Многошпиндельный обрабатывающий станок для одновременной обработки сверлением и (или) фрезерованием нескольких одинаковых деталей с устройствами смены инструментов и для приема заготовок на палеты - SU1471937A3
Код документа: SU1471937A3
Чертежи




Описание
10
15
20
25
со станком и грейферным приспособлением , вид сверху; на фиг.6 - устройство , для приема заготовок.на сменяемые призматические палеты, разрез; на фиг.7 - станок с устройством для приема заготовок, вид со стороны торцов призматических палет; на фиг.8 - констрзпктивное исполнение элементов устройства для приема заготовок; на фиг.9 - конструктивное исполнение механизма смены палет устройства для приема заготовок с зажимным устройством; на фиг.10 - вариант закрепления призматических палет устройства для приема заготовок .
В трехшпиндельном станке используются все три координатные перемещения шпинделей. Стойка 1 подвидна в направлениях X и Z, а подвижные по стойке 1 салазки - в направлении У, при этом три установленных на салазках 2 шпинделя 3, приводиьа 1е двигателем 4, расположены на стойке симметрично. Перемещение шпинделей во всех трех координатных направлениях используется не только для о б- работки, а также для большей части необходимых для смены инструмента перемещений. Инструментальная кассета 5 (фиг.2) служит для непосредственного хранения нескольких инструментов . Кассета 5 выполнена плоской, в форме планки с несколькими посадочными выемками - гнездами 6 дпя инструментов, при этом в поперечном сечении гнездо имеет форму открытого паза и как седло входит между двумя коническими дисками инструмента . Для увеличения емкости кассеты гисло гнезд 6 в.кассете 5 больше числа шпинделей, например в кассете 5 образовано шесть гнезд 6 (фиг.2). Расстояние между гнездами 6 составляет в этом случае половину расстояния между главными шпинделями, Бла- хюдаря этому в кассете расположена группа инструментов в количестве, достаточном для двухразового оснащения шпинделей. При смене инстру- мента станок берет из каждый второй инструмент и возвращает использованные инструменты в каждое второе гнездо 6.сухаря, логда грейферная рука 11
В станках больших габаритов с боль- Э и,1тягивает кассету 5 вправо от бара- шим расстоянием между главными шпин- банного магазина, происходит наса- делями между соседними шпинделями живание помещенного на грейферной может располагаться в кассете также руке 1J, скользящего в продольном
30
35
40
45
50
больше инструментов. В кассетах чи ло гнезд 6 п кратно числу шпинделей при этом п - целое число. В кассет ориентирование инстрз ентов происходит посредством позиционирующих сухарей 7. Кроме того, на концах кассеты закреплены два служащих для захвата кассеты боковых сухаря 8, за которые грейферное приспособлени вь№ягивает кассеть из магазина в одном или другом направлении. Напри мер, за правей сухарь кассета в авт матическом цикле смены инструмента может быть вытянута в рабочее пространство шпинделей базового станка (вправо. Фиг.5) и при помощи левого сухаря - в противоположном направле нии для ручной загрузки магазина Магазин моасет быть выполнен в виде вращающегося вокруг горизонтальной оси 9, расположенной перпендикулярно к шпинделю базового станка, бара бана с паперечиым течением в форме правильного многоугольника.(фиг.3, шестигранник). К краям каждой стороны многоугольника прикреплено по одной иаправляищей в виде шин 10, между которыми соответственно удер- .живается -кассета 5, при этом зажатые в ней инструменты выступают в бара- банный магазин. При помощи закрепленных иа барабане магазина шин 10 и направляется кассета с инструментами . Верхняя шина одновременно служит направляющей, а также для запирания гнезд кассеты сверху при ее размещении в барабанном магазине. Этим просто и надежно предотвращается и тадеиие инструментов при про- вороте барабана.
етанок работает следующим образом .
