Способ и устройство для автоматической смены инструмента в металлорежущем станке, управляемом устройством чпу - RU2348498C2
Код документа: RU2348498C2
Чертежи














Описание
Предпосылки создания изобретения
1. Область техники
Настоящее изобретение относится к способу и устройству для автоматической смены инструмента, используемым в металлорежущем станке, и в частности к способу и устройству для автоматической смены инструмента в металлорежущем станке, управляемом устройством числового программного управления (ЧПУ).
2. Уровень техники
Устройство автоматической смены инструмента, применяемое в сверлильном станке с CNC (Computerized Numerical Control - автоматизированная система числового программного управления), предназначено для использования возвратно-поступательного вертикального перемещения шпинделя, на котором установлена сверлильная головка, для замены инструмента, установленного на шпинделе, инструментом, размещенным в револьверной головке. Чтобы сократить время, необходимое для замены инструмента, а также уменьшить ударное воздействие, возникающее во время упомянутой замены, применяют перемещение револьверной головки в направлении, совпадающем с направлением перемещения шпиндельной бабки, когда револьверная головка наклоняется в направлении шпинделя и отводится от него при замене инструмента, чтобы уменьшить разницу в скоростях упомянутых револьверной головки и шпинделя и таким образом уменьшить ударное воздействие (JP 2535479B).
Также известно устройство смены инструментов, содержащее инструментальный магазин, в котором размещено множество зажимных кронштейнов для зажима инструментальных оправок, что позволяет для смены инструментальной оправки, закрепленной в шпинделе, на требующуюся другую оправку наклонять каждый из зажимных кронштейнов, используя осевое перемещение шпинделя, и в котором скорость осевого перемещения шпинделя уменьшают на этапе выполнения смены инструмента, чтобы снизить ударное воздействие при контакте инструментальной оправки и зажимного кронштейна во время наклонного перемещения этого кронштейна (см. JP 2006-272473А).
На Фиг.11 представлен схематичный вид устройства автоматической смены инструмента, описанного в документе JP 2535479 В, которое уменьшает ударное воздействие при замене инструмента.
Устройство автоматической смены инструмента состоит из револьверной головки 38, установленной на конце консольного элемента 2. Револьверная головка 38 имеет множество зажимов 28, размещенных по периферии, при помощи которых эта головка удерживает инструменты. Револьверная головка 38 снабжена замедлителем 39, предназначенным для выбора требуемого инструмента при позиционировании, чтобы замедлять вращение при помощи зубчатого колеса 30 револьверной головки, которое входит в зацепление с зубчатым колесом 32 шпинделя, и вращать револьверную головку 38. Револьверная головка 38 удерживает инструментальные оправки 36 с использованием множества зажимов 28. На задней поверхности револьверной головки 38 неподвижно закреплен коленчатый рычаг 4.
Конструкция шпиндельной бабки 34 позволяет ей перемещаться вертикально (по Z-оси) вдоль опорной колонны 1. На шпиндельной бабке 34 установлены наклоняющий кулачок CS, который вращает и наклоняет коленчатый рычаг 4 и револьверную головку 38 относительно шарнирной оси 18, и поднимающий кулачок CL для подъема и опускания коленчатого рычага 4 и револьверной головки 38. Наклоняющий кулачок CS состоит из прямолинейной части CSa, криволинейной части CSb и еще одной прямолинейной части CSc. Поднимающий кулачок CL состоит из прямолинейной части CLa и криволинейной части CLb.
Один конец коленчатого рычага 4 с возможностью поворота закреплен на шарнирной оси 18, а другой его конец с возможностью поворота соединен с наклоняющим роликом 21, который взаимодействует с наклоняющим кулачком CS. Центральная часть коленчатого рычага 4 соединена с приводным средством 26, которое принуждает этот рычаг поворачиваться в направлении против часовой стрелки вокруг упомянутой шарнирной оси 18, показанной на Фиг.11. Другими словами, наклоняющий ролик 21 прижимается приводным средством 26 к поверхности наклоняющего кулачка CS.
Шарнирная ось 18 соединена с ползуном 16 подъема, конструкция которого позволяет ему совершать возвратно-поступательное перемещение по вертикали вдоль линейной направляющей 40, которая неподвижно установлена на консольном элементе 2. С противоположным концом ползуна 16 подъема соединено звено 14 подъема. Конструкция звена 14 подъема позволяет ему совершать возвратно-поступательное перемещение по вертикали в едином блоке с ползуном 16 подъема. Противоположный конец упомянутого звена 14 подъема соединен с подъемным рычагом, состоящим из двух консольных элементов 6 и 8 и имеющим возможность поворота относительно поворотной оси 10. Поворотная ось 10 в горизонтальном положении установлена на консольном элементе 2, чтобы консольные элементы 6 и 8 при установке упомянутого подъемного рычага имели возможность поворота относительно этой оси 10. На конце консольного элемента 6 с возможностью вращения установлен подъемный ролик 22, который контактирует с поднимающим кулачком CL. Подъемный ролик 22, входя в зацепление с поднимающим кулачком CL, перемещает звено 14 подъема и ползун 16 подъема вверх и вниз, что приводит к перемещению вверх и вниз револьверной головки 28.
Шпиндельная бабка 34 приводится в действие серводвигателем 41 Z-оси. На Фиг.11 шпиндельная бабка 34 показана поднятой и в состоянии замены инструмента. Во время выполнения механической обработки шпиндельная бабка 34 опускается, и наклоняющий ролик 21 контактирует с прямолинейной частью CSa наклоняющего кулачка CS, коленчатый рычаг 4 и револьверная головка 38, являющаяся приспособлением-спутником, поворачиваются против часовой стрелки вокруг шарнирной оси 18 из состояния, показанного на Фиг.11, при этом револьверная головка 38 удерживается в отведенном состоянии от шпинделя. Кроме того, подъемный ролик 22 контактирует с прямолинейной частью CLa поднимающего кулачка CL.
Когда в состоянии выполнения механической обработки вводится приказ на смену инструмента, Z-ось приводится в действие серводвигателем 41 Z-оси, шпиндельная бабка 34 начинает подниматься, и наклоняющий ролик 21 перемещается в положение начала наклона на наклоняющем кулачке CS, то есть начальную точку криволинейной части CSb. В этот момент Z-ось (шпиндельная бабка 34) останавливается, и начинается ориентирование шпинделя. После окончания ориентирования Z-ось (шпиндельная бабка 34) снова начинает подниматься. Подъем Z-оси (шпиндельной бабки 34) перемещает наклоняющий ролик 21 по криволинейной части CSb наклоняющего кулачка CS, и револьверная головка 38 начинает наклоняться в направлении против часовой стрелки вокруг шарнирной оси 18. Криволинейная часть CSb наклоняющего кулачка CS выполнена такой формы, что конец зажима 28 перемещается к V-образной канавке в инструментальной оправке 36, не контактируя с зубчатым колесом 32 шпинделя, и ролик, установленный на конце зажима 28, перемещается точно по V-образной канавке после того, как ролик вошел в зацепление с канавкой.
