Устройство для отделения воды и твердых частиц распыляемой воды в машине непрерывного литья и способ непрерывного контроля и управления коррозионным фоном - RU2748255C2
Код документа: RU2748255C2
Чертежи




Описание
ОБЛАСТЬ ТЕХНИКИ
[0001] Изобретение в целом относится к производству металла. Более конкретно, изобретение относится к устройству и способу, которые контролируют и отделяют частицы от распыляемой воды из распылительной камеры в непрерывной литьевой машине.
УРОВЕНЬ ТЕХНИКИ
[0002] Непрерывное литье является способом преобразования расплавленного металла в полуфабрикаты из металла, такие как заготовки, блюмы или слябы, который эффективен для больших объемов и непрерывного производства. Процесс обычно используется для формирования стали, но может использоваться для формования других металлов, таких как алюминий и медь. Обычно при непрерывной разливке расплавленный металл собирается в промежуточном ковше, называемом разливочным устройством, и затем с точно контролируемой скоростью подается в зону первичного охлаждения. В зоне первичного охлаждения расплавленный металл попадает в твердую форму (часто из меди и часто с водяным охлаждением). Твердая форма отводит тепло из расплавленного металла, в результате чего вокруг еще жидкой сердцевины образуется твердая «металлическая оболочка». Жидкий металл с твердой оболочкой называется ручьем.
[0003] Как правило, ручей затем проходит во вторичную зону охлаждения и через распылительную камеру, где распыляется охлаждающая среда (например, вода) для дополнительного охлаждения металла. Примеры технологии распыления, используемой в распылительных камерах, описаны в патентах США №№ 4,699,202, 4,494,594, 4,444,495, 4,235,280, 3,981,347, 6,360,973, 7,905,271 и 8,216,117, которые включены в данный документ посредством ссылки. После прохождения через распылительную камеру металл дополнительно затвердевает и может быть разрезан на заготовки, блюмы или слябы для отправки.
[0004] Среда в машине непрерывного литья, включая распылительную камеру, может быть очень агрессивной. Коррозионные условия связаны с производством низкокачественного металла, потерями времени на производство, повышенными затратами на техническое обслуживание и простоями, повреждение литейной машины и труб, а также повышенными рисками безопасности для операторов.
[0005] Условия в литьевой машине могут контролироваться для определения оптимального производства металла (например, стали) и избегания перерывов в производстве. Однако контроль условий в верхней зоне распылительной камеры затруднен из-за экстремально высоких температур (например, выше 1500 °C), экстремальных значений рН, недоступности этой зоны во время производства и наличия отходов твердых частиц от производства металла, которые имеют высокую склонность к агломерации.
[0006] Существует потребность в альтернативных решениях для уменьшения коррозии и удаления отходов твердых частиц, образующихся в распылительных камерах машин непрерывного литья. Кроме того, существует потребность в улучшенных системах и способах контроля распылительных камер во время работы.
[0007] Обсуждение любых ссылок в этой патентной заявке предоставляет контекст для настоящего изобретения и не является признанием того, что любая такая ссылка или ссылки составляют «предшествующий уровень техники» для заявленного изобретения.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0008] Раскрыта система для обработки охлаждающей текучей среды в процессе непрерывного литья металла, имеющего распылительную камеру.
[0009] В одном варианте осуществления система содержит первое отделение с периодически работающим выпускным отверстием с открытым и закрытым состояниями для удаления твердых частиц и второе отделение, которое получает текучую среду, не содержащую частиц, из первого отделения. В некоторых вариантах выпускное отверстие содержит клапан. В некоторых вариантах осуществления изобретения первое отделение имеет скошенную, коническую, воронкообразную, пирамидальную форму или форму, суженную иным образом, которая облегчает оседание частиц. Текучая среда, не содержащая частиц, может быть возвращена в распылительную камеру.
[0010] В некоторых вариантах осуществления один или несколько датчиков измеряют по меньшей мере одно свойство текучей среды, не содержащей частиц, такое как коррозионная активность, pH или температура. Один или несколько датчиков и выпускное отверстие (с клапаном или без него) могут сообщаться с контроллером, причем контроллер приводится в действие алгоритмически для определения открытого или закрытого состояния выпускного отверстия.
[0011] В одном аспекте раскрыты способы обработки охлаждающей текучей среды в процессе непрерывного литья металла, имеющем распылительную камеру.
[0012] В одном варианте осуществления изобретения способ включает предоставление первого отделения, соединенного с распылительной камерой, причем первое отделение содержит выпускное отверстие, выполненное с возможностью периодической работы для удаления твердых частиц из охлаждающей текучей среды, и предоставление второго отделения, способного получать текучую среду, не содержащую частиц, из первого отделения, причем второе отделение связано с одним или несколькими датчиками для измерения по меньшей мере одного свойства текучей среды, не содержащей частиц.
[0013] В одном варианте осуществления способ включает выполнение первого отделения с распылительной камерой, причем первое отделение имеет выпускное отверстие, периодически переключающееся между открытым состоянием и закрытым состоянием; получение охлаждающей текучей среды в первое отделение; осаждение твердых частиц из охлаждающей текучей среды и открытие выпускного отверстия для удаления твердых частиц; подачу текучей среды, не содержащей частиц, во второе отделение, содержащее один или несколько датчиков для измерения по меньшей мере одного свойства текучей среды, не содержащей частиц; измерение по меньшей мере одного свойства текучей среды, не содержащей частиц; когда по меньшей мере одно свойство находится за пределами приемлемого диапазона и изменяется количество химического вещества, поступающего в охлаждающую текучую среду или текучую среду, не содержащую частиц. В некоторых вариантах осуществления изобретения первое отделение имеет скошенную, коническую, воронкообразную, пирамидальную форму или форму, суженную иным образом, которая облегчает оседание частиц.
[0014] В некоторых вариантах осуществления изобретения система и способы косвенно уменьшают коррозию в распылительных камерах.
[0015] В еще других вариантах осуществления данное изобретение относится к использованию системы для обработки охлаждающей текучей среды в процессе непрерывного литья металла, имеющем распылительную камеру. Система содержит первое отделение, гидравлически соединенное с распылительной камерой, причем первое отделение содержит выпускное отверстие, периодически переключающееся между открытым состоянием и закрытым состоянием, при котором твердые частицы и охлаждающая текучая среда проходят из первого отделения, причем выпускное отверстие находится в открытом состоянии, и удерживаются в первом отделении, когда выпускное отверстие находится в закрытом состоянии. Система также содержит второе отделение, гидравлически соединенное с первым отделением, причем второе отделение выполнено с возможностью получения текучей среды, не содержащей частиц, из первого отделения.
[0016] В вышеизложенном представлено общее описание признаков и технических преимуществ данного изобретения, чтобы нижеследующее подробное описание могло быть лучше понято. Дополнительные признаки и преимущества изобретения, которые составляют предмет формулы изобретения по данной заявке, будут описаны ниже. Специалист в данной области техники поймет, что концепция и конкретные варианты осуществления изобретения, раскрытые в данном документе, могут использоваться в качестве основы для модификации или разработки других вариантов осуществления для выполнения тех же целей данного изобретения. Специалист в данной области техники поймет, что другие и дополнительные варианты осуществления изобретения могут существовать в пределах сущности и объема данного раскрытия, как изложено в прилагаемой формуле изобретения.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0017] Подробное описание изобретения далее описывается с конкретной ссылкой на следующие графические материалы.
[0018] На фиг. 1 и 2 представлены обобщенные технологические схемы, иллюстрирующие варианты осуществления изобретения.
