Способ производства полимеров, не содержащих воду и растворитель - RU2596235C2
Код документа: RU2596235C2
Чертежи
Описание
Настоящее изобретение касается полимеров, не содержащих воду и растворитель, особенно продуктов на основе синтетического каучука, не содержащих воду и растворитель, таких как продукты на основе негалогенированного и галогенированного бутилового каучука, а также способа их производства. Кроме того, изобретение касается устройства, подходящего для осуществления указанного выше способа.
Синтетические каучуки обладают важным назначением в промышленности и обычно получаются в результате (со)полимеризации мономеров, которая обычно производится посредством суспензионных, эмульсионных или осуществляемых в растворе способов. Примеры синтетических каучуков включают бутиловые каучуки и галогенированные бутиловые каучуки, полиизобутилен, этиленпропилендиеновые каучуки M-класса (ЭПДМ), нитрилбутадиеновые каучуки (НБК) и стиролбутадиеновые каучуки (СБК).
После (со)полимеризации выгружаемая из реактора смесь содержит по меньшей мере полимер, растворители, остаточные мономеры и катализатор. Для извлечения полимера, поток выгружаемой массы обычно обрабатывается паром и горячей водой. В результате этого большая часть растворителя и не вступивших в реакцию мономеров отгоняется. Одним недостатком контакта с паром и водой является то, что синтетические каучуки коагулируются. В таком случае каучуковые полимеры находятся в форме мокрой крошки в воде. Затем большая часть воды отделяется путем сливания, например, с последующим использованием сушильных экструдеров и завершающей стадии вакуумной сушки.
Сополимеризация изобутена и изопрена, которая приводит к бутиловому каучуку, проводится в промышленности, например, при низких температурах примерно от -60°C до -100°C, чтобы получить высокие молярные массы. В суспензионном процессе в качестве разбавителя используют хлорметан, в то время как в процессах, идущих в растворе, в качестве растворителя используется инертный углеводород. После полимеризации полимер бутилового каучука присутствует или в виде суспензии в хлорметане, или в виде гомогенного раствора в углеводороде. Не вступившие в реакцию мономеры также присутствуют в выгружаемой из реактора смеси. Полимер бутилового каучука должен быть извлечен и отделен от разбавителя или растворителя.
В суспензионном процессе поток, выгружаемый из реактора полимеризации, обрабатывается паром и горячей водой в испарительном аппарате. В результате этого большая часть хлорметана и не вступивших в реакцию мономеров отгоняется, а вода отделяется от этих паров путем конденсации. Когда полимер из реактора нужно перерабатывать дополнительно, как, например, при помощи галогенирования, этот продукт бутилового каучука может извлекаться непосредственно в виде раствора путем выгрузки содержимого реактора в горячий растворитель, такой как гексан. Хлорметан испаряется после этой стадии, а дополнительная стадия отгонки легких фракций применяется, чтобы удалить сохранившиеся остатки мономера.
При процессе, проводимом в растворе, во время стадии полимеризации используются инертный углеводородный растворитель и алюминийалкилгалогенидный катализатор. Затем оставшиеся мономеры удаляются из раствора в реакторе в процессе перегонки с отгонкой легких фракций. После этой стадии перегонки бутилкаучуковый полимер присутствует в виде гомогенного раствора в углеводороде. Этот раствор или может технологически обрабатываться дальше, как, например, подвергаться этапу галогенирования, или бутилкаучуковый полимер может быть выделен непосредственно из этого раствора. Выделение бутилового каучука из раствора аналогично выделению для суспензионного процесса и также включает взаимодействие с паром и горячей водой, при котором полимер коагулируется. В этом случае бутилкаучуковый полимер присутствует в форме мокрой крошки в воде (от 6 до 10% масс, полимера в воде). Чтобы препятствовать коагуляции, в испарительный аппарат, содержащий крошку бутилового каучука в воде, добавляются соли жирных кислот вслед за коагуляцией/процессом отгонки с паром. Затем, после прибавления добавок бутиловый каучук в процессе дополнительной сушки превращается в конечную форму кип для продажи. Сушка обычно осуществляется путем сливания воды с последующим использованием сушильных экструдеров и конечной стадии сушки в псевдоожиженном слое.
Важной в коммерческом отношении химической модификацией бутилового каучука является галогенирование, которое приводит к хлорированному и бромированному бутиловому каучуку, в дальнейшем также обозначаемым как галобутиловые каучуки, или по отдельности, как бромбутиловый каучук или хлорбутиловый каучук.
Галобутиловый каучук технологически получается путем взаимодействия раствора обычного бутилового каучука в алкане с хлором или бромом в сосуде с перемешиванием. Вышеупомянутый раствор в большинстве случаев обозначается как клей (связующее). Не вступивший в реакцию галоген и галогеноводороды, получившиеся в качестве побочного продукта, нейтрализуются путем добавления раствора каустической соды. На этой стадии в состав также могут включаться добавки. Полученный в результате раствор затем подвергают отгонке с паром, чтобы удалить растворитель, с помощью этого коагулируя каучук с получением твердого продукта. Этот твердый продукт, как правило, выделяется в виде суспензии в воде с содержанием от 5 до 12%. Стабилизаторы и/или антиокислители добавляются к галогенированному бутиловому каучуку непосредственно перед выделением. Этот галогенированный бутиловый каучук затем подвергают окончательной обработке с использованием механической сушильной установки в процессе, аналогичном процессу, используемому для обычного бутилового каучука; тем не менее, по причине большей реакционной способности галогенированного продукта применяются менее жесткие условия.
Упомянутые выше процессы коагуляции и отгонки с паром имеют в качестве недостатка очень высокий расход энергии. Большое количество пара необходимо не только чтобы испарить растворитель, но также и для того, чтобы нагревать и поддерживать все количество содержащейся в отпарных колоннах воды при высокой температуре. Также необходимо дополнительное добавление пара, чтобы отгонять остаточные количества растворителя путем снижения парциального давления растворителя в отпарной колонне.
Вышеупомянутые процессы также используют большое количество воды, потому что концентрация бутилового каучука в суспензии после коагуляции, как правило, составляет только от 5 до 12% по массе и лишь от 5% до 20% для галогенированных бутиловых каучуков. Вся вода из этой суспензии образует сточные воды и должна быть утилизирована. Несмотря на то, что эти сточные воды содержат соли натрия из процесса нейтрализации, вторичная переработка и регенерация этих сточных вод для удаления солей натрия не является экономически рентабельной, потому что концентрация соли слишком низкая.
Каучуковая крошка отделяется от основной массы воды механическим путем с использованием простых сетчатых поддонов или экранов. (Гало)бутиловый каучук после этого первого отделения еще содержит примерно от 30 до 50% воды. Дальнейшая механическая сушка осуществляется затем с использованием экструдеров путем пластикации продукта и отжимания воды. Недостатком этого механического процесса высушивания является загрязнение воды маленькими частицами каучука, которые не были задержаны ситами, в результате чего сточные воды требуют дополнительной обработки.
Упомянутое выше механическое обезвоживание может только уменьшить содержание влаги до величины примерно от 5 до 15%. В таком случае требуются дополнительные стадии термической сушки. При этом каучук нагревается до температуры от 150 до 200°C под давлением в одношнековом или двухшнековом экструдере. Чтобы увеличить давление устанавливается пластина с фильерами. Когда каучук продавливается через эту пластину с фильерами, вода в каучуке испаряется и формирует крошку с открытыми порами. Затем режущее приспособление нарезает эту крошку на маленькие кусочки. Эта крошка передается в конвекционную сушилку, где остаточная влага удаляется под действием горячего воздуха. После такой сушки (гало)бутиловый каучук в большинстве случаев имеет содержание влаги от 0,1 до 0,7%. Затем необходима стадия охлаждения, осуществляемая путем прохождения холодного воздуха через каучуковую крошку, чтобы охладить крошку бутилового каучука до максимальной температуры получения кип 60°C. Затем крошка формуется с получением кип под действием гидравлических прессов, и эти кипы упаковываются в коробки или ящики для перевозки.
Вышеупомянутый процесс сушки (гало)бутиловых каучуков является сложным и требует крупноразмерного оборудования. Кроме того, параметры процесса должны тщательно контролироваться, чтобы избежать теплового или сдвигового напряжения, которые могли бы ускорить ухудшение качеств этого (гало)бутилового каучука.
Многие другие специальные способы были разработаны с целью удаления воды и летучих органических растворителей из полимеров. Дегазация в экструдере в вакууме, с использованием или без использования растворителей, образующих азеотропы, получила признание при практических применениях в качестве наиболее предпочтительной технологии, тем не менее, энергетические требования таких способов из известного уровня техники являются достаточно высокими.
Патент США US 3,117,953 A1 раскрывает приспособление и способ для очистки полиэтилена высокого давления. В то же время, замена раствором синтетического каучука для полиэтилена в патенте США US 3,117,953 A1 привела бы к крошке, формирующейся до попадания в экструдер, что совсем нежелательно.
Немецкий патент DE 19537113 раскрывает способ и приспособление для полимерных смол, в частности, поликарбонатных смол, с использованием отпарной колонны, декантатора и экструдера. Тем не менее, введение пара давало бы в результате нежелательно высокое содержание остаточной воды или очень высокое потребление энергии.
Патент США US 4,055,001 раскрывает способ получения полимеров, таких как бутиловый каучук, имеющих содержание воды менее чем 0,1% масс, путем использования во время процесса сушки ультразвуковых волноводов. Однако очень высокое напряжение сдвига, сопряженное с использованием ультразвука, является недопустимым для таких полимеров как галобутиловые каучуки.
Европейский патент EP 0102122 раскрывает способ для извлечения полимера из раствора, в частности, для извлечения полиэтилена, с использованием частично заполненного экструдера. Однако европейский патент EP 0102122 умалчивает об удалении остаточной воды.
Патент США US 2001/056176 A1 раскрывает одностадийный способ извлечения полимера, а точнее говоря, пример концентрирования растворов каучука. При этом раствор каучука нагревается с паром, чтобы удалить имеющиеся растворители в одну стадию путем дегазации в вакууме с получением белой крошки. При этом в патенте США US 2001/056176 A1 требуется большой объемный расход пара, чтобы удалить летучие компоненты при низком давлении пара, а результатом является включение в крошку дополнительной воды, которая впоследствии должна была бы удаляться.
Патент США US 5,283,021 A1 раскрывает двухстадийный способ удаления растворителя из раствора эластомерного полимера. При этом раствор полимера нагревается непосредственно при помощи нагревающейся жидкой среды и распыляется в вакууме. В процессе распыления растворитель испаряется, при этом формируя крошку, которая затем подается в экструдер для дальнейшей дегазации. Тем не менее, образование крошки на этой стадии нежелательно.
Европейский патент EP 1127609 A2 раскрывает способ обработки продукта по меньшей мере в одном смесителе-пластикаторе. Европейский патент EP 1127609 A2 использует энергию, сообщенную частично через стенку самого смесителя-пластикатора, чтобы испарить растворитель из растворов, содержащих эластомеры и термопластики. По этой причине требуется смеситель-пластикатор с большой площадью поверхности, что является большими капитальными затратами. Другая часть энергии сообщается посредством вращающегося вала смесителя-пластикатора в виде механической энергии. Механическая энергия является более дорогостоящей и, следовательно, менее выгодной с точки зрения окружающей среды, при сравнении с нагреванием паром. Смесители-пластикаторы, использованные в европейском патенте EP 1127609 A2, требуют большого объема обслуживания и очистки. Более того, подведение механической энергии посредством смесителя-пластикатора сильно зависит от вязкости продукта, что снижает универсальность применения способа.
Европейский патент EP 1165302 A1 раскрывает устройство и метод дегазации пластических материалов. Приспособление в европейском патенте EP 1165302 A1 представляет собой экструдер с задним вентиляционным отверстием и несколькими вентиляционными секциями, работающими в условиях вакуума. Вакуум необходим, чтобы достичь низкой остаточной концентрации летучих соединений. Европейский патент EP 1165302 A1 раскрывает, что может применяться вымывающий агент, чтобы дополнительно улучшить эффективность дегазации. Пластический материал, использованный в европейской заявке EP 1165302 A1 - термопластичный поликарбонат, в конце процесса дегазации остается текучим расплавом. Тем не менее, раствор синтетического каучука, обработанный в соответствии с европейским патентом EP 1165302 A1, в конце стадии дегазации превращался бы в крошку и не мог бы обрабатываться далее.
Международная заявка РСТ/EP 2009/062073 раскрывает устройство и метод для дегазации нелетучих полимеров. Устройство предпочтительно включает двухшнековый экструдер с задним вентиляционным отверстием и несколько вентиляционных секций в направлении по ходу движения. Тем не менее, этот тип экструдера имеет ограничения в связи с его режимом работы.
В издании «Process Machinery», Parts I and II, March and April 2000; автор: C.G. Hagberg, раскрывается непосредственное быстрое испарение растворов каучука с использованием резервуара для мгновенного вскипания и экструдера. Однако этот источник умалчивает о содержаниях летучих соединений в конечном продукте.
Следовательно, на основании изложенного выше предметом настоящего изобретения являлось предоставить непрерывный, энергосберегающий, экологически и экономически благоприятный способ удаления летучих соединений из жидкости, содержащей по меньшей мере один полимер, предпочтительно по меньшей мере один синтетический каучук, с получением полимерного продукта, который в основном не содержит летучих соединений.
Эта задача решается с помощью способа удаления летучих соединений из концентрированной жидкости, содержащей по меньшей мере один нелетучий полимер и по меньшей мере одно летучее соединение, который включает по меньшей мере следующие стадии:
a) подачи концентрированной жидкости по меньшей мере в одну сушильную установку, причем эта сушильная установка включает в направлении движения потока по меньшей мере
I) первую сушильную секцию и
II) секцию основного экструдера, включающую по меньшей мере
- секцию дегазации экструдера, включающую по меньшей мере транспортирующую секцию и вентиляционное отверстие с одним или более испарительными трубопроводами,
- накопительную секцию и выпускную секцию,
при этом летучие соединения удаляются через вентиляционные отверстия и испарительные трубопроводы; при этом
- первая сушильная секция представляет собой или смеситель-пластикатор или первый экструдер, а секция основного экструдера представляет собой основной экструдер, или
- сушильная секция и секция основного экструдера вместе являются частью основного экструдера, при этом сушильная секция расположена выше в направлении движения потока, чем секция основного экструдера, и имеет меньшую площадь поперечного сечения, чем секция основного экструдера, и
- продукт, получаемый в выпускной секции основного экструдера, в основном не содержит летучих соединений.
Подчеркивается, что объем изобретения также включает в себя любые желаемые комбинации диапазонов и областей предпочтения, указанных для каждого признака.
В предпочтительном варианте выполнения изобретения концентрированная жидкость (L), поступающая в сушильную установку, является свободнотекучей. В контексте данного изобретения термин «свободнотекучий» означает вязкость в диапазоне от 100 до 50000000 мПа*с, предпочтительно от 5 000 до 30000000 мПа*с и наиболее предпочтительно от 10000 мПа*с до 3000000 мПа*с.
В случае, если не указано иное, величины вязкости жидкостей относятся к вязкости при нулевом сдвиге, экстраполированной от измерений при данной температуре с использованием вискозиметра Haake Rheostress RS 150 или ротационного реометра типа «конус-пластина» для сильно вязких образцов. Экстраполяция осуществляется путем взятия многочлена 2-го порядка, чтобы отобразить график зависимости напряжения сдвига от скорости сдвига, полученный из измерений. Линейная часть многочлена отражает наклон при скорости сдвига равной нулю и таким образом является вязкостью при нулевом сдвиге.
В контексте данного изобретения термин «в основном не содержащий летучих соединений» означает общую концентрацию летучих соединений меньше чем 1% масс, предпочтительно меньше чем 0,5% масс., в расчете на массу нелетучего полимера.
В частности, термин «в основном не содержащий летучих соединений» означает «в основном не содержащий воду и в основном не содержащий летучих органических соединений».
Считают, что нелетучие полимеры в основном не содержат воду, если остаточная концентрация воды меньше чем 0,5% масс., предпочтительно меньше чем 0,25% масс., более предпочтительно меньше чем 0,1% масс., и в высшей степени предпочтительно меньше чем 0,075% масс, в пересчете на массу полимера.
В контексте данного изобретения термин «летучие органические соединения» означает органические соединения, имеющие температуру кипения ниже 250°C при нормальном давлении.
Нелетучие полимеры считаются в основном не содержащими летучих органических соединений, если остаточная концентрация указанных летучих органических соединений меньше чем 0,75% масс., предпочтительно меньше чем 0,25% масс., и наиболее предпочтительно меньше чем 0,1% масс., в пересчете на массу полимера. Указанные летучие органические соединения обычно представляют собой растворители, использованные при полимеризации или последующих технологических стадиях, таких как стадия галогенирования, и включают углеводороды, такие как гексаны и пентаны.
Предпочтительные нелетучие полимеры представляют собой продукты на основе синтетического каучука.
В контексте этого изобретения термин продукты на основе синтетического каучука включает бутиловые каучуки и галогенированные бутиловые каучуки, полиизобутилен, этиленпропилендиеновые каучуки M-класса (ЭПДМ), нитрилбутадиеновые каучуки (НБК) и стиролбутадиеновые каучуки (СБК).