Кассета 5 при помощи грейфериой руки 11 грейферного приспособления извлекается из магазина посредством захвата сухаря 8 (фиг.4). Грейферная рука 11 имеет горизонтально направленный и-образный захватывающий сухарь, и-образиле плечи которого охватывают сухарь 8 спереди и сзади. Благодаря этому посредстве вращения кассеты 5 сухарь 8 заходит между и-образными плечами захватывающего Когда грейферная рзпса 11
10
15
20
25
сухаря, логда грейферная рука 11
Э и,1тягивает кассету 5 вправо от бара- банного магазина, происходит наса- живание помещенного на грейферной руке 1J, скользящего в продольном
30
5
0
5
0
больше инструментов. В кассетах число гнезд 6 п кратно числу шпинделей, при этом п - целое число. В кассетах ориентирование инстрз ентов происходит посредством позиционирующих сухарей 7. Кроме того, на концах кассеты закреплены два служащих для захвата кассеты боковых сухаря 8, за которые грейферное приспособление вь№ягивает кассеть из магазина в одном или другом направлении. Например , за правей сухарь кассета в автоматическом цикле смены инструмента может быть вытянута в рабочее пространство шпинделей базового станка (вправо. Фиг.5) и при помощи левого, сухаря - в противоположном направлении для ручной загрузки магазина Магазин моасет быть выполнен в виде вращающегося вокруг горизонтальной оси 9, расположенной перпендикулярно к шпинделю базового станка, барабана с паперечиым течением в форме правильного многоугольника.(фиг.3, шестигранник). К краям каждой стороны многоугольника прикреплено по одной иаправляищей в виде шин 10, между которыми соответственно удер- .живается -кассета 5, при этом зажатые в ней инструменты выступают в бара- банный магазин. При помощи закрепленных иа барабане магазина шин 10 и направляется кассета с инструментами . Верхняя шина одновременно служит направляющей, а также для запирания гнезд кассеты сверху при ее размещении в барабанном магазине. Этим просто и надежно предотвращается и тадеиие инструментов при про- вороте барабана.
етанок работает следующим образом .
Кассета 5 при помощи грейфериой руки 11 грейферного приспособления извлекается из магазина посредством захвата сухаря 8 (фиг.4). Грейферная рука 11 имеет горизонтально направленный и-образный захватывающий сухарь, и-образиле плечи которого охватывают сухарь 8 спереди и сзади. Благодаря этому посредстве вращения кассеты 5 сухарь 8 заходит между и-образными плечами захватывающего Когда грейферная рзпса 11
направлении кассеты 5 крепежного сухаря 12, подпружиненного прз жиной J3 ha конец кассеты 5 так,.что она входит в выемку крепежного сухаря 12. Благодаря этому предотвращается движение кассеты 5 в любом направлении относительно - грейферной руки 11. ..В вытянутом из магазина состоянии , в котором задний конец кассеты остается еще в зацеплении с канавками шин 10, оба конца кассеты закреплены .
Когда грейферная рука 11 задвигает кассету 5 в магазин, крепежный сухарь 12 (в последней фазе движения ) набегает на стенку 14 магазина при дальнейшем движении руки 11 влев конец кассеты 5 скользит из крепежного сухаря 12 и раскрепляется.
Кассета 5 грейферным устройством может перемещаться из вращающегося вокруг оси 9 при помощи механизма 15 поворота барабанного магазина в рабочее пространство станка (фиг.5). При автоматической смене инструмента достаточно, если грейферное приспособление , выполняет его единственное движение, поскольку другие необходимые движения - вкладывание или извлечение инструментов в кассету или из кассеты, позиционирование шпинделей по инструмннтам, их набегание или освобождение - одновременно исполняются самим станком с тремя инструментами при помощи координатных перемещений. Грейферное приспасобле- ние состоит из горизонтальной переме щакяцейся параллельно оси 9 вращения барабанного магазина приводной штанги , на обеих концах которой перпендикулярно выступает по одной грейферной руке 11, имеющей колодки 16 (фиг.4).
Когда Механизм 15 поворота провернет барабанный магазин только на половину деления, в этом положении прекращается сцепление между сухарем 8 и грейферной колодкой 16. Грейферная рука может перемещаться вправо, не захватывая с собой кассеты. После обратного проворота барабана на половину деления при сдвинутой вправо грейферной руке наступает соединение между левой грейферной колодкой 16 грейферной руки 11 и левым сухарем 8 кассеты. При помощи грейферной руки 11 при ее движении влево кассета вытягивается и становится доступ0
на для ручной загрузки или смены инструментов.
Заготовка закрепляется на выполненных с квадратным прямоугольным сечением призматических палетах (фиг.6) На каждой плоскости призматической палеты удерживаются три или п X 3 заготовок с малыми размерами (п - целое число). Таким образом на обеих призматических палетах могут закрепляться минимум 2л4дЗ одинаковых заготовок. Одна из призматических палет, например призматическая
5 палета 17, находится в рабочем пространстве базового станка, тогда как другая призматическая палета 18 находится в монтажной позиции на месте ручного зажима заготовок.