При подъеме Z-оси (шпиндельной бабки 34) наклоняющий ролик 21 проходит криволинейную часть CSb и перемещается к прямолинейной части CSc, где наклонное перемещение заканчивается.
В противоположность этому во время замедления наклона подъемный ролик 22 входит в зацепление с криволинейной частью CLb поднимающего кулачка CL, вызывая поворот консольных элементов 6 и 8 по часовой стрелке вокруг поворотной оси 10, что приводит к поднятию звена 14 подъема и ползуна 16 подъема и ускорению перемещения коленчатого рычага 4 и револьверной головки 38 в том же направлении, что и поднимающаяся Z-ось (шпиндельная бабка 34). В результате к концу наклонного перемещения револьверная головка 38 поднимается вместе с Z-осью (шпиндельной бабкой 34) таким образом, что разница между их скоростями становится равной нулю, и ударного воздействия не происходит.
После окончания наклона Z-ось (шпиндельная бабка 34) быстро перемещается, чтобы подняться в точку позиционирования, и одновременно револьверная головка 38 начинает подъем для снятия инструментальной оправки 36 из шпинделя. Наклоняющий ролик 21 перемещается по плоской части CSc наклоняющего кулачка CS, а подъемный ролик 22 перемещается обратно в ту позицию, где он начинал перемещение из верхней точки криволинейной части CLb, вызывая ускорение перемещения в направлении, противоположном направлению перемещения (подъема) шпиндельной бабки 34. Когда наклон заканчивается, коленчатый рычаг 4 и револьверная головка 38 перемещаются под шпиндельную бабку 34, вынимая инструментальную оправку 36 из шпинделя.
После того как Z-ось (шпиндельная бабка 34) поднята, и в состоянии, когда зубчатое колесо 32 шпинделя и зубчатое колесо замедлителя 39 находятся в зацеплении, шпиндель поворачивается, и выполняется позиционирование требуемого инструмента. После окончания позиционирования револьверной головки Z-ось (шпиндельная бабка 34) опускается в порядке, обратном описанному выше. Таким образом, когда шпиндель принимает инструментальную оправку 36 из зажима 28, разница скоростей опускания Z-оси (шпиндельной бабки 34) и револьверной головки 38 фактически равна нулю. При возврате револьверной головки 38 в исходное положение после наклонного перемещения шпиндельная бабка 34 возвращается в первоначальное положение, и замена инструмента завершена.
На Фиг.12а и 12b представлены графики (диаграммы) скорости перемещения Z-оси (шпиндельной бабки 34) (на Фиг.12а) и скорости наклона револьверной головки 38 (на Фиг.12b). На Фиг.12а и 12b показаны изменения скорости от начала наклона револьверной головки 38 при подъеме Z-оси (шпиндельной бабки 34) до опускания Z-оси (шпиндельной бабки 34) и окончания наклона.
Как показано на Фиг.12а и 12b, при использовании обычного устройства смены инструмента, когда выполняется наклон револьверной головки, Z-ось (шпиндельная бабка 34) перемещается с относительно низкой постоянной скоростью. При изменении характера перемещения Z-оси (шпиндельной бабки 34) в результате вертикального перемещения ползуна подъема, поддерживающего револьверную головку 38, за счет использования поднимающего кулачка CL, чтобы вызвать перемещение револьверной головки 38 в том же направлении, что и Z-оси (шпиндельной бабки 34), разница скоростей Z-оси (шпиндельной бабки 34) и револьверной головки 38 может быть уменьшена фактически до нуля. В результате чего в конце наклона упомянутой головки не возникает ударного воздействия.
При использовании обычного устройства автоматической смены инструмента с такой конструкцией, в которой при замене инструмента не возникает ударного воздействия, как описано выше, когда револьверная головка 38 наклоняется и либо перемещается к шпинделю, либо отводится от шпинделя, необходим кулачковый элемент, который перемещает револьверную головку 38 по вертикали относительно шпиндельной бабки 34 и уменьшает разницу скоростей этих головки и шпиндельной бабки (до нуля), чтобы уменьшить ударное воздействие. А именно, требуются консольный элемент 8, звено 14 подъема, ползун 16 подъема, подъемный ролик 22, линейная направляющая 40 и поднимающий кулачок CL. Однако металлорежущие станки при выполнении механической обработки создают пыль, и канавку кулачка CL необходимо чистить из-за прилипания этой пыли. Если очистка недостаточна, либо подъемный ролик 22 плохо смазан, между упомянутыми канавкой и роликом возникает трение. В таких случаях плавность наклона револьверной головки 38 нарушается, и в результате необходимо заменять кулачок и подъемный ролик.
Кроме того, кулачковый механизм (консольный элемент 8, звено 14 подъема, ползун 16 подъема, подъемный ролик 22, линейная направляющая 40 и поднимающий кулачок CL) для подъема и опускания револьверной головки 38, который описан выше, имеет тот недостаток, что он усложняет в целом устройство смены инструмента, увеличивая стоимость деталей и их сборки.
Сущность изобретения
Настоящее изобретение предлагает способ автоматической смены инструмента и устройство автоматической смены инструмента для металлорежущего станка, управляемого устройством ЧПУ, способные уменьшить ударное воздействие, имеющее место при наклонном перемещении револьверной головки во время замены инструмента, с использованием простой конструкции.
Способ, согласно настоящему изобретению, предназначен для замены инструмента, закрепленного в шпинделе металлорежущего станка, управляемого устройством ЧПУ, на требуемый инструмент при помощи устройства автоматической смены инструмента, которое содержит шпиндельную бабку, на которой с возможностью вращения установлен шпиндель, и которая выполнена с возможностью перемещения в осевом направлении, револьверную головку для хранения одного или более инструментов с множеством зажимов, установленных по ее периферии, причем револьверная головка установлена с возможностью вращения вокруг поворотной оси для позиционирования требуемого инструмента в положение смены инструмента, а также с возможностью наклона вокруг шарнирной оси для закрепления/отсоединения инструмента к/от шпинделя, и механизм осуществления наклонного перемещения револьверной головки в направлении к шпинделю и от него, использующий осевое перемещение шпиндельной бабки. Упомянутый способ содержит следующие этапы: задают целевой график скорости для наклонного перемещения револьверной головки; вычисляют угловые положения револьверной головки как функцию времени ее наклонного перемещения на основе упомянутого целевого графика скорости; вычисляют осевые положения шпиндельной бабки как функцию времени на основе вычисленных угловых положений револьверной головки как функции времени; создают программу перемещения, согласно которой шпиндельная бабка принимает вычисленные угловые положения как функцию времени; и управляют осевым перемещением шпиндельной бабки в соответствии с созданной программой перемещения при помощи устройства ЧПУ, чтобы заменить инструмент, закрепленный на шпинделе на требуемый.