В данном контексте термин «галогенированный каучук» включает бром- и хлорбутиловые каучуки, бромированные и/или хлорированные терполимеры, такие как те, что описаны в патенте США US 6,960,632 и публикации Kaszas с соавт., Rubber Chemistry and Technology, 2001, 75, 155, когда к подаваемой смеси при бутильной полимеризации (метилхлориду, загружаемой смеси изобутилена и изопрена со смесью трихлорида алюминия / воды в качестве инициатора) добавляется пара-метилстирол, давая в результате полимер с высокой молекулярной массой, содержащий до 10% мольн. стирольных групп, в произвольном порядке включенных по длине полимерной цепи. Оказывается, что включение пара-метилстирола одинаково по всему молекулярно-массовому распределению благодаря сходству в реакционной способности с изобутиленом. Изопреновые фрагменты внутри бутиловых терполимеров могут бромироваться с помощью общепринятых методов. В качестве альтернативы бромированный и/или хлорированный терполимер может содержать изомоноолефин с 4-7 атомами углерода, такой как изобутилен, и сомономер, такой как пара-алкилстирол, предпочтительно пара-метилстирол. Вышеуказанные сополимеры являются коммерчески доступными под торговым наименованием EXXPRO 3035, 3433, 3745. Будучи галогенированными, некоторые из алкильных групп заместителей, имеющихся в стирольном мономерном фрагменте, содержат бензилгалогенид, образованный при галогенировании полимера.
Предпочтительными продуктами на основе синтетического каучука являются бутиловые каучуки и галогенированные бутиловые каучуки, особенно бромбутиловые каучуки.
В контексте данного изобретения бутиловый каучук обозначает (со)полимер изобутена (2-метилпропена) и изопрена (2-метилбута-1,3-диена). В пересчете на молярное количество содержание изопрена в полимере составляет величину между 0,001% и 5, предпочтительно между 1,8 и 2,3% мольн. Бутиловый каучук состоит из линейных полиизобутеновых цепей с произвольно распределенными изопреновыми структурными единицами. Эти изопреновые структурные единицы вносят в полимерную цепь ненасыщенные участки, чтобы обеспечить возможность вулканизации. Среднемассовая молекулярная масса молекул бутилового каучука Mw обычно находится между 50000 и 1000000 г/моль, предпочтительно между 300000 и 1000000 г/моль.
Галогенированные бутиловые каучуки также содержат определенное количество галогена, ковалентно связанного с молекулами бутилового каучука. Это количество ковалентно связанного галогена обычно находится в интервале от более чем 0 до 3% масс., по отношению к общей массе полимера. (Гало)бутиловые каучуки могут также содержать добавки, например, от 0,0001 до 4 м.ч. (м.ч.=массовых частей на 100 частей каучука по отношению к массе каучука) эпоксидированного соевого масла (ЭСМ), от 0,0001 до 5 м.ч. каучука стеарата кальция и от 0,0001 до 0,5 м.ч. антиокислителей. Другие добавки также являются подходящими в зависимости от применения продукта на основе бромбутилового каучука, а именно наполнители или красители.
В случае бромбутилового каучука обычное содержание брома в продукте после конечной обработки составляет от 1,5 до 2,5% масс., предпочтительно от 1,6 до 2,0% масс.
В случае хлорбутилового каучука обычное содержание хлора в продукте после конечной обработки составляет от 1,0 до 1,5% масс., предпочтительно от 1,15 до 1,35% масс.
Предмет изобретения будет описываться более подробно с помощью схематических чертежей, на которых:
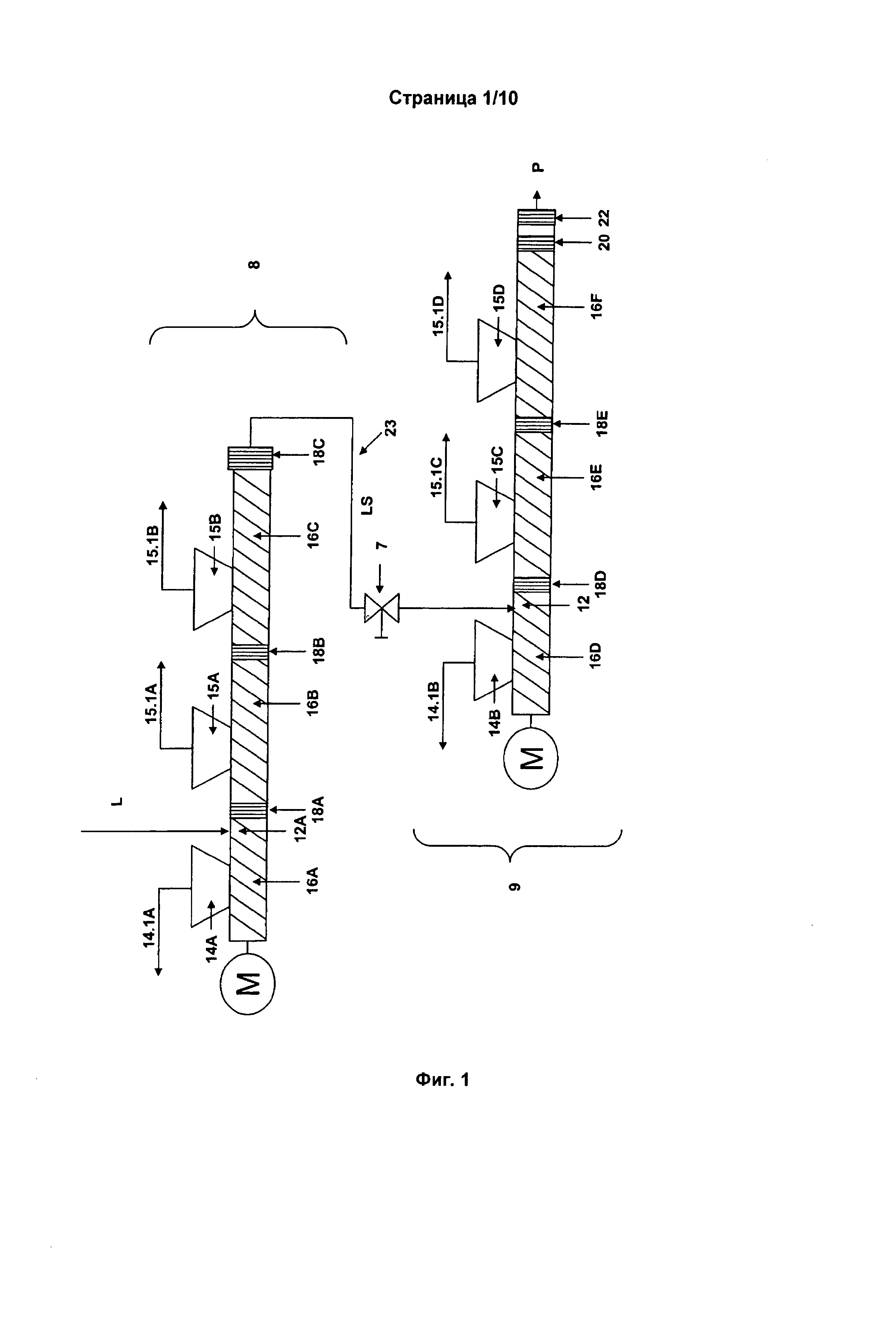
ФИГ.1 - показывает сушильную установку, включающую первый экструдер, состоящий из трех секций дегазации экструдера и трех накопительных секций, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и основной экструдер, состоящий из трех секций дегазации экструдера, трех накопительных секций и одной выпускной секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и при этом первый экструдер и второй экструдер соединены последовательно с помощью простого трубопровода, включающего дроссельный клапан.
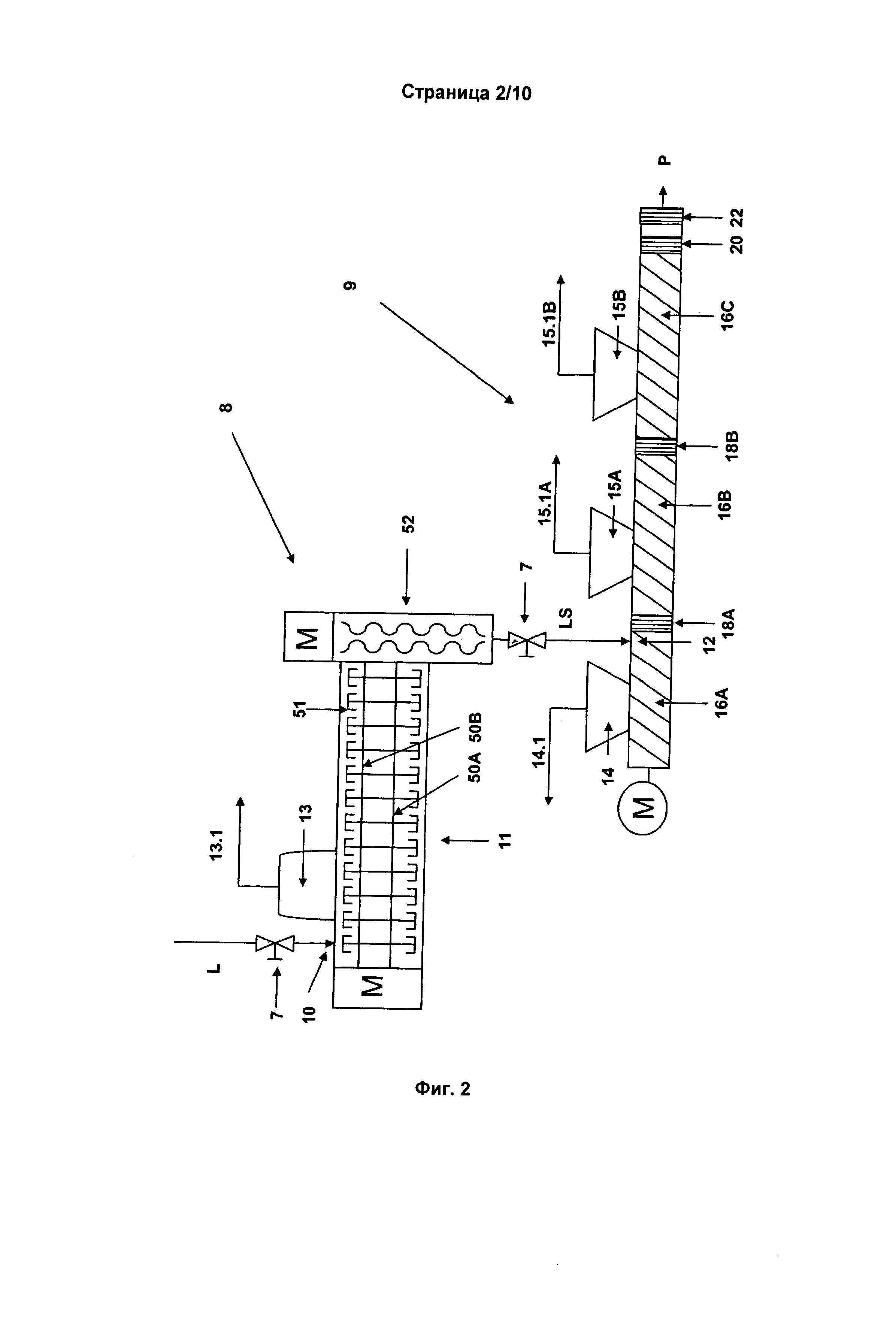
ФИГ.2 - показывает сушильную установку, включающую смеситель-пластикатор, содержащий на двух валах множество пластицирующих элементов и шнековый транспортер, и основной экструдер, состоящий из трех секций дегазации экструдера, трех накопительных секций и одной выпускной секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и при этом шнековый транспортер смесителя-пластикатора и второй экструдер соединены последовательно с помощью простого трубопровода, включающего дроссельный клапан.
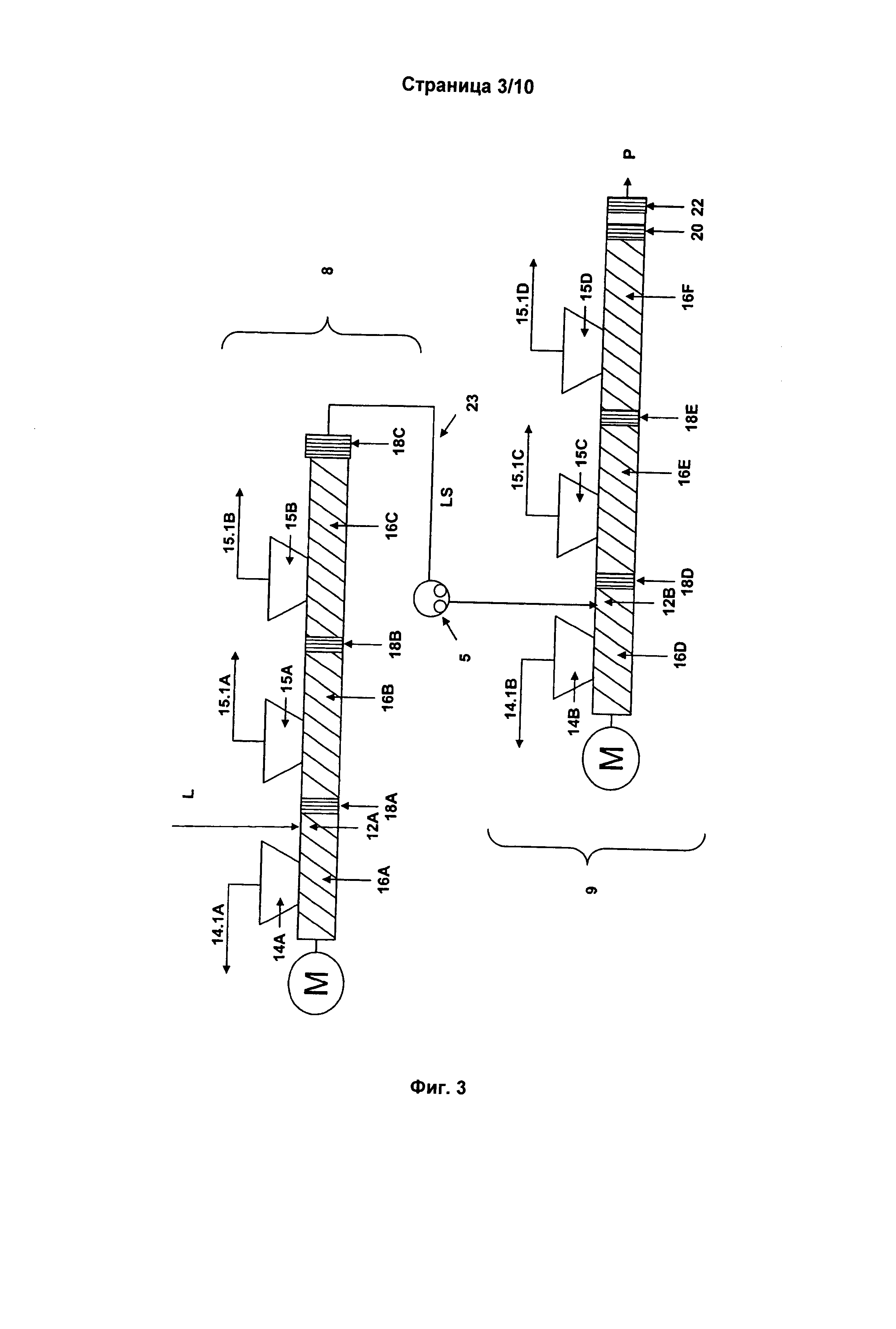
ФИГ.3 - показывает сушильную установку, включающую первый экструдер, состоящий из трех секций дегазации экструдера и трех накопительных секций, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и основной экструдер, состоящий из трех секций дегазации экструдера, трех накопительных секций и одной выпускной секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и при этом первый экструдер и второй экструдер соединены последовательно с помощью трубопровода, включающего шестеренчатый насос.
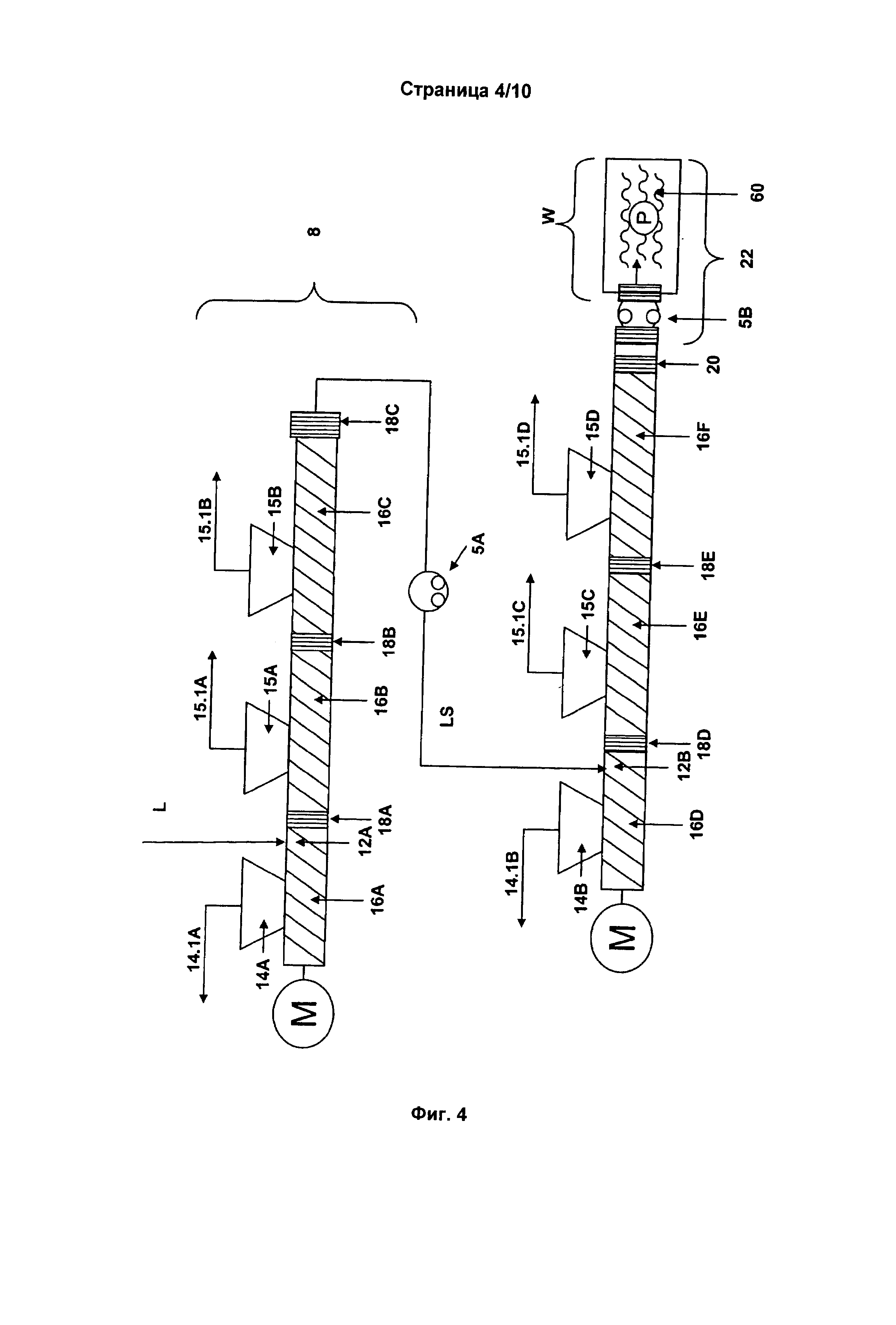
ФИГ.4 - показывает сушильную установку, включающую первый экструдер, состоящий из трех секций дегазации экструдера и трех накопительных секций, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и основной экструдер, состоящий из трех секций дегазации экструдера, трех накопительных секций и одной выпускной секции, при этом
- одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и
- первый экструдер и второй экструдер соединены последовательно с помощью трубопровода, включающего шестеренчатый насос, и
- выпускная секция включает шестеренчатый насос и устройства для технологической обработки продукта под слоем воды.