0 Призматические палеты свободно захвачены или аксиально направляются во вращанмцихся вокруг оси 19 поворотных обоймах 20 и 21. Призматические палеты могут в обоймах несколько
5 перемещаться в продольном направлении . Это движение вправо ограничено упором закрепленных на призматической палете плечиков 22 и влево - посредством смыкания дисков, вьтол0 ненных с торцовыми зубцами ведущих венцов 23 и 24.
В конические отверстия 25 кольцевых плечиков 22 входят предпози- ционируницие пружинные штыри 26, котос рые препятствуют повороту призмати-ч ческих палет, когда расположенною ( на противоположном конце палеты и снабженные торцовыми зубцами ведущие венцы 23 и 24 не входят друг в друга.
0 Закрепление находящейся в рабочем пространстве призматической палеты 17 на стойке 27, 28 происходит при помощи фиксатора - гидравлического цилиндра 29, который посредством
5 перемещаемой им задней бабки 30 сдвигает призматическую палету 17 влево. Задняя бабка 30 вследствие этого прижимает ведуп5ий венец 24 с большой силой к закрепленному на стойке 27 ведущему венцу 23. Вращательное перемещение призматической палеты вокруг ее собственной оси происходит при помощи цилиндра 29,- который тянет заднюю бабку 30 назад, цилиндр 31 сдвигает призматическую палету 17 с другого конца через ведущую колодку 32 вправо, при этом ведущие пальцы 33 ведущей колодки входят в торцовые отверстия 34
0
5
1
призматической палеты 17, благодаря чему она может быть повернута, когд вращается вeдyD aя колодка. Этот поворот Дфиг,6 может происходить при помощи шарнирно установленного гидравлического цилиндра 35 и рычага 36 или, например, при помощи мотора постоянного тока через зубчатую передачу и т.д. Позиционирование и закрепление палеты происходит посредством смещения задней бабки 30 влево тогда,, когда цилиндр 31 тянет ведущую колодку 32 в ее левое конечное положение, которая моЯсет быть повернута в ее основное положение деления.
Фиксация палеты возможна , также на разгрузочной стойке 37, Если все цилиндры 29, 31, 38 и 39 находятся в отведенном назад положении, призматические палеты посредством поворота горизонтального вала на 180° сменяют друг друга: находящаяся в монтажном положении палета.переве- ден а в рабочее пространство, а находящаяся в рабочем пространстве - в монтажное положение.
Поворот и позиционирование нахо- дяЕ1;ейся в положении установки призматической палеты 18 осуществляется аналогично, но с той только разницей , что фиксация происходит не по стойкам 27 и 28, а по разгрузочным стойкам 37 и 40, причем эти стойки 37 и 40 независимы и соединены лишь через базовую консоль (фиг.7),
Рабочее пространство отделено от монтажного пространства посредством пластины 41, которая изготовлена из прозрачного материала. Эта пластина 43 поворачивается при смене; палет совместно с палатами вокруг оси 19 и служит главным образом для того, чтобы защитить монтажное пространство от. стружки и охлаждакщей жидкости.
Призматическая палета 17.поворачивается в обоймах 20 и 21, в которых в сдвинутом влево положении па- лета зафиксирована при помощи гидравлического цилиндра 29 на снабженном торцовыми зубами направляющем венце 23. Сду кащие для продольного направления цилиндрических концов палет, кильцевые ряды щариков 42 и 43 перекатываются по цилиндрическим концам палет и попадают в V-образные прорези 44 и 45 палет, что исключает
8
10
15
20
25
30
соприкосновение между палетами и рядами шариков.