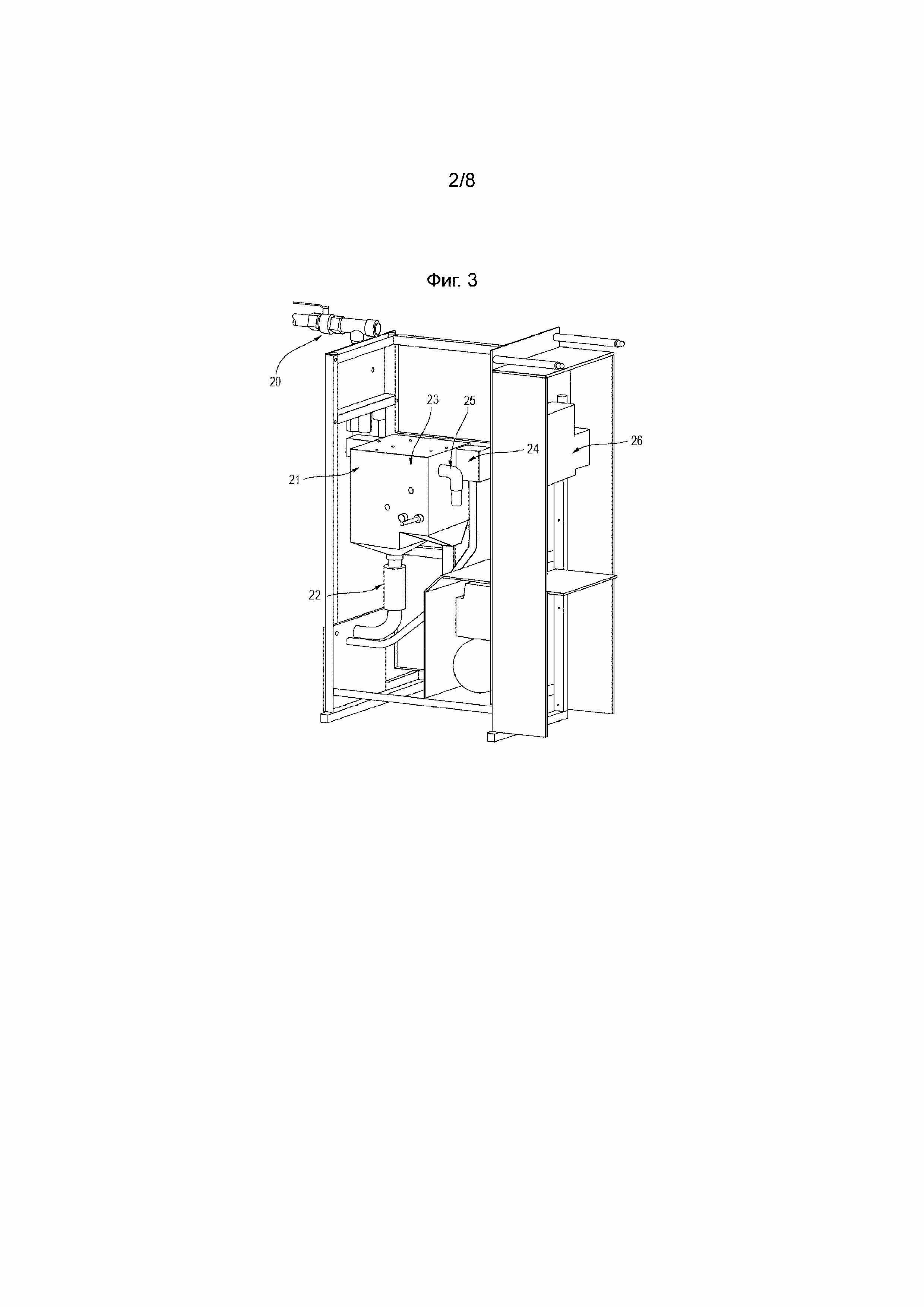
[0019] На фиг. 3 представлена иллюстрация, показывающая части системы непрерывного контроля литьевой машины в соответствии с некоторыми вариантами осуществления изобретения.
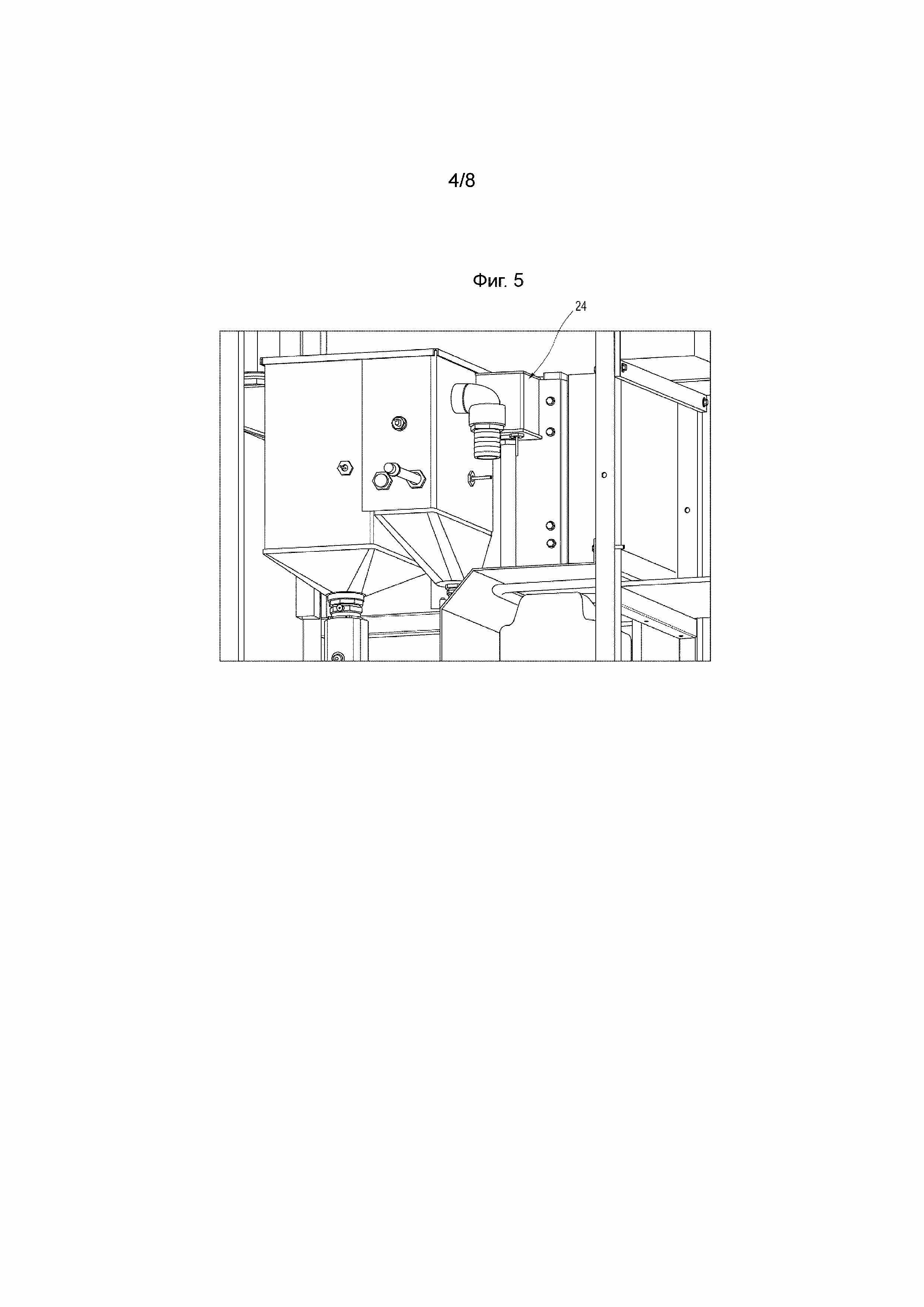
[0020] На фиг. 4 и 5 представлены иллюстрации, показывающие увеличение конструкции с двумя отделениями системы непрерывного контроля литьевой машины, как показано на фиг. 3 в соответствии с некоторыми вариантами осуществления изобретения.
