Инструментальная оправка с повышенной жесткостью и виброустойчивостью - RU2777079C1
Код документа: RU2777079C1
Чертежи

Описание
Настоящее изобретение касается держателя инструмента, в частности для токарных, фрезерных, сверлильных, расточных и шлифовальных станков.
Известна оправка для растачивания ступенчатых глубоких отверстий в труднообрабатываемых деталях, сваренных из разнородных материалов [RU 191536], которая снабжена разжимным конусом, который установлен внутри пустотелого корпуса со стороны режущей пластины и жестко соединен с резьбовым стержнем, на который с упором в торец полого корпуса навинчена регулировочная гайка, при этом разжимной конус выполнен из стали твердостью не более 200 НВ, а пустотелый корпус - из стали повышенной твердости (350-370) НВ и с возможностью закрепления в блоке для установки осевого инструмента револьверной головки станка с ЧПУ посредством разрезной переходной втулки с вылетом оправки не более, чем восемь ее диаметров.
Также известен инструмент для упрочняющей обработки внутренних цилиндрических поверхностей [SU854696], который выполнен в виде цилиндрического вкладыша с буртиком на конце и цилиндрической оправки с фланцем. На вкладыше и оправке выполнены ступенчато расположенные скосы образующие клиновую пару. Угол наклона скосов к продольным осям вкладыша и оправки выполнен на 1-2 градуса больше угла самоторможения. Длина скосов и угол наклона их поверхности на каждой ступени равны между собой, а величины и количество ступеней определяются длиной отверстия, величиной его диаметра и условием превышения угла наклона поверхностей скосов над углом самоторможения.
Наиболее близким к предлагаемому является держатель инструмента, характеризующийся слабыми вибрациями [RU 2400330], а именно оправка, в частности, для крепления инструментов для растачивания, точения, фрезерования, развертывания и шлифования, содержащая основную часть, включающую хвостовик для присоединения к станку, патрон, особенно патрон для посадки с натягом или нагреванием, с гнездом, предназначенным для фиксации инструмента, и среднюю часть, которая расположена между хвостовиком и патроном и содержит устройство создания напряжения, которое, по меньшей мере, при работе оправки, в части осевого напряжения патрона прилагает силу, которая имеет составляющую, действующую в осевом направлении. Для повышения эффективности гашения вибраций, по меньшей мере, на одной стороне относительно продольной оси оправки устройство создания напряжения содержит одну или несколько частей опорной поверхности, которые при наложении радиальных напряжений взаимодействуют с одной или несколькими частями сопряженных поверхностей оправки. При этом части опорной поверхности образуют подвижный контакт с частями сопряженных поверхностей.
Такой держатель инструмента содержит соединительный вал в виде полой соединительной муфты, среднюю часть и фиксатор, которые образуют основную часть держателя инструмента, и устройство создания напряжения. Фиксатор содержит головную часть фиксатора, в которой расположено гнездо установки инструмента, предназначенное для посадки с натягом цилиндрического стержня инструмента, и охлаждающий канал. По существу, осесимметричное устройство создания напряжения содержит два конца, при этом передний конец контактирует по оси с фиксатором в области головной части фиксатора, а задний конец контактирует по оси со средней частью. В указанных двух местах контакта выполнены посадочные места, в которых опорные поверхности устройства создания напряжения контактируют с сопряженными поверхностями средней части или головной части фиксатора. Прежде всего, выполнены два плоских посадочных места, которые по большей части обеспечивают осевое напряжение устройства создания напряжения под давлением средней части и головной части фиксатора.
Недостатком известного устройства является расположение контактных поверхностей снаружи, из-за чего они подвержены риску повреждения при работе. Кроме того, напряжённое состояние, а следовательно, и повышенная жёсткость, в оправке создаётся только на ограниченной её длине.
Технической задачей, решаемой предлагаемым устройством, является повышение жёсткости оправки по всей её длине с расположением контактных поверхностей внутри оправки.
Техническая задача решается за счёт того, что инструментальная оправка с повышенной жесткостью и виброустойчивостью содержит полый корпус с отверстием, внутри которого расположена система для создания предварительно напряжённого состояния, состоящая из подвижного и неподвижного вкладышей и гайки, причём неподвижный вкладыш прикреплён к корпусу, а на обоих вкладышах выполнены ступенчато расположенные скосы, образующие клиновую пару, при этом один торец подвижного вкладыша выполнен с резьбовым выступом, расположенным по меньшей мере частично за пределами корпуса и предназначенным для размещения указанной гайки, а второй торец - с элементами фиксации на нем рабочего инструмента.