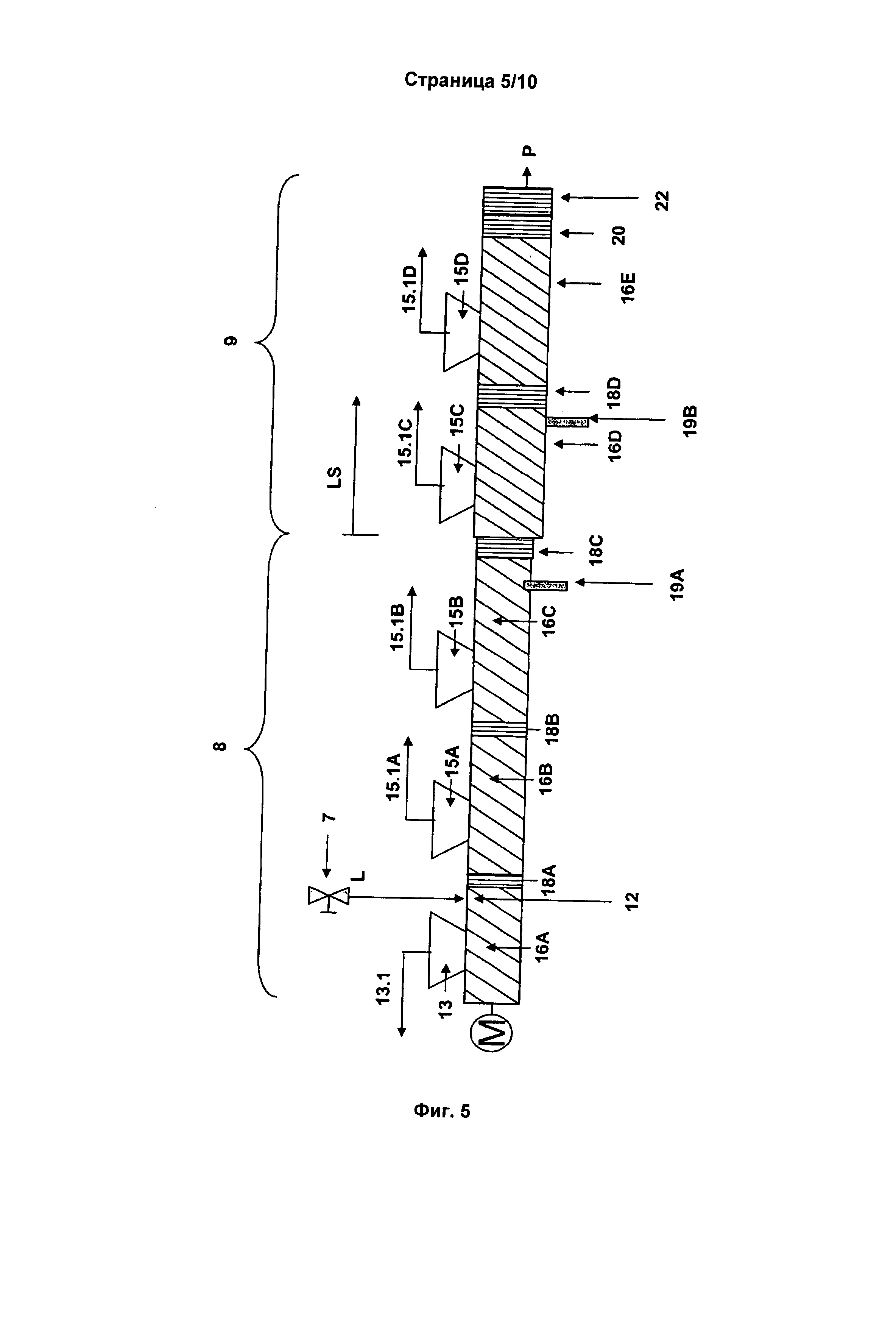
ФИГ.5 - показывает сушильную установку, включающую основной экструдер, состоящий из первой сушильной секции, включающей три секции дегазации экструдера и три накопительные секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и секцию основного экструдера, включающую две секции дегазации экструдера, две накопительные секции и выпускную секцию, при этом секции дегазации экструдера первой сушильной секции имеют меньшую площадь поперечного сечения, чем секции дегазации экструдера секции основного экструдера.
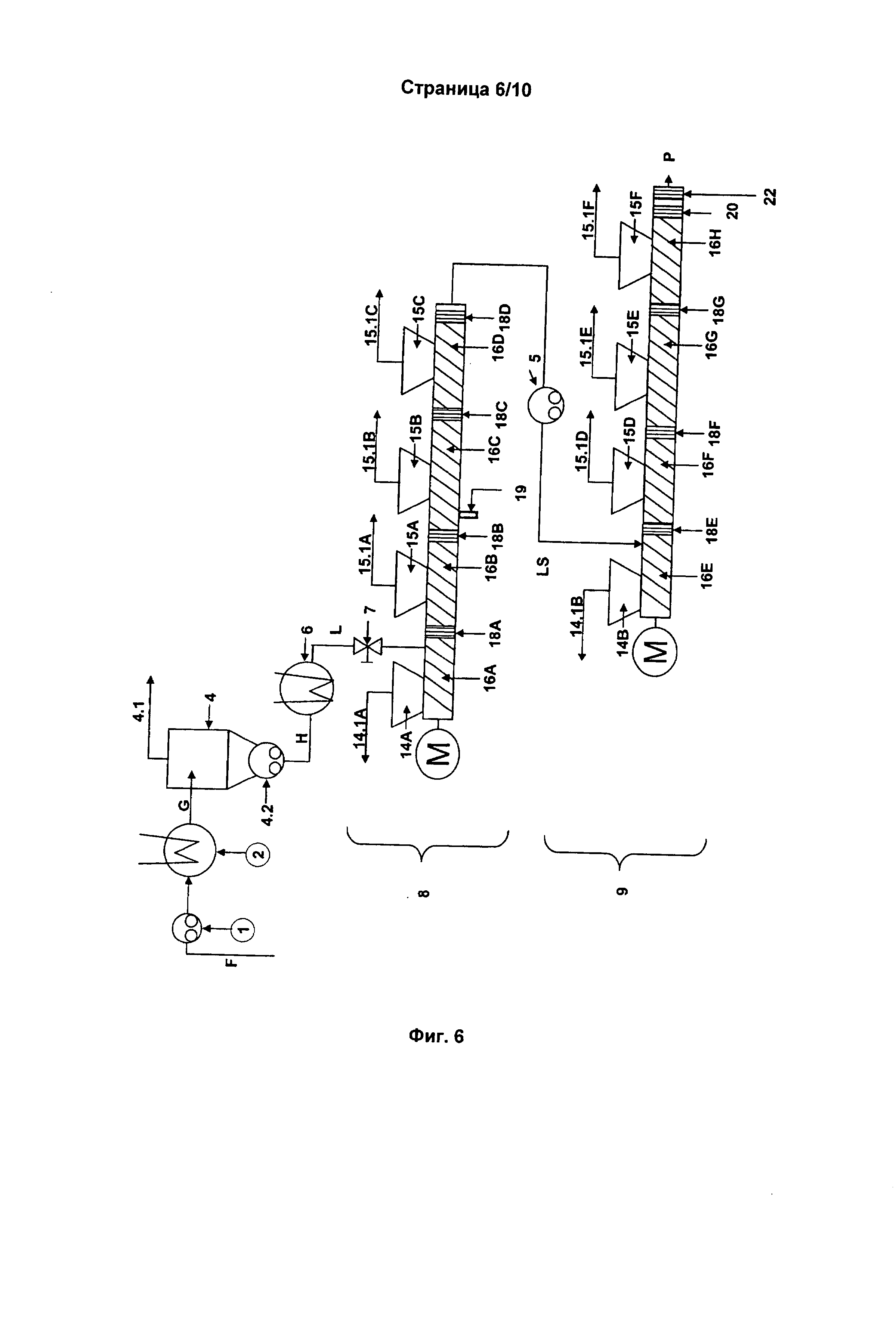
ФИГ.6 - показывает одноступенчатую концентрирующую установку, имеющую устройство регулирования давления, установку для повторного нагревания, и сушильную установку, включающую первый экструдер, содержащий четыре секции дегазации экструдера и четыре накопительные секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и основной экструдер, содержащий четыре секции дегазации экструдера, четыре накопительные секции и одну выпускную секцию, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и при этом первый экструдер и второй экструдер соединены последовательно с помощью трубопровода, включающего шестеренчатый насос.
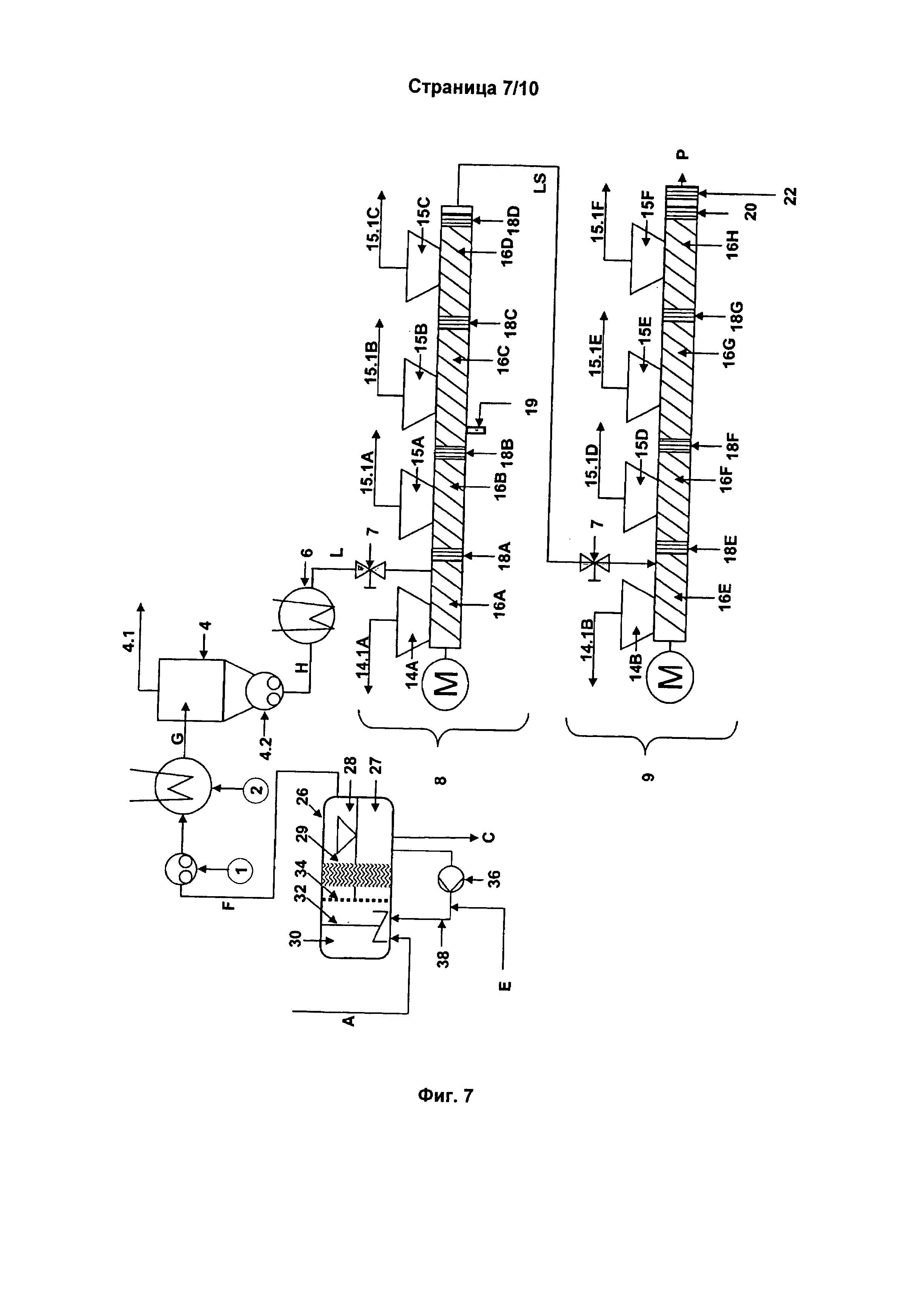
ФИГ.7 - показывает одноступенчатую установку для предварительной промывки, включающую устройство для коагуляции, одноступенчатую концентрирующую установку, установку для повторного нагревания и сушильную установку, включающую первый экструдер, содержащий четыре секции дегазации экструдера и четыре накопительные секции, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и основной экструдер, содержащий четыре секции дегазации экструдера, четыре накопительные секции и одну выпускную секцию, при этом одна секция дегазации экструдера представляет собой секцию противоточной дегазации, и при этом первый экструдер и второй экструдер соединены последовательно с помощью простого трубопровода, включающего дроссельный клапан.
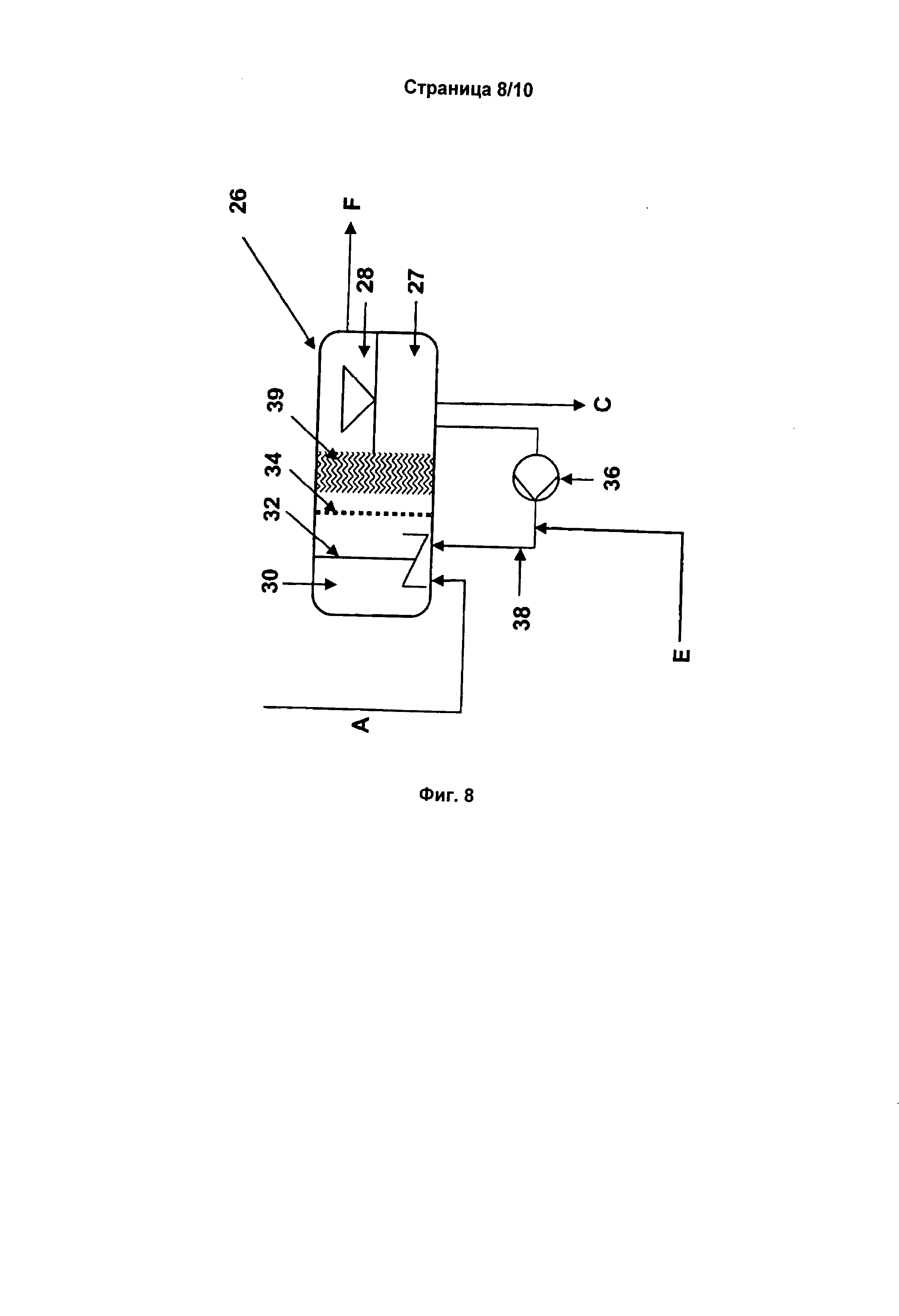
ФИГ.8 - показывает установку для предварительной промывки, включающую устройство для коагуляции.