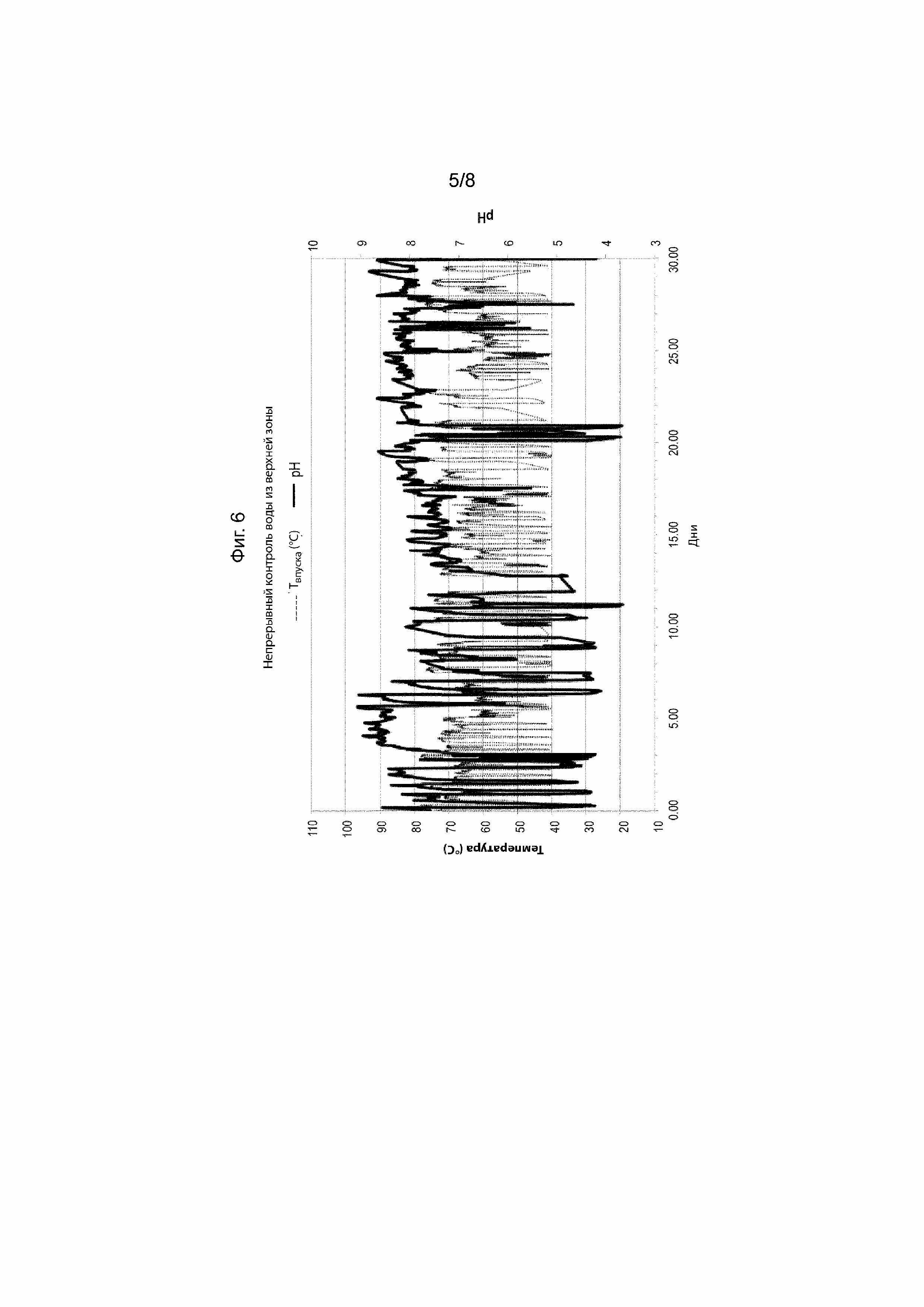
[0021] На фиг. 6 представлен график, показывающий pH и температуру в воде, полученной из высшей (верхней) зоны машины непрерывного литья металла, с использованием варианта осуществления раскрытой системы.
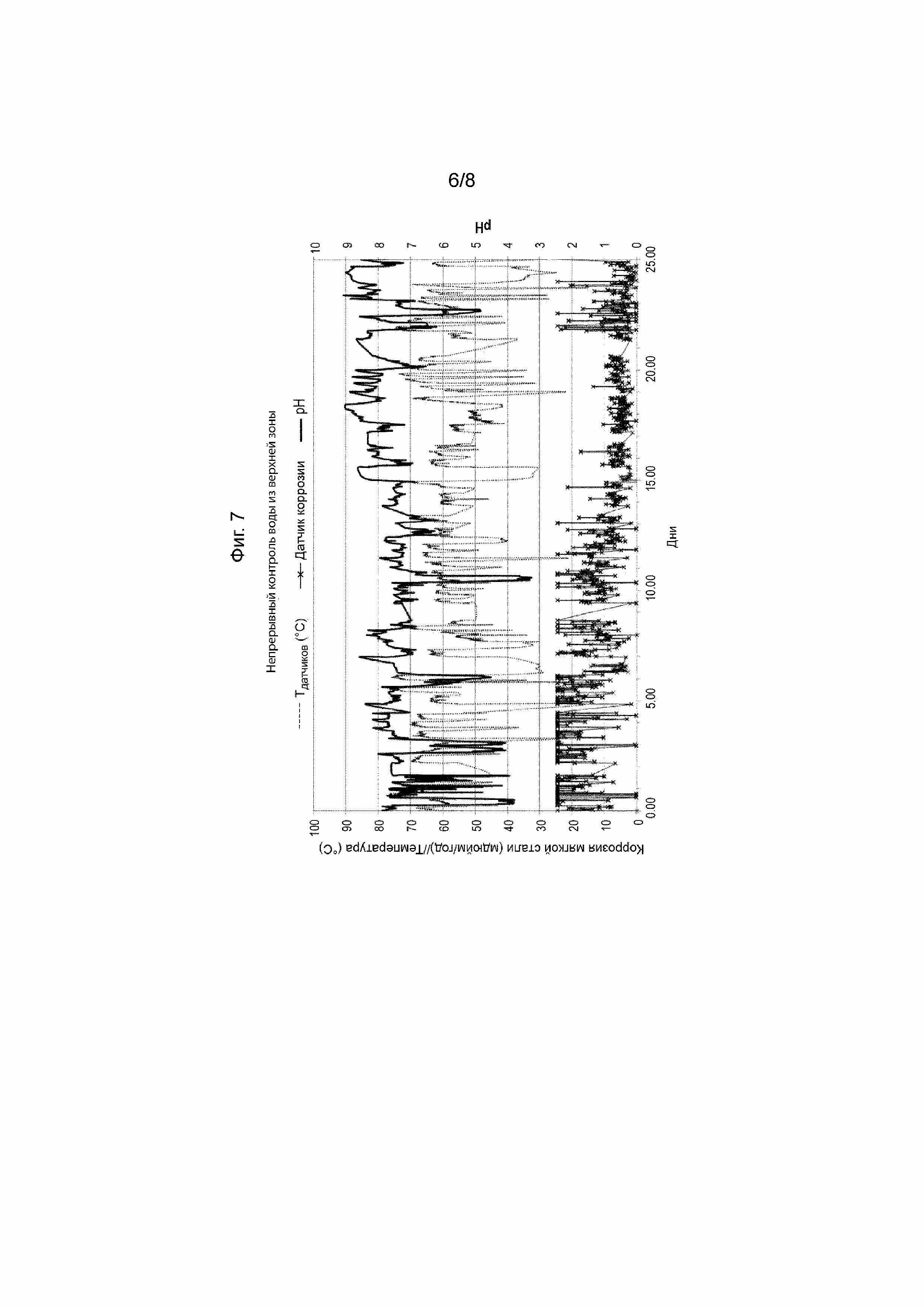
[0022] На фиг. 7 представлен график, показывающий pH, коррозию, происходящую в реальном масштабе времени, и температуру в воде, полученную из высшей (верхней) зоны машины непрерывного литья металла, с использованием варианта осуществления раскрытой системы.
[0023] На фиг. 8 представлен график зависимости температуры, непрерывно контролируемой в отстойнике (первом отделении), и состояния производства с использованием варианта осуществления раскрытой системы.
[0024] На фиг. 9 представлен график, показывающий температуру внутри системы непрерывного контроля, с использованием варианта осуществления раскрытой системы.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0025] Изобретение относится к системам, устройствам и способам, используемым для уменьшения коррозии в машинах непрерывного литья металла (включая сталь), с целью снижения общих затрат на эксплуатацию. Раскрыта система для отбора проб воды из распылительной камеры машины непрерывного литья металла, контроля распыляемой воды на коррозионную активность и другие параметры и удаления отходов.
[0026] Таким образом, целью изобретения является снижение коррозии в машине литья металла и увеличение периода непрерывной работы до тех пор, пока не потребуется техническое обслуживание. Чтобы ограничить коррозию в машинах непрерывного литья металла, важно регулярно контролировать воду в верхней зоне распылительной камеры. Непрерывный контроль предоставляет информацию в реальном масштабе времени об условиях в литьевой машине, которые можно использовать для корректировки дозирования химических веществ для местного контроля коррозии. Однако экстремальные условия в литьевой машине затрудняют непосредственный непрерывный контроль.