Устройство автоматической смены инструмента, согласно настоящему изобретению, заменяет инструмент, закрепленный на шпинделе металлорежущего станка, управляемого устройством ЧПУ, на требуемый инструмент.Упомянутое устройство автоматической смены инструмента содержит: шпиндельную бабку, на которой с возможностью вращения установлен шпиндель и которая выполнена с возможностью перемещения в осевом направлении; револьверную головку для закрепления одного или более инструментов с множеством зажимов, установленных по ее периферии, причем упомянутая револьверная головка установлена с возможностью вращения вокруг поворотной оси для позиционирования требуемого инструмента в положение смены инструмента, а также с возможностью наклона вокруг шарнирной оси для закрепления/отсоединения инструмента к/от шпинделя; механизм осуществления наклонного перемещения револьверной головки в направлении к шпинделю и от него, использующий осевое перемещение шпиндельной бабки; запоминающее устройство, хранящее данные осевого перемещения шпиндельной бабки для множества сегментов перемещения, полученных путем разделения осевого перемещения шпиндельной бабки во время наклонного перемещения револьверной головки, в результате чего наклонное перемещение револьверной головки происходит в соответствии с целевым графиком скорости так, чтобы наклонное перемещение в направлении к шпинделю плавно замедлялось к моменту его окончания, а наклонное перемещение в направлении от шпинделя плавно ускорялось от момента его начала, и в результате чего скорость осевого перемещения шпиндельной бабки имеет минимальное значение в момент окончания наклонного перемещения револьверной головки в направлении к шпинделю и в момент начала наклонного перемещения револьверной головки в направлении от шпинделя; и средство привода шпиндельной бабки, управляемое устройством ЧПУ на основе упомянутых данных осевого перемещения шпиндельной бабки, хранящихся в запоминающем устройстве, для осевого перемещения шпиндельной бабки таким образом, чтобы создать наклонное перемещение револьверной головки.
Минимальное значение скорости осевого перемещения шпиндельной бабки, содержащееся в данных осевого перемещения, хранящихся в запоминающем устройстве, может быть равно нулю.
Данные осевого перемещения шпиндельной бабки, хранящиеся в запоминающем устройстве, могут содержать величины перемещения и скорости в блоках из множества сегментов перемещения, и упомянутое средство привода шпиндельной бабки может приводить в действие шпиндельную бабку исходя из скоростей и величин перемещения, считанных из соответствующих блоков.
Осевое перемещение шпиндельной бабки во время наклонного перемещения револьверной головки может быть разделено на периоды выдачи, в которые устройство ЧПУ выдает команды на перемещение соответствующим управляющим осям металлорежущего станка, и упомянутые данные осевого перемещения, хранящиеся в запоминающем устройстве, могут содержать величины перемещения для соответствующих периодов выдачи, а средство привода шпиндельной бабки может приводить ее в действие с использованием величин перемещения, считанных из запоминающего устройства в соответствующие периоды выдачи.
Механизм осуществления наклонного перемещения револьверной головки может содержать кулачковый механизм, имеющий кулачок и следящий элемент кулачка.
Данные осевого перемещения шпиндельной бабки могут содержать осевые положения шпиндельной бабки как функцию времени, вычисленные на основе угловых положений револьверной головки как функции времени во время наклонного перемещения упомянутой головки в соответствии с целевым графиком скорости.
Угловые положения револьверной головки как функция времени могут вычисляться путем интегрирования скорости наклонного перемещения упомянутой головки в соответствии с целевым графиком скорости.
Механизм осуществления наклонного перемещения револьверной головки может содержать кулачковый механизм, имеющий кулачок, выполненный как единое целое со шпиндельной бабкой, и следящий элемент кулачка, установленный на револьверной головке с возможностью вращения.
Осевые положения шпиндельной бабки, хранящиеся в запоминающем устройстве, могут вычисляться как осевые положения шпиндельной бабки, при которых кулачок контактирует со следящим элементом кулачка при упомянутых угловых положениях револьверной головки как функции времени.
Скоростью шпиндельной бабки управляют таким образом, чтобы оптимизировать наклон револьверной головки и таким образом обеспечить легкую и быструю замену инструмента. При этом становится необязательным обычно требующийся подъемный механизм, который устраняет проблемы, связанные с долговечностью составляющих элементов этого механизма. Кроме того, устранение подъемного механизма делает конструкцию чрезвычайно простой. В результате стоимость деталей, необходимых для устройства смены инструмента, а также стоимость сборки всего устройства значительно уменьшаются, что позволяет создать еще более дешевый металлорежущий станок.
