Устройство автоматической смены инструментов - RU173524U1
Код документа: RU173524U1
Чертежи


Описание
Полезная модель относится к области машиностроения и предназначена для автоматической смены инструментов на металлорежущих станках.
Из уровня техники известны различные устройства автоматической смены инструментов, выполненные в виде многоярусных конструкций с гнездами для инструментов и манипулятором, предназначенным для перемещения инструментов из гнезд к исполнительному органу и обратно (см., например, Колка И.А., Кувшинский В.В., Многооперационные станки, М., Машиностроение, 1983, С. 45…С. 47). Многоярусность таких конструкций в различных исполнениях направлена на расширение технологических возможностей за счет увеличения количества размещаемых в них инструментов.
Общим недостатком известных аналогов являются ограниченные технологические возможности, обусловленные, зачастую, недостаточным количеством размещаемых в них инструментов из-за малого количества инструментальных гнезд на единицу занимаемой площади/объема. Очевидно, что бесконечно увеличивать размеры таких устройств невозможно из-за габаритных ограничений, присущих любому реальному производству.
Наиболее близким к заявленному - прототипом - является устройство автоматической смены инструментов, включающее размещенные на основании вертикальную направляющую штангу с установленной на ней и оснащенной приводами вертикального и горизонтального перемещения и поворота в горизонтальной плоскости рукой манипулятора, предназначенной для изъятия инструментов из гнезд инструментальных полок и возвращения обратно, и опоры с ярусно размещенными на них вокруг вертикальной направляющей штанги инструментальными полками, гнезда в которых предназначены для размещения инструментов с однонаправленной вертикальной ориентацией хвостовиков и выполнены со стороны вертикальной направляющей штанги (патент US №2005/0277529 A1, опубл. 15.12.2005).
При вполне лаконичном исполнении прототип все же обладает присущими и аналогам недостатками, в частности, ограниченными технологическими возможностями, обусловленными недостаточным количеством размещаемых в устройстве инструментов из-за малого количества инструментальных гнезд на единицу занимаемой площади/объема.
Задача полезной модели - исполнение и компоновка инструментальных полок в устройстве автоматической смены инструмента с достижением максимально возможного количества инструментальных гнезд на единицу занимаемой площади/объема.
Технический результат - расширение технологических возможностей как устройства автоматической смены инструментов, так и обрабатывающих центров, в которых это устройство используется.
Поставленная задача решается, а заявленный технический результат достигается тем, что устройство автоматической смены инструментов, включающее размещенные на основании вертикальную направляющую штангу с установленной на ней и оснащенной приводами вертикального и горизонтального перемещения и поворота в горизонтальной плоскости рукой манипулятора с двумя оппозитно расположенными активными захватами, предназначенной для изъятия инструментов из гнезд инструментальных полок и возвращения обратно, и опоры с ярусно размещенными на них вокруг вертикальной направляющей штанги инструментальными полками, гнезда в которых предназначены для размещения инструментов с однонаправленной вертикальной ориентацией хвостовиков и выполнены со стороны вертикальной направляющей штанги, оснащено дополнительной вертикальной направляющей штангой с установленной на ней и оснащенной приводами вертикального и горизонтального перемещения и поворота в горизонтальной плоскости дополнительной рукой манипулятора с двумя оппозитно расположенными активными захватами, в инструментальных полках со стороны дополнительной вертикальной направляющей штанги выполнены дополнительные гнезда, предназначенные для размещения инструментов с однонаправленной вертикальной ориентацией хвостовиков, основание снабжено кольцевой направляющей с кареткой, верхнее основание снабжено верхней кольцевой направляющей с верхней кареткой, каретки оснащены сдвоенным приводом их перемещения вдоль направляющих, дополнительная вертикальная направляющая штанга закреплена между упомянутыми каретками с возможностью совместного с ними перемещения, часть инструментальных полок выполнены замкнутыми, а остальные образуют окно для передачи инструментов от руки манипулятора к дополнительной руке манипулятора и обратно.
