Многооперационный станок - SU1212753A1
Код документа: SU1212753A1
Чертежи


Описание
Изобретение . относится к машиностроению , в частности к станкостроению к многооперационным станкам с программным управлением типа обрабатывающий центр для обработки корпусных и базовых деталей.
Цель изобретения - расширение технологических возможностей станка путем обес печения возможности обработк детали с одной устдровки в пяти плоскостям ,
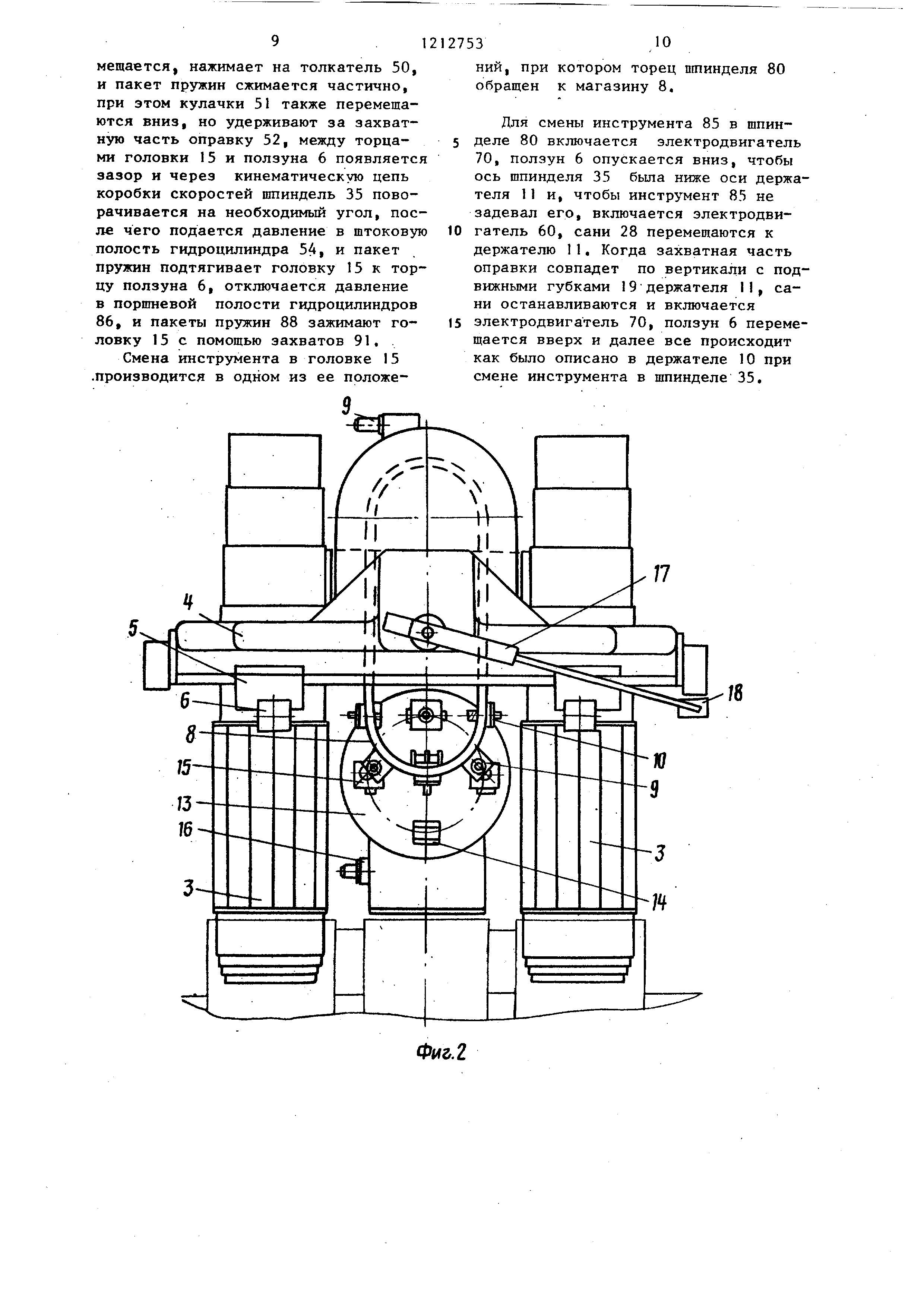
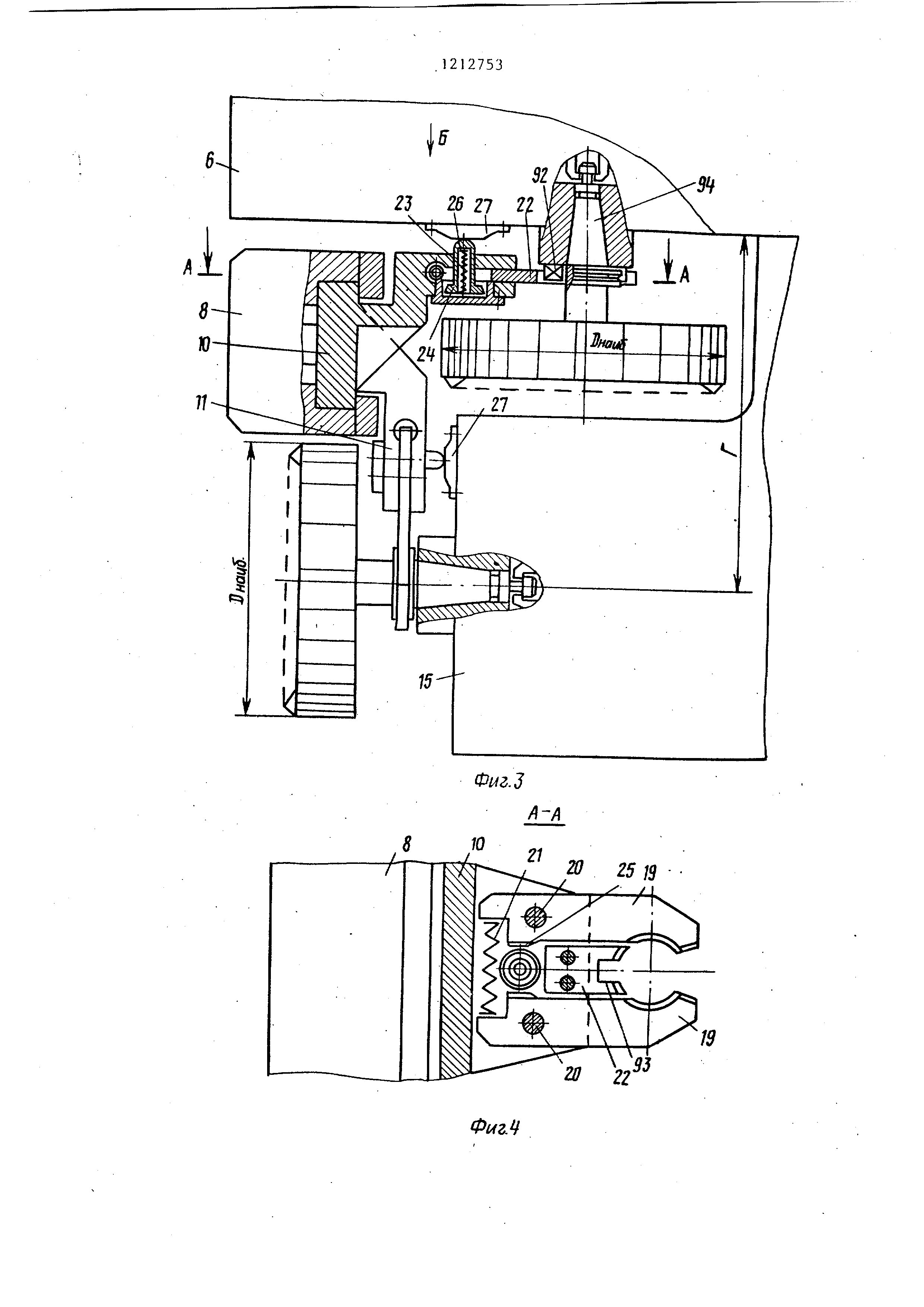
