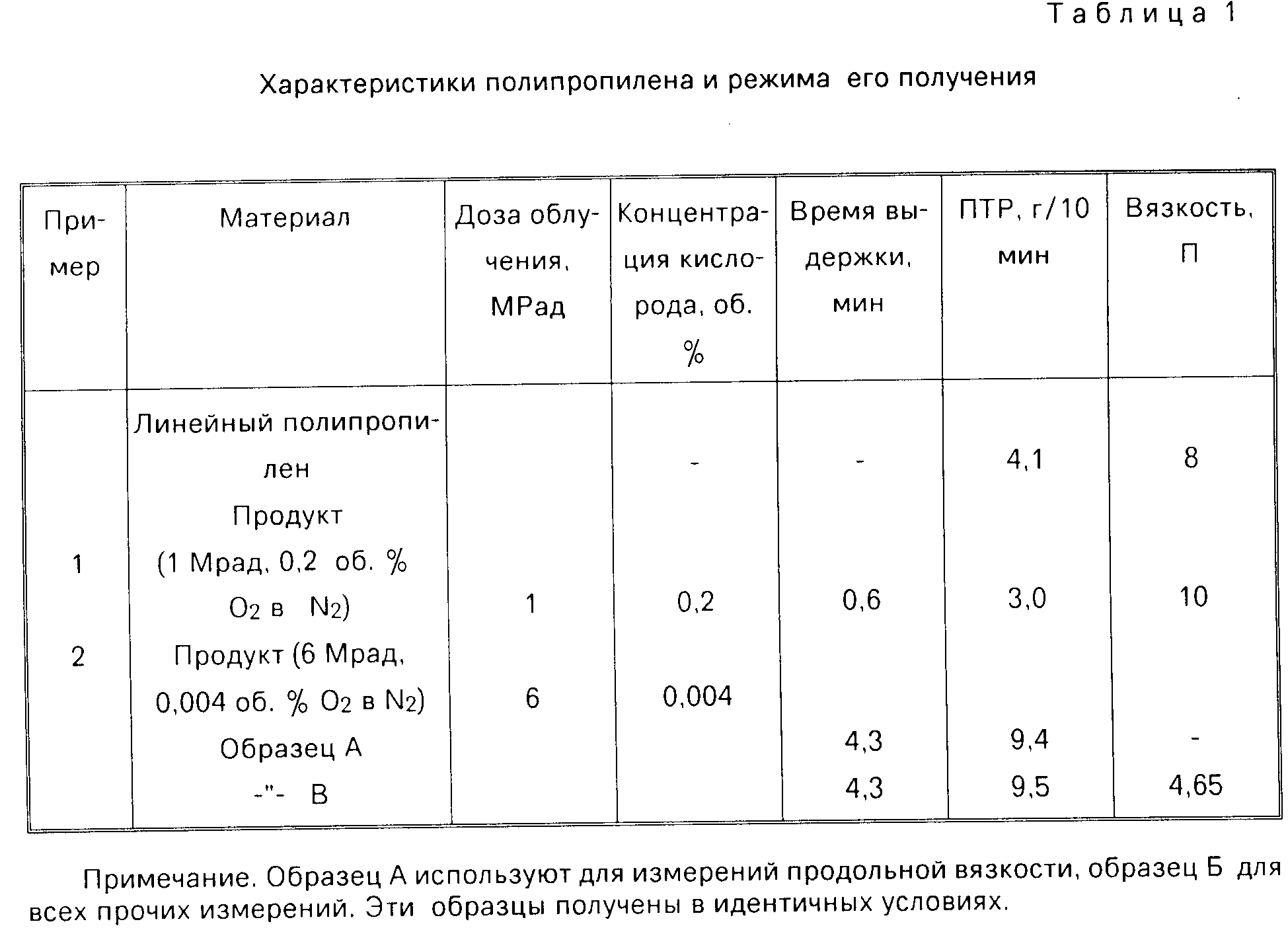
П р и м е р ы 1 и 2. Тонко измельченный коммерческий полипропилен (хлопья) содержит фенольный антиоксидант (0,001 мас.%), отличающийся номинальной скоростью потока расплава 0,2 г/10 мин и плотностью 0,902 г/см3, подают в устройство с псевдоожиженным слоем и обрабатывают азотом в течение 60 мин.