Краткое описание чертежей
Фиг.1 - схематичный вид устройства автоматической смены инструмента, согласно настоящему изобретению;
Фиг.2а - Фиг.2d - виды, иллюстрирующие работу устройства автоматической смены инструмента при снятии инструмента со шпинделя;
Фиг.3а и 3b - соответственно идеальный график скорости наклонного перемещения револьверной головки и график скорости перемещения Z-оси, которое приводит к получению графика скорости наклонного перемещения револьверной головки;
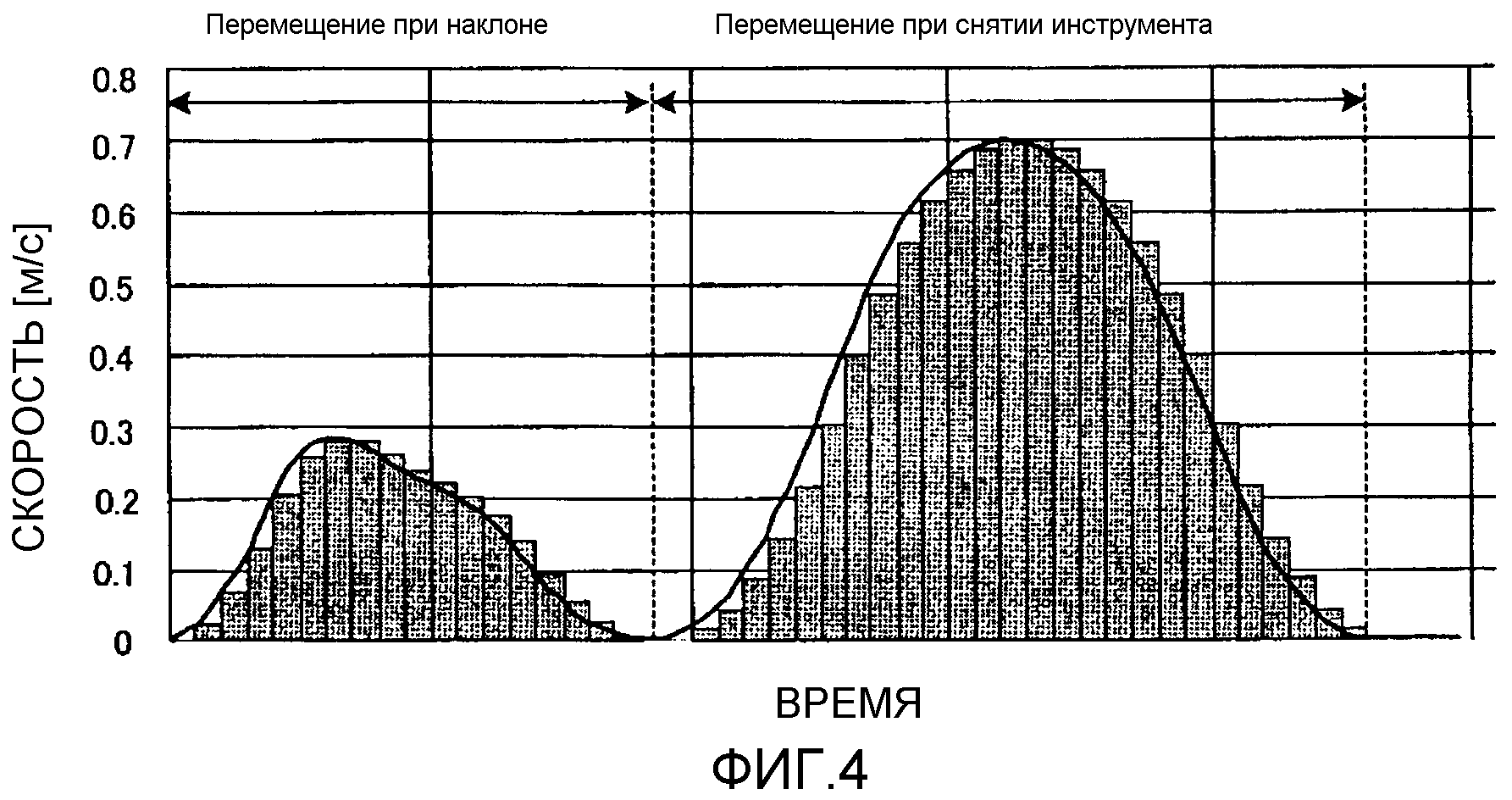
Фиг.4 - пример графика скорости перемещения Z-оси, разделенного на небольшие блоки;
Фиг.5 - структурная схема устройства ЧПУ для управления металлорежущим станком, которое используется в настоящем изобретении;
Фиг.6 - пример данных осевого перемещения Z-оси, разделенных на сегменты и определяемых параметрами для соответствующих сегментов во время наклонного перемещения револьверной головки;
Фиг.7 - диаграмма заданных скоростей перемещения Z-оси в соответствии с упомянутыми данными, определяемыми при помощи параметров;
Фиг.8 - блок-схема алгоритма смены инструмента, согласно первому варианту осуществления настоящего изобретения;
Фиг.9 - блок-схема алгоритма смены инструмента, согласно второму варианту осуществления настоящего изобретения;
Фиг.10а и 10b - примеры данных для соответствующих величин перемещения, хранящихся в памяти, согласно второму варианту осуществления настоящего изобретения;
Фиг.11 - схематичный вид обычного устройства автоматической смены инструмента; и
Фиг.12а и 12b - соответственно график скорости перемещения Z-оси и график скорости наклонного перемещения револьверной головки в обычном устройстве автоматической смены инструмента.
Подробное описание изобретения
На Фиг.1 показан схематичный вид устройства автоматической смены инструмента, соответствующего одному из вариантов осуществления настоящего изобретения. Элементы, идентичные элементам обычного устройства автоматической смены инструмента, показанного на Фиг.11, обозначены теми же ссылочными номерами. Различия между устройством автоматической смены инструмента, соответствующим представленному варианту осуществления настоящего изобретения и обычным устройством автоматической смены инструмента, показанным на Фиг.11, заключается в том, что подъемный механизм последнего устройства, который перемещает револьверную головку 38 вверх и вниз во время замены инструмента, в первом устройстве отсутствует. А именно, отсутствуют консольный элемент 8, звено 14 подъема, ползун 16 подъема, подъемный ролик 22, линейная направляющая 40 и поднимающий кулачок CL, показанные на Фиг.11, кроме того, шарнирная ось 18, на которой с возможностью поворота установлен коленчатый рычаг 4, смонтирована на кронштейне, который неподвижно установлен на консольном элементе 2. Оставшаяся часть конструкции идентична конструкции обычного устройства автоматической смены инструмента, показанного на Фиг.11.
Кроме того, в процессе работы в представленном варианте осуществления настоящего изобретения отсутствует вертикальное перемещение, обеспечивающее подъем и опускание револьверной головки 38, когда эта головка наклоняется во время замены инструмента, отличительной особенностью упомянутого варианта является то, что вместо обычного вертикального перемещения управляют скоростью Z-оси, которая приводит в действие шпиндельную бабку 34, в результате чего не возникает ударного воздействия, связанного с заменой инструмента.
На Фиг.2а-Фиг.2d показана работа устройства смены инструмента при снятии инструмента со шпинделя металлорежущего станка. На Фиг.2а показано состояние металлорежущего станка во время выполнения механической обработки, при котором Z-ось (шпиндельная бабка 34) расположена в нижней зоне механической обработки. В этом состоянии, когда выдается команда замены инструмента, Z-ось (шпиндельная бабка 34) начинает подниматься, и ее подъем прекращается в начальной точке Z-оси, при этом наклоняющий ролик (кулачковый ролик) 21 находится в начальной точке криволинейной части CSb наклоняющего кулачка CS, чтобы начать наклонное перемещение револьверной головки 38, как показано на Фиг.2b. Во время остановки перемещения Z-оси выполняется ориентирование шпинделя, и Z-ось (шпиндельная бабка 34) снова начинает подниматься. Подъем Z-оси (шпиндельной бабки 34) вызывает перемещение наклоняющего ролика 21 по криволинейной части CSb наклоняющего кулачка CS, револьверная головка 38 начинает наклоняться против часовой стрелки вокруг шарнирной оси 18, и конец зажима 28 входит в зацепление с V-образной канавкой инструментальной оправки 36, как показано на Фиг.2 с. По мере продолжающегося подъема Z-оси (шпиндельной бабки 34) револьверная головка 38 перемещается под шпиндельную бабку 34, в результате чего инструментальная оправка 36 вынимается из шпинделя. Это перемещение совпадает с перемещением в обычном устройстве автоматической смены инструмента, показанном на Фиг.11.
