Устройство автоматической смены инструмента - SU1142253A1
Код документа: SU1142253A1
Чертежи
Описание
Изобретение относится к станкостроению и может быть применено, преимущественно , на многоцелевых станках с числовым программным управлением.
Известно устройство автоматической смены инструмента, содержащее инструментальный магазин с переносными ячейками , в которых расположен инструмент, перемещающуюся по направляющим с концевыми участками, перпендикулярными оси ячеек, каретку, на которой со стороны магазина закреплен захват ячейки, и загрузочный манипулятор в виде поворотной двухзахватной руки 1.
Известное устройство обладает сложной конструкцией, так как для смены инструментов в шпинделе станка и предварительно выдвинутой вперед ячейки двухзахватная рука вынуждена сделать два поворотных движения - дополнительный поворот руки на 90° для захвата инструмента и поворот руки на 180° для смены его, а для выполнения дополнительных движений необходимо увеличивать число исполнительных механизмов и соответственно число командных элементов . Кроме того, известное устройство не обладает быстродействием из-за поворота руки на 90°.
Цель изобретения - повыщение быстродействия при смене инструмента путем одновременной стыковки ячейки с захватом на каретке и инструмента с захватом на руке, а также упрощение конструкции, достигаемое уменьщением числа средств для управления движениями двухзахватной руки.
Указанная цель достигается тем, что в устройстве автоматической смены инструмента , содержащем инструментальный магазин с переносными ячейками, в которых расположен инструмент, перемещающуюся по направляющим с концевыми участками, перпендикулярными оси ячеек, каретку, на которой со стороны магазина закреплен захват ячейки, и