Обработанный азотом порошок полипропилена подают на ленту транспортера из нержавеющей стали, где образуется слой полипропиленового порошка толщиной 1,5 см и шириной 30,5 см. Слой порошка пропускают через электронный пучок, создаваемый генератором Ван не Графа мощностью 2 МэВ, который работает при токе пучка 250 мкА с шириной пучка 40,6 см. Скорости движения ленты транспортера и поглощенные поверхностью дозы указаны в табл. 1. Кроме того, там же дано содержание кислорода, которое устанавливали и поддерживали в каждом примере в атмосфере замкнутой радиационной камеры и в остальной части системы, включающей линию подачи облученного полипропилена. После облучения полипропилен ссыпают с ленты транспортера в коллектор, отделяют от газа и подают через линию разгрузки сепаратора и смеситель. Отдельно смешивают 100 мас.ч. линейного полипропилена, 10,1 мас.ч. фенольного антиоксиданта, 7,0 мас.ч. стеарата кальция и из добавочного бункера добавляют с помощью линии подачи добавок в смеситель 3 мас.ч. смеси на 100 мас.ч. облученного полимера.
Используют одночервячный экструдер Стерлинга с диаметром шнека 6,4 см, работающий при 245оС для достижения темпера- туры расплава 235оС и давлении 70 кг/см2 .
Характеристики продуктов, полученных в примерах 1 и 2, и взятого для контроля коммерческого линейного полипропилена Visbroken, приведены в табл. 1.
П р и м е р ы 3 и
4.
Для экструзионных покрытий используют композицию следующего состава, мас.ч.: Смола (полипропилен) 100 Фенольный антиоксидант 0,1 Стеарат кальция 0,07
При получении разветвленного
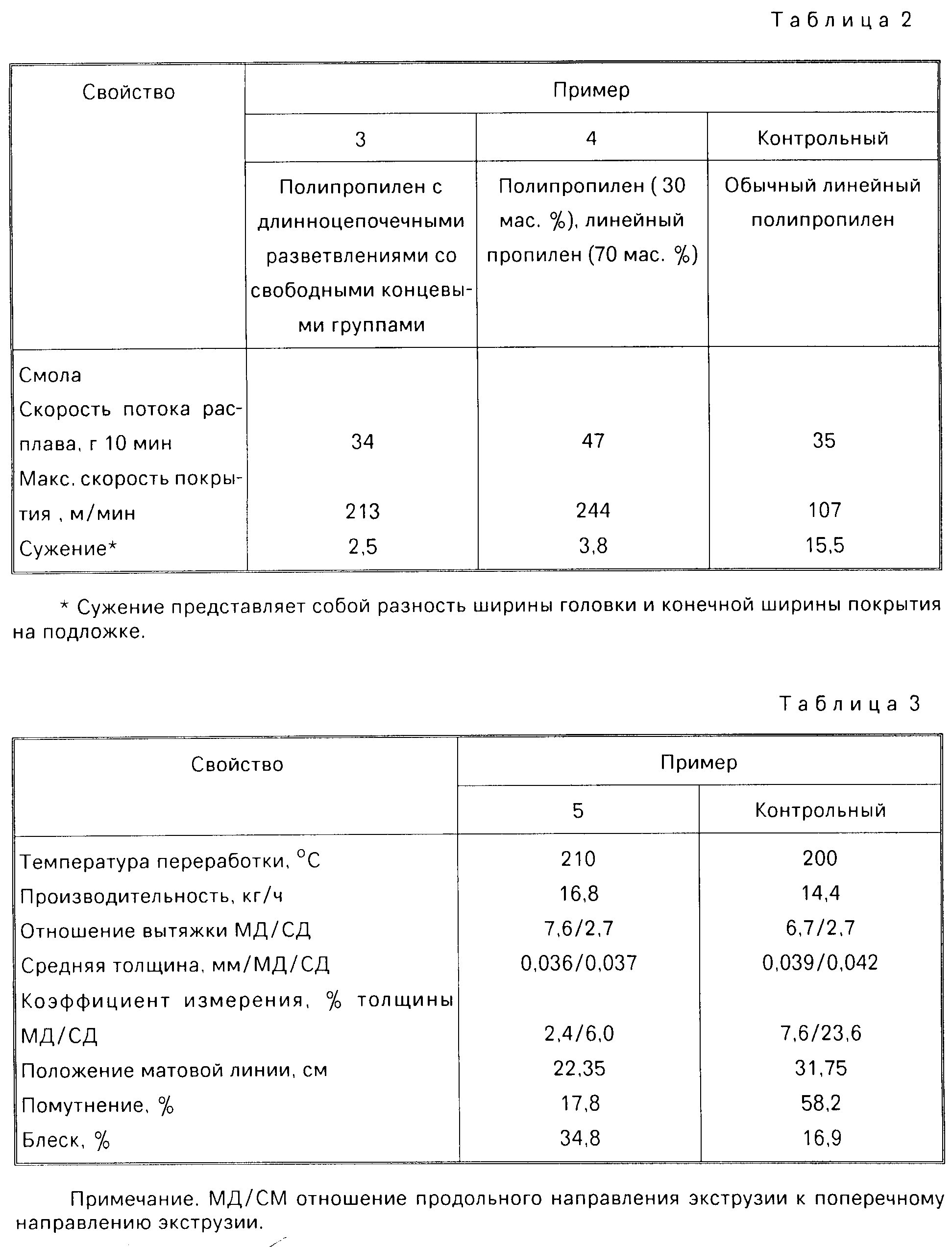
