Корпус клапана для текучей среды и усовершенствованный способ его изготовления - RU2407940C2
Код документа: RU2407940C2
Чертежи


Описание
Область техники, к которой относится изобретение
Изобретение относится к корпусам клапанов для текучей среды и, в частности, к корпусам указанного назначения и способам их изготовления, отвечающим условию понижения затрат.
Уровень техники
Регулирование рабочих текучих сред в ходе производственных процессов, как правило, необходимо, например, в таких системах, как распределительные узлы нефтяных и газовых трубопроводов и химических производств, а также применительно к процессам, отвечающим санитарным требованиям (в частности, при обработке пищевых продуктов и напитков, фармакологических препаратов, косметики и других подобных веществ). В общем случае тип клапанов и их деталей, которые можно использовать для создания системы контроля текучей среды, определяется технологическими режимами, такими как давление и температура, и параметрами самой рабочей среды. Обычно такие клапаны имеют проходящий через их корпус проточный канал с входом и выходом.
При изготовлении корпусов клапанов указанного назначения можно использовать различные технологии, такие как механическая обработка твердых материалов, а также получение литых или штампованных изделий. Как правило, модификации материалов и конструкций, которые пригодны для корпусов клапанов, используемых в процессе с регулировкой текучей среды, определяются самим указанным процессом. Если процессы требуют соблюдения санитарных требований (например, процессы получения чистого пара или воды для инъекций, а также операции, связанные с пищевыми продуктами и напитками), отлитые изделия могут оказаться непригодными, т.к. микроорганизмы и другие загрязнители получают возможность скапливаться в порах отливки во внутреннем объеме клапана по пути потока текучей среды. При изготовлении корпусов клапанов, предназначенных для систем, регулирующих текучую среду с соблюдением санитарных требований, в принципе пригодны штампованные изделия. Однако в случае небольших партий таких корпусов это, как правило, экономически не выгодно. Для изготовления корпуса клапана, предназначенного для применения в системе указанного типа, можно использовать сплошной моноблок (заготовку), например металлический пруток. Однако во время его механической обработки большое количество материала превращается в отходы (стружку), поскольку первоначальные размеры такой детали должны быть достаточно большими, чтобы обеспечить получение максимального наружного размера или диаметра корпуса (к тому же конечная толщина стенок может быть существенно меньше исходной). Таким образом, при изготовлении корпуса клапана на удаление избыточной наружной толщины тратится гораздо больше времени, чем на механическую обработку внутренних поверхностей.
На фиг.1 в сечении представлен пример известного корпуса клапана, который предназначен для применения в процессе регулирования текучей среды с соблюдением санитарных требований. Указанный корпус 100 в виде деталей 105 и 107 получен с применением механической обработки из двух сплошных заготовок (например, из металлических прутков). Первый конец 110 детали 105 был подвергнут механической обработке с формированием фланца 112, предназначенного для присоединения к другому узлу системы регулирования рабочей текучей среды (например, к трубе). Наружный диаметр А фланца 112 образован посредством механической обработки наружного диаметра сплошной заготовки, из которой формируется корпус 100, причем второй из указанных диаметров больше первого. Для получения внутреннего диаметра В первого конца 110 требуется удаление посредством механической обработки большого количества материала сплошной заготовки. Аналогичным образом нужно удалить значительное количество материала из проходящего через корпус канала 120 с диаметром С, чтобы указанный канал мог соответствовать требуемым параметрам корпуса 100 по расходу текучей среды. На втором конце 130 детали 105 посредством механической обработки сформированы фланец 132 с наружным диаметром D и внутренним диаметром Е, а также расширенная зона диаметром F, примыкающая к каналу 120. Для формирования детали 105 с получением внутренних диаметров Е и F опять-таки необходимо удалить механической обработкой значительное количество материала сплошной заготовки (т.е. превратить указанный материал в отходы).