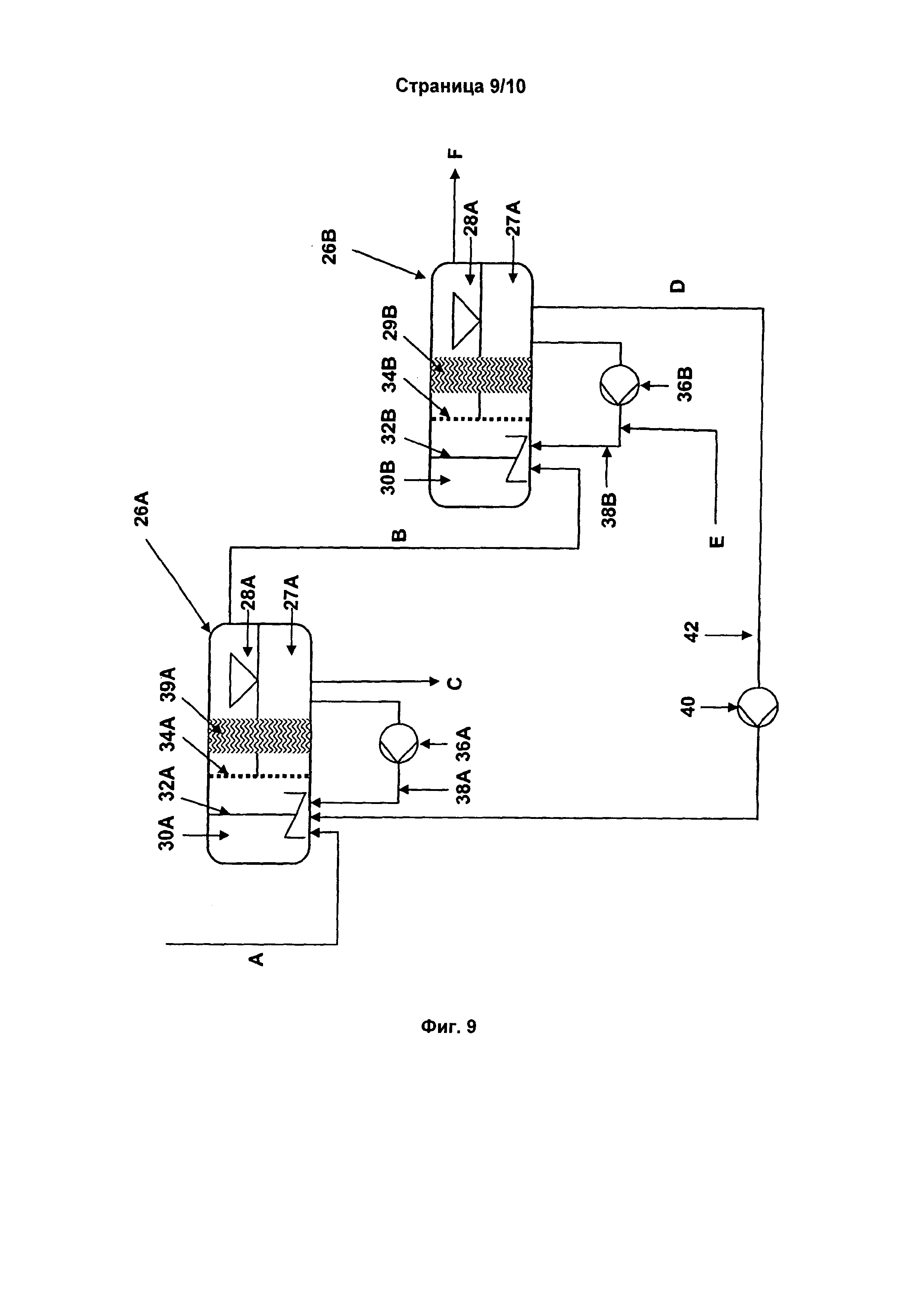
ФИГ.9 - показывает двухступенчатую установку для предварительной промывки.
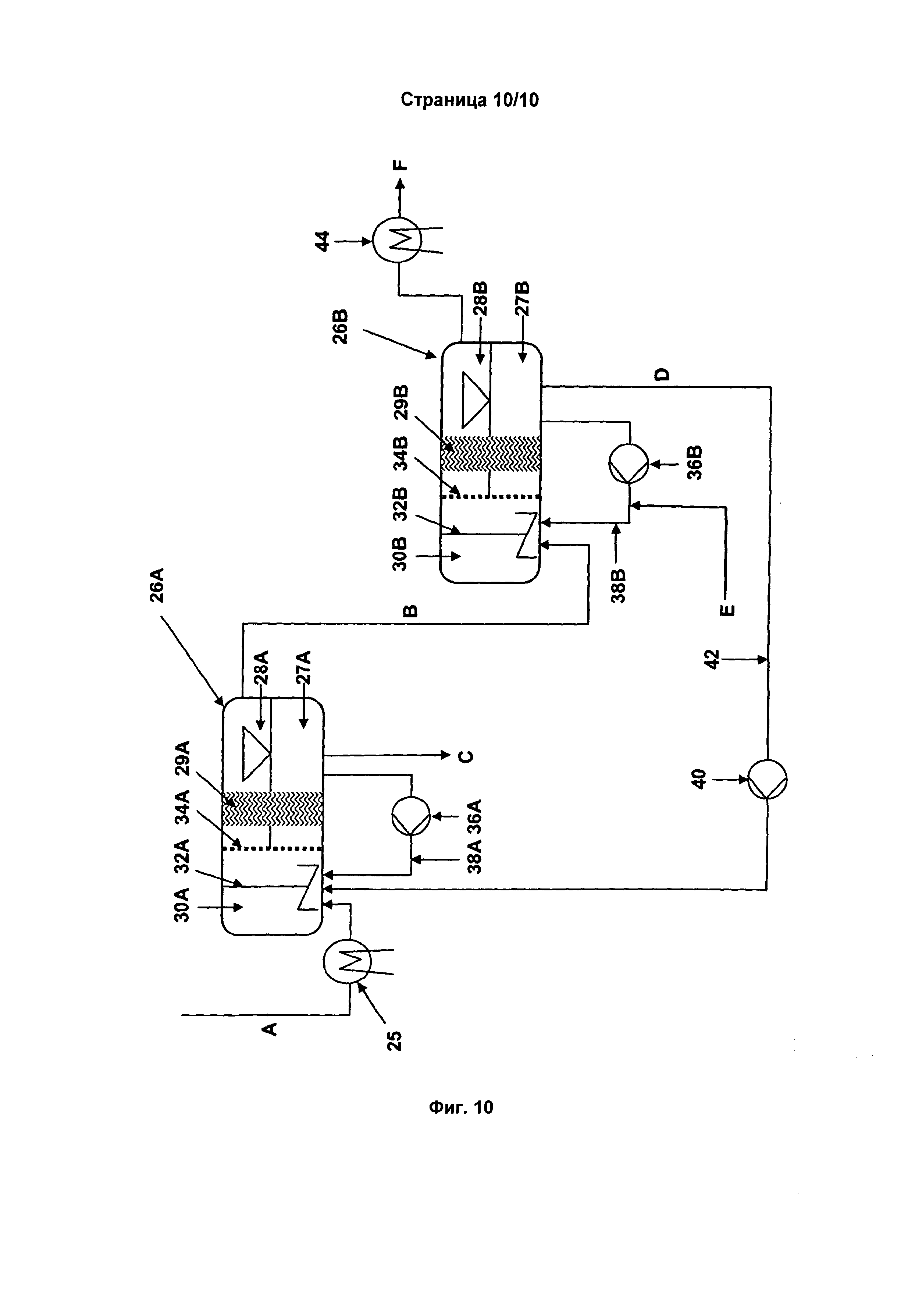
ФИГ.10 - показывает двухступенчатую установку для предварительной промывки, имеющую дополнительные нагреватели.
Основной и приводимый в качестве примера вариант выполнения стадии способа показан на Фиг.1. На стадии а) концентрированная жидкость L, содержащая по крайней мере один нелетучий полимер и по меньшей мере одно летучее соединение, подается в сушильную установку, содержащую в направлении движения потока сушильное устройство (8), которое представляет собой первый экструдер, и основной экструдер (9), причем в первом экструдере концентрированная жидкость L сначала преобразуется в суперконцентрированную жидкость LS путем удаления летучих соединений через вентиляционные отверстия и испарительные трубопроводы первого экструдера, а затем преобразуется далее в продукт (P), который в основном не содержит летучих соединений, путем дальнейшего удаления летучих соединений через вентиляционные отверстия и испарительные трубопроводы основного экструдера.
Концентрированная жидкость (L) подается в первый экструдер в загрузочном отверстии 12А в транспортирующей секции 16А первой секции дегазации экструдера в первом экструдере.
В одном варианте выполнения температура концентрированной жидкости L, подаваемой в сушильную установку, находится, например, в диапазоне от 50°C до 200°C, предпочтительно в диапазоне от 100°C до 170°C.
Концентрированная жидкость L содержит, например, от 10 до 80, предпочтительно от 25 до 70% масс. и более предпочтительно от 40 до 65% масс. нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука и примерно от 20 до 90, предпочтительно от 30 до 75% масс. и более предпочтительно от 35 до 60% масс. летучих соединений, при этом вышеупомянутые компоненты - нелетучий полимер и летучие соединения составляют в сумме от 90 до 100% масс. предпочтительно до 95 до 100% масс. от общей массы жидкости L.
В предпочтительном варианте выполнения и в случае, когда загружаемая жидкость 1 содержит воду, то жидкость L содержит, например, от 10 до 80, предпочтительно от 25 до 70% масс, и более предпочтительно от 40 до 65% масс. нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука, от 5 до 89,5, предпочтительно от 15 до 74,5% масс. и более предпочтительно от 45 до 34,5% масс. летучих органических соединений, в частности, растворителя, и от 0,5 до 15% масс, воды, при этом вышеупомянутые компоненты - нелетучий полимер, летучие органические соединения и вода составляют в сумме от 90 до 100% масс., предпочтительно до 95 до 100% масс. от общей массы жидкости L.
Концентрированная жидкость L, проходя через первую сушильную секцию 8 на Фиг.1 первого экструдера, претерпевает переход в суперконцентрированную жидкость LS, которая затем подается в секцию основного экструдера, который представляет собой основной экструдер на Фиг.1.
Суперконцентрированная жидкость (LS) подается в основной экструдер 9 в загрузочном отверстии 12B транспортирующей секции 16D первой секции дегазации экструдера в основном экструдере.
В одном варианте выполнения температура суперконцентрированной жидкости LS, подаваемой в основной экструдер, находится, например, в диапазоне от 50°C до 200°C, предпочтительно в диапазоне от 80°C до 180°C.
Суперконцентрированная жидкость (LS) содержит меньше летучих соединений, чем концентрированная жидкость L. Суперконцентрированная жидкость (LS) содержит, например, от 50 до 98, предпочтительно от 60 до 95% масс. и более предпочтительно от 70 до 95% масс. нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука и примерно от 2 до 50, предпочтительно от 5 до 40% масс. и более предпочтительно от 5 до 30% масс. летучих соединений, при этом вышеупомянутые компоненты - нелетучий полимер и летучие соединения составляют в сумме от 95 до 100% масс., предпочтительно до 97 до 100% масс. от общей массы суперконцентрированной жидкости LS.
В предпочтительном варианте выполнения суперконцентрированная жидкость LS предпочтительно является свободнотекучей, как определено выше.
В предпочтительном варианте выполнения и в случае, когда загружаемая жидкость L содержит воду, суперконцентрированная жидкость LS содержит, например, от 50 до 98, предпочтительно от 60 до 95% масс. и более предпочтительно от 70 до 95% масс. нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука, от 1,0 до 49,9, предпочтительно от 1,0 до 39,9% масс. и более предпочтительно от 1,0 до 29,5% масс. летучих органических соединений, в частности, растворителя, и от 0,1 до 10% масс., предпочтительно от 0,1 до 5% масс, воды, при этом вышеупомянутые компоненты - нелетучий полимер, летучие органические соединения и вода составляют в сумме от 90 до 100% масс, предпочтительно до 95 до 100% масс. от общей массы суперконцентрированной жидкости LS.
В стандартной и приводимой в качестве примера методике от 10 до 90% масс, от общего количества летучих веществ, удаленных в сушильной установке, удаляются в первой сушильной секции, предпочтительно от 40 до 80% масс. и более предпочтительно от более 50 до 80% масс.
В одном варианте выполнения давление концентрированной жидкости L, подаваемой в основной экструдер, находится, например, в диапазоне от 100 кПа до 2 МПа, предпочтительно в диапазоне от 500 кПа до 2 МПа.
Давления и температуры жидкостей L и LS, как правило, выбираются так, чтобы после входа в первую сушильную секцию или основной экструдер происходит значительный спад давления, который вызывает мгновенное испарение значительной части летучих соединений. В соответствии с этим имеет место значительное падение температуры за счет испарения летучих соединений. Обычно профиль изменения температуры внутри первого и основного экструдера таков, что температура повышается от одной транспортирующей секции к другой.
Подходящие для основного экструдера типы экструдеров включают одношнековые и многошнековые экструдеры, имеющие любое число цилиндрических частей и типы червячных элементов, и другие одновальные или многовальные смесители-пластикаторы. Возможными вариантами выполнения многошнековых экструдеров являются двухшнековые экструдеры, кольцевые экструдеры или планетарные вальцовые экструдеры, при этом предпочтительными являются двухшнековые экструдеры и кольцевые экструдеры.
Одношнековые экструдеры включают те, что имеют шнек, осциллирующий вдоль продольной оси. Двухшнековые экструдеры представляют собой, например, взаимозацепляющиеся с противоположно вращающимися шнеками, работающие без зацепления с противоположно вращающимися шнеками, взаимозацепляющиеся с однонаправленно вращающимися шнеками и работающие без зацепления с однонаправленно вращающимися шнеками двухшнековые экструдеры, причем взаимозацепляющиеся с однонаправленно вращающимися шнеками двухшнековые экструдеры являются предпочтительными.
В одном варианте выполнения изобретения экструдеры могут или нагреваться через цилиндрические части до температур до 300°C или охлаждаться.
В предпочтительном варианте выполнения экструдер имеет устройства, чтобы производить операции с отдельными зонами независимо друг от друга при разных температурах, так что эти зоны могут или нагреваться, быть ненагретыми или охлаждаться. В другом предпочтительном варианте выполнения экструдер для каждой транспортирующей секции имеет по меньшей мере одну отдельную зону, в которой можно производить операции независимо при различных температурах.
Предпочтительные материалы экструдера должны быть коррозионностойкими и в основном должны предохранять концентрированную жидкость L и продукт Р от загрязнения металлами или ионами металлов. Предпочтительные материалы экструдера включают азотированную сталь, сталь, полученную дуплекс-процессом, нержавеющую сталь, сплавы на никелевой основе, композиционные материалы, такие как металлокерамика, материалы, полученные горячим изостатическим прессованием, жесткие износоустойчивые материалы, такие как стеллит, металлы с нанесенным покрытием, с покрытиями, изготовленными, например, из керамики, нитрида титана, нитрида хрома и алмазоподобного углерода (DLC).
Вышеуказанные типы экструдеров, включающие нагревающие или охлаждающие устройства, при желании расположенные в нескольких отдельных зонах, и материалы, указанные для основного экструдера, также подходят для экструдеров первой сушильной секции, при этом могут быть использованы любые возможные комбинации экструдеров.
Тем не менее в предпочтительном варианте выполнения основной экструдер обычно имеет большую площадь поперечного сечения, чем первый экструдер, предпочтительно соотношение площади поперечного сечения основного экструдера A (основной) и площади поперечного сечения первого экструдера A (первый) находится в диапазоне от A (основной)/A (первый) от 1,01 до 5,00, предпочтительно от 1,1 до 3,0 и более предпочтительно от 1,3 до 2,5.
Каждая из транспортирующих секций 16B, 16C, 16E и 16F выходит к вентиляционному отверстию (от 15А до 15D). Расположенные в направлении против движения потока транспортирующие секции 16А и 16B выходят к вентиляционным отверстиям 14А и 14B. В транспортирующих секциях от 16A до 16F часть растворителя испаряется и отделяется от повторно нагретой концентрированной жидкости L. Эти пары удаляются через вентиляционные отверстия 14А и 14B и от 15А до 15D посредством испарительных трубопроводов 14.1А, 14.1B и от 15.1А до 15.1D.
Поскольку испаряющиеся летучие соединения имеют тенденцию уносить с потоком повторно нагретую концентрированную жидкость L или продукт P в направлении вентиляционных отверстий, в предпочтительном варианте выполнения изобретения эти вентиляционные отверстия 15 выполнены так, чтобы предохранять материал, особенно повторно нагретую концентрированную жидкость L или продукт Р от выхода наружу из этих вентиляционных отверстий.
Подходящими устройствами для достижения этой цели являются уплотняющие шнеки, которые установлены на вентиляционных отверстиях и передают любой материал обратно в экструдер, или валики, или ленты, которые используются на внутренней части вентиляционных отверстий, чтобы заталкивать отложившийся материал обратно в экструдер. Предпочтительными являются уплотняющие шнеки. Уплотняющие шнеки могут включать один, два или более валов, при этом уплотняющие шнеки, имеющие один или два вала, являются предпочтительными.