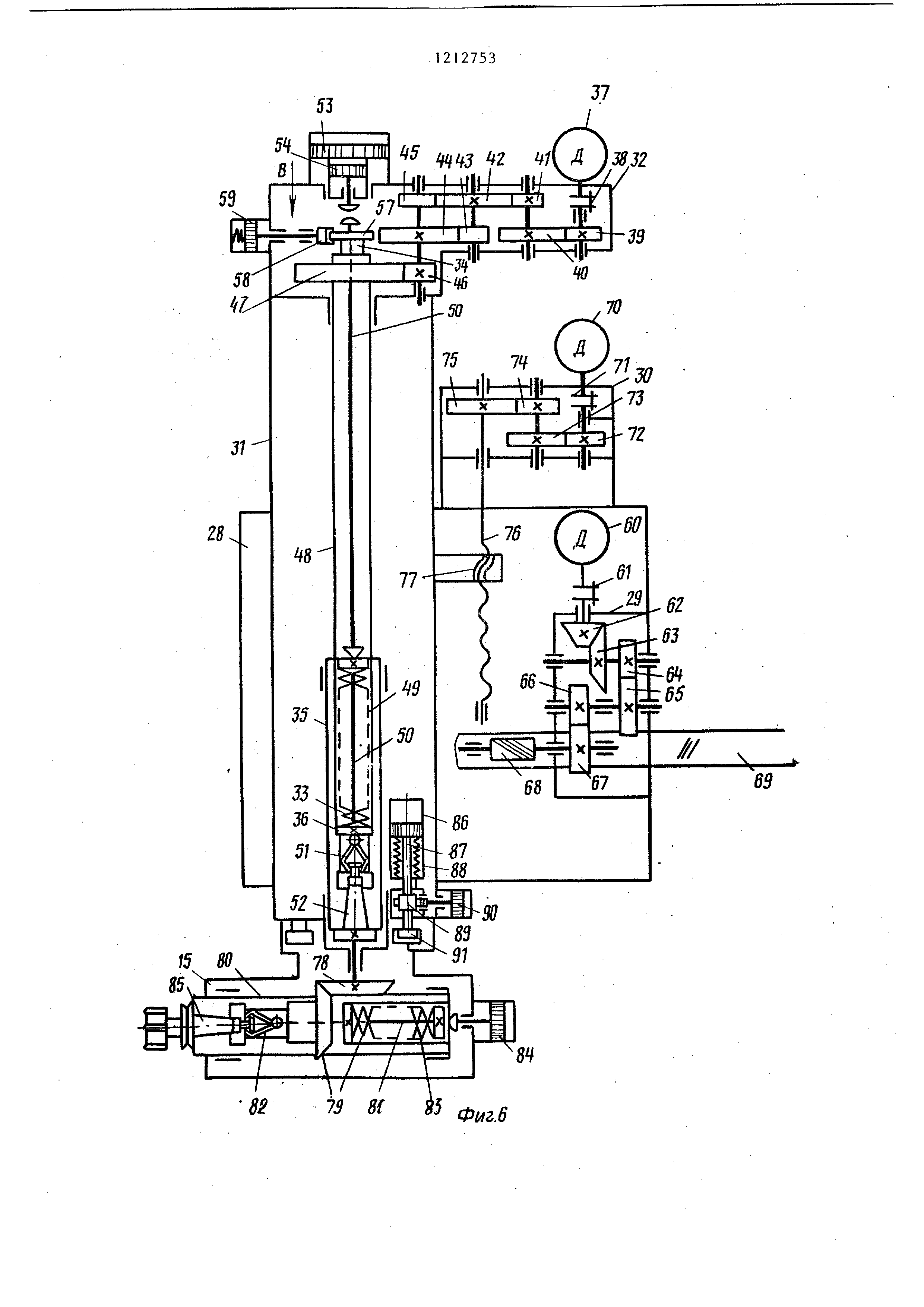
На фиг,1 изображен станок, общий вид, на фиг. 2 - то же, вид сверху; на .фиг, 3 - верхний магазин цепного тип а, разрез; на фиг, 4 - разрез А-А на фиг, 3; на фиг, 5 - вид Б на фиг, на фиг, 6 - кинематическая схема пол зунковой бабки и сменной головки; на фиг, 7 - вид В на фиг,6,
Станок содержит стойку 1, к которой с двух сторон прикреплены одинаковой конструкции станины 2, на направляющих которых установлены с возможностью продольного перемещения столы 3,
На верхней плоскости стойки 1 установлена неподвижно поперечина 4, имеющая направляющие, на которых смонтированы одинаковой конструкции,- но зеркального исполнения, для уменьшения размера их сходимости, ползунковые бабки 5 с возможностью перемещения по всей длине направляю- щих поперечины 4 для одновременной работы на любом столе 3,
Бабка 5 оснащена ползуном 6, имеющим достаточное осевое перемещение для перекрытия высоты всего рабочего пространства, а также смены инструментов и смены головок.