После окончания подъема Z-оси (шпиндельной бабки 34) и после вхождения в зацепление зубчатого колеса 32 шпинделя и зубчатого колеса 30 револьверной головки, которые входят в состав замедлителя 39, шпиндель поворачивается и выполняется позиционирование требуемого инструмента. После окончания позиционирования револьверной головки Z-ось (шпиндельная бабка 34) опускается в порядке, обратном описанной выше процедуре, и шпиндель принимает инструментальную оправку 36 из зажима 28. Это перемещение при замене инструмента отличается от описанной выше работы обычного устройства смены инструмента только тем, что для уменьшения ударного воздействия револьверная головка перемещается вдоль Z-оси (вертикально).
В представленном варианте осуществления настоящего изобретения уменьшение ударного воздействия осуществляется не за счет использования кулачкового механизма, а путем управления скоростью подачи Z-оси.
На Фиг.3а и 3b показаны используемые в данном варианте соответственно идеальный график скорости наклона револьверной головки 38 (диаграммы скорости) и идеальный график скорости перемещения Z-оси, которое изменяет скорость наклона револьверной головки 38 (диаграмма скорости перемещения Z-оси). Идеальный наклон здесь означает перемещение, которое является плавным и происходит без ударного воздействия, другими словами перемещение, при котором степень изменения ускорения является ограниченной, хорошо известными примерами этого являются модифицированная синусоида и циклоида. В представленном варианте осуществления настоящего изобретения используется относительно легко описываемая колоколообразная кривая ускорения/замедления (постоянный темп=форма волны скорости, при которой степень изменения ускорения постоянна).
Как показано на этом идеальном графике, чтобы плавно перейти к нулевому ускорению в конце наклона, для Z-оси используется двухступенчатое перемещение, которое содержит остановку.
Если револьверная головка 39 наклоняется достаточно медленно, нет необходимости учитывать изменения скорости Z-оси, и при перемещении с достаточно низкой скоростью обеспечивается стабильная замена инструмента. Однако в целях обеспечения эффективности при замене инструмента в металлорежущем станке требуется, чтобы эта операция завершалась в минимальный период времени, чтобы уменьшить простой металлорежущего станка, поэтому увеличение времени, необходимого для замены инструмента, нежелательно.
Чтобы обеспечить быструю замену инструмента, необходимо сочетание плавного наклона револьверной головки 38, который не создает ударного воздействия, и плавной скорости Z-оси (шпиндельной бабки 34). Характер наклонного перемещения зависит от поверхности кулачка наклоняющего кулачка CS, а скорость этого перемещения определяется скоростью упомянутого наклоняющего кулачка CS, то есть Z-оси (шпиндельной бабки 34). Так как соотношение перемещения Z-оси, зависящего от формы поверхности кулачка наклоняющего кулачка CS, и скорости наклона постоянно изменяется, чтобы обеспечить стабильный, идеальный наклон, то не должно быть различия между изменением скорости наклонного перемещения и скоростью Z-оси (шпиндельной бабки 34). Поэтому более предпочтительной является форма волны скорости, которая отличается от колоколообразной кривой ускорения/замедления и в некоторой степени искажена, как показано на Фиг.3b.
Соответственно, с начала задается идеальная диаграмма скорости наклонного перемещения (график скорости), как показано на Фиг.3а, и револьверная головка 38 перемещается в соответствии с этой диаграммой скорости. Диаграмму скорости наклона интегрируют и получают соотношение между временем и положением наклона. Затем получают положение на поверхности кулачка наклоняющего кулачка CS, в котором в каждый момент времени должен находиться наклоняющий ролик 21, который устанавливает револьверную головку 38 в упомянутое положение наклона. Другими словами, получают координату Z-оси (положение шпиндельной бабки 34). Когда таким образом получено положение Z-оси (положение шпиндельной бабки 34), при котором обеспечивается идеальная диаграмма скорости наклона, может быть получена скорость Z-оси (шпиндельной бабки 34) в каждый момент времени путем дифференцирования положения Z-оси по времени. Другими словами, идеальный наклон преобразуется в перемещение Z-оси через поверхность кулачка. Полученная таким образом диаграмма скорости Z-оси (шпиндельной бабки 34) показана на Фиг.3b. Необходимо отметить, что не всегда необходимо определять скорость Z-оси (шпиндельной бабки 34), достаточно определить положение Z-оси (шпиндельной бабки 34) как функцию времени.
Необходимо отметить, что хотя форма волны скорости Z-оси искажена, с точки зрения механики это искажение не создает существенной проблемы. Из диаграммы скорости, показанной на Фиг.3b, также видно, что перемещение оси само по себе является плавным и без ударного воздействия.
В результате, как описано выше, если может быть получена диаграмма скорости Z-оси, то на основе этой диаграммы можно управлять работой серводвигателя 41 Z-оси.
В представленном варианте осуществления настоящего изобретения, чтобы реализовать такой наклон револьверной головки 38 во время замены инструмента, а также диаграмму скорости Z-оси во время снятия инструмента со шпинделя и закрепления инструмента в шпинделе, диаграмму скорости Z-оси (график скорости) разделяют на небольшие блоки.
На Фиг.4 показан пример графика скорости (диаграмма скорости) при подъеме Z-оси, разделенный на небольшие блоки. Хотя на Фиг.4 разделен график скорости во время снятия и закрепления инструмента, может быть разделен только интервал наклонного перемещения револьверной головки 38, так как ударное воздействие возникает, когда револьверная головка наклоняется. Кроме того, может быть разделен весь интервал возвратно-поступательного вертикального перемещения Z-оси (шпиндельной бабки 34) при замене инструмента.
В случае, когда график скорости разделен с использованием периода интерполяции/выдачи, в котором устройством ЧПУ, управляющим металлорежущим станком, выдается команда на перемещение каждой оси, величины перемещения в периодах интерполяции/выдачи, которые соответствуют скоростям в этих периодах (так как величина перемещения за один период выдачи означает скорость), могут быть заданы в запоминающем устройстве устройства ЧПУ.
Таким образом, как описано выше, при задании и сохранении величины перемещения Z-оси за каждый период интерполяции в запоминающем устройстве, чтобы получить диаграмму скорости Z-оси (график скорости), и при последующем считывании в каждый период выдачи величины перемещения за каждый период интерполяции, хранящейся в запоминающем устройстве, и управлении работой серводвигателя 41 Z-оси, по меньшей мере, в интервал времени, когда револьверная головка 38 наклоняется во время замены инструмента, обеспечивается перемещение Z-оси, то есть шпиндельной бабки 34 в соответствии с идеальной диаграммой скорости (графиком скорости), подобной показанной на Фиг.3b. В результате наклон револьверной головки 38, обеспечиваемый работающими совместно наклоняющим кулачком CS и наклоняющим роликом, становится диаграммой скорости (графиком скорости), подобной показанной на Фиг.3а.