В качестве альтернативы или предпочтительно в дополнение к упомянутым выше могут применяться покрытия вентиляционных отверстий, которые снижают или предотвращают прилипание материала к поверхности. Подходящие покрытия включают DLC, этилентетрафторэтилен (ЭТФЭ), политетрафторэтилен (ПТФЭ) и никелевые сплавы.
Давление в вентиляционных отверстиях 14А, 15А и 15B первого экструдера составляет, например, величину между 1 гПа и 2000 гПа, предпочтительно между 5 гПа и 1500 гПа.
Давление в вентиляционных отверстиях 14B, 15С и 15D основного экструдера составляет, например, величину между 1 гПа и 2000 гПа, предпочтительно между 5 гПа и 1000 гПа.
В предпочтительном варианте выполнения давление в вентиляционных отверстиях 14B, 15C и 15D основного экструдера ниже, чем в вентиляционных отверстиях 14A, 15A и 15B первого экструдера.
Испарительные трубопроводы могут быть, а предпочтительно являются соединенными с конденсирующей системой.
Как правило, назначением конденсирующей системы является собирать летучие соединения, удаленные с помощью вентиляционных отверстий через испарительные трубопроводы, и обычно она включает конденсатор и вакуумный насос. Чтобы осуществлять улавливание летучих соединений, могут использоваться любые конденсирующие системы, известные в технологии.
Как правило, предпочтительным является повторно возвращать эти конденсированные летучие соединения, при желании после проведения разделения фаз, чтобы отделить летучие органические соединения от воды, в процесс получения жидкости L.
Транспортирующие секции оканчиваются накопительными секциями от 18A до 18E и 20. Целью накопления является обеспечивать определенный уровень давления в вентиляционных отверстиях и сообщать механическую энергию материалу, чтобы способствовать испарению летучих соединений. Накопительные секции могут иметь любые устройства, которые дают возможность накопления материала. Они могут быть выполнены так, чтобы включать, например, смесительные пластицирующие или суживающие элементы, диски с выступающими элементами или пластины с фильерами.
Примерами суживающих элементов являются конические или цилиндрические направляющие для потока или другие суживающие средства.
Применение смесительных пластицирующих элементов, дисков с выступающими элементами или пластин с фильерами внутри накопительной секции является предпочтительным, смесительные пластицирующие элементы являются даже более предпочтительными. Примеры смесительных пластицирующих элементов включают пластицирующие блоки, которые могут быть выполнены как двух- или трехзаходные смесительные транспортирующие блоки прямого, обратного или нейтрального хода; однозаходные или двухзаходные шнековые смесительные элементы с канавками, однозаходные шестеренчатые смесительные элементы, диски с выступами и одно-, двух- или трехлопастные эксцентриковые диски. Эти смесительные пластицирующие элементы могут быть смонтированы в любую комбинацию на червячных валах экструдера, особенно двухшнекового с противоположно вращающимися шнеками или с однонаправленно вращающимися шнеками червячного экструдера.
Обычная накопительная секция включает от 2 до 10 смесительных пластицирующих блоков, зачастую оканчивающихся смесительным перемещающим элементом обратного хода. Для введения в смесь вымывающего агента могут применяться элементы зубчатого типа или червячные элементы с канавками.
Эксцентриковые диски предпочтительно применяются в последней секции экструдера, там где продукт P является высоковязким и в основном не содержит летучих соединений.
Для планетарных вальцовых экстудеров предпочтительными являются смесительные пластицирующие элементы, такие как зубовидные вальцы или вальцы с канавками и зазорами.
Как правило, основной экструдер и, поскольку первая сушильная установка представляет собой первый экструдер, также и первый экструдер могут включать одну или больше транспортирующих секций и одну или больше накопительных секций, при этом их число ограничивается только конструкционными требованиями. Обычное число транспортирующих секций и накопительных секций составляет от 1 до 30, предпочтительно от 2 до 20 и более предпочтительно от 3 до 15.
В предпочтительном варианте выполнения изобретения повторно нагретая концентрированная жидкость L или суперконцентрированная жидкость LS вводится в первую секцию дегазации первого экструдера и соответственно основного экструдера, причем эта первая секция дегазации экструдера имеет одно или больше задних вентиляционных отверстий в направлении против течения потока, каждое из которых соединено с испарительным трубопроводом.
Преимуществом задних вентиляционных отверстий является то, что летучие соединения, присутствующие в концентрированной жидкости L и суперконцентрированной жидкости LS, подвергаются мгновенному и быстрому испарению, таким образом обеспечивая по меньшей мере частичное разделение полимера и летучих соединений, причем пары выходят через задние вентиляционные отверстия в направлении против течения потока. Как правило, примерно от 50 приблизительно до 99% масс, летучих соединений, присутствующих в жидкостях L и LS, удаляются через эти вентиляционные отверстия, расположенные против хода движения потока.
Последняя накопительная секция 20 обычно выполнена так, чтобы образовывать пробку из продукта на выходе из экструдера, тем самым предотвращая проникновение окружающего воздуха в экструдер. В процессе прохождения от транспортирующих секций и накопительной секции к выпускной секции 22 концентрированная жидкость L подвергается переходу от предпочтительно свободнотекучей концентрированной жидкости L к суперконцентрированной жидкости LS в первом экструдере и далее к продукту Р в основном экструдере, при этом продукт Р обычно имеет вид рассыпчатого или пластичного материала.
Выпускная секция 22 обычно имеет устройства, чтобы позволять продукту выходить из основного экструдера и при желании, но также и предпочтительно, оборудование для технологической обработки продукта. Примеры подходящего оборудования для технологической обработки продукта включают комбинации пластин с фильерами и ножей; пластин с фильерами и устройств для подводного гранулирования; устройств для образования крошки, таких как червячные элементы с зубцами и отверстиями; турбулизаторов, которые могут быть изготовлены в виде цилиндров с отверстиями в них, в которых продукт вдавливается снаружи во внутреннюю часть цилиндра, и при этом вращающийся нож внутри цилиндра нарезает продукт на кусочки; неподвижные ножи, расположенные на последней пластине экструдера, при этом вращение шнека производит режущее действие, что предпочтительно применяется, когда работают с двухшнековыми с однонаправленно вращающимися шнеками, одношнековыми и планетарными вальцовыми экструдерами.
Чтобы уменьшить механическую и термическую нагрузку на продукт, в предпочтительном варианте выполнения изобретения оборудование для технологической обработки продукта комбинируется с охлаждающими устройствами.
Охлаждающие устройства включают любые устройства, которые позволяют отведение тепла от продукта. Примеры охлаждающих устройств включают пневматические конвейеры для крошки с конвекционным воздушным охлаждением, вибрационные конвейеры для крошки с конвекционным воздушным охлаждением, вибрационные конвейеры для крошки с охлаждающими контактными поверхностями, ленточный конвейер с конвекционным воздушным охлаждением, ленточный конвейер с охлаждаемыми лентами, распыление воды на горячую крошку после выхода из экструдера, и, как уже упоминалось, устройства для подводного гранулирования, при этом вода служит в качестве охладителя.
Затем продукт P может обрабатываться далее для конечной упаковки и перевозки. Например, (гало)бутиловый каучук охлаждается до температуры 60°C или ниже, формуется с получением кип, к примеру, под действием гидравлического пресса, а затем упаковывается в коробки или ящики для перевозки.
Как правило, увеличение скорости подачи концентрированной жидкости L в загрузочном отверстии 12 или увеличение скорости подачи суперконцентрированной жидкости LS в загрузочном отверстии 12В требует соответствующего увеличения скорости вращения шнека первого экструдера. Более того, эта скорость вращения шнека определяет время обработки жидкости L. Таким образом, скорость вращения шнека, скорость подачи и диаметр экструдера обычно являются взаимосвязанными. Обычно первый экструдер эксплуатируется таким образом, что безразмерный показатель пропускной способности V/(n*d3), в котором V обозначает объемную скорость потока на выходе из соответствующего экструдера или стадии, n - скорость вращения шнека, выраженную в оборотах в минуту, a d - эффективный диаметр экструдера, подбирается примерно от 0,01 приблизительно до 0,2, предпочтительно примерно от 0,015 приблизительно до 0,1.
Обычно основной экструдер эксплуатируется таким образом, что безразмерный показатель пропускной способности V/(n*d3) подбирается примерно от 0,01 приблизительно до 0,7, предпочтительно примерно от 0,015 приблизительно до 0,5.
Максимальная и минимальная скорости подачи и скорости вращения шнека экструдера определяются, например, размером экструдера, физическими характеристиками продукта на основе синтетического каучука, содержащегося в жидкостях L и LS, и заданными количествами остаточных летучих соединений. В то же время, если заданы эти характеристики, то рабочие параметры могут быть определены специалистом в данной области с помощью нескольких предварительных экспериментов.
В одном варианте выполнения изобретения сушильная установка эксплуатируется при скорости подачи от 5 до 25 000, предпочтительно от 5 до 6000 килограммов в час.
Объем изобретения также включает в себя варианты выполнения, в которых суперконцентрированная жидкость LS, выходящая из первой сушильной секции, подается в две или более секции основного экструдера, или в которых суперконцентрированная жидкость LS, выходящая из двух или более первых сушильных секций, подается в одну секцию основного экструдера, или любой другой вариант выполнения, в котором число первых сушильных секций отличается от числа секций основного экструдера.
Как правило, процессу дегазации в экструдере можно содействовать путем добавления вымывающего агента, который удаляется вместе с другими летучими соединениями. Даже если этот вымывающий агент может быть добавлен в любом месте экструдерного агрегата, предпочтительным является добавление в одной или более накопительных секциях. В более предпочтительном варианте выполнения вымывающий агент добавляется в одной или более накопительных секциях, за исключением последней 20.
Подходящими вымывающими агентами являются вещества, которые являются инертными по отношению к концентрированной жидкости L, суперконцентрированной жидкости LS и/или продукту Р и имеют давление паров больше чем 100 гПа при 100°C.
В контексте изобретения термин «инертный» означает, что этот вымывающий агент не реагирует или практически не реагирует с полимерами, содержащимися в повторно нагретой концентрированной жидкости L, суперконцентрированной жидкости LS и/или продукте P. Подходящими вымывающими агентами являются азот, диоксид углерода, благородные газы, пропан, бутан, вода или смесь вышеупомянутых соединений, при этом предпочтительным является диоксид углерода. Количество вымывающего агента может составлять от 0,0001 до 10, предпочтительно от 0,001 до 5 и более предпочтительно от 0,1 до 2% масс, в пересчете на количество полимерного продукта, полученного в выпускной секции.
Первая сушильная секция и секция основного экструдера должны быть соединены, если они представляют различные устройства. Подходящими устройствами для соединения являются трубы, трубопроводы, насосы или шнековые транспортеры, или непосредственно присоединенные цилиндрические секции экструдера, при этом трубы и трубопроводы предпочтительно снабжены устройствами регулирования давления, такими как клапаны для поддержания давления, или другими средствами, отвечающими цели поддержания давления в желаемом диапазоне.
Фиг.3 показывает ту же сушильную установку, что и Фиг.1, с той лишь разницей, что трубопровод 23 оснащен шестеренчатым насосом 5 вместо устройства регулирования давления 7.
Изобретение, кроме того, касается использования устройства, подходящего, чтобы осуществлять способ согласно изобретению. Следовательно, изобретение также охватывает устройство, включающее по меньшей мере
- одну первую сушильную секцию, являющуюся смесителем-пластикатором или экструдером,
- один основной экструдер, имеющий по меньшей мере одно загрузочное отверстие 12, одну секцию дегазации экструдера 16, одну накопительную секцию 20 и одну выпускную секцию 22, в котором секция дегазации экструдера 16 дополнительно имеет по меньшей мере одно вентиляционное отверстие 15, соединенное с испарительным трубопроводом 15.1, при этом первая сушильная секция и основной экструдер находятся в соединении.
В контексте данного изобретения термин «в соединении» включает прямые или косвенные соединения, при этом косвенные соединения могут быть выполнены, например, посредством трубопроводов или трубок. Термин «в соединении», кроме того, включает вариант того, что между этими установками или устройствами в соединении расположены дополнительные установки или устройства. В частности, соединения могут включать в себя устройства регулирования давления, таких как дроссели, клапаны, в частности, клапаны для поддержания давления, и насосы, такие как шестеренчатые насосы.
Кроме того, изобретение охватывает применение вышеупомянутого устройства для получения нелетучих полимеров, которые в основном не содержат летучих соединений.
Кроме того, изобретение охватывает все устройства, содержащие конкретные и неспецифические варианты выполнения, раскрытые в данном документе для описания процесса, а также химическую производственную установку, включающую вышеупомянутые устройства.
Другой вариант выполнения изобретения показан на ФИГ.2. ФИГ.2 демонстрирует другую технологическую схему и подходящее устройство для осуществления способа согласно изобретению, включающее смеситель-пластикатор в качестве первой сушильной секции 8 и тот же экструдер в качестве основного экструдера, как уже было показано на Фиг.1. Концентрированная жидкость L подается в смесительную секцию 11 в загрузочном отверстии 10 смесителя-пластикатора. Смесительная секция 11 выходит в вентиляционное отверстие 13. В смесительной секции часть растворителя испаряется и отделяется от концентрированной жидкости L. Пары удаляются через вентиляционное отверстие 13 посредством испарительного трубопровода 13.1. Эта смесительная секция включает два вала 50А и 50B, каждый из которых оснащен пластицирующими элементами 51. Смесительная секция в направлении движения потока заканчивается шнековым транспортером 52. В процессе прохождения от загрузочного отверстия 10 до шнекового транспортера 52 концентрированная жидкость L претерпевает переход из концентрированной жидкости L в суперконцентрированную жидкость LS. Шнековый транспортер 52 передает суперконцентрированную жидкость LS в основной экструдер 9 через устройство регулирования давления 7.
Как правило, в качестве первой сушильной секции могут быть использованы любые известные типы смесителя-пластикатора, насколько они предназначены или подходят для удаления летучих соединений из концентрированной жидкости L. То же самое относится и к пластицирующим элементам. Подходящие смесители-пластикаторы раскрываются, например, в европейском патенте EP 1127609 A и международной заявке WO 94/04333 A.
Тем не менее, использование первого экструдера в качестве первой сушильной секции является предпочтительным.
В другом варианте выполнения первая сушильная секция представляет собой одношнековый или двухшнековый экструдер, и основной экструдер является одношнековым или двухшнековым экструдером.
Фиг.4 показывает ту же сушильную установку, что и Фиг.1, с той разницей, что трубопровод 23 вместо устройства регулирования давления 7 оснащен шестеренчатым насосом 5A, и что выпускная секция 22 включает насос 5B и устройство для подводной обработки W, включающее резервуар с водой 60.
Чтобы уменьшить механическую и термическую нагрузку на продукт, этот вариант выполнения сочетает оборудование для технологической обработки продукта с охлаждающими устройствами.
Обычно, подходящие устройства для подводной обработки включают комбинации резервуара с водой и пластины с фильерами и ножами, турбулизаторы, которые могут быть выполнены в виде цилиндров с отверстиями в них, в результате чего продукт продавливается снаружи внутрь этого цилиндра, и при этом вращающийся нож внутри цилиндра нарезает продукт на кусочки; фиксированные ножи помещаются у последней пластины экструдера, при этом вращение шнека осуществляет режущее действие. Резка осуществляется либо непосредственно под водой либо близко к поверхности воды, где для продукта время от нарезания до охлаждения водой поддерживается коротким, предпочтительно менее 60 с, предпочтительнее менее 10 с. Этот тип технологической обработки и выпускной секции является особенно предпочтительным для чувствительных к температуре и/или кислороду полимеров, таких как галогенированные каучуки и, в частности, бромбутиловые каучуки.
В предпочтительном варианте выполнения изобретения температура воды поддерживается в пределах от выше 0 до 60°C, предпочтительно от 10 до 50°C.
Для полимеров, которые имеют тенденцию слипаться после нарезания на куски, предпочтительно, чтобы водный резервуар 60, заполнялся водой, содержащей нелипнущие соединения, в частности, поверхностно-активные вещества. Подходящие соединения и средства для достижения этой цели раскрываются в европейской заявке EP 410914 A, которая включена в данный документ во всей своей полноте.
Другой вариант выполнения изобретения показан на ФИГ.5. ФИГ.5 демонстрирует один экструдер, содержащий первую сушильную секцию 8 и секцию основного экструдера 9, причем различные секции имеют различные площади поперечного сечения. Площадь поперечного сечения первой сушильной секции 8, которая включает в себя транспортирующие секции 16А, 16B и 16С, которые заканчиваются накопительными секциями 18А, 18B и 18С, и которые выходят к вентиляционным отверстиям 13.1, 15.1А и 15.1B, меньше, чем площадь поперечного сечения секции основного экструдера 9, который включает в себя транспортирующие секции 16D и 16Е, которые заканчиваются накопительными секциями 18D и 20 и выпускной секцией 22.
Обычно соотношение площади поперечного сечения первой сушильной секции A(псс) и площади поперечного сечения секции основного экструдера A(соэ) находится в диапазоне A(псс)/A(соэ) от 0,2 до 0,99, предпочтительно от 0,33 до 0,95 и более предпочтительно от 0,4 до 0,9.
Благодаря разным площадям поперечного сечения транспортирующих секций первой сушильной секции и секции основного экструдера уменьшение объема, обусловленное выделившимися летучими соединениями, может быть учтено в ходе процесса экструзии. Транспортирующие секции 16А, 16B и 16С могут включать перемещающие устройства, специально приспособленные к различным площадям поперечного сечения транспортирующих секций 16D и 16E. Различные перемещающие устройства различных транспортирующих секций могут также работать под действием различных двигателей. Рабочие параметры перемещающих устройств различных транспортирующих секций могут быть подобраны по отношению друг к другу для обеспечения и/или контроля предварительно определенного давления в пределах каждой транспортирующей секции.