Отдельная сплошная заготовка (например, отрезок прутка) использована для изготовления боковой детали 107, имеющей открытый конец 142. На указанном конце путем механической обработки сформирован фланец 144 с наружным диаметром G и внутренним диаметром Н, который выступает в сторону относительно внутреннего диаметра В конца 110. Как и в предыдущих случаях, для изготовления детали 107 корпуса с указанными диаметрами G и Н конца 142 приходится удалить значительное количество материала сплошной заготовки. После механической обработки боковой детали 107 ее посредством сварного шва 115 неразъемным образом соединяют с деталью 105 у бокового участка 117 корпуса 100. Для этого может использоваться любая из известных технологий (например, дуговая сварка вольфрамовым электродом в газовой среде, дуговая сварка под флюсом, дуговая сварка плавящимся электродом в защитной атмосфере или газовой среде, дуговая сварка порошковой проволокой, электрическая дуговая сварка в газовой среде, плазменная дуговая сварка и/или атомно-водородная сварка) или их комбинация.
Очевидно, что для известного корпуса 100 клапана исходные размеры (диаметры) сплошных заготовок, использованных для формирования деталей 105 и 107, должны быть достаточно большими, чтобы обеспечить возможность получения требуемых диаметров и контуров указанных деталей. Это приводит к значительному увеличению времени, потраченного на механическую обработку, большому количеству отходов материала и, соответственно, увеличению затрат. Все перечисленные факторы дают свой вклад в относительно высокую стоимость изготовления корпуса 100 клапана.
Раскрытие изобретения
Согласно одному аспекту изобретения способ изготовления корпуса клапана для текучей среды включает получение трубы нужной длины и формирование ее первого и второго концов с приданием ее первому концу конфигурации в виде отверстия, а второму концу - конфигурации, обеспечивающей возможность присоединения ко второй детали корпуса клапана. Затем второй конец трубы присоединяют ко второй детали с формированием, по меньшей мере, участка корпуса клапана.