[0027] Еще одним осложнением литья металла является образование отходов из твердых частиц (иногда называемых окалиной), которые имеют склонность загромождать и разъедать литьевую машину и связанные каналы. Для удаления этих отходов необходимо периодическое отключение оборудования, что еще больше снижает эффективность производства. Кроме того, эти отходы загрязняют оборудование для непрерывного контроля, уменьшая способность непрерывно контролировать и регулировать условия в литьевой машине в режиме реального времени.
[0028] Таким образом, в одном аспекте раскрыта система для непрерывного отбора пробы распыляемой воды из верхней зоны камеры распыления, контроля коррозионной активности и удаления отходов из распыляемой воды. Выпускное отверстие облегчает периодическое удаление осажденных твердых частиц. Выпускное отверстие может быть периодически работоспособным, имея открытое состояние и закрытое состояние. Открытое состояние и закрытое состояние могут регулироваться с помощью клапана. Клапан может быть запорным клапаном. Открытое состояние и закрытое состояние выпускного отверстия и регулирование условий в распылительной камере можно автоматизировать и контролировать с помощью алгоритмов. Используя систему, раскрытую в данном документе, отбор проб, контроль и удаление частиц могут выполняться во время работы машины литья металла, что обеспечивает непрерывную работу литейной машины.
[0029] В данном документе подразумевается, что ссылка на машину непрерывного литья металла или непрерывную разливку металла включает в себя любую форму разливки металла, подходящую для раскрытых систем и способов, включая непрерывную разливку стали, алюминия, меди или любого другого металла, полученного таким образом.
[0030] Используемый в данном документе термин «распыляемая вода» означает воду, используемую в качестве охлаждающей текучей среды в машине литья металла. Более конкретно, «распыляемая вода» относится к воде, используемой в распылительной камере машины непрерывного литья металла, хотя она может также относиться к воде, используемой в качестве охлаждающей текучей среды в других частях машины. Термин «охлаждающая текучая среда» или «охлаждающая среда», таким образом, используется взаимозаменяемо с термином «распыляемая вода» в некоторых частях раскрытия.
[0031] Используемый в данном документе термин «текучая среда, не содержащая частиц» означает охлаждающую текучую среду, которая была обработана таким образом, что большинство или все нерастворимые частицы и окалина в охлаждающей текучей среде были удалены, в частности в охлаждающей текучей среде, использованной в распылительной камере, и впоследствии обработанной для удаления таких частиц. Понятно, что «текучая среда, не содержащая частиц», может удерживать некоторые твердые частицы и/или окалину, но на значительно более низких уровнях, чем соответствующая охлаждающая текучая среда, полученная из той же литьевой машины до осаждения и удаления частиц.
[0032] Используемый в данном документе термин «обработанная текучая среда» может относиться к текучей среде, которая была модифицирована добавлением или удалением агентов для изменения ее химического состава. Более конкретно, «обработанная текучая среда» может использоваться в данном документе ссылкой на охлаждающую текучую среду, которая была обработана путем изменения количества химического вещества в охлаждающей текучей среде, как более подробно описано в данном документе.
[0033] Используемый в данном документе термин «первое отделение» может использоваться взаимозаменяемо с терминами «отстойное отделение» или «отстойник» и, если не указано иное, относится к отделению, в котором твердые частицы отделяются или осаждаются из распыляемой воды, и могут впоследствии быть собраны, согласно раскрытой системе и способам.
[0034] Используемый в данном документе термин «второе отделение» может использоваться взаимозаменяемо с терминами «отделение с датчиками» или «резервуар с датчиками» и, если не указано иное, является отделением, в котором различные параметры, такие как температура, pH и коррозия, измеряются в распыляемой воде (обычно уже не содержащей частиц) согласно раскрытой системе и способам.
[0035] Хотя первое отделение и второе отделение обычно можно описать как камеры или резервуары, также следует понимать, что труба или трубы, каркас (например, серия изогнутых труб различной конфигурации) или другая, как правило, полая конструкция могут использоваться в соответствии с определенными вариантами осуществления изобретения, описанными в данном документе, в соответствии с общей целью изобретения.
[0036] Различные параметры являются подходящими для непрерывного контроля в распыляемой воде, полученной из распылительной камеры. Эти параметры включают pH, температуру, скорость коррозии, проводимость, окислительный/восстановительный потенциал, концентрацию биоцидов, мутность, поток, растворенный кислород, общее количество взвешенных твердых веществ, концентрацию ионов и общее количество растворенных твердых веществ. Например, локальные падения pH в верхней зоне распылительной камеры являются обычными при литье металла и связаны с повышенным потенциалом коррозии в этой зоне.
[0037] Понятно, что в соответствии с системами и способами, раскрытыми в данном документе могут использоваться дополнительные отделения либо между отстойным отделением и отделением с датчиками, либо в других областях системы (например, для сбора твердых частиц при их выходе из первого отделения). Кроме того, как первое отделение, так и второе отделение, как определено выше, может быть само разделено на подотделения, не выходя за пределы сущности и объема заявленного изобретения.
[0038] Данное изобретение обеспечивает несколько преимуществ по сравнению с предшествующим уровнем техники, включая более длительные периоды непрерывной автономной работы машины для литья по сравнению с традиционными системами литья. Например, использование систем и способов, раскрытых в данном документе, может позволить автономную работу в течение 30 или более дней с минимальным накоплением окалины в оборудовании для отбора проб. Аналогичным образом, раскрытые системы и способы могут обеспечивать непрерывный и надежный контроль множества важных эксплуатационных параметров в течение 30 дней или более. Раскрытые системы и способы могут обнаруживать остановки производства на основе таких параметров, как измерения температуры, объем текучей среды, вес текучей среды, расход потока и мутность. Важно отметить, что непрерывный контроль можно привязать к автоматическим контроллерам, которые удаляют отходы из твердых частиц и добавляют агенты, необходимые для регулирования условий в литьевой машине/распылительной камере с минимальной потребностью вмешательства пользователя. В определенных вариантах осуществления изобретения контроллеры приводятся в действие с использованием алгоритмов и/или компьютеризированных моделей, уменьшая необходимость вмешательства человека.
[0039] В одном варианте осуществления раскрыта система для обработки охлаждающей текучей среды в процессе непрерывной разливки металла, имеющая распылительную камеру, причем система содержит первое отделение, гидравлически соединенное с распылительной камерой, которое содержит выпускной канал, имеющий открытое состояние и закрытое состояние, выпускное отверстие, выполненное с возможностью периодической работы для удаления твердых частиц и охлаждающей текучей среды из первого отделения, когда выпускное отверстие находится в открытом состоянии, и для удержания твердых частиц и охлаждающей текучей среды в первом отделении, когда выпускное отверстие находится в закрытом состоянии; и второе отделение, гидравлически соединенное с первым отделением, причем второе отделение выполнено с возможностью получения текучей среды, не содержащей частиц, из первого отделения.
[0040] В некоторых вариантах осуществления первое отделение, таким образом, функционирует как отстойник для твердых частиц, содержащихся в распыляемой воде. Твердые частицы оседают в первом отделении/отстойнике и могут выпускаться (то есть удаляться) через различные промежутки времени с целью предотвращения засорения.
[0041] В некоторых вариантах осуществления изобретения клапан используется для регулирования открытого состояния и закрытого состояния в выпускном отверстии и для удаления твердых частиц из первого отделения. Клапан периодически работает с открытым и закрытым положением. Таким образом, клапан может быть открыт, когда твердые частицы накапливаются в первом отделении. Как твердые частицы, так и охлаждающая текучая среда удаляются из первого отделения, когда клапан находится в открытом положении.
[0042] В некоторых вариантах осуществления система выполнена с возможностью пропускания текучей среды, не содержащей частиц, из первого отделения во второе отделение. В конкретных вариантах осуществления поток текучей среды, не содержащей частиц, включает перелив текучей среды, не содержащей частиц, из первого отделения во второе отделение. Например, текучая среда, не содержащая частиц, может заполнять первое отделение или достигать порогового уровня (например, «точки заполнения») в первом отделении, и на этой стадии текучая среда, не содержащая частиц, проходит в один или несколько отдельных трубопроводов, шлангов, каналов, труб или отверстий, гидравлически сообщающиеся со вторым отделением. Ожидается, что текучая среда в верхнем конце первого отделения будет относительно свободной от крупных и/или нерастворимых частиц. В других вариантах осуществления текучая среда, не содержащая частиц, направляется из первого отделения во второе отделение.