Эта система, в которой величина перемещения Z-оси для каждого периода интерполяции сохраняется в запоминающем устройстве, и данные считываются в каждый период интерполяции, требует большого объема памяти от запоминающего устройства, поэтому в этом устройстве сохраняются величины перемещения только для интервала времени, когда револьверная головка 38 наклоняется, после чего эти величины перемещения могут быть считаны из запоминающего устройства, и в другие интервалы времени Z-осью управляют с использованием обычных команд устройства ЧПУ.
В приведенном выше примере описана так называемая "операция создания таблицы маршрутов", в которой величины перемещения для соответствующих периодов выдачи задаются запоминающим устройством, и заданная величина перемещения считывается в каждый период выдачи для приведения в действие серводвигателя Z-оси. Однако в качестве альтернативы можно разделить диаграмму скорости Z-оси (график скорости) на множество интервалов при помощи периода времени, более продолжительного, чем период времени выдачи. В этом случае величина перемещения и скорость перемещения для каждого блока перемещения из этих интервалов задаются в устройстве ЧПУ, и когда поступает команда на выполнение операции замены инструмента, перемещение в каждом блоке выполняется в соответствии с заданными величиной и скоростью перемещения. Такая схема не сильно отличается от обычной программы для устройства ЧПУ, единственным отличием является добавление команды скорости в каждый блок. В случае данного примера нет особенно значительной разницы между данной системой и обычной системой команд устройства ЧПУ, поэтому такая система может быть реализована в целом для всего интервала возвратно-поступательного вертикального перемещения Z-оси (шпиндельной бабки 34). В качестве альтернативы данные могут сохраняться, и данная система реализуется только во время наклона револьверной головки 38.
На Фиг.5 показана структурная схема, на которой показаны основные элементы устройства ЧПУ, используемого в представленном варианте осуществления настоящего изобретения. Центральный процессор 101 (CPU, Central Processing Unit) представляет собой процессор, управляющий устройством ЧПУ 100 в целом. Центральный процессор 101 считывает системную программу, хранящуюся в ПЗУ 102 (ROM, Read-Only Memory) по шине 113, и управляет в целом устройством ЧПУ в соответствии с этой программой. В ОЗУ 103 (RAM, Random Access Memory) хранится множество типов данных, включая временные данные вычислений и данные, выводимые на дисплей, а также данные, которые оператор вводит, используя блок 130 дисплея/ручного ввода данных (MDI, Manual Data Input), содержащий средство ручного ввода, состоящее из клавиатуры, дисплей на основе электронно-лучевой трубки (CRT, Cathode Ray Tube), жидкокристаллической панели и т.д. Статическое ОЗУ 104 (SRAM, Static RAM) представляет собой энергонезависимую память, которая сохраняет свое состояние при выключении питания устройства ЧПУ 100 и питается от аккумуляторной батареи (не показана).
Программный контроллер 105 выдает сигналы управления через блок 106 ввода/вывода устройству смены инструмента или другому дополнительному устройству металлорежущего станка, которое является объектом управления с использованием программы, содержащей последовательность операций, которая хранится в устройстве ЧПУ 100. Кроме того, программный контроллер 105 принимает сигналы от кнопок и т.п., расположенных на панели 131 управления, установленной на основном блоке металлорежущего станка, являющегося объектом управления для устройства ЧПУ 100, и передает их в центральный процессор 101 после выполнения необходимой обработки сигнала.
Блок 130 дисплея/ручного ввода данных соединен с шиной 113 непосредственно, а также опосредованно с этой шиной через интерфейс 107 для передачи информации, поступающей при ручном вводе.
Схема 110 управления валом Z-оси, которая приводит в действие шпиндельную бабку 34, получает приказ, содержащий величину перемещения, от центрального процессора 101, который эта схема затем передает сервоусилителю 110 Z-оси (amp, amplifier). Сервоусилитель 110 принимает эту команду и приводит в действие серводвигатель 132 Z-оси. Серводвигатель 132 имеет встроенный датчик 133 положения/скорости. Сигналы обратной связи, относящиеся к положению и скорости, от датчика 133 поступают в схему 109 управления валом, чтобы обеспечить управление с обратной связью положением/скоростью исходя из команды на перемещение, поступившей от центрального процессора 101 и информации обратной связи, относящейся к положению и скорости.
Кроме того, схема 111 управления шпинделем принимает команды на вращение шпинделя от центрального процессора 101, а также сигналы обратной связи, синхронизированные с вращением двигателя 134 шпинделя, от шифратора 135 положения, выполняет управление с обратной связью для скорости и выводит сигналы скорости шпинделя в усилитель 112 шпинделя. Усилитель 112 шпинделя принимает сигналы скорости шпинделя и вращает двигатель 134 шпинделя с указанной скоростью вращения.
Необходимо отметить, что для примерного устройства ЧПУ, на Фиг.5 показаны только элементы, существенные для настоящего изобретения. Изображены двигатель Z-оси для перемещения шпиндельной бабки 34 возвратно-поступательно в вертикальном направлении, система управления этим двигателем, а также двигатель шпинделя и его система управления, в то время как двигатели для валов оставшихся Х-оси и Y-оси и связанные с ними системы управления опущены.
Хотя величина перемещения и скорость могут быть заданы в блоках команд, и команды каждого блока выполняются последовательно таким образом, что замена инструмента осуществляется при помощи обычных команд программы устройства ЧПУ, как описано выше, чтобы легко использовать настоящее изобретение в различных станках, ниже, как первый вариант осуществления настоящего изобретения, будет описана схема, при которой интервал наклонного перемещения револьверной головки обрабатывается на основе параметров для установочных данных. В этом первом варианте осуществления настоящего изобретения кривая скорости (график скорости) Z-оси (шпиндельной бабки 34) для интервала наклонного перемещения револьверной головки 38 делится на множество интервалов, блоки величин перемещения и скоростей для каждого интервала задаются и сохраняются в памяти, и на двигатель Z-оси передаются команды выдачи, содержащие указание величин перемещения, для каждого блока, исходя из упомянутых заданных величин перемещения и скоростей.
В случае данного первого варианта, как показано на Фиг.6, величины перемещения L1-LI и скорости задаются параметрами для блоков перемещения в сегментах "i". В примере, показанном на Фиг.6, скорость задается путем установки одной и той же эталонной скорости для блоков перемещения L1-LI во всех сегментах и корректирующего значения (в процентах) для каждого сегмента. На Фиг.7 показаны изменения заданной скорости перемещения Z-оси в соответствии с этими установочными данными. Пример, показанный на Фиг.6 и Фиг.7, это пример установочных данных, используемых при наклоне револьверной головки 38 в направлении к шпинделю (то есть, когда зажим 28 входит в контакт с инструментальной оправкой 36, установленной на шпинделе), а также пример изменения заданной скорости. Заданная скорость (скорость подъема вдоль Z-оси) устанавливается таким образом, чтобы она плавно и постепенно снижалась до 0 в момент, когда заканчивается наклон револьверной головки 38.