Согласно другому аспекту изобретения корпус клапана для текучей среды содержит трубу требуемой длины, имеющую открытый первый конец и второй конец, присоединенный ко второй детали корпуса, при этом второй конец трубы и вторая деталь соединены друг с другом с формированием, по меньшей мере, участка корпуса клапана.
Краткое описание чертежей
Фиг.1 представляет в сечении известный корпус клапана для текучей среды.
Фиг.2 представляет в сечении пример предлагаемого корпуса клапана для текучей среды.
Фиг.3 представляет в сечении альтернативный пример предлагаемого корпуса клапана для текучей среды.
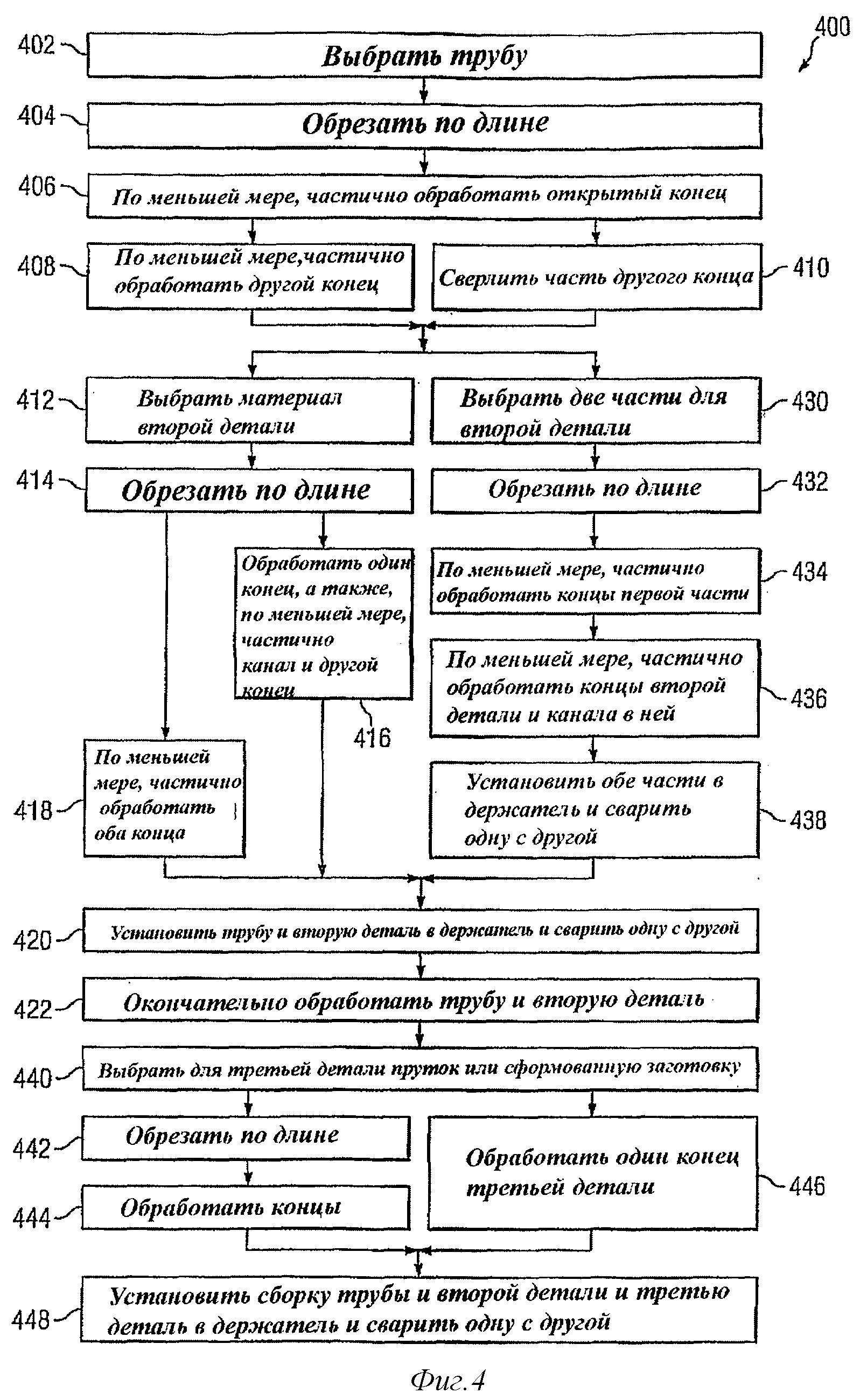
Фиг.4 представляет блок-схему примера способа, который может быть использован для изготовления предлагаемых вариантов корпуса клапанов для текучей среды.
Осуществление изобретения
В общем случае корпуса клапанов для текучей среды, рассмотренные в данном описании, представляют собой устройства, через которые текучая среда может протекать на участке между концами корпусов, в том числе через один или несколько проходов или каналов. Как правило, известные корпуса такого типа, предназначенные для применений, которые связаны с потоками, отвечающими санитарным требованиям, изготавливают из сплошных заготовок, например из отрезков металлического прутка. При этом необходимо, чтобы исходные наружные размеры или диаметры таких отрезков были достаточно велики для формирования требуемых контуров корпуса после завершения механической обработки. Процедура такой обработки обычно требует удаления больших количеств металла, обращаемых в ходе изготовления корпуса в отходы. Кроме того, для изготовления указанного корпуса необходима длительная механическая обработка, что приводит к значительным трудозатратам или материальным расходам.
Формирование корпуса клапана литьем позволяет существенно уменьшить количество материальных отходов и длительность изготовления. Однако для применения в качестве корпуса, отвечающего санитарным требованиям, отлитое изделие непригодно, т.к. в его порах могут скапливаться микроорганизмы или другие загрязнители. Далее, хотя для изготовления таких корпусов, в принципе, можно использовать штампованные изделия, они имеют относительно высокую стоимость и в случае изготовления небольшой партии экономически не выгодны.