В другом варианте выполнения первая сушильная установка может включать два или больше валов, из которых только один является частью секции основного экструдера, или наоборот. Типичным примером этого являются планетарные вальцовые или кольцевые экструдеры, которые образуют первую сушильную секцию, при этом только основной вал или один вал является частью основной секции экструдера, или наоборот. Другим примером является двухшнековый экструдер, который образует первую сушильную секцию, в результате чего только один вал является частью секции основного экструдера, или наоборот.
Как правило, любой экструдер, то есть, или первый экструдер, основной экструдер, или они оба могут включать одно или больше боковых загрузочных устройств 19, которые могут располагаться в любом месте экструдера, предпочтительно в непосредственной близости к загрузочному отверстию или выпускной секции 22. Боковые загрузочные устройства подходят для прибавления добавок к полимеру. На Фиг.5 одно боковое загрузочное устройство 19А находится в первой сушильной секции, а другое боковое загрузочное устройство 19B в секции основного экструдера.
Примеры добавок, в частности, для продуктов на основе (гало)бутилового каучука, включают стабилизирующие агенты, акцепторы кислоты, такие как ЭСМ (эпоксидированное соевое масло), стеараты, такие как стеараты кальция, антиокислители и тому подобное. Примеры подходящих антиокислителей включают стерически затрудненные фенолы, такие как бутилгидрокситолуолы, и их производные, такие как Irganox 1010 и 1076, амины, меркаптобензимидазолы, определенные фосфиты и тому подобное.
В частности, (гало)бутиловые каучуки смешиваются с добавками, например, в количестве от 0,0001 до 4 м.ч. эпоксидированного соевого масла (ЭСМ), от 0,0001 до 5 м.ч. стеарата кальция и от 0,0001 до 0,5 м.ч. антиокислителей (м.ч.=массовых частей на сто частей каучука относительно массы каучука). Другие добавки тоже являются подходящими, в зависимости от применения продукта на основе бутилового каучука, а именно, наполнители или красители.
В качестве альтернативы или в добавление к этому, добавки, когда речь идет о том, что они жидкости, также могут прибавляться уже вместе с вымывающим агентом.
В предпочтительном варианте выполнения изобретения концентрирующая установка, установка повторного нагревания или экструдерный агрегат могут независимо друг от друга быть оснащены одним или более устройствами регулирования давления, которые дают возможность очень точной работы этих установок при заранее определенных условиях.
Устройства регулирования давления могут быть активного или пассивного типа, при этом устройства активного регулирования давления являются предпочтительными. Примеры устройств активного регулирования давления включают регулирующие клапаны, такие как клапан сброса давления, примеры устройств пассивного регулирования давления включают жиклеры и пластины с фильерами или диафрагмами. Подходящие клапаны могут быть выбраны из шаровых, поршневых, запорных или игольчатых клапанов.
В случае пассивного устройства регулирования давления предпочтительно рассчитать пропускное отверстие, чтобы осуществить определенный перепад давления. Этот расчет основан на вязкости жидкости в данной точке и пропускной способности. Любой специалист в данной области может осуществить этот расчет.
Активные устройства регулирования давления обычно контролируются посредством измерения давления выше этого устройства по ходу движения потока. Например, это давление измеряется и сравнивается с заданной величиной. Затем устройство контроля давления регулируется в соответствии с определенным отклонением.
В качестве альтернативы вместо абсолютного давления выше по потоку относительно устройства регулирования давления измеряется перепад давления между концами этого устройства. Положение клапана корректируется вручную, электрически, пневматически или гидравлически. Регулировка положения клапана, то есть, установление на заданную величину давления, может быть сделана, например, вручную или с применением любой автоматизированной системы управления процессом.
На Фиг.5 устройство регулирования давления 7 находится до загрузочного отверстия 12 сушильной установки.
Было установлено, что значительное снижение содержания летучих соединений или воды, или того и другого может быть достигнуто предпочтительным образом путем получения жидкости L в процессе, включающем по меньшей мере следующие стадии:
A) обработки жидкости по меньшей мере в одной концентрирующей установке, включающей по меньшей мере нагреватель, сосуд для дегазации и испарительный трубопровод, при которой эта жидкость нагревается, нагретая жидкость подается в сосуд для дегазации, где часть летучих соединений удаляется через испарительный трубопровод, чтобы получить концентрированную жидкость,
B) повторного нагревания концентрированной жидкости из стадии A) по меньшей мере в одной установке для повторного нагревания, чтобы получить концентрированную жидкость L.
Основной и приводимый в качестве примера вариант выполнения стадий процесса A) и B) показан на Фиг.6. На стадии A) жидкость F, содержащая по меньшей мере один нелетучий полимер и по меньшей мере одно летучее соединение, передается посредством насоса 1 в нагреватель 2, где эта жидкость F нагревается.
Жидкость F, также называемая клеем (связующим), может содержать, например, от 3 до 50% масс, нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука и от 60 до 97% масс. летучих соединений, в частности, растворителя или растворителя и воды, при этом вышеупомянутые компоненты составляют в сумме от 90 до 100, предпочтительно от 95 до 100% масс. общей массы жидкости F.
Растворитель предпочтительно выбирается из группы, состоящей из линейных или разветвленных алканов, имеющих от 4 до 10 атомов C, предпочтительно от 4 до 7 атомов C. Более предпочтительными растворителями являются н-пентан, изопентан, н-гексан, циклогексан, изогексан, метилциклопентан, метилциклогексан и н-гептан, а также смеси, содержащие или состоящие из этих алканов.
В предпочтительном варианте выполнения изобретения жидкость F содержит от 3 до 40% масс. нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука, от 60 до 95% масс. летучих органических соединений, в частности, растворителя, и от 0,5 до 20% масс. воды, при этом упомянутые выше компоненты составляют в сумме от 95 до 100% масс. общей массы жидкости F.
Жидкость F обычно получается из процессов полимеризации или последующих технологических стадий. Последующей технологической стадией является, например, галогенирование бутилового каучука. Жидкости F, содержащие воду, обычно получаются после процессов отгонки с паром, следующих за полимеризацией.
Жидкость F, поступающая в нагреватель, обычно и предпочтительно имеет температуру от 10°C до 100°C, предпочтительно от 30°C до 80°C. Вязкость жидкости F находится, например, в интервале от 100 мПа*с до 25000 мПа*с, предпочтительно в интервале от 500 мПа*с до 5000 мПа*с.
Нагревателем может быть любое устройство, которое способно увеличивать температуру жидкости F. В предпочтительном варианте выполнения нагреватель 2 представляет собой теплообменник. Нагревающая среда выбирается из группы, состоящей из пара, топочного мазута или перегретой воды. Этот теплообменник является, например, теплообменником кожухотрубчатого типа, где жидкость F находится внутри трубок, а нагревающая среда находится в межтрубном пространстве. Чтобы усиливать передачу тепла, могут применяться специальные вставки в трубках. Также может использоваться другой тип теплообменника, в котором жидкость F находится с наружной стороны трубок теплообменника. Преимуществом упомянутых выше типов теплообменников является предотвращение неравномерного распределения и простое обслуживание, а также хорошая передача тепла. Указанные теплообменники являются хорошо известными и коммерчески доступными. В менее предпочтительном варианте выполнения также могут применяться теплообменники пластинчатого типа.
После нагревания получается нагретая жидкость G. Нагретая жидкость G имеет более высокую температуру, чем жидкость F, предпочтительно температуру от 100 до 200°C, более предпочтительно от 110°C до 190°C и даже более предпочтительно от 120°C до 175°C. Эта нагретая жидкость G затем передается далее в сосуд для дегазации 4. В сосуде для дегазации летучие компоненты по меньшей мере частично испаряются.
Как правило, этот сосуд для дегазации может представлять собой испаритель мгновенного вскипания или другое устройство, обычно используемое для удаления летучих соединений, при одновременном наличии короткого времени воздействия.
Эти пары отделяются и удаляются из нагретой жидкости G посредством вакуумной линии 4.1. Давление в сосуде для дегазации 4 находится, например, в интервале от 100 гПа до 4000 гПа, предпочтительно в интервале от 200 гПа до 2 000 гПа и более предпочтительно в интервале от 230 до 1 100 гПа.
Пары, удаленные через вакуумную линию 4.1, предпочтительно конденсируются и возвращаются в цикл процесса получения жидкости F. После дегазации и разделения получается концентрированная жидкость H, которая удаляется из сосуда для дегазации 4 посредством насоса 4.2.
В предпочтительном варианте выполнения изобретения сосуд для дегазации выполнен в форме циклонного сепаратора, чтобы дополнительно способствовать отделению паров от нагретой жидкости G. В другом предпочтительном варианте выполнения изобретения этот сосуд для дегазации 4 имеет дно конической или по меньшей мере торосферической формы, чтобы позволять сосуду опустошаться полностью или практически полностью.
В другом варианте выполнения внутренняя поверхность сосуда для дегазации может нагреваться.
Насос 4.2 предпочтительно непосредственно соединен с выпускным отверстием сосуда для дегазации 4. В основном соединительная деталь между насосом и сосудом предпочтительно является насколько возможно короткой.
Насос 4.2 может выбираться из группы, состоящей из насосов объемного типа, шестеренчатых насосов, поршневых насосов, мембранных насосов, винтовых насосов, насосов экструдерного типа, таких как одношнековые или двухшнековые экструдеры с противоположно вращающимися или однонаправленно вращающимися шнеками, или насосов типа смесителей-пластикаторов. Насосы объемного типа и шестеренчатые насосы являются предпочтительными, шестеренчатые насосы являются даже более предпочтительными.
В другом предпочтительном варианте выполнения насос 4.2 включает комбинацию экструдера или смесителя-пластикатора и шестеренчатого насоса, при этом шестеренчатый насос питается из экструдера или смесителя-пластикатора.
Количество летучих соединений, которое удаляется на этой стадии A), зависит, например, от температуры жидкости G и давления в сосуде для дегазации 4. В предпочтительном варианте выполнения изобретения температура жидкости G и давление в сосуде для дегазации 4 выбираются так, что концентрированная жидкость Н предпочтительно является свободнотекучей, как определено выше, и содержит, например, от 10 до 60, предпочтительно от 25 до 60% масс, нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука и примерно от 40 приблизительно до 90, предпочтительно от 40 до 75% масс. летучих веществ, при этом вышеупомянутые компоненты - нелетучий полимер, летучее органическое соединение и вода в сумме составляют от 90 до 100% масс., предпочтительно от 95 до 100% масс. от общей массы жидкости H.
В предпочтительном варианте выполнения, и в случае, когда исходное сырье - жидкость F содержит воду, жидкость H включает, к примеру, от 10 до 60, предпочтительно от 25 до 60% масс, нелетучего полимера, предпочтительно синтетического каучука и более предпочтительно (гало)бутилового каучука, примерно от 25 приблизительно до 90, предпочтительно от 25 до 75% масс. летучих органических соединений, в частности, растворителя, и примерно от 0,5 приблизительно до 15% масс. воды, при этом вышеупомянутые компоненты - нелетучий полимер, летучее органическое соединение и вода в сумме составляют от 90 до 100% масс, предпочтительно от 95 до 100% масс. от общей массы жидкости Н.
Температура концентрированной жидкости Н ниже, чем температура нагретой жидкости G и находится, например, в интервале от 15 до 100°C, предпочтительно в интервале от 30 до 100°C. Давление нагретой жидкости G находится, например, в интервале от 2 до 60 бар, предпочтительно в интервале от 4 до 30 бар. Концентрированная жидкость Н предпочтительно является свободнотекучей, как определено выше.
На стадии B) концентрированная жидкость H, полученная на стадии A), затем пропускается через установку для повторного нагревания 6, чтобы получить концентрированную жидкость L. В предпочтительном варианте выполнения эта установка для повторного нагревания включает теплообменник, при этом применяются те же самые пояснения, включая предпочтения, касающиеся нагревательных сред и типов теплообменников, как описано выше для теплообменника 2.
Температура повторно нагретой концентрированной жидкости L обычно выше, чем концентрированной жидкости L и находится, например, в интервале от 50°C до 200°C, предпочтительно в интервале от 90°C до 180°C. Давление нагретой жидкости G находится, например, в интервале от 2 до 60 бар, предпочтительно в интервале от 4 до 30 бар. Концентрированная жидкость L предпочтительно является свободнотекучей, как определено выше.
Нагревающий поток нагревательной установки 6 после нагрева концентрированной жидкости Н может быть использован для нагрева жидкости F в нагревателе 2. Нагревающий поток установки для повторного нагревания 6 может быть соединен с нагревателем 2. В дополнение или в качестве альтернативы нагревающий поток, выходящий из нагревательной установки 6 и/или нагревающий поток, входящий в установку для повторного нагревания 6, может быть соединен с дополнительной установкой для повторного нагревания 6 и/или дополнительным нагревателем 2. Предпочтительно нагревающий поток, выходящий из установки для повторного нагревания 6, и/или нагревающий поток, входящий в установку для повторного нагревания 6, может быть соединен с одним или более сосудами для дегазации 4 и/или соединен с одной или более сушильными установками. Кроме того, возможно, чтобы нагревающий поток, выходящий из нагревателя 2, и/или нагревающий поток, входящий в нагреватель 2, мог быть соединен с одним или более сосудом для дегазации 4 и/или соединен с одной или более сушильными установками. Особенно предпочтительно нагревающий поток нагревателя 2 и/или установки для повторного нагревания 6 подаются противотоком по отношению к нагреваемым жидкостям. Благодаря подходящему соединению нагревающих потоков нагревателя 2, установки для повторного нагревания 6 и, если имеется, то сосуда для дегазации 2 и/или сушильных установок, может быть использовано большое количество теплосодержания нагревающего потока. Это приводит к повышенной энергоэффективности в отношении необходимых тепловых потоков на различных устройствах. Если необходимо, нагревающий поток может дополнительно нагреваться между двумя различными устройствами для управления требуемой температурой этого нагревающего потока. В большинстве случаев это дополнительный нагрев нагревающего потока может иметь место при более низких температурах и при более низком уровне эксергии по сравнению с окружающей средой, так что дополнительный нагрев нагревающего потока может быть облегчен и дает лучший суммарный коэффициент полезного действия.
Вслед за стадиями А) и Б) на стадии а), концентрированная жидкость L, полученная на стадии В), передается в сушильную установку и подается в транспортирующую секцию 16А первого экструдера в загрузочном отверстии 12А, причем первый экструдер выполняет роль первой сушильной секции 8 сушильной установки. Транспортирующие секции 16А, 16B, 16С и 16D выходят в вентиляционные отверстия 14А, 15А, 15B и 15С. В транспортирующих секциях часть растворителя испаряется и отделяется от концентрированной жидкости L. Пары удаляются через вентиляционное отверстие посредством испарительных трубопроводов 14.1, 15.1A, 15.1В и 15.1С. Во время прохождения от транспортирующей секции 16А к накопительной секции 18D концентрированная жидкость L претерпевает переход от концентрированной жидкости L к суперконцентрированной жидкости LS. Суперконцентрированная жидкость LS после прохождения шестеренчатого насоса 5 и трубопровода 23, затем подается в транспортирующую секцию 16Е основного экструдера в загрузочном отверстии 12B. Транспортирующие секции 16Е, 16F, 16G и 16Н выходят в вентиляционные отверстия 14B, 15D, 15Е и 15F. В транспортирующих секциях дополнительная часть растворителя испаряется и отделяется от суперконцентрированной жидкости LS. Пары удаляются через вентиляционное отверстие посредством испарительных трубопроводов 14.1B, 15.1D, 15.1Е и 15.1F. Во время прохождения от транспортирующей секции 16Е к накопительной секции 20 и выпускной секции 22 суперконцентрированная жидкость LS претерпевает переход в продукт Р, который в основном не содержит летучих соединений.
Кроме того, было обнаружено, что значительное снижение содержания остаточных гидрофильных соединений или воды, или того и другого может быть достигнуто предпочтительным способом путем получения жидкости F или L в процессе удаления гидрофильных соединений, а при желании воды, из сырой жидкости A, содержащей по меньшей мере один нелетучий полимер, по меньшей мере одно летучее органическое соединение, одно или больше гидрофильных соединений, а при желании воду, который включает по меньшей мере следующую стадию пред-А) обработки сырой жидкости (A) по меньшей мере в одной установке для предварительной промывки, включающей по меньшей мере разделительное приспособление (26), при этом жидкость (A) смешивается с водой, чтобы получить органическую фазу (28), включающую главным образом нелетучий полимер и летучие органические соединения, и водную фазу (27), включающую в первую очередь воду и гидрофильные соединения, и при этом органическая фаза (28) отделяется от водной фазы (27) в разделительном приспособлении (26) и далее используется в качестве жидкости (F) или непосредственно в качестве концентрированной жидкости L, и при этом по меньшей мере часть водной фазы (27) удаляется из разделительного приспособления (жидкость C).
В контексте данного изобретения термин «гидрофильные соединения» обозначает по меньшей мере частично водорастворимые летучие и нелетучие соединения. Примеры включают неорганические соли и, в частности, остатки катализаторов, использованных для реакции полимеризации, таких как, например, соли алюминия, железа или соли других переходных металлов, или галогениды, образующиеся в результате реакций галогенирования и нейтрализации.
Примерные варианты выполнения стадии пред-А) иллюстрируются с использованием фигур 7, 8, 9 и 10.