[0043] В некоторых вариантах осуществления текучая среда, не содержащая частиц, переливает через края первого отделения, когда первое отделение достигает точки заполнения, и направляется во второе отделение. Преимущество перелива заключается в простом и эффективном механизме перемещения текучей среды, не содержащей частиц, из первого отделения, при этом требуя минимального вмешательства пользователя и затрат энергии. Перелив может осуществляться после или во время отделения частиц более высокой плотности (выше, чем у воды), например, у основания первого отделения. Для обеспечения отделения металлических частиц от основного потока может быть реализована вращающаяся ограниченная пластина. Перелив также имеет преимущество, заключающееся в обеспечении потока пробы для непрерывного контроля, что позволяет проводить последующую обработку охлаждающей текучей среды в распылительной камере или направлять ее в нее. В определенных вариантах осуществления охлаждающая текучая среда в раскрытой системе обрабатывается после выхода из первого отделения и затем возвращается обратно в камеру распыления.
[0044] В некоторых вариантах осуществления изобретения первое отделение имеет скошенную, коническую, воронкообразную, пирамидальную форму или форму, суженную иным образом, которая облегчает оседание частиц. Сужение формы первого отделения, особенно в нижней части первого отделения, помогает собирать более тяжелые частицы вблизи выпускного отверстия, откуда частицы могут затем удаляться, например, путем открытия выпускного отверстия (например, клапана). Конструкция может облегчить функцию самоочистки для первого отделения и обеспечивать определенные преимущества в удобстве, низких эксплуатационных расходов и простоты использования.
[0045] В некоторых вариантах осуществления изобретения второе отделение связано с одним или несколькими датчиками, выполненными с возможностью измерения по меньшей мере одного свойства текучей среды, не содержащей частиц. По меньшей мере одно свойство может включать проводимость, pH, окислительный/восстановительный потенциал, коррозию, концентрацию биоцидов, мутность, температуру, расход, растворенный кислород, общее количество взвешенных твердых веществ, концентрацию ионов и общее количество растворенных твердых веществ. Концентрация ионов может быть измерена с использованием способов, известных в данной области техники, включая чувствительные к ионам зонды (ISE-датчики).
[0046] Хотя различные варианты осуществления изобретения, раскрытые в данном документе, иллюстрируют первое отделение, расположенное последовательно со (например, рядом или по соседству с ним) вторым отделением, первое отделение и второе отделение также могут быть расположены в других конфигурациях, согласующихся с объемом и духом данного раскрытия. Например, первое отделение и второе отделение могут быть расположены концентрически, причем первое отделение занимает внутреннее концентрическое кольцо, а второе отделение занимает внешнее концентрическое кольцо или первое отделение занимает внешнее кольцо, а второе отделение занимает внутреннее концентрическое кольцо.
[0047] В некоторых вариантах осуществления изобретения текучая среда, не содержащая частиц, периодически отводится из первого отделения, когда достигается заданный объем охлаждающей текучей среды в первом отделении или когда достигается другой требуемый параметр или параметры. Например, не содержащая частиц текучая среда может отбираться периодически (например, через определенные интервалы времени, непрерывно или определяться вручную). Непрерывный контроль системы может использоваться для определения того, когда необходимо выводить текучую среду, не содержащую частиц, из первого отделения. В некоторых вариантах осуществления клапан функционально связан с трубопроводом, каналом, трубой или другим отверстием лидравлически связанным со вторым отделением, причем клапан управляется вторым контроллером под ручным или автоматическим управлением.
[0048] В некоторых вариантах осуществления изобретения показания датчиков используются для побуждения системы вводить химические вещества в распыляемую воду с целью изменения любых из измеренных свойств распыляемой воды перед возвратом ее в распылительную камеру. Показания датчика также можно использовать для регулирования различных рабочих параметров машин непрерывного литья металла, включая условия в распылительной камере, для поддержания оптимальной и непрерывной работы.
[0049] Раскрытая система может автономно поддерживать свойства распыляемой воды в требуемых диапазонах в течение продолжительных периодов (например, 30 или более дней).
[0050] В некоторых вариантах осуществления запорный клапан функционально связан с контроллером. Контроллер может быть автоматическим. Таким образом, первая камера может самопромываться.
[0051] В определенных вариантах осуществления изобретения, один или несколько алгоритмов используются для анализа одного или нескольких параметров, измеренных в системе и/или машине литья металла, причем алгоритмы определяют подходящие моменты времени для открытия и закрытия выпускного отверстия первого отделения, добавления химикатов в распыляемую воду, или иным образом регулируют рабочие условия системы и/или металла для охлаждающей текучей среды, или иным образом регулируют условия в системе и/или машине литья металла. Алгоритмы могут быть эксплуатационно связаны с контроллером и другими частями системы и/или машиной литья металла с целью поддержания непрерывной работы машины литья металла в течение длительных периодов с минимальным вмешательством пользователя. Функция открытия и закрытия может быть активирована, например, с использованием алгоритмов, которые устанавливают зависимость данных о расходе и/или температуры из первого отделения и второго отделения и соответственно регулируют частоту продолжительности открытия и закрытия соответственно.
[0052] Некоторые варианты осуществления изобретения дополнительно описаны ниже. Эти варианты осуществления предоставляются только для целей иллюстрации и не предназначены для ограничения объема изобретения каким-либо образом. Альтернативные варианты осуществления изобретения могут существовать в пределах объема и сущности заявленного изобретения, как определено более конкретно в прилагаемой формуле изобретения.
[0053] На фиг. 1 показана система для обработки охлаждающей текучей среды в процессе непрерывной разливки металла. В системе свежая распылительная вода проходит в распылительную камеру литьевой машины через линии подачи и распыления. Распыленная вода из высшей (то есть, «верхней») зоны распылительной камеры собирается водосборником и направляется в систему непрерывного контроля через трубопровод. Система непрерывного контроля содержит первое отделение для осаждения частиц и второе отделение для непрерывного контроля различных параметров в текучей среде, не содержащей частиц (дополнительно обсуждается далее).
[0054] Поток, проходящий из системы непрерывного контроля и содержащий в целом воду, не содержащую частиц, или не содержащую частиц воду, заполненную отходами, может быть соединен с выпускным потоком, выходящим из нижнего конца распылительной камеры и содержащим большое количество частиц, при этом объединенный поток проходит в зону очистки отработанной воды и, возможно, песочный фильтр для дальнейшей очистки. Затем полученный поток можно направить в охлаждающую башню для возможной рециркуляции обратно в распылительную камеру.
[0055] Различные параметры, такие как температура, объем, мутность и концентрация частиц, могут быть измерены в системе непрерывного контроля и преобразованы в электрический сигнал. Контроллер может использоваться для активации добавления химического вещества в одном из различных мест вдоль пути текучей среды, описанного в данном документе (вариант 1, вариант 2 или вариант 3 на фиг. 1). Предпочтительно, чтобы добавление химикатов происходило в линиях распыления (вариант 1), но химические вещества могут также добавляться после обработки и фильтрации воды или внутри охлаждающей башни.
[0056] На фиг. 2 в целом показана система 1 для обработки охлаждающей текучей среды в процессе непрерывной разливки металла. В системе 1 распылительная вода из высшей (то есть, «верхней») зоны распылительной камеры машины непрерывного литья металла направляется в первое отделение 11 по каналу 10. Выпускное отверстие (например, клапан) с открытым положением и закрытым положением может использоваться для определения, когда разрешить поток распыляемой воды в систему 1. Клапан может быть автоматическим или управляемым вручную.
[0057] Первое отделение 11 служит отстойником, позволяя твердым частицам отделяться от охлаждающей текучей среды. Первое отделение 11 обычно имеет коническую или пирамидальную форму для облегчения оседания и сбора твердых частиц в нижней части отделения. Первое отделение 11 гидравлически соединено с выпускным отверстием, таким как клапан, который может представлять собой запорный клапан 12, имеющий открытое положение и закрытое положение. Запорный клапан 12 выполнен с возможностью периодической работы для удаления твердых частиц и охлаждающей текучей среды из основания первого отделения 11, когда запорный клапан 12 находится в открытом положении, и для удержания твердых частиц и охлаждающей текучей среды в первом отделении 11, когда запорный клапан 12 находится в закрытом положении. Запорный клапан 12 может быть автоматическим. Используемый в данном документе термин «автоматический запорный клапан» относится к клапану, который работает без вмешательства человека. Запорный клапан 12 может открываться и закрываться через регулярные интервалы времени, основанные на предварительно заданной программе, или может открываться и закрываться на основе измеренных параметров в машине непрерывного литья стали или системе 1. Запорный клапан 12 также может управляться платой управления (не показана). Таким образом, твердые частицы могут периодически удаляться из первого отделения 11 с помощью запорного клапана 12 для последующего хранения или утилизации, при этом вмешательство человека-оператора практически не требуется. Несмотря на то, что запорный клапан 12 не требует вмешательства человека, он может управляться или корректироваться вручную человеком и все же считаться «автоматическим», особенно если его работа не обязательно требует такого вмешательства.