На фиг.2 в сечении представлен пример корпуса 200 клапана для текучей среды. Как видно из чертежа, указанный корпус содержит первую деталь 210, изготовленную посредством механической обработки из трубы требуемой длины и/или отрезанной на требуемую длину. Деталь 210 механически обработана таким образом, чтобы сформировать открытый (имеющий отверстие 212) первый конец 211, имеющий также фланец 214 для соединения с другой частью системы управления текучей средой. Фланец 214 выполнен с наружным диаметром I, а отверстие 212 - с внутренним диаметром J. Как можно оценить из указанного чертежа, использование отрезка трубы для формирования первой детали 210 требует меньшей механической обработки и, таким образом, меньшего перевода материала в отходы по сравнению с аналогичной деталью из сплошной заготовки, в частности из отрезка металлического прутка (как, например, в варианте показанной на фиг.1 детали 105 известного корпуса 100 клапана).
Противоположному (второму) концу 216 первой детали 210 (выполненной в виде отрезка трубы) придана конфигурация, обеспечивающая возможность его присоединения ко второй детали 220 корпуса 200 данного образца клапана. Указанному концу 216 можно придать требуемую форму с помощью любой пригодной механической обработки (например, посредством обтачивания и/или рассверливания). Вторая деталь 220 изготовлена путем механической обработки сплошной заготовки (например, отрезка металлического прутка) и имеет конец 222, содержащий фланец 224 с наружным диаметром К. В конце 222 выполнено отверстие 226 диаметром L, проходящее до расширенной зоны 228, имеющей диаметр М. Другой (второй) конец 230 детали 220 имеет конфигурацию, полученную, например, посредством механической обработки и обеспечивающую сопряжение со вторым концом 216 первой детали (например, в форме трубы) 210. Со вторым концом 216 сопряжен также фигурный или вырезанный участок 232 второго конца 230 второй детали. К данному концу 230 примыкает канал 240 диаметром N, конфигурация которого позволяет регулировать проходящий через него поток текучей среды. Второй конец 216 первой детали 210 и второй конец 230 второй детали 220 соединены друг с другом с применением любой подходящей технологии, обеспечивающей постоянное и герметичное сочленение. В случае изготовления из металлических заготовок перечень примеров таких технологий включает дуговую сварку вольфрамовым электродом в газовой среде, дуговую сварку под флюсом, дуговую сварку плавящимся электродом в защитной атмосфере или газовой среде, дуговую сварку порошковой проволокой, электрическую дуговую сварку в газовой среде, плазменную дуговую сварку и/или атомно-водородную сварку. Применительно к приведенному в качестве примера корпусу 200 клапана предусмотрена возможность сформировать между первой деталью 210 и второй деталью 220 полностью проплавленный сварной шов 236.
В общем случае данный корпус можно изготовить из двух или нескольких отрезков такого материала, как труба и пруток. В представленном на фиг.2 примере корпус 200 содержит третью деталь 250, изготовить которую можно путем механической обработки сплошной заготовки (металлического прутка). Указанная деталь имеет открытый конец 252, снабженный фланцем 254 с наружным диаметром О. В этом конце 252 выполнено отверстие 256 с диаметром Р. В альтернативном варианте третья деталь 250 может представлять собой соответственно сформованную деталь, у которой конфигурация конца 252 окончательно сформирована до ее присоединения к корпусу 200. Конфигурация второго конца 258 третьей детали 250 позволяет сопрягать ее, по меньшей мере, с одним из вторых концов (216 и 230 соответственно) первой детали 210 и второй детали 220. Третья деталь 250 соединена с корпусом 200 с применением любых перечисленных выше технологий, обеспечивающих постоянное и герметичное соединение. В данном случае это может быть полностью проплавленный сварной шов 259. В примере корпуса 200, проиллюстрированном на фиг.2, шов 259 одновременно присоединяет третью деталь 250 к первой детали 210 и второй детали 220. Однако в зависимости от требований, предъявляемых к конструкции, третью деталь 250 можно соединить только с одной из деталей 210, 220.