загрузочный манипулятор в виде поворотной двухзахватной руки, захват ячейки на каретке выполнен вилкообразным и на ней установлен загрузочный манипулятор, захват которого выполнен вилкообразным и соосным захвату ячейки.
Предлагаемое устройство показано на чертежах, на которых изображено:
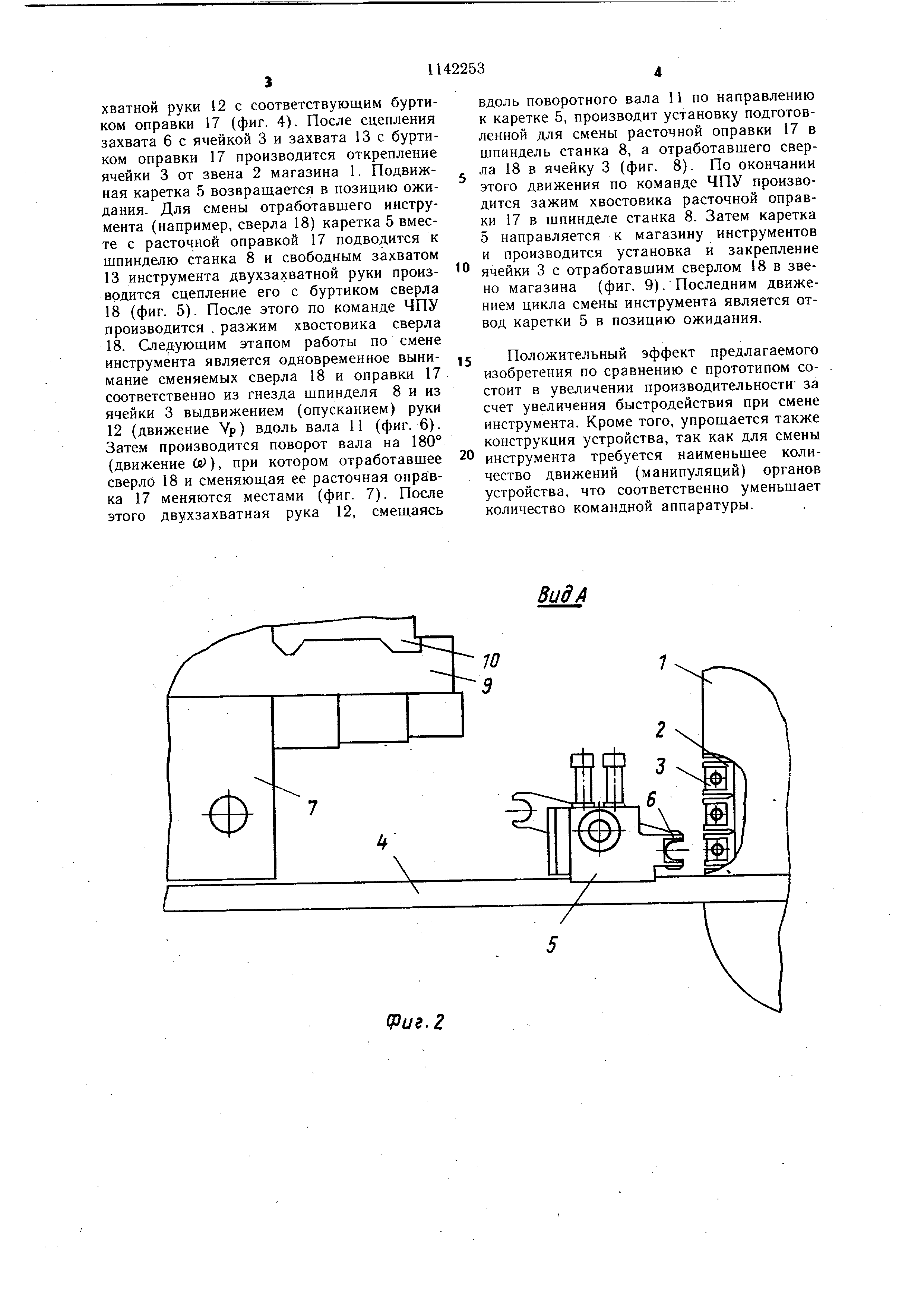
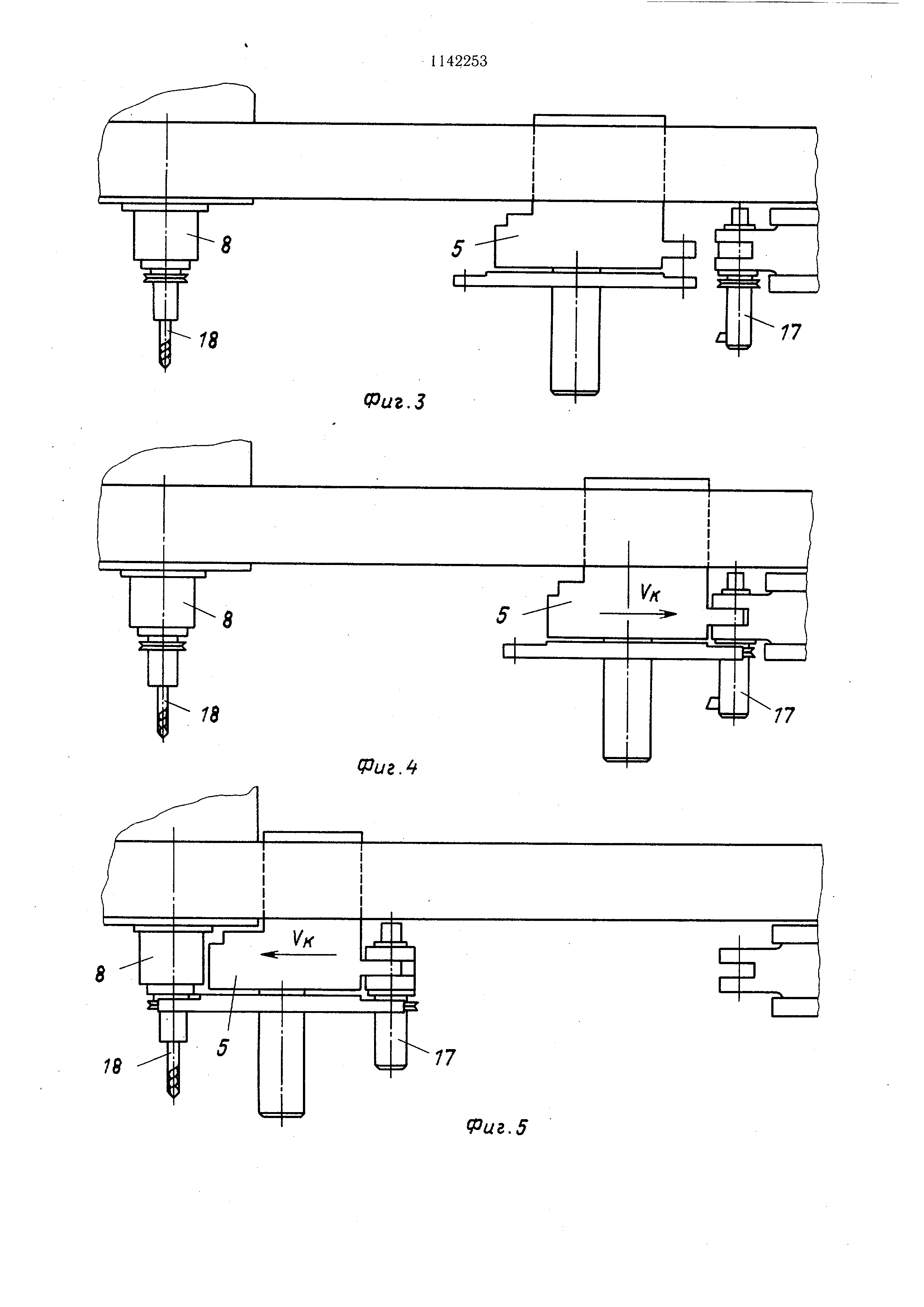
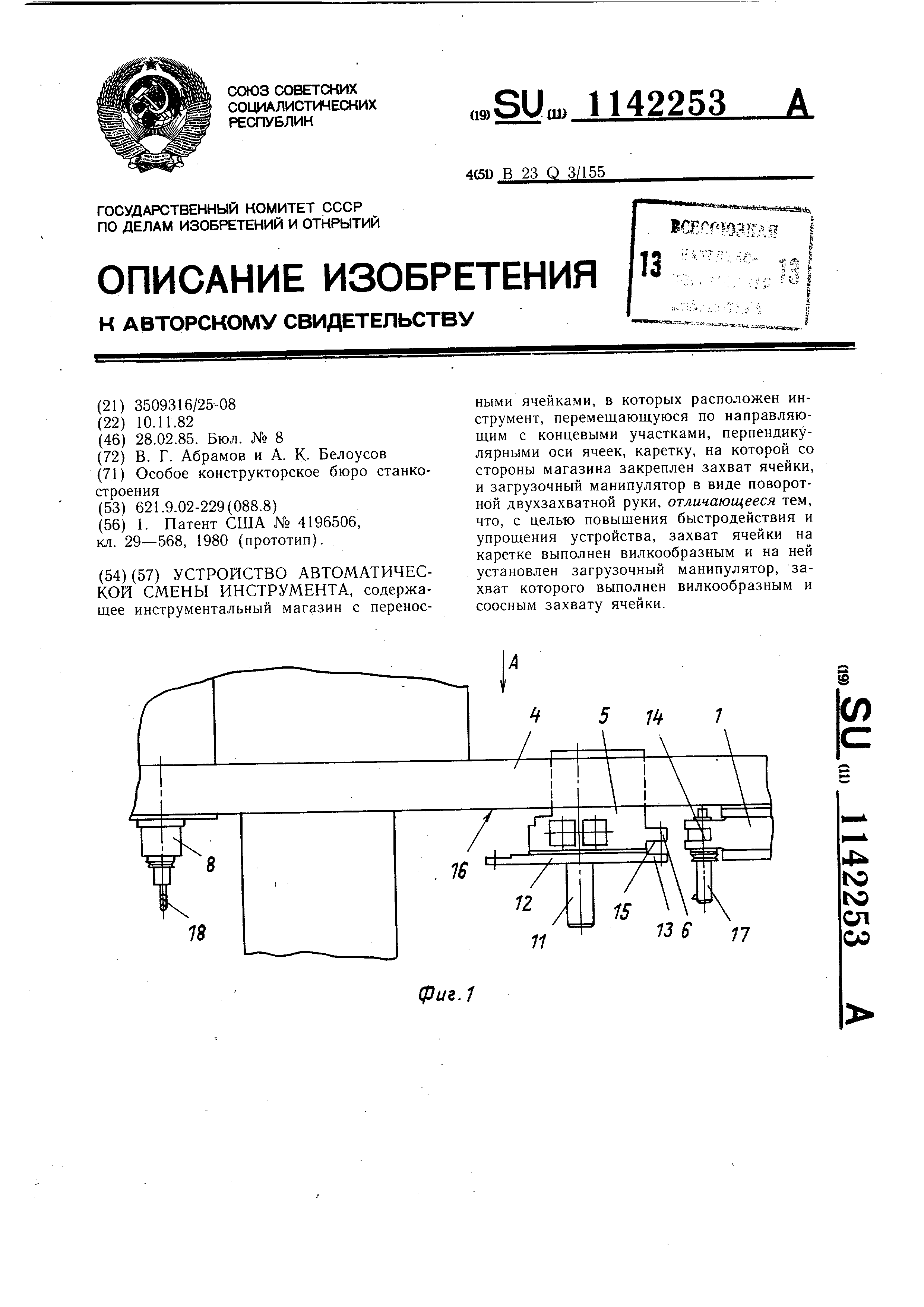
На фиг. 1 изображено устройство автоматической смены инструмента применительно к станку портального типа с вертикальным шпинделем, вид спереди; на фиг. 2 - вид А на фиг. 1; на фиг.