По концам поперечины 4 установлены поддержки 7,
Механизм автоматической смены инструментов содержит инструментальный магазин 8, представлякмдий собой замкнутый конвейер с приводом 9,
Направляющая инструментального магазина охватьшает стойку 1 и вместе- с гнездами, несущими инструмент, расположена в свободном пространстве между стойкой I и внутренними кром- ками столов 3,
Указанные гнезда оснащены горизонтальными 10 и вертикальными 11 держателями инструмента,
В держателях 10 хранятся инструменты для смены в шпинделе ползунковой бабки, а в держателях 1 для смены инструментов в горизонтальных шпинделях сменных головок,
Магазин 12 сменных головок содержит поворотную платформу 13 с базиру- юшими элементами 14, на которые устанавливают сменные головки 15 и привод 16 поворота платформы.
Магазин 12 сменных головок 15 расположен в пространстве между
0 двумя столами таким образом, чтобы в зафиксированном положении платформы 13 одна из сменных головок I5 находилась в позиции загрузки, В этом положении ось головки должна
5 находиться на линии, соединяющей оси шпинделей обеих ползунковых бабок i
Количество устанавливаемых на платформу сменных головок 15 и диа0 метр платформы 13 выбираются в зависимости от размеров головок, однако желательно, чтобы габаритный размер магазина сменных головок был таким же, как и габариты инструментального
5 магазина, с тем, чтобы они не увеличивали габариты станка, а встраивались в свободное пространство, которое допускается поперечным сечением стойки 1,
0 На станке установлена поворотная штанга 17, несушая подвесной цульт 18 управления.
Держатели 10 и 11 инструментального магазина 8 имеют одинаковую
, конструкцию и каждый из них содержит механизм захвата, состоящий из двух подвижных губок 19, установлен- iных на осях 20, с возможностью поворота под действием пружины 21 сжатия
0 и неподвижной губки 22, закрепленной на корпусе держателя, служащей для направления и центрирования оправки инструмента в держателе (фиг,3 и 4), предусмотрен также замок, запираю5 щий инструмент, предохранягогоий его выпадение при хранении и транспортировке , состоящий из толкателя 23, имеющего коническую поверхность 24, контактирующую в рабочем положении
Q в момент запирания с ответными поверхностями 25 на выступах подвижных губок 19 и пружины 26, удерживающей толкатель 23 в выдвинутом положении,
Толкатель 23 взаимодействует с 5 упорами 27, закрепленными на порзу- не 6 и сменных головках 15,
Держатели 10 и 11 установлены в направляющих инструментального мага3
зина 8, связаны с помоп1ью роликовой цепи (не показана) и чередуются через один так, что вер тикальные держатели 10 смещены относительно горизонтальных держателей 11 на один шаг, поэтому расстояние между двумя одноименными держателями равно двум шагам, причем это расстояние больше чем размер конца ползуна 6 или сменной головки 15 в продольном направлении (вдоль стола) с учетом диаметра конуса инструмента. Это выполнено для того, чтобы ползун 6 или головка 15 при накалывании при смене инструмента не задевали концы соседних инструментов, при этом также учитьюается наибольший диаметр устанавливаемого в соседние одноименные держатели режущего инструмента (фиг,5, поз,15 и 6),
Ось держателя 11 расположена ниже нижней кромки направляющей магазина 8 с учетом наибольшего диаметра устанавливаемых инструментов, на размер Г (фиг. 3), равный расстоянию от плоскости стыка сменной головки 15 с ползуном 6 до оси ее шпинделя.