Корпус 200 клапана для текучей среды, приведенный на фиг.2, является результатом способа изготовления, уменьшающего время механической обработки, которая требуется для получения корпуса. Первую деталь 210 можно изготовить из отрезка металлической трубы с предварительно выбранными подходящей длиной и внутренним/наружным диаметрами. По сравнению с вариантом, использующим материал сплошной металлической заготовки или прутка, это экономит время на механическую обработку. При использовании отрезка трубы для формирования детали 210 из процесса изготовления исключается значительное количество времени механической обработки и соответственно сокращаются объемы материала, переведенного в отходы, и потерянное время. Для изготовления известного корпуса 100, представленного на фиг.1, на механическую обработку деталей 105 и 107 обычно требуются приблизительно 4 ч. В данном же примере время механической обработки при изготовлении первой, второй и третьей деталей (210, 220 и 250 соответственно), показанных на фиг.2, составляет приблизительно 2,5 ч. Далее известный корпус 100, представленный на фиг.1, изготовлен из отрезков исходного прутка, весящих приблизительно 45 кг, а в своем законченном виде он весит приблизительно 11 кг, т.е. в отходы превращается приблизительно 34 кг материала. В примере же, проиллюстрированном на фиг.2, применение трубы, предназначенной для формирования первой детали 210 и имеющей предварительно выбранные длину и внутренний/наружный диаметры, приводит к меньшим затратам на материал, т.к. во время процесса изготовления в отходы уходит существенно меньшее его количество. Хотя для присоединения первой детали 210 ко второй детали 220 требуется дополнительное время, потраченное на сварку, изготовление корпуса 200 по сравнению с корпусом, изготовленным из сплошных металлических заготовок, таких как пруток, может обойтись дешевле. При изготовлении корпусов клапанов для текучей среды, отвечающих санитарным требованиям, обычно можно использовать малоуглеродистую нержавеющую сталь, обладающую высокой коррозионной стойкостью.
На фиг.3 в сечении представлен пример альтернативного варианта корпуса 300 клапана для текучей среды. Как видно из указанного чертежа, корпус 300 содержит описанную выше первую деталь 210, которая посредством механической обработки изготовлена из отрезка металлической трубы. В данном случае второму концу 216 первой детали или отрезка трубы с помощью, например, механической обработки (включая, в частности, сверление) придана конфигурация, обеспечивающая возможность присоединения ко второй детали 320 корпуса клапана. Вторая деталь 320 содержит первую и вторую части (соответственно 322 и 344), изготовленные из сплошных заготовок (например, отрезков металлического прутка), которые механически обработаны с приданием им соответствующих контуров. Наружные размеры (диаметры) частей 322 и 344 обозначены на чертеже соответственно, как S и U. Из данного чертежа видно, что наружный размер S первой части существенно меньше наружного размера U второй части. При изготовлении первой части 322 из отдельной сплошной заготовки (или отрезка) уменьшенного диаметра можно обеспечить существенное понижение стоимости заготовки, времени механической обработки, требуемого для формирования второй части 344, и количества материала, удаляемого указанной обработкой и превращаемого в отходы в процессе изготовления.
Первая часть 322 имеет первый конец 324, которому посредством механической обработки придана конфигурация, обеспечивающая его сопряжение с первым концом 334 второй части 344. На конце 324 имеется отверстие 326, снабженное расширенной зоной 328 с диаметром R. Второму, открытому концу 330 первой части 322 посредством механической обработки придана конфигурация в виде фланца 332 с наружным диаметром S и внутренним диаметром Т. Первый конец 334 второй части 344 имеет отверстие 336 с диаметром R, которое формирует участок расширенной зоны 338. Отверстие 336 проточным образом соединено с имеющим соответствующую форму отверстием 326 у первого конца 324 первой части 322. Вторая часть 344 имеет второй конец 342, которому посредством механической обработки придана конфигурация, обеспечивающая его сопряжение со вторым концом 216 первой детали 210. Вторая часть 344 содержит фигурный или вырезанный участок 346, конфигурация которого обеспечивает его сопряжение с участком указанного второго конца 216. Ко второму концу 342 второй части 344 примыкает канал 340, который предназначен для регулирования проходящего через него потока текучей среды и имеет диаметр Q. Первый конец 334 второй части 344 и первый конец 324 первой части 322 соединены друг с другом любым из перечисленных выше методов (например, посредством сварного шва 355), обеспечивающих постоянное и герметичное соединение.