З - устройство при исходном положении каретки, вид спереди; на фиг. 4 - то же, в положении подвода каретки к инструментальному магазину и сцепления захватом ячеек с ячейкой, а захватом инструмента на руке с инструментом, подготовленным для смены; на фиг. 5 - то же.
в положении подвода каретки к щпинделю станка и сцепления свободным захватом двухза/Аватной руки с отработавщим инструментом; на фиг. 6 - то же, в положении
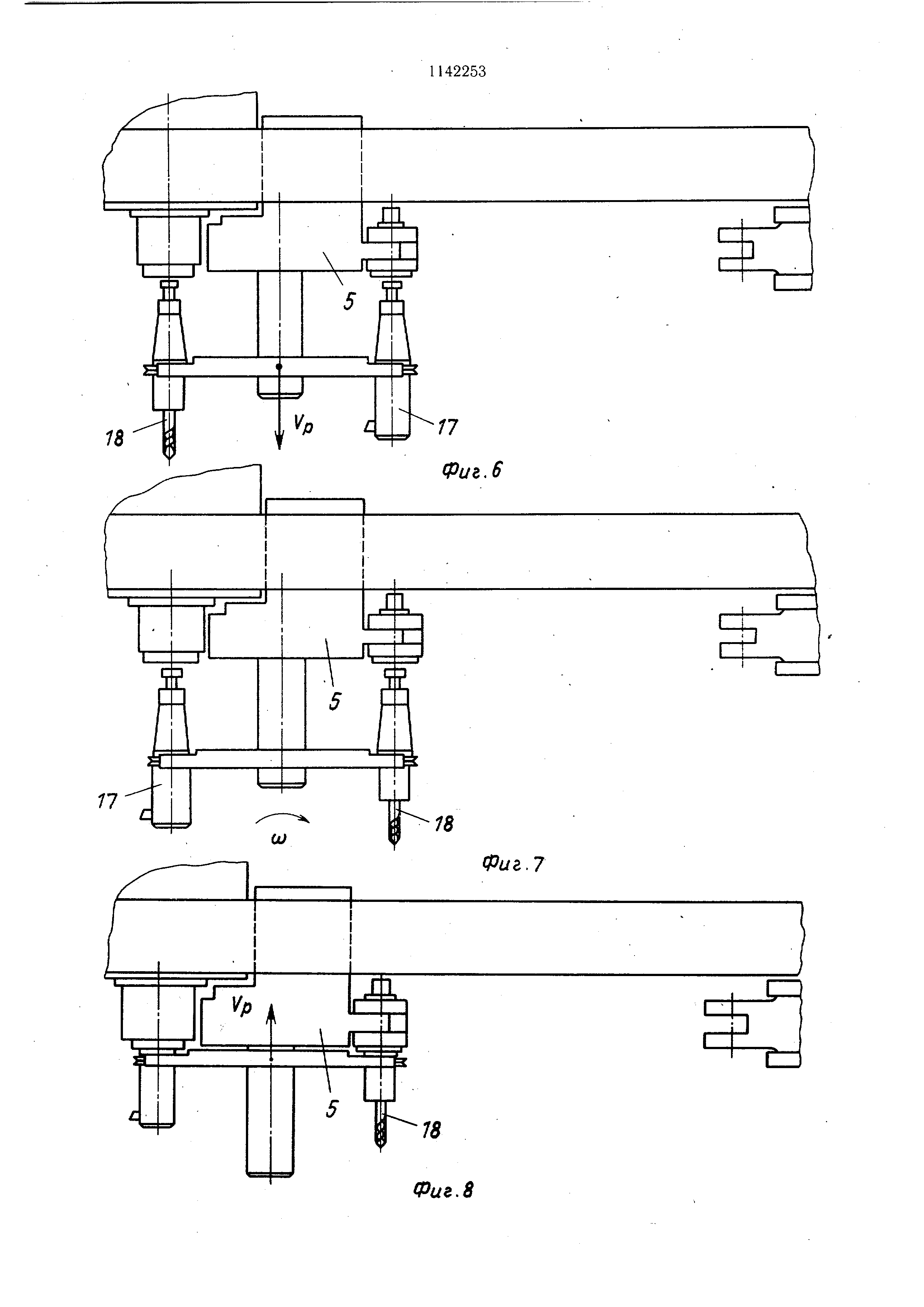
опущенной вниз двухзахватной руки вместе со сцепленным с нею инструментом, отработавщим и подготовленным