полипропилена для этих примеров доза электронного пучка составляла 8 Мрад, содержание молекулярного кислорода в системе - около 0,1 об.%, а промежуток времени между облучением и гашением - около 5,5
мин, показатель разветвленности смолы - 0,33, скорость потока расплава для смолы с длинноцепочечными разветвлениями со свободными концевыми группами - около 34 кг/10 мин.
Линейный полипропилен примера 4 представляет собой обычный линейный коммерческий полипропилен в таблетках, который содержит обычный фенольный антиоксидант в количестве около 0,1 мас.%.
Композицию в каждом из примеров получают, смешивая ее компоненты.
Для использования композиций двух примеров их экструдируют в расплаве через листовальную головку на движущуюся относительно нее подложку, например металл, бумагу и т.д.
Типичные результаты проиллюстрированы данными табл. 2. Представленные в этой таблице результаты получены при экструдировании
композиций через 6,35 см стандартный экструдер Дэвиса с соотношением длины шнека и диаметра 26:1 и дозирующим червяком. Композицию в каждом случае экструдируют на движущуюся подложку в зазор между
охлаждающим и зажимным валиками. Для каждой из композиций условия были следующими:
Температура цилиндра,оС 204, 260, 288, 304, 304
Температура адаптера,оС
321
Воздушный зазор, см 8,9
Температура охлаждающего валика,оС 16
Давление прижима, кг/см2 13
Подложка: неотбеленная крафт-бумага
Линейная скорость захвата подающей системы, м/мин 30-305
Смешивание полипропилена с длинноцепочечными разветвлениями со свободными концевыми группами изобретения с другими линейными
коммерческими полипропиленами заметно улучшает характеристики экструзионных покрытий линейного полипропилена.