Самый основной и приводимый в качестве примера вариант выполнения стадии предварительной промывки показан на Фиг.8. На стадии пред-A) сырая жидкость A, содержащая по меньшей мере один нелетучий полимер, по меньшей мере одно летучее соединение и по меньшей мере одно гидрофильное соединение, подается в смесительную секцию 30 разделительного приспособления 26, которая оснащена смесителем 32, и проходит через разделительную стенку 34 в секцию отстаивания, где эта смесь разделяется на водную фазу 27 и органическую фазу 28, при этом разделению способствуют с помощью устройства для коагуляции 29. Часть водной фазы 27 удаляется из разделительного приспособления 26 в качестве жидкости C, которая обычно утилизируется, а остаток, обогащается свежей водой Е и возвращается посредством рециркуляционного трубопровода 38 под действием рециркуляционного насоса 36 обратно в цикл, в смесительную секцию 30. Органическая фаза 28 удаляется и подвергается дальнейшему процессу в соответствии со стадиями от a) до c) как жидкость F.
Как правило, устройство для коагуляции в стадии предварительной промывки является полезным, но не обязательным. Оно помогает собирать и коагулировать мелкие капли воды и направляет их к поверхности раздела фаз, что обычно дает в результате более короткое время воздействия. Подходящие примеры устройств для коагуляции включают упорядоченные или неупорядоченные насадки. Упорядоченные насадки представляют собой, например, плоские тарелки, плоские лопасти, двускатные лопасти и лопасти с отверстиями в вертикальном направлении. Эти лопасти или тарелки могут быть расположены под прямым углом или параллельно основному направлению потока, или под наклоном. Неупорядоченные насадки представляют собой, например, металлические сетки, насадки, выполненные из колец, сфер, цилиндров, геометрических тел неправильной формы и перегородок, таких как распределительные тарелки, которые имеют отверстия или щели, вертикальные тарелки, перекрывающие часть основного направления потока. Эти насадки могут быть сделаны из любого технически подходящего материала, например, металлов, стекла, керамики, металлов с покрытием, облицованных металлов и полимерных материалов, таких как, например, ПТФЭ, ЭТФЭ, полиэтилен (ПЭ), простой полиэфирэфиркетон (ПЭЭК), полипропилен (ПП), полиамид (ПА) и поливинилиденфторид (ПВДФ).
В предпочтительном варианте выполнения изобретения стадия пред-А) повторяется по меньшей мере один раз, предпочтительно один раз.
Дополнительно улучшенный и предпочтительный вариант выполнения стадии предварительной промывки показан на Фиг.9. На стадии пред-А) этой двухступенчатой стадии предварительной промывки жидкость A, содержащая по меньшей мере один нелетучий полимер, по меньшей мере одно летучее соединение и по меньшей мере одно гидрофильное соединение, подается в смесительную секцию 30A первого разделительного приспособления 26А, которая оснащена смесителем 32А, и проходит через разделительную стенку 34А в секцию отстаивания, где эта смесь разделяется на водную фазу 27А и органическую фазу 28А, при этом разделению способствуют с помощью устройства для коагуляции 29А. Часть водной фазы 27А удаляется из разделительного приспособления 26А в качестве жидкости C, которая обычно утилизируется, а остаток возвращается посредством рециркуляционного трубопровода 38А под действием рециркуляционного насоса 36А обратно в цикл, в смесительную секцию 30А. Органическая фаза 28А удаляется и поступает в качестве жидкости В в смесительную секцию 30B второго разделительного приспособления 26В, которое также оснащено смесительным устройством 32В, и проходит через разделительную стенку 34B в секцию отстаивания, где эта смесь разделяется на водную фазу 27B и органическую фазу 28В, при этом разделению способствуют с помощью устройства для коагуляции 2B. Часть водной фазы 27B возвращается обратно в цикл, в смесительную секцию 30A первого разделительного приспособления 26А качестве жидкости D под действием рециркуляционного насоса 40 через рециркуляционный трубопровод 42, а остаток обогащается свежей водой E и возвращается посредством рециркуляционного трубопровода 38B под действием рециркуляционного насоса 36B обратно в цикл, в смесительную секцию 30B второго разделительного приспособления 26B. Органическая фаза 28, выходящая из второго разделительного приспособления 26B, подвергается дальнейшему процессу в соответствии со стадиями от a) до c) как жидкость F. Преимуществом этой двухступенчатой стадии предварительной промывки является то, что жидкость F в основном не содержит гидрофильные соединения, а количество сточных вод снижается благодаря возвращению в цикл, что приводит к более высокой концентрации гидрофильных соединений в жидкости C.
В предпочтительном варианте выполнения изобретения это разделение осуществляется при температуре более чем 40°C. Верхний предел зависит от строения полимера и конструкции разделительного приспособления. Обычно этот верхний предел составляет 125°C.
В более предпочтительном варианте выполнения изобретения разделение осуществляется при температурах от 40 до 110°C, предпочтительно при температурах от 80 до 110°C.
В зависимости от состава жидкости A и температур кипения ее компонентов, разделительное приспособление может быть выполнено так, чтобы работать под давлением.
Как правило, эффективность стадии предварительной промывки возрастает при увеличении температуры.
В другом варианте выполнения изобретения органическая фаза 28, выходящая из разделительного приспособления, может предварительно быть нагрета, чтобы способствовать свободному течению жидкости F. Эта цель также может достигаться при помощи нагревателя, при этом предпочтительными являются теплообменники, которые выше указаны для нагревателя 2.
Другой улучшенный и предпочтительный вариант выполнения, имеющий дополнительные нагреватели для жидкости A и жидкости F, показан на Фиг.10, который, не считая этих нагревателей, аналогичен Фиг.9. Жидкость A нагревается перед поступлением в разделительное приспособление с помощью нагревателя 25, органическая фаза 28, выходящая из второго разделительного приспособления 26B нагревается с помощью нагревателя 44. Проведение стадии пред-А) является особенно предпочтительным для жидкостей F или L, содержащих галобутиловые каучуки, и в частности, для хлорбутиловых и бромбутиловых каучуков, поскольку сырые растворы галобутилового каучука часто содержат большое количество неорганических галогенидов, возникающих в результате галогенирования полимера.
К примеру, жидкость A, возникающая при бромировании бутилового каучука, обычно имеет уровень содержания неорганического бромида от 3000 до 5000 м.д., рассчитанный на массу бромбутилового каучука. После проведения стадии пред-А) этот уровень может быть понижен до менее чем 500 м.д., предпочтительно до менее чем 300 м.д. и даже более предпочтительно до менее чем 100 м.д.
К примеру, жидкость A, возникающая при хлорировании бутилового каучука, обычно имеет уровень содержания неорганического хлорида от 1000 до 5000 м.д., рассчитанный на массу хлорбутилового каучука. После проведения стадии пред-А) этот уровень может быть понижен до менее чем 500 м.д., предпочтительно до менее чем 300 м.д. и даже более предпочтительно до менее чем 100 м.д.
Кроме того, было обнаружено, что проведение стадии пред-А) позволяет значительно снизить содержание воды в жидкости F или жидкости L по сравнению с жидкостью A, что способствует значительно более низкому потреблению энергии для последующих стадий.
Еще один вариант выполнения изобретения показан на ФИГ. 7. ФИГ. 7 показывает основную технологическую схему и подходящее устройство для осуществления процесса, включающего стадии пред-А), A), B) и a).
На стадии пред-А) жидкость A, содержащая по меньшей мере один нелетучий полимер, по меньшей мере одно летучее соединение и по меньшей мере одно гидрофильное соединение, поступает в смесительную секцию 30 разделительного приспособления 26, которая оснащена смесительным устройством 32, и проходит через разделительную стенку 34 в секцию отстаивания, где эта смесь разделяется на водную фазу 27 и органическую фазу 28, при этом разделению способствуют с помощью устройства для коагуляции 29. Часть водной фазы 27 удаляется из разделительного приспособления 26 в качестве жидкости C, которая обычно утилизируется, а остаток обогащается свежей водой E и возвращается посредством рециркуляционного трубопровода 38 под действием рециркуляционного насоса 36 обратно в цикл, в смесительную секцию 30. Органическая фаза 28 удаляется в качестве жидкости F. На стадии A) жидкость F передается через насос 1 в нагреватель 2, при этом получается нагретая жидкость G. Нагретая жидкость G подается в сосуд для дегазации 4. Пары, выходящие из нагретой жидкости G, отделяются и удаляются с помощью вакуумной линии 4.1. После дегазации и отделения получается концентрированная жидкость Н, которая удаляется из сосуда для дегазации 4 с помощью насоса 4.2.
На стадии B) концентрированная жидкость H, полученная на стадии A), затем проходит через установку для повторного нагревания 6, чтобы получить концентрированную жидкость L. На стадии a) концентрированная жидкость L, полученная на стадии B), передается в сушильную установку и подается в транспортирующую секцию 16А первого экструдера в загрузочном отверстии 12А, причем первый экструдер выполняет роль первой сушильной секции 8 сушильной установки. Транспортирующие секции 16А, 16B, 16С и 16D выходят в вентиляционные отверстия 14А, 15А, 15B и 15С. В транспортирующих секциях часть растворителя испаряется и отделяется от концентрированной жидкости L. Пары удаляются через вентиляционное отверстие посредством испарительных трубопроводов 14.1, 15.1А, 15.1B и 15.1С. Во время прохождения от транспортирующей секции 16А к накопительной секции 18D концентрированная жидкость L претерпевает переход от концентрированной жидкости L к суперконцентрированной жидкости LS. Суперконцентрированная жидкость LS после прохождения устройства для регулирования давления 7 и трубопровода 23, затем подается в транспортирующую секцию 16Е основного экструдера в загрузочном отверстии 12B. Транспортирующие секции 16Е, 16F, 16G и 16Н выходят в вентиляционные отверстия 14B, 15D, 15Е и 15F. В транспортирующих секциях дополнительная часть растворителя испаряется и отделяется от суперконцентрированной жидкости LS. Пары удаляются через вентиляционное отверстие посредством испарительных трубопроводов 14.1B, 15.1D, 15.1E и 15.1F. В процессе прохождения от транспортирующей секции 16E к накопительной секции 20 и выпускной секции 22 суперконцентрированная жидкость LS претерпевает переход в продукт P, который в основном не содержит летучих соединений.
Кроме того, было обнаружено, что жидкость A, содержащая галогенированные бутиловые каучуки, может получаться со значительно более низким общим потреблением энергии с помощью способа, включающего по меньшей мере следующие стадии:
I) приготовления реакционной среды, включающей
- общую алифатическую среду, включающую по меньшей мере 50% масс, одного или больше алифатических углеводородов, имеющих температуру кипения в пределах от 45°C до 80°C при давлении 1013 гПа, и
- смесь мономеров, включающую по меньшей мере один моноолефиновый мономер, по меньшей мере один мультиолефиновый мономер и либо никаких, либо по меньшей мере один иной сополимеризующийся мономер в массовом соотношении смеси мономеров и общей алифатической среды от 40: 60 до 95: 5, предпочтительно от 50: 50 до 85: 15 и более предпочтительно от 61: 39 до 80: 20;
II) полимеризации этой смеси мономеров внутри реакционной среды для образования раствора каучука, содержащего каучуковый полимер, который по меньшей мере частично растворен в среде, включающей общую алифатическую среду и остаточные мономеры из смеси мономеров;
III) отделения остаточных мономеров из мономерной смеси от раствора каучука, чтобы получить отделенный раствор каучука, включающий каучуковый полимер и общую алифатическую среду,
IV) галогенирования этого каучукового полимера в отделенном растворе каучука, чтобы получить жидкость A - раствор, содержащий галогенированный каучук и общую алифатическую среду.
В одном варианте выполнения, и когда галогенирование на стадии IV) выполняется с использованием бромирующего агента, этот бромирующий агент может быть регенерирован окислением с использованием окислителя, такого как перекись водорода.
Термин «по меньшей мере частично растворен», как он использован в данном документе, обозначает, что по меньшей мере 70% масс. предпочтительно по меньшей мере 80% масс. более предпочтительно по меньшей мере 90% масс, и даже более предпочтительно по меньшей мере 95% масс, каучуковых полимеров, полученных согласно стадии II), растворяются в этой среде. Такой способ известен из международной заявки WO 2010/006983 A, которая включается в данный документ в полном объеме.
Изобретение является особенно предпочтительным, принимая во внимание потребление энергии и свежей воды. Полученные продукты не содержат летучих соединений.
Примеры
Аналитические методы
Содержание воды в жидкости F: образец помещали в центрифугу и вращали в течение 5 мин при 4000 об/мин при комнатной температуре. Затем вода собиралась на дне сосуда и взвешивалась.
Общая концентрация летучих веществ: образец каучука был нарезан на маленькие кусочки размером 2×2 мм. Приблизительно 30 г кусочков каучука помещали в алюминиевый тигель. Определяли массу тигля и каучука. Затем тигель, содержащий образец каучука, помещали в вакуумную печь на 60 мин при температуре 105°C при значении вакуума 130 гПа. После сушки тигель помещали в эксикатор и давали охладиться в течение 30 мин. Затем тигель взвешивали снова. Определялась потеря массы.
Остаточная концентрация растворителя в продукте P: остаточная концентрация растворителя в продукте определялось с помощью газовой хроматографии в свободном пространстве над продуктом. Взвешенная порция (0,5±0,005 г) образца помещалась во флакон для парофазного анализа, и добавлялось отмеренное количество растворителя (1,2-дихлорбензола, ОДХБ). Флакон плотно закрывали и встряхивали, пока каучук не растворялся. Флакон нагревали, пока летучие органические соединения не распределялись в состоянии равновесия между образцом и газовой фазой во флаконе (в свободном пространстве над раствором). Аликвотную пробу газа из этого свободного пространства над раствором впрыскивали в поток несущего газа, который переносит образец вдоль хроматографической колонки. Чтобы откалибровать газовый хроматограф, были использованы стандарты известных композиций. Для использования в качестве внутреннего стандарта к растворителю добавляли толуол.
Остаточная концентрация воды в продукте P: общая концентрация летучих веществ представляет собой сумму воды, растворителей и мономеров. Поскольку концентрация мономера обычно меньше, чем 0,0005% масс. содержание воды может быть определено путем вычитания концентрации растворителя от общей концентрации летучих веществ.
Концентрация растворителя в жидкостях: концентрации растворителей в жидкостях были измерены с использованием газовой хроматографии. Внутренним стандартом являлся изооктан. Образец разбавляли толуолом, а затем впрыскивали в газовый хроматограф. Газовая хроматография осуществлялась на хроматографе HP 6890, со следующими характеристиками:
- тип колонки DB-5 производства J&W, длина 60 м, диаметр 0,23 мм, толщина пленки 1,0 мкм
- температура испарителя: 250°C
- температура детектора: 350°C
- газ-носитель: гелий
- давление в колонке: 96 кПа
- детектор: FID
Вязкость жидкостей: вязкость измеряли в ротационном реометре типа «конус-пластина». Все приведенные вязкости относятся к экстраполированной вязкости при нулевом сдвиге.
Примеры с 1 по 7: Предварительная промывка
Общие указания
Раствор сырого бромбутилового каучука, в дальнейшем обозначаемого как жидкость (A), был взят на коммерческом производстве бромбутилового каучука. Жидкость (A) содержала две фазы: водную фазу (56% масс.) и органическую фазу (44% масс). Общее соотношение бромбутилового каучука по отношению только к гексану в органической фазе было постоянным для всех примеров, составляя 22% масс бромбутилового каучука и около 78% масс. гексана. Бромбутиловый каучук, содержащийся в жидкости (A), после того как подвергся окончательной обработке и сушке, имел следующие свойства: вязкость по Муни (ML 1+8, 125°C) 32±4, содержание связанного брома 1,8±0,2% масс.
Жидкость (A) дополнительно содержала определенные добавки, причем их концентрация указывалась как масса фракции по отношению к массе каучука (м.ч.=массовых частей на сто частей каучука):
Эпоксидированное соевое масло (ЭСМ): от 1 до 1,6 м.ч., стеарат кальция от 1,3 до 1,7 м.ч., Irganox от 0,03 до 0,1 м.ч.
Водная фаза имела типичный показатель pH 9,5. В дополнение к добавкам жидкость (A) содержала неорганические компоненты, таких как бромиды, хлориды, кальций, натрий, алюминий и небольшие количества других неорганических компонентов.
Эксперименты в примерах с 1 по 7 проводились с использованием стеклянного сосуда, имеющего объем 1 л. Эксперименты проводились в периодическом режиме. Сосуд был оснащен мешалкой.
Содержание воды в органической фазе определяли, как описано выше.
Пример 1
Образец жидкости (А) помещали в сосуд с мешалкой и перемешивали в течение 10 мин при 58°C. Затем мешалку останавливали и образец оставляли для отстаивания. Через 30 мин органическую фазу отделяли от водной фазы, а остаточное содержание воды измеряли в центрифуге. Остаточное количество воды составляло 35% объемн.
Пример 2
160 мл жидкости (A) помещали в сосуд и добавляли 240 мл воды. Смесь перемешивали в течение 10 мин при 58°C. Затем мешалку останавливали и образец оставляли для отстаивания. Через 30 мин органическую фазу отделяли от водной фазы, а остаточное содержание воды измеряли в центрифуге. Остаточное количество воды в органической фазе составляло 10,0% объемн.
Пример 3
160 мл жидкости (A) помещали в сосуд и добавляли 240 мл воды. Смесь перемешивали в течение 10 мин при 90°C. Затем мешалку останавливали и образец оставляли для отстаивания. Через 30 мин органическую фазу отделяли от водной фазы, а остаточное содержание воды измеряли в центрифуге. Остаточное количество воды в органической фазе составляло 6,5% объемн.
Пример 4
160 мл жидкости (A) помещали в сосуд и добавляли 240 мл воды. Смесь перемешивали в течение 10 мин при 105°C. Затем мешалку останавливали и образец оставляли для отстаивания. Через 30 мин органическую фазу отделяли от водной фазы, а остаточное содержание воды измеряли в центрифуге. Остаточное количество воды в органической фазе составляло 1,5% объемн.