Этот размер Г выполняется в сменной головке и выдерживается соответствующий ему размер в магазине 8 с тем, чтобы положение ползуна в осевом направлении при смене инструмента в основном шпинделе в держателях 10 и в шпинделе накладной головки , в держателях 11, было одно и то же, что упрошает управление станком .
Бабка 5 представляет собой фрезер но-расточный,агрегат, содержащий, установленные на направляющие поперечины сани 28, несупше привод 29 подач саней, привод 30 подач, смонтированный в корпусе 31, несуитий главный привод 32, механизм 33 зажима инструмента, механизм 34 ориентации шпинделя 35, механизм 36 зажима сменных головок 15.
Главный привод 32 содержит электродвигатель 37, соединенный с помощью муфты 38 с двухступенчатой коробкой скоростей, содержащей шестерни 39 - 47, которая посажена на промежуточную трубу 48, связанную со шпинделем 35 подвижным соединением 49,
Механизм 33 зажима инструмента содержит пакет пружин., собранный на стержне, взаимодействуюпшм с толка7534
телем 50, и имеющим на другом конце зажимные кулдчки 51, зажимающие захватную часть оправки 52, Для отжима инструмента и головок предусмотрены
5 два гидроцилиндра 53 и 54,
При отжиме инструментов и головок используются оба гидроцилиндра, при этом обеспечивается наибольшая деформация пакета тарельчатых пружин
0 и наибольший ход штока с полным
раскрытием кулачков 51 и освобождением хвостовика оправок.
При повороте сменных головок 15 на 90° 180, 270° и 360 йсполь- .
15 зуется гидроцилиндр 54 малого диаметра , который не отжимает оправку, а опускает на небольшую величину, и удерживает головку во время ее поворота ,
20 5еханизм 34 ориентации. шпинделя 35 содержит круглый корпус, в котором устано плены бесконтактные конечные выключатели 55, предназначенные для поворота сменных головок 15
5 на 90°, 180°,.270° и 360°, взаимодействующие с упором 56, закрепленным на зубчатом колесе 57, жестко связанным посредством промежуточной трубы 48 со шпинделем 35, с помощью которого осуществляется поворот сменных головок 15-,
Точность поворота шпинделя 35, а вместе с ним сменной головки и фиксация его углового положения осу- . ществляется с помощью фиксатора 58, закрепленного на штоке гидроцилиндра 59.
Привод 29 подачи саней 28 содеряСит электродвигатель 60, который с помощью муфты 61 связан с коробкой, подач, содержащей шестерни 62-67, червяк 68 и червячную рейку 69, закреплённую на поперечине 4. Для мелких станков, когда величина перемещения бабок по поперечине небольшая, в
качестве последней приводной пары, вместо червячно-реечной передачи может быть применена шариковая винтовая пара, В этом случае приводы подач саней устанавливаются на торцах попере чины.
Привод 30 подач ползуна 6 содержит электродвигатель 70, муфту 71, шестерни 72 - 75, .-ходовый винт 76 и закрепленную на ползуне ходовую гайку
5 77, которые представляют собой шариковую винтовую пару.
Сменная голойка 15 устанавливается на торец ползуна 6 и содержит
0
5
0
пару конических шестерен, из которых шестерня 78 смонтирована на валу, жестко связанном с конической оправкой 52, а шестерня 79 посажена на шпиндель 80, в котором на тяге 81 смонтированы зажимные кулачки 82 и пакет тарельчатых пружин 83,
На заднем торце корпуса сменной головки 15 смонтирован гидроцилиндр 84, предназначенный для отжима инструмента 85 в шпинделе 80.
Головка 15 устанавливается на торец ползуна автоматически, поэтому головке предусмотрено устройство для автоматического подсоединения гидроцилиндра к трубопроводу гидросистемы бабки (не показано).
Для зажима головок 15 предусмотрены четыре зажима, расположенные со стороны переднего торца ползуна, каждый из которых содержит гидроди- линдр 86, на штоке 87 которого установлен пакет тарельчатых пружин 88, шестерня 89, зацепляющаяся с зубча- той рейкой, закрепленной на штоке гидроцилиндра 90, предназначенного для поворота штока 87, на переднем конце которого закреплен захват 91, входящий в Т-образный паз головок 15
Смена инструмента в шпинделе ; 35 производится следующим образом.