[0058] Благодаря открыванию и закрыванию с определенными интервалами или в ответ на определенные параметры, запорный клапан 12 может служить для накопления частиц и самопромывки их автоматически из системы 1.
[0059] Текучая среда, не содержащая частиц, из первой камеры 11 втекает (например, направляется или переливается) во второе отделение 13, где датчики (не показаны) непрерывно контролируют различные параметры текучей среды, не содержащей частиц, такие как pH, коррозию и температуру. Текучая среда, не содержащая частиц, может затем проходить из второго отделения 13 через перелив 14 или другие средства для поступления в удерживающее отделение 15 с целью последующего выброса или возвращения обратно в камеру распыления.
[0060] На фиг. 3-5 показано систему непрерывного контроля литьевой машины в соответствии с некоторыми вариантами осуществления изобретения. На фиг. 3 показано, как впускной шаровой клапан 20 регулирует подачу распыляемой воды (то есть охлаждающей текучей среды) из верхней зоны распылительной камеры машины непрерывного литья металла в систему. Когда впускной шаровой клапан 20 открыт, распыляемая вода поступает в первое отделение 21, где твердые частицы осаждаются. Осажденные частицы периодически промывают, открывая автоматический запорный клапан 22 в нижней части первого отделения 21. Текучая среда, не содержащая частиц, перетекает (не показано) во второе отделение 23. Отдельный перелив 24 и аварийный перелив 25 позволяют избытку текучей среды, не содержащей частиц, вытекать из второго отделения 23. Панель непрерывного контроля 26 контролирует и интегрирует различные параметры в распыляемой воде на разных стадиях системы с использованием различных датчиков. Панель непрерывного контроля 26 может содержать или быть выполнена с возможностью взаимодействия с контроллером, который осуществляет оперативное управление различными функциями, такими как открытие/закрытие впускного шарового клапана 20, открытие/закрытие автоматического запорного клапана 22, добавление различных химических добавок в распыляемую воду или корректировки рабочих параметров в распылительной камере и/или машине литья металла в целом.
[0061] На фиг. 4 показаны монитор коррозии 27, который измеряет коррозию, а рН-метр 28 измеряет рН во втором отделении 23. Температурные датчики 29 непрерывно измеряют температуру в разных зонах системы, включая первое отделение 21, второе отделение 23 и перелив 24. Например, датчики температуры могут быть расположены в первом (отстойном) отделении 21; во втором (с датчиками) отделении 23 для определения температуры у датчиков pH и коррозии и обеспечения возможности коррекции их показаний; на выпускном участке системы для измерения температуры в выпускном потоке; и/или в автоматическом запорном клапане 22 для определения, не заблокировано ли опорожнение. Как описано в данном документе, выпускное отверстие системы может относиться к любому из перелива 24, аварийного перелива 25 или отдельного выпускного трубопровода, канала или пути (не показан), выходящего из второго отделения 23. Например, согласно варианту осуществления изобретения на фиг. 5 датчик выходной температуры может присутствовать на переливе 24.
[0062] В некоторых вариантах осуществления изобретения текучая среда, не содержащая частиц, имеет расход потока из первого отделения 21 во второе отделение 23 от примерно 3 л/мин до примерно 100 л/мин. В конкретных вариантах осуществления изобретения расход потока составляет от около 5 л/мин до около 50 л/мин. Как правило, раскрытая система работает более эффективно при более высоких расходах потока.
[0063] Вакуумный элемент может быть использован с выпускным отверстием для опорожнения первого отделения раскрытой системы. Например, вакуумный элемент может быть связан с автоматическим запорным клапаном 22 (фиг. 3), при этом вакуумный элемент имеет включенное и выключенное положение, так что работает в выключенном положении, когда клапан находится в закрытом положении, и работает во включенном положении, когда клапан находится в открытом положении для удаления твердых частиц.
[0064] В некоторых вариантах осуществления автоматический запорный клапан работает в открытом положении, а вакуумный элемент работает во включенном положении с периодическими интервалами в течение примерно одной минуты, чтобы обеспечить удаление твердых частиц из первого отделения. В некоторых вариантах осуществления изобретения периодические интервалы выбираются от около 5 минут до около 100 минут, например, около 15-минутных интервалов, но также возможны более длинные интервалы в пределах объема раскрытия. Специалист в данной области поймет, что вакуумный элемент и временные интервалы могут быть выбраны для оптимизации осаждения твердых частиц и функциональности самопромывки системы. При определении этих интервалов могут учитываться другие факторы, такие как расход потока, плотность частиц в распыляемой воде, размер и форма первого отделения и предпочтения клиента. Таким образом, вариант осуществления изобретения заключается в том, что интервалы определяются динамически с использованием алгоритмов, которые связывают расход потока, температуру и другие данные в системе для установки времени включения/выключения.
[0065] Таким образом, в конкретном варианте осуществления раскрыта система для обработки охлаждающей текучей среды в процессе непрерывного литья металла, имеющая распылительную камеру, причем система содержит первое отделение, гидравлически соединенное с распылительной камерой; первое отделение содержит запорный клапан, периодически переключающийся между открытым положением и закрытым положением, причем твердые частицы и охлаждающая текучая среда проходят из первого отделения, когда клапан находится в открытом положении, и удерживаются в первом отделении, когда клапан находится в закрытом положении; вакуумный элемент, имеющий положение «включено» и «выключено», так что вакуумный элемент находится в рабочем состоянии во включенном положении, когда клапан находится в закрытом положении, и вакуумный элемент находится в рабочем состоянии во включенном положении, когда клапан находится в открытом положении для удаления твердых частиц; и второе отделение, гидравлически соединенное с первым отделением, причем второе отделение выполнено с возможностью получения текучей среды, не содержащей твердых частиц, из первого отделения.
[0066] Таким образом, контроллер может поддерживать связь с автоматическим запорным клапаном, датчиками температуры и сигнализацией, датчиком температуры, выполненным с возможностью определения температуры охлаждающей текучей среды, и сигнализацией, выполненной с возможностью указания, когда температура выходит за допустимый предел. Следовательно, работа (открытие/закрытие) автоматического запорного клапана может быть изменена в ответ на динамические изменения в системе.
[0067] В определенных вариантах осуществления один или несколько насосов сообщаются с контроллером, причем один или несколько насосов выполнены с возможностью впрыскивать по меньшей мере одно химическое вещество в текучую среду, не содержащую частиц, для изменения по меньшей мере одного свойства текучей среды, не содержащей частиц, образовывая обработанную текучую среду. Обработанная текучая среда затем может быть возвращена в машину литья металла, влияя на условия в ней.
[0068] В одном аспекте раскрыты способы обработки охлаждающей текучей среды в процессе непрерывного литья металла, имеющем распылительную камеру.
[0069] В одном варианте осуществления изобретения способ включает предоставление первого отделения, соединенного с распылительной камерой, при этом первое отделение содержит выпускное отверстие, имеющее открытое состояние и закрытое состояние, причем это выпускное отверстие выполнено с возможностью удаления твердых частиц из первого отделения, и охлаждающей текучей среды, когда находится в открытом состоянии, определяя текущую среду, не содержащую частиц, и это выпускное отверстие, удерживающее твердые частицы в первом отделении, и охлаждающую текучую среду, когда находится в закрытом состоянии; и предоставление второго отделения, гидравлически соединенного с первым отделением, причем второе отделение выполнено с возможностью получения текучей среды, не содержащей частиц, из первого отделения, а второе отделение связано гидравлически с одним или несколькими датчиками, выполненными с возможностью измерения по меньшей мере одного свойства текучей среды, не содержащей частиц, так что текучая среда, не содержащая частиц, может быть повторно использована во время процесса непрерывной разливки металла.