для смены; на фиг. 7 - то же, в положении повернутой на 180° двухзахватной руки вокруг оси несущего ее вала (замена местами отработавщим и подготовленным для смены инструментами ); на фиг. 8 - то же, в положении поднятой вверх двухзахватной руки и установки подготовленного для смены инструмента в щпинделе станка, а отработавщего
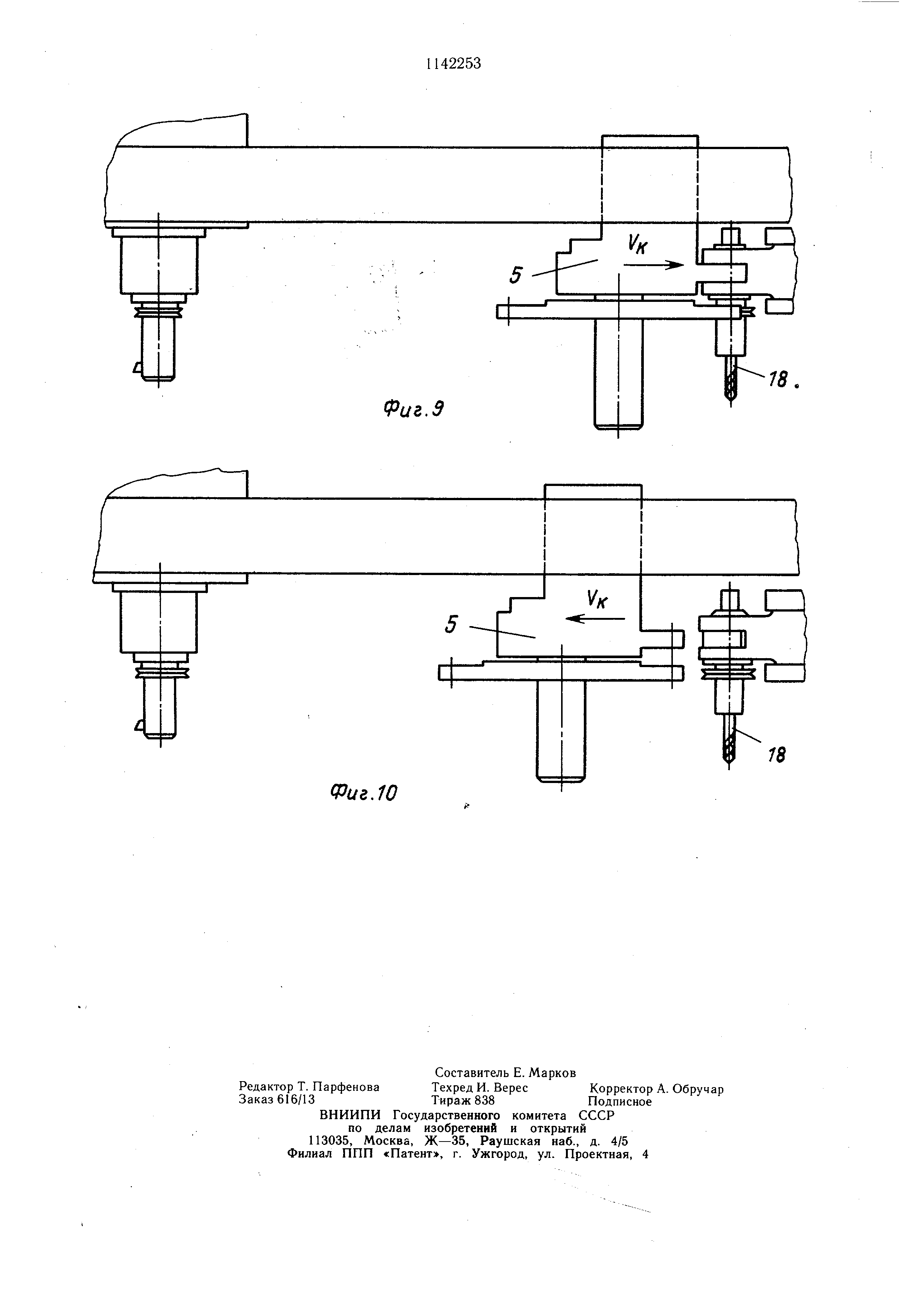
в ячейку на каретке; на фиг. 9 - то же , в положении подвода каретки с ячейкой и отработавщим инструментом к инструментальному магазину; на фиг. 10 - то же, в положении отвода каретки в исходное положение .