П р и м е р 5. Использование полипропилена с длинноцепочечными разветвлениями со свободными концевыми группами изобретения при получении трубчатых пленок, выдуваемых воздухом.
Состав композиции, мас. ч: Линейный полипропи- лен (скорость потока
расплава 7,0-9,0 г/10 мин) 90 Полипропилен с длин- ноцепочечными развет- влениями со свободными концевыми группами 10 Антиоксидант 0,1
Полипропилен с длинноцепочечными разветвлениями со
свободными концевыми группами получают по примеру 1 из линейного коммерческого полипропилена с характеристической вязкостью 4,7 г/10 мин и содержанием фенольного антиоксиданта 0,001 мас. %. Линейный
полипропилен облучают пучком электронов до дозы 8 Мрад в газовой среде, содержащей 0,1 об.% молекулярного кислорода. Полное время пребывания материала в этой среде от момента облучения до гашения
составляет 5,5 мин.
Результаты, полученные при использовании композиции для изготовления пленки методом раздува, приведены в табл. 3.
Сравнительную композицию нельзя было получать на пленочной линии при температуре более 200оС. Пленка, полученная из сравнительной композиции при 200оС, обладает худшими характеристиками однородности пленки на основании коэффициента изменения толщины, нежели пленка, полученная из композиции примера 5. С другой стороны, композиция примера 5 легко получается при 210оС и дает пленку улучшенного качества (более равномерной толщины). Значение показателя помутнения пленки композиции примера 5 гораздо ниже, нежели показать помутнения для сравнительной композиции. Кроме того, блеск пленки в композиции примера 5 приблизительно в 2 раза превосходит блеск пленки, полученной из сравнительной композиции.
Из композиции примера 5 получают рукав с более короткой шейкой и с положением матовой линии ближе к воздушному кольцу, нежели для рукава, полученного из сравнительной композиции. Рукав, полученный по примеру 5, более стабилен.
П р и м е р 6. Использование полипропилена, полученного по примеру 1, при формовании листовых термопластов.
Композиция включает, мас.ч.: коммерческую ударопрочную смолу 100,0; полипропилен (с длинноцепочечными разветв- лениями со свободными концевыми группами) 42,8; антиоксидант 0,2; стеарат кальция 0,1.
Коммерческая ударопрочная смола состоит из полимера, полученного при последовательной полимеризации пропилена и этилена, и содержит фенольный антиоксидант в количестве 0,1 мас. % . Содержание этиленовых фрагментов 6,0-7,5, а номинальная скорость потока расплава 0,4 г/10 мин.
Полипропилен с длинноцепочечными разветвлениями со свободными концевыми группами получен по примеру 1 из линейного полипропилена с характеристической вязкостью 4,7. Облучение электронным пучком в дозе 6 Мрад, контролируемая среда содержит 0,004 об.% молекулярного кислорода, время пребывания в контролируемой среде от момента облучения до гашения составляет 4,3 мин. Скорость потока расплава полипропилена с длинноцепочечными разветвлениями со свободными концевыми группами составляет около 8-10 г/10 мин. Показатель разветвленности 0,3.
Условия
работы
экструдера:
Температура цилиндра экструдера,оС зона 1 204 зоны 2-5 232 Температура адап- тера,оС 221 Температура голов- ки,оС 232 Частота вращения
шнека,
об/мин 110 Диаметр шнека, см 6,4 Отношение дли- на/диаметр/ 24/1 Фильтр 60/100/60
Таблетирующая головка имеет 10 отверстий диаметром 4,8 мм каждое. Расплавленные "нити", выходящие из
головки
на воздух, охлаждают в водяной бане и нарезают в виде маленьких цилиндрических таблеток, которые сушат и собирают.
