Суппорт металлорежущего станка с автоматической сменой инструмента - SU368729A3
Код документа: SU368729A3
Чертежи



Описание
1
Известен суппорт металлорежуицего ставка с автоматической сменой Инсгрумента, леремещаемый тараллельно оси шпинделя. Инструментальный магазин выполнен в форме кольца с С0гментам.и, перемещаемьгми по кольцевой «анаВке с профилем в форме ласточКИНа хвоста да несущими инструменты или двр.жав1ки яйструментов. В нижней части кольцо имеет вырез, соответствующий раэмера .м сегментов, (В который входит конец сунпорта для захвата и закрепления его.
ПредЛагаемый суппорт отличается от известного тем , ЧТО он снабжен конвейером, несущим И1НструМ«нты ИЛИ держав ки .ииструментоВ , предварительно иалаженные на размер обработки и последовательно перемещаемые к установочной позиции, имеющей средства для установки и фиксации инструмента щ точHOMi заранее предусмотренном положении относительно базовых элементов .позиции.
Такое выполнение суппорта позволяет размещать в нем большее число инструментов, что расширяет технологические возможности станка.
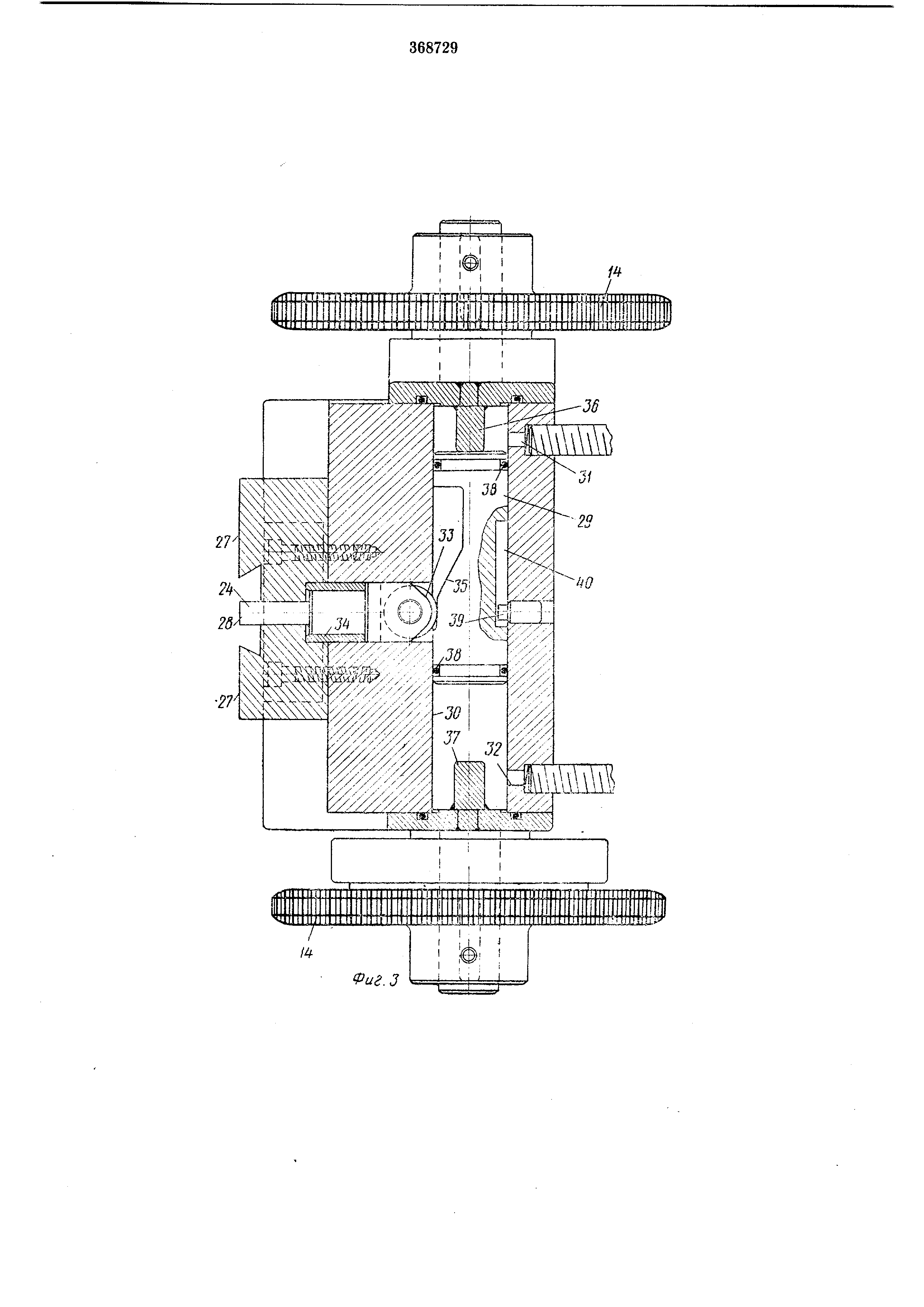
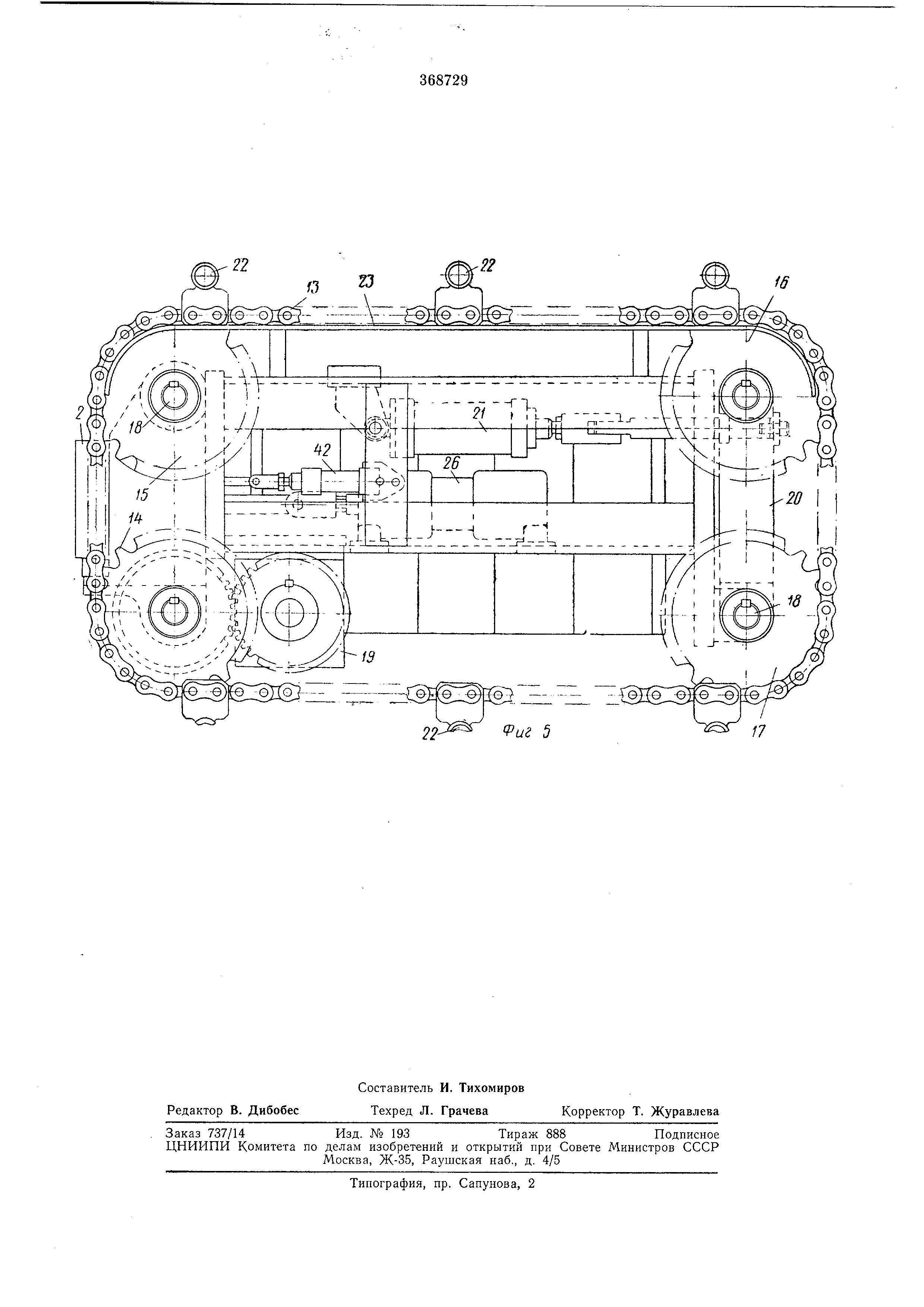
На- фиг. 1 изображен описываемый суппорт, развернутый в«д в ра-зрезе; на- фиг. 2 - то же, вид спереди; на фиг. 3 - то же, вид сбоку; на фиг. 4-механизм действия концевого упора, вид| сверху; на фиг. 5 - устройство для установки режущего инструмента, вид опереди.