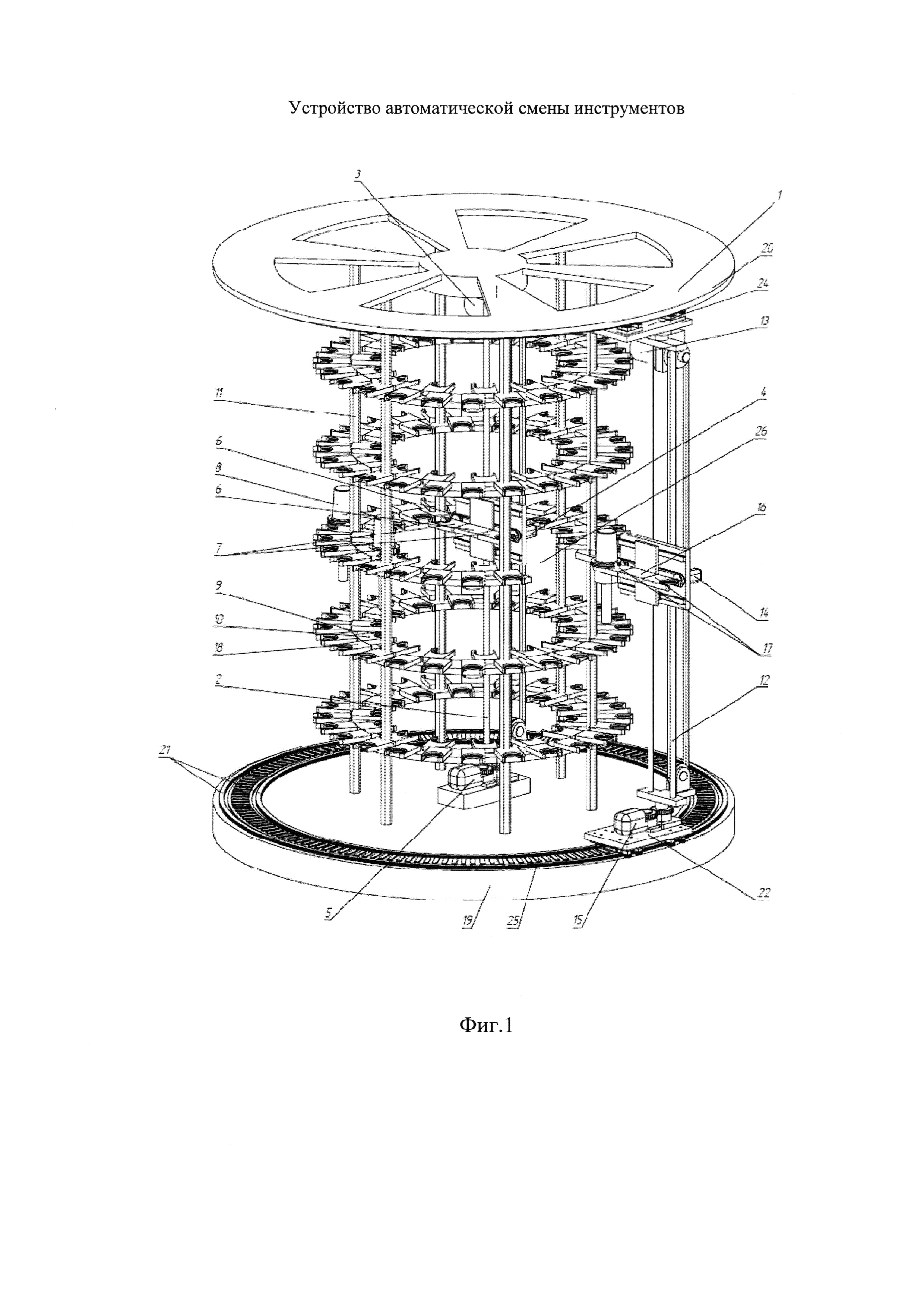
Полезная модель поясняется изображениями, где:
на Фиг. 1 - принципиальная конструкция заявленного устройства в изометрии;
на Фиг. 2 - заявленное устройство, вид сбоку;
на Фиг. 3 - заявленное устройство, разрез А-А на Фиг. 2.
На рисунках указаны следующие позиции:
1 - устройство автоматической смены инструментов;
2 - вертикальная направляющая штанга;
3 - привод вертикального перемещения руки манипулятора;
4 - привод горизонтального перемещения руки манипулятора;
5 - привод поворота руки манипулятора в горизонтальной плоскости;
6 - рука манипулятора;
7 - два оппозитно расположенные активные захваты руки манипулятора 6;
8 - инструмент;
9 - инструментальная полка;
10 - гнездо инструментальной полки;
11 - опоры для инструментальных полок 9 и верхнего основания 18;
12 - дополнительная вертикальная направляющая штанга;
13 - привод вертикального перемещения дополнительной руки манипулятора;
14 - привод горизонтального перемещения дополнительной руки манипулятора;
15 - привод поворота дополнительной руки манипулятора в горизонтальной плоскости;
16 - дополнительная рука манипулятора;
17 - два оппозитно расположенные активные захваты руки манипулятора 16;
18 - дополнительное гнездо инструментальной полки;
19 - основание;
20 - верхнее основание;
21 - кольцевая направляющая;
22 - каретка;
23 - верхняя кольцевая направляющая;
24 - верхняя каретка;
25 - сдвоенный привод перемещения кареток;
26 - окно для передачи инструментов от руки манипулятора к дополнительной руке манипулятора и обратно.