[0070] В другом варианте осуществления изобретения способ включает выполнение первого отделения с распылительной камерою, причем первое отделение содержит клапан, имеющий открытое положение и закрытое положение; прием охлаждающей текучей среды, содержащей твердые частицы, в первое отделение; осаждение твердых частиц из охлаждающей текучей среды так, что они контактируют с клапаном, имеющим открытое положение и закрытое положение; управление клапаном в открытом положении для удаления твердых частиц из охлаждающей текучей среды и первого отделения для получения текучей среды, не содержащей частиц; подачу текучей среды, не содержащей частиц, из первого отделения во второе отделение, содержащее один или несколько датчиков, выполненных с возможностью измерения по меньшей мере одного свойства текучей среды, не содержащей частиц; измерения по меньшей мере одного свойства текучей среды, не содержащей частиц, с помощью одного или нескольких датчиков; определение, находится ли по меньшей мере одно свойство в приемлемом диапазоне; когда по меньшей мере одно свойство находится за пределами допустимого диапазона, изменение количества химического вещества, втекающего в текучую среду, не содержащую частиц; химическое вещество, способное регулировать по меньшей мере одно свойство, для приведения по меньшей мере одного свойства в приемлемый диапазон, определяя обработанную текучую среду; и повторное использование обработанной текучей среды в процессе непрерывной разливки металла.
[0071] В некоторых вариантах осуществления получение охлаждающей текучей среды, содержащей твердые частицы, в первое отделение, включает получение охлаждающей текущей среды в воронку из верхней зоны распылительной камеры, причем воронка соединена со шлангом так, что воронка и шланг соединены гидравлически с первым отделением.
[0072] Вакуумный элемент может использоваться в связи с выпускным отверстием и/или клапаном для всасывания твердых частиц из первого отделения, а выпускное отверстие и/или клапан и вакуумный элемент могут работать периодически и вместе друг с другом. В определенных вариантах осуществления выпускное отверстие и/или клапан находятся в гидравлической связи со стоком. Таким образом, выпускное отверстие и/или клапан и вакуумный элемент облегчают функцию самопромывки (очистки) системы.
[0073] В конкретных вариантах осуществления работа выпускного отверстия и/или клапана и вакуумного элемента периодически включает работу выпускного отверстия и/или клапана и вакуумного элемента с интервалами 10-100 минут в течение 1 минуты. В конкретных вариантах осуществления изобретения клапан и вакуумный элемент работают с 15-минутными интервалами в течение 1-минуты. В предпочтительном варианте осуществления интервалы определяются алгоритмически на основе расходов потока, температуры, мутности и/или других факторов, измеренных в системе, как раскрыто в данном документе.
[0074] Например, согласно одному обобщенному алгоритму, частота открытия выпускного отверстия и/или клапана в первом отделении может быть уменьшена, когда Tвпуска>35°C и Tвпуска-Tвыпуска>8-15°C.
[0075] В качестве альтернативы, частота открытия выпускного отверстия и/или клапана в первом отделении может быть уменьшена, когда температура Tвпуска>35°C и поток падает ниже порогового значения.
ПРИМЕРЫ
[0076] Проверка инструмента непрерывного контроля литьевой машины в условиях эксплуатации.
[0077] Машины и надстройка в распылительной камере машин непрерывного литья слябов подвержены сильной коррозии. Заявитель в данное время работает над программой по снижению коррозии на этой части литьевой машины. Ключевой частью программы является надежный инструмент непрерывного контроля коррозии. Этот инструмент используется для непрерывного контроля коррозионной активности воды в верхней зоне распылительной камеры, где частые локальные падения рН увеличивают потенциал коррозии в этой зоне, а также для управления ею.
[0078] Инструмент для контроля литьевой машины был спроектирован и разработан для контроля качества распыляемой воды, собираемой из верхней зоны камеры распыления машины непрерывного литья металла. Инструмент непрерывного контроля способен автономно отбирать пробы воды, содержащей большое количество отходов/окалины, из верхней зоны распылительной камеры, отделять отходы и производить поток чистой воды, который непрерывно контролируется различными датчиками. Это устройство работает на основе автоматического клапана, который периодически открывается для перемещения собранных отходов в отстойную камеру. Были оценены четыре ключевых показателя эффективности:
- Автономная работа в течение 30 дней с минимальным накоплением окалины в пробоотборном оборудовании;
- Постоянный и надежный контроль pH, температуры и скорости коррозии в течение 30 дней;
- Обнаружение остановок производства на основе измерений температуры; и
- Способность обнаружить перелив из первого отделения во второе отделение.
[0079] Распыленная вода собиралась за сегментом 1 во время производства с помощью воронки из нержавеющей стали (60×60×100 см; корпус: Ø 50 см, высота 37 см). Фильтр пирамидальной формы (55×55×18 см) был установлен сверху воронки для отфильтровывания частиц размером более 1 см. Вода с окалиной была канализирована извне распылительной камеры с помощью 14-метрового EPDM-шланга (внутренний диаметр 2 дюйма) во внутреннюю часть инструмента для непрерывного контроля коррозии. Выпускной поток и перемещение рециркулированной текучей среды обратно в распылительную камеру.
[0080] В первоначальной установке для удаления окалины использовался регулирующий клапан Schubert & Salzer. Он был заменен автоматическим запорным клапаном AKO VMC с целью обеспечения максимального внутреннего диаметра клапана при открытии.
[0081] Инструмент для непрерывного контроля литьевой машины был разработан с двумя отдельными отделениями. Вода поступает в первое отделение, где оседает окалина. См. фиг. 3-5. Осажденные частицы периодически промывались с помощью автоматического запорного клапана. Поток воды, не содержащий частиц, переливался во второе отделение. Во втором отделении для непрерывного контроля были установлены монитор коррозии, рН-метр и датчик температуры. См. фиг. 3-5. Данные были записаны с помощью контроллера.
[0082] Три температурных датчика были установлены в разных зонах оборудования:
- Датчик температуры в первом (отстойном) отделении (Tвпуска): этот датчик устанавливается за 15 см от дна отстойника и намокает, когда вода попадает в отделение с датчиками.
- Датчик температуры, установленный во втором (с датчиками) отделении (Tдатчика): этот датчик показывает температуру, при которой измеряют датчики (pH и коррозии). Эта температура может быть использована для корректировки показаний pH.
- Датчик температуры, установленный на выпускной секции на переливе 24 (Tвыпуска): этот датчик обнаруживает и измеряет поток в выпускном отверстии.
[0083] Автоматический запорный клапан в выпускном отверстии был приведен в действие электромагнитным клапаном и таймером. Таймер запорного клапана может быть отрегулирован вручную для изменения времени нахождения воды в оборудовании. Во время испытаний запорный клапан открывали каждые 15 минут и оставляли открытым на 1 минуту для уверенности, что все осевшие отходы хорошо смывались. Вакуумная система была присоединена к запорному клапану и приводилась в действие одновременно для максимального открытия клапана.
[0084] Пробы воды из инструмента непрерывного контроля литьевой машины брались два раза в неделю для проверки измерений pH, записанных в контроллере. Параллельно наблюдали за температурой, потоком воды и осаждением частиц для оценки динамики воды внутри оборудования во время производства.
[0085] KPI 1: Автономная работа в течение 30 дней с минимальным накоплением окалины в пробоотборном оборудовании.
[0086] Конструкция отстойника оказалась пригодной для осаждения окалины из потока воды, собранного из распылительной камеры. Чистая вода переливалась из отстойника в отделение с датчиками с минимальным осаждением окалины в отделении с датчиками.
[0087] Использование автоматического запорного клапана AKO VMC с присоединенным вакуумным блоком позволило максимально увеличить внутренний диаметр отверстия клапана. Это эффективно предотвращало засорение клапана. Каждые 15 минут запорный клапан открывался на 1 минуту, и клапан вакуумировался при давлении -1 бар, чтобы поддерживать внутренний диаметр на уровне 2 дюймов.
[0088] Внутренняя часть оборудования очищалась только один раз в месяц. В целом окалина эффективно оседала и удалялась автоматическим клапаном при только минимальном обслуживании. Эти результаты подтверждают первый KPI.
[0089] КРI 2. Непрерывный и надежный контроль pH, температуры и скорости коррозии в течение 30 дней.
[0090] PH, температура и коррозия охлаждающей текучей среды контролировались каждые 5 минут с помощью контроллера.