Причём величина угла скосов к оси корпуса предпочтительно должна быть не меньше угла трения между вкладышами.
Для повышения жёсткости оправки подвижный вкладыш выполнен с буртом, и между ним и торцом корпуса расположены компенсаторные кольца.
Дополнительно в предложенной инструментальной оправке вкладыши установлены из условия расположения поверхности их сопряжения перпендикулярно направлению радиальной силы резания.
Предложенная инструментальная оправка с повышенной жесткостью и виброустойчивостью представлена на следующих фигурах.
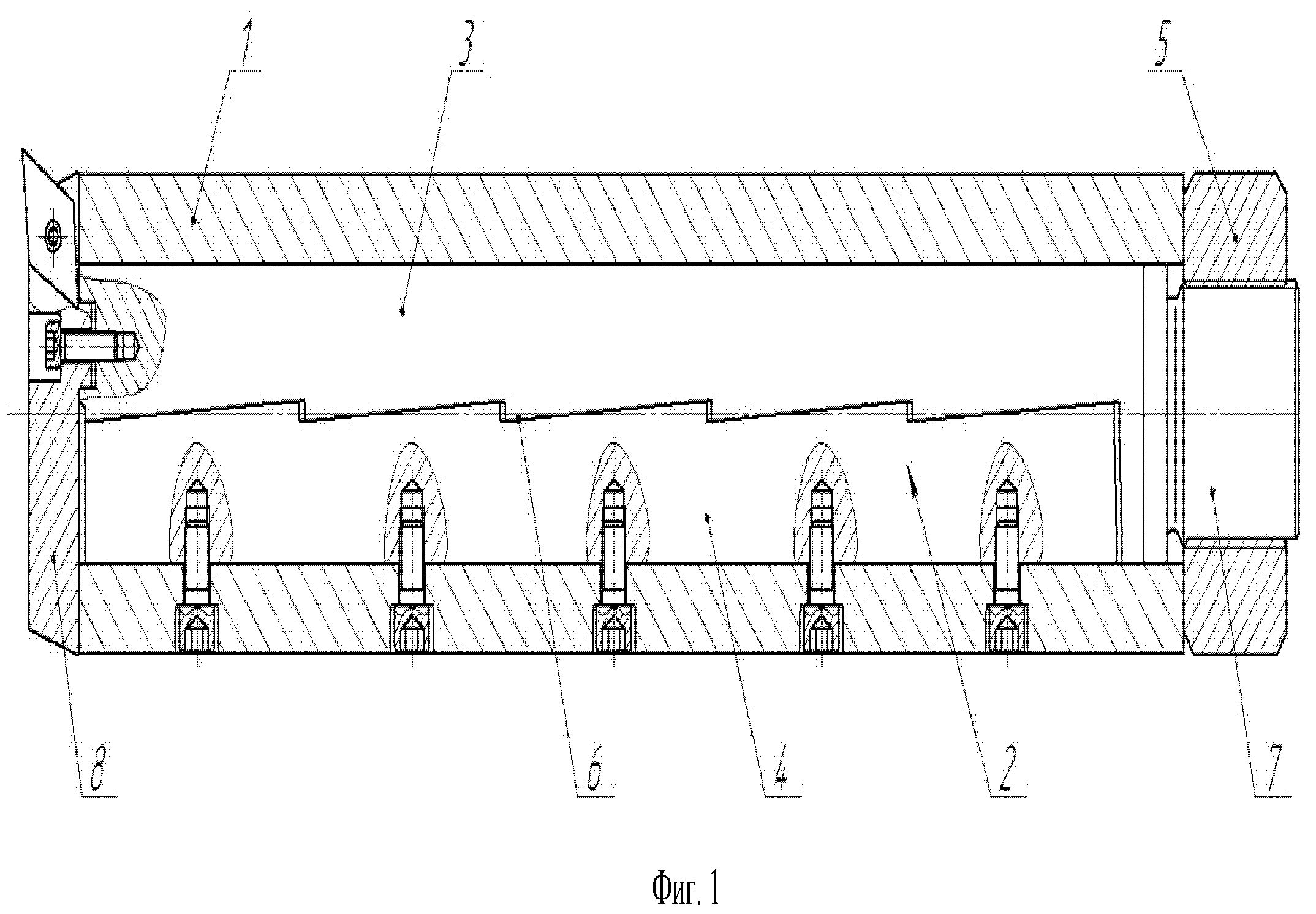
На фиг. 1 представлен продольный разрез оправки.