Затем смесь формуют в листы толщиной 0,76 мм и шириной 20,3
мм путем
экструдирования из одношнекового экструдера с листовальной головкой 25,4 см в сочетании с набором охлаждающих валиков. При изготовлении листа используют следующие условия: Температура
цилиндра
экструдера,оС 232 зоны 1-3 232 Температура адап- тера,оС 232 Температура голов- ки,оС 232 Температура охлаж- дающих роликов 79,4 Диаметр отверстия
го- ловки, мм 1,0
Частота вращения шнека, об./мин 50 Диаметр шнека, см 5,1 Отношение дли- на/диаметр/ 24/1 Фильтр, меш. 60/100/60
Расплавленный слой, выходящий в виде листа, охлаждают,
полируют охлаждающими
валиками и сворачивают.
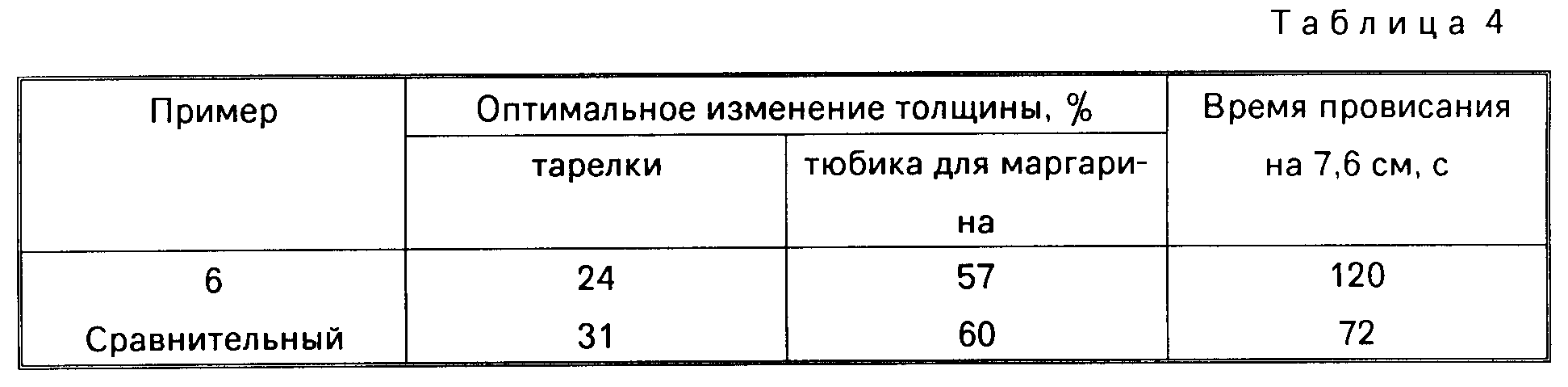
Полученные таким образом листы используют в обычных термоформовочных операциях при производстве тарелок в одном случае и тюбиков для упаковки маргарина в другом случае. Тарелки используют для измерения толщины изделия при постоянной скорости вытяжки, а тюбики, полученные в форме для тюбиков маргарина, используют для измерения толщины при различных соотношениях вытяжки.
Условия термоформовки: Температура печи,оС 316 Вакуум, мм рт.ст. 660 Время выдержки полотна, с 1 Время возврата полотна, с
30
Кусок листа
размером 15,2 х 15,2 х 0,76 мм закрепляют в раму и помещают в печь, оборудованную инфракрасными керамическими нагревателями. После нагрева зажатую раму извлекают из печи и
расплавленный лист
захватывают верхней частью формы. Расплавленный лист заставляют принять очертания формы, создавая вакуум. Отформованную часть выдерживают в форме, пока она не остынет, а затем
извлекают.
После каждого цикла изменяют время нагрева, а затем измеряют толщину каждого изделия. После завершения нескольких циклов полученные данные анализируют и в дальнейших опытах используют то время нагрева, при котором происходит наименьшие изменения. Изменения при этом оптимальном времени нагрева регистрируют как оптимальные изменения толщины для композиции.