Устройство 1 для автоматической смены инструментов (Фиг. 1) включает размещенные на основании 19 вертикальную направляющую штангу 2 с установленной на ней и оснащенной приводами вертикального 3 и горизонтального 4 перемещения и поворота 5 в горизонтальной плоскости рукой манипулятора 6 с двумя оппозитно расположенными активными захватами 7, предназначенной для изъятия инструментов 8 из гнезд 10 (по сути - фиксаторы, обеспечивающие определенным образом ориентированное и надежное положение инструментов в накопителе) инструментальных полок 9 и возвращения обратно, и опоры 11 с ярусно размещенными на них вокруг вертикальной направляющей штанги 2 инструментальными полками 9, гнезда 10 в которых предназначены для размещения инструментов 8 с однонаправленной вертикальной ориентацией хвостовиков и выполнены со стороны вертикальной направляющей штанги 2. Устройство 1 также оснащено дополнительной вертикальной направляющей штангой 12 с установленной на ней и оснащенной приводами вертикального 13 и горизонтального 14 перемещения и поворота 15 в горизонтальной плоскости дополнительной рукой манипулятора 16 с двумя оппозитно расположенными активными захватами 17, в инструментальных полках 10 со стороны дополнительной вертикальной направляющей штанги 12 выполнены дополнительные гнезда 18, предназначенные для размещения инструментов 8 с однонаправленной вертикальной ориентацией хвостовиков, основание 19 снабжено кольцевой направляющей 21 с кареткой 22, верхнее основание 20 (верхнее основание не обязательно, но желательно) снабжено верхней кольцевой направляющей 23 с верхней кареткой 24, каретки 22 и 24 оснащены приводом 25 (в случае двух кареток и привод сдвоенный) их синхронного перемещения вдоль соответствующих направляющих 21 и 23, дополнительная вертикальная направляющая штанга 12 закреплена на упомянутых каретках 22 и 24 с возможностью совместного с ними перемещения, часть инструментальных полок 9 выполнены замкнутыми, а остальные образуют окно 26 для передачи инструментов 8 от руки манипулятора 6 к дополнительной руке манипулятора 16 и обратно.
Устройство работает следующим образом.
В исходном состоянии инструменты 8 установлены в фиксаторы (гнезда) 10 и 18 инструментальных полок 9, а руки манипуляторов 6 и 16 со свободными от инструмента активными захватами 7 и 17 находятся в произвольном положении. При необходимости установки инструмента 8 в исполнительный орган (например, в шпиндель) станка, по команде системы управления (не показана, аналогична прототипу) рука манипулятора 6 или 16 (в зависимости на какой стороне инструментальной полки 9 находится требуемый инструмент 8) устанавливается с помощью соответствующего вертикального привода 3 или 13 напротив нужной инструментальной полки 9, с помощью привода поворота 5 для руки манипулятора 6 или сдвоенного привода 25 для руки дополнительного манипулятора 16 рука соответствующего манипулятора устанавливается напротив фиксатора 10 или 18 с нужным инструментом 8 на выбранной инструментальной полки 9 и для руки дополнительного манипулятора 16 с помощью привода поворота 15 (поворот руки манипулятора 16 в горизонтальной плоскости выбранной инструментальной полки 9) осуществляется установка одного из активных захватов 17 руки манипулятора 16 напротив фиксатора 18 с нужным инструментом 8 (для руки манипулятора 6 эта операция выполняется одновременно с выполнением предыдущей операции тем же приводом поворота 5). Затем рука манипулятора 6 или 16 с помощью соответствующего привода 4 или 14 горизонтального перемещения выдвигается к данному инструменту 8 до совпадения вертикальных осей данного инструмента 8 и активного захвата 7 или 17 соответствующей руки манипулятора 6 или 16 и осуществляет активный захват/зажим инструмента 8. После этого рука соответствующего манипулятора 6 или 16 с помощью соответствующего привода 4 или 14 горизонтального перемещения идет в противоположном направлении вместе с инструментом 8 до полного выхода инструмента 8 из фиксатора 10 или 18 инструментальной полки 9. Далее, если нужный инструмент 8 находился со стороны руки манипулятора 6, то рука манипулятора 6 устанавливается в окно для передачи инструментов от руки манипулятора к дополнительной руке манипулятора и обратно 26, где происходит перехват инструмента 8 подошедшей рукой дополнительного манипулятора 16, затем рука дополнительного манипулятора 16 устанавливается в зону установки - съема инструмента в исполнительный орган станка, куда подходит исполнительный орган, например, шпиндель станка, он наезжает на хвостовик инструмента, фиксирует его и после отпускания инструмента активным захватом руки 11 манипулятора выводит инструмент 6 в рабочую зону для обработки заготовки (процесс аналогичен прототипу, на изображениях не показан). В случае нахождения требуемого инструмента 8 на стороне руки дополнительного манипулятора 16 последний напрямую идет в зону установки - съема инструмента в исполнительный орган станка. Во время обработки заготовки руки манипуляторов 6 и 16 производят вышеописанные операции по подготовке к установке следующего инструмента. После выполнения операции обработки шпиндель возвращается в зону установки - съема. Сначала манипулятор 16 снимает отработавший инструмент из шпинделя, затем с помощью привода поворота 15 в горизонтальной рука манипулятора 16 поворачивается на 180° и в шпиндель устанавливается новый инструмент 8. Далее все операции повторяются в обратном порядке до установки инструмента 8 в свободный фиксатор 10 или 18 инструментальной полки 9 инструментального магазина 1 и подготовки к установке нового инструмента 8. После выполнения всех операций обработки разгруженные руки манипуляторов 6 и 16 приводятся в исходное произвольное положение.