На фиг. 2 представлена система для создания предварительно напряжённого состояния.
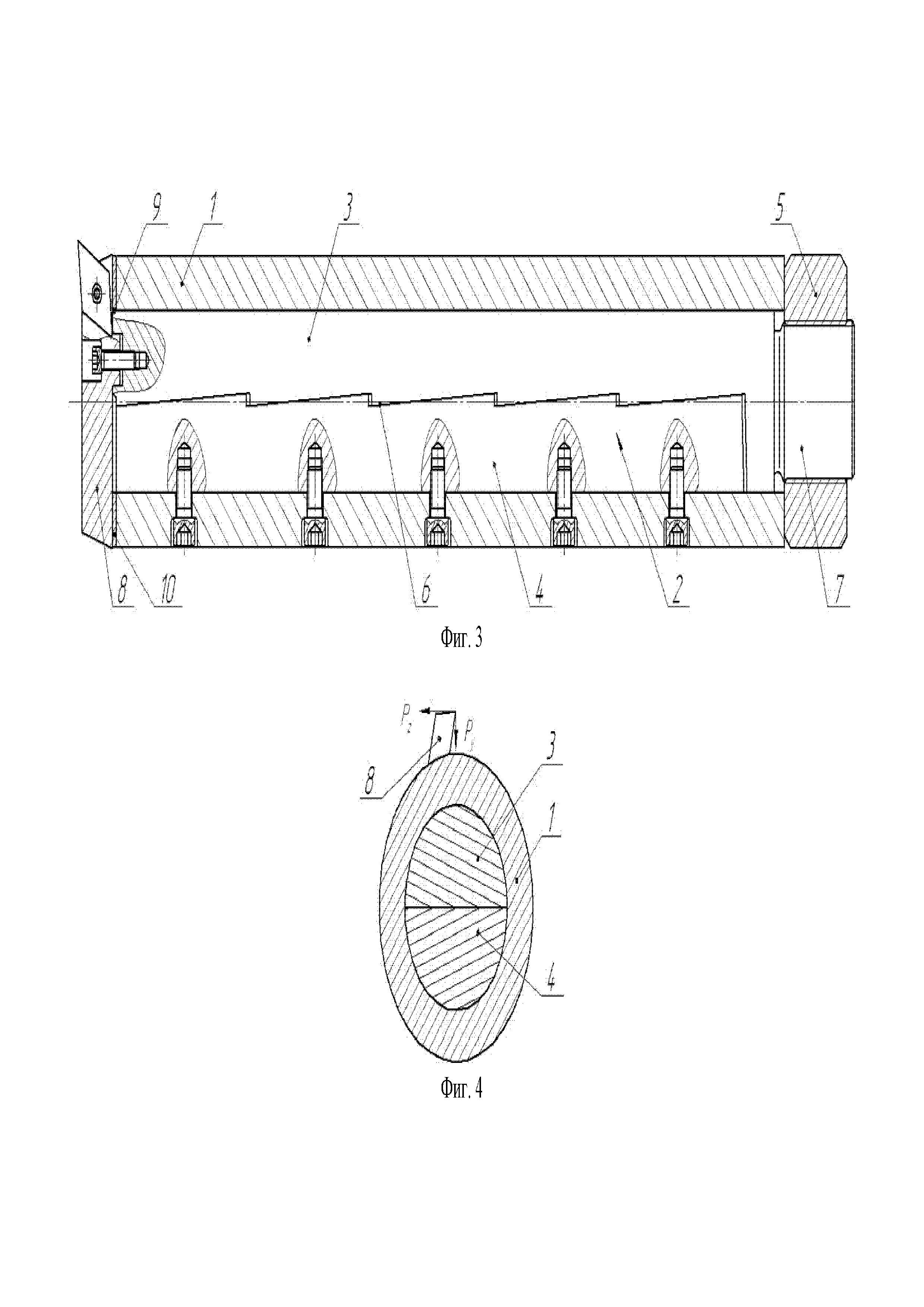
На фиг. 3 представлена оправка с компенсаторными кольцами.