[0091] На фиг. 6 показана зависимость pH от температуры в отстойнике во время производства (Tвпуска > 40 °C). Показатели pH (жирная/сплошная линия) измерялись каждые 5 минут. Указанный pH воды, собранной из распылительной камеры, варьировался от 3,9 до 8,5, в зависимости от условий литья. Конструкция оборудования позволяла легко калибровать зонд при необходимости. Для этого типа воды ожидается частая очистка и калибровка датчика pH из-за образования отложений на поверхности датчика. Были взяты пробы воды для проверки контролируемых значений с помощью контроллера, и прибор был откалиброван по мере необходимости.
[0092] Как показано на фиг. 6, система смогла собирать надежные данные рН в течение более одного месяца. Кроме того, датчик pH способен выдерживать колебания температуры от комнатной температуры до 80°C (пунктирная линия).
[0093] На фиг. 7 представлен график, показывающий pH, коррозию в режиме реального времени и температуру во время производства (Tвпуска > 40 °C). На фиг. 7 показаны показатели коррозии с течением времени (строка с отметками «x»), выраженные в миллидюймах в год (мдюйм/год). Как показано, высокие температуры (пунктирная линия) и низкий pH (жирная/непрерывная линия) коррелировали с повышенной скоростью коррозии. Устройство контроля доказало свою пригодность для индикации изменений коррозионной активности пробной воды в распылительной камере.
[0094] Температура во впускном отверстии, в камере датчика и в выпускном отверстии непрерывно регистрировалась без каких-либо проблем. Эти данные необходимы для корректировки измерений pH и обнаружения перелива от одного отделения оборудования к следующему. Температура также является ключевым параметром для непрерывного контроля из-за ее влияния на коррозию.
[0095] Результаты по pH, температуре и коррозии подтверждают работу системы, связанной с KPI 2, предоставляя непрерывные и надежные данные этих параметров за период более одного месяца.
[0096] КРI 3. Обнаружение остановок производства на основании измерений температуры.
[0097] На фиг. 8 сравнивается температура в отстойнике (Tвпуска) (пунктирная линия) с состоянием производства в машине для литья металла.
[0098] Производство (жирная/непрерывная линия) на фиг. 8 со значениями 1 указывает, что литейная машина работала на основании данных потока распыления в течение семидневного пробного периода. В течение 56 дней Tвпускавыше 40°C соответствовала производству 94,99% времени. Таким образом, значение в 40°C может использоваться для непрерывного контроля производства с высоким уровнем точности и проверки работы системы, связанной с KPI 3.
[0099] КРI 4. Способность обнаружить перелив из первого отделения во второе отделение.
[00100] Поток воды при производстве варьируется в зависимости от марки производимой стали. Поэтому для получения надежных данных важно определить, достаточно ли велик поток для перетекания из отстойника в отделение с датчиками.
[00101] Данные, полученные с помощью инструмента контроля коррозии, показали, что для температур выше 40°C (производство) разница между Tвыпуска и Tвпуска может использоваться для обнаружения перелива. Разница выше 10°C указывала на отсутствие перелива.
[00102] На фиг. 9 показано температуры воды внутри контрольного оборудования с течением времени. Автоматический запорный клапан был установлен с частотой открытия 15 минут и оставался открытым в течение 1 минуты.
[00103] На фиг. 9 поток в дни 3,5 и 7 был слишком низким для перелива из отстойника в отделение с датчиками. Следовательно, температура во впускном отверстии (пунктирная линия) была выше 40°С, но температура в выпускном отверстии была ниже. Разница между двумя температурами (жирная линия) указывает на разницу в потоке.
[00104] Эти результаты соответствуют требованиям для KPI 4.
[00105] Рабочее окно.
[00106] Учитывая, что объем отстойника составлял 26,9 л, с интервалом в 15 минут для открытия запорного клапана, было рекомендовано иметь минимальный поток 5,4 л/мин, чтобы отстойник снова заполнялся в течение максимум 5 мин. Таким образом, было установлено рабочее окно от примерно 5,4 л/мин до примерно 100 л/мин.
[00107] Инструмент для контроля литьевой машины оказался пригодным для отделения частиц окалины от распыляемой воды и обеспечения чистого потока, который можно непрерывно контролировать. Выполнялись надежные измерения работы оборудования:
- Репрезентативные pH и температура собранной воды;
- Состояние производства, указывающее, например, когда Tвпуска>40°C;
- Коррозионная активность воды
- Наличие перелива из отстойника в отделение с датчиками.
[00108] Кроме того, инструмент непрерывного контроля литьевой машины может использоваться для местного контроля pH верхней зоны распылительной камеры и, следовательно, уменьшения коррозии. Инструмент непрерывного контроля литьевой машины эффективно продлевает интервалы технического обслуживания, таким образом, требуя техническое обслуживание только один раз в месяц (т.е. около 30 дней), например.
[00109] Все устройства, составы и способы, раскрытые и заявленные в данном документе, могут быть изготовлены и выполнены без чрезмерных экспериментов в свете данного раскрытия. Хотя это изобретение может быть осуществлено во многих различных формах, в данном документе подробно описаны конкретные варианты осуществления изобретения. Данное раскрытие является примером принципов изобретения и не предназначено для ограничения изобретения конкретными проиллюстрированными вариантами его осуществления. Кроме того, если прямо не указано иное, подразумевается, что использование термина «один» включает «по меньшей мере один» или «один или несколько». Например, «одно устройство» подразумевает включение «по меньшей мере одно устройство» или «одно или несколько устройств».
[00110] Предполагается, что любые диапазоны, приведенные либо в абсолютных, либо в приблизительных терминах, предназначены для охвата их обоих, а любые определения, используемые в данном документе, направлены на пояснение, а не на ограничение. Несмотря на то, что числовые диапазоны и параметры, определяющие широкий объем изобретения, являются приблизительными, о числовых значениях, приводимых в конкретных примерах, сообщаются настолько точно, насколько это возможно. Однако любое числовое значение по своей природе содержит определенные ошибки, неизбежно возникающие в результате стандартного отклонения, обнаруживаемого в их соответствующих тестовых измерениях. Кроме того, следует понимать, что все раскрытые в данном документе диапазоны охватывают любые и все поддиапазоны (включая все дробные и целые значения), включенные в них.
[00111] Кроме того, изобретение охватывает любые и все возможные комбинации некоторых или всех различных вариантов осуществления, описанных в данном документе. Следует также понимать, что различные изменения и модификации описанных в данном документе предпочтительных вариантов осуществления будут очевидны для специалистов в данной области техники. Такие изменения и модификации могут быть сделаны без отклонения от сущности и объема изобретения и без уменьшения его предполагаемых преимуществ. Следовательно, предполагается, что такие изменения и модификации охватываются прилагаемой формулой изобретения.
[00112] Любой состав, раскрытый в данном документе, может содержать любые соединения/компоненты, раскрытые в данном документе, или состоять из или по существу состоять из них. В соответствии с настоящим раскрытием, фразы «по существу состоять из» и т.п. ограничивают объем формулы изобретения указанными материалами или этапами и теми материалами или этапами, которые не существенно влияют на основные и новые характеристики заявленного изобретения.
Реферат
Изобретение относится к устройству и способу, которые контролируют и отделяют частицы от распыляемой воды из распылительной камеры в непрерывной литьевой машине. Система содержит первое отделение, гидравлически соединенное с распылительной камерой, и второе отделение, гидравлически соединенное с первым отделением. Первое отделение содержит выпускное отверстие, периодически переключающееся между открытым состоянием и закрытым состоянием. Твердые частицы и охлаждающая текучая среда проходят из первого отделения, когда выпускное отверстие находится в открытом состоянии, и удерживаются в первом отделении, когда выпускное отверстие находится в закрытом состоянии. Выпускное отверстие переходит из открытого состояния в закрытое состояние посредством работы клапана, расположенного в выпускном отверстии. Клапан связан с датчиком температуры через контроллер, где температурный датчик определяет температуру охлаждающей текучей среды. Клапан переходит из открытого состояния в закрытое состояние в зависимости от температуры охлаждающей жидкости, измеренной температурным датчиком. Второе отделение выполнено с возможностью получения текучей среды, не содержащей частиц, из первого отделения. Технический результат: эффективное удаление твердых частиц в циркулирующей воде, уменьшение коррозии в распылительных камерах. 4 н. и 15 з.п. ф-лы, 9 ил., 1 пр.
Комментарии