Суппорт В1КЛЮчает в себя жесткую ра.му или корпус /, имеющий устройство 2 для установки инструмента, и конвейер 3 для транспортирОВкй инструментов, который перемещает
резцед|ержате1ти 4 по направлению к устройству 2 и от него.
Суппорт установлен между двумя направляющими 5, 6 (ф.иг. 2) с помощью гидростатических подщипников 7, к которым под давлением подается по каналам 8 текучая среда. Одна из на1Прав тяющих 5 имеет круглое понеречное сечение и предназначена для установки устройства, как в вертикальной, таК и в горизонтальной плоскостях, В то Врбмя, как
другая направляющая 6, имеющая прямоугольное поперечное сечение, обеопсчивает угловое положение тстройства в зависимости от устапошси его верхней и нижней плоскостей 9, 10. Внутренняя поверхность // прямоугольной направляющей не используется при установке устройства и не .контактирует с его деталями .
Круглый подшипник разделен -на четыре сектора двумя линиями, расположенаьг.ми под
углом 30° К 1верти1кали так, что верхний и нижний секторы образуют угол 60° .И восп.рпни .мают по половине вертикальной нагрузки в то время, как два боковых сектора 12, имеющие угол 120°, воспринимают все бОКовые
нагрзЗки и только сравнительно нeбoльпJyю
составляющую часть вертикальной иа.грузки. Гидростатические подшитниии поз1воляют выравнивать положенле устройства -в очень точных .пределах; благодаря очень небольшому коэф|фициенту т.рения в этих оодшитниках отпадает волрос об износе салазок, а, рабочие поверхности в течение длителыного еернода времени поддерживаются в требуемых допусках . Обе натаравляющие 5, 6 и ось изделия расположены в одной плоскости для обеспечения более точного положения кон1вейера.
Конвейер 3, транспортирующий режущие инструменты, состоит из двух бескоиечиых цепей 13 (фиг. 3), ио одной с каждой стороны , причем каждая цепь обхватывает четыре одинаковые звездочки 14-17, укрепленные на осях 18, расположенных в четырех углах корпуса. Одна пара звездочек 14 связана передачей с приводным двигателем 19, а другая пара 16 установлена на рычаге 20, который поворотно укреплен -на -оси 18 нижней пары з вездочек 17 и отжат пневмоцилиндром 21 для обеспечения требуемого натяжения цепей .
Резцедержавки 4 установлены на цепях 13 с помощью подпружиненнЫХ плунжеров 22, которые постоянно перемещаются цепями и входят в отверстия резцедержателей. Для блокировки, предотвращающей случайное отсоединение державок от цепей, плунжеры 22 зафиксированы в требуемом положении установочными -винтами на держаздках. На верхней стороне корпуса предусмотрена направляющая -канав ка 23 (фиг. 3) для введения резцедержавок во взаимодействие с устройством для установ1ки инструментов без опасности захватывания или заклинивапия державок или нежелательного .износа деталей устройства.
В некоторых случаях, в особенности -при ,использовании более длинных или тяжелых резЦОВ , пеобходимо предотвратить поворот резца относительно плунжера 22, натрилгер, за счет приладки к резцедержавкам роликов, направляемых по дополнительной канавке со стороны даржавки, удаленной от корпуса задней бабки. Даполнита1ьную канавку целесообразно выполнить «а стороне суппорта, несущего устройство 2.
Если резцедержавки 4 прикреплены к цепи, они последовательно приводятся во взаимодействие с устройством 2, в котором они зажимаются в точной, заранее предусмотренной относительно обрабатываемого на станке изделия , (ПОЗИЦИИ.
Перед устаиовкой рез1цедержавок 4 на конвейере они помещаются на устройстве, напоминающем устройство 2, на котором предусмотрены -базовые поверхности, расположенные Оиределевным образом относительно баз-овых поверхностей устройства 2.
Базовые лрверхности на устройстве 2, в свою очередь, расположены на определенном расстоянии от центральн-ой оси стайка. Резец может быть переставлен в свою дерлсавку 4 в
месте, удаленно.м от станка таким образом, что 1при взаимодействии державки с устройством 2 резец вновь займет свое заранее выбранное или отрегулированное положение относительно заготовки. Положение резца по высоте регулируется установочным винтом на державке, который взаимодействует с выдвигаемым упором 24 на устройстве 2; боковая регулировка накладывается на продольную регулиро-вку положения резца перемещением всего устройства в целом.