Кроме того, корпус 300 содержит описанную выше третью деталь 250, которая изготовлена посредством механической обработки материала сплошной заготовки (например, металлического прутка). Указанная деталь имеет первый конец 252 с фланцем 254 и отверстием 256, а также второй конец 258, конфигурация которого обеспечивает его сопряжение, по меньшей мере, с одним из вторых концов (216 и 342 соответственно) первой детали 210 и второй части 344. В варианте, представленном на фиг.3, второй конец 258 соединен с обоими указанными концами 216, 342. Деталь 250 соединена с ними посредством сварного шва 358, сформированного с применением любой из перечисленных выше технологий, обеспечивающих постоянное и герметичное соединение.
На фиг.4 представлен характерный пример схемы технологического процесса согласно предлагаемому способу 400 изготовления корпусов клапанов для текучей среды, который можно применять для изготовления корпусов, рассмотренных в данном описании. Сначала выбирают трубу (шаг 402) в соответствии с требуемыми внутренним и наружным диаметрами, соответствующими, например, диаметрам первой детали 210. Затем, если предварительно выбранная труба не отвечает требуемой длине, от нее отделяют отрезок нужного размера (шаг 404). Как указывалось выше в связи с примерами корпусов, представленными на фиг.2 и 3, трубу требуемой длины механически обрабатывают, чтобы сформировать открытый конец с отверстием (например, конец 211 с отверстием 212, проиллюстрированный на указанных чертежах). Однако предусмотрена возможность подвергнуть данный конец и отверстие механической обработке только частично или провести только черновую обдирку (шаг 406), а окончательную механическую обработку завершить позже. Отложив окончательную механическую обработку указанного конца и отверстия трубы на более поздний момент процесса изготовления, можно сэкономить время и затраты, поскольку по разным причинам по ходу процесса не до конца обработанная деталь может быть отбракована на более поздних этапах. Как правило, сразу же после успешного завершения конечной сборки корпуса клапана предусмотрена возможность провести окончательную механическую обработку некоторых его частей. Тем самым уменьшается вероятность отбраковывания полностью обработанных частей. Таким образом, способ 400, проиллюстрированный на фиг.4, наряду с операциями черновой обдирки включает операции окончательной механической обработки.
Второй конец трубы (например, конец 216 - см. фиг.2 и 3) можно, как вариант, обработать механически (шаг 408), причем в некоторых вариантах полностью, т.к. он будет соединен со второй деталью (например, с одной из деталей 220, 320, показанных соответственно на фиг.2 и 3) корпуса клапана. В порядке альтернативы второй конец трубы можно рассверлить (шаг 410), чтобы сформировать требуемый контур.
Далее изготавливают вторую деталь корпуса, причем, как показано на фиг.4, это можно осуществить альтернативными способами. Предусмотрена возможность выбрать (на шаге 412) для формирования указанной детали, в зависимости от желаемого применения корпуса, материал в виде сплошной заготовки (отрезка металлического прутка). Вторую деталь обрезают на требуемую длину (шаг 414), а затем подвергают механической обработке, чтобы сформировать требуемый контур. Такая обработка может заключаться в обработке одного конца второй детали (например, конца 222, показанного на фиг.2, или конца 330, показанного на фиг.3) и, по меньшей мере, в частичной обработке канала этой же детали (например, канала 240, см. фиг.2, или канала 340, см. фиг.3), а также в обработке другого ее конца (например, конца 230, см. фиг.2, или конца 342, см. фиг.3) (шаг 416). В альтернативном варианте частично обрабатывают оба конца второй детали (шаг 418). После завершения требуемой механической обработки второй детали трубу (например, первую деталь 210) и вторую деталь (например, деталь 220, показанную на фиг.2, или деталь 320, показанную на фиг.3) помещают в держатель, такой как зажимное устройство, и соединяют одну с другой, например, с помощью сварки (шаг 420), как это описано выше. Предусмотрена возможность подвергнуть полученную сборку окончательной механической обработке с целью получения требуемых обработанных контуров (шаг 422). Необходимость такой обработки для одной или для обеих указанных деталей будет зависеть от длительности предыдущей механической обработки трубы и/или второй детали.