По записанной программе включаетс электродвигатель 60 и через шестерни 62 - 67 вращает червяк 68, за- цепляющийся с рейкой 69, и сани 28 бабки 5 по направляющим поперечинам 4 перемещаются в позицию смены инструмента , одновременно включается электродвигатель 70 и через шестерни 72 - 75 вращает ходовой винт 76, который с помощью гайки 77 перемешает ползун 6, в шпинделе которого зажат инструмент, в позицию смены инструмента ,
Одновременно масло под давлением подЪется в штоковJTO полость гидроци- линдра 59, и фиксатор 58 освобождает зубчатое колесо 57, расфиксируя шпиндель 35, после чего включаегся элек- тродвигатель 37 и через шестерни 39- 47 ориентирует, шпиндель 35, поворачивая его по часовой стрелке, пока упор 56 не совместится с бесконтактным конечным выключателем 55, ко- торый отключает электродвигатель 37 в нулевом положении шпинделя 35 Сфиг. 7J),
В этом положении с помощью фиксатора 58, который приводится в действие пружиной при отключенном давлении в гидроцилиндре 54, происходит точная ориентация шпинделя 35 и его фиксация.
При этом ползун 6 и шпиндель 35 находятся в таком положении по высоте , что захватная часть оправки зажатого в птинделе инструмента совпадает с рабочими кромками неподвижной губки 22 и подвижных губок 19 держателя 10, инструментального магазина 8, а в угловом положении шпиндель 35 сориентирован так, что его щпонки 92 находятся против паза 93 в неподвижной губке 22 держателя 10 (фиг,3 и 4),
При подходе ползуна 6 к держателю 10 упор 27 нажимает на толкатель 23, перемещает его вниз, сжимая пружину 26, его коническая поверхность
24освобождает ответные поверхности
25на подвижных губках 19, и инструмент своей захватной частью нажимает на рабочие кромки подвижных губок 19, раздвигает их, поворачивая вокруг осей 20, сжимая пружину 21 и центрируется на рабочих гранях неподвижной губки 22,
Подается давление к гидроцилиндрам 53 и 54, их поршни перемещаются вниз, и шток гидроцилиндра 54 нажимает на толкатель 50 усилием обоих цилиндров и сжимает пакет пружин, кулачки 51 освобождают захватную часть инструмента 94,
Включается электродвигатель 70, ползун 6 перемещается вверх и останавливается , освободив конусную часть оправки инструмента 94, при этом упор 27 освобождает толкатель 23, пружина 26 перемешает его вверх j и конической поверхностью 24, воздействуя на ответные поверхности 25, запирает подвижными губками 19 инструмент 94 в держателе 10,
Включается по программе привод 9 инструментального магазина 8, и запрограммированный инструмент перемещается в позицию смены, которая находится на геометрической линии, соединяющей центры шпинделей ползуно обеих бабок.
Включается электродвигатель 70, ползун перемещается вниз, накаливается на конусньй хвостовик оправк
71
нового инструмента и останавливается одновременно нажимает упором 27 на толкатель 23, освобождая подвижные губки 19, включаются в работу гидроцилиндры 53 и 54, перемещаются их поршни вверх, пакет тарельчатых пружин посредством кулачков 51 зажимает оправку в шпинделе 35.
Включается двигатель 60, сани 28 с ползуном 6 перемещаются в направлении от держателя 10, инструмент захватной частью раздвигает подвижны губки 19, сжимая пружину 21, держатель 10.остается свободным, а бабка перемещается в зону обработки с замененным в шпинделе инструментом.
Последовательность операций при смене инструментов в правой и левой бабках одинакова, только подход к держателям инструментов производится в противоположных направлениях
Возможен вариант, при котором вы- ,годнее иметь в магазине 8 один инструмент , которым обе бабки могут воспользоваться поочередно, в этом случае , каждая из бабок может брать инструмент с держателя, находящегося на противоположной ветви магазина 8, с изменением программы последовательности операций подхода бабки к держателю 10,
Автоматическая смена головок производится следующим образом.