Необходимо отметить, что при закреплении новой инструментальной оправки 36 на шпинделе и отводе зажима 28 от этой оправки в интервале наклонного перемещения револьверной головки 38 скорость задается таким образом, чтобы она повышалась плавно и постепенно от начала наклона, хотя это и не показано на диаграмме.
На Фиг.8 показана блок-схема алгоритма, который устройство ЧПУ выполняет в первом варианте осуществления настоящего изобретения.
При вводе команды на замену инструмента номер инструмента, указанный с этой командой, и номер инструмента, выбранного в настоящее время, сравниваются, чтобы определить, не совпадают ли они (этап а1). Если они совпадают, то команда на перемещение, обеспечивающая перемещение Z-оси в ее начальную точку, выводится в схему 109 управления Z-осью, серводвигатель 132 Z-оси приводится в действие при помощи сервоусилителя 110 и, как показано на Фиг.2 В, Z-ось (шпиндельная бабка 34) устанавливается в начальную точку (этап а21). Затем при помощи схемы 111 управления шпинделем и усилителя 112 шпинделя приводится в действие двигатель 134 шпинделя, выполняет ориентирование шпинделя, чтобы установить его в заранее определенном положении поворота (этап а22), и процесс замены инструмента завершается.
В противоположность этому, если указанный номер инструмента и номер инструмента, выбранного в настоящее время, не совпадают, то, как показано на Фиг.2 В, Z-ось (шпиндельная бабка 34) устанавливается в начальную точку (этап а2), и выполняется ориентирование шпинделя, чтобы установить его в положение, при котором инструмент (инструментальная оправка 36) вынимается (этап а3). Необходимо отметить, что в данном варианте на этапах а2 и а3, а также на этапах а21 и а22 ориентирование шпинделя осуществляется после перемещения в начальную точку Z-оси. В качестве альтернативы шпиндель можно поворачивать при перемещении в начальную точку Z-оси, при этом ориентирование выполняется одновременно с перемещением.
Далее индекс i для считывания установочных данных задается равным "1" (этап а4), и считывается величина перемещения Li и команда скорости, а также корректирующее значение для i-того сегмента, заданные параметрами (этап а5). Команда скорости умножается на корректирующее значение, чтобы получить команду применяемой скорости (этап а6), выполняется интерполяция/выдача для команды перемещения исходя из считанной величины перемещения Li и команды применяемой скорости, и величина перемещения в периоде выдачи для Z-оси вычисляется и выводится в схему управления Z-осью для приведения в действие двигателя Z-оси (этап а7). Затем определяется, завершена ли выдача величины перемещения Li, указанной в блоке перемещения текущего сегмента i (этап а8). Если выдача не завершена, происходит возврат на этап а7, величина перемещения для каждого периода выдачи вычисляется и выводится в схему 109 управления Z-осью, серводвигатель 132 Z-оси приводится в действие, в результате чего Z-ось (шпиндельная бабка 34) поднимается. Затем, когда выдача завершена, индекс i получает приращение на "1" (этап а9), и определяется, превышает ли этот индекс количество сегментов I (этап а10), если не превышает, происходит возврат на этап а5, и выполняется процедура с этапа а5 по этап а10.
Если индекс i превышает заданное количество сегментов I, а наклон револьверной головки 38 завершен (состояние, показанное на Фиг.2 с), то, как обычно, за счет быстрой продольной подачи Z-ось (шпиндельная бабка 34) перемещается в положение для позиционирования инструмента, где зубчатое колесо 32 шпинделя входит в зацепление с зубчатым колесом 30 замедлителя 39 (этап а11). В этом состоянии, как показано на Фиг.2d, инструментальная оправка 36 вынимается из шпинделя так, чтобы шпиндель не соприкасался с этой оправкой. После этого, как обычно, револьверная головка 38 поворачивается и выполняется позиционирование инструмента с указанным номером (этап а12). Затем за счет быстрой продольной подачи Z-ось (шпиндельная бабка 34) опускается в положение, где находится позиционированный инструмент (этап а13), чтобы таким образом закрепить новую инструментальную оправку 36 на шпинделе.
Затем устанавливается равным "1" индекс j для считывания установочных данных для интервала наклонного перемещения револьверной головки 38, чтобы снять зажим 28 с инструментальной оправки 36, закрепленной на шпинделе (этап а14). После чего считываются величина перемещения Lj и команда скорости, а также корректирующее значение, заданное параметром для j-го сегмента (этап а15). Команда скорости умножается на корректирующее значение, чтобы получить команду применяемой скорости (этап а16), и выполняется интерполяция/выдача для команды перемещения с использованием считанной величины перемещения Lj и команды применяемой скорости, в результате чего вычисляется величина перемещения в период выдачи для Z-оси, и эта величина выводится в схему управления Z-осью для приведения в действие двигателя Z-оси (этап а17). Далее определяется, завершилась ли выдача величины перемещения Lj, указанной в блоке перемещения текущего сегмента j (этап а18). Если выдача не закончена, происходит возврат на этап а17, и выполняется расчет величины перемещения для каждого периода выдачи, и эта величина передается на серводвигатель Z-оси. Затем, если выдача закончена, индекс j получает приращение на "1" (этап а19), и определяется, превышает ли этот индекс количество сегментов J (этап а12), если не превышает, то происходит возврат на этап а15, и выполняется процедура с этапа а15 по этап а20. Если индекс j превышает указанное количество сегментов J, и наклон револьверной головки 38 завершен, процесс замены инструмента заканчивается.