На фиг. 4 представлена схема расположения поверхности сопряжения вкладышей при растачивании.
Инструментальная оправка с повышенной жесткостью и виброустойчивостью состоит из полого (например, цилиндрического или конического) корпуса 1 с цилиндрическим отверстием, внутри которого расположена система 2 для создания предварительно напряжённого состояния, состоящая из подвижного 3 и неподвижного 4 вкладышей и гайки 5, причём неподвижный вкладыш 4 прикреплён к корпусу 1, на обоих вкладышах 3 и 4 выполнены ступенчато расположенные скосы 6, образующие клиновую пару, подвижный вкладыш 3 имеет на своём крепёжном торце выступ 7 с резьбой, на котором располагается гайка 5, причём выступ 7 расположен, по крайней мере, частично, за пределами корпуса 1. На противоположном от крепёжного, рабочем торце, подвижного вкладыша 3 фиксируется режущий инструмент 8 (например, резец, фреза, шлифовальная головка и т.д.).
Для повышения жёсткости оправки один (рабочий) конец подвижного вкладыша 3 может быть снабжён буртом 9, а между ним и торцом корпуса 1 располагаются компенсаторное кольцо или кольца 10.
Предпочтительно выполнение вкладышей 3 и 4 из материала мягче, чем корпус 1 (например, из конструкционной или легированной стали с разной термообработкой).
При использовании оправки для расточного инструмента, поверхность сопряжения вкладышей 3 и 4 может быть расположена перпендикулярно направлению радиальной силы резания.
Для уменьшения погрешности изготовления, вкладыши 3 и 4 изготавливаются из одной заготовки, например, электроэрозионной проволочной резкой, с последующей финишной обработкой скосов 6 для уменьшения сил сопротивления скольжению. Также для этого на поверхности скосов 6 и на наружную поверхность подвижного вкладыша 3 может быть нанесена смазка (например, литол).
Предпочтительно, чтобы величина угла скосов 6 к оси корпуса 1 была не меньше угла трения, что для стальных вкладышей 3 и 4 составляет не менее 1°25’56’’. Максимальное значение этого угла составляет около 10°. Это обеспечит возможность перемещения вкладышей один относительно другого.
Устройство работает следующим образом.
В корпус 1 помещают систему 2 для создания предварительно напряжённого состояния, затем крепят неподвижный вкладыш 4 к корпусу 1, на выступ 7 накручивают гайку 5 до её упора в торец корпуса 1. Затем режущий инструмент 8 фиксируется на противоположном торце подвижного вкладыша 3. После чего вращением гайки 5 создают и регулируют величину предварительно напряжённого состояния оправки, так как гайка 5 заставляет подвижный вкладыш 3 перемещаться вдоль оси оправки и за счёт скосов 6 увеличивать размер поперечного сечения системы 2.
При наличии бурта 9 на подвижном вкладыше 3, толщина компенсаторных колец 10 подбирается таким образом, чтобы замкнуть размерную цепь после регулировки величины предварительно напряжённого состояния оправки.
Техническим результатом является повышение качества обработки, снижение шероховатости обработанной поверхности, повышение срока службы и упрощение эксплуатации оправки.
Реферат
Изобретение относится к обработке материалов резанием и может быть использовано в держателях инструмента, в частности для токарных, фрезерных, сверлильных, расточных и шлифовальных станков. Инструментальная оправка состоит из полого корпуса, внутри которого расположена система для создания предварительно напряжённого состояния, состоящая из подвижного и неподвижного вкладышей и гайки. Неподвижный вкладыш прикреплён к корпусу. На обоих вкладышах выполнены ступенчато расположенные скосы, образующие клиновую пару. Один торец подвижного вкладыша выполнен с резьбовым выступом, расположенным по меньшей мере частично за пределами корпуса и предназначенным для размещения указанной гайки, а второй торец - с элементами фиксации на нем рабочего инструмента. Повышается жёсткость оправки по всей её длине, обеспечивается снижение шероховатости обработанной поверхности, повышается срок службы оправки. 3 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Держатель инструмента, характеризующийся слабыми вибрациями
Комментарии