Шаги 430-438 иллюстрируют альтернативный вариант способа изготовления второй детали корпуса клапана. Для формирования этой детали (например, детали 320, показанной на фиг.3) выбирают (на шаге 430) две части (например, первую часть 322 и вторую часть 344, показанные на фиг.3). Исходные детали, выбранные для изготовления указанных частей, могут представлять собой сплошные заготовки, например отрезки металлического прутка. Обе части обрезают на требуемую для них длину (шаг 432). Способ, приведенный в качестве примера на фиг.4 и предназначенный, в частности, для формирования второй детали, состоящей из двух частей, включает, по меньшей мере, частичную механическую обработку концов (например, концов 324 и 330, см. фиг.3) первой части второй детали (шаг 434).
Вторую часть указанной детали, по меньшей мере, частично подвергают механической обработке или черновой обдирке у обоих концов (например, у концов 334 и 342, показанных на фиг.3) и формируют (на шаге 436) канал (например канал 340, показанный на фиг.3), представляющий собой участок второй части. Должно быть однозначно понятно, что канал может проходить как через одну из первой и второй частей второй детали, так и через обе эти части, а описание канала, проходящего только через вторую часть, представляет собой лишь иллюстрацию примера способа изготовления и конструкций, рассмотренных в описании. Затем первую и вторую части помещают в держатель, например в зажимное устройство (шаг 438), и соединяют одну с другой, например с помощью сварки, как это описано выше, формируя вторую деталь. Данный альтернативный способ изготовления включает установку трубы (например, первой детали 210) и второй детали (например, детали 320, показанной на фиг.3) в держатель (например, в зажимное устройство) таким образом, чтобы соединить их одну с другой (шаг 420), например с помощью сварки, как это описано выше. Далее полученный корпус можно подвергнуть окончательной механической обработке с получением требуемых контуров (шаг 422). В зависимости от объема предыдущей механической обработки трубы и/или второй детали для одной или для обеих указанных деталей может потребоваться проведение окончательной обработки такого же типа.
Как указывалось выше в связи с фиг.2 и 3, приведенный в качестве примера корпус клапана может состоять из первой детали, изготовленной из трубы, второй детали и третьей детали (например, детали 250, показанной на указанных чертежах). В том случае, когда третья деталь необходима, выбирают заготовку, из которой ее можно изготовить (например, предварительно сформованную заготовку или отрезок металлического прутка) (шаг 440). Предусмотрена возможность отрезать указанную деталь на требуемую длину (шаг 442), а концы (например, концы 252 и 258, показанные на фиг.2 и 3) обработать механическим образом с формированием требуемых контуров (шаг 444). В альтернативном варианте процедура отбора может включать выбор заранее сформированной детали, т.е. третьей детали, содержащей окончательно обработанный участок, такой как конец с фланцем (например, конец 252 с фланцем 254, показанный на фиг.2 и 3) (шаг 440). В этом случае механическая обработка указанного участка не нужна. Один конец (например, конец 258, см. фиг.2 и 3) предварительно обработанной третьей детали подвергают механической обработке (шаг 446), формируя контур, обеспечивающий соединение третьей детали, по меньшей мере, с трубой или второй деталью. После завершения надлежащей механической обработки третьей детали сборку, состоящую из трубы и второй детали, и третью деталь помещают в держатель, такой как зажимное устройство, и соединяют в единое целое (шаг 448), например с помощью сварки, как это описано выше. Как правило, имеется возможность провести механическую обработку третьей детали до ее присоединения к сборке, состоящей из трубы и второй детали.
Приведенные в качестве примера варианты изготовления описаны со ссылками на представленную на фиг.4 схему технологического процесса. Однако для специалистов в этой области будет вполне понятно, что существуют и другие модификации способа изготовления корпусов клапанов для текучей среды, такие как применение обработки на станках с числовым программным управлением, ручная обработка деталей и/или изменение последовательности операций по сравнению с порядком, представленным на фиг.4.