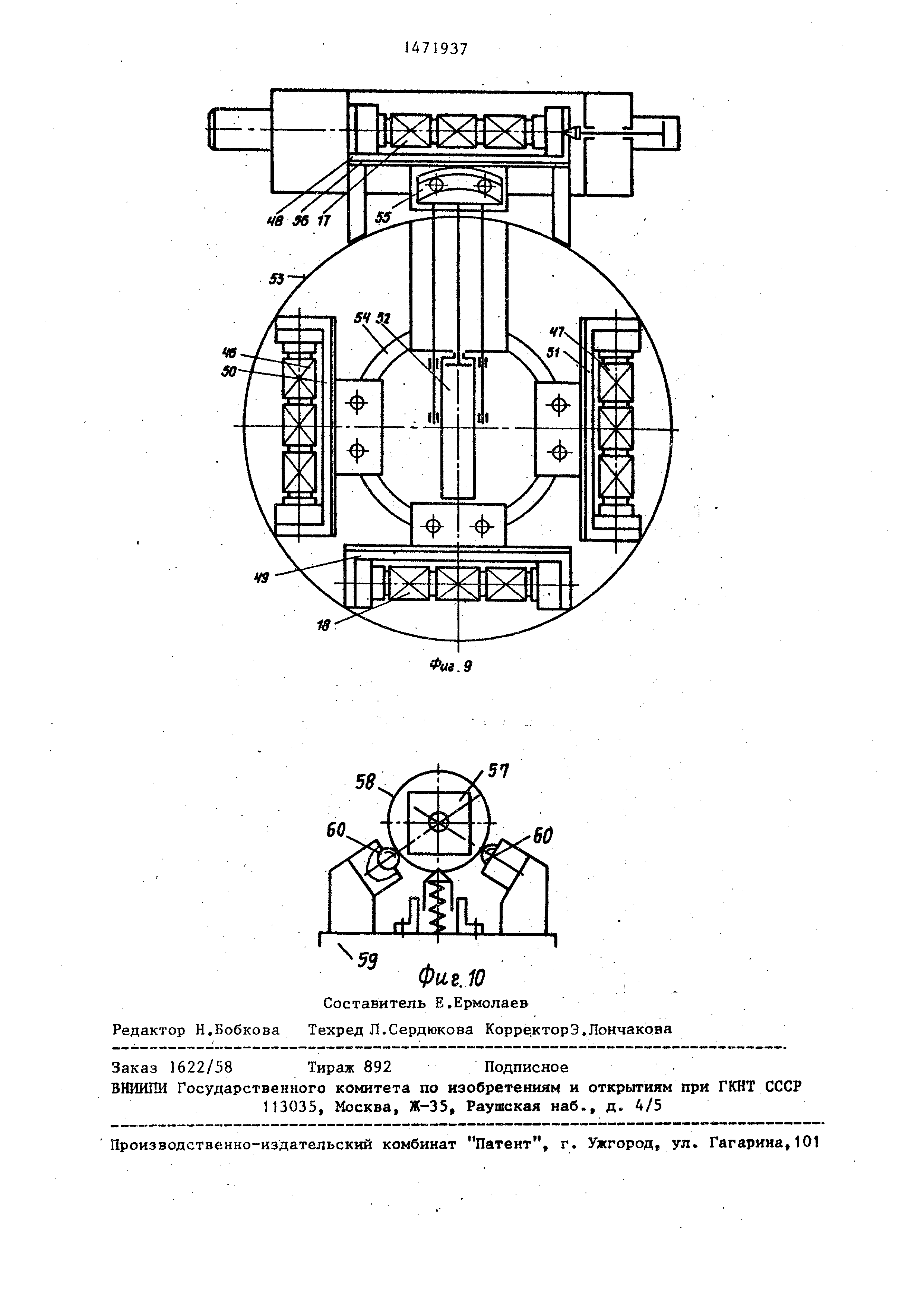
Автоматический зажим призматических палет применим не только в двухпалатной системе, а может быть распространен также для многопалетных систем со сменой палет. Призматические палеты 18, 46 и 47 (фиг.9) вместо поворотных обойм свободно направляются в маленьких тележках 48 - 51 аналогично тому, как описано . Тележки при помощи гидравлического цилиндра 52 с поворотного сто-. ла 53 линейным перемещением могут быть сдвинуты в рабоче е пространство При движении гидравлического цилиндра 52 назад он тянет тележку,48 на кольцевой поворотный стол-53, который может поворачивать тележки с па- летами, таким образом другие загруженные палеты могут быть приведены перед рабочим пространством. Во время вращения радиальное положение тележек определяется посредством закрепленных на каждой тележке роликов и неподвижного направлякщего . кольца 54, которое входит между обоими роликами,- при этом его маленький сегмент может радиально перемещаться при помощи гидравлического цилиндра 52. При помощи сегмента 55 цилиндр сдвигает какэпо-либо из тележек или палет в рабочее пространство. Закрепленная на задней стороне тележки пластина 56 закрывает рабочее пространство. Тележка остается во время обработки в рабочем пространстве .
На- других находящихся вне рабочего пространства трех палетах в любой позиции могут ставиться и сниматься заготовки благодаря э.тому станок, с высокой производительностью может 5 обслуживаться несколькими устройствами .