Устройство для установки инструмента включает в себя вертикальный элемент с пазом в форме ласточкина хвоста (фиг. 5), одна из наклонных сторон которого образует на .корпусе / исходную базовую плоскость или поверхность. На другой наклонной стороне установлен выдвижной зажим 25, который приводится в действие от плунжера 26 пневматического или гидравлического цилиндра. Торец 27 устройства -используется как вторая базовая плоскость, а вертикальное расположение державки контролируется выдвижным упором 24.
Для того, чтобы избежать нежелательного износа упорной -поверхности 28 и облегчить отвод упора, когда резцедержаека зажата в рабочей позиции, ось упора имеет наклон в 5° к горизонтали, так что при отводе он слегка опускается, освобождаясь от державки. Это необходимо также для предупреждения передачи ударов к упору каж-дый раз, когда державка сопрягается с направляющей типа ласточкина хвоста и небольшое количество воздуха выпускается на поверхность 28 упора и воздействует на зажим 25, когда он оказывается запертым. При работающем зажиме 25 двигатель 19 остановлен.
По оконча.нии механической обработки упор 24 отводится, зажим 25 освобождается и двигатель 19 перемешает конвейер против часовой стрелки до взаимодействия следуюшей ре-зцедержа.вки с устройством 2. Как только держав«ка пройдет мимо упора 24, последний выдвигается и зажимает следующую резцедержа.вку.
Частично всле1Дствие того, что упор 24 должен иметь очень точную установку, частично из-за отсутствия свободного простра-нства упор приводится в действие от порщня 29 (фиг. 4), который может перемещаться возвратно-поступательно в цилиндре 30 пр-и подаче сжатого воздуха к противоположным сторонам поршня по трубопроводам 31 и 32. Со своего внутреннего края упор 28 имеет ролик 33, который прижат пружиной 34 к поверхности кулачка 35, выполненной на поршне. При положении, изображенном на фиг. 4 упор полностью выдвинут, ролик контактирует с плоским участком кулачка 35, гарантируя тем самым наиб-олее т-очиую его установку . Сам поршень точно установлен благодаря взаимодействию с концевыми упорами 36, 37. Аналогичным образом плоский участок кулачка предусмотрен в том месте.
где кулачок полностью отодвинут. Утечка воздуха ИЗ полости цилиндра с любого его края за пределы поршня ограничена уплотнительными кольцами 38, расположеиными в соответствующих канавках поршня. Штифт 39 удерживает поршень от врашения относительно его оси и входит в паз 40, выпочиненный па поверхности поршня.
В одних случаях при механической обработке необходимо подавать охлаждаюшую жидкость на резец и обрабатываемую деталь , в других случаях для работы инструмента необходим сжатый воздух, например для отвода резца при последнем проходе, чтобы он не оставлял следов на чистой поверхности изделия. Для этого на однай стороне резцедержавки 4 предусмотрен специальный блок (на чертежах не показан), к которому подведены трубопроводы, подаюшие охлаждающую жидкость, или воздухопроводные линии для перемещения инструмента внчтри державки. Трубопровод с охлаждающей жидкостью позволяет заранее выбрать направлеиие подачи жидкости в то время, когда резец устанавливается в позиции, удаленной от станка.
При взаимодействии державки 4 с устройством 2 блок 41 для подачи охлаждения и сжатого воздуха сопрягается с соответствуюшим блоком на державке и прижимается к нему плунжером 42. На поверхности бло-ка 41 имеются кольца 43, обеспечивающие герметичность уплотнения. Большое верхнее отверстие 44 (рис. 4) соединяется с источником подачи охлаждающей жидкости, а нижнее отверстие 45 - с источником питания сжатым воздухом, в случае, когда не нужна подача воздуха и жидкости, к державке 4 присоединяется блок без этих отверстий. Прежде чем
державка выводится из устройства для установки инструменгга, отключается подача сжатого воздуха и охлаждения, и блок 41 отводится плунжером 42.
Очевидно, что каждый токарный станок может быть оборудован более чем одним конвейероэд: одним -для замены обычной револьверной головки или револьверной головки с двойными салазками суппорта, и другим - для замены обычных лоперечных салазок. При необходимости оборудовать конвейером существующий станок эту операцию можно значительно упростить поворотом конвейера по его краю, чтобы инструменты двигались в горизонтальной плоскости .
Пред м е т и з о б р е т е Н И я
Суппорт металлорежущего станка с автоматической сменой инструмента, перемещаемый параллельно оси шпинделя, отличающийся тем, что, с целью расширения те.хнологигических возможностей, он снабжен кон-вейером , несушим инструменты или державки инструментов, предварительно налаженные
на размер обра ботки и последовательно перемещаемые к установочной позиции, имеющей средства для установки и фиксации инструмента в точном, заранее предус.мотрениом положении относительно базовых элементов позиции.


Реферат
Формула
Комментарии