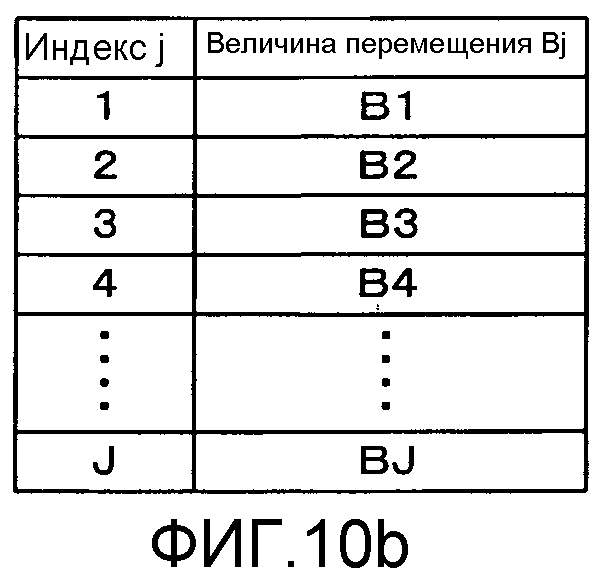
На Фиг.9 показана блок-схема, иллюстрирующая алгоритм замены инструмента, соответствующий второму варианту осуществления настоящего изобретения. Во втором варианте осуществления настоящего изобретения величина перемещения Z-оси (шпиндельной бабки 34) в интервале наклонного перемещения револьверной головки 38 задается в статическом ОЗУ 104 для каждого периода выдачи, как показано на Фиг.10а и 10b, так что при начале наклона револьверной головки 38 величина перемещения считывается в каждый период выдачи и выдается Z-оси. На Фиг.10а и 10b приведено содержимое памяти, в которой хранятся величины перемещений для соответствующих периодов выдачи. На Фиг.10а приведены величины перемещения А1-AI, заданные в памяти для наклона револьверной головки 38 в период, когда зажим 28 входит в контакт с инструментальной оправкой 36, установленной на шпинделе. На Фиг.10b приведены величины перемещения Z-оси B1-BJ, заданные в памяти для того периода, когда зажим 28 выходит из контакта с инструментальной оправкой 36, установленной на шпинделе. Необходимо отметить, что i, j - это индексы, указывающие порядок вывода этих величин перемещения.
Когда вводится команда замены инструмента, процессор 11 устройства ЧПУ выполняет алгоритм, показанный на Фиг.9.
Разница между блок-схемой, показанной на Фиг.9, и первым вариантом, показанным на Фиг.8, заключается в обработке сегментов, для наклонного перемещения револьверной головки на этапах b5-b8 и этапах b12-b16. Этапы b1-b4 идентичны этапам а1-а4, показанным на Фиг.8, а этапы b9-b12 идентичны этапам а11-а14, показанным на Фиг.8, поэтому будет описана только упомянутая разница.
Когда вводится команда замены инструмента, и указанный номер инструмента и номер инструмента, выбранного в настоящее время, различаются, Z-ось перемещается в начальную точку, выполняется ориентирование шпинделя (этапы b1-b3), и устанавливается равным "1" индекс i, который указывает местоположение в памяти величины перемещения, заданного для периода выдачи в интервале, когда револьверная головка 38 наклоняется в направлении вставки зажима 28 в инструментальную оправку 36, закрепленную в шпинделе (этап b4). Затем из памяти считывается i-ая величина перемещения (этап b5), и считанная величина перемещения выводится в схему управления Z-осью для приведения в действие двигателя Z-оси, в результате чего Z-ось (шпиндельная бабка 34) поднимается (этап b6). После чего индекс i получает приращение на "1" (этап b7), и определяется, превышает ли этот индекс заданное количество I величин перемещения (этап b8), если не превышает, то происходит возврат на этап b5. После чего для каждого периода выдачи выполняется процедура с этапа b5 по этап b8, и Z-ось приводится в действие до тех пор, пока индекс i не превысит установочного количества I.
В результате, как описано выше, когда процесс подъема Z-оси (шпиндельной бабки 34) в интервале наклонного перемещения револьверной головки 38, а также наклонное перемещение этой головки прекращаются, за счет быстрой продольной подачи Z-ось (шпиндельная бабка 34) поднимается в положение позиционирования инструмента, шпиндель поворачивается и выполняется позиционирование инструмента с указанным номером, Z-ось (шпиндельная бабка 34) опускается, и инструментальная оправка 36 с инструментом, имеющим указанный номер, устанавливается на шпинделе (этап b9-этап b11).
Затем устанавливается равным "1" индекс j, указывающий местоположение в памяти, где хранятся величины перемещения для каждого периода выдачи в том интервале, когда револьверная головка наклоняется в направлении для снятия зажима 28 с инструментальной оправки 36, закрепленной на шпинделе (этап b12). После чего из памяти считывается j-ая величина перемещения (этап b13), и считанная величина перемещения выводится в схему управления Z-осью для приведения в действие двигателя Z-оси, в результате чего Z-ось (шпиндельная бабка 34) опускается (этап b14). Далее индекс j получает приращение на "1" (этап b15), и определяется, превышает ли этот индекс заданное количество J величин перемещения (этап b16), если не превышает, то происходит возврат на этап b13. После этого выполняется процедура с этапа b13 по этап b15 для каждого периода выдачи, и Z-ось приводится в действие до тех пор, пока индекс j не превысит установочное количество J.
Когда индекс j превышает заданное количество J, и зажим 28 снимается с инструментальной оправки 36, закрепленной в шпинделе, а наклон револьверной головки 38 завершается, процесс замены инструмента заканчивается.
Таким образом, при помощи описанного выше способа выполняется плавная замена инструмента с использованием наклонного перемещения. Необходимо отметить, что при возникновении ударного воздействия из-за разницы в скорости между упомянутыми небольшими блоками, либо из-за появления нестабильности наклона или перемещения Z-оси, с использованием любой из хорошо известных возможностей управления ускорения/замедления на основе пост-интерполяции можно создать сглаженную форму волны скорости, чтобы обеспечить стабильный и плавный наклон без ударного воздействия.
Кроме того, в описанном варианте в качестве средства наклонного перемещения револьверной головки применяется кулачковый механизм, использующий осевое перемещение шпиндельной бабки, однако вместо этого механизма может применяться рычажный механизм, содержащий рычаги и звенья.
Реферат
Способ включает использование устройства автоматической смены инструмента, содержащего шпиндельную бабку, которая выполнена с возможностью перемещения в осевом направлении, револьверную головку для хранения одного или более инструментов с множеством зажимов, установленных по ее периферии, установленную с возможностью вращения вокруг поворотной оси для позиционирования требуемого инструмента в положение смены инструмента и с возможностью наклона вокруг шарнирной оси для закрепления/отсоединения инструмента к/от шпинделя, и механизм осуществления наклонного перемещения револьверной головки в направлении к упомянутому шпинделю и от него, использующий осевое перемещение шпиндельной бабки. Для повышения надежности работы задают целевой график скорости для наклонного перемещения револьверной головки, вычисляют ее угловые положения как функцию времени ее наклонного перемещения, на основе упомянутого целевого графика скорости вычисляют осевые положения упомянутой шпиндельной бабки как функцию времени в соответствии с угловыми положениями револьверной головки как функции времени, создают программу перемещения, согласно которой шпиндельная бабка принимает вычисленные угловые положения как функцию времени, и управляют осевым перемещением шпиндельной бабки в соответствии с созданной программой перемещения при помощи устройства ЧПУ для замены инструмента, закрепленного в шпинделе, на требуемый. 2 н. и 8 з.п. ф-лы, 12 ил.

Формула
Документы, цитированные в отчёте о поиске
Шпиндельная бабка станка с автоматической сменой инструмента
Патенты аналоги
Шпиндельная бабка станка с автоматической сменой инструмента
Комментарии