Объем настоящего изобретения не ограничен конкретными вариантами способа и корпуса клапана, описанными здесь только в качестве примеров. Напротив, оно охватывает все варианты способа, аппаратуры и деталей, связанные с изготовлением предлагаемого корпуса клапана и фактически лежащие в границах прилагаемой формулы как буквально, так и с учетом эквивалентов.
Реферат
Изобретение относится к арматуростроению, в частности к корпусам клапанов для текучей среды и способам их изготовления, и предназначено для использования в системах, регулирующих текучую среду, с соблюдением санитарных требований. Способ изготовления корпуса клапана включает получение трубы (210) требуемой длины, формирование первого и второго концов указанной трубы. Первый конец изготовлен с отверстием и с фланцем. Второй конец изготовлен с возможностью присоединения ко второй детали корпуса клапана. Вторая деталь (220) изготовлена с первым концом, расширенной зоной, каналом и вторым концом. Первый конец второй детали содержит фланец и отверстие, проходящее до расширенной зоны. Конфигурация канала позволяет регулировать проходящий через него поток текучей среды. Второй конец примыкает к указанному каналу и имеет вырезанный участок. Конфигурация вырезанного участка обеспечивает его сопряжение с участком второго конца трубы. Присоединение второго конца трубы ко второму концу второй детали осуществляется с формированием, по меньшей мере, участка корпуса клапана. Имеется корпус клапана, изготовленный по вышеуказанному способу. Изобретение направлено на снижение затрат при изготовлении корпуса клапана. 2 н. и 18 з.п. ф-лы, 4 ил.
Формула
получение трубы требуемой длины,
формирование первого и второго концов указанной трубы таким образом, чтобы первый конец был сконфигурирован с отверстием и с фланцем, а второй конец сконфигурирован с возможностью присоединения ко второй детали корпуса клапана,
изготовление второй детали, имеющей первый конец, который содержит фланец и в котором выполнено отверстие, проходящее до расширенной зоны, расширенную зону, канал, конфигурация которого позволяет регулировать проходящий через него поток текучей среды, и второй конец, примыкающий к указанному каналу и имеющий вырезанный участок, конфигурация которого обеспечивает его сопряжение с участком второго конца трубы, и
присоединение второго конца трубы ко второму концу второй детали с формированием, по меньшей мере, участка корпуса клапана.
формирование второго конца трубы и/или второй детали с обеспечением возможности его соединения с третьей деталью корпуса клапана для текучей среды,
формирование третьей детали из, по существу, сплошной заготовки с выполнением ее первого конца открытым и с приданием ее второму концу конфигурации, обеспечивающей возможность его присоединения ко вторым концам (второму концу) трубы и/или второй детали, и
присоединение второго конца третьей детали ко вторым концам (второму концу) трубы и/или второй детали.
формирование второй детали из первой части и второй части, при этом первому концу первой части придана конфигурация, обеспечивающая возможность его сопряжения со второй частью, второй конец первой части является первым концом второй детали, вторая часть выполнена имеющей канал, первый конец выполнен с конфигурацией, обеспечивающей возможность его сопряжения с первым концом первой части, а второй конец является вторым концом второй детали, и
соединение первых концов первой и второй частей друг с другом.
трубу требуемой длины, имеющую открытый первый конец с фланцем и второй конец, присоединенный ко второй детали корпуса,
вторую деталь, имеющую первый конец, который содержит фланец и в котором выполнено отверстие, проходящее до расширенной зоны, расширенную зону, канал, конфигурация которого позволяет регулировать проходящий через него поток текучей среды, и второй конец, примыкающий к указанному каналу и имеющий вырезанный участок, конфигурация которого обеспечивает его сопряжение с участком второго конца трубы,
при этом второй конец трубы и второй конец второй детали соединены друг с другом с формированием, по меньшей мере, участка корпуса клапана.
Комментарии