Пример 5
Отбирали образец жидкости (A) и оставляли для отстаивания. Водную фазу и органическую фазу анализировали. Водная фаза содержала 4940 мг/л неорганических бромидов. Органическая фаза содержала 20% масс. бромбутилового каучука, 68% масс. гексана и 12% масс. воды. Общая концентрация брома в неорганических соединениях в органической фазе составила 0,15% масс. (1500 м.д.).
Пример 6
100 мл органической фазы, полученной в примере 5, помещали в сосуд с перемешиванием, описанный выше. Добавляли 40 мл воды. Полученную в результате смесь перемешивали в течение 15 мин при температуре окружающей среды, а затем оставляли отстаиваться в течение 30 мин. Полученная в результате водная фаза содержала 2280 мг/л неорганических бромидов. Органическая фаза содержала в общей сложности 0,04% масс. (400 м.д.) неорганических бромидов.
Пример 7
100 мл органической фазы, полученной в примере 5, помещали в сосуд с перемешиванием, описанный выше. Добавляли 80 мл воды. Полученную в результате смесь перемешивали в течение 15 мин при температуре окружающей среды, а затем оставляли отстаиваться в течение 30 мин. Полученная в результате водная фаза содержала 1100 мг/л неорганических бромидов. Органическая фаза содержала в общей сложности 0,025% масс. (250 м.д.) неорганических бромидов.
Примеры с 8 по 27: Концентрирование и прямое испарение
Жидкость (F), содержащая бутиловый каучук, используемая в качестве исходного сырья для примеров с 7 по 28, была получена из двух разных источников:
Получение жидкости F1
Раствор сырого бутилового каучука брали с предприятия промышленного производства, давали отстояться несколько часов, и органическая фаза отделялась от основной массы водной фазы. Затем органическая фаза использовалась для осуществления экспериментов в качестве жидкости (F1). Жидкость (F1) содержала 20% масс, каучука, 70% масс. гексана и 10% масс. воды, в расчете на 100% масс. этих трех компонентов. Концентрация добавок относительно фракции бромбутилового каучука составляла:
ЭСМ: от 1 до 1,6 м.ч., стеарат кальция: от 1,3 до 1,7 м.ч. и Irganox: от 0,03 до 0,1 м.ч.
Бромбутиловый каучук, растворенный в этой жидкости (F1), имел следующие характеристики после того, как подвергся окончательной обработке и был высушен: вязкость по Муни (ML 1+8, 125°C) от 28 до 36, содержание связанного брома от 1,6 до 2,0% масс.
Вязкость жидкости F1 при 60°C составляла 1 760 мПа*с. Получение жидкости F2
Коммерчески доступный бромбутиловый каучук с вязкостью по Муни (ML 1+8, 125°C) от 28 до 36, содержанием брома от 1,6 до 2,0% масс. и концентрацией летучих органических веществ <0,7% масс. растворяли в техническом гексане, при этом получали жидкость (F2), содержащую 20% масс. каучука, 79% масс. гексана и 1% масс. воды, в расчете на 100% масс. этих трех компонентов. Концентрация добавок относительно фракции бромбутилового каучука составляла:
ЭСМ: от 1 до 1,6 м.ч., стеарат кальция: от 1,3 до 1,7 м.ч. и Irganox: от 0,03 до 0,1 м.ч.
Примеры с 8 по 12: Концентрирование
Концентрирующая установка
Концентрирующая установка, использованная для примеров, была аналогична установке, показанной на Фиг.6. Для перекачивания жидкости F1, которая была получена, как описано выше, в нагреватель (2) был использован поршневой насос. Нагреватель (2) представлял собой простой теплообменник типа «труба в трубе». Внутренняя трубка была снабжена статическим перемешивающим устройством типа Kenics, диаметр внутренней трубки был 15 мм. Эта трубка обогревалась посредством кожуха в форме трубы. Нагревательная среда представляла собой топочный мазут (Marlotherm). Клапан сброса давления (3) был установлен перед сосудом для дегазации (4), давление выше этого клапана по направлению движения потока регулировалось автоматически до величины заданного значения. Это заданное значение выбиралось так, что предотвращалось кипение нагретой жидкости (G1). Нагретая жидкость (G) вводилась в сосуд для дегазации (4) сверху. Коническое выпускное отверстие сосуда для дегазации (4) было снабжено насосом (4.2), который представлял собой комбинацию насоса экструдерного типа и шестеренчатого насоса. Это сочетание имело то преимущество, что было в состоянии работать при высокой вязкости и создавать высокие давления. Для исследования концентрации и вязкости после стадии концентрирования были взяты образцы из концентрированной жидкости (H).
Пример 8
Температуру нагревательной среды нагревателя 2 устанавливали на 125°C, давление в сосуде для разделения 4 было атмосферным (1013 гПа). Концентрированная жидкость H в нижней части сосуда для разделения 4 представляла собой свободнотекучую пенистую жидкость, как было видно через смотровое стекло, и могла легко передаваться из сосуда для разделения с использованием откачивающего насоса 4.2, как описано выше. Концентрированная жидкость H имела концентрацию гексана 71% масс. и вязкость 4 840 мПа*с, измеренную при 60°C.
Пример 9
Загружаемое сырье - жидкость F1 и концентрирующая установка были теми же самыми, что и в примере 8. Температуру нагревательной среды нагревателя 2 устанавливали на 155°C, давление в сосуде для разделения 4 было атмосферным (1013 гПа). Концентрированная жидкость H в нижней части сосуда для разделения 4 представляла собой свободнотекучую пенистую жидкость, как было видно через смотровое стекло, и могла легко передаваться из сосуда для разделения с использованием откачивающего насоса 4.2, как описано выше. Концентрированная жидкость Н имела концентрацию гексана 53% масс, и вязкость 65000 мПа*с, измеренную при 60°C.
Пример 10
Загружаемое сырье - жидкость F1 и концентрирующая установка были теми же самыми, что и в примере 8. Температуру нагревательной среды нагревателя 2 устанавливали на 170°C, давление в сосуде для разделения 4 было атмосферным (1013 гПа). Концентрированная жидкость H в нижней части сосуда для разделения 4 представляла собой свободнотекучую пенистую жидкость, как было видно через смотровое стекло, и могла передаваться из сосуда для разделения без образования пробок или отложений из продукта с использованием откачивающего насоса 4.2, как описано выше. Концентрированная жидкость Н имела концентрацию гексана 42% масс. и вязкость 317700 мПа*с, измеренную при 60°C.
Пример 11
Загружаемое сырье - жидкость F1 и концентрирующая установка были теми же самыми, что и в примере 8. Температуру нагревательной среды нагревателя 2 устанавливали на 170°C, давление в сосуде для разделения 4 составляло 500 гПа. Концентрированная жидкость H в нижней части сосуда для разделения 4 представляла собой свободнотекучую пенистую жидкость, как было видно через смотровое стекло, и могла передаваться из сосуда для разделения с использованием откачивающего насоса 4.2, как описано выше. Лишь небольшое отложение продукта наблюдалось в конической выпускной секции сосуда для разделения 4. Концентрированная жидкость Н имела концентрацию гексана 20% масс. и вязкость 7600000 мПа*с, измеренную при 60°C.
Пример 12
Загружаемое сырье - жидкость F1 и концентрирующая установка были теми же самыми, что и в примере 8. Температуру нагревательной среды нагревателя 2 устанавливали на 170°C, давление в сосуде для разделения 4 составляло 230 гПа. Концентрированная жидкость H в нижней части сосуда для разделения 4 представляла собой свободнотекучую пенистую жидкость, как было видно через смотровое стекло, и могла передаваться из сосуда для разделения с использованием откачивающего насоса 4.2, как описано выше. Некоторое отложение продукта наблюдалось в конической выпускной секции сосуда для разделения 4. Концентрированная жидкость Н имела концентрацию гексана 15% масс. и вязкость 15600000 мПа*с, измеренную при 60°C.
Результаты примеров с 8 по 12, демонстрирующие технические данные стадии концентрирования, обобщены в таблице 1.
Пример 13. Концентрирование и экструзия
Устройство
Устройство, использованное для примеров, было аналогичным устройству, показанному на Фиг.6. Для перекачивания жидкости F в нагреватель 2 был использован шестеренчатый насос. Нагреватель 2 представлял собой теплообменник типа «труба в трубе». Трубки обогревались изнутри паром. Жидкость F обтекала трубки, управляемая с помощью направляющих ребер, для усиления передачи тепла, жидкость и ребра были заключены в трубу. Нагревание осуществлялось с помощью пара, нагретого до 160°C. Клапан сброса давления 3 был установлен перед сосудом для дегазации 4, давление выше этого клапана по направлению движения потока регулировалось автоматически до величины заданного значения. Это заданное значение выбиралось так, что предотвращалось кипение нагретой жидкости G. Нагретая жидкость G вводилась в сосуд для дегазации 4 сверху. Коническое выпускное отверстие сосуда для дегазации 4 было снабжено шестеренчатым насосом.
Затем концентрированная жидкость Н пропускалась через установку для повторного нагревания 6, которая имела такое же выполнение, как описано выше: теплообменник типа «труба в трубе», обогреваемый паром, при этом пар находится внутри трубок, а жидкость Н течет вокруг трубок. Нагревание осуществлялось с помощью пара, нагретого до 160°C, в теплообменнике, который представлял собой теплообменник типа «труба в трубе». Диаметр внутренней трубки был 20 мм, внутренняя трубка была снабжена статическим перемешивающим устройством типа SMX. Нагревание производили с помощью трубчатого кожуха с использованием в качестве нагревающей среды топочного мазута (Marlotherm).
После этого концентрированная жидкость L подавалась в сушильную установку, состоящую из первого экструдера и основного экструдера, которые соединяются с помощью простой трубы с клапаном удержания давления.
Первый экструдер сушильной установки представлял собой двухшнековый экструдер с взаимозацепляющимися противоположно вращающимися шнеками, с диаметром шнека 57 мм и длиной шнека 1000 мм.
Основной экструдер сушильной установки представлял собой двухшнековый экструдер с однонаправлено вращающимися шнеками, с диаметром шнека 58 мм и длиной шнека 3120 мм.
Оба экструдера дополнительно включали сопло в качестве устройства регулирования давления 7 (смотрите Фиг.5) выше загрузочного отверстия экструдера по направлению движения потока.
Первый экструдер включал две секции дегазации экструдера, при этом первая секция дегазации представляет собой секцию противоточной дегазации, причем загрузочное отверстие 12 располагалось в этой первой секции дегазации экструдера, при этом первая секция дегазации экструдера включала транспортирующую секцию 16А, заднее вентиляционное отверстие 14А, соединенное с испарительным трубопроводом 14.1А в направлении против движения потока, и при этом экструдерный агрегат дополнительно содержал одну секцию дегазации экструдера в направлении движения потока, каждая имела транспортирующую секцию 16B, вентиляционное отверстие 15А, при этом вентиляционное отверстие 15А соединено с испарительным трубопроводом 15.1A, и при этом экструдерный агрегат дополнительно включал выпускную секцию 18C.
Основная часть первого экструдера могла нагреваться паром для контролирования температуры.
Заднее вентиляционное отверстие 14А было соединено с вакуумным насосом, способным работать без нагрузки, и конденсатором через первый испарительный трубопровод 14.1. Другие испарительные трубопроводы 15.1А были подсоединены дальше по направлению потока к тому же вакуумному насосу, что и испарительный трубопровод (14.1).
В вентиляционные отверстия (14.1A) и 15.1В было установлено смотровое стекло, чтобы позволять наблюдение за режимом перемещения и свойствами продукта в транспортирующей секции 16C.
Выпускная смесительная зона 18 была оснащена пластицирующими блоками.
Основной экструдер включает шесть секций дегазации, причем передающий трубопровод 23 представляет собой простую трубку с подогревом. Первая секция дегазации является секцией противоточной дегазации, содержащей транспортирующую секцию 16D, заднее вентиляционное отверстие 14B, соединенное с испарительным трубопроводом 14.1B в направлении против течения потока, и при этом экструдерный агрегат дополнительно включает пять секций дегазации экструдера в направлении по ходу движения потока, каждая из которых включает транспортирующую секцию от 16Е до 16I, соединенную с вентиляционной секцией от 15С до 15G, при этом вентиляционные отверстия от 15С до 15G соединены с испарительными трубопроводами от 15.1С до 15.1G, и при этом каждая из транспортирующих секций оканчивается накопительной секцией от 18D до 18G и 20, и при этом экструдерный агрегат дополнительно содержит выпускную секцию 22.
Основной экструдер состоит из 13 цилиндрических секций, которые могли обогреваться паром.
Заднее вентиляционное отверстие 14.1B было соединено с вакуумным насосом червячного типа, способным работать без нагрузки, и конденсатором через первый испарительный трубопровод 14.1B. Вентиляционное отверстие 15C было подсоединено к тому же испарительному трубопроводу 14.1B.
Вентиляционное отверстие 15D через уплотняющий шнек было оснащено вентиляционным трубопроводом 15.1D, который соединялся с испарительным трубопроводом 14.1B.
Вентиляционные отверстия от 15E до 15G были снабжены уплотняющими шнеками, вентиляционные трубопроводы от 15.1E до 15.1G все были соединены и заканчивались тем же двухступенчатым вакуумным насосом, способным работать без нагрузки, и конденсатором, расположенным по ходу движения потока.
В вентиляционные отверстия (14B) и 15С было установлено смотровое стекло, чтобы позволить наблюдение за поведением при транспортировке и свойствами продукта в транспортирующих секциях 16D и 16E.
Накопительные секции от 18D до 181 были сделаны из транспортирующих элементов обратного хода, пластицирующих блоков и элементов для образования крошки. Накопительные зоны от 18E до 181 были разработаны, чтобы позволить введение добавок и вымывающего агента.
Выпускная смесительная секция 20 была оборудована пластицирующими блоками.
Выпускная секция 22 была оборудована зоной поддержания давления пластинчатого типа. Продукту придавали форму крошки на выходе из шнековой зоны с помощью специальных шнековых элементов и вращающего действия шнеков.
Пример 13
Жидкость F содержала примерно 22% бромированного бутилового каучука, <5% воды, <2% добавок (в основном стеарата кальция и ЭСМ), остальную часть составлял гексан. Жидкость F перекачивали при скорости подачи 190 кг/ч, при сжатии до 13 бар, нагретой до 145°C, и с давлением вводили в испарительный резервуар 4, находящийся при атмосферном давлении, тем самым получая концентрированную жидкость Н, имеющую концентрацию каучука 50% и содержание воды менее чем 2%. Затем концентрированная жидкость Н сжималась до 12 бар и нагревалась до 125°C. Эта нагретая жидкость L затем с давлением вводилась в секцию дегазации 16А первого экструдера, находящуюся при давлении 400 мбар. Затем жидкость передается дальше вдоль экструдера, через вторую секцию дегазации 16 В при том же давлении, что и в секции 16А. Концентрация каучука на выходе из первого экструдера составила 80%, содержание воды менее 1%. На выходе из первого экструдера жидкость LS имела температуру 120°C и была под давлением в 25 бар. Эта суперконцентрированная жидкость LS затем с давлением вводилась в секцию дегазации 16D основного экструдера. Секции дегазации 16D и 16E и 16F работали при давлении 100 мбар. Температура цилиндрической части в вентиляционной секции 16D была установлена на 100-120°C с помощью обогрева паром. Давления в вентиляционных секциях 16G, 16Н и 161 были установлены на 10 мбар.
В накопительные секции 18E и 18F вводили азот со скоростью 0,5 кг/ч для каждой секции, вода, содержащая примерно 50% стеарата кальция, вводилась со скоростью 1,6 кг/ч для каждой секции в накопительные секции 18G и 18H.
Температура каучука на выходе из экструдера составляла 160°C, содержание летучих веществ было менее 0,2%, содержание воды составляло менее 0,1%.
Питающий экструдер работал при 250 об/мин, главный экструдер при 80 об/мин, производительность по каучуку составляла 40 кг/час.
Номера позиций на чертежах, использованные выше в данном документе, обобщаются далее:
Реферат
Изобретение относится к способу удаления летучих соединений из концентрированного флюида. Техническим результатом является снижение энергопотребления и повышение экологичности удаления летучих соединений из концентрированного флюида. Технический результат достигается способом удаления летучих соединений из концентрированного флюида, содержащего от 10 до 80 мас.% по меньшей мере одного галогенированного бутилового каучука и от 20 до 90 мас.% по меньшей мере одного летучего соединения, при этом вышеупомянутые компоненты составляют в сумме от 90 до 100 мас.% общей массы концентрированного флюида, который содержит по меньшей мере следующую стадию. Подача концентрированного флюида в сушильную установку. Причем эта сушильная установка содержит в направлении движения потока первую сушильную секцию и секцию основного экструдера. Сушильная установка содержит секцию дегазации экструдера, состоящую из транспортирующей секции и вентиляционного отверстия с одним или более испарительными трубопроводами, накопительную секцию и выпускную секцию. При этом летучие соединения удаляют через вентиляционные отверстия и испарительные трубопроводы. Причем первая сушильная секция представляет собой или смеситель-пластикатор, или первый экструдер, и секция основного экструдера представляет собой основной экструдер. Или сушильная секция и секция основного экструдера вместе являются частью основного экструдера. При этом сушильная секция расположена выше по направлению движения потока, чем секция основного экструдера, и имеет меньшую площадь поперечного сечения, чем секция основного экструдера, и продукт, получаемый в выпускной секции
Формула
а) подачи концентрированного флюида по меньшей мере в одну сушильную установку, причем эта сушильная установка содержит в направлении движения потока по меньшей мере
I) первую сушильную секцию (8) и
II) секцию основного экструдера (9), содержащую по меньшей мере
• секцию дегазации экструдера, состоящую из по меньшей мере транспортирующей секции и вентиляционного отверстия с одним или более испарительными трубопроводами,
• накопительную секцию и выпускную секцию,
при этом летучие соединения удаляют через вентиляционные отверстия и испарительные трубопроводы; при этом

Комментарии