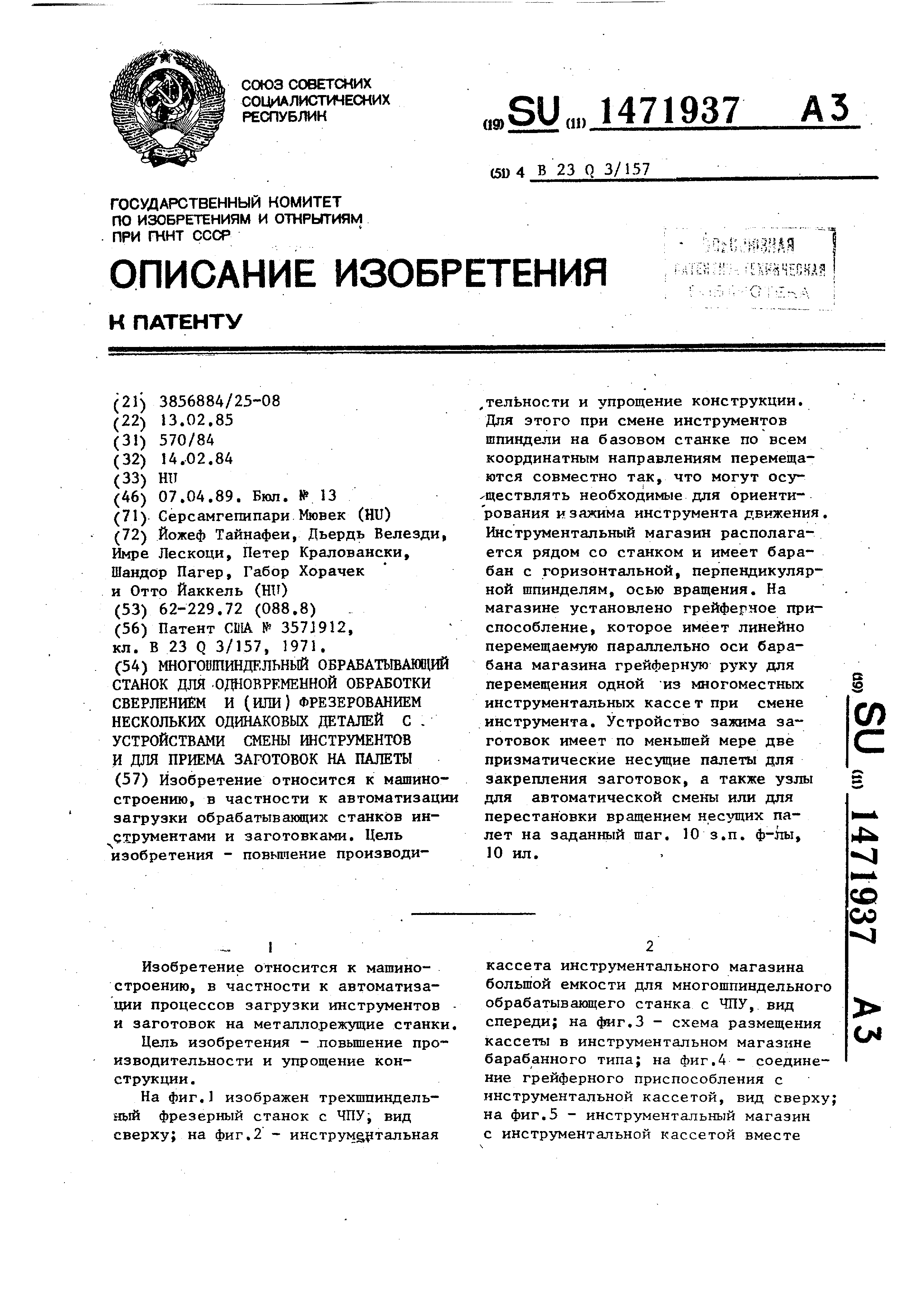
Иногда Необходимо, чтобы заготовки устанавливались на палеты не около станка, а где-либо в другом несте. В этом случае палеты должны быть легко съемными с кольцевого поворотного стола. На обоих концах палеты выполнены призматическая и цилиндрическая поверхности 57 и 58 (фиг, 10), последняя опирается через шариковые опоры на несущую палету тележку 59, Эти щариковые опоры 60 облегчают также аксиальное перемещение палет (смещение на торцовые зубья ведущего
5
0
0
5
91471937
венца или отвод) и вращательное дви
жение.во время врап1ательной перестановки палат вокруг их собственной оси.