В рассмотренном примере и на изображениях представлено устройство с открытыми гнездами, однако гнезда могут быть и закрытого типа (см., например, Колка И.А., Кувшинский В.В., Многооперационные станки, М., Машиностроение, 1983, с. 47, рис. д). В этом случае для изъятия инструмента из гнезда или возвращения его обратно в гнездо потребуется дополнительное вертикальное перемещение руки манипулятора, что обеспечено приводом 3 вертикального перемещения руки манипулятора (а также дополнительным приводом 13 вертикального перемещения дополнительной руки манипулятора).
Эксперимент (компьютерное моделирование) показал, что предложенное исполнение устройства автоматической смены инструментов позволит увеличить количество инструментальных гнезд (а, следовательно, и инструментов) на единицу занимаемой площади/объема до 40% по сравнению с прототипом, а в некоторых случаях даже немного больше.
Исходя из выше сказанного, можно сделать вывод о том, что при реализации полезной модели поставленная задача - исполнение и компоновка инструментальных полок в устройстве автоматической смены инструмента с достижением максимально возможного количества инструментальных гнезд на единицу занимаемой площади/объема - решена, а заявленный технический результат - расширение технологических возможностей - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в формуле полезной модели признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности необходимых признаков, неизвестной на дату приоритета из уровня техники и достаточной для получения заявленного технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении относится к области машиностроения и предназначен для автоматической смены инструментов на металлорежущих станках;
- для заявленного объекта в том виде, как он охарактеризован в формуле полезной модели, подтверждена возможность его осуществления с помощью вышеописанных в заявке и известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствует критериям патентоспособности «новизна» и «промышленная применимость» по действующему законодательству.
Реферат
Полезная модель относится к области машиностроения и предназначена для автоматической смены инструментов на металлорежущих станках. Устройство автоматической смены инструментов, включающее размещенные на основании вертикальную направляющую штангу с установленной на ней и оснащенной приводами вертикального и горизонтального перемещения и поворота в горизонтальной плоскости рукой манипулятора, предназначенной для изъятия инструментов из гнезд инструментальных полок и возвращения обратно, и опоры с ярусно размещенными на них вокруг вертикальной направляющей штанги инструментальными полками, гнезда в которых предназначены для размещения инструментов с однонаправленной вертикальной ориентацией хвостовиков и выполнены со стороны вертикальной направляющей штанги, оснащено дополнительной вертикальной направляющей штангой с установленной на ней и оснащенной дополнительными приводами вертикального и горизонтального перемещения и поворота в горизонтальной плоскости дополнительной рукой манипулятора, в инструментальных полках со стороны дополнительной вертикальной направляющей штанги выполнены дополнительные гнезда, предназначенные для размещения инструментов с однонаправленной вертикальной ориентацией хвостовиков, основание снабжено кольцевой направляющей с кареткой, оснащенной приводом ее перемещения вдоль направляющей, дополнительная вертикальная направляющая штанга закреплена в упомянутой каретке с возможностью совместного с ней перемещения, часть инструментальных полок выполнены замкнутыми, а остальные образуют окно для передачи инструментов от руки манипулятора к дополнительной руке манипулятора и обратно. Технический результат - расширение технологических возможностей. 3 ил.
Комментарии