Устройство автоматической смены инструмента содержит магазин 1 инструментов цепного типа, звенья 2 которого имеют пазы, в которых размещены переносные ячейки 3 с инструментом. Над магазином 1 расположена горизонтальная балка 4, на направляющих которой смонтирована подвижная каретка 5, на которой со стороны магазина закреплен вилкообразный захват 6 ячеек. Балка 4 расположена перед щпиндельной бабкой станка 7, несущей щпиндель 8,
направленный вертикально вниз. Шпиндельная бабка 7 смонтирована подвижно на траверсе 9, направляющие которой параллельны направляющим балки 4. Траверса 9 смонтирована в свою очередь на вертикальных
направляющих стоек 10. В нижней части Каретки установлен вертикальный поворотный вал 11, на котором смонтирован транспортный манипулятор в виде двухзахватной руки 12, имеющей на своих концах вилкообразные захваты 13 инструмента. Стыкуемые поверхности 14 ячеек 3 и такие же поверхности 15 захвата 6 ячеек расположены на одинаковом расстоянии от направляющей поверхности 16 балки 4, что дает возможность сопрягать захват 6 с ячейками 3 и захват 13 с инструментом, расположенным в ячейках 3.
Устройство работает следующим образом .
Перед сменой инструмента подвижная каретка 5 находится в позиции ожидания, вблизи магазина 1 (фиг. 3). По команде системы ЧПУ каретка 5 направляется к магазину 1 (движение VK) и своим захватом 6 ячеек сцепляется с переносной ячейкой 3, в которой находится инструмент (например, расточная оправка 7), подготовленный для смены. Одновременно со сцеплением захватом 6 ячеек с ячейкой 3 происходит сцепление захвата 13 инструмента двухзахватной руки 12 с соответствующим буртиком оправки 17 (фиг. 4). После сцепления захвата 6 с ячейкой 3 и захвата 13 с буртиком оправки 17 производится открепление ячейки 3 от звена 2 магазина 1. Подвижная каретка 5 возвращается в позицию ожидания . Для смены отработавщего инструмента (например, сверла 18) каретка 5 вместе с расточной оправкой 17 подводится к шпинделю станка 8 и свободным захватом 13 инструмента двухзахватной руки производится сцепление его с буртиком сверла 18 (фиг. 5). После этого по команде ЧПУ производится . разжим хвостовика сверла 18. Следующим этапом работы по смене инструмента является одновременное вынимание сменяемых сверла 18 и оправки 17 соответственно из гнезда щпинделя 8 и из ячейки 3 выдвижением (опусканием) руки 12 (движение Vp) вдоль вала 11 (фиг. 6). Затем производится поворот вала на 180° (движение (и)), при котором отработавшее сверло 18 и сменяющая ее расточная оправка 17 меняются местами (фиг. 7). После этого двухзахватная рука 12, смещаясь
вдоль поворотного вала 11 по направлению к каретке 5, производит установку подготовленной для смены расточной оправки 17 в шпиндель станка 8, а отработавщего сверла 18 в ячейку 3 (фиг. 8). По окончании этого движения по команде ЧПУ производится зажим хвостовика расточной оправки 17 в шпинделе станка 8. Затем каретка 5 направляется к магазину инструментов и производится установка и закрепление ячейки 3 с отработавшим сверлом 18 в звено магазина (фиг. 9). Последним движением цикла смены инструмента является отвод каретки 5 в позицию ожидания.
Положительный эффект предлагаемого изобретения по сравнению с прототипом состоит в увеличении производительности за счет увеличения быстродействия при смене инструмента. Кроме того, упрощается также конструкция устройства, так как для смены
инструмента требуется наименьщее количество движений (манипуляций) органов устройства, что соответственно уменьщает количество командной аппаратуры.
Реферат
УСТРОЙСТВО АВТОМАТИЧЕСКОЙ СМЕНЫ ИНСТРУМЕНТА, содержащее инструментальный магазин с переносными ячейками, в которых расположен инструмент , перемещающуюся по направляющим с концевыми участками, перпендикулярными оси ячеек, каретку, на которой со стороны магазина закреплен захват ячейки, и загрузочный манипулятор в виде поворотной двухзахватной руки, отличающееся тем, что, с целью повыщения быстродействия и упрощения устройства, захват ячейки на каретке выполнен вилкообразным и на ней установлен загрузочный манипулятор, захват которого выполнен вилкообразным и соосным захвату ячейки. 73 f (риг.1 77

Комментарии