Формула изобретени
1,Многошпиндельный обрабатывающий станок для одновременной обрабо ки сверлением и (или ) фрезерованием нескольких ,одинаковых деталей с устройствами смены инстрз ентов и
для приема заготовок на палеты, содержащий основной станок со станино и с несколькими параллельными главными шпинделями с приводом на шпиндельной .бабке, противолежащими шпинделям устройства для приема заготовок , и накопитель инструментов, выполненный в виде барабанного магазина с горизонтальной осью поворота , установленного отдельно рядом с основньм станком с грейферным приспособлением для смены инструмента ,- о тличающийся тем, что, с целью повьппения производительности и упрощения конструкции, оси главных шпинделей размещены на шпиндельной бабке горизонтально, а последняя расположена на дополнител но введенных ползунах с возможностью перемещения по трем координатным направлениям, причем магазин инструментов снабжен кассетами с гнездами для размещения в них инструментов, расположенными в направляющих, выполненных в барабане магазина параллельно его оси поворота, а грейферное приспособление выполнено в виде штанги, размещенной в направляющих корпуса магазина с возможностью перемещения параллельно оси поворота барабана и взаимодействия с кассета- Ю1, при этом палеты устройства для приема заготовок выполнены с несколькими поверхностями для крепления заготовок.
2.Станок по П.1, о т л и - чающийс я тем, что оси главных шпинделей расположены симметрично относительно горизонтальной оси станины основного станка, выполненной с замкнутым профилем, при этом привод главных шпинделей выполнен в виде расположенного рядом со станиной и закрепленного на шпиндельной бабк е двигателя, кинематически свя- заннргр со шпинделями.
10
5
0
0
э
g
3.Станок по пп.1и2, отличающийся тем, что -направ- ляющие на барабане магазина выполнены в виде закрепленных параллельно оси поворота барабана шин, а кассеты выполнены в виде плоских планок с числом гнезд, кратным числу главных шпинделей.
4.Станок по ПП.1 и 3, отличающийся тем, что штанга грейферного приспособления снабжена грейферными руками, установленными перпендикулярно направлению ее перемещения на концах штанги, причем на свободном конце каждой руки выполнена колодка и установлен дополнительно введенный подпружиненный крепежный сухарь.
5.Станок по-П.4, о тли чающийся тем, что одна из грейферных колодок расположена с возможностью перемещения от ближнего к
станку торца барабана к главным шпин- 5 делям станка и обратно, а другая колодка - от другого торца барабана в зону для загрузки кассетами и обратно .
6.Станок по пп.1-5, отличающийся тем, что на торцовых поверхностях палет выполнены элементы для позиционирования и поворота палет.
7..Станок по пп.1-6, отличающийся тем, что устройство для приема заготовок выполнено с возможностью перемещения палет между рабочим пространством и монтажной зоной в незакрепленном и неQ зафиксированном положении в поворотных скобах или в установленной с возможностью линейного перемещения тележке , при этом эле 1енты для позиционирования палет относительно скоб выполне.ны в виде буртов с выемками.
8.Станок по пп.1 - 7, о т л и - чающийся тем, что устройство для приема заготовок снабжено расположенными на его корпусе дисками с торцовыми зубьями, а также приводными от гидравлических цилиндров бабками, установленными с возможностью взаимодействия с налетами, при этом на палатах выполнены торцовые зубчатые венцы с возможностью их з.ацепления с зубьями дисков.
9.Станок по П.1, отличающийся тем, что он снабжен расположенными на корпусе устройства
5
5
0
5



Реферат
Изобретение относится к машиностроению ,в частности, к автоматизации загрузки обрабатывающих станков инструментами и заготовками. Цель изобретения - повышение производительности и упрощение конструкции. Для этого при смене инструментов шпиндели на базовом станке по всем координатным направлениям перемещаются совместно так, что могут осуществлять необходимые для ориентирования и зажима инструмента движения. Инструментальный магазин располагается рядом со станком и имеет барабан с горизонтальной, перпендикулярной шпинделям, осью вращения. На магазине установлено грейферное приспособление, которое имеет линейно перемещаемую параллельно оси барабана магазина грейферную руку для перемещения одной из многоместных инструментальных кассет при смене инструмента.Устройство зажима заготовок имеет по меньшей мере две призматические несущие палеты для закрепления заготовок, а также узлы для автоматической смены или для перестановки вращением несущих палет на заданный шаг. 10 з.п. ф-лы, 10 ил.
Формула
Комментарии