Толщину тарелок измеряют вдоль боковой стенки по окружности, а для маргариновых тюбиков - от фланца вниз к основанию.
Сопротивляемость листов к образованию прогиба при продолжительном времени нагрева определяют, помещая концы куска листа размером 40,6 х 20,3 х 0,76 мм в закрепляемую рамку, помещают в печь и регистрируют время, необходимое для того, чтобы лист провис на расстоянии 7,6 см вниз от плоскости зажимной рамки. Полученные результаты представлены в табл. 4 и включают данные, полученные для сравнительной композиции, состоящей из той же ударопрочной смолы, антиоксиданта и стеарата кальция в тех же массовых соотношениях, что и для композиции примера 6.
Данные этой таблицы показывают, что полипропилен с длинноцепочечными разветвлениями со свободными концевыми группами эффективен для улучшения термоформовочных характеристик коммерческой ударопрочной смолы.
П р и м е р 7. Готовят два образца пропиленовой композиции для экструзионного покрытия. Общий состав каждого из образцов, мас. %: полипропилен с высокой температурой плавления 10; полипропилен Valteс НН-4444 90; фенольный антиоксидант 700; стеарат кальция 500.
В обоих образцах полипропилен с высокой температурой плавления был приготовлен из полипропилена Profax 6901, представляющего собой гранулированный, преимущественно изотактический, линейный полипропилен, получаемый путем суспензионной полимеризации пропилена в присутствии катализаторов Зейглера - Натта и имеющий номинальную объемную скорость расплава 0,13 г/10 мин. Линейный полипропилен подвергали облучению электронным пучком до дозы 9 Мрад в атмосфере азота. Однако в образце 1 облученный материал выдерживали в атмосфере азота 1 мин, а затем нагревали для прекращения взаимодействия находящихся в нем свободных радикалов. В случае образца 2 облученный материал выдерживали в течение 40 мин, а затем нагревали для прекращения взаимодействия находящихся в нем свободных радикалов.
Полипропилен Valtec НН-444 представляет собой преимущественно изотактический линейный полипропилен, получаемый с помощью процесса полимеризации пропилена Spheripol в присутствии катализатора Циглера - Натта и имеющий номинальную объемную скорость расплава 70 г/10 мин.
Каждый образец получали путем смешивания компонентов в расплаве.
Каждый образец затем экструдировали в расплавленном виде на движущийся субстрат с помощью устройства для экструзионного покрытия по примеру 3. Одну порцию каждого образца пропускают через устройство
для покрытия при одной совокупности условий (вариант I). Другую порцию каждого образца пропускают через устройство для покрытия при другой совокупности условий (вариант II). Условия вариантов I и II:
Температура,оС: I II
зона экструдера
1 204 204
2 265,6 265,6
3 237,8 237,8
4 326,7 332
5 326,7 332 адаптер 343,3 343,3 головка 321,0
326,7 производительность, кг/ч 37 37
Были получены следующие результаты:
Вариант I Вариант II
образец образец образец образец
1 2 1 2
Максимальная
скорость
вращения,
об./мин 550 650 500 650
Загибание внутрь, м 0,262 0,125 0,262 0,125
В условиях, соответствующих как варианту I, так и варианту II, композиция для
экструзионного
покрытия, содержащая полипропилен с высокой температурой плавления, при более длительном выдерживании обеспечивала большую линейную максимальную скорость и меньшее загибание внутрь.
Реферат
Изобретение относится к технологии переработки полимеров и может быть использовано в производстве пленок, листов, изделий и покрытий из полипропилена. Способ позволяет улучшить формовочные свойства полупропиленовых композиций за счет погружения полипропилена в газовую среду, содержащую 0,04 - 0,2 об.% кислорода, облучения электронами до дозы 1 - 9 Мрад, выдержки в той же среде 0,6 - 40 мин и термообработки. 1 п. ф-лы, 4 табл.
Комментарии