Бабка 5 с установленной на ползуне 6 сменной головкой 15 перемещается известньпуг способом к центру станка в позицию загрузки сменных головок, которая находится на геометрической линии, соединяюшей центра шпинделей обоих ползунов, на которой также находится центр базирующих элементов 14 платформы 13 магазина 12 сменных головок, о.станавливается и включается электродвигатель 70, ползун 6 перемещается вниз, головка 15 центрируется на базирующих элементах 14, включаются в работу гидроцилиндры 5 и 54, отжимается захватная часть оправки 52, подается давление в поршневую часть гидроцилиндров 86 и происходит отжим головки 15, подается давление в гидроцилиндр 90, который посредством рейки поворачивает шестерню 89, а вместе с ней и захват 91, включается электродвигатель 70, и ползун 6 перемещается вверх, при этом оправка 52 выходит из конусного
38
отверстия шпинделя 35 и захват 91 из Т-образного раза головки 15.
Включается привод 16, платформа 13 поворачивается, и в позицию загруз- ки подается другая сменная головка, включается электродвигатель 70, ползун опускается вниз, накалывается конусным отверстием шпинделя 35 на оправку 52, при этом четыре захвата
91 входят в Т-образный паз сменной головкн, масло под давлением подаете ся в оба гидроцилиндра 53 и 54 в щтоковые полости, поршни перемещаются вверх, освобождают толкатель 50,
и пакет тарельчатых пружин подтягивает головку 15 к торцу ползуна 6, затем включается гидроцилиндр 90, шток-рейка которого поворачивает шестерню 89 и связанный с ней захват
91 во всех четырех зажимах так, что заплечики захвата становятся напротив нижних полок Т-образного паза, отключается давление в .гидроцилиндре 86 и пакет тарельчатых пружин 88 с
помощью штока 87 зажимает захватами 91 головку на ползуне 6,включается электродвигатель 70, перемещает ползун 6 вместе с головкой 15 вверх, включается электродвигатель 60, и
сани 28 перемещаются к столу 3, оп.ять включается электродвигатель 70 и ползун опускается вниз до совмещения оси шпинделя 80 головки с осью держателя 11, включается электродвигатель 60, и сани 28 перемещаются к держателю 11, в котором закреплен запрограммированный инструмент , накалывается конусное отверстие щпинделя 80 на хвостовик инструмента 85, отключается давление в гидроцилиндре 84, и пакет пружин 83 через тягу 81 с помоЕшю кулачков 82 зажимает инструмент 85.
Ориентация шпинделя 80 в головке 15 производится с помощью того же
механизма 34,
Бабка перемеш.ается в зону обработки , в которой сани 28 и ползун 6 занимр.ют запрограммированное положение , головка 15 при этом находится
в нулевом положении.
При необходимости обработки детали с четырех сторон горизонтальным ишинделем 80 головка 15 поворачивается на 90 , 180 , 270 и 360°, при
этом, подается давление в гидроцилиндр 86, и захваты 91 освобождают головку 15, подается масло под давлением в цилиндр, 54, шток его пере
мещается, нажимает на толкатель 50, и пакет пружин сжимается частично, при этом кулачки 51 также перемешаются вниз, но удерживают за захватную часть оправку 52, между торцами головки 15 и ползуна 6 появляется зазор и через кинематическую цепь коробки скоростей шпиндель 35 поворачивается на необходимый угол, после чего подается давление в ттоковую полость гидроцилиндра 5А, и пакет пружин подтягивает головку 15 к торцу ползуна 6, отключается давление в поршневой полости гидроцилиндров 86, и пакеты пружин 88 зажимают головку 15 с помощью захватов 91,
Смена инструмента в головке 15 .производится в одном из ее положений , при котором торец шпинделя 80 обращен к магазину 8.
Для смены инструмента 85 в шпин- деле 80 включается электродвигатель 70, ползун 6 опускается вниз, чтобы ось шпинделя 35 была ниже оси держателя 11 и, чтобы инструмент 85 не задевал его, включается электродви- гатель 60, сани 28 переметаются к держателю I1. Когда захватная часть оправки совпадет по вертикали с подвижными губками 19 держателя 11, сани останавливаются и включается электродвигатель 70, ползун 6 перемещается вверх и далее все происходит как было описано в держателе 10 при смене инструмента в шпинделе 35.
Фиг. 2
б.
Фиг